Embed Size (px)
DESCRIPTION
This is a presentation of my B.Tech Project at IIT Guwahati.
Citation preview

Application of Welding Arc to Obtain Small Angular Bend in Steel Plates
B. Tech Project Report
Submitted in partial fulfillment of the requirements for the degree of
Bachelor of Technology
by
Ashish Khetan Nishant Ranjan Prathyusha.M
05010305 05010329 05010333
Department of Mechanical Engineering
Indian Institute of Technology Guwahati
MAY 2009

Application of Welding Arc to Obtain Small Angular Bend in Steel Plates
B. Tech Project Report
Submitted in partial fulfillment of the requirements for the degree of
Bachelor of Technology
by
Ashish Khetan Nishant Ranjan Prathyusha.M
05010305 05010329 05010333
Under the supervision of
Dr. U.S. Dixit Dr. S.K. Kakoty
Department of Mechanical Engineering
Indian Institute of Technology Guwahati
MAY 2009

Application of Welding Arc to Obtain Small Angular Bend in Steel Plates
B. Tech Project Report
Submitted in partial fulfillment of the requirements for the degree of
Bachelor of Technology
by
Ashish Khetan Nishant Ranjan Prathyusha.M
05010305 05010329 05010333
Approved by
Dr. D.Chakraborty Dr. R.G. Narayanan (Examiner) (Examiner)
Dr. U.S.Dixit Dr. S.K.Kakoty (Supervisor) (Supervisor)

Acknowledgements
We wish to acknowledge with thanks the continuing guidance and support of our supervisors, Prof.
U.S. Dixit and Prof. S.K. Kakoty. We are also thankful to Mr. D.K. Sharma, workshop In-charge,
and Mr. Chetri, technician at workshop, for their immense help in carrying out the experiments.
Ashish Khetan Nishant Ranjan Prathyusha.M 05010305 05010329 05010333
Bachelor of Technology,
Department of Mechanical Engineering,
IIT Guwahati.
i

CONTENTS
List of Figures iv
List of Tables v
1. Introduction 1
2. Literature Review 2
2.1 Submerged Arc Welding (SAW)………………………………………………….... 2
2.1.1 Finite Element Modeling……………………………………………………... 2
2.1.2 Neural Network Methods……………………………………………………... 4
2.2 Gas Metal Arc Welding (GMAW)…………………………………………………. 6
2.2.1 Finite Element Modeling……………………………………………………... 6
2.2.2 Neural Network Methods……………………………………………………... 8
2.3 Gas Tungsten Arc Welding (GTAW) …………………………………………….... 10
2.3.1 Finite Element Modeling……………………………………………………... 11
2.3.2 Neural Network Methods……………………………………………………... 12
2.4 Comments on Literature……………………………………………………………. 14
3. Experimental Setup 15
3.1 Manual Torch Holding…………………………………………………………….... 15
3.2 Rack and Pinion System……………………………………………………………. 16
3.3 Simple Two Wheel Vehicle………………………………………………………… 17
3.4 Pug Cutting Machine……………………………………………………………….. 17
ii

4. Experimental Results 19
4.1 Results for 1mm MS plate………………………………………………………….. 19
4.1.1 Neural Network Modeling of 1mm plate data set…………………………….. 24
4.2 Results for 2mm MS plate………………………………………………………….. 27
4.2.1 Neural Network Modeling of 2mm plate data set…………………………….. 33
4.2.2 Results of Double pass welding on 2mm plate……………………………….. 36
5. Conclusion and Future Scope 38
Appendix 1 Background Theory on Probability Distributions 39
Appendix 2 Neural Networks 48
References 58
iii

LIST OF FIGURES
2.1 Weld pool geometry………………………………………………………………… 13
3.1 Circuit diagram of IC 555…………………………………………………………… 16
3.2 Experimental setup………………………………………………………………….. 18
4.1 Bend angle vs. Welding speed for 1mm plate……………………………………… 21
4.2 Variance in bend angle vs. Welding speed for 1mm plate…………………………. 21
4.3 Bend distribution at 40A current for 1mm plate……………………………………. 22
4.4 Bend distribution at 60A current for 1mm plate……………………………………. 23
4.5 Bend distribution at 80A current for 1mm plate……………………………………. 23
4.6 Experimental values vs. estimated values of scale parameter, λ for 1mm plate……. 26
4.7 Experimental values vs. estimated values of Shape parameter, k for 1 mm plate….. 26
4.8 Bend angle vs. Welding speed for 2 mm plate……………………………………… 29
4.9 Variance in Bend angle vs. Welding speed for 2 mm plate………………………… 29
4.10 Bend distribution at 40A current for 2 mm plate………………………………….. 30
4.11 Bend distribution at 60A current for 2 mm plate………………………………….. 31
4.12 Bend distribution at 80A current for 2 mm plate………………………………….. 32
4.13 Bend distribution at 100A current for 2 mm plate………………………………… 33
4.14 Experimental values vs. estimated values of Scale parameter, λ for 2 mm plate…. 35
4.15 Experimental values vs. estimated values of Shape parameter, k for 2 mm plate… 36
4.16 Bend angle in single pass and double pass for 2 mm plate………………………… 37
iv

LIST OF TABLES
Table 3.1 Data set obtained using manual torch holding …………………………….... 15 Table 3.2 Speed mode vs. Speed in cm/s……………………………………………………… 17
Table 4.1 Data set at 40A current for 1mm plate……………………………………………. 19
Table 4.2 Data set at 60A current for 1mm plate………………………………………. 20
Table 4.3 Data set at 80A current for 1mm plate………………………………………. 20
Table 4.4 Training data set for 1 mm plate…………………………………………….. 24
Table 4.5 Testing data set for 1 mm plate ……………………………………………… 25
Table 4.6 Data set at 40 A current for 2mm plate…………………………………………… 27
Table 4.7 Data set at 60 A current for 2mm plate…………………………………………… 27
Table 4.8 Data set at 80 A current for 2mm plate……………………………………… 28
Table 4.9 Data set at 100 A current for 2mm plate…………………………………….. 28
Table 4.10 Training data set for 2 mm plate…………………………………………… 34
Table 4.11 Testing data set for 2 mm plate……………………………………………... 34
Table 4.12 Results of double pass welding on 2mm plate………………………………….. 36
v

1
Chapter 1
Introduction
The use of heat energy at high temperature to melt two pieces of material and joining them together by material-material adhesion or using some filler has been well known from long period. This process termed as welding has been extensively used to join the two metal work pieces. There are many different kinds of welding processes viz., Submerged Arc Welding (SAW), Gas Tungsten Arc Welding (GTAW) and Gas Metal Arc Welding (GMAW), Laser Welding, Electron Beam Welding and so on. All of these processes utilize the basic principle of melting material using arc at high temperature and thereby joining the two pieces.
With the thought of contributing to the research of welding process, a detailed literature
review of the subject has been made. The three major welding processes SAW, GTAW and GMAW were studied in detail, the associated problems and their suggested solutions focused by researchers are presented in a categorical way. Most of the research is carried in the direction of improving the process attributes like weld joint strength, bead geometry, heat affected zone. Artificial intelligence tools, neural networks and fuzzy algorithms are used by many researchers to model the process in order to predict these attributes as a function of the process parameters. Using the physics of the process finite element modeling has also been done to model the process and to optimize the process parameters. The literature provides an insight of the process.
The present work explores the possibility of the use of welding arc to obtain small
angular bend in steel plates. The process has many advantages over the mechanical clamping method. It eliminates any possibility of spring back of the plate. Artifacts having design over the plate which can not be clamped mechanically can be bent easily using the suggested process. The process is relatively cheaper also.
A constant current TIG welding machine without feed wire is used in the experiments.
An attempt is made to quantify the angular bend obtained in a flat plate, as a function of the input parameters of the process, current and welding speed. In lack of literature available, a number of replicates are performed to analyze the dependence of the bend angle on the process parameters. Results obtained by performing replicates of the experiment are analyzed using Weibull probability distribution. In order to establish a functional relationship between process parameters and the bend obtained data is modeled using neural network. Feasibility of the process is assessed by performing experiments on two different MS sample plates of thickness 1mm and 2 mm, and size 3×6 inch.

2
Chapter 2
Literature Review
The literature review is presented in three sections on the basis of the welding process being dealt with viz., Submerged Arc Welding (SAW), Gas Tungsten Arc Welding (GTAW) and Gas Metal Arc Welding (GMAW). The welding processes have been modeled using Finite Element Method (FEM) and Neural Networks (NN). Among various welding processes, SAW, GTAW and GMAW have been extensively studied. Welding of different materials had been studied by varying geometries, input parameters and welding conditions.
2.1 Submerged Arc Welding (SAW) Submerged Arc Welding has been defined by the American Welding Society (AWS) as follows: “The submerged arc welding process is an arc welding process, which produces coalescence of metals by heating them with an arc or arcs between a bare metal electrode or electrodes and the work. The arc and molten metal are shielded by a blanket of granular, fusible material on the work. Pressure is not used, and filler metal is obtained from the electrodes and some times from a supplemental source (welding rod, flux or metal granules).”
SAW is normally operated in the automatic or mechanized mode, however, semi-
automatic (hand-held) SAW guns with pressurized or gravity flux feed delivery are available. The material applications include carbon steels, low alloy steels, stainless steels, nickel-based alloys and other steels for surfacing applications. The key process variables are wire feed speed, arc voltage, travel speed, electrode stick-out and polarity and current type (AC or DC). The other factors that influence the SAW process are flux depth, flux and electrode type, electrode wire diameter, heat affected zone (HAZ), thermal diffusivity and multiple electrode configurations. 2.1.1 Finite Element Modeling Techniques Recently, numerical simulation has been increasingly used as a tool to assist welding process analysis and optimization, and in particular applied to the prediction of welding induced residual stress and strain [1]. Wen et al. [1] have modeled a multi-wire SAW process using a general purpose finite element package ABAQUS. Effects of process parameters and weldment geometry have been evaluated with and without the consideration of residual stresses and strains induced from the forming processes prior to welding. The corresponding 2D and 3D finite element models were presented and analyzed to investigate the heat transfer characteristics in the fusion and heat affected zones during welding. This work also gives the global distortions caused in a pipe due to welding. The thermal history predicted can be useful in characterizing welding process parameters such as speed and power input, with respect to fusion and HAZ geometries and hence weldment integrity.

