Embed Size (px)
Citation preview

1/13
Berechnung des Abschreckverhaltens großer Aluminiumverdichterräder
und der resultierenden Eigenspannungen
Deutschsprachige ABAQUS Benutzerkonferenz 20.-21. Sept. 2004, Königswinter bei Bonn.
Dirk Büche & Norbert Hofmann
Fachhochschule Aargau Steinackerstr. 5
CH-5210 Windisch Email:{d.bueche,n.hofmann}@fh-aargau.ch
Peter Sälzle ABB Turbo Systems AG
Haselstr. 16 CH-5400 Baden
Email:[email protected]
Die Simulation des Abschreckverhaltens von Aluminiumbauteilen in Flüssigkeiten beinhaltet eine Vielzahl von Herausforderungen, wie z. B. die experimentelle Bestimmung von Materialdaten in einem weiten Temperaturintervall und die Modellierung des Abschreckmediums, welches das Bauteil hochgradig instationär und oftmals mehrphasig umströmt. Eine Simulation des Abschreckmediums selbst ist auf Grund der Komplexität der Strömung nicht möglich. In dieser Arbeit wird ein Ansatz gezeigt, wie der Wärmestrom aus einem Verdichterrad in das Abschreckmedium in ABAQUS mittels verschiedener Randbedingungen modelliert werden kann. Hierbei werden die Randbedingungen parametrisiert und die Parameter durch eine automatische Optimierung (evolutionärer Algorithmus) mittels Minimierung des Fehlers zwischen Simulation und Messung bestimmt.
1 Einleitung
Eine typische Wärmebehandlung von Aluminiumbauteilen besteht aus den Schritten: (1) Lösungsglühen, (2) Abschrecken und (3) Warmauslagern. Um die geforderten Materialeigen-schaften zu erlangen, müssen beim Abschrecken im gesamten Bauteil bestimmte Mindestab-kühlraten erreicht werden. Dies ist insbesondere bei großen Bauteilen schwierig, da mit der Größe auch die erforderliche Wärmestromdichte an der Oberfläche zunimmt. Bei gegebenem Abschreckmedium und Geometrie des Bauteils ergibt sich dadurch ein maximal zulässiger Vergütungsquerschnitt. Ein weiteres Problem bei großen Bauteilen sind die aus den Tempe-raturgradienten resultierenden Eigenspannungen, welche u. a. die Bearbeitbarkeit und Betriebsfestigkeit des Bauteils beeinträchtigen können.
Im vorliegenden Fall werden Radialverdichterräder großer Abgasturbolader von Dieselmotoren betrachtet (siehe Abbildung 1). Die Räder werden einteilig aus geschmiedeten Rohlingen hergestellt und in heißem Wasser abgeschreckt. Anhand von 3D-FE-Simulationen sollen die Abschreckraten und die resultierenden Eigenspannungen vorhergesagt werden. Hierfür wird ABAQUS verwendet. Dabei wird zunächst mittels thermischer Simulation die transiente Temperaturverteilung berechnet und diese als Randbedingung der anschließenden mechanischen Simulation zur Eigenspannungsberechnung gesetzt.

2/13
Abbildung 1: Abgasturbolader großer Dieselmotoren (links) und Verdichterrad (rechts)
Wie in Abbildung 2 gezeigt, entstehen zu Beginn des Abschreckens an der heißen Verdichterradoberfläche Dampfblasen und -filme. Zu einem späteren Zeitpunkt entstehen Dampfblasen nur noch am massiven Nabenkörper, während die Schaufeln weitgehend abge-kühlt sind. Die hochgradig instationäre Mehrphasenumströmung des Verdichterrades kann derzeit nicht simuliert werden, sodass die Simulation auf das Verdichterrad begrenzt wird (siehe Abbildung 3) und der Wärmefluss aus dem Verdichterrad ins Abschreckmedium durch Randbedingungen modelliert wird.
Abbildung 2: Abschreckverhalten eines Verdichterrades in Wasser kurz nach dem Ein-
tauchen (links) und zu einem späteren Zeitpunkt (rechts) aus Boer et al. 1
Die transiente Temperaturverteilung der thermischen Simulation wird der anschließenden mechanischen Simulation aufgeprägt und erzeugt somit thermomechanische Spannungen. Gegenstand dieser Arbeit ist die thermische Simulation des Abschreckvorgangs und die hierzu angewandte Modellierung des Wärmestroms an den Verdichterradoberflächen.

