Embed Size (px)
Citation preview

3
BAB II
KEADAAN PABRIK
2.1 Perkembangan Perusahaan
PT Argo Pantes yang semula bernama PT Daya Manunggal merupakan pabrik
terpadu yang bergerak di bidang tekstil. Perusahaan yang merupakan grup dari
Argo Manunggal ini didirikan pada tahun 1961 oleh Bapak Ning King dan Bapak H.
Musa.
Seiring berjalannya waktu, perusahaan yang semula didirikan di Salatiga ini, pada
tanggal 29 Mei 1972 mengalami perkembangan dengan mendirikan pabrik baru
yang berlokasi di Jl M. H. Thamrin Km. 4 Cikokol Kabupaten Tangerang. Pendirian
pabrik baru ini menempati tanah seluas 44,5 Hektar dengan kantor pusat di Jalan
Pintu Kecil Nomor 42, Jakarta. Peresmian dilakukan oleh Bapak M. Yusuf yang
pada waktu itu menjabat sebagai Menteri Perindustrian Republik Indonesia beserta
Bapak Solihin G.P. selaku Gubernur Jawa Barat dan disahkan dengan akte notaris
No. 5 tanggal 7 Desember 1972 dihadapan notaris Ny. Rd. Siti Komariah
Suryawinoto S.H.
PT Daya Manunggal Tangerang beroperasi di bidang pertenunan dengan
menghasilkan produk kain mentah atau yang lebih dikenal dengan nama kain grey.
Untuk menghasilkan kain mentah tersebut, PT Daya Manunggal mendatangkan
bahan baku berupa benang dari daerah lain.
Pada tanggal 11 Januari 1975 didirikan PT Dharna Manunggal yang khusus
memproduksi benang. PT Dharma Manunggal ini didirikan atas dasar untuk
menjaga kontinuitas proses produksi PT Daya Manunggal karena produk yang
dihasilkan oleh PT Dharma Manunggal ini didistribusikan kepada PT Daya
Manunggal.
Melihat usaha dibidang tekstil yang menunjukkan prospek semakin baik khususnya
untuk produk benang, maka pada tanggal 12 Juli 1977 didirikan PT Argo Pantes
yang terdiri dari dua unit pemintalan. Unit tersebut adalah Argo Pantes 1 dan Argo
Pantes 2. Kedua pabrik baru ini berlokasi di Jakarta, didirikan dengan akte notaris
Winanti Wiryomartini, S.H.
Pada tahun 1980 PT Argo Pantes mulai menambah bidang tekstil lainnya yaitu
pertenunan (weaving) dan pencelupan-penyempurnaan kain (dyeing-finishing).
4
4
Pendirian pabrik baru ini diberi nama Argo Pantes 3 untuk pertenunan dan Argo
Pantes 4 untuk pencelupan-penyempurnaan kain.
Pada tahun 1985 Argo Pantes 3 yang bergerak dibidang pertenunan ini
mengadakan modifikasi mesin tenun, mesin tenun shuttle digantikan dengan mesin
tenun yang menggunakan tenaga udara (Air Jet Loom) dan sekaligus memindahkan
usaha PT Daya Manunggal berikut mesin-mesinnya ke Salatiga. Dengan demikian
unit pertenunan Daya Manunggal diambil alih pengelolaannya oleh PT Dharma
Manunggal, sehingga PT Daya Manunggal terdiri dari dua unit yaitu Dharma
Manunggal 1 yang bergerak dibidang pemintalan dan Dharma Manunggal 2 yang
bergerak dibidang pertenunan dengan menghasilkan kain grey.
Pada tahun 1987 didirikan 1 unit pencelupan benang. Unit ini didirikan dengan
nama Dharma Manunggal 3, unit ini didirikan untuk mencukupi sekaligus
menghilangkan ketergantungan perusahaan akan kebutuhan benang warna.
Manajemen unit Dharma Manunggal 3 ini dikelola oleh PT Dharma Manunggal.
Kebutuhan pasar dan pesanan konsumen akan kain bermotif melatar belakangi
pendirian unit baru. Pada tahun 1987 didirikan 1 unit pencapan (printing). Unit yang
diberi nama Argo Pantes 5 ini memproduksi kain-kain bermotif. Manajemen Argo
pantes 5 dikelola oleh PT Argo Pantes. Pada tanggal 1 Juni 1990 seluruh modal
dan aset perusahaan PT Dharma Manunggal dialihkan dan dilebur ke dalam PT
Argo Pantes, sehingga terjadi perubahan-perubahan sebagai berikut :
1. Argo Pantes 2 menjadi Unit Pemintalan 1.
2. Argo Pantes 1 menjadi Unit Pemintalan 2.
3. Dharma Manunggal 1 menjadi Unit Pemintalan 3.
4. Dharma Manunggal 2 menjadi Unit Pertenunan 1.
5. Dharma Manunggal 3 menjadi Unit Pencelupan Benang.
6. Argo Pantes 3 menjadi Departemen Pertenunan 2.
7. Argo Pantes 4 menjadi Unit Penyempurnaan.
8. Argo Pantes 5 menjadi Unit pencapan.

5
Dengan selesainya pembangunan yang telah dilaksanakan oleh PT Argo Pantes
dan PT Dharma Manunggal, maka dengan ini telah berdiri perusahaan tekstil
terpadu dengan kegiatan yang mencakup bidang pemintalan (spinning), pertenunan
(weaving), pencelupan benang (yarn dyeing), dan pencelupan-penyempurnaan kain
(dyeing-finishing), serta pencapan (printing) yang selanjutnya disebut PT Argo
Pantes Tangerang.
Seiring berjalannya waktu, untuk saat ini unit printing telah ditiadakan. Alasannya
produk yang dihasilkan kurang laku dipasaran, terutama untuk konsumen kelas
menengah dan atas yang menjadi pangsa pasar perusahaan.
2.1.1 Lokasi dan Luas Tanah
PT Argo Pantes Tangerang memiliki areal tanah dengan luas 44,5 Hektar
sedangkan luas bangunannya 36 Hektar, yang terdiri dari bangunan departemen
pemintalan (spinning), departemen pertenunan (weaving), departemen pencelupan
benang (yarn dyeing), departemen pencelupan-penyempurnaan (dyeing-finishing),
gudang benang, gudang kapas, gudang kain, Water Treatment Equipment (WTE),
Waste Water Treatment Equipment (WWTE), boiler, power house, kantor, koperasi,
kantin, poliklinik, asrama, mess, dan tempat parkir kendaraan. Kantor pusat PT Argo
Pantes Tangerang beralamat di Wisma Argo Manunggal lantai 16, Jalan Raya Gatot
Subroto Kav. 22 Jakarta 12930. Untuk kegiatan produksinya terletak di Jalan Raya
M. H. Thamrin Km 4 Cikokol Tangerang Propinsi Banten.
Untuk lebih jelasnya mengenai peta lokasi dan tata letak bangunan PT Argo Pantes
Tangerang dapat dilihat pada gambar 2.1 pada halaman 6 dan gambar 2.2 pada
halaman 7. Hingga saat ini PT Argo Pantes Tangerang merupakan salah satu
perusahaan yang berada dibawah naungan Argo Manunggal Grup.
Keterangan Gambar 2.1 Halaman 6 :
1. PT Monier Indonesia
2. PT Argo Pantes Tangerang
3. Terminal Bis Cikokol
4. PT Kumatex
5. PT Kumafiber
6. Pool Bis AJA
7. Carrefour Tangerang
8. Alfamart Cikokol
9. Pasar Tradisional Cikokol

6
6
Sumber : Gunter W. Holtorf, Jabotabek Street Atlas & Names Index 12. Edition 2001/02 Yayasan
Promosi Pariwisata Jakarta, 2001 Tanpa Skala
Gambar 2.1 : Peta Lokasi PT Argo Pantes Tangerang

7
Sumber : Departemen Personalia dan Umum PT Argo Pantes Tangerang Tanpa Skala
Gambar 2.2 : Tata letak bangunan PT Argo Pantes Tangerang

8
8
Keterangan Gambar 2.2 Halaman 7:
1. Kantor
2. Departemen Pemintalan 1
3. Departemen Pemintalan 2
4. Departemen Pemintalan 3
5. Departemen Pertenunan 1
6. Departemen Pertenunan 2 (tidak aktif)
7. Departemen Pencelupan-Penyempurnaan 1
8. Departemen Pencelupan-Penyempurnaan 2
9. Departemen Pencelupan Benang
10. Gudang Kain Mentah
11. Gudang Ekspor
12. Gudang Kain Jadi
13. Gudang Kapas
14. Gudang Umum
15. Gudang Benang
16. Pembangkit Uap (Boiler 1)
17. Pembangkit Uap (Boiler 2)
18. Pembangkit Uap (Boiler 3)
19. Unit Pengolahan Air (Water Treatment Equipment) 1
20. Unit Pengolahan Air (Water Treatment Equipment) 2
21. Pembangkit Listrik (Power 1)
22. Pembangkit Listrik (Power 2)
23. Unit Pengolahan Limbah Cair (Waste Water Treatment Equipment)
24. Bengkel Umum
25. Tangki Oli
26. Bengkel Mesin
27. Kantin B
28. Bangdiklat dan Perpustakaan
29. Gedung Olah Raga
30. Lapangan Tenis
31. Mess Karyawan
32. Perumahan Staf
33. PT Argo Fajar
34. PT Argo Beni
35. Area Parkir Motor

9
36. Masjid
37. Koperasi Karyawan
38. Logistik dan APP
39. Kantin A
40. Asrama Keluarga
41. Asrama Karyawan
42. Lapangan Sepakbola
43. Poliklinik
44. Daur Ulang NaOH
45. Daur Ulang PVA
2.2 Struktur Organisasi
2.2.1 Bentuk Struktur Organisasi
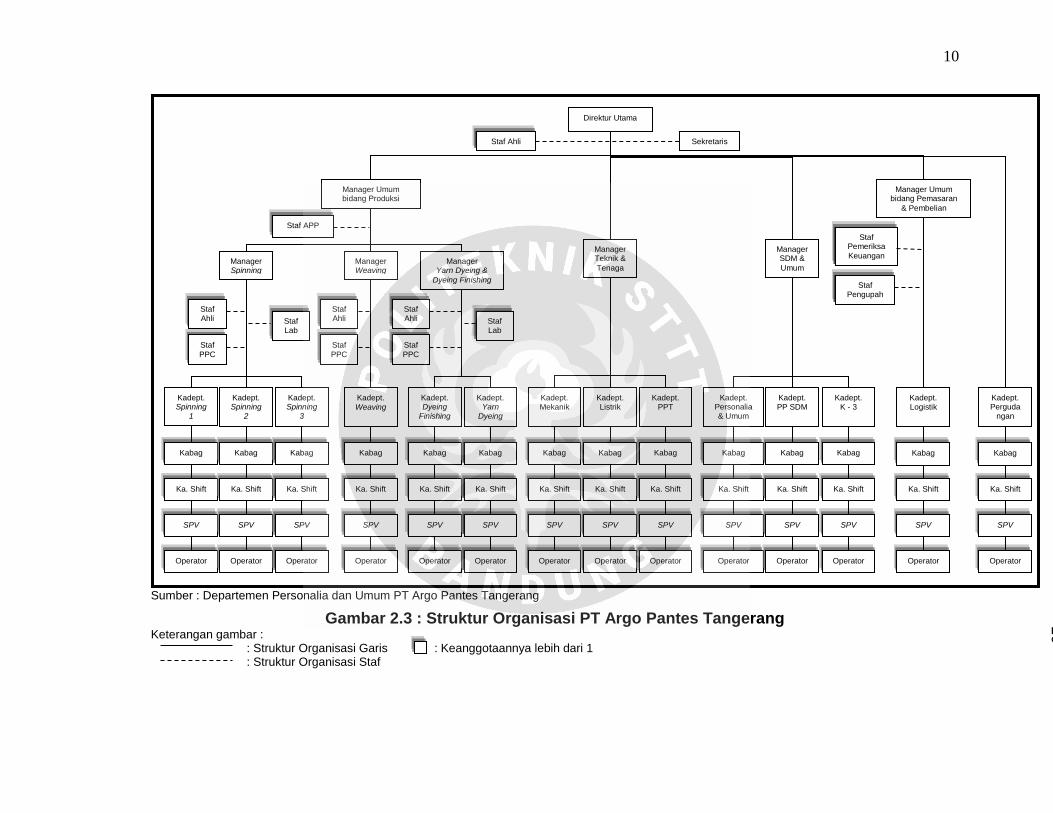
Struktur organisasi PT Argo Pantes Tangerang, termasuk juga struktur organisasi
departemen pertenunan berbentuk garis dan staf. Gambar 2.3 pada halaman 10
menunjukkan strukur organisasi PT Argo Pantes Tangerang, sedangkan Gambar
2.4 pada halaman 11 menunjukan strukur organisasi departemen pertenunan PT
Argo Pantes Tangerang. Dengan bentuk seperti ini, berarti adanya wewenang yang
berjalan dari tingkat atas ke tingkat bawah dalam hal ini mulai dari pimpinan pabrik
sampai karyawan, dan adanya staf/suatu otoritas ke samping, suatu bagian
bertugas membantu bagian lain tanpa dapat mengambil suatu keputusan.
Secara umum, elemen dalam organisasi PT Argo Pantes Tangerang terdiri dari :
1. Direktur Utama Perusahaan
2. Sekretaris
3. Staf
4. Manajer Umum
5. Manajer Unit (Manager)
6. Kepala Unit (Kepala Departemen)
7. Section Head (Kepala Bagian)
8. Shift Leader (Kepala Shift)
9. Supervisor (Pengatur)
10. Operator
10
10
Sumber : Departemen Personalia dan Umum PT Argo Pantes Tangerang
Gambar 2.3 : Struktur Organisasi PT Argo Pantes Tangerang Keterangan gambar : : Struktur Organisasi Garis : Keanggotaannya lebih dari 1 : Struktur Organisasi Staf
Operator Operator Operator Operator Operator Operator Operator Operator Operator Operator Operator Operator Operator Operator
SPV SPV SPV SPV SPV SPV SPV SPV SPV SPV SPV SPV SPV SPV
Ka. Shift Ka. Shift Ka. Shift Ka. Shift Ka. Shift Ka. Shift Ka. Shift Ka. Shift Ka. Shift Ka. Shift Ka. Shift Ka. Shift Ka. Shift Ka. Shift
Kabag Kabag Kabag Kabag Kabag Kabag Kabag Kabag Kabag Kabag Kabag Kabag Kabag Kabag
Kadept. Spinning
1
Kadept. Spinning
2
Kadept. Spinning
3
Kadept.
Weaving
Kadept. Dyeing
Finishing
Kadept. Yarn
Dyeing
Kadept. Mekanik
Kadept. Listrik
Kadept. PPT
Kadept. Personalia & Umum
Kadept. PP SDM
Kadept. K - 3
Kadept. Logistik
Kadept. Perguda
ngan
Staf
PPC
Staf
PPC
Staf
PPC
Staf Ahli
Staf Ahli
Staf Ahli Staf
Lab Staf Lab
ManagerSpinning
ManagerWeaving
Manager Yarn Dyeing &
Dyeing Finishing
ManagerTeknik &
Tenaga
ManagerSDM &
Umum
Staf Pemeriksa
Keuangan
Staf Pengupah
Manager Umum bidang Pemasaran
& Pembelian
Manager Umum bidang Produksi
Staf Ahli Sekretaris
Direktur Utama
Staf APP
10