3
The welding process parameters under investigation depend on the desired output
parameters. Dutta et al. [2] have taken process parameters such as electrode diameter, electrode travel speed, workpiece thickness, current and voltage that are said to greatly affect the temperature distribution patterns and hence the residual stresses and distortions. A coupled transient thermal and structural analysis has been done to study the temperature distribution and also to minimize the resulting angular distortions through the above said process parameters in single and multi-pass welded joints using a reusable flux-filled backing strip. In addition, moving heat source, arc travel speed, current and voltage, temperature-dependent material properties and deposition of filler material have been given as the important process characteristics to be taken into consideration for any simulation
Similar work has been done by Michaleris and DeBiccari [3] in which they combined welding simulations with 3D structural analysis in a decoupled approach to evaluate welding induced buckling in panel structures. They had used a kinematic work hardening material model for simulating the plastic behavior of mild steel. The complexities involved in simulation of welding processes and improved material models for better prediction of residual stresses and distortions have been discussed by Lindgren [4]. Alberg [5] further extended these models and developed modeling methodologies using finite element analysis for predicting deformation, residual stresses and material properties such as microstructure during and after welding as well as after heat treatment of fabricated aircraft-engine components.
A large number of models have been reported to predict temperature distributions, residual stresses and distortions in the welded joints. Most of them have concentrated on a 2D approximation and have advocated the need for 3D simulation so that they can be better utilized for simulating the behavior of a complete welded structure. A 3D welding analysis was given by Runnemalm [6] that made use of an adaptive mesh scheme. A strategy is presented for coupled thermo-mechanical analysis of welding in order to reduce one of the major problems arising in finite element analysis of welding i.e., the long computer times required for complete 3D analysis. In addition to this, other problems like staggered thermo-mechanical solution process, automatic mesh refinement and coarsening, geometry-based user input for model definition and analysis of the microstructure evolution for hypoeutectoid steels, that arise when settling up welding analysis have been dealt using the FE formulation being implemented in an in-house code.
The influence of submerged arc welding parameters and flux basicity on the weld
chemistry and transfer of different elements have been investigated with varying fluxes and welding parameters by Pandey et al. [7]. According to this study, during SAW, weld-metal chemistry is determined mainly by welding consumables and operating variables, other secondary factors being joint design, heat input of welding and weld thermal history. The prediction of weld-metal chemistry is rather difficult and complicated due to the reaction kinetics of submerged arc welding (which is characterized by short reaction time and large thermal gradient) being altogether different to those of steel-making. This study was aimed at

4
studying the effect of both the parameters, different fluxes and different welding parameters together on the element transfer and weld composition. The welding speed was kept constant and the welding current and voltage were varied as welding parameters.
A detailed 3D nonlinear thermal and thermo-mechanical analysis was carried out using the finite element welding simulation code WELDSIM by Chao and Zhu [8]. Welding of an aluminium plate using three sets of material properties, viz., properties that are functions of temperature, room temperature values, and average values over the entire temperature history in welding were considered in the simulation. The thermal analysis was first performed and the transient temperature outputs from this analysis were saved for the subsequent thermo-mechanical analysis. Transient temperature field was taken as a function of time with the heat flux to the system given as input by a moving source on the boundary. Chao and Zhu [8] concluded that thermal conductivity has some effect on the distribution of transient temperature field during welding but material density and specific heat have negligible effect on the temperature field. In addition, yield stress was found to be the key mechanical property in welding simulation. Young’s modulus and the thermal expansion coefficient have found to have small effects on the residual stress and distortion in welding deformation simulation.
2.1.2 Neural Network Methods Mathematical models have been developed for SAW of pipes using five level factorial techniques to predict three critical dimensions of the weld bead geometry and shape relationships. Murugan and Gunaraj [9] have presented the main and interaction effects of the process variables on bead geometry and shape factors in graphical form and using which not only the prediction of important weld bead dimensions and shape relationships but also the controlling of the weld bead quality by selecting appropriate process parameter values are possible. The acceptable or appropriate weld shape was said to depend on factors such as line power which is the heat energy supplied by the arc to the base plate per unit length of weld, welding speed, joint preparation etc.
Gunaraj and Murugan [10] have also developed a Response Surface Methodology (RSM) which determines and represents the cause and effect relationship between true mean responses and input control variables influencing the responses as a two or three dimensional hyper surface. RSM explores the relationships between several explanatory variables and one or more response variables with the main idea of using a set of designed experiments to obtain an optimal response. Reference [10] highlights the use of RSM by designing a four-factor five-level central composite rotatable design matrix with full replication for planning, conduction, execution and development of mathematical models. By the development of mathematical models through effective and strategic planning and the execution of experiments by RSM, the problem of selection of the optimum combination of input variables for achieving the required qualities of weld in the manufacturing of pipes by SAW process can be solved.

5
Yang et al. [11] provide another yet familiar traditional method for modeling the weld bead geometrical features of SAW process. Curvilinear regression equations were used to study the relationship between correlation coefficient and the standard deviation of the deviations between the predicted and measured values with respect to melting rate, total fusion area, penetration, deposit area, bead height and bead width. Although it was found that there exists no strong relationship between the correlation coefficient of a correlation equation and the standard deviation of the deviations between the predicted and measured values, this statistical analysis shows higher mean deposit area obtained directly from the melting rate. Recent investigations have shown that due to low tolerance in some cases, it is not possible to include all variables in the regression analysis [12]. Yang et al. [12] discuss the linear regression equations that were found to give correlation coefficients similar to those obtainable from curvilinear regression equations with the same procedure followed as that of curvilinear equations. Therefore, linear equations were shown to be equally suitable for modeling the SAW process.
Neural network modeling has been adopted to model the non-linear relationship between the five geometric descriptors (height, width, penetration, fused and deposited areas) of a bead and the welding parameters (current, voltage and welding speed) of SAW process [13]. Ping et al. [13] have shown the advantages of single-output networks by a comparative study between multi-output networks and single-output networks, each modeling one geometric descriptor.
Rather than the well-known effects of main process parameters, Karaoglu and Secgin [14] have focused on the sensitivity analysis of parameters and fine tuning requirements of the parameters for optimum weld bead geometry. The design variables considered are welding current, welding voltage and welding speed. An objective function was formed using width, height and penetration of the weld bead. An experimental study has been done based on the three-level factorial design of the three process parameters. A mathematical model was constructed using multiple curvilinear regression analysis. The relative effects of input parameters on output parameters were obtained from the sensitivity analysis using developed empirical equations. It has been found that effects of all three design parameters play an important role in the quality of welding operation. In addition, variations in voltage and speed do not affect the penetration much.
Sensitivity analysis was also carried out to study distortions in a steel plate [15].
McPherson et al. [15] have established an artificial neural network from a commercially available system, and the model was fed with data from a series of simple trials using D and DH 36 steel plates of thicknesses 6 and 8 mm. Along with some already established factors like plate thickness and heat input, sensitivity analysis of the data showed carbon equivalent (CEV) of the steel to be a significant factor. In addition, the yield strength to tensile strength ratio, the steel grade, the edge preparation mode and the rolling treatment were also identified as being factors which appeared to influence the sensitivity of the plate to welding distortion.

6
2.2 Gas Metal Arc Welding (GMAW)
The GMA welding process is a welding process, which yields coalescence of metals by heating with a welding arc between a continuous filler metal (consumable) electrode and the work piece. A continuous wire electrode is drawn from a reel by an automatic wire feeder, and then fed through the contact tip inside the welding torch and melted by the internal resistive power and heat transferred from the welding arc. Heat is concentrated by the welding arc from the end of the melting electrode to molten weld pools and by the molten metal that is being transferred to weld pools.
The GMA welding parameters are the most important factors affecting the quality,
productivity and cost of welding joint. Weld bead size and shape are important considerations for design and manufacturing engineers in the fabrication industry. In fact, weld geometry directly affects the complexity of weld schedules and thereby the construction and manufacturing costs of steel structures and mechanical devices. Therefore, these parameters affecting the arc and welding bath should be estimated and their changing conditions during process must be known before in order to obtain optimum results. These are combined in two groups as first order adjustable and second order adjustable parameters and defined before welding process.
The composition of a shielding mixture in arc welding depends mostly on the kind of
material to be welded. To reduce the defects and to have good weldability, argon and helium are most commonly used as shield gases and they play an important role in reduction of generation of defects and protection of weld pool. The shielding gas for arc welding must be easily ionized to ensure that the arc can be sustained at a reasonably low voltage. Helium, one of the lightest gases, has a higher ionization potential and approximately ten times lighter than argon. It often promotes higher welding speeds and improves the weld bead penetration profile. On the other hand, difficulty in initiating the arc and the poor tolerance to cross-draughts, and the high price of helium, are disadvantages in using Helium. For these reasons, argon/helium, argon/carbon dioxide, argon/oxygen and argon/carbon dioxide/ oxygen gas mixtures are more commonly used than pure gases. 2.2.1 Finite Element Modeling Traditionally, finite element models have been developed to obtain the residual stresses induced during welding of a specimen and the distortions that the specimen has undergone as a result of the process. A three-dimensional approach for the finite element formulation required huge computation time and memory capacity of the computer. Also, to overcome the inadequacies of two-dimensional models, a laminated plate theory had been proposed [16] for the analysis of the thermo-elasto-plastic behavior of a thin plate in gas-metal arc bead-on-plate welding and an FEM formulation was used to solve the governing equations of the stress and distortion. The knowledge of the mechanism of the transient thermo-mechanical behavior of a plate under a moving welding heat source is fundamental for the understanding

7
the mechanical aspect of the welding process. The heat conduction model involves heat-conduction equation solved first in fixed coordinates by considering an instantaneous Gaussian heat source, which is then integrated with respect to time in a moving coordinate to provide a quasi-steady-state solution. The effect of the weld deposit as well as of the surface radiation was neglected.
Considering all mechanical properties to be temperature-dependent, the transient
temperature distributions were obtained and the elliptical shape of the isotherms clearly showed the great temperature gradient in front of the electrode and the gradual cooling of the solidified weld. The temperature variations were said to arise from the thermal energy of the welding arc transferred onto a finite area of the upper surface of the weldment. The effect of the heat input on the distortion of the weldment, was seen to be an increasing distortion first, but then a decrease after reaching the maximum value, as the heat input increased. The results of the plate analysis were obtained by averaging the angular distortions at three different positions, i.e., at the welding start, at the plate center and at the welding end.
Distortion is a potential problem with all welded fabrications. Shrinkage Volume Method,
a linear elastic finite-element modeling technique has been developed by Bachorski et al. [17] to predict post-weld distortion. Given the composition of the parent and weld metal, the parent plate thicknesses, the joint preparation the parent plate constraints, and the welding parameters, the model is able to predict the post-weld displacement of any point along the welded plates. The linear elastic shrinkage volume method is a steady state finite-element approach that assumes that the main driving force for distortion is linear thermal contraction of the weld metal as it cools from elevated to room temperature. The contraction is resisted by the surrounding parent metal, resulting in the formation of internal forces. The parent metal distorts to accommodate these shrinkage forces until equilibrium is achieved. The shrinkage volume approach is able to predict the magnitude of these distortions reasonably accurately, and therefore, has the potential to serve as a very useful tool in the prediction of distortion in large, complex welded structures. For large V-preparation angles, the shrinkage volume can be assumed to be equivalent to the edge preparation geometry without significant error. However, for V-angles smaller than 50 degree, where the fusion zone shape becomes process-dependent, a more accurate means of calculating the shrinkage volume is required. The magnitude of angular distortion in single-V butt welded joints is influenced by the included angle of the V preparation. As the included angle increases, so does the resultant angular distortion.
Numerical models have been developed [18] to analyze the complex thermal cycle in the
weldment caused by a heat input from the moving welding arc due to which the experienced microstructural changes, thermal stresses and metal movement finally lead to the formation of residual stresses and distortion in the finished product. Wahab and Painter [18] have provided a method of obtaining the detailed three-dimensional measurement of a weld pool form by conducting experimental study of GMAW under various welding conditions and also determined the relationship between different process variables in addition to exploring the possibility of using a known weld pool form as the boundary condition representing the