3/13
Abbildung 3: 3D-FE-Gitter (11 000 Knoten, 8 900 Elemente) des Verdichterrades mit Seitenan-
sicht (links), Schnitt mit Position der Thermoelemente (Mitte) und Draufsicht (rechts). Durch Annahme einer zyklischen Symmetrie wird nur ein Segment des Verdichterrades simuliert.
2 ABAQUS Modellierung
Zur Berechnung der Eigenspannungen aus den thermischen Lasten des Abschreckprozesses muss sowohl eine thermische Rechnung als auch eine mechanische (Spannung-Verschiebung) Rechnung durchgeführt werden. ABAQUS bietet zwei unterschiedliche Methoden dies durchzuführen. Wir beziehen uns hierbei und im Folgenden auf das ABAQUS User Manual V6.4:
1. Sequentially coupled thermal-stress analysis (Kap. 6.5.3): Hierbei wird zuerst in einer thermischen Simulation das Temperaturfeld und anschließend in einer mechanischen Simulation die Spannungen berechnet.
2. Fully coupled thermal-stress analysis (Kap. 6.5.4): Hierbei wird gleichzeitig (gekop-pelt) die thermische und mechanische Simulation durchgeführt.
Methode 1 kann durchgeführt werden, wenn die Temperatursimulation nicht von der Spannungsrechnung abhängt (d.h. die mechanische Verformung klein ist) und die thermi-schen Dehnungen vernachlässigt werden können. Diese Voraussetzungen treffen für den Ab-schreckprozess zu.
In Methode 2 werden die Deformationen auf Grund von Spannungen und Temperaturdehnungen in der thermischen Simulation berücksichtigt. Diese zusätzliche Kopplung bewirkt allerdings einen größeren Arbeitsspeicherbedarf, größere Rechenzeit und kleinere Zeitinkremente des impliziten Gleichungssystemlösers. Deshalb wird hier Methode 1 verwendet.

4/13
2.1 Thermische Simulation
Ansatz
Für die thermische Simulation werden die temperaturabhängige spezifische Wärmekapazität cp(T), die Dichte ρ und Leitfähigkeit λ(T) tabellarisch in der ABAQUS Steuerdatei definiert. Die Simulation löst folgende instationäre Wärmeleitungsgleichung3 im Verdichterrad:
( )TtTcp ∇∇=
∂∂ λρ
Randbedingungen an den Oberflächen
An allen Oberflächen des Verdichterrades müssen Randbedingungen gesetzt werden, da ABAQUS sonst adiabate Randbedingungen annimmt. Für die Simulation wird die zyklische Symmetrie genutzt: Wie in Abbildung 3 dargestellt, umfasst das FE-Gitter ein rotationsperiodisches Segment des Verdichterrades.
Die Oberflächen des Gitters sind in Abbildung 4 in vier Oberflächenbereiche (*SURFACE, TYP=ELEMENT) unterteilt. Der erste Oberflächenbereich definiert alle Flächen der zyklischen Symmetrie, welche dadurch entstehen, dass nur ein Segment des Rades simuliert wird. Der zweite Oberflächenbereich ist die zentrale Bohrung des Nabenkörpers. Alle verbleibenden Oberflächen werden nach ihrer axialen Orientierung in Oberseite und Rückwand unterteilt (siehe Abbildung 4).
Abbildung 4: Randbedingung an Oberflächen: Zyklische Fläche (1), Oberseite mit Schaufeln
& Rückwand (2) und Bohrung (3)
Bohrung (Randb. 3)
Zyklische Fläche (Randb. 1)
Oberseite mit Schaufeln (Randb. 2)
Rückwand (Randb. 2)
z

