Embed Size (px)
Citation preview
Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
PUBLIC INFORMATION
Applying Best Practices to Achieve Excellent Results with the PlantPAx® System
Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
Agenda
Seven Most Common Mistakes in PlantPAx® System Sizing
Best Practices When Designing PlantPAx® System
System Architecture and Elements
PlantPAx® – Process Automation System
Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED 3
PLANT-WIDEControl and Optimization
SCALABLEand Modular
SECUREOpen and Information-enabled
FLEXIBLEDelivery and Support
Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
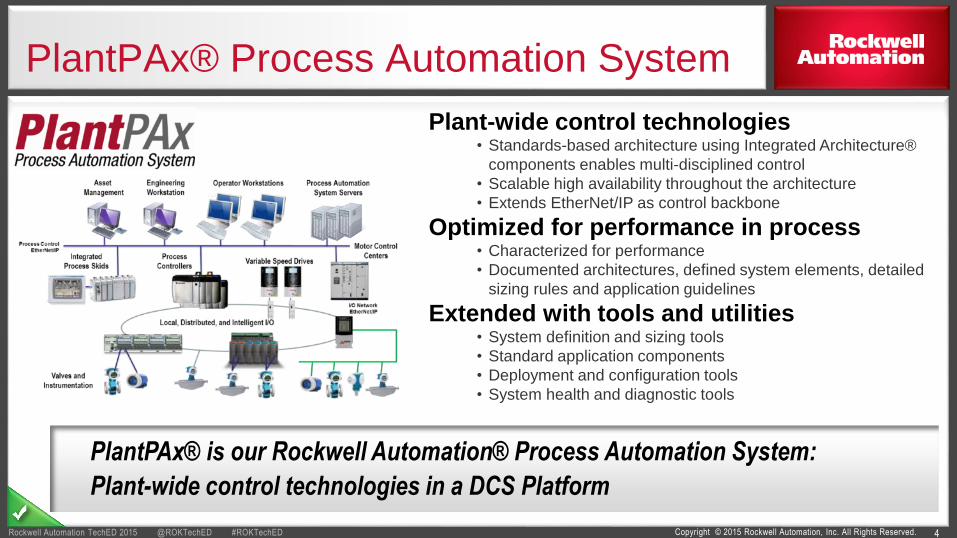
PlantPAx® is our Rockwell Automation® Process Automation System:
Plant-wide control technologies in a DCS Platform
PlantPAx® Process Automation System
4
Plant-wide control technologies• Standards-based architecture using Integrated Architecture®
components enables multi-disciplined control
• Scalable high availability throughout the architecture
• Extends EtherNet/IP as control backbone
Optimized for performance in process• Characterized for performance
• Documented architectures, defined system elements, detailed
sizing rules and application guidelines
Extended with tools and utilities• System definition and sizing tools
• Standard application components
• Deployment and configuration tools
• System health and diagnostic tools
Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
Where to Get More Information?PlantPAx® Technical Documentation
5
Selection Guide:
” “How do I define a system?”
http://literature.rockwellautomation.com
Keyword PROCES-SG001
Reference Manual:
“How do I build a system?”
http://literature.rockwellautomation.com
Keyword PROCES-RM001
PlantPAx® TOC on the Rockwell Automation® KB: 62366

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
Agenda
Seven Most Common Mistakes in PlantPAx® System Sizing
Best Practices When Designing PlantPAx® System
System Architecture and Elements
PlantPAx® – Process Automation System
Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
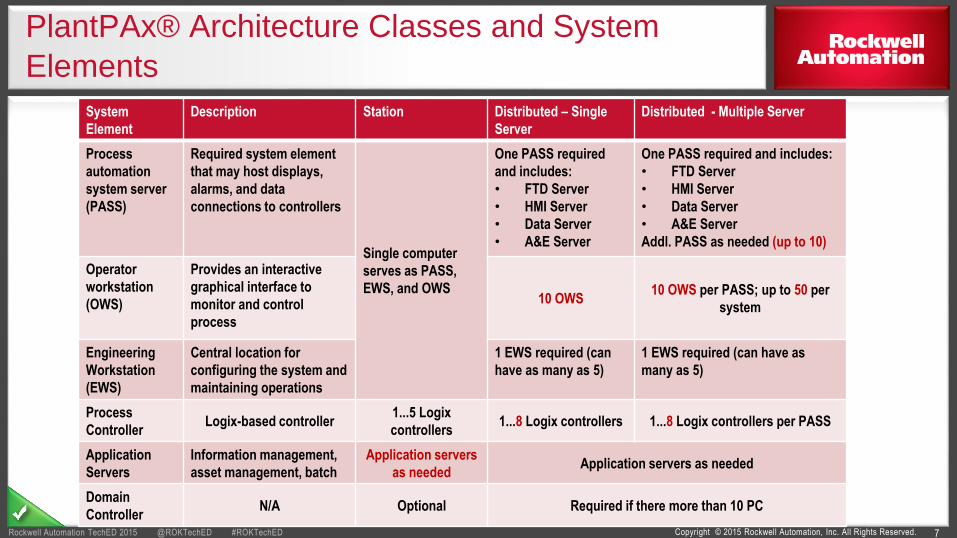
PlantPAx® Architecture Classes and System
Elements
7
System
Element
Description Station Distributed – Single
Server
Distributed - Multiple Server
Process
automation
system server
(PASS)
Required system element
that may host displays,
alarms, and data
connections to controllers
Single computer
serves as PASS,
EWS, and OWS
One PASS required
and includes:
• FTD Server
• HMI Server
• Data Server
• A&E Server
One PASS required and includes:
• FTD Server
• HMI Server
• Data Server
• A&E Server
Addl. PASS as needed (up to 10)
Operator
workstation
(OWS)
Provides an interactive
graphical interface to
monitor and control
process
10 OWS10 OWS per PASS; up to 50 per
system
Engineering
Workstation
(EWS)
Central location for
configuring the system and
maintaining operations
1 EWS required (can
have as many as 5)
1 EWS required (can have as
many as 5)
Process
ControllerLogix-based controller
1...5 Logix
controllers1...8 Logix controllers 1...8 Logix controllers per PASS
Application
Servers
Information management,
asset management, batch
Application servers
as neededApplication servers as needed
Domain
ControllerN/A Optional Required if there more than 10 PC
Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
Agenda
Seven Most Common Mistakes in PlantPAx® System Sizing
Best Practices When Designing PlantPAx® System
System Architecture and Elements
PlantPAx® – Process Automation System
Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
Design Recommendations for Performance
9
Asked Global Process Technical Consultants (GPTC), what are the
most common design mistakes that lead to performance problems?