8
welding arc, within a finite element model of GMAW. The important parameters considered include penetration, pool width, bead height, pool length and the volume and surface area of the pool below the plate. Most finite element approaches use heat sources defined as complicated spatial heat flux distributions representing the total energy of the welding process. The measured weld pool cavity is taken as a temperature boundary fixed at the melting point of the material. A ‘standard’ plate had been meshed and locally scaled to duplicate the geometry of a given weld pool cavity and weld bead whose material properties were temperature dependent allowing radiative and convective heat losses. Increasing welding speed and current were found to yield longer pool length and thus have the greatest influence on the length of a weld pool.
2.2.2 Neural Network Methods A novel technique based on artificial neural networks (ANNs) for prediction of gas metal arc welding parameters was given by Ates [19]. Input parameters of the model consist of gas mixtures O2, CO2, Ar, which give the output parameters, tensile strength, impact strength, elongation and weld metal hardness. ANN controller was trained with the extended delta-bar-delta learning algorithm. A multi-layer perceptron neural network model with three inputs, two hidden layer and four outputs was employed. The hyperbolic tangent functions were selected in the hidden and the output layers. The input and the output values to the multi-layer perceptron NN were normalized to lie between -1.0 to +1.0. Results showed that, the neural networks can be used as an alternative way for calculating the gas mixture according to the presented conventional calculation method. It is sufficient to take gas mixtures to predict mechanical properties such as tensile and impact strengths, elongation and weld metal hardness of the joint.
A research was done by Lee and Um [20] on the basis of prediction that there is a
relationship between welding parameters and geometry of the back-bead in arc welding which is a gap. Through this research, it was found that the error rate predicted by the artificial neural network was smaller than that predicted by the multiple regression analysis, in terms of the width and depth of the back-bead. It was also found that between the two predictions, the prediction of the width of the back-bead was superior to the prediction of the depth in both methods. A laser vision sensor was used to measure the geometry of the back-bead. Image processing technique was used to obtain experimental data. Four welding parameters were established as input variables, and the estimated width and depth of the back-bead were established as output variables in the artificial neural network. Here, the hidden layer comprised two layers with six neurons each.
The focus of Kim et al. [21] had been on the development of mathematical models for the selection of process parameters and the prediction of bead geometry (bead width, bead height, and penetration) in robotic gas metal arc (GMA) welding. A sensitivity analysis has also been conducted and compared with the relative impact of three process parameters on bead geometry in order to verify the measurement errors on the values of the uncertainty in

9
estimated parameters. Sensitivity analysis, a method to identify critical parameters and rank them by their order of importance, is paramount in model validation where attempts are made to compare the calculated output to the measured data. The results obtained show that developed mathematical models can be applied to estimate the effectiveness of process parameters for a given bead geometry, and a change of process parameters affects the bead width and bead height more strongly than penetration relatively. The objective of this study is to find the optimal bead geometry in GMA welding process using mathematical models with the chosen factors being welding voltage, welding speed and arc current, and the responses were bead width, bead height and penetration.
Further works of Kim et al. [22] extend to studying the fuzzy linear regression technique
which was developed to study relationships between four process variables (wire diameter, arc voltage, welding speed and welding current) and four quality characteristics (bead width, bead height, bead penetration and bead area) and to control the quality of the GMA welding based on the analysis of the bead geometry. Using the method and experimental results, the linear programming (LP) models from the fuzzy linear regression approach were developed. Two validation tests were performed to evaluate the effectiveness of the process models. Through the models, the prediction of the three quality characteristics (bead width, bead penetration and bead area) was obtained with the error less than 5%. Also, the center value calculated from the LP model for the bead width was proved to be the best amongst the bead geometry. Kim et al. [23] presented a new algorithm to establish a mathematical model for predicting top-bead width through a neural network and multiple regression methods to understand relationships between process parameters and top-bead width, and to predict process parameters on top-bead width in robotic gas metal arc (GMA) welding process. Using a series of robotic GMA welding, additional multi-pass butt welds were carried out in order to verify the performance of the multiple regression and neural network models as well as to select the most suitable model. The results show that not only the proposed models can predict the top-bead width with reasonable accuracy and guarantee the uniform weld quality, but also a neural network model could be better than the empirical models. Process parameters such as pass number, welding speed, welding current and arc voltage influence top bead width for GMA welding process. The developed models are able to predict process parameters required to achieve desired top-bead width, to help the development of automatic control system as well as expert system, and to establish guidelines and criteria for the most effective joint design.
Karadeniz et al. [24] had studied the effects of various welding parameters on welding
penetration welded by robotic gas metal arc welding. The welding current, arc voltage and welding speed were chosen as variable parameters. The depths of penetration were measured for each specimen after the welding operations and the effects of these parameters on penetration were researched. As a result of this study, it was obvious that increasing welding current increased the depth of penetration. In addition, arc voltage was also found to influence penetration. Enough penetration, high heating rate and right welding profile

10
describe the quality of welding joint. These are affected from welding current, arc voltage, welding speed and protective gas parameters. Among all, welding current intensity has the strongest effect on melting capacity, weld seal size and geometry and depth of penetration.
The weld joint strength monitoring in pulsed metal inert gas welding process (PMIGW) have been addressed by Pal et al. [25] in which RSM (Response Surface Methodology) had been applied to perform welding experiments. A multilayer neural network model has been developed to predict the ultimate tensile stress (UTS) of welded plates. Six process parameters, namely pulse voltage, back-ground voltage, pulse duration, pulse frequency, wire feed rate and the welding speed, and the two measurements, namely root mean square (RMS) values of welding current and voltage, are used as input variables of the model and the UTS of the welded plate is considered as the output variable. The objective was to determine and represent the cause and effect relationship between the response and input control variables. Taguchi method relies on the replication each experiment by means of an outer array, itself an orthogonal array that seeks deliberately to emulate the sources of variation that a product would encounter in reality. On the other hand, response surface methodology (RSM) explores the relationships between several explanatory variables and one or more response variables. The main idea of RSM is to use a set of designed experiments to obtain an optimal response. Due to the very complicated nature of the welding process, which involves electrical, thermal, hydraulic, plasma-physics and thermo-metallurgical phenomena, and more importantly, unavailability of sufficient knowledge about the process dynamics, RSM methodology was preferred to Taguchi method.
2.3 Gas Tungsten Arc Welding (GTAW)
Gas tungsten arc welding (GTAW), also known as tungsten inert gas (TIG) welding, is an arc welding process that uses a non-consumable tungsten electrode to produce the weld. The weld area is protected from atmospheric contamination by a shielding gas (usually an inert gas such as argon), and a filler metal is normally used, though some welds, known as autogenous welds, do not require it. A constant-current welding power supply produces energy which is conducted across the arc through a column of highly ionized gas and metal vapors known as plasma.
GTAW is most commonly used to weld thin sections of stainless steel and light metals such as aluminum, magnesium, and copper alloys. The process grants the operator greater control over the weld than competing procedures such as shielded metal arc welding and gas metal arc welding, allowing for stronger, higher quality welds. However, GTAW is comparatively more complex and difficult to master, and furthermore, it is significantly slower than most other welding techniques.
GTAW can use a positive direct current, negative direct current or an alternating current, depending on the power supply set up. A negative direct current from the electrode causes a stream of electrons to collide with the surface, generating large amounts of heat at the weld region. This creates a deep, narrow weld. In the opposite process where the electrode is

11
connected to the positive power supply terminal, positively charged ions flow from the tip of the electrode instead, so the heating action of the electrons is mostly on the electrode. This mode also helps to remove oxide layers from the surface of the region to be welded, which is good for metals such as Aluminium or Magnesium. A shallow, wide weld is produced from this mode, with minimum heat input. Alternating current gives a combination of negative and positive modes, giving a cleaning effect and imparts a lot of heat as well.
2.3.1 Finite Element Modeling
A 3D FE model was developed by Kermanpur et al. [26] in ANSYS to simulate the multipass GTAW process of Incoloy 800 petrochemical pipes. Incoloy 800 is a fully austenitic iron-based alloy, which is often selected for sue in high-temperature environments where a combination of strength and corrosion resistance is required. The birth and death technique was used to consider mass addition from the ERNiCr3 filler metal into the weld pool. Movement of the GTAW torch was modeled in a discontinuous manner assuming a constant welding speed. The transient temperature distribution in the workpiece as well as the weld pool shapes were predicted under different process conditions. The effect of the heat source distribution function, heat input and welding speed on temperature distribution was investigated and computer simulation tools based on FEM were seen to be very useful to predict welding distortions and residual stresses at the early stage of product design, formation of defects and weldability and the welding process development.
On the other hand, Fenggui et al. [27] established an integral mathematical model of fluid flow and heat transfer of GTAW arc and weld pool. The assumption that surface temperature of weld pool is constant was not made. The behavior of welding arc and weld pool was symmetrically analyzed including welding arc temperature field, current density distribution, fluid flow in weld pool and effects of few forces on weld pool shape. Welding arc and weld pool are two parts of GTAW process. In order to reveal clearly welding process, many scholars have taken welding arc and weld pool as research objects repeatedly but most researches were separately concentrated on studying on welding arc behavior or only simulating on weld pool. The study on the interaction between welding arc and weld pool was discussed rarely which was illustrated in this work.
Another dimension of GTAW shows analysis of residual stress state in spot welds made in an HY100 steel disk by an autogenous GTAW process by Talijat et al. [28]. An uncoupled thermal-mechanical FE model was developed using ABAQUS that took into account the effects of liquid-to-solid and solid-state transformations. Effects of variations in mechanical properties due to solid-state phase transformations on residual stresses in the weld were studied. Extensive experimental testing was carried out to determine the mechanical properties of HY100 steel. The FE results are in good agreement with Neutron Diffraction measurements. It was concluded that in thermal analysis one should account for, (i) conductive and convective heat transfer in the weld pool, (ii) Convective, radiative and evaporative heat losses at the weld pool surface and (iii) heat conduction into the

12
surrounding solid material, as well as the conductive and convective heat transfer to ambient temperature.
2.3.2 Neural Network Methods
TIG weld quality is highly characterized by weld pool geometry this is because the weld pool geometry plays an important role in determining the mechanical properties of weld [29]. The weld geometry in turn depends on process parameters such as welding speed, welding current, arc gap etc. Thus, there is a natural quest of researcher to derive input output relationship between welding parameter and weld quality. It is well known that modeling the relationships between the input and output variables for non-linear, coupled, multi-variable systems is very difficult. In recent years, neural networks have demonstrated great potential in the modeling of the input–output relationships of complicated systems such as TIG welding [30].
Significant amount of work has been done in this field by Tarng et al. [31]. They explored the use of neural network to model TIG welding. Both the back-propagation neural network and counter- propagation neural network [32] were used to associate the welding process parameters with the features of the weld-pool geometry. A comparison was made between the two technique and they concluded that both the back-propagation and counter- propagation networks can model the TIG welding process with reasonable accuracy. However, the counter- propagation network has better learning ability for the TIG welding process than the back-propagation network, although the back-
propagation network has better generalization ability for the TIG welding process than does the counter- propagation network.
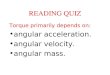
To ensure TIG weld quality, several on-line monitoring techniques have been studied and were developed using vision-based systems directly to estimate weld pool geometry or indirectly to correlate the weld pool geometry with process parameters such as welding voltage, welding current, etc. However, there are difficulties involved concerning reliability, calibration and cost in the use of the monitoring techniques. So apart from on-line monitoring techniques, modeling, optimization and classification of TIG weld quality are still extremely important research topics to obtain a high level of weld quality. Tarng and Juang [33] reported a technique for modelling, optimization and classification of TIG weld .Thin aluminum plates are joined by using TIG welding. Three features on the weld pool geometry viz. the front depth, back height and back width of the weld were considered. These features have a smaller-the-better quality characteristic if the weld has penetrated the back face of the base metal. Back-propagation network [34] was then used to construct the relationships between the welding process parameters and the three features on the weld pool geometry in TIG welding. In addition, simulated annealing algorithm was applied to the back-propagation network for searching the process parameters with optimal weld pool geometry (Fig 2.1). Finally, a fuzzy clustering technique called the fuzzy c-means algorithm [35] was used to classify and verify the aluminum weld quality based on the features on the weld pool geometry.