11
Sumber : Departemen Pertenunan PT Argo Pantes Tangerang
Gambar 2.4 : Struktur Organisasi Departemen Pertenunan PT Argo Pantes Tangerang
Keterangan gambar : : Struktur Organisasi Garis : Keanggotaannya lebih dari 1 : Struktur Organisasi Staf
OPR
OPR
OPR
OPR
OPR
OPR
OPR
OPR
OPR
OPR
OPR
OPR
OPR
OPR
OPR
OPR
OPR
OPR
OPR
OPR
OPR
OPR
OPR
SPVR
MTR
KBS
SPV
SPV
Kb
Umu
m
Quality
SPV
SPT
SPV
SPV
SPV
SPV
Listrik
Pre
v
TQ
TC
Sta
f
DS
Regu A, B, dan C
DS
Packing
PC YD Regu A, B, dan C
Regu A, B, dan C
Regu A, B, dan C
Tenun DS
Listrik
T190/T170
Manager
Kepala Departemen Weaving
PC YD / Persiapan Tenun Grey Tenun YD MTC Persiapan / Tenun
Pers
TSD
T610/T600
Q Control Finish / Bale / Pack
Staf Ahli
Manager
Senior Staf
Section Head
Shift Leader
Supervisor
Operator
Dept. Head
11

12
12
Keterangan Gambar 2.3 Halaman 10 :
1. APP : Administrasi Perencanaan Produksi
2. PPC : Planning Production Control
3. PPT : Penunjang Produksi Tekstil
4. SDM : Sumber Daya Manusia
5. PP SDM : Pembinaan dan Pengembangan Sumber Daya Manusia
6. K-3 : Keselamatan dan Kesehatan Kerja
7. Kadept. : Kepala Departemen
8. Kabag. : Kepala Bagian
2.2.2 Uraian Tugas
Secara garis besar uraian tugas pada masing-masing bagian adalah sebagai
berikut:
1) Direktur Utama Perusahaan
1 Merumuskan arah dan tujuan perusahaan melalui berbagai kebijaksanaan
dan segala ketentuan perusahaan agar dapat bersaing dengan perusahaan
lainnya.
2 Mengkoordinasikan seluruh kegiatan operasional perusahaan agar dapat
berjalan lancar, efektif dan efisien.
3 Bertanggung jawab penuh kepada para pemilik perusahaan dan melaporkan
semua kegiatan operasional perusahaan dalam kurun waktu tertentu.
4 Meramalkan kegiatan operasional perusahaan yang akan datang.
2) Sekretaris
1. Menghimpun dan menyajikan data informasi baik internal maupun eksternal
organisasi, termasuk permasalahan yang berdampak pada perusahaan
secara keseluruhan serta menganalisa hal-hal tersebut.
2. Mempersiapkan dan mengatur rencana rapat direktur serta kegiatan lainnya,
membuat notulen rapat, mendistribusikannya pada pihak yang
berkepentingan.
3) Manajer Umum dan Manajer Departemen
1 Memantau kinerja pabrik.
2 Menjamin kesesuaian dengan peraturan perundang-undangan.
3 Menjamin adanya penyempurnaan yang berkelanjutan.
4 Membuat kebijakan pelaksanaan Sistem Manajemen Mutu ISO 9001:2000.
5 Memastikan kelancaran pabrik

13
4) Kepala Departemen
1. Menetapkan program ISO di unit masing-masing.
2. Menandatangani Prosedur Operasional Standar dan Instruksi Kerja.
3. Mengontrol pelaksanaan ISO.
4. Memproduksi produk yang direncanakan PPC.
5 Menjamin tercapainya kebijakan dan sasaran perusahaan.
6 Menganggarkan masalah ISO dalam Anggaran Tahunan.
5) Staf Ahli (staf APP, PPC, Lab, pemeriksa keuangan, pengupah)
1. Membantu direktur utama, manajer umum dan manajer departemen, dalam
melaksanakan pemantauan kinerja perusahaan.
2. Memberi pendapat kepada manajer departemen atau kepala departemen
tentang permasalahan Sistem Manajemen Mutu ISO 9001:2000.
6) Kepala Bagian
1. Mengkoordinasikan pelaksanaan Sistem Manajemen Mutu ISO 9001:2000 di
bagian masing-masing.
2. Melaksanakan pendidikan dan latihan bagi karyawan yang menjadi tanggung
jawabnya.
3. Menjamin tersedianya sarana kerja di wilayah kerjanya.
4. Membuat dan mendukung program kegiatan ISO.
5. Melaporkan kinerja wilayah kerjanya kepada kepala departemen.
7) Kepala shift
1. Mengawasi pelaksanaan sistem menajemen mutu (SMM) (ISO 9001:2000)
di wilayah yang menjadi tanggung jawabnya.
2. Mengusahakan dan mendistribusikan sasaran kerja.
3. Membantu Kepala Bagian menyelenggarakan pendidikan dan latihan.
8) Supervisor
1. Mengawasi pelaksanaan Sistem Manajemen Mutu ISO 9001:2000 di wilayah
kerjanya.
2. Mengusahakan dan mendistribusikan saran kerja.
3. Membantu Kepala Bagian dalam urusan pendidikan dan latihan.
9) Operator
1. Melaksanakan instruksi kerja yang ditugaskan.
2. Memastikan bahwa pelaksanaan tugas sesuai dengan Instruksi Kerja yang
telah diberikan.

14
14
2.3 Permodalan
PT Argo Pantes pada awal berdirinya merupakan perusahaan Penanaman Modal
Dalam Negeri (PMDN) yang terdiri dari saham perorangan dengan penanam
modalnya antara lain :
1. H. Musa sebesar 37,0 %
2. Ning King sebesar 23,3 %
3. Karman Widjaya sebesar 10,7 %
4. Lie Ang Sioe Nioe sebesar 10,7 %
5. Tiga pemegang saham lainnya sebesar 18,3 %
Adapun besarnya nominal yang digunakan, pihak perusahan sangat menjaga
kerahasiaannya, sehingga hal tersebut tidak dapat dipaparkan.
Pada tanggal 30 Juni 1990, akibat dari pengalihan dan peleburan seluruh aset PT
Dharma Manunggal ke dalam PT Argo Pantes, maka PT Dharma Manunggal ikut
serta menjadi pemilik saham. Selain itu, International Finance Corporation,
Washington, Amerika Serikat ikut serta menanamkan modal, sehingga PT Argo
Pantes Tangerang tidak lagi berbentuk PMDN, melainkan berbentuk perusahaan
milik campuran.
2.4 Pemasaran
Seluruh produk yang dibuat oleh PT Argo Pantes Tangerang merupakan pesanan
dari para costumer melalui bagian pemasaran perusahaan. Adapun usaha
pemasaran yang dilakukan PT Argo Pantes Tangerang berkonsentrasi pada dua
hal, yakni memperluas penjualan produk-produk yang memiliki nilai tambah yang
lebih tinggi dan mengembangkan kemitraan secara langsung dengan para
pelanggan yang diantaranya yaitu pemilik merek-merek internasional yang terkenal.
Jaringan pemasaran PT Argo Pantes Tangerang telah lama dipelopori oleh
pendirinya yaitu Ning King yang secara aktif telah terlibat dalam perdagangan
produk-produk tekstil sejak tahun 1950 dengan lebih berorientasi pada pasar ekspor
(80%) daripada pasar lokal (20%).
Negara-negara tujuan ekspor dari produk PT Argo Pantes Tangerang yang telah
berhasil ditembus antara lain : Belanda, Jerman, Korea, Italia, China, Vietnam,
Belgia, Zimbabwe, Singapura, Perancis, Hongkong, Kanada, Inggris, Jepang,
Australia, Taiwan, Malaysia, dan Amerika. Sedangkan untuk tujuan pasar lokal,
produk-produk PT Argo Pantes Tangerang telah dipasarkan ke beberapa

15
perusahaan lokal, antara lain: Sutratex, Citrasari, Surya, Subur, Ayoetex, Sarana,
Central S, Asiatex, Garudatex, Asa pratama, Hing’s, Argo Pantes Fajar, Indo Taichi,
Noah tex, Sinar Bandung, Bali exp, Lucky Print, Luen Fung, dan Aneka Tex.
2.5 Produksi
Pada bulan Januari 1997, PT Argo Pantes mendapatkan ISO 9001 dari Societe
Generale de Surveillance (SGS) karena kemampuannya memenuhi kepuasan
pelanggan semaksimal mungkin, meningkatkan produktivitas secara konsisten,
meningkatkan kemampuan SDM. Departemen Pertenunan PT Argo Pantes
Tangerang sampai saat ini masih memproduksi kain mentah (kain grey) dan kain
corak berdasarkan pesanan dari customer dan memasok kain grey yang secara
khusus dipesan oleh departemen pencelupan penyempurnaan.
Alur penerimaan pesanan dapat dilihat pada gambar 2.5 di halaman 16.
Pemesan (customer) memesan produk kepada bagian pemasaran. Dalam hal
ini customer biasanya membawa contoh produk yang diinginkan, seperti contoh
benang atau kain. Bila tidak membawa contoh produk, customer dapat melihat
katalog produk yang dihasilkan oleh PT Argo Pantes Tangerang.
Pesanan tersebut selanjutnya diteruskan ke bagian Administrasi Perencanaan
Produksi (APP) yang membuat perencanaan produksinya, untuk menentukan
kebutuhan bahan baku yang diperlukan.
Kemudian bagian APP memberikan informasi kepada bagian produksi dan
selanjutnya diteruskan ke bagian Planning Production Control (PPC) dan
laboratorium guna menetapkan syarat-syarat proses dan aspek teknis yang
harus diperhatikan dalam menjalankan proses produksi yang akan dilakukan.
Setelah itu, bagian produksi melakukan pembuatan produk untuk contoh dan
kemudian diberikan kepada pihak pemesan melalui bagian pemasaran untuk
mengadakan kesepakatan. Bagian produksi tidak perlu membuat contoh produk
terlebih dahulu jika pemesan tersebut pernah memesan produk yang sama
sebelumnya.
Apabila tidak terjadi kesepakatan terhadap contoh produk yang telah dibuat,
maka bagian pemasaran menguhubungi bagian APP untuk segera membuat
contoh produk kembali sampai terjadi kesepakatan dengan pihak pemesan.