Didn’t size system properly
Controller tasks not configured correctly
Controller tags not structured optimally
Exceeded system / performance limits
System infrastructure not built according to specifications
System performance is not monitored
Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
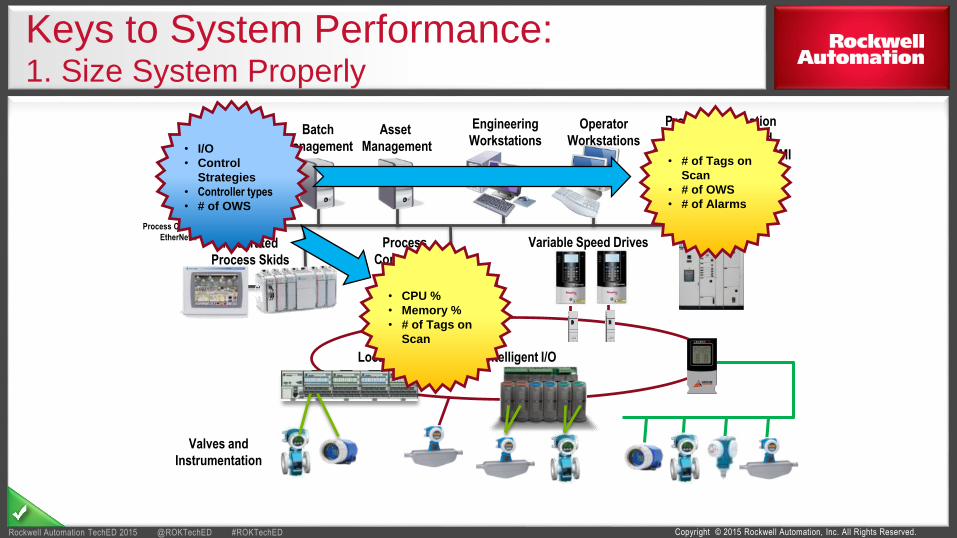
App
Process Control
EtherNet/IP
Asset
Management
Operator
Workstations
Engineering
Workstations
Process Automation
System Server and
Application Servers – HMI
Batch
Management
Info
Management
Process
Controllers
Variable Speed Drives
Local, Distributed, and Intelligent I/O
Valves and
Instrumentation
Integrated
Process Skids
• # of Tags on
Scan
• # of OWS
• # of Alarms
• CPU %
• Memory %
• # of Tags on
Scan
• I/O
• Control
Strategies
• Controller types
• # of OWS
Keys to System Performance:1. Size System Properly
Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED 11
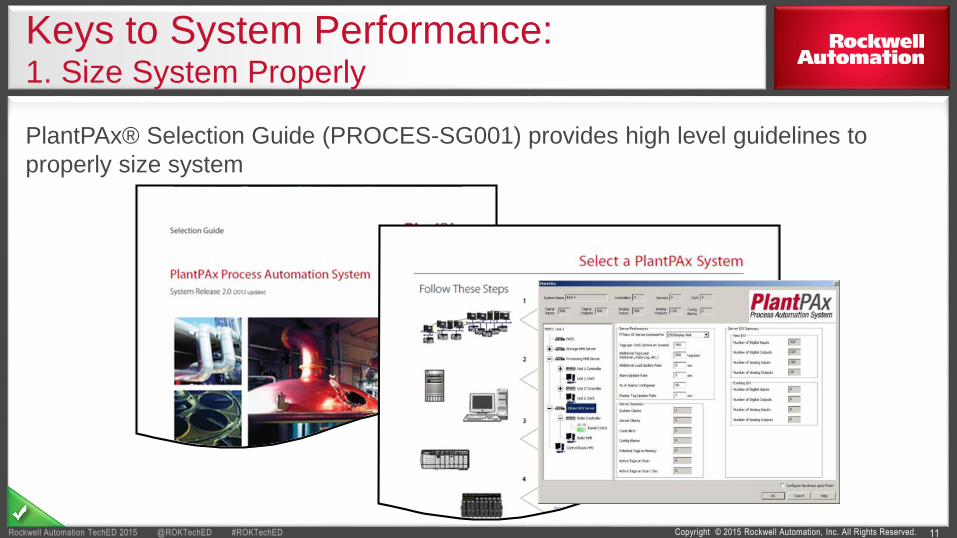
PlantPAx® Selection Guide (PROCES-SG001) provides high level guidelines to
properly size system
Keys to System Performance:1. Size System Properly
Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
Keys to System Performance:2. Configure Controller Tasks Properly
Do not use continuous task
Organize your periodic tasks so fastest tasks has highest priority and avoid multiple
tasks with the same priority
Do not use task as an organization method. Task is an execution marker.