13
Fig. 2.1: Weld pool geometry
Moving a step further Juang and Tarng [36] in their later work tried to find the welding process parameters for obtaining optimal weld pool geometry. Basically, the geometry of the weld pool has several quality characteristics, for example, the front height, front width, back height and back width of the weld pool. To consider these quality characteristics together in the selection of process parameters, the modified Taguchi method [37] is adopted to analyze the effect of each welding process parameter on the weld pool geometry, and then to determine the process parameters with the optimal weld pool geometry. Experiments were performed on 1.5 mm thick stainless steel plates and results were used to illustrate the proposed approach. It was also emphasized that weld penetration at the back face of the base metal must be achieved to ensure the weld strength. The front height, front width, beck height and back width of the weld pool have smaller-the-better quality characteristics.
Back-propagation neural network (BPNN) had been widely used to model the welding processes. But, the chance of its solutions getting trapped into the local minima is high, as its working is based on the principle of a steepest descent method. To overcome this difficulty Pratihar and Dutta [38] utilized a genetic algorithm (GA) [39] (in place of the steepest descent method), along with the feed forward NN, which may be termed as a genetic-neural system (GA-NN). Also modeling of TIG welding was done using a conventional linear regression technique and back propagation neural network. The performance of the three techniques (regression analysis, BPNN, GA-NN) was compared using some test cases. Both the NN-based approaches were seen to be more adaptive compared to the conventional regression analysis. For the test cases Genetic-neural (GA-NN) system outperformed the BPNN in most of the test cases (but not all). BPNN showed a slightly better performance compared to the genetic-neural system initially, but after about 60,000 iterations, the latter started to perform better than the former. It might be due to the fact that the solutions of BPNN were still lying on the local basin of the deviation (error) function, whereas the GA continued its search on a wider space, to reach the global optimal solution.
Weld penetration is an important factor to achieve quality weld. Zhao et al. [40] established a neural network based model for weld penetration control in gas tungsten arc welding describing the relationship between the front-side geometrical parameters of weld pool and the back-side weld width with sufficient accuracy. Welding experiments were conducted to obtain the training data set (including 973 groups of geometrical parameters of the weld pool and back-side weld width) and the verifying data set (108

14
groups). Two data sets were used for training and verifying the neural network, respectively. The testing results show that the model has sufficient accuracy and can meet the requirements of weld penetration control.
2.4 Comments on Literature
It is observed that finite element method and neural network have been extensively applied for modeling the welding processes. FEM requires the accurate knowledge of material behavior, physical laws and behavior of the interaction. Once the required information is available, FEM can be a robust tool to model the processes. Neural network model does not need any information other than the actual shop floor data. Therefore, if sufficient amount of data is available, it can be an effective method for modeling the welding processes. However, it is seen that statistical variation in the process has been paid only scan attention till now.

15
Chapter 3
Experimental Setup
The welding machine, UNIMACRO 501, a manufacture of ESSETI, is used for carrying out all the experiments. The machine can be used for TIG and MIG both types of welding. The MIG welding mode essentially uses feed wire whereas TIG welding allows the optional use of feed rod. As the purpose is to use welding arc to obtain small angular bend in flat plate while maintaining its aesthetics, machine is used in TIG welding mode without the use of feed wire. Machine has different program settings. Program no. 22 is used through out the experiments. The program sets machine in TIG welding mode. It allows the value of current to be adjusted with a precision of 1 amp. It sets machine in constant current welding mode. The current almost remains constant but the value of voltage changes with the small perturbation in arc length. A tungsten electrode of 4 mm. diameter is used. Argon is used as the shielding gas at the flow rate of 8-10 std. liter per minute. The sections below brief some of the unsuccessful and the final successful attempt of fabricating the experimental setup.
3.1 Manual Torch Holding The work is started with the manual holding of welding torch. A number of experiments are carried out to examine the welding speed control in manual way. Experiments are carried out on a sample size of 6×8 inch of MS 1 mm. plate along the 6 inch line through the middle of 8 inch long breadth. Results are tabulated below in Table 3.1.
Table 3.1: Data set obtained using manual torch holding
Sample no. Current (amps) Speed (cm/sec.) Bend (minutes)
1 90 1.33 202 2 90 1.47 285 3 100 1.20 352 4 100 1.27 285 5 110 1.13 236 6 110 1.13 440 7 120 1.13 420 8 120 1.07 374 9 130 1.20 460 10 130 1.07 323 11 140 1.07 457 12 140 1.07 423 13 150 0.80 428 14 150 0.87 537 15 160 0.87 472

16
16 160 0.93 267 17 170 0.73 232 18 170 0.73 400 19 180 0.73 478 20 180 0.73 555
The above results show that manual control of welding speed is difficult to be achieved. It
also shows very high variance in bend obtained with little variation of welding speed at the constant value of current. In addition, it is also observed that an arc of constant length can not be achieved in manual welding process. Therefore it was decided to fabricate a set up which can provide constant welding speed at constant arc length where both the parameters are adjustable as desired. 3.2 Rack and Pinion system An attempt is made to design a reciprocating platform with the use of rack and pinion system. The major difficulties were associated with the drive mechanism as it was required to run the platform at relatively low speed of 0.25-1.5 cm/sec. A dc motor can not be used to obtain low speed and at the same time its control is also difficult. Therefore it is required to use a stepper motor which can be digitally controlled using a computer and can be run at low rpm. A stepper motor, four phase; 12V; 3A, available in mechatronics lab, is tried to run. As the control circuit of motor was not available an attempt is made to design the control circuit.A counter circuit is designed to control the motor. An IC LMC555 is used to generate a square pulse signal. The 555 timer IC, a standard 8 pin integrated circuit, is used to generate clock signals. The circuit diagram is shown in the figure 3.1.
Fig. 3.1: Circuit diagram of IC 555
There are three required external parts which determine the timing: two resistors labeled RA and RB and a capacitor labeled C. The data sheet provides the timing equations as follows:

17
ln(2) 0.693LOW B BT R C R C= = ln(2)( ) 0.693( )HIGH A B A BT R R C R R C= + = +
ln(2)( 2 ) 0.693( 2 )LOW HIGH A B A BT Period T T R R C R R C= = + = + = + Appropriate values of resistors and capacitors are chosen to run the circuit. As the current required by motor is 3 A and the IC is able to give only a current of 250 mA, an electro- mechanical relay, is used to generate the end clock signal to be fed into the motor. But the relay, could not work at the frequency of 3-5 Hz. Therefore the system could not be used. 3.3 Two wheel’s vehicle A simple two wheel vehicle is designed to do the welding at constant speed and fixed arc length. Two stepper motors of rating 12 V, 250 mA, along with the driver IC L293D are used to run to two wheels. The stepper motors are digitally controlled using computer through parallel port connection. A simple MATLAB code allows to access the parallel port and to send the clock signal to the driver IC. The vehicle runs within the speed limits of 0.25-1.5 cm/sec. When finally put into the use to carry the metal plate samples at constant speed it could not carry heavy earthing wire with it. Therefore the system could not be used. 3.4 Pug Cutting machine A Leopard pug cutting machine, a manufacture of ESAB, is bought to run the welding torch at constant speed and having fixed height from the welding surface providing fixed arc length. The machine is typically made for gas cutting. Therefore a new clamp is fabricated to hold the welding torch with the slot design to control the arc length. The machine has a speed controller which provides a continuous variation of speed from mode 0 to 10. The machine is calibrated to find the numerical values of speed corresponding to different speed modes. The same is tabulated in the table below.
Table 3.2: Speed mode vs. Speed in cm/sec
Speed mode Speed (cm/sec) 0 0.253 1 0.375 2 0.527 3 0.693 4 0.855 5 1.043 6 1.149 7 1.279 8 1.403

18
9 1.572 10 1.589
The figure 3.2 shows the installed set up on which the final experiments are carried out. Four samples are kept at one run with a scrap material at the start and end to avoid the end effects. The samples are supported by two parallel channels at 0.5 inch from the ends. After welding arc is passed over the samples, they are kept in air for cooling.
Fig.3.2: Experimental setup
Bend in the plates is measured using the co-ordinate measuring machine. The angle between the planes across the weld line is the angle of bend. Although the machine provides precision of 1 second in angle measurement, seeing very high variance in replicates, for ease in calculations it is reported only up to the precision of 1 minute.