16
16
Setelah tercapai kesepakatan, pemesan menghubungi bagian pemasaran
kembali untuk segera mengerjakan pesanannya tersebut.
Bagian produksi kemudian melaksanakan proses produksi sesuai pesanan.
Pesanan yang telah dibuat selanjutnya dikirim oleh bagian pemasaran ke
pemesan.
Sumber : Bagian Pemasaran PT Argo Pantes Tangerang
Gambar 2.5 : Alur Penerimaan Pesanan Produksi
Customer / Pemesan
Bagian Pemasaran
Bagian APP (Administrasi Perencanaan Produksi)
Departemen Produksi (membuat contoh produk)
Persetujuan Contoh Produk
Departemen Produksi (melaksanakan proses produksi)
Bagian Pemasaran
Customer / Pemesan
Bagian PPC (Planning Production Control) dan Laboratorium
TIDAK
YA

17
2.5.1 Jenis dan Jumlah Produk
Secara umum PT Argo Pantes Tangerang memproduksi kain dan benang, dengan
bahan dasar menggunakan serat kapas dan campuran poliester-kapas dengan
perbandingan tertentu. Untuk Departemen Pertenunan PT Argo Pantes Tbk
Tangerang, bahan baku yang digunakan berupa benang didatangkan dari
departemen pemintalan PT Argo Pantes Tbk Tangerang. Departemen Pertenunan
PT Argo Pantes Tangerang mempunyai mesin tenun sebanyak 343 buah. Produk
dari departemen pertenunan berupa kain mentah (grey) dengan kapasitas produksi
rata-rata per bulan mencapai 1,414 juta yard. Jenis kain grey yang dihasilkan
berupa kain grey biasa, yang berupa kain grey 100% kapas (combed maupun
carded) dan campuran poliester-kapas dengan persentase perbandingannya :
65/35, 35/65, 50/50, 45/55, 20/80, dan 80/20. Jenis kain yang dihasilkan berupa
kain dengan anyaman turunan keper, pique, keper, twill, dan satin. Selain
memproduksi kain grey biasa, juga memproduksi kain grey bercorak, yang berupa
kain bercorak 100% kapas dan kain bercorak campuran poliester-kapas dengan
perbandingan 65/35 dan 40/60. Beberapa jenis kain yang pernah dibuat
departemen pertenunan dapat dilihat di tabel 2.2 pada halaman 18.
Jumlah produk kain di departemen pertenunan PT Argo Pantes Tangerang
mengalami fluktuasi tiap bulannya sesuai dengan pesanan yang diterima. Jumlah
produk kain periode bulan Februari 2014 sampai dengan bulan April 2014 dapat
dilihat pada tabel 2.1 di bawah ini.
Tabel 2.1 Jumlah Produksi Kain Departemen Pertenunan
Periode Bulan Februari 2014 – April 2014
No. Jenis Kain
Jumlah Produksi Kain (yard) Rata-rata
(yard) Februari
2014 Maret 2014 April 2014
1 Kain Grey 1.414.963 1.259.318 1.287.616 1.320.633
2 Kain Corak 85.000 84.560 85.170 84.910
Total 1.499.963 1.343.878 1.372.786 1.405.543
Sumber : Quality Control Departemen Pertenunan PT Argo Pantes Tangerang

18
18
Tabel 2.2 Jenis Produksi Kain Departemen Pertenunan
NO JENIS KAIN
TETAL (HELAI/INCI) NOMOR BENANG LEBAR KAIN (INCI)
JENIS ANYAMAN
LUSI PAKAN LUSI PAKAN
1 1163 90 53 TC 35 20 TC 35 20 63 Polos
2 1184 100 50 TC 35 24 TC 35 24 63 Polos
3 1188 110 70 TC 35 24 TC 35 24 63 Polos
4 1191 110 60 TC 35 30 TC 35 30 63 Polos
5 1199 110 80 TC 35 45 FIL 75 D 63 Polos
6 1134 133 72 TC 45 45 TC 45 45 63 polos
7 1444 108 58 TC 35 20 TC 35 20 63 Keper 2/1
8 1462 130 70 TC 35 30 TC 35 30 63 Keper 3/1
9 1463 95 58 TC 35 20 TC 35 20 67 Keper 2/1
10 1473 108 58 TC 35 20 TC 35 20 67 Keper 2/1
11 1484 95 58 TC 35 20 TC 35 20 65 Keper 2/1
12 1485 79 52 TC 35 14 TC 35 14 65 Keper 2/1
13 2115 132 66 CM 40 CT 34 45 63 Polos
14 2144 132 72 CT 55 45 CT 55 45 63 Polos
15 2402 132 72 CM 40 CT 35 45 63 Keper 2/1
16 2426 133 80 CM 40 CT 35 45 63 Keper 2/1
17 2618 110 47 CT 35 45 CM 16 63 Turunan Polos
18 4155 133 72 CM 40 CM 50 63 Polos
19 4143 144 80 CM 50 CM 50 63 Polos
20 4192 120 100 CM 40 CM 40 63 Keper 2/1
21 4440 132 70 CM 30 CM 30 63 Keper 2/1
22 4494 108 56 CD 16 CD 12 63 Keper 3/1
23 4539 132 72 CM 40 CM 40 63 Pique
24 4597 116 60 CD 20 CD 16 63 Turunan Keper
25 4598 116 60 CD 20 CD 16 63 Turunan Keper
26 4610 116 60 CD 20 CD 16 65 Turunan Keper
27 11102 110 80 TC 35 45 TC 35 45 68 Polos
28 41158 100 51 CD 19 CD 19 65 Polos
29 41166 60 60 CD 20 CD 20 52 Polos
30 41170 110 56 CM 40/2 CM 40/2 63 Polos
31 41172 60 60 CD 20 CD 20 67 Polos
32 41181 102 70 CM 40 CM 40 65 Polos
33 41186 116 80 CD 30 CD 30 63 Polos
34 41212 68 68 CD 30 CD 30 64 Polos
35 45118 93 50 CD 12 CD 16 63 Turunan Keper
36 45129 120 90 CM 30 CM 30 63 Turunan Keper
Sumber : Quality Control Departemen Pertenunan PT Argo Pantes Tangerang
Keterangan Tabel 2.2: CM = Combed TC = Tetoron Cotton CD = Carded TC 35 20 = Cotton 35% & Nomor benang Ne1 20 FIL = Filamen

19
2.5.2 Mesin dan Tata Letak
Tata letak adalah cara pengaturan letak, baik peralatan produksi maupun ruangan-
ruangan sebagai penunjang kelancaran proses produksi. Tujuan adanya
pengaturan tata letak adalah untuk memperlancar proses produksi sehingga waktu
yang dibutuhkan untuk setiap tahapan proses produksi dapat dilaksanakan secara
efektif dan efisien.
Tata letak yang digunakan PT Argo Pantes Tangerang yaitu sistem
process/functional lay out, yaitu pengaturan dan penempatan dari segala mesin
serta peralatan produksi yang memiliki tipe/jenis sama ke dalam satu departemen
dapat dilihat pada gambar 2.6 pada halaman 22. Mesin-mesin produksi yang ada di
PT Argo Pantes Tangerang ditempatkan pada departemen-departemen produksi
sesuai dengan jenis dan fungsinya masing-masing, dapat dilihat pada tabel 2.3
pada halaman 21.
A. Bagian Persiapan Pertenunan
1. Mesin Heat Setter
Membuat stabil dimensi benang pakan agar tidak terpilin sewaktu proses. Mesin
ini dengan kata lain bertujuan untuk mengurangi crinkle yang ada/terdapat pada
benang.
2. Mesin Cone Winder
Menggulung kembali benang yang berasal dari sisa penghanian untuk
menghasilkan gulungan benang dalam bentuk cone yang sesuai dengan volume
yang diinginkan.
3. Mesin Direct Warper
Menggulung benang lusi dari bentuk cone ke bentuk gulungan sejajar pada
beam hani. Benang lusi dalam beam hani digulung dengan lebar gulungan yang
sebenarnya tetapi tetalnya tidak sebenarnya.
4. Mesin Sectional Warper
Menggulung benang lusi dari bentuk cone ke bentuk gulungan sejajar pada
beam hani. Benang lusi dalam beam hani digulung dengan lebar gulungan dan
tetal yang sebenarnya.
5. Mesin Sizing
Memberikan larutan kanji pada benang lusi. Hal ini bertujuan agar kekuatan
benang lusi tersebut meningkat dan tahan terhadap gesekan yang terjadi
selama proses pertenunan berlangsung.

20
20
6. Mesin Leasing
Menghitung ulang jumlah benang lusi pada beam tenun dan memisahkan
benang lusi yang satu dengan yang lainnya dengan tujuan untuk memudahkan
dalam proses pencucukan.
7. Mesin Beam Stocker
Sebagai tempat menyimpan beam lusi hasil proses penganjian yang disimpan di
suatu tempat.
8. Mesin Tying
Menyambung benang lusi pada beam tenun yang lama sebagai sisa proses
pertenunan yang masih tercucuk pada dropper, heald frame dan sisir tenun
dengan benang lusi pada beam yang baru untuk melanjutkan pembuatan kain
dengan konstruksi kain yang sama dengan sebelumnya.
9. Mesin Reaching
Memasukkan benang-benang lusi ke dalam dropper, heald frame, dan sisir
tenun sesuai dengan desain anyamannya.
B. Bagian Pertenunan
1. Mesin Tenun Air Jet
Melakukan proses pertenunan dengan menyilangkan benang lusi dan benang
pakan, dimana media peluncuran pakannya menggunakan hembusan udara
melalui nozle.
2. Mesin Tenun Rapier
Melakukan proses pertenunan dengan menyilangkan benang lusi dan benang
pakan, dimana media peluncur pakannya menggunakan rapier.
C. Bagian Finishing
1. Mesin Inspecting
Membantu memeriksa jumlah cacat kain dan menghitung jumlah cacat pada
kain untuk menentukan grade kain tersebut.
2. Mesin Folding
Melipat kain hasil proses inspecting agar kain menjadi rapih dan memudahkan
untuk diangkut ke bagian lain serta untuk menghitung panjang kain setelah
dilakukan inspecting.

21
Tabel 2.3 Jumlah dan Spesifikasi Mesin di Departemen Pertenunan PT Argo Pantes Tangerang
Sumber : Unit Maintenance Departemen Pertenunan PT Argo Pantes Tangerang
No Jenis Mesin Merek Asal Tipe Tahun Kapasitas Kecepatan Unit Daya
1 Mesin Heat Setter NICUM Jepang SBRF-4 1973 192 cones/ mesin - 1 unit 11 kw
2 Mesin Cone Winder MURATA Jepang RTW-14 1979 108 drum/ mesin 80 yard/ menit 2 unit 3,2 kw
3 Mesin Direct
Warper BENNINGER Swiss
ZG-M1600 1986 768 cones/ mesin 500 yard/ menit 3 unit 11,41 kw
ZG-L1600 1990 768 cones/ mesin 600 yard/ menit 1 unit 11,41 kw
4 Mesin Sectional
Warper BENNINGER Swiss SG-S-3000 1986 640 cones/ mesin 500 yard/ menit 2 unit 8,5 kw
5 Mesin Sizing BABA Jepang G-12HD-48 1986 12 beam/ mesin 2-100 yard/ menit 3 unit 27 kw
ZELL Jerman 2XKK/Z6/2F 1986 14 beam/ mesin 6-100 yard/ menit 1 unit 25 kw
6 Mesin Leasing TODO Jepang TC-103 1989 - 125 helai/ menit 2 unit 0,18 kw
7 Mesin Beam
Stocker TODO Jepang HW-60 1985 60 beam - 2 unit 8,1 kw
8 Mesin Tying TODO Jepang NK-1 1985 - 80 helai/menit 3 unit 0,04 kw
9 Mesin Reaching TODO Jepang
NL-90 1985 - - 3 unit 0,06 kw
NL-80 1985 - - 5 unit 0,02 kw
NL-70 1985 - - 1 unit 0,02 kw
R-80 1985 - - 2 unit 0,02 kw
R-1308 1986 - - 1 unit 0,04 kw
NL-1308 1986 - - 2 unit 0,04 kw
NL-80 1995 - - 5 unit 0.02 kw
NL-80S 1994 - - 2 unit 0,02 kw
NL-80S 1995 - - 2 unit 0,02 kw
R-90 1980 - - 3 unit 0,06 kw
10 Mesin Tenun Air Jet
TOYOTA
Jepang
T-170 1989 Lebar kerja 70” 600 rpm 83 unit 2,6 kw
T-190 1990 Lebar kerja 70 “ 600 rpm 34 unit 2,6 kw
TSUDAKOMA
ZA203I 1985 Lebar kerja 75” 550 rpm 35 unit 2,7 kw
ZA205I 1993 Lebar kerja 75” 600 rpm 61unit 2,7 kw
ZA209I 1993 Lebar kerja 75” 650 rpm 88 unit 2,7 kw
11 Mesin Tenun Rapier PICANOL Belgia
GTX 1996 Lebar kerja 75” 400 rpm 20 unit 5,75 kw
GTX-4R 1996 Lebar kerja 75” 380 rpm 2 unit 5,75 kw
KINGTEX China KT566 2008 Lebar kerja 75” 550 rpm 20 unit 5,5 kw
12 Mesin Inspecting SETIA LOGAM Indonesia SL-101-VC 1990 - 28-30 yard/ menit 19 unit 0,6 kw
13 Mesin Folding KOMINAMI Jepang F-2S70 1985 - 79 yard/ menit 2 unit 0,75 kw
HAF-3A75 1990 - 80 yard/ menit 2 unit 0,75 kw
21