Allow for time for CPU Communications
Includes; alarms, display tags, faceplate tags, DL tags and historian tags and
MSG(s)
Continuous communication task slice selection does not apply when using
periodic tasks
Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
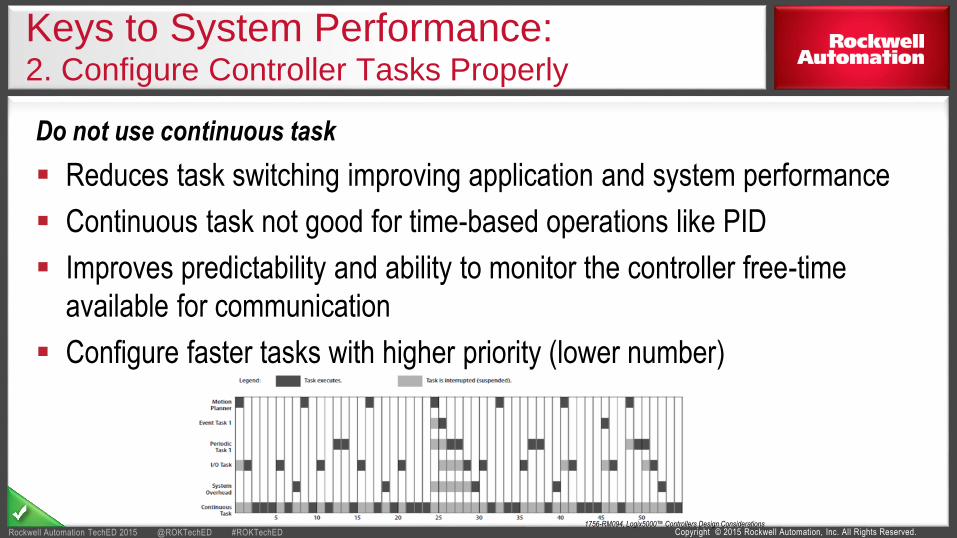
Do not use continuous task
Reduces task switching improving application and system performance
Continuous task not good for time-based operations like PID
Improves predictability and ability to monitor the controller free-time
available for communication
Configure faster tasks with higher priority (lower number)
1756-RM094, Logix5000™ Controllers Design Considerations
Keys to System Performance:2. Configure Controller Tasks Properly
Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
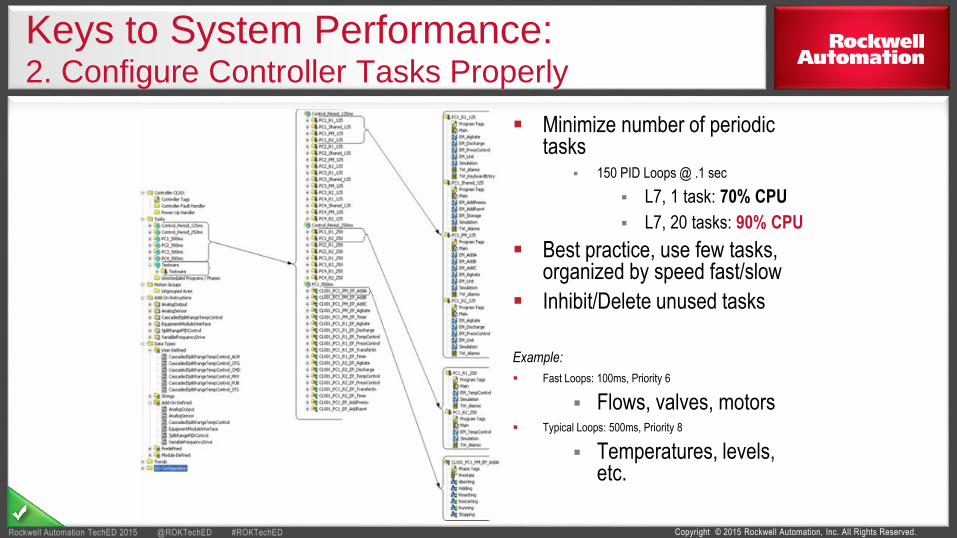
Minimize number of periodic tasks
150 PID Loops @ .1 sec
L7, 1 task: 70% CPU
L7, 20 tasks: 90% CPU
Best practice, use few tasks, organized by speed fast/slow
Inhibit/Delete unused tasks
Example:
Fast Loops: 100ms, Priority 6
Flows, valves, motors Typical Loops: 500ms, Priority 8
Temperatures, levels, etc.
Keys to System Performance:2. Configure Controller Tasks Properly
Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
Keys to System Performance:3. Optimize Your Controller Tags
15
The organization of data in the controller can impact performance:
Tag types (e.g. DINT vs INT)
Affects efficiency of CPU by reducing type casting
Affects efficiency of memory utilization
Tag structures and arrays
Improves efficiency of memory utilization
Can help improve HMI performance
Organization of tag structures also important to performance

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED 16
Use DINT and REAL data types whenever possible
A Logix5000™ controller typically compares or manipulates values as 32-bit
values (DINTs or REALs).
The controller typically converts a SINT or INT value to a DINT or REAL
value before it uses the value.
If the destination is a SINT or INT tag, the controller typically converts the
value back to a SINT or INT value.
The conversion to or from SINTs or INTs occurs automatically with no extra
programming. But it takes extra execution time and memory.
Keys to System Performance:3. Optimize Your Controller Tags

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED 17
Define tags in arrays and a UDT whenever possible
The minimum memory allocation for a tag is four bytes. When you create a tag
that stores data that requires less than four bytes, the controller allocates four
bytes, but the data only fills the part it needs.