19
Chapter 4
Experimental Results
An exhaustive set of experiments are carried out on a sample size of 3×6 inch MS plate of thickness1 mm and 2 mm along the line of 3 mm length through the middle line of 6 inch width. Three input parameters are taken into account, welding speed; current; and arc length. At a fixed value of welding speed and current, arc length can be varied only in a narrow range to keep the arc stable. Precisely controlling the arc length was not possible. Hence, arc length is kept constant over all the experiments. Range of other two parameters welding speed and current is decided under the constraint that the sample should not burn off at any combination of the parameters. A set of eight replicates is carried out at each value of input parameters to analyze the variance in output parameter, bend angle. The results are put in two sections one for thickness 1 mm MS plate and another for 2 mm MS plate.
4.1 Results for 1mm MS plate
Experiments are carried out at 21 different combinations of two input parameters current and welding speed. Three values of current 40 A, 60 A and 80 A are used. Seven different values of welding speed are chosen in between 0.69 cm/sec to 1.59 cm/sec. The values chosen are not at equal intervals but are corresponding to the running modes available in the machine. Arc length is set fixed at 1.5 mm for all the experiments. Results of the experiment are tabulated below. Bend angle in eight replicates is denoted by A, B, ….H. Sample mean value and standard deviation is also reported. Some of the samples did burn at the ends, bend of these samples are not reported. Table 4.1 shows the results at 40 Amps.
Table 4.1: Data set at 40 A current for 1mm plate
Speed (cm/sec)
Bend angle (minutes)
A B C D E F G H Mean Std. Deviation
0.69 117 128 182 182 186 192 249 299 191.88 59.35
0.85 150 194 218 219 235 252 253 310 228.88 46.89
1.15 33 75 121 129 130 138 152 175 119.13 44.95
1.28 13 43 58 133 148 161 183 230 121.13 75.51
1.4 27 47 52 67 88 94 106 152 79.13 39.58
1.57 7 24 58 78 83 101 116 125 74.00 42.15
1.59 79 83 88 88 89 95 113 117 94.00 13.80

20
Table 4.2 shows the results at 60 Amps.
Table 4.2: Data set at 60 A current for 1mm plate
Speed (cm/sec)
Bend angle (minutes)
A B C D E F G H Mean Std. Deviation
0.69 151 168 174 191 210 217 278 292 210.13 51.13
0.85 92 137 174 186 217 242 248 279 196.88 62.13
1.15 90 125 135 140 152 165 175 191 146.63 31.61
1.28 21 44 72 77 132 152 209 252 119.88 81.28
1.4 73 83 92 98 99 104 106 116 96.38 13.57
1.57 29 66 156 181 182 194 223 262 161.63 77.87
1.59 106 118 139 141 161 168 172 227 154.00 37.59
Table 4.3 shows the results at 80 Amps.
Table 4.3: Data set at 80 A current for 1mm plate
Speed (cm/sec)
Bend angle (minutes)
A B C D E F G H Mean Std. Deviation
0.69 203 245 255 259 Burnt Burnt Burnt Burnt 240.50 25.68
0.85 82 113 117 139 240 291 342 392 214.50 117.92
1.15 88 137 142 143 161 162 171 179 147.88 28.38
1.28 59 120 123 150 166 263 280 287 181.00 85.29
1.4 29 122 137 138 141 215 257 192 153.88 68.80
1.57 78 96 140 154 156 211 239 243 164.63 61.91
1.59 79 96 109 118 131 149 183 221 135.75 47.10
Figure 4.1 shows the graph of mean bend angle versus welding speed at three different
current values.

21
Fig.4.1: Bend angle vs. Welding speed for 1 mm plate
Fig.4.2: Variance in Bend angle vs. Welding speed for 1 mm plate
Figure 4.2 shows the graph of variance in bend angle versus weld speed at the same three different values of current. The above results show that for a constant value of current the bend obtained in plate decreases with the increase in welding speed and at a constant value of welding speed it increases with the increase in current. But the variance is very high in values of replicates hence no proper conclusion can be drawn. High variance in replicates can be

22
attributed to inaccuracies in experiment or it may be due to inherent randomness of the process. The variance curves show that up to some extent variance is small at low value of current rather than at high value of current.
Assuming the replicates follow Weibull distribution, using Maximum likelihood method
parameters of the probability distribution are calculated. MATLAB package is used for calculations. The curves of probability distribution at a constant value of current and over the range of welding speed are plotted together. Figure 4.3 shows the Weibull probability distribution curves of bend angle obtained at 40 A current and different values of welding speed. Numbers in boxes are the values of welding speed in cm/sec.
Fig.4.3: Bend distribution at 40 A current for 1 mm plate

23
Fig.4.4: Bend distribution at 60 A current for 1 mm plate
Fig.4.5: Bend distribution at 80 A current for 1 mm plate
Fig 4.4 and Fig 4.5 show the same at 60A and 80A respectively. Because of high variance probability distribution curves overlaps significantly. Narrower is the curve smaller is the

24
variance. Most of the distribution curves are wide which represents very high variance in the values.
4.1.1 Neural Network modeling of 1 mm plate data set
Neural network modeling of the process is done using MATLAB packages. Current and welding speed, are taken as input parameters. Weibull distribution parameters, k (shape parameter) and λ (scale parameter), of the bend angle replicates are taken as the output parameters. The distribution parameters are estimated using Maximum likelihood method. Out of the total sample space of 21 data points 12 data sets, covering all the boundaries of 2D plane and some intermediate values, are used for training the network while rest 9 data sets are used for testing the network. The numerical values of two input parameters lie in different range. These values are normalized using the maximum value such that they lie in between 0 to 1. In order for the percentage error in the prediction to be more or less uniform normalized logarithmic values of the output variables are used.
Levenberg-Marquardt training algorithm is used for training the network. The network
architecture consists one hidden layer with three neurons and one neuron at the output layer. The transfer function in the first layer is tan-sigmoid and the output layer transfer function is linear. Learning rate is set as 0.01 and the error goal is set at 0.0001. For the two output parameters, k and λ, network is trained separately two times. Table 4.4 shows the training data set.
Table 4.4: Training data set for 1 mm plate
S. No. Current(A) Speed (cm/sec) λ k
1 40 0.69 212.62 3.69
2 40 1.15 132.53 3.34
3 40 1.40 89.61 2.3
4 40 1.59 82.01 7.33
5 60 0.69 229.61 4.65
6 60 1.15 158.47 5.89
7 60 1.40 101.81 9.05
8 60 1.59 181.11 4.52
9 80 0.69 249.69 16.4
10 80 1.15 158.07 7.59
11 80 1.40 172.2 2.54

25
12 80 1.59 184.48 3.29
Table 4.5 shows the testing data set with the estimated values of the output parameters and the percentage error in prediction.
Table 4.5: Testing data set for 1 mm plate
S. No. Current(A) Speed (cm/sec) λ λ –est. error % k k –est. error %
1 40 0.85 246.93 227.72 7.78 5.72 3.50 38.83
2 40 1.28 134.21 93.36 30.44 1.63 3.71 ‐127.56
3 40 1.57 82.01 85.42 ‐4.16 1.77 4.18 ‐136.05
4 60 0.85 217.92 229.46 ‐5.29 4.01 4.39 ‐9.41
5 60 1.28 133.86 105.05 21.52 1.60 8.49 ‐430.92
6 60 1.57 181.11 163.81 9.55 2.34 5.27 ‐125.38
7 80 0.85 243.61 227.69 6.53 2.10 13.08 ‐522.94
8 80 1.28 204.71 139.44 31.88 2.48 3.83 ‐54.52
9 80 1.57 184.48 195.03 ‐5.72 3.21 2.86 10.91
At the set goal parameter of 0.0001 for training data, maximum error in training data for λ is 8.48% and the root mean square (RMS) is 5.34%. Maximum error in testing data for λ is 31.88 % and RMS error is 17.25 %. Visual depiction of the results is shown in figure 4.6. For estimation of k, the same goal parameter is set and the maximum error in training data is 67.63% and the RMS error is 28.08%. Maximum error in testing data for k is 522.93% and the RMS error is 239.05%. Very high error in modeling of k data shows that the values of k do not follow any pattern. Visual depiction of the results is shown in figure 4.7.

26
Fig.4.6: Experimental values versus Estimated values of Scale parameter, λ for 1 mm plate
Fig.4.7: Experimental values versus estimated values of Shape parameter, k for 1 mm plate

27
4.2 Results for 2 mm MS plate
Experiments are carried out at 20 different combinations of two input parameters current and welding speed. Four values of current 40 A, 60 A, 80 A and 100 A are used. Five different values of welding speed are chosen in between 0.53 cm/sec to 1.59 cm/sec. As in the case of 1 mm plates, here also speed values chosen are not at equal intervals but are corresponding to the running modes available in the machine. Arc length is set fixed at 2.0 mm for all the experiments. Results of the experiment are tabulated below. Bend angle in eight replicates is denoted by A, B, ….H. Sample mean value and standard deviation is also reported. Table 4.6, Table 4.7, Table 4.8 and Table 4.9 show the results at 40 A, 60 A, 80 A and 100 A respectively.
Table 4.6: Data set at 40 A current for 2mm plate
Speed (cm/sec)
Bend angle (minutes)
A B C D E F G H Mean Std. Deviation
0.53 80 102 24 27 86 104 92 104 77.38 33.18
0.69 69 84 50 42 79 50 37 77 61.00 18.33
0.85 66 59 35 24 101 104 70 104 70.38 31.05
1.15 43 85 28 21 94 91 26 70 57.25 31.10
1.59 8 57 54 69 39 58 9 17 38.88 24.36
Table 4.7: Data set at 60 A current for 2mm plate
Speed (cm/sec)
Bend angle (minutes)
A B C D E F G H Mean Std. Deviation
0.53 10 54 31 29 7 6 33 9 22.38 17.19
0.69 43 36 58 7 52 65 83 12 44.50 25.85
0.85 84 73 36 61 48 79 83 92 69.50 19.49
1.15 32 177 40 113 56 104 53 60 79.38 48.81
1.59 33 30 55 62 112 3 22 33 43.75 33.10

28
Table 4.8: Data set at 80 A current for 2mm plate
Speed (cm/sec)
Bend angle (minutes)
A B C D E F G H Mean Std. Deviation
0.53 9 12 10 8 30 33 33 5 17.50 12.20
0.69 34 48 39 52 45 4 14 10 30.75 18.74
0.85 5 39 55 31 66 14 46 27 35.38 20.42
1.15 44 102 49 52 99 96 98 112 81.50 27.96
1.59 13 38 50 34 59 44 37 101 47.00 25.59
Table 4.9: Data set at 100 A current for 2mm plate
Speed (cm/sec)
Bend angle (minutes)
A B C D E F G H Mean Std. Deviation
0.53 63 37 63 40 21 75 33 38 46.25 18.49
0.69 73 40 35 35 112 49 30 116 61.25 35.19
0.85 55 4 9 38 77 40 8 48 34.88 26.00
1.15 27 76 22 7 9 71 85 75 46.50 33.19
1.59 31 74 104 30 127 108 104 95 84.13 36.20
Figure 4.8 shows the graph of mean bend angle versus welding speed at four different current values. Figure 4.9 shows the graph of variance in bend angle versus welding speed at four different current values.

29
Fig.4.8: Bend angle vs. Welding speed for 2 mm plate
Fig.4.9: Variance in Bend angle vs. Welding speed for 2 mm plate
The data follows almost no pattern. No particular conclusion can be drawn.
As in the earlier section, curves of probability distribution at a constant value of current and over the range of welding speed are plotted together. Figure 4.10 shows the Weibull

30
probability distribution curves of bend angle obtained at 40 A current and different values of welding speed. Numbers in boxes are the value of welding speed in cm/sec.
Fig.4.10: Bend distribution at 40 A current for 2 mm plate

31
Figure 4.11 shows the same at 60 A current.
Fig.4.11: Bend distribution at 60 A current for 2 mm plate

32
Figure 4.12 shows the same at 80 A current.
Fig.4.12: Bend distribution at 80 A current for 2 mm plate

33
Figure 4.13 shows the same at 80 A current.
Fig.4.13: Bend distribution at 100 A current for 2 mm plate
Because of high variance probability distribution curves overlaps significantly.
4.2.1 Neural Network modeling of 2 mm plate data set Neural network modeling of the process is done using MATLAB packages. Out of the total sample space of 20 data points 12 data sets, covering all the boundaries of 2D plane and some intermediate values, are used for training the network while rest 8 data sets are used for testing the network.
Levenberg-Marquardt training algorithm is used for training the network. The network
architecture is same as in the earlier section. Learning rate is set as 0.01 and the error goal is set at 0.0001. For the two output parameters, k and λ, network is trained separately two times.
Table 4.10 shows the training data set.