22
22
Sumber : Departemen Pertenunan PT Argo Pantes Tangerang
Tanpa Skala
Gambar 2.6 : Tata Letak Ruang dan Mesin di Unit Weaving

23
Keterangan Gambar 2.6 :
1. Ruang Kepala Bagian Operasional
Tenun
2. Ruang Sholat Pria
3. Ruang Sholat Wanita
4. Ruang Kepala bagian Maintenance
5. Ruang Unit Maintenance I
6. Ruang Unit Spare Part
7. Ruang Unit Maintenance Listrik
8. Ruang Perlengkapan Kerja
9. Ruang Unit Kompresor I
10. Ruang Unit Kompresor II
11. Ruang Unit Operasional
Tenun I
12. ruang Unit Desain Tenun
13. Ruang Pertemuan I
14. Ruang Pimpinan Departemen
15. Ruang Finishing Control
16. Ruang Pertemuan II
17. Mesin Cone Winder
18. Mesin Pencucukan
19. Ruang Bibit
20. Mesin Beam Stocker
21. Mesin Leasing
22. Ruang Kepala Bagian Maintenance
Persiapan
23. Ruang Unit Maintenance Persiapan
24. Ruang Sampling
25. Mesin Sizing
26. Ruang Pemasakan Kanji
27. Mesin Direct Warping
28. Mesin Sectional Warping
29. Ruang Persediaan Benang
30. Mesin Heat Setter
31. Toilet
32. Mesin Inspecting
33. Mesin Folding
34. Ruang Kepala Bagian Finishing
35. Ruang Tempat Persediaan Kain
36. Ruang Unit Finishing
37. Ruang Unit Maintenance Tenun II
38. Ruang Unit Operasional Tenun II
39. Toilet
40. Mesin AJL Toyota ( T 170 )
41. Mesin AJL Tsudakoma ( ZA 205i )
42. Mesin AJL Toyota ( T 190 )
43. Mesin Tenun Rapier Kingtex
44. Mesin AJL Tsudakoma ( ZA 209i )
45. Mesin AJL Nakano
46. Mesin Tenun Rapier Picanol GTX4R
47. Mesin Tenun Rapier Picanol GTX
48. Unit Boiler 3

24
24
2.5.3 Pemeliharaan dan Perbaikan Mesin
Pemeliharaan mesin merupakan suatu upaya kegiatan berupa perawatan,
pencegahan serta perbaikan kerusakan mesin untuk mempertahankan kondisi
mesin agar mesin dapat beroperasi secara optimal dan menjaga usia mesin itu
sendiri. Jenis kegiatan pemeliharaan dan perawatan mesin secara garis besar dapat
dijelaskan sebagai berikut :
1). Penyetelan dan pemeriksaan (adjusment and checking)
Kegiatan ini meliputi pembersihan, pemeriksaan dan penyetelan kembali bagian-
bagian mesin yang longgar atau berubah kedudukannya.
2). Perawatan pencegahan Kerusakan (preventive maintenance)
Kegiatan pemeliharaan ini dilakukan untuk menjaga dan mencegah terjadinya
kerusakan pada mesin, kegiatan ini meliputi :
a. Scouring
Kegiatan perawatan mesin yang merupakan kombinasi antara pembongkaran,
pembersihan, pemeriksaan, pemasangan kembali, penyetelan dan pelumasan
mesin yang bertujuan menjaga kondisi mesin.
b. Oiling
Kegiatan pemberian pelumas pada mesin-mesin dengan jadwal yang disusun
sesuai dengan petunjuk perusahaan pembuat mesin.
3). Perawatan perbaikan (corrective maintenance)
Kegiatan ini dilakukan ketika mesin mengalami kerusakan, yang meliputi
kegiatan perbaikan dan penggantian bagian mesin yang rusak dengan suku
cadang yang tersedia.
4) Perbaikan dan pembongkaran seluruh bagian mesin (overhauling and general
repair)
Kegiatan ini meliputi pembongkaran mesin secara menyeluruh, terdiri dari:
pemeriksaan dan penyetelan mesin, pembersihan, pembongkaran frame,
leveling frame, linning mesin serta penggantian bagian-bagian mesin yang telah
mengalami kerusakan.
Kegiatan maintenance dilakukan secara berkala dan disesuaikan dengan standar
perusahaan. Kegiatan maintenance sesuai dengan jadwal yang telah ditetapkan
sesuai dengan work instruction. Untuk keterangan jadwal maintenance mesin tenun
departemen pertenunan PT Argo Pantes Tbk Tangerang dapat dilihat pada tabel 2.4
pada halaman 25.

25
Tabel 2.4 Jadwal Kegiatan Maintenance Mesin Tenun Departemen Pertenunan PT Argo Pantes Tangerang
Check Point Uraian Periode
A. PELUMASAN
1.Pengolian jack lever, back roller, cutter, dan easing shaft.
Diberi oli Mingguan
2. Grease rod end, easing shaft, jack lever. Diberi grease Mingguan
B. PENGONTROLAN MESIN
1. Kebersihan mesin Dibersihkan Harian
2. Selvedge Pinggiran 3 mm s/d 5 mm Harian
3. Check teliti Distel Harian
4. Perbaikan mesin Diperbaiki Harian
5. Air pressure Tekanan udara distel Mingguan
6. Spring shedding Putus, diganti 1 bulan
7. Oil filter Filter dibersihkan 1 bulan
8. Brake band Kotor, dibersihkan 1 bulan
9. Magnet plate Dibersihkan 1 bulan
10. Stopper rod Aus, diganti 1 bulan
11. Leno selvedge feeler Stel, dibersihkan 1 bulan
12. Gripper cam Dibersihkan, diberi grease 1 bulan
13. Air tube Aus, diganti 1 bulan
14. Handle lever Dibersihkan, diberi grease 1 bulan
15. Van belt Kendor, distel 2 bulan
16. Gear-gear taking up Dibersihkan, diberi grease 2 bulan
17. Selenoide valve Dibersihkan 3 bulan
18. Main nozzle Dibersihkan 3 bulan
19. HTD belt Distel, dibersihkan 3 bulan
20. Air filter Diperbaiki 3 bulan
21. Oil fan grease Dibersihkan, diberi grease 6 bulan
22. Intermediate gear Dibersihkan, diberi grease 6 bulan
C. LAIN-LAIN
1. Check rpm Di check 1 bulan
2. Check pemakaian udara Di check 1 bulan
3. Pengencangan angkur belt Di check, kencangkan 6 bulan
4. Service magnet cloth Service, ganti 1,5 tahun
5. Service sub valve Service, ganti 1 tahun
6. Service weft guide Service, ganti 1 tahun
7. Service traveling cleaner Service, overhoule 1 tahun
8. Ganti rubber strip Aus, Diganti 1 tahun
9. Overhauling and General Repair Di check, dibersihkan,
diperbaiki, diberi grease, di stel, diganti
2 tahun
Sumber : Unit Maintenance Departemen Pertenunan PT Argo Pantes Tangerang

26
26
2.5.4 Diagram Alir Proses Produksi
Secara umum PT Argo Pantes Tangerang yang merupakan perusahaan tekstil
terpadu mengolah bahan baku yaitu serat kapas dan serat buatan (poliester)
sampai menjadi kain jadi (kain finish). Proses produksi PT Argo Pantes Tangerang
dapat dilihat dengan diagram alir pada Gambar 2.7 berikut :
Sumber : Marketing PT Argo Pantes Tangerang
Gambar 2.7 : Diagram Alir Proses Produksi PT Argo Pantes Tangerang
Dari Gambar 2.7 di atas dapat diperjelas sebagai berikut.
1. Serat
Proses produksi yaitu berawal dari serat. Serat yang akan diolah berupa serat alam
(serat kapas) dan serat buatan (serat poliester). Pengolahan serat tersebut dapat
berupa 100% kapas maupun campuran dari kedua jenis serat tersebut dengan
perbandingan tertentu. Serat alam yang akan diolah biasanya didapatkan dengan
cara mengimpor dari negara lain penghasil kapas, sedangkan untuk serat poliester
biasanya didapatkan dengan cara membeli dari perusahaan lain di dalam negeri.
Pemintalan (Spinning)
Pertenunan (Weaving)
Pencelupan (Dyeing)
Penyempurnaan (Finishing)
Pengepakan (Packing)
Pencelupan Benang (Yarn Dyeing)
SERAT SERAT
Pemintalan (Spinning)
Pengepakan (Packing)
Pertenunan (Weaving)
SERAT
Pemintalan (Spinning)
Pertenunan (Weaving)
Penyempurnaan (Finishing)
Pengepakan (Packing)

27
2. Pemintalan (spinning)
Proses pertama pengolahan serat tersebut berdasarkan urutan diagram alir proses
adalah proses pemintalan, didalam proses ini serat yang masih berupa bahan baku
diproses menjadi benang dengan berbagai jenis, antara lain : benang CD, CM, TC,
dan PE dengan nomor yang beragam.
3. Pencelupan benang (yarn dyeing)
Proses berikutnya adalah proses pencelupan benang, didalam proses ini benang
hasil proses pemintalan dicelup sesuai dengan warna yang diinginkan untuk
diproses pada tahap berikutnya. Selain digunakan untuk proses produksi sendiri,
benang celup hasil proses pencelupan benang (yarn dyeing) dikemas pada proses
pengepakan untuk kemudian dijual pada pihak luar.
4. Pertenunan (weaving)
Proses pertenunan yaitu proses menganyam benang sehingga menghasilkan kain.
Proses pertenunan ini bisa berupa pertenunan benang hasil pemintalan maupun
pertenunan benang hasil pencelupan. Pertenunan benang hasil pemintalan pada
umumnya menghasilkan kain mentah atau biasa disebut kain grey. Kain grey yang
diproduksi bisa bentuk kain grey bercorak.
5. Pencelupan (dyeing)
Pencelupan adalah proses pewarnaan. Proses pewarnaan ini dapat dikerjakan pada
benang maupun pada kain. Proses pencelupan yang dikerjakan sesuai dengan
pesanan yang datang dari konsumen.
6. Penyempurnaan (finishing)
Proses penyempurnaan adalah proses tambahan setelah proses pencelupan
selesai, proses ini bertujuan untuk mendapatkan kain dengan efek/ sifat tertentu.
Proses penyempurnaan juga dapat dikerjakan pada kain yang tidak dicelup atau
dengan kata lain kain yang berasal dari proses pertenunan. Tidak semua kain
melalui proses penyempurnaan, karena ada beberapa jenis kain yang berasal dari
pertenunan langsung ke proses pengepakan, biasanya kain ini akan diproses lebih
lanjut oleh pihak/ pabrik lain.
7. Pengepakan (verpacking)
Proses akhir adalah proses pengepakan, pada proses ini dilakukan pengemasan
berbagai produk baik kain maupun benang yang kemudian dijual pada konsumen.