Arrays act as single tags and uses memory more efficiently
Use of tag structures, such as UDT’s, AOI’s can also help efficient memory
utilization
Better memory utilization helps HMI and controller redundancy performance
Single atomic tag has a the same security and service overhead as Array or
UDT type tags
Keys to System Performance:3. Optimize Your Controller Tags
Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED 18
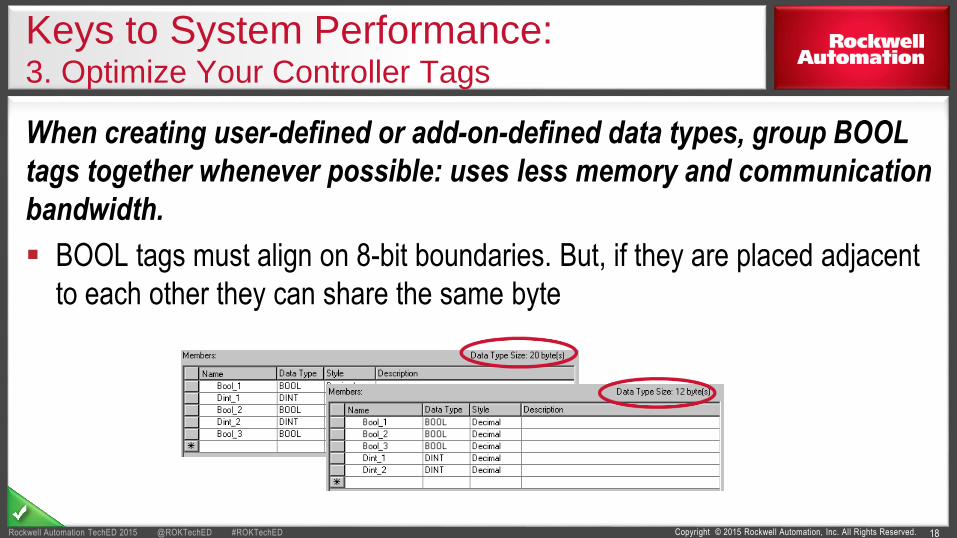
When creating user-defined or add-on-defined data types, group BOOL
tags together whenever possible: uses less memory and communication
bandwidth.
BOOL tags must align on 8-bit boundaries. But, if they are placed adjacent
to each other they can share the same byte
Keys to System Performance:3. Optimize Your Controller Tags
Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
Keys to System Performance:4. Understand System Limits
19
Understand product limits, system limits, and your performance limits
Product limits are what products have been qualified to do What is possible with the products?
Discovered in product documentation
System limits are what the system have been proven to do Proven limits based on system characterization
Discovered in PlantPAx® Reference Manual
Your performance limits is what your system should be expected to do based on your application
# of I/O, tags, OWS, controller types, server layout
Guidance in PlantPAx® Reference Manual
Enabled by sizing tools
Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
Keys to System Performance:5. Follow Infrastructure Guidelines
20
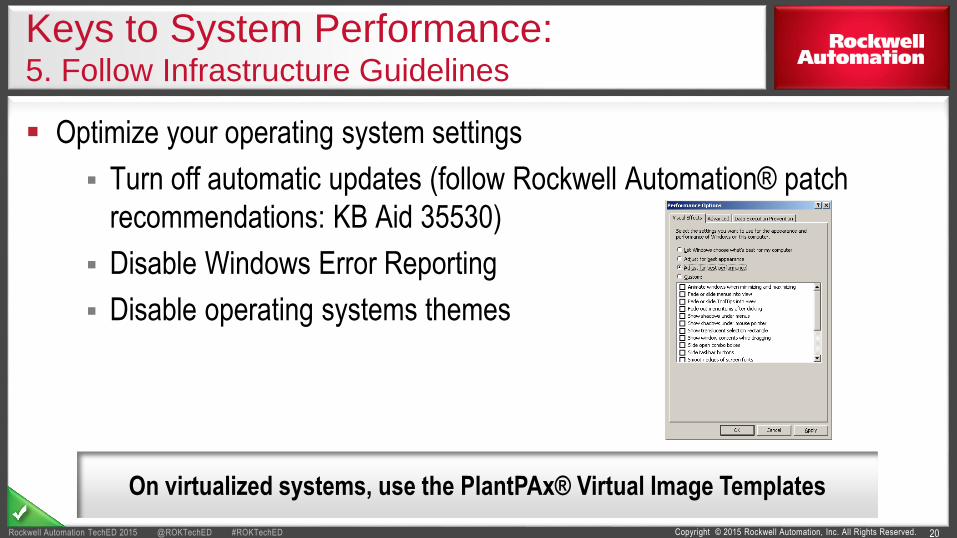
Optimize your operating system settings
Turn off automatic updates (follow Rockwell Automation® patch
recommendations: KB Aid 35530)
Disable Windows Error Reporting
Disable operating systems themes
On virtualized systems, use the PlantPAx® Virtual Image Templates
Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED 21
Use a domain
One place to manage users, groups and security settings
Required for systems with more than 10 computers
All workstation and server system elements in a single
PlantPAx® system must be members of same domain
Use DNS and time synchronization
Keys to System Performance:5. Follow Infrastructure Guidelines
Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED 22
Use managed switches
Disable power saving on the Network Interface Card (NIC) that connects
the servers and workstations to other devices on the network
Logically segregate your networks
I/O
Control System
Enterprise
For more recommendations, see the PlantPAx® Reference Manual PROCES-RM001
Keys to System Performance:5. Follow Infrastructure Guidelines

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
Key to System Performance: 6. Monitor System Utilization