34
Table 4.10: Training data set for 2 mm plate
S. No. Current(A) Speed (cm/sec) λ k
1 40 0.53 86.72 2.90
2 40 0.85 79.34 2.71
3 40 1.59 43.36 1.67
4 60 0.53 24.75 1.43
5 60 0.85 76.29 4.78
6 60 1.59 47.69 1.38
7 80 0.53 19.67 1.61
8 80 0.85 39.59 1.85
9 80 1.59 53.19 2.08
10 100 0.53 52.02 2.94
11 100 0.85 37.63 1.31
12 100 1.59 94.53 2.85
Table 4.11 shows the testing data set with the estimated values of the output parameters
and the percentage error in prediction.
Table 4.11: Testing data set for 2 mm plate
S. No. Current(A) Speed (cm/sec) λ λ –est. error % k k –est. error %
1 40 0.69 67.48 80.88 ‐19.86 4.12 2.99 27.52
2 40 1.15 64.95 79.56 ‐22.50 2.12 2.85 ‐34.59
3 60 0.69 49.72 71.66 ‐44.13 1.82 2.67 ‐46.73
4 60 1.15 90.14 80.34 10.88 1.88 3.17 ‐68.49
5 80 0.69 34.20 19.61 42.67 1.69 1.85 ‐9.45
6 80 1.15 90.81 85.63 5.71 3.78 3.45 8.65
7 100 0.69 69.69 44.55 36.07 2.02 1.76 12.73
8 100 1.15 50.85 89.12 ‐75.25 1.40 0.96 31.30

35
At the set goal parameter of 0.0001 for training data, maximum error in training data for λ is 7.75% and the root mean square (RMS) is 3.95%. Maximum error in testing data for λ is 75.25% and RMS error is 38.37%. Visual depiction of the results is shown in figure 4.14. For estimation of k, the same goal parameter is set and the maximum error in training data is 35.44% and the RMS error is 12.93%. Maximum error in testing data for k is 68.48% and the RMS error is 35.59%. Visual depiction of the results is shown in figure 4.15.
Fig.4.14: Experimental values versus estimated values of Scale parameter, λ for 2 mm plate

36
Fig.4.15: Experimental values versus estimated values of Shape parameter, k for 2 mm plate
4.2.2 Results of double pass welding on 2 mm plate Some of the experiments are performed by passing the arc two times over the plate. The welding torch is run over the plate immediately after the first run completes without allowing the plate to cool to room temperature. Experiments are performed at two welding speed values 1.15 cm/sec and 1.59 cm/sec and three values of current 40A, 60A, and 80A. The results are tabulated below in table 4.12.
Table 4.12: Results of double pass welding on 2mm plate
Current (A)
Speed (cm/sec)
Bend angle (minutes)
A B C D E F G H Mean
Std. Deviation
40 1.15 68 79 80 65 59 76 56 48 66.38 11.60
60 1.15 115 123 129 232 129 163 163 152 150.75 37.60
80 1.15 177 206 202 155 187 118 134 128 163.38 34.43
40 1.59 91 126 133 114 101 108 124 109 113.25 13.94
60 1.59 97 138 110 87 138 81 144 174 121.13 32.45
80 1.59 126 155 188 204 125 147 137 174 157.00 29.15

37
Figure 4.16 shows the increment in bend obtained over the single pass.
Fig.4.16: Bend angle in single pass and double pass for 2 mm plate

38
Chapter 5
Conclusion and Future Scope The main objective of this study is to asses the dependence of the bend obtained in a flat plate upon passing welding arc over it, on the process parameters, current and welding speed. It is observed that the process has very high variance. The two sample plates, MS plates of thickness 1 mm and 2 mm of size 3×6 inch are used for studying the process.
Results of 1 mm plate show some pattern. With the increase in welding speed at constant
value of current the bend in plate decreases. At a constant value of welding speed with the increase in current the bend angle increases. Both the observations indicate that with the increase in heat input the bend obtained increases. However, variance in the process is very high.
Results of 2 mm plate do not show any pattern. At some constant value of current with
the increase in welding speed the bend obtained increases but at some other current it decreases. Similarly, at some constant value of welding speed with the increases in current the bend obtained increases but at some other welding speed it decreases. No regular pattern indicates that the bend angle is a complex function of the two process parameters, welding speed and current. Variance in the process is also very high. Results of double pass welding show that bend in the plate can be increased by passing the welding arc more number of times.
High values of variance in the process can be attributed to the inaccuracies involved in
experiment or it may be due to inherent randomness of the process. It may be because of very high sensitivity of the bend with respect to the process parameters, welding speed and current
Future research in this direction can be carried out by performing more number of
replicates to asses variance involved in the process. Experiments can be carried out on different size of samples with different thickness and different type of materials like stainless steel and aluminum plates. The process can be formulated as an on-line feedback system by achieving the bend in successive steps using multi pass welding.

39
Appendix 1
A Background on Probability Distributions
In experiments or trials in which the outcome is numerical, the outcomes are values of what is known as a random variable. When replicates of the experiment are conducted, different values of the output variable are outcome of a random variable. If replicates are conducted theoretically infinite number of times, probability of the outcome of each value of the output variable can be calculated. But practically performing the replicates infinite number of times is impossible. Thereby conducting a limited set of replicates and using the data it is tried to estimate the probability associated with each possible value of the outcome. A1.1 Probability density function There are various ways to characterize a probability distribution. The most visual is the probability density function. A probability density function (PDF) is a function that represents a probability distribution in terms of integrals. A probability distribution has density f, if f is a non negative function → such that the probability of the interval [a, b]
is given by ( )a
b
f x dx∫ for any two numbers a, and b. This implies that the total integral of f
must be 1.
( ) 1f x dx∞
−∞
=∫
If a probability distribution has density ( )f x , then the infinitesimal interval [ , ]x x dx+ has probability ( )f x dx .
A1.2 Cumulative distribution function The cumulative distribution function (CDF) of a real valued random variable X is given by
( ) ( )xX F x P X x→ = ≤ , where the right hand side represents the probability that the random variable X takes on a value less than or equal to x . The CDF of X can be defined in terms of
the probability distribution function f as : ( ) ( )x
F x f t dt−∞
= ∫
A1.3 Normal distribution The normal distribution, also called the Gaussian distribution, is an important family of continuous probability of distributions. It is the simplest and widely used probability distribution. Each member of this family is defined by two parameters, location and scale: the mean (average, ) and variance (standard deviation squared σ2) respectively. The standard

40
normal distribution is the normal distribution with a mean of zero and the variance of one. It is often called the bell curve because the graph of its probability distribution resembles a bell.
Fig A1.1: Probability Density Function of Standard Normal Distribution
The probability distribution function of the normal distribution is the Gaussian function
22 2
,
1( ) exp( ( ) / 2 ),2
f x x x Rμ σ
μ σσ π
= − − ∈
Where 0σ > is the standard deviation, the real parameter μ is the expected value. The density function of the standard normal distribution is:
21( ) exp( ( ) / 2),2
f x x x Rπ
= − ∈
The probability distribution function has notable properties including: • Symmetry about its mean μ • The mode and median both equal the mean μ • The inflection points of the curve occur one standard deviation away from the
mean i.e. at μ σ− , and μ σ+ .
The cumulative distribution function ( )F x , of the normal distribution is expressed in terms of the density function ( )f x as follows:
22
,( ) , ( )
x
F x f t dtμ σ
μ σ−∞
= ∫

41
221 exp( ( ) / 2 ) ,2
x
t dt x Rμ σσ π −∞
= − − ∈∫
Where the standard normal CDF is the general CDF is evaluated with 0μ = and 1σ = :
21( ) exp( ( ) / 2) ,2
x
F x t dt x Rπ −∞
= − ∈∫
A1.4 Exponential distribution
The exponential distributions are a class of continuous probability distributions which describes the times between events in a Poisson process, i.e. a process in which events occur continuously and independently at a constant average rate. The probability density function of an exponential distribution has the form
exp( ), 00, 0( ) { x x
xf x λ λλ
− ≥<=
Where 0λ > is the rate parameter. The distribution is supported on the interval [0, ∞]. The Cumulative distribution function is:
{1-exp(- x), x 00, x<0( )F x λ
λ≥=
Fig A1.2: Probability Density Function of Exponential Distribution with Mean of Unity

42
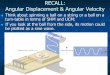
A1.5 Weibull distribution The Weibull distribution is a combination of the above mentioned two distributions, as depending upon the parameter values it may take the form of normal distribution or exponential distribution. The probability density function of a Weibull random variable x is:
1/ ( / ) exp( ( / ) ), 0, ( ) 0, 0{
k kk x x xk x xf λ λ λ
λ
− − ≥<=
Where k > 0 is the shape parameter and λ > 0 is the scale parameter of the distribution. A generalized, 3- parameter Weibull distribution is also used. It has the probability density function:
1/ ( / ) exp( ( / ) ),, ( ) 0,{
k kk x x xk x xf λ θ λ θ λ θ
λ θ
−− − − ≥<=
When θ = 0, it reduces to the 2- parameter distribution. The cumulative distribution function for the 2-parameter Weibull is
1 exp( / ) ), 0, ( ) 0, 0{
kx xk x xF λ
λ− − ≥<=
Fig. A1.3: Probability Density Function of Weibull Distribution with shape parameter of
value 2 and scale parameter value of 1.

43
A1.6 Parameter Estimation Techniques The experimental results or real life data is always required to fit to some known probability distribution function with unknown parameters for the purpose of analysis. Depending upon the nature of data and the process through which it is obtained a family of distribution function is selected and to have the best fit of the data the parameters of the distribution function are estimated by some method. A1.6.1 Maximum Likelihood Method Maximum likelihood estimation (MLE) is a popular statistical method used for fitting a mathematical model to some data. The modeling of real world data using estimation by maximum likelihood offers a way of tuning the free parameters of the model to provide a good fit. For a fixed set of data and underlying probability model, maximum likelihood picks the values of the model parameters that make the data “more likely” than any other values of the parameters would make them. It gives a unique and easy way to determine solution in the case of the normal distribution and other distributions. If a uniform prior distribution is assumed over the parameters, the maximum likelihood coincides with the most probable values thereof.
Consider a family of probability distributions parameterized by an unknown parameter θ,
associated with a known probability density function, denoted as fθ . There is a sample
1, 2, 3,..... nx x x x of n values from this distribution and it is required to find the value of theθ ,
which fits this data best to the distribution fθ . Assuming that the data drawn from a particular distribution are independent, identically distributed with unknown parameters the likelihood function is written as a product of n probability densities:
1
( ) ( )n
ii
L f xθθ=
=∏
The value of theθ , which maximizes the likelihood function is the estimated value of the parameter. This can be found by iterative methods. Another method of finding the parameter estimates involves taking the partial derivatives of the likelihood function with respect to the parameters, setting the resulting equations equal to zero and solving simultaneously to determine the values of the parameter estimates. For the normal distribution which has probability distribution function
22 2
,
1( ) exp( ( ) / 2 )2
f x xμ σ
μ σσ π
= − −
the corresponding probability density function for a sample of n independent identically distributed normal random variables, the likelihood is
22 2 / 2 2 2
,11
( , ) ( ) (1/ 2 ) exp( ( ) / 2 )n n
ni i
ii
L f x xμ σ
μ σ πσ μ σ==
= = − −∑∏
Or more conveniently, where mx is the mean of ix ’s.