28
28
2.5.4.1 Diagram Alir Proses Produksi Departemen Pertenunan
Proses produksi di Departemen Pertenunan PT Argo Pantes Tangerang dilakukan
sesuai dengan ketentuan yang telah diatur dalam diagram alir proses produksi.
Adapun gambar diagram alir proses produksi tersebut dapat dilihat pada gambar 2.8
berikut ini :
Sumber : Bagian Produksi Departemen Pertenunan PT Argo Pantes Tangerang
Gambar 2.8 : Diagram Alir Proses Produksi Departemen Pertenunan
Keterangan Gambar 2.8 :
1. Bahan baku
Bahan baku berupa benang dari spinning, baik berasal dari departemen spinning PT
Argo Pantes maupun didatangkan dari luar.
2. Heat setter
Membuat stabil dimensi benang pakan agar tidak terpilin sewaktu proses
peluncuran pakan pada saat pertenunan. Dengan kata lain mesin ini bertujuan
untuk mengurangi crinkle benang.
3. Warping
Pemindahan gulungan benang dari gulungan cones menjadi gulungan boom sesuai
dengan panjang yang ditentukan.
Benang Lusi Benang Pakan
Warping
Sizing
Reaching
Weaving
Inspecting
Folding
Packing
Tying Heat Setter

29
4. Sizing
Proses memberikan lapisan kanji pada benang lusi untuk menidurkan bulu-bulu
benang, menambah kekuatan benang, dan menambah daya gesek.
5. Reaching
Memasukkan benang lusi yang telah dikanji ke dalam gun, dropper, dan sisir sesuai
dengan jenis anyaman yang direncanakan.
6. Tying
Apabila ingin memproduksi kain dengan konstruksi yang sama, sedangkan benang
pada boom habis maka dilakukan penyambungan benang lusi di atas mesin tenun,
dimana boom yang habis benangnya dilepas kemudian digantikan dengan boom
yang baru, lalu dilakukan penyambungan benang lusinya.
7. Weaving
Pembuatan kain dengan cara menganyam benang lusi dan benang pakan dengan
motif anyaman yang telah ditentukan.
8. Inspecting
Pemeriksaan kain setelah selesai ditenun untuk menentukan grade kain sesuai
dengan kelompoknya.
9. Folding
Melipat dan mendata kain yang sudah selesai di inspecting.
10. Packing
Menyusun kain di atas palet dan mendata sesuai dengan jenis maupun grade dari
kain tersebut.
Diagram alir proses produksi di Departemen Pertenunan PT Argo Pantes
Tangerang tersebut menjelaskan tentang urutan proses yang terjadi di bagian
produksi dalam pembuatan produk yang dipesan oleh costumer. Proses
pengerjaannya dimulai dari bagian persiapan pertenunan yang mempersiapkan
bahan baku, baik itu benang lusi maupun benang pakan untuk kemudian dilakukan
proses pertenunan. Selanjutnya, hasil proses tersebut yang berupa kain diperiksa
dan dikemas di bagian finish control untuk kemudian disimpan di gudang kain
sebelum dikirim ke costumer.
2.5.5 Pengendalian Mutu
Mutu produk hasil produksi PT Argo Pantes Tangerang tetap dikendalikan dengan
berbagai usaha pengendalian mutu. Pengendalian mutu dilakukan melalui

30
30
penanganan bahan dari bahan baku sampai menjadi produk jadi, penanganan
Produk Tidak Standar (PTS) penetapan kebijakan mutu (quality policies) dan
sasaran mutu (quality objective), pelaku dari proses pengendalian mutu tersebut
adalah seluruh elemen baik yang terkait proses produksi secara langsung maupun
secara tidak langsung di dalam lingkungan PT Argo Pantes Tangerang.
Pengendalian mutu di PT Argo Pantes Tangerang meliputi :
1. Merencanakan jumlah kebutuhan bahan baku
Kebutuhan bahan baku direncanakan agar tidak terjadi kekurangan pasokan bahan
baku maupun kelebihan pasokan bahan baku. Hal ini bertujuan agar jumlah
kebutuhan tepat guna.
2. Melakukan pengendalian selama proses produksi
Pengendalian proses produksi dilakukan dengan menetapkan alur proses yang
benar untuk setiap jenis produk. Selain itu dengan memberi laporan-laporan tertulis
tentang catatan mutu, serta penyimpangan-penyimpangan yang terjadi saat proses
produksi berlangsung, sehingga bila terjadi kesalahan ketika produksi dapat dicari
dengan segera penyebab timbulnya penyimpangan dan mencari kemungkinan-
kemungkinan untuk dapat memperkecil atau bahkan menghindari keadaan tersebut.
3. Melakukan pengecekan terhadap hasil produksi
Saat produksi berjalan dilakukan pengecekan terhadap produk yang di proses,
memastikan produksi sesuai dengan yang telah direncanakan, apabila tidak sesuai
dengan yang direncanakan maka dilakukan perbaikan.
4. Pemeriksaan terhadap hasil produksi
Setelah menjadi suatu produk dilakukan pemerikasaan terhadap hasil produk
tersebut. Dari laporan tersebut bagian produksi dapat mengetahui mutu produk
yang dihasilkan, sehingga bila terjadi hal-hal yang diliuar perencanaan maka dapat
ditindak lanjuti dengan langkah-langkah pencegahan dan perbaikan.
2.5.5.1 Penanganan Bahan (Material Handling)
Pengendalian mutu yang berkaitan dengan sebelum proses produksi yaitu
mencangkup pada penyimpanan bahan, dalam hal ini bahan baku sebelum
diproses. Sebelum proses produksi berjalan, bahan baku disimpan terlebih dahulu
di gudang. Mutu bahan baku harus terkontrol dan terpelihara selama dalam tempat
penyimpanan dari mulai penerimaan, penyimpanan, sampai pengeluaran.
Adapun prosedur yang digunakan mulai penerimaan sampai pengeluaran bahan
baku adalah sebagai berikut :

31
1) Bukti penerimaan barang dikeluarkan oleh pejabat yang ditunjuk.
2) Bukti penerimaan hasil produksi berikut fisik barang diterima dari bagian
produksi atau penyuplai yang telah disahkan oleh pejabat yang ditunjuk.
3) Barang ditempatkan sesuai dengan tata ruangnya.
4) Semua pergerakan barang dicatat dalam kartu stok, dan data dimasukkan ke
komputer untuk dilakukan pemeriksaan silang dengan kartu stok.
5) Tiap pengeluaran barang harus ada instruksi oleh pejabat yang ditunjuk.
6) Tiap pengeluaran barang harus sesuai dengan permintaan pada rencana
produksi dan rencana penjualan serta memo permintaan.
7) Tiap pengeluaran barang harus ada bukti pengeluaran barang.
Tahap selanjutnya untuk tetap menghasilkan produk yang bermutu yaitu
pengontrolan terhadap bahan baku yang sedang diproses. Pengendalian mutu yang
berkaitan dengan proses produksi dijelaskan sebagai berikut :
1) Inspeksi dilakukan pada bahan yang akan diproses
2) Kain yang akan diproses disertai dengan kartu proses yang memiliki
kelengkapan sebagai berikut : nomor order produksi, warna, nomor lot, nomor
gerobak, dan jumlah diterima.
3) Setiap operator membuat laporan harian mesin produksi dan laporan kualitas
bahan yang sedang diproses di mesin tersebut.
4) Setiap pergantian shift, operator membuat memo komunikasi dengan shift
berikutnya tentang keadaan yang telah atau sedang terjadi.
5) Kepala regu wajib menyerahkan laporan harian tersebut kepada kepala bagian.
6) Pengawasan dan pengamatan di lapangan dilakukan langsung oleh pengawas
sampai dengan manajer produksi.
7) Pemeriksaan mutu bahan dilakukan setiap akhir urutan proses.
8) Apabila hasil tidak sesuai dengan yang dipesan oleh customer, maka dilakukan
pengerjaan ulang, penolakan, ataupun permintaan ganti bahan.
9) Pengecekan terakhir dilakukan di bagian pemeriksaan (inspecting).
2.5.5.2 Penanganan Produk Tidak Standar (PTS)
Produk tidak standar merupakan hasil produksi yang tidak memenuhi standar
persyaratan mutu minimal perusahaan atau pelanggan. Kegiatan produksi tidak
selalu menghasilkan produk dengan mutu yang baik. Oleh karena itu, apabila terjadi
produk tidak memenuhi standar maka harus segera dilakukan tindakan agar tidak
menyebabkan kerugian bagi perusahaan.

32
32
Tindakan pengendalian hasil produksi atau barang yang tidak sesuai dalam
perusahaan mencakup semua produk tidak standar tiap hasil proses. Tindakan
korektif dan preventif dilakukan untuk memastikan bahwa produk tidak standar telah
diinventarisasi dan diperbaiki sehingga tidak terjadi lagi. Tindakan korektif dilakukan
bila ada komplain dari pelanggan internal (dalam negeri) maupun eksternal (luar
negeri) atau terjadi produk tidak standar. Sedangkan tindakan preventif dilakukan
dengan cara mengendalikan tiap proses menggunakan instruksi kerja dan standar
penetapan yang telah ditentukan.
Apabila Kantor Pusat melaporkan adanya keluhan pelanggan yang disebabkan
kesalahan proses, maka laporan tersebut segera ditangani. Tindakan selanjutnya
dilakukan penyelidikan dan pengecekan produk yang dilaporkan tidak sesuai
(inventarisasi). Langkah berikut adalah melakukan tindakan korektif dan
mengendalikannya agar pelaksanaannya berjalan efektif. Sedangkan untuk
tindakan korektif berdasarkan PTS pada proses produksi, maka harus segera
diselidiki (inventarisasi) antara laporan PTS tiap proses. Selanjutnya harus
dilakukan tindakan korektif terhadap PTS dan juga dilakukan pengendalian. Pada
tindakan preventif atau pencegahan, pelaksanaan dan pengendalian tindakan
dilakukan berdasarkan evaluasi rapat pembahasan mutu harian untuk menganalisis
ketidaksesuaian produk.
Sumber : Standar Penetapan Corrective and Preventive Action PT Argo Pantes Tangerang
Gambar 2.9 : Diagram Alir Tindakan Korektif Berdasarkan Adanya Komplain Pelanggan (A), Berdasarkan Adanya PTS (B), dan Tindakan Preventif PTS (C)
2.5.5.3 Kebijakan Mutu dan Sasaran Mutu
Pengendalian mutu yang dilakukan di PT Argo Pantes Tangerang berdasarkan
Sistem Manajemen Mutu ISO 9001:2000. Sistem Manajemen Mutu ISO 9001:2000
Komplain pelanggan
Inventarisasi
Tindakan Korektif
Pelaksanaan dan Pengendalian
PTS
Tindakan Korektif
Informasi Kerja dan Order Produksi
Pelaksanaan dan Pengendalian
Pencatatan Data
Pelaksanaan Tindakan terhadap
Penyimpangan A B
C
Inventarisasi
Pelaksanaan dan Pengendalian

33
di PT Argo Pantes Tangerang meliputi kegiatan industri tekstil terpadu dalam
perusahaan, yaitu pemintalan, pertenunan, dan pencelupan-penyempurnaan,
termasuk kegiatan pemasaran, pembelian, dan sumber daya manusia. Sesuai
dengan sistem manajemen mutu tersebut, maka perusahaan menetapkan kebijakan
mutu sebagai berikut :
1) Memenuhi permintaan pelanggan melalui peningkatan mutu hasil produksi.
2) Meminimalisir keluhan pelanggan.
3) Mendorong peran serta setiap pekerja dalam pengatasan masalah-masalah
mutu hasil produksi.
Selain kebijakan di atas, juga ditetapkan sasaran mutu yang pencapaiannya
dilakukan dengan partisipasi setiap pekerja dalam pelaksanaan Sistem Manajemen
Mutu ISO 9001:2000. Sasaran mutu yang dimaksud adalah sebagai berikut :
1. Menurunkan jumlah produk tidak standar sebesar 30% dari rata-rata 3 tahun
sebelumnya.
2. Menurunkan jumlah keluhan pelanggan sebesar 30% dari rata-rata 3 tahun
sebelumnya.
3. Mewajibkan seluruh tingkat struktural manajemen untuk melaksanakan Sistem
Manajemen Mutu sesuai dengan ISO 9001:2000.
Sasaran mutu yang ingin dicapai oleh berbagai departemen PT Argo Pantes
Tangerang sesuai buku pedoman mutu adalah sebagai berikut :
1) Departemen Pemintalan
(1) Produksi per bulan : minimal 98%
(2) Produk tidak standar per bulan : maksimal 0,29%
(3) Keluhan pelanggan per bulan : maksimal 2 kali
2) Departemen Pencelupan Benang
(1) Pengiriman tepat waktu per bulan : minimal 85%
(2) Produk tidak standar per bulan : maksimal 1,2%
(3) Keluhan pelanggan per bulan : maksimal 2 kali
3) Departemen Pertenunan
Sasaran Mutu Kain Grey Kain Corak
(1) Efisiensi per bulan
(2) Kualitas baik per bulan
(3) PTS per bulan
minimal 83%
minimal 80%
maksimal 1,5%
minimal 75%
minimal 80%
maksimal 1,5%