When defining the application code, make sure the CPU utilization of the
process controller can accommodate these values:
In the development environment, CPU utilization should be less than
50% to allow for the additional CPU load that will be experienced in the
production environment
During the operation of the system, the CPU utilization should be
monitored and should never exceed 75% during normal operations
Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
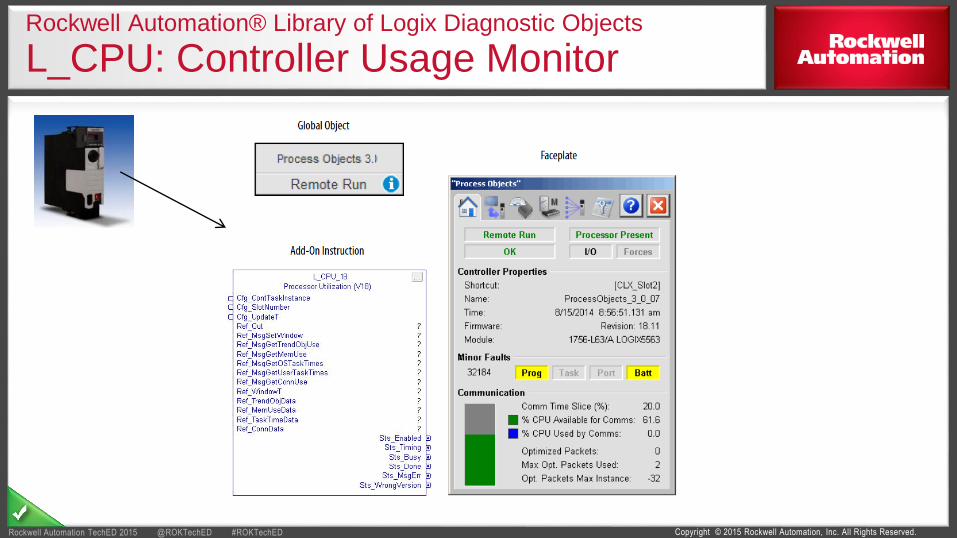
Rockwell Automation® Library of Logix Diagnostic Objects
L_CPU: Controller Usage Monitor
Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
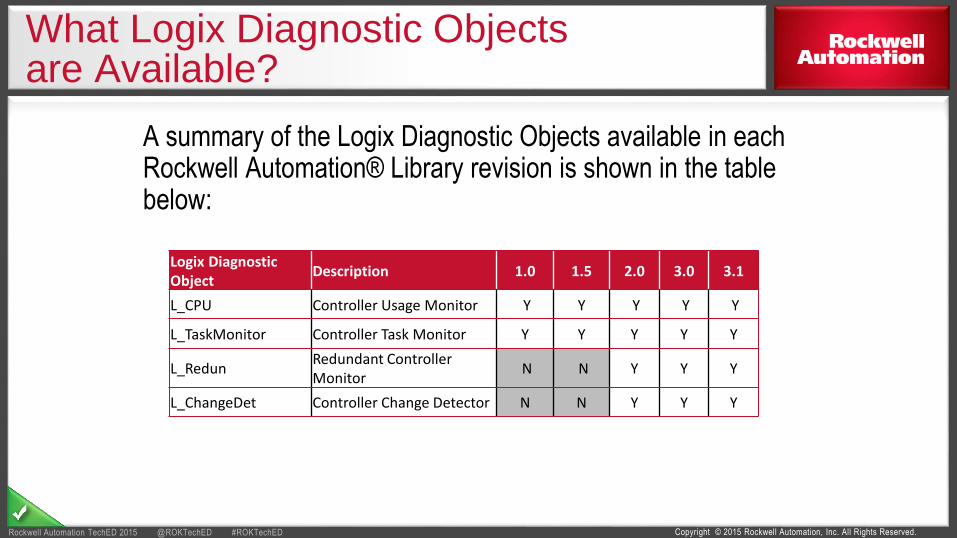
What Logix Diagnostic Objects are Available?
A summary of the Logix Diagnostic Objects available in each Rockwell Automation® Library revision is shown in the table below:
Logix DiagnosticObject
Description 1.0 1.5 2.0 3.0 3.1
L_CPU Controller Usage Monitor Y Y Y Y Y
L_TaskMonitor Controller Task Monitor Y Y Y Y Y
L_RedunRedundant Controller Monitor
N N Y Y Y
L_ChangeDet Controller Change Detector N N Y Y Y
Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
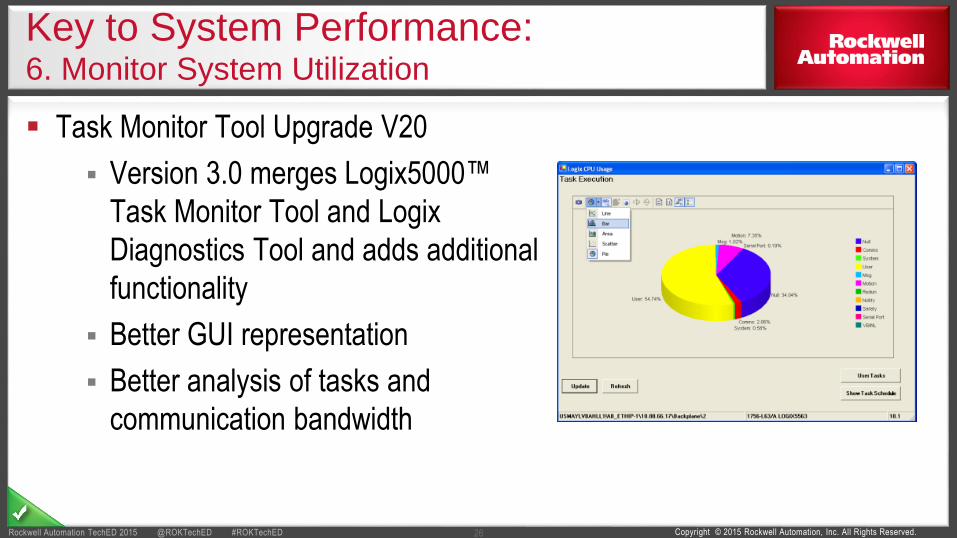
Key to System Performance: 6. Monitor System Utilization
26
Task Monitor Tool Upgrade V20
Version 3.0 merges Logix5000™
Task Monitor Tool and Logix
Diagnostics Tool and adds additional
functionality
Better GUI representation
Better analysis of tasks and
communication bandwidth
Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
Key to System Performance: 6. Monitor System Utilization
27
Make sure that Server and Controller CPU utilization and
controller memory utilization is within our recommended limits
Verify there are no errors when calling the display by reviewing
IIS and FactoryTalk® Diagnostics logs
Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
Agenda
Seven Most Common Mistakes in PlantPAx® System Sizing
Best Practices When Designing PlantPAx® System
System Architecture and Elements
PlantPAx® – Process Automation System
Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
Seven Most Common Mistakes in PlantPAx® System Sizing
29
System sizing was not performed
Memory usage was underestimated
Application requirements were overestimated (more or faster than needed)
Not accounting for all I/O delivered through data and process networks
Not accounting for communication with legacy networks
Not accounting for all data
Did not spend (any) time learning the tools

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
1. System Sizing Was Not Performed(The Most Common Issue)
30
“I have 30 years of experience, I know…” Every application is unique, based on scope of supply, distribution of responsibilities, expected
longevity, local requirements, etc.