44
2 2 / 2 2 2 2
1( , ) (1/ 2 ) exp( (( ( ) ( ) ) / 2 )
nn
i m mi
L x x n xμ σ πσ μ σ=
= − − + −∑
Since the logarithm is a continuous strictly increasing function over the range of the likelihood, the values which maximize the likelihood will also maximize its logarithm. Taking logarithm on both the sides and differentiating the likelihood with respect toμ ,
2 / 2 2 2 2
10 log((1/ 2 ) exp( (( ( ) ( ) ) / 2 ))
nn
i m mi
x x n xπσ μ σμ =
∂= − − + −∂ ∑
Solving the above equation expected value of μ is obtained
exp1
/n
ected m ii
x x nμ=
= =∑
Hence, for the normal distribution sample mean is the μ expected. Since the sample mean itself is the expected value of the mean of the theoretically infinite size of data, this estimation of the μ is unbiased.
Similarly the likelihood function is differentiated with respect to σ to get the expected value:
2 2exp
1( ) /
n
ected i mi
x x nσ=
= −∑
As 2expectedσ is not equal to the variance of the sample, 2 2
1( ) /( 1)
n
i mi
x x nσ=
= − −∑ , estimation
is biased. A1.7 Estimation of the Weibull parameters Maximum likelihood method can also be applied on Weibull distribution function to find its parameters for a given data set. The method uses the concept of probability distribution function and tries to find out the parameters of the distribution at which the product of probability densities at each data point is maximized.
The concept of cumulative distribution function can also be used to estimate the
parameters of distribution. The method ranks the data value and assigns a ranking number to each data value. The rank number is replaced by the median ranks (confidence level 50 %). Median rank values can be estimated using the following equation,
0.3% ~ 1000.04
iMRN−+
Where i is the rank number of the data and N is the total sample size. These median rank values for each data are used as the value of the cumulative distribution function for that particular data. The cumulative distribution function for the 2-parameter Weibull distribution is,
, ( ) 1 exp( ( / ) ), 0kF k x x xλ λ= − − ≥

45
In this equation, for each value of the data x there is ( )F x as the corresponding median rank of the data point. Converting the equation in the linear form, linear regression is applied on the data set with the values of x and ( )F x .
Taking the natural logarithm of both sides of the equation yields: ln[1 ( )] ( / )kF x x λ− = −
ln{ ln[1 ( )]} ln( / )F x k x λ− − = ln{ ln[1 ( )]} ln( ) ln( )F x k k xλ− − = − +
Now let, ln{ ln[1 ( )]}y F x= − − , ln( )a k λ= − ,b k= , ln( )x x=
Which results in a linear equation of the form,
y a bx= + Linear regression technique can be applied in both the ways, taking x as the independent
variable and y as dependent variable or vice-versa. The two methods should give two different estimations of the parameters λ and k.
The accuracy of the estimation is judged by the correlation coefficient ρ
xy
x y
σρ
σ σ=
Where xyσ = covariance of x and y, xσ = standard deviation of x, and yσ = standard
deviation of y. The estimator of ρ is the sample correlation coefficient,
expectedρ , given by
1exp
2 2
1 1
( )( )
( ) ( )
N
i m i mi
ected N N
i m i mi i
x x y y
x x y yρ =
= =
− −=
− −
∑
∑ ∑
Where mx and my are the mean values of the sample. A1.8 Sample Calculations With a data set of 20 values, generated by random normal distribution function, probability density functions of two known distributions, Normal distribution and Weibull distribution is compared. Parameters of two distributions are estimated using Maximum likelihood method. As stated above, the Weibull distribution estimation is very close to the normal distribution estimation. Normal random numbers are generated with a mean of value of 3 and variance of 1. Probability density functions of the two estimations are plotted.

46
Fig A1.4: Comparison of MLE estimation of Normal distribution and Weibull distribution
Similarly, random data is generated for exponential distribution and the parameters of the two distributions, Exponential distribution and Weibull distribution are estimated using MLE method. Probability density functions of the two estimations are very close to each other.
Fig A1.5: Comparison of MLE estimation of Exponential distribution and Weibull
distribution

47
The above analysis shows that when the nature of random data generated is not known, the use of Weibull distribution is more appropriate instead the use of Normal distribution or Exponential distribution.
Further different parameter estimation techniques for Weibull distribution are analyzed.
The method of linear regression, using median rank as the value of cumulative distribution function for sorted random data, is compared with the MLE technique. The two methods of linear regression, regression on X axis and regression on Y axis, and the MLE estimation gives almost the same parameter values of the distribution. The methods of linear regression are easy to work out.
Fig. A1.6: Comparison of the estimation techniques of Weibull distribution
All the mathematical calculations are done using MATLAB. Package inbuilt functions are also used.

48
Appendix 2 Neural Networks
A complex functional relationship, obtained using neurons, between a given set of input-output vectors which can also be used to predict the output for a similar set of input vectors is called neural network. As shown in the fig. A2.1 network architecture, consist of neurons, transfer functions, and associated weights, is pre-decided and then the network is trained using some training algorithm to adjust the weights of network which develops an input-output functional relationship for the given set of the vectors.
Fig. A2.1: The basic model of a neural network
A2.1 Background of Neural Networks
Neural networks are basically connectionist systems, in which various nodes (called “neurons”) are interconnected. A typical neuron receives one or more input signals. The output signal provided by the neuron depends on its processing function. This output is transferred to connecting neurons in varying intensities. The neurons in the input layer receive input signals from the user and provide the output through the neurons in the output layers. Only the neurons in the input and output layers interact with the outside world/user; the rest are hidden. After choosing the network architecture, the network is trained. In the supervised training of the network, the network is presented with training pairs, each consisting of a vector from an input space and a desired network output. Through a defined learning algorithm, the network performs the adjustment of its parameters so that the error between the actual and desired output is minimized. Once trained, the network can be used

49
for predicting the output for any input vector from the input space. This is called the “generalization property” of the network.
A2.2 Network Architecture The architecture of a network consists of a description of how many layers a network has, the number of neurons in each layer, each layer's transfer function, and how the layers connect to each other. A2.2.1 Neuron Model A neural network is made up of neurons. These neurons have a transfer function which process the input coming to them and the output is transferred to the connecting neurons. The architecture of a single neuron is shown in the fig A2.2.
Fig. 4.2: Architecture of a single neuron
The scalar input p is transmitted through a connection that multiplies its strength by the scalar weight w, to form the product wp, again a scalar. The weighted input wp is the only argument of the transfer function which produces the scalar output a. The bias, b, is added to the product wp which shifts the function f to the left by an amount b. The bias is much like a weight, except that it has a constant input of 1. Networks with biases can represent relationships between inputs and outputs more easily than networks without biases. For example, a neuron without a bias will always have a net input to the transfer function of zero when all of its inputs are zero. However, a neuron with a bias can learn to have any net transfer function input under the same conditions by learning an appropriate value for the bias.

50
A2.2.2 Transfer Functions The most popular transfer functions used in network modeling are log-sigmoid and tan-sigmoid functions. The log-sigmoid transfer function shown below takes the input, which may have any value between plus and minus infinity, and squashes the output into the range 0
to 1. The sigmoid function S : → (0,1) is defined by the expression, 1( )1 exp( )
S xx
=+ −
Fig. 4.3: Graph of Logsig. The tan-sigmoid function also takes the input in the same range of plus and minus infinity, but
gives the output into the range of -1 to 1. The function is defined by 2: ( 1,1), ( ) 1
1 exp( 2 )T T x
x→ − = −
+ −R

51
Fig. 4.4: Graph of Tansig
When the output of the neuron is required out of the range of unity pure linear function is
used as the transfer function. The function is defined by, , L : → , ( )L x x=
Fig. 4.5: Graph of Pure Linear function

52
A2.2.3 Neuron Model with Vector Input A neuron with a single R-element input vector is shown below. The individual element inputs are P1, P2, ……. PR are multiplied by weights W1, W2,…W1,R and the weighted values are fed to the summing junction. Their sum is WP, the dot product of the row matrix W and the vector p. Model can be represented as in fig. A2.6.
Fig. 4.6: Neuron Model with Vector Input Where R is the number of elements in vector input. The neuron has a bias b, which is summed with the weighted inputs to form the net input
n. This sum, n, is the argument of the transfer function f.
1 1 2 2 1,... R Rn w p w p w p b= + + + +
This sum is passed to the transfer function f to get the neuron's output a, which is a scalar.
A2.2.4 A Layer of Neurons A one-layer network with R input elements and S neurons can be represented as fig. A2.7.

53
Fig. 4.7: A Layer of Neurons
Where R is the number of elements in input vector, and S is the number of neurons in the
layer. In this network, each element of the input vector p is connected to each neuron input
through the weight matrix W. The ith neuron has a summer that gathers its weighted inputs and bias to form its own scalar output n(i). The various n(i) taken together form an S-element net input vector n. Finally, the neuron layer outputs form a column vector a.
A network usually have more than one layer of neurons and it is called multi-layer neuron
model. Multiple feed-forward layers give a network greater freedom. The layer of neuron receiving the input from the user is called input layer and the last layer which gives the final output of the network is called the output layer. The intermediate layers are called hidden

54
layers and they do not intereact with the outside world. The output in the multi-layer model moves from one layer to the next layer. A.3 Training Algorithm After the network architecture is decided it is ready for training. First, the network weights and biases are initialized and then the network is trained for function approximation. The training process requires a set of examples of proper network behavior - network inputs p and target outputs t. When the input pattern pi from the training set is presented to the network, it produces an output ai different in general from the target output ti. The network is required to produce ai identical to ti for all the i = 1, 2…..n, by using a learning algorithm. More precisely, the learning algorithm minimizes the performance function of the network. The most popular performance function for feed forward networks is mean square error, MSE - the average squared error between the network outputs a and the target outputs t.
2
1( )
n
i ii
MSE a t=
= −∑
During learning the weights and biases of the network are iteratively adjusted to minimize the network performance function. The network can be trained in two styles. In incremental training the weights and biases of the network are updated each time an input is presented to the network. In batch training the weights and biases are only updated after all of the inputs are presented.
A2.3.1 Backpropagation Algorithm It has been one of the most studied and used algorithms for neural networks learning ever since. The backpropagation algorithm looks for the local minimum of the performance function in weight space using the method of gradient descent. The network is initialized with randomly chosen weights. During learning, the network weights are moved along the negative of the gradient of the performance function in an iterative manner. The combination of weights which minimizes the performance function is considered to be a solution of the learning problem.
Since this method requires computation of the gradient of the performance function at
each iteration step, continuity and differentiability of the performance function is required. One of the more popular transfer functions for backpropagation networks is the log-sigmoid function. A differentiable transfer function makes the function computed by a neural network differentiable, since the network itself computes only function compositions. The performance function also becomes differentiable.
There are many variations of this algorithm. All of these algorithms use the gradient of
the performance function to determine how to adjust the weights to minimize performance. The gradient is determined using a technique called backpropagation, which involves