34
34
4) Departemen Pencelupan-Penyempurnaan
(1) Pengiriman tepat waktu per bulan : minimal 80%
(2) Produk tidak standar per bulan : maksimal 4%
(3) Keluhan pelanggan per bulan : maksimal 5 kali
5) Departemen Pemasaran
Pengurangan keterlambatan pengiriman sebesar 1% dari tahun sebelumnya.
6) Departemen Sumber Daya Manusia
Penjadwalan pelatihan sebanyak 1250 jam per bulan.
7) Departemen Perencanaan dan Pengontrolan Produksi
(1) Pencapaian produksi 100% (dari permintaan pemasaran per bulan).
(2) Pengiriman tepat waktu per bulan 95%.
8) Departemen Gudang Kapas dan Benang
(1) Penyuplaian material per bulan dengan tepat waktu sebesar 95%.
9) Departemen Gudang Kain
(1) Pengiriman tepat waktu per bulan sebesar 95%.
(2) Penerimaan kain per bulan dari produksi tepat waktu sebesar 95%.
(3) Penataan barang sesuai tata letak.
(4) Penerbitan laporan bulanan tepat waktu yaitu 6 hari kerja pada awal bulan.
10) Departemen Listrik
(1) Menurunkan penggunaan BBM diesel sebesar 0,284 liter per kVA per bulan.
(2) Menurunkan penggunaan pelumas sebesar 0,0021 liter per kVA per bulan.
(3) Menurunkan jumlah motor terbakar sebesar 15% dari tahun sebelumnya.
(4) Meningkatkan kVA listrik PLN sebesar 85% dari tahun sebelumnya.
2.6 Ketenagakerjaan
2.6.1 Jumlah dan Tingkat Pendidikan
Sebagai perusahaan industri tekstil terpadu PT Argo Pantes Tangerang menyerap
tenaga kerja yang tidak sedikit. Penyerapan tenaga kerja tersebut berasal dari
penduduk sekitar kota Tangerang maupun dari luar kota Tangerang dengan latar
belakang pendidikan yang beragam. Berdasarkan bentuk hubungannya dengan
perusahaan, tenaga kerja PT Argo Pantes Tangerang dapat dibedakan menjadi tiga
jenis hubungan kerja, yaitu :
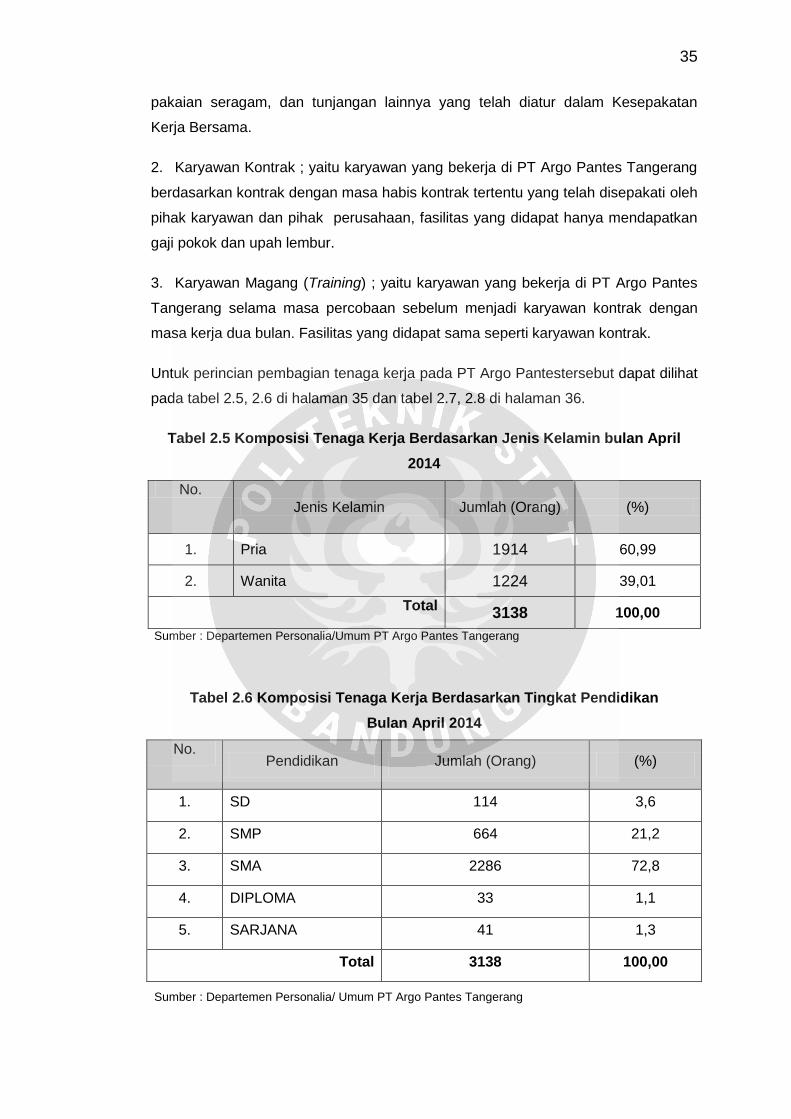
1. Karyawan Tetap ; yaitu karyawan yang telah melewati masa kerja di PT Argo
Pantes Tangerang lebih dari tiga tahun, fasilitas yang didapat berupa gaji pokok,
35
pakaian seragam, dan tunjangan lainnya yang telah diatur dalam Kesepakatan
Kerja Bersama.
2. Karyawan Kontrak ; yaitu karyawan yang bekerja di PT Argo Pantes Tangerang
berdasarkan kontrak dengan masa habis kontrak tertentu yang telah disepakati oleh
pihak karyawan dan pihak perusahaan, fasilitas yang didapat hanya mendapatkan
gaji pokok dan upah lembur.
3. Karyawan Magang (Training) ; yaitu karyawan yang bekerja di PT Argo Pantes
Tangerang selama masa percobaan sebelum menjadi karyawan kontrak dengan
masa kerja dua bulan. Fasilitas yang didapat sama seperti karyawan kontrak.
Untuk perincian pembagian tenaga kerja pada PT Argo Pantestersebut dapat dilihat
pada tabel 2.5, 2.6 di halaman 35 dan tabel 2.7, 2.8 di halaman 36.
Tabel 2.5 Komposisi Tenaga Kerja Berdasarkan Jenis Kelamin bulan April
2014
No.
Jenis Kelamin Jumlah (Orang) (%)
1. Pria 1914 60,99
2. Wanita 1224 39,01
Total 3138 100,00
Sumber : Departemen Personalia/Umum PT Argo Pantes Tangerang
Tabel 2.6 Komposisi Tenaga Kerja Berdasarkan Tingkat Pendidikan
Bulan April 2014
No. Pendidikan Jumlah (Orang) (%)
1. SD 114 3,6
2. SMP 664 21,2
3. SMA 2286 72,8
4. DIPLOMA 33 1,1
5. SARJANA 41 1,3
Total 3138 100,00
Sumber : Departemen Personalia/ Umum PT Argo Pantes Tangerang

36
36
Tabel 2.7 Komposisi Tenaga Kerja Berdasarkan Tingkat Jabatan
Bulan April 2014
No Jabatan Jumlah (Orang) (%)
1 Direktur Utama 1 0,03
2 Sekretaris 1 0,03
3 Manajer Umum 3 0,09
4 Manajer 5 0,15
5 Kepala Departemen 22 0,70
6 Staf 142 4,36
7 Kepala Bagian 137 4,08
8 Kepala Shift 156 4,97
9 Supervisor 368 11,72
10 Operator 2303 73,39
Total 3138 100,00
Sumber : Departemen Personalia/ Umum PT Argo Pantes Tangerang
Tabel 2.8 Komposisi Tenaga Kerja Berdasarkan Jenis Hubungannya dengan PT Argo Pantes Tangerang bulan April 2014
No. Jenis Hubungan Jumlah (Orang) (%)
1. Karyawan Tetap 1989 63,38
2. Karyawan Kontrak 1149 36,62
Total 3138 100,00
Sumber : Departemen Personalia/Umum PT Argo Pantes Tangerang
2.6.2 Distribusi Tenaga Kerja di Bagian Produksi
Tenaga Kerja untuk bagian produksi di PT Argo Pantes Tangerang terbagi kedalam
enam departemen, yaitu Departemen Pemintalan 1 (SP 1), Departemen Pemintalan
2 (SP 2), Departemen Pemintalan 3 (SP 3), Departemen Pertenunan (Weaving)
Departemen Dyeing–Finishing (DF), dan Departemen Yarn Dyeing (YD), sedangkan
sisanya dimasukkan kedalam bagian non produksi.
Untuk pembagiannya dapat dilihat pada tabel 2.9 di halaman 37 :

37
Tabel 2.9 Distribusi Tenaga Kerja Bagian Produksi Bulan April 2014
No.
Jabatan Departemen
Total SP 1 SP 2 SP 3 WV DF YD
1. Manajer Umum 1 1
2. Manajer 1 1 1 3
3. Ka. Departemen 1 2 1 1 3 1 9
4. Staf 15 20 20 22 38 12 127
5. Kepala Bagian 12 19 13 20 22 9 95
6. Kepala Shift 15 22 15 25 27 12 116
7. Supervisor 45 51 45 65 36 19 261
8. Operator 451 522 436 540 247 72 2268
Total 2880
Sumber : Departemen Personalia/Umum PT Argo Pantes Tangerang
2.6.2.1 Pengaturan Jam Kerja
Waktu kerja adalah waktu yang ditetapkan oleh perusahaan bagi pekerja untuk
berada di tempat kerja dan pelaksanannya sesuai dengan Kesepakatan Kerja
Bersama (KKB). Waktu kerja bagi karyawan PT Argo Pantes Tangerang dibedakan
menjadi dua, yaitu karyawan non shift dan karyawan shift.
Tabel 2.10 Pengaturan Jam Kerja Karyawan
Shift Jam
Kerja Istirahat
Shift I 06.00 – 14.00 Gelombang I : 09.00 – 10.00 Gelombang II : 10.00 – 11.00 Gelombang III : 11.00 – 12.00
Shift II 14.00 – 22.00 Gelombang I : 17.00 – 18.00 Gelombang II : 18.00 – 19.00 Gelombang III : 19.00 – 20.00
Shift III 22.00 – 06.00 Gelombang I : 01.00 – 02.00 Gelombang II : 02.00 – 03.00 Gelombang III : 03.00 – 04.00
Non Shift Senin – Kamis : 08.00 – 16.00 Jumat : 08.00 – 16.00 Sabtu : 08.00 – 14.00
12.00 – 13.00 11.30 – 12.30 12.00 – 13.00
Sumber : Departemen Personalia dan Umum PT Argo Pantes Tangerang
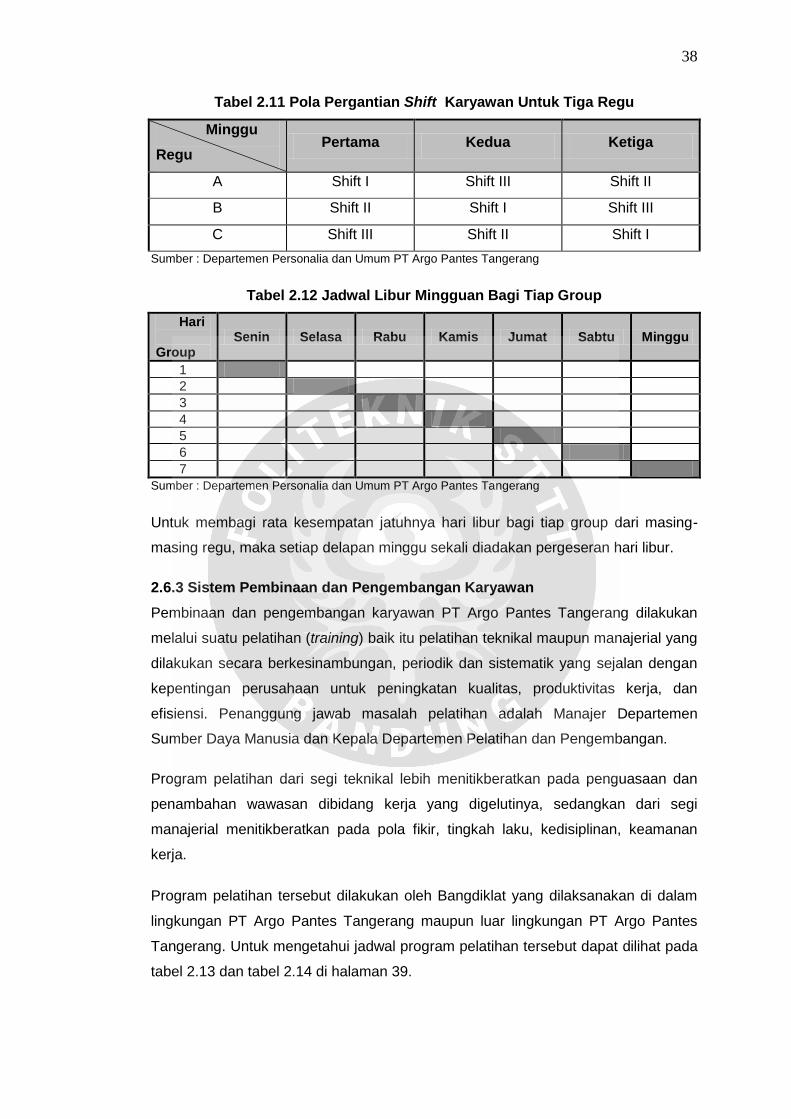
Waktu kerja bagi karyawan shift diatur tersendiri berdasarkan sistem kerja tiga shift,
tiga regu, serta enam hari kerja dan satu hari libur. Untuk mengatur hari libur maka
tiap shift terbagi atas tujuh grup.
38
38
Tabel 2.11 Pola Pergantian Shift Karyawan Untuk Tiga Regu
Minggu
Regu Pertama Kedua Ketiga
A Shift I Shift III Shift II
B Shift II Shift I Shift III
C Shift III Shift II Shift I
Sumber : Departemen Personalia dan Umum PT Argo Pantes Tangerang
Tabel 2.12 Jadwal Libur Mingguan Bagi Tiap Group
Hari
Group Senin Selasa Rabu Kamis Jumat Sabtu Minggu
1
2
3
4
5
6
7
Sumber : Departemen Personalia dan Umum PT Argo Pantes Tangerang
Untuk membagi rata kesempatan jatuhnya hari libur bagi tiap group dari masing-
masing regu, maka setiap delapan minggu sekali diadakan pergeseran hari libur.
2.6.3 Sistem Pembinaan dan Pengembangan Karyawan
Pembinaan dan pengembangan karyawan PT Argo Pantes Tangerang dilakukan
melalui suatu pelatihan (training) baik itu pelatihan teknikal maupun manajerial yang
dilakukan secara berkesinambungan, periodik dan sistematik yang sejalan dengan
kepentingan perusahaan untuk peningkatan kualitas, produktivitas kerja, dan
efisiensi. Penanggung jawab masalah pelatihan adalah Manajer Departemen
Sumber Daya Manusia dan Kepala Departemen Pelatihan dan Pengembangan.
Program pelatihan dari segi teknikal lebih menitikberatkan pada penguasaan dan
penambahan wawasan dibidang kerja yang digelutinya, sedangkan dari segi
manajerial menitikberatkan pada pola fikir, tingkah laku, kedisiplinan, keamanan
kerja.
Program pelatihan tersebut dilakukan oleh Bangdiklat yang dilaksanakan di dalam
lingkungan PT Argo Pantes Tangerang maupun luar lingkungan PT Argo Pantes
Tangerang. Untuk mengetahui jadwal program pelatihan tersebut dapat dilihat pada
tabel 2.13 dan tabel 2.14 di halaman 39.