Between two regions, number of I/O for the same application (oil rig, compressor station, remote pump station) could be
very different (30-50%)
By splitting application between 2 suppliers, communication requirements could increased dramatically
“I did this application 5 years ago. I still remember…” Number of variables expected to be displayed on OWS and/or historized almost doubled in last 5 years.
Number of “requested” alarms almost doubled after several recent accidents
End Users try to take advantage of extra asset diagnostic data available on control level

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED 31
“Loop is a loop, is a loop… It is the same for Food Industry as for Oil and
Gas” Average number of tags (control, visualization and historization) per I/O point for heavy industries in 2-4
times higher than for CPG and Pharma
System was built out of subsystems provided by multiple suppliers. There
was no “system responsibility” This is the most difficult case. Subsystem and OEM skid suppliers almost never aware of complete
system architecture. EU or EU engineering company should hire RA or SI to perform system sizing
(Cont.)
1. System Sizing Was Not Performed(The Most Common Issue)
Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
2. Memory Usage Was Underestimated
32
“I estimated system with a simplex (controller or server) and it does not work with redundant (controller or/and server)…”
Redundant Logix requires almost 2x of application memory in controller (see 1756-UM523E…)
Secondary Data server, once connected, requires the same amount of memory in controller as the Primary server
“I did not use arrays, UDT and AOI types, but a lot of individual tags instead and I am out of memory…”
Every tag (atomic or complex type) has the same overhead (about 100 bytes). Estimate in PSE assumes memory usage by PlantPAx® process library (primarily AOI and UDT type tags)
Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
2. Memory Usage Was Underestimated
33
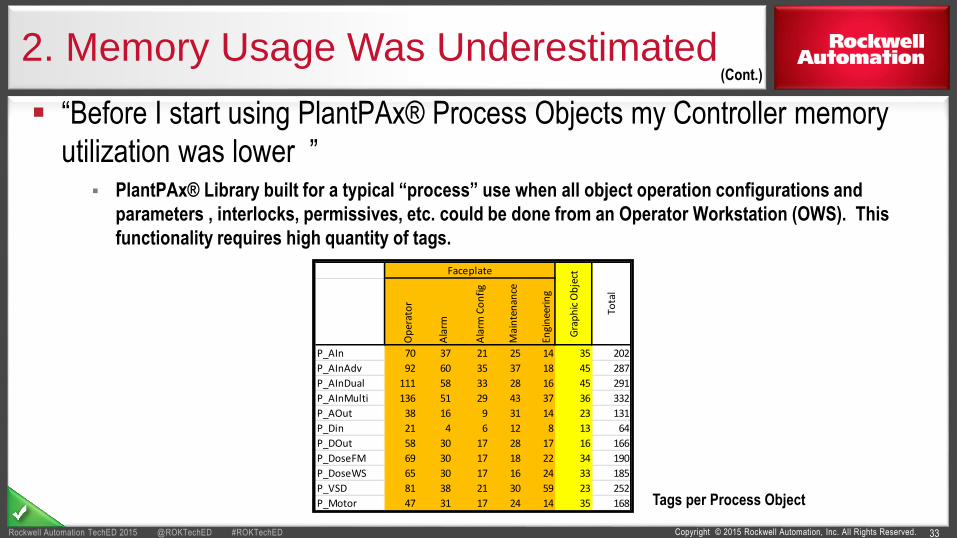
“Before I start using PlantPAx® Process Objects my Controller memory
utilization was lower ” PlantPAx® Library built for a typical “process” use when all object operation configurations and
parameters , interlocks, permissives, etc. could be done from an Operator Workstation (OWS). This
functionality requires high quantity of tags.
(Cont.)
Op
erat
or
Ala
rm
Ala
rm C
on
fig
Mai
nte
nan
ce
Engi
nee
rin
g
P_AIn 70 37 21 25 14 35 202
P_AInAdv 92 60 35 37 18 45 287
P_AInDual 111 58 33 28 16 45 291
P_AInMulti 136 51 29 43 37 36 332
P_AOut 38 16 9 31 14 23 131
P_Din 21 4 6 12 8 13 64
P_DOut 58 30 17 28 17 16 166
P_DoseFM 69 30 17 18 22 34 190
P_DoseWS 65 30 17 16 24 33 185
P_VSD 81 38 21 30 59 23 252
P_Motor 47 31 17 24 14 35 168
Faceplate
Gra
ph
ic O
bje
ct
Tota
l
Tags per Process Object
Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED 34
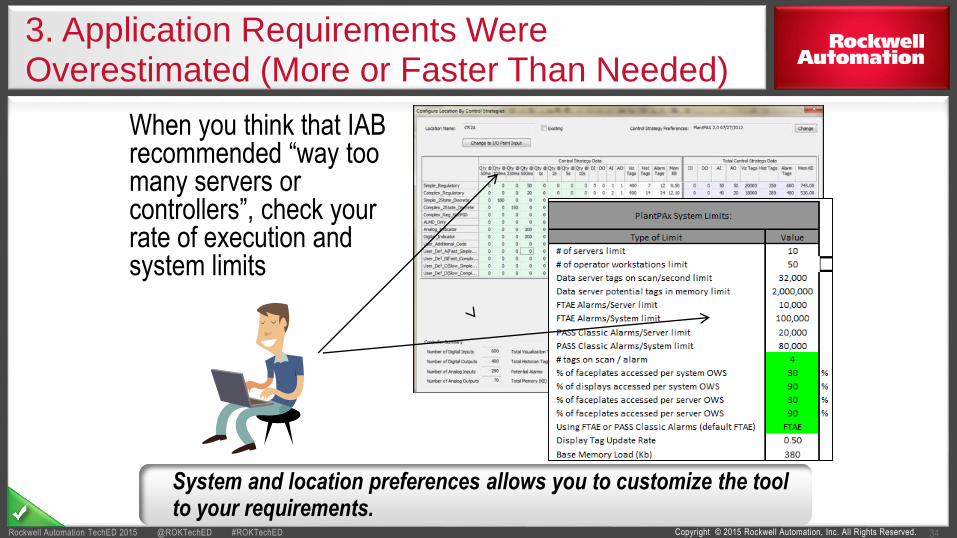
When you think that IAB recommended “way too many servers or controllers”, check your rate of execution and system limits
System and location preferences allows you to customize the tool to your requirements.