55
performing computations backwards through the network. The backpropagation computation is derived using the chain rule of calculus.
The simplest implementation of backpropagation learning updates the network weights and biases in the direction in which the performance function decreases most rapidly - the negative of the gradient. One iteration of this algorithm can be written as:
1k k k kX X gα+ = −
Where Xk is a vector of current weights and biases, gk is the current gradient, and αk is the learning rate.
Properly trained backpropagation networks tend to give reasonable answers when
presented with inputs that they have never seen. Typically, a new input leads to an output similar to the correct output for input vectors used in training that are similar to the new input being presented. This generalization property makes it possible to train a network on a representative set of input/target pairs and get good results without training the network on all possible input/output pairs.
A2.3.2 Levenberg-Marquardt Algorithm Levenberg-Marquardt algorithm is based on the Newton’s method but it avoids the complex computation of Hesian matrix. When the performance function has the form of sum of squares, the the Hessian matrix can be computed as
TH J J= And the gradient can be computed as
Tg J e= Where J is the Jacobian matrix that contains the first derivatives of the network errors
with respect to weights and biases, and e is a vector of network errors. The Levenberg-Marquardt algorithm uses this approximation to the Hesisan matrix in the following way:
11 [ ]T T
k kx x J J I J eμ −+ = − +
When the scalar μ is zero, this is just Newton’s method, using the approximate Hessian
matrix. When μ is large, this becomes gradient descent with a small step size. Newton's method is faster and more accurate near an error minimum, so the aim is to shift towards Newton's method as quickly as possible. Thus, µ is decreased after each successful step (reduction in performance function) and is increased only when a tentative step would increase the performance function. In this way, the performance function is reduced at each iteration of the algorithm. The algorithm approaches very high training speed in comparison to backpropagation algorithm.

56
A2.3 Radial Basis Function Network A radial basis function (RBF) neural network consist of three layers: an input layer, a single layer of non-linear processing neurons and an output layer. The architecture of a typical network is shown in fig. A2.8.
Fig. 4.8: Architecture of Radial Basis Function Network This network produces output for given input parameters P1, P2, ……. PR. The output of the network is calculated according to:
21
( || ||)N
k k kk
o u tp u t w p cφ=
= −∑
Where p = { P1, P2, ……. PR}T is the input vector, Фk(.) is the processing function of the kth node in the hidden layer, ||.|| denotes the Euclidean norm, wk are weights associated with the kth node in the hidden layer, the output node, N is the number of neurons in the hidden layer, and ck are the RBF centers in the input vector space. For each neuron in the hidden layer, Euclidean distances between its associated center and the input to the network are calculated. The output of the neuron in a hidden layer is a non linear function of the distance. Finally the output of the network is calculated as a weighted sum of the hidden layer outputs. The most popular processing function is the Gaussian function of the following form:
2 2( ) exp( / )x xφ σ= −
Where parameter σ controls the width of the radial basis function and is commonly referred to as the spread parameter.

57
There are two sets of parameters governing the mapping properties of the radial basis function neural network: the weights wk and the centers ck. The simplest form of RBF neural network is one with a fixed center, chosen in a random manner as a subset of the input dataset. It can be optimized by fixing the numbers of centers and selecting centers such as to minimize the error. The weights wk are adjusted by multiple regression procedure so that the performance function (MSE) is minimal.

58
References [1] S.W.Wen, P.Hilton, D.C.J.Farrugia, FE Modeling of Submerged arc welding process,
Journal of Materials Processing Technology 119(2001) 203-209.
[2] G.L.Dutta, 3D FEA to predict the effects of SAW process parameters on temperature
distribution and angular distortions in single-pass butt joints with top and bottom
reinforcements, Int J. of Pressure vessels and Piping 83(2006) 721-729.
[3] P. Michaleris and A. DeBiccari, Prediction of welding distortion, Weld J 76 (1997)172–
180.
[4] L.E. Lindgren, Finite element modeling and simulation of welding Part 1: increased
complexity, J Thermal Stresses 24 (2001), pp. 141–192.
[5] H.Alberg, Simulation of welding and heat treatment modeling and validation, PhD thesis,
Lulea University of Technology, Sweden; 2005.
[6] H.Runnemalm, 3-D welding analysis using an adaptive mesh scheme, Computational
Methods Applied Mechanical Engineering 189(2000) 515-523.
[7] N.D. Pandey, A.Bharti, Effect of submerged arc welding parameters and fluxes on
element transfer behavior and weld-metal chemistry, J Materials Processing Technology,
40(1994) 195-211.
[8] Y.J.Chao, X.K.Zhu, Effects of temperature-dependent material properties on welding
simulation, Computers and structures 80 (2002) 967-976.
[9] N. Murugan, V. Gunaraj, Prediction and control of weld bead geometry and shape
relationships in submerged arc welding of pipes, Journal of Materials Processing Technology
168 (2005) 478–487.
[10] V. Gunaraj, N. Murugan, Application of response surface methodology for predicting
weld bead quality in submerged arc welding of pipes, Journal of Materials Processing
Technology 88 (1999) 266–275.
[11] L.J. Yang, R.S. Chandel, An analysis of curvilinear regression equations for modeling
the submerged-arc welding process, Journal of Materials Processing Technology, 37 (1993)
601-611.
[12] L.J. Yang, M.J. Bibby and R.S. Chandel, Linear regression equations for modeling the
submerged-arc welding process, Journal of Materials Processing Technology, 39 (1993) 33
42.

59
[13] Li Ping, M.T.C. Fang , J. Lucas, Modeling of submerged arc weld beads using self-
adaptive offset neutral networks, Journal of Materials Processing Technology 71 (1997) 288-
298.
[14] S.K.Lu, A.S.Gin, Sensitivity analysis of submerged arc welding process parameters,
Journal of materials processing technology 202 (2008) 500–507.
[15] M.P. Lightfoot, N.A. McPherson , K. Woods, G.J. Bruce, Artificial neural networks as
an aid to steel plate distortion reduction, Journal of Materials Processing Technology 172
(2006) 238–242.
[16] K.Y.Bae, S.J.Na, An analysis of thermal stress and distortion in bead-on-plate welding
using laminated isotropic plate theory, Journal of Materials Processing Technology 57 (1996)
337-344.
[17] A. Bachorski, M.J. Painter, A.J. Smailes, M.A. Wahab, Finite-element prediction of
distortion during gas metal arc welding using the shrinkage volume approach, Journal of
Materials Processing Technology 92±93 (1999) 405-409.
[18] M. A. Wahab, M. J. Painter, Numerical models of gas metal arc welds using
experimentally determined weld pool shapes as the representation of the welding heat source,
ht. J. Pm. Ves. & Piping 73 (1997) 153-159.
[19] H.Ates, Prediction of gas metal arc welding parameters based on artificial neural
networks, Materials and Design 28 (2007) 2015–2023.
[20] J.Lee, K.Um, A comparison in a back-bead prediction of gas metal arc welding using
multiple regression analysis and artificial neural network, Optics and Lasers in Engineering
34 (2000) 149-158.
[21] I.S. Kim, Y.J. Jeong, I.J. Son, I.J. Kim, J.Y. Kim, I.K. Kim, Prasad K.D.V. Yarlagadda,
Sensitivity analysis for process parameters influencing weld quality in robotic GMA welding
process, Journal of Materials Processing Technology 140 (2003) 676–681.
[22] B.S. Sung, I.S. Kim, Y. Xue, H.H. Kim, Y.H. Cha, Fuzzy Regression model to predict
the bead geometry in the robotic welding process, Acta Metall. Sin. (Engl. Lett.) 20 (2007)
391-397.
[23] I.S. Kim, J.S. Son, Prasad K.D.V. Yarlagadda, A study on the quality improvement of
robotic GMA welding process, Robotics and Computer Integrated Manufacturing 19 (2003)
567–572.
[24] E. Karadeniz, U.Ozsarac, C.Yildiz, The effect of process parameters on penetration in
gas metal arc welding processes, Materials and Design 28 (2007) 649–656.

60
[25] S. Pal, S. K. Pal, A. K. Samantaray, Artificial neural network modeling of weld joint
strength prediction of a pulsed metal inert gas welding process using arc signals, Journal of
materials processing technology 202 (2008) 464–474.
[26] A.Kermanpur, M. Shamanian, V. Esfahani Yeganeh, 3D thermal simulation and
experimental investigation of GTAW circumferentially butt-welded Incoloy 800 pipes,
Journal of Materials Processing Technology 199 (2008) 295–303.
[27] F. Lu, S. Yao, S. Lou, Y. Li, Modeling and FEA on GTAW arc and weld pool,
Computational Materials Science 29 (2004) 371–378.
[28] B.Talijat, B.Radhakrishnan, T.Zacharia, Numerical analysis of GTAW with emphasis on
post-solidification phase transformation effects on residual stresses, Materials Science and
Engineering 246 (1998) 45-54.
[29] R.J Sacks, Welding: Principles and Practices, Glencoe, peloria, IL, 1981.
[30] J.A. Freeman, D.M. Skapura, Neural Networks: Algorithms, Application and
Programming Techniques, Addison–Wesley, New York, 1991.
[31] S.C. Juang, Y.S. Tarng, H.R.Lii, A comparison between the back-propagation and
counter-propagation networks in the modeling of the TIG welding process, Journal of
Materials Processing Technology 75 (1998) 54-62.
[32] R. Hecht-Nielsen, Counter-propagation networks. Appl. Opt. 26 23 (1987) 4979–4984.
[33] Y. S. Tarng, H. L. Tsai and S. S. Yeh, Modeling, optimization and classification of weld
quality in tungsten inert gas welding , International Journal of Machine Tools and
Manufacture 39 (1999) 1427-1438.
[34] D. Rumelhart, J. McCelland, Parallel Distributed Processing, vol. 1, MIT Press,
Cambridge, MA, 1989.
[35] J.C. Bezdek, Pattern Recognition with Fuzzy Objective Function Algorithms, Plenum
Press, New York, 1981.
[36] S. C. Juang and Y. S. Tarng, Process parameter selection for optimizing the weld pool
geometry in the tungsten inert gas welding of stainless steel, Journal of Materials Processing
Technology 122 (2002) 33-37.
[37] G. Taguchi, Introduction to Quality Engineering, Asian Productivity Organization,
Tokyo, 1990.
[38] P. Dutta and D. K. Pratihar, Modeling of TIG welding process using conventional
regression analysis and neural network-based approaches, J Materials Processing Technology
184 (2007) 56-68.

61
[39] J. Holland, Adaptation in Natural and Artificial Systems, The Univ. of Michigan Press,
Ann Arbor, USA (1975).
[40] C.S. Wu, J.Q. Gao and Y.H.Zhao, A neural network for weld penetration control in gas
tungsten arc welding , Acta Metallurgica Sinica (English Letters) 19 (2006) 27-33.