39
Tabel 2.13 Jadwal Pelatihan Internal Kategori Manajerial
No Materi Peserta Bulan Minggu Ke
1
Pengarahan Karyawan Baru
A. Disiplin Kry. Kontrak Jan-Des 1,2,3,4
B. K3 Kry. Kontrak Jan-Des 1,2,3,4
C. ISO Kry. Kontrak Jan-Des 1,2,3,4
2
Pemahaman TPJ
A. Why-Why Analysis Karyawan Jan-Des 2
B. Pemborosan Karyawan Jan-Des 2
C. 5 S Karyawan Jan-Des 2
D. Model Area Karyawan Jan-Des 2
E. Losses Karyawan Jan-Des 2
3 Pelatihan ISO 9001:2000 Ka. Shift/Staf Jan-Des 1
4 Manajemen bagi Kabag. Ka. Shift/ Supervisor Jan-Des 3
5 Supervisi Training Ka. Shift/ Supervisor Jan-Des 1 Sumber : Departemen HRD PT Argo Pantes Tangerang
Tabel 2.14 Jadwal Pelatihan Internal Kategori Teknikal
Unit Materi Training Bulan Peserta Minggu
Ke
Spinning
A. Op. Front Spinning Jan-Des Kry. Tetap/Kontrak 1
B. Op. Ring Spinning Jan-Des Kry. Tetap/Kontrak 2
C. Op. Winding Jan-Des Kry. Tetap/Kontrak 3
D. Maint. BMCE, CDR, Ring Spinning, Winding, dan Roller Grinding
Jan-Des
Kry. Tetap/Kontrak 4
Weaving
A. Persiapan (Warper, Sizing, & Reaching)
Jan-Des Kry. Tetap/Kontrak 1
B. Tenun Jan-Des Kry. Tetap/Kontrak 2
C. Finishing /Inspecting Jan-Des Kry. Tetap/Kontrak 3
D. Maintenance Jan-Des Kry. Tetap/Kontrak 4
Yarn Dyeing
A. Soft Winder Jan-Des Kry. Tetap/Kontrak 1
B. Dyeing Jan-Des Kry. Tetap/Kontrak 2
C. RTW Jan-Des Kry. Tetap/Kontrak 3
D. Maintenance Jan-Des Kry. Tetap/Kontrak 4
Dyeing-Finishing
A. Persiapan Jan-Des Kry. Tetap/Kontrak 1
B. Dyeing Jan-Des Kry. Tetap/Kontrak 2
C. Finishing Jan-Des Kry. Tetap/Kontrak 3
D. Maintenance Jan-Des Kry. Tetap/Kontrak 4
K 3
A. PPK Jan-Des Seluruh Karyawan 2
B. Kesehatan Jan-Des Seluruh Karyawan 2
C. Keselamatan Jan-Des Seluruh Karyawan 2
Spinning (Supervisor)
A. Front Spinning Jan-Mar Supervisor 1,2,3,4
B. Back Spinning Jan-Mar Supervisor 1,2,3,4
Power
A. Listrik Jan-Des Supervisor/Karyawan 1
B. WWTE Jan-Des Supervisor/Karyawan 2
C. Boiler Jan-Des Supervisor/Karyawan 3
D. Batu Bara Jan-Des Supervisor/Karyawan 4
Fork Lift Supir Fork Lift Mei Karyawan 1 & 2
Sumber : Departemen HRD PT Argo Pantes Tangerang

40
40
2.6.4 Sistem Pengupahan dan Fasilitas Karyawan
2.6.4.1 Sistem Pengupahan
Sistem pengupahan yang berlaku di PT Argo Pantes Tangerang diatur berdasarkan
Kesepakatan Kerja Bersama (KKB) antara Serikat Pekerja Nasional (SPN) dengan
pihak perusahaan yang selalu diperbaharui setiap dua tahun. Standar upah yang
ditetapkan berdasarkan jabatan, pendidikan, keahlian, pengalaman yang dibutuhkan
untuk jabatan tersebut.
Pembayaran upah dilaksanakan di lokasi perusahaan atau melalui bank, dimana
dilaksanakan setiap akhir bulan. Upah yang diberikan kepada karyawan dibedakan
atas upah Reguler dan upah Irreguler.
A. Upah Reguler, yaitu upah yang besarnya tidak dipengaruhi oleh ketidakhadiran
karyawan, terdiri dari :
1) Gaji Pokok (GP)
2) Uang beras (UB)
3) Tunjangan Anak Sekolah (TAS)
4) Tunjangan Masa Kerja (TMK)
5) Tunjangan Jabatan (TJ)
B. Upah Irreguler, yaitu upah yang besarnya dipengaruhi oleh ketidakhadiran
karyawan, upah ini meliputi :
1) Premi Hari Libur (PHL)
2) Premi Hadir (PH)
3) Premi Mingguan (PMg)
4) Premi Malam (PM)
Pihak perusahaan pun memberikan upah lembur kepada karyawan yang bekerja
melebihi tujuh jam sehari atau empat puluh jam seminggu. Ketentuan ini tidak
berlaku untuk pimpinan, baik itu pemegang jabatan kepala bagian, maupun
pemegang jabatan di atasnya.
2.6.4.2 Fasilitas Karyawan
Perusahaan menyediakan berbagai fasilitas bagi karyawan yang didasarkan pada
kemampuan perusahaan. Fasilitas-fasilitas tersebut adalah :
1 Perusahaan menyediakan sarana poliklinik yang lengkap untuk pemeriksaan
dan pengobatan karyawan yang dibuka selama 24 jam setiap harinya yang

41
didukung oleh tenaga medis dan ambulance untuk menunjang sarana
transportasi kesehatan.
2 Perusahaan mengikuti program Jaminan Sosial Tenaga Kerja yang terdiri dari
Jaminan Kecelakaan Kerja (JKK), Jaminan Hari Tua (JHT), dan Jaminan
Kematian (JK) untuk pekerja serta jaminan pemeliharaan kesehatan untuk
pekerja dan keluarganya.
3 Perusahaan menyediakan sarana olah raga dan kesenian bagi seluruh
karyawan, diantaranya lapangan sepak bola, lapangan bola voli, lapangan
basket, catur, tenis meja, lapangan tenis, lapangan bulu tangkis, alat-alat band.
4 Sarana transportasi antar-jemput karyawan berupa bis.
5 Sarana ibadah berupa masjid dan mushola di setiap unit produksi.
6 Perlengkapan kerja berupa pakaian seragam, sepatu kerja, topi seragam kerja,
kartu tanda pengenal, serta alat-alat keselamatan kerja sesuai dengan jenis
pekerjaannya.
7 Koperasi.
8 Kantin yang disediakan untuk seluruh karyawan.
9 Perumahan dan mess bagi karyawan.
2.7 Sarana Penunjang Produksi
2.7.1 Tenaga Listrik
PT Argo Pantes Tangerang dalam memenuhi kebutuhan listrik untuk seluruh proses
produksi berasal dari Perusahaan Listrik Negara (PLN) sebanyak 305.000 kVA dan
sisanya menggunakan generator dengan jumlah kekuatan sebesar 5958 kVA,
sehingga total penggunaan listrik mencapai 310.958 kVA (dihitung dalam 30 hari
atau 1 bulan).
Tabel 2.15 Data Distribusi Pemakaian Listrik PT Argo Pantes Tangerang
Departemen PLN (kVA) Generator (kVA)
Spinning 1 61.213 3,5
Spinning 2 81.842 4,5
Spinning 3 50.303 1.010
Weaving 76.542 820
Dyeing-Finishing 29.254 215
Yarn Dyeing 4615 5
Umum 1231 3.990
Total 310.958
Sumber : Unit Teknik & PPT PT Argo Pantes Tangerang

42
42
2.7.2 Tenaga Uap dan Pengatur Suhu Udara
2.7.2.1 Tenaga Uap
Kebutuhan uap panas untuk memenuhi masing-masing unit produksi di PT Argo
Pantes, Tangerang dihasilkan dari tiga buah boiler, yaitu Boiler 1, Boiler 2, dan
Boiler 3. Boiler 1 terdiri dari 5 buah ketel uap yang berbahan bakar LNG (Liquid
Natural Gas), Boiler 2 terdiri dari 10 ketel uap berbahan bakar LNG (Liquid Natural
Gas) dan 2 boiler batu bara dengan bahan bakar batu bara, sedangkan Boiler 3
terdiri dari 5 ketel uap berbahan bakar solar. Unit-unit yang memerlukan suplai uap
adalah Departemen Pemintalan, Departemen Pertenunan, Departemen
Pencelupan-Penyempurnaan, dan Departemen Pencelupan Benang.
PT Argo Pantes Tangerang menggunakan ketel uap dengan jenis, model, dan
merek yang dapat dilihat pada Tabel 2.16 berikut ini :
Tabel 2.16 Jenis dan Model Ketel Uap
No. Karakteristik Ketel Uap
Pipa Api
Ketel Uap
Batu Bara
1. Merk Takuma Alston
2. Model RE-60 BN BS2790
3. Tahun pembuatan 1978 2003
4. Kapasitas 6 ton/ jam 16 ton/ jam
Sumber : Departemen Teknik Mekanik PT Argo Pantes Tangerang
Tabel 2.17 Produksi Masing-masing Boiler
Mesin Uap Produksi
(Ton)
Pemakaian (Ton)
SP 1 SP 2 SP 3 WV YD DF
BOILER 1 1.249 542 707 - - - -
BOILER 2 16.245 348 452 1.861 1.859 500 11.225
BOILER 3 12 - - - 12 - -
Total 17.506 890 1.159 1.861 1.871 500 11.225
Sumber : Departemen Mekanik Bagian Boiler PT Argo Pantes Tangerang
2.7.2.2 Pengatur Suhu Udara
Pengatur suhu yang biasa di sebut AC (Air Conditioner) sangat diperlukan untuk
mendapatkan kondisi ruang produksi yang standar yaitu (26-27)0C, sehingga
kelancaran produksi dapat tercapai. Kondisi ruangan perlu diatur apabila terlalu
panas dapat mengurangi kenyamanan operator dalam melakukan produksi,
sehingga sebagai akibatnya rendahnya produktivitas kerja para karyawan yang
bersangkutan.