3. Application Requirements Were Overestimated (More or Faster Than Needed)
Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
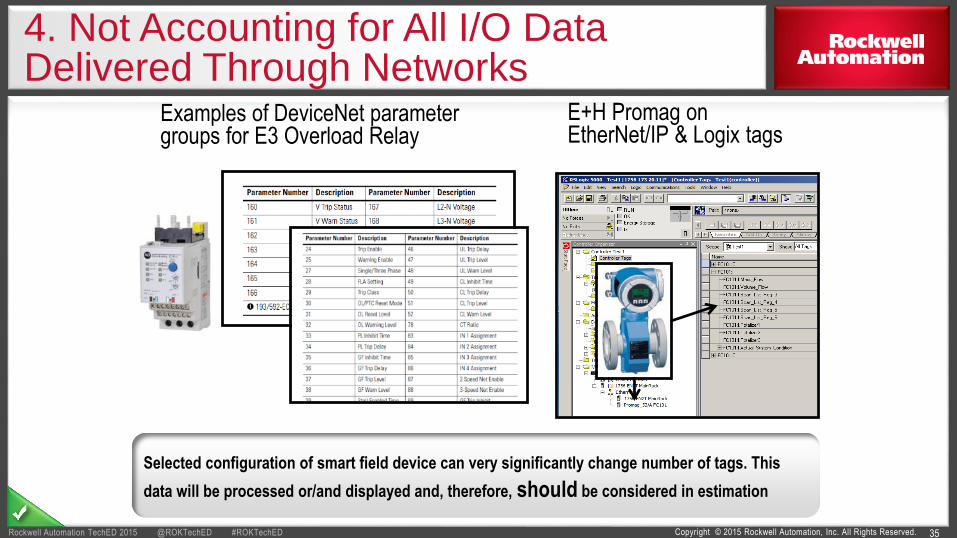
4. Not Accounting for All I/O Data Delivered Through Networks
35
Selected configuration of smart field device can very significantly change number of tags. This
data will be processed or/and displayed and, therefore, should be considered in estimation
Examples of DeviceNet parameter groups for E3 Overload Relay
E+H Promag on EtherNet/IP & Logix tags
Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
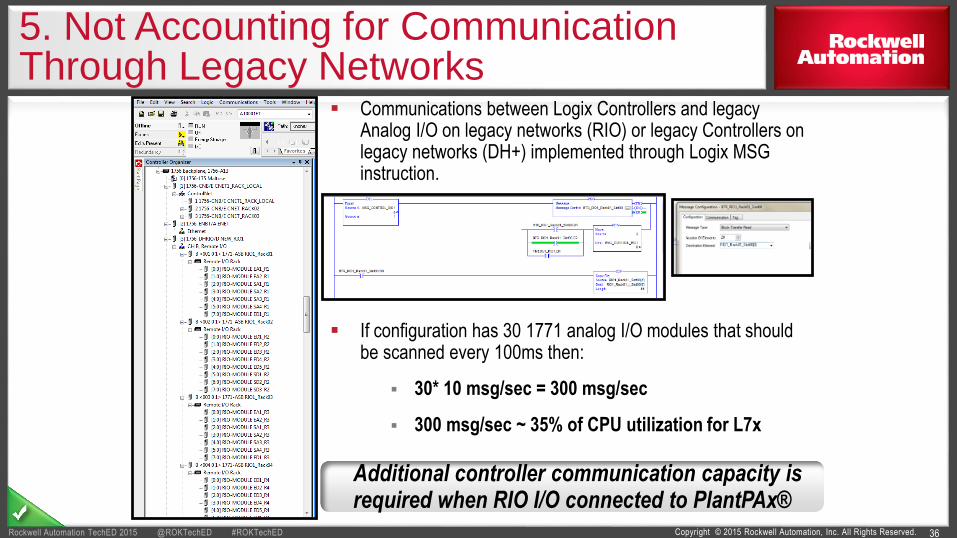
5. Not Accounting for Communication Through Legacy Networks
36
Communications between Logix Controllers and legacy Analog I/O on legacy networks (RIO) or legacy Controllers on legacy networks (DH+) implemented through Logix MSG instruction.