43
Selain itu kondisi ruangan akan mempengaruhi benang yang di tenun, apabila
terlalu kering benang akan menjadi kering dan getas sehingga mudah putus, juga
gesekan benang satu dengan yang lainnya dapat menimbulkan listrik statis yang
dapat menarik flywaste dan mengakibatkan cacat akibat fly waste ikut tertenun.
Sebaliknya bila terlalu lembab benang satu dengan yang lainnya akan saling
menempel karena adanya kandungan kanji. Pengamatan yang dilakukan
didapatkan bahwa kondisi ruangan pada departemen pertenunan mencapai (30-
33)0C sehingga hal ini perlu ditindak lanjuti.
Fungsi AC sebagai pendingin ruangan, antara lain :
1) Mengatur suhu dan kelembaban udara dalam ruang produksi.
2) Mengadakan sirkulasi udara yang teratur dan terus menerus sehingga
memberikan rasa nyaman pada karyawan, dan mengurangi efek panas yang
timbul dari motor maupun mesin-mesin produksi.
3) Membersihkan udara dari debu-debu dan kotoran yang berterbangan,
sehingga mutu hasil produksi dapat tetap terjaga.
Jenis pendingin yang digunakan oleh PT Argo Pantes Tangerang adalah jenis
Chiller dengan larutan Lithium Bromida (LiBr) sebagai pendinginnya. LiBr dipilih
sebagai pendingin dikarenakan penggunaan LiBr lebih ramah lingkungan
dibandingkan dengan penggunaan Freon, sehingga kelestarian lingkungan dapat
tetap dijaga walaupun biaya penggunaannya lebih mahal daripada Freon (CFC).
2.7.3 Pengolahan Air Proses dan Limbah
2.7.3.1 Pengolahan Air Proses
Untuk memenuhi kebutuhan air, PT Argo Pantes Tangerang mendapatkannya
dengan cara mengambil dari sungai Cisadane yang letaknya berada di belakang
lokasi PT Argo Pantes Tangerang. Air sungai Cisadane memiliki kualitas air jauh
dari syarat untuk digunakan dalam kegiatan produksi, oleh karena itu sebelum air
sungai tersebut digunakan, PT Argo Pantes Tangerang melakukan pengolahan air
yang dilakukan oleh suatu unit pengolahan yang dinamakan WTE (Water Treatment
Equipment).
Hasil dari pengolahan air bersih tersebut dibedakan menjadi dua jenis, yaitu air
jernih (clear water) dan air lunak (soft water). Penggunaan air jernih (clear water)
biasanya untuk kebutuhan umum didalam perusahaan dan persediaan pemadam
kebakaran. Sedangkan air lunak (soft water) merupakan air yang lebih khusus, dan

44
44
Penampungan Awal
Air Sungai
Proses Koagulasi dan Flokulasi
Pengendapan
Penampungan Hasil Pengendapan
Penyaringan
Pelunakan Hasil Penyaringan
Pendistribusian
Pendistribusian
Pelunakan
1
2 3 Air Jernih
Air Lunak (untuk proses)
Air Lunak (untuk boiler)
merupakan air yang digunakan di mesin-mesin produksi dan Boiler. Diagram alir
proses pengolahan air oleh unit WTE yang bersumber dari air sungai Cisadane
dapat dilihat pada Gambar 2.10 berikut :
Sumber : Water Treatment Equipment (WTE) PT Argo Pantes Tangerang
Gambar 2.10 Diagram Alir Proses Pengolahan Air Unit WTE
Keterangan :
1 : Air jernih (untuk kebutuhan umum) 3 : Air lunak (untuk boiler)
2 : Air lunak (untuk air proses)
Air yang diambil dari Sungai Cisadane dialirkan dengan pompa memasuki bak
penampungan. Bak ini dilengkapi dengan penyaring untuk menyaring kotoran-
kotoran yang terapung di air. Air hasil penyaringan dialirkan ke dalam bak
pencampuran zat koagulan (Fero Sulfat) dan flokulan (Magnafloc). Pembentukan
koagulan terjadi dengan kecepatan putaran pengaduk yang tinggi sehingga akan
terbentuk gumpalan kecil antara koagulan dan kotoran.
Setelah terjadi koagulasi, kecepatan putaran pengaduk diperlambat untuk proses
flokulasi dengan bantuan flokulan. Air hasil koagulasi dan flokulasi ini dialirkan ke
bak sedimentasi (pengendapan) untuk mengendapkan flok-flok kotoran. Hasilnya
ditampung dan selanjutnya disaring dengan penyaring pasir. Hasil penyaringan

45
dapat langsung didistribusikan (air jernih) atau dilunakkan (air lunak) guna
menurunkan kesadahan air dengan sistem penukar ion menggunakan garam
natrium alumunium silikat. Air lunak untuk keperluan proses produksi (air proses)
syarat kesadahan airnya 3°dH, sedangkan untuk air boiler syarat kesadahannya
0°dH, oleh karena itu untuk keperluan air boiler dilakukan proses pelunakan air
kembali.
Untuk kebutuhan warga pabrik seperti asrama, masjid, dan kebutuhan rumah
tangga, perlu penambahan kaporit dan natrium hipoklorit untuk membunuh
mikroorganisme pada air bersih hasil pengolahan. Air jernih (clear water) dan air
lunak (soft water) diuji melalui pengujian fisika, kimia analisis, dan bakteriologi
sesuai dengan Peraturan Menteri Kesehatan RI No. 416/MENKES/PER/IX/1990
oleh Sucofindo. Kapasitas pengolahan air oleh WTE berdasarkan volume pada bak
sedimentasi (pengendapan) dapat kita lihat pada tabel 2.18 di bawah ini.
Tabel 2.18 Kapasitas Pengolahan Air Oleh WTE
Bak WTE 1 WTE 2
Kapasitas Satuan Kapasitas Satuan
Sedimentasi 1 50 m3/jam 50 m
3/jam
Sedimentasi 2 50 m3/jam 50 m
3/jam
Sedimentasi 3 100 m3/jam - -
Sedimentasi 4 100 m3/jam - -
Total 300 m3/jam 100 m
3/jam
Sumber : Unit Water Treatment Equipment (WTE) PT Argo Pantes Tangerang
2.7.3.2 Pengolahan Limbah
Pengolahan air limbah di PT Argo Pantes Tangerang dilakukan oleh unit
pengolahan air limbah yang dinamakan WWTE (Waste Water Treatment
Equipment) dengan kapasitas pengolahannya mencapai 7.000 m3 per hari. Limbah
cair proses produksi PT Argo Pantes Tangerang berasal dari departemen
pencelupan benang dan departemen pencelupan-penyempurnan yang memiliki
COD berkisar 350-1.000 ppm.
Sasaran utama pengolahan ini adalah menghasilkan tingkat BOD dan COD sebesar
20-40 ppm pada air limbah sebelum dibuang ke sungai. Jenis pengolahan air limbah
yang dilakukan meliputi proses kimia, fisika, dan biologi dengan menggunakan zat-
zat kimia antara lain DPW 8-1170 (mikroorganisme untuk proses pengolahan
secara biologi), ferosulfat (koagulan), Sudfloc SF (flokulan), TSP dan urea

46
46
(makanan untuk mikroorganisme), dan asam sulfat 98% (zat penetral). Skema
pengolahan limbah cair dapat dilihat pada Gambar 2.11 di bawah ini.
Sumber : Departemen Waste Water Treatment Equipment (WWTE) PT Argo Pantes Tangerang
Gambar 2.11 Skema Alir Proses Pengolahan Limbah Cair
Keterangan Gambar 2.11 :
1. Bak Penampungan Air Limbah
2. Penyaring
3. Tangki Pengendapan I
4. Menara Pendingin
5. Tangki Penetralan
6. Tangki Aerasi
7. Tangki Pengendapan II
8. Penampungan Limbah Berwarna
9. Tangki Pengendapan III
10. Kipas Aerator I
11. Kolam Pengeringan Lumpur
12. Sarana Landfill
13. Penampungan Limbah Cair
14. Kipas Pengaduk
berwarna
pekat
1
5
42
8
9
1112 13
7
Air
limbah
Air
limbah 3 6
10
14
SUNGAI

47
Air limbah berwarna pekat dipisahkan, ditampung, dan dialirkan ke dalam tangki
koagulasi (tangki pengendapan III). Pada tangki ini, air dicampur dengan larutan
ferosulfat (koagulan) dan diaduk perlahan agar terbentuk endapan penyebab warna.
Air hasil proses dialirkan ke bak penampungan air buangan lain (bak penampungan
air limbah) untuk dicampur dengan limbah cair lainnya. Endapan lumpur yang
terjadi, dipindahkan ke kolam pengering lumpur. Proses koagulasi ini termasuk jenis
pengolahan limbah cair cara kimia.
Air buangan dari bak penampung dialirkan melalui penyaring (proses pengolahan
secara fisika) ke tangki pengendapan I sehingga dihasilkan air buangan yang bebas
kotoran padat. Pada bak tersebut, dilakukan pengadukan dan penambahan flokulan
(Sudfloc SF). Dengan terbentuknya flok-flok tersebut, diharapkan limbah cair
tersebut bebas dari kotoran.
Langkah fisika selanjutnya adalah proses pendinginan air (sebelum penetralan)
melalui menara pendinginan. Air buangan harus dinetralkan lebih dulu sebelum
proses pengolahan secara biologi. Penetralan dilakukan dengan cara memasukkan
air buangan ke dalam tangki penetralan yang berisi asam sulfat.
Proses biologi dilakukan pada air buangan yang sudah dinetralkan karena bila air
buangan memiliki pH tinggi, maka akan menurunkan keaktifan mikroorganisme
dalam lumpur aktif (DPW 8-1170). Air buangan yang sudah dinetralkan ini dialirkan
ke tangki aerasi yang berisi lumpur aktif untuk menurunkan BOD dan COD sampai
batas maksimum yang ditetapkan. Untuk mengaktifkan mikroorganisme (golongan
zooglea) dalam lumpur aktif, proses aerasi dan makanan sangat dibutuhkan
sehingga proses penguraian limbah secara biologi berlangsung maksimal.
Setelah kurang lebih sehari ditampung dalam tangki aerasi, air buangan yang sudah
tercampur dengan lumpur aktif dialirkan ke tangki pengendapan untuk memisahkan
lumpurnya. Air yang telah mengalami proses sedimentasi ini dialirkan ke kolam
penampungan dan selanjutnya dibuang ke sungai.
Sedangkan lumpurnya dikembalikan ke tangki aerasi untuk dipakai kembali.
Endapan lumpur di tangki aerasi dibuang secara berkala ke kolam pengering lumpur
untuk diganti dengan yang baru.
Keterangan Tabel 2.19 Halaman 48:
< : Di bawah indikasi ambang batas yang dapat dideteksi

48
48
Dengan melihat Tabel 2.18 di halaman 45, maka limbah cair yang dihasilkan PT
Argo Pantes Tangerang setelah dilakukan proses pengolahan limbah cair sudah
termasuk limbah cair yang sesuai dengan standar baku mutu limbah cair industri
tekstil (sesuai dengan SK. Gubernur Jawa Barat No.6 Tahun 1999).
Tabel 2.19 Data Hasil Pengolahan Limbah
No Parameter Satuan Standar
Maksimum
Hasil Pemeriksaan
Masuk Keluar
1 pH - 6,0 – 9,0 11,28 7,29
2 BOD5 mg/L 60 388 11,8
3 COD mg/L 150 912 27,7
4 Total Fenol mg/L 0,05 0,06 0,03
5 Total Krom (Cr) mg/L 1,0 < 0,05 < 0,05
6 Minyak dan Lemak mg/L 3,0 2,37 < 1,40
7 Sulfida mg/L 0,3 < 0,02 0,02
8 Amonia Total mg/L 8,0 6,32 1,19
Sumber : Departemen PPT bagian WWTE PT Argo Pantes Tangerang
2.7.4 Pergudangan
Secara umum fungsi gudang adalah sebagai sarana penyimpanan barang atau
benda dalam jangka waktu tertentu. PT Argo Pantes Tangerang sebagai
perusahaan tekstil terpadu yang setiap unit produksinya menghasilkan produk dan
membutuhkan bahan baku untuk produksi yang kesemuanya harus disimpan dalam
tempat khusus, maka keberadaan gudang mutlak harus terpenuhi sehingga
produksi dapat berjalan dengan lancar.
Pergudangan PT Argo Pantes Tangerang merupakan bagian departemen Non
Produksi (NP). Gudang yang dimiliki PT Argo Pantes Tangerang pada dasarnya
terbagi menjadi dua kelompok besar yaitu gudang produksi dan gudang penunjang
(non produksi) yang dapat dilihat pada Tabel 2.20 di halaman 49.

49
Tabel 2.20 Pergudangan PT Argo Pantes Tangerang
No. Kelompok Bagian Macam Fungsi
1 Gudang
Produksi
Departemen
Bahan Baku
Gudang Kapas
Menyimpan bahan baku kapas
dan Poliester untuk diproduksi
oleh Departemen Pemintalan
Gudang
Benang
Menyimpan benang grey dan
benang warna
Departemen
Bahan Jadi
Gudang Kain
Grey
Menyimpan kain grey hasil
pengolahan Departemen
Pertenunan
Gudang Kain
Jadi Menyimpan kain hasil olahan
Departemen Pencelupan -
Penyempurnaan
Gudang
Ekspor
Menyimpan produk untuk siap
ekspor
2
Gudang
Penunjang
(Non
Produksi)
-
Gudang Suku
Cadang
Menyimpan suku cadang yang
diperlukan untuk mengganti
bagian mesin yang rusak
Gudang
BBM/Pelumas Menyimpan BBM dan pelumas
yang digunakan untuk bahan
bakar mesin produksi dan non
produksi
Gudang
Umum
Gudang Kimia Menyimpan zat-zat kimia yang
diperlukan
Sumber : Departemen Pergudangan PT Argo Pantes Tangerang





