If configuration has 30 1771 analog I/O modules that should be scanned every 100ms then:
30* 10 msg/sec = 300 msg/sec
300 msg/sec ~ 35% of CPU utilization for L7x
Additional controller communication capacity is required when RIO I/O connected to PlantPAx®
Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
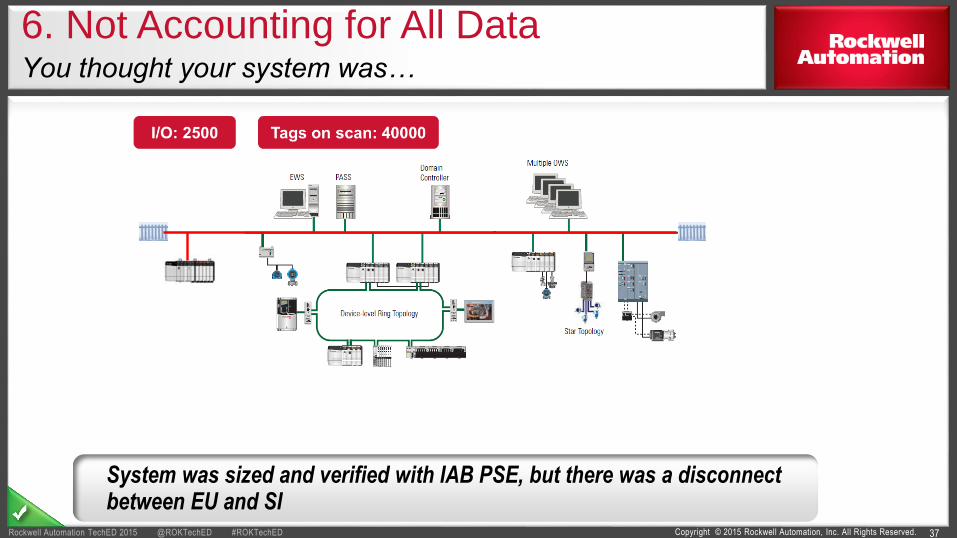
6. Not Accounting for All Data You thought your system was…
37
System was sized and verified with IAB PSE, but there was a disconnect between EU and SI

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
6. Not Accounting for All DataBut your system really was…
38
Existing
Controllers
Existing and new
corporate
software
3d party
DCS
All subsystems that could be connected should be accounted for and estimated
New Skids
Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED 39
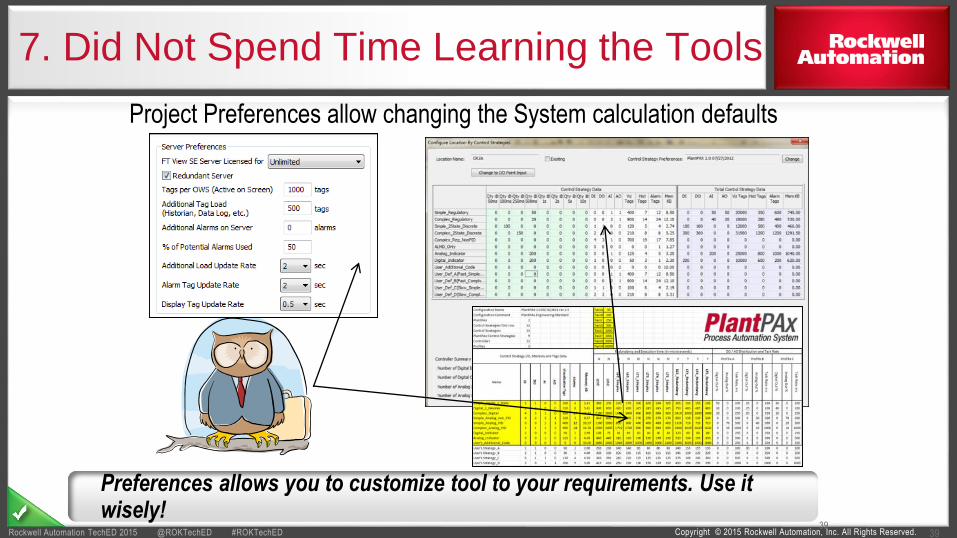
7. Did Not Spend Time Learning the Tools
Project Preferences allow changing the System calculation defaults
39
Preferences allows you to customize tool to your requirements. Use it wisely!
Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
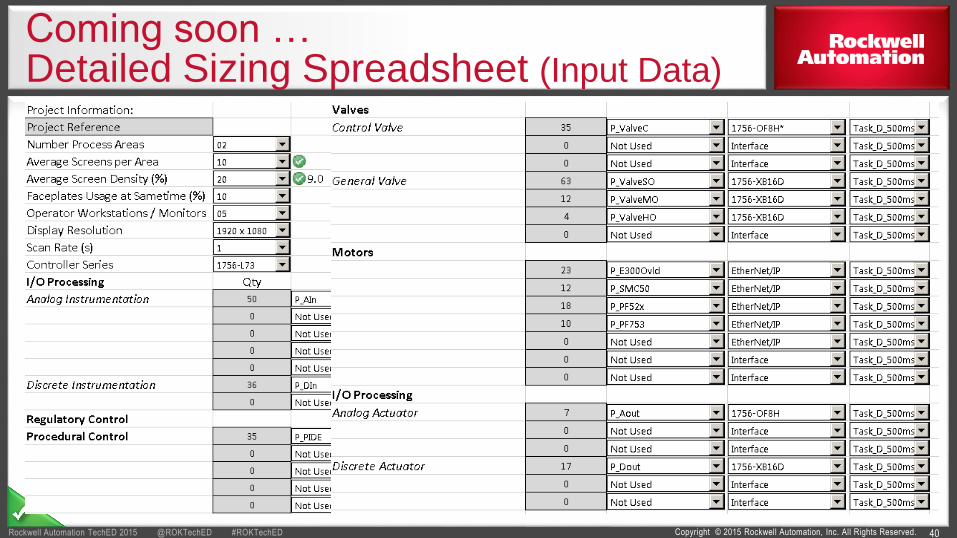
Coming soon …Detailed Sizing Spreadsheet (Input Data)
40

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
Coming soon …Detailed Sizing Spreadsheet (Output Data)
41
Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
We care what you think!
Please take a couple minutes to complete a quick session survey to tell us how we’re doing.
On the mobile app:
1. Locate session using Schedule or Agenda Builder.
2. Click on the survey icon on the lower right corner of
the session detail
3. Complete survey
4. Click the Submit Form button
Thank you!!
3
1
2
4

www.rockwellautomationteched.com
Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.
PUBLIC INFORMATION
Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
Thank you for participating!










![Procurement Specification PlantPAx Distributed Control ... · [PROJECT NUMBER] [PROJECT NAME] [DATE] [PROJECT LOCATION] Rockwell Automation PlantPAx Distributed Control System –](https://img.pdfslide.net/doc/110x75/5e7ce35022c0846aac0ad669/procurement-specification-plantpax-distributed-control-project-number-project.jpg)


