5/13
Auf diese 4 Oberflächen werden 3 verschiedene Randbedingungen gesetzt:
1. Zyklische Randbedingung (ABAQUS Option *MPC)
An den rotationsperiodischen Randflächen des Nabenkörpers wird eine zyklische Randbedingung gesetzt.
2. Thermische Last (ABAQUS Option *SFILM)
An der Oberseite und Rückwand entstehen große Wärmeströme mit starker Dampfentwicklung. Die Wärmestromdichte ist primär von der Oberflächentemperatur abhängig. Die Abhängigkeit der Wärmestromdichte von der Oberflächenposition wird vernachlässigt und es wird deshalb nur die Oberseite von der Rückwand unterschieden. Diese Temperaturabhängigkeit kann in ABAQUS mit der Option *SFILM modelliert werden. Die Wärmestromdichte q& wird durch einen temperaturabhängigen Wärmeübertragungskoeffizient α(T) mittels Tabelle (Option *FILM PROPERTY) definiert:
( ),)( 0TTTq −= α&
wobei T die Oberflächentemperatur und T0 die Wassertemperatur ist. In der Literatur (siehe z. B. VDI Atlas2) sind umfangreiche Werte und empirische Gleichungen für α(T) unterhalb der kritischen Temperatur (Tkrit ≈ 130oC) gegeben, bei welcher die maximale Wärmestromdichte q& max erreicht wird. Oberhalb dieser kritischen Temperatur nimmt die Wärmestromdichte ab (siehe Abbildung 5).
Da keine Literaturwerte für T > Tkrit vorliegen und zudem der Wärmeübergang u. a. von der Bauteilgröße, Oberflächenbeschaffenheit und Abschreckmedium abhängt, wird der Wärmeübergangskoeffizient als Funktion der Temperatur parametrisiert. In Kapitel 3 werden die Parameter mittels Optimierung bestimmt. Dabei wird für einen Parametersatz die Abweichung zwischen gemessenen und simulierten Temperaturen automatisch verglichen und auf Basis des Vergleichs die Parameter variiert bis das simulierte Abschreckverhalten mit den Messungen übereinstimmt.
Abbildung 5: Wärmestromdichte als Funktion der Temperaturdifferenz zwischen
Wandtemperatur und Medium aus Lienhard und Lienhard3.
6/13
3. Benutzerdefinierte Randbedingung (ABAQUS Boundary Condition # 11 in User Subroutine DISP)
Der Wärmestrom durch die Bohrungsoberfläche ist von dem durch die Oberseite und Rückwand verschieden. In die Bohrung kann nur Wasser durch die zwei Bohrungs-öffnungen ein- bzw. ausströmen. Somit ist der Wärmeübergangskoeffizient ortsabhängig. Da bisher kein Modell für die Bohrung gefunden wurde, welches die vorliegenden Bedingungen beschreibt, werden an der Bohrung direkt die gemessenen Temperaturen gesetzt. Dies kann mittels User-Subroutine realisiert werden, in dem der Knotenfreiheitsgrad 11 mit der Messtemperatur belegt wird. Zwischen den Messpunkten werden die Temperaturen auf der Oberfläche interpoliert.
2.2 Mechanische Simulation
Der mechanischen Simulation wird die Temperatur mittels ABAQUS Option *TEMPERATURE aufgeprägt. Für die Materialmodellierung sind die temperaturabhängigen elastischen und plastischen Materialdaten und der Wärmeausdehnungskoeffizient notwendig. Der Wärmeausdehnungskoeffizient ist hierbei alleinig für die Eigenspannungen ver-antwortlich, da alle externen Kräfte wie Haltekräfte oder Eigengewicht vernachlässigt werden können. Die exakte thermische Simulation ist neben den thermo-mechanischen Daten der wichtigste Input für die Spannungssimulation. Eine Abweichung in der thermischen Simulation potenziert insbesondere lokale Fehler in der Spannungssimulation. Die Eigenspannungssimulation wird in dieser Arbeit nicht weiter beschrieben, da augenblicklich die Untersuchungen noch nicht abgeschlossen sind.
3 Bestimmung der temperaturabhängigen Wärmeübergangskoeffizienten für Oberseite und Rückwand
Da für die Wärmeübergangskoeffizienten an Oberseite und Rückwand keine Literaturwerte vorliegen, müssen die Werte iterativ durch eine Optimierung bestimmt werden. Bevor eine Optimierung durchgeführt werden kann, muss zuerst der Wärmeübergangskoeffizient als Funktion der Temperatur parametrisiert werden. Weiterhin müssen ein oder mehrere Optimierungsziele als mathematische Funktion beschrieben werden. Im vorliegenden Fall ist das Optimierungsziel die Minimierung des Fehlers zwischen gemessenem und simuliertem Temperaturverlauf an den Thermoelementen. Die Suche nach geeigneten Parameterwerten ist eine aufwendige „trial-and-error“ Suche, welche manuell durch einen Ingenieur oder automatisiert mittels Optimierungsalgorithmus durchgeführt werden kann. Im Folgenden wird die Optimierung automatisiert durchgeführt, da die manuelle Optimierung der insgesamt acht Parameter komplex und zu zeitintensiv ist.
3.1 Parametrisierung
Zur Parametrisierung des Wärmeübergangskoeffizienten α wird eine Funktion gesucht, welche den in Abbildung 5 gegebenen Verlauf der Wärmestromdichte möglichst exakt und mit wenigen Parametern approximieren kann. Dies wird mit folgender Exponentialfunktion erreicht, welche die 4 Parameter α0, α1, TN und n enthält:
,exp)( 010 ⎟
⎟
⎠
⎞
⎜⎜
⎝
⎛⎟⎟⎠
⎞⎜⎜⎝
⎛ −−+=
n
NTTTT ααα

7/13
wobei T0 die Temperatur des Abschreckmediums ist.
Parameter Funktion α0 bestimmt den Wert von α bei hohen Temperaturen : α(T→∞) = α0 α1 bestimmt mit α0 den Wert von α bei T = T0 : α (T0) = α0 + α1 TN bestimmt die Zerfallsgeschwindigkeit des exponentiellen Terms n bestimmt die Steigung bei T = T0
Tabelle 1: Einfluss der 4 Parameter auf den Verlauf des Wärmeübergangskoeffizienten α
Der Einfluss der 4 Parameter ist in Tabelle 1 und Abbildung 6 (links) dargestellt. Der aus der Parametrisierung resultierende Verlauf der Wärmestromdichte q& ist exemplarisch in Abbil-dung 6 (rechts) gegeben. Vorteilhaft an dieser Parametrisierung ist die geringe Anzahl der Parameter, die C∞ Differenzierbarkeit des Wärmeübergangskoeffizienten (Unstetigkeiten können sich erheblich auf die Rechenzeit auswirken) und die weitgehende Unabhängigkeit der Koeffizienten bezüglich ihres Einflusses.
Abbildung 6: Einfluss der Parameter α0, α1, TN und n auf den Verlauf des Wärmeübergangs-
koeffizienten α der Wärmestromdichte q& (Diagramme enthalten normierte Größen)
Auf Grund der unterschiedlichen Ausrichtung der Rückwand und Oberseite werden beide Oberflächen getrennt parametrisiert, sodass insgesamt 8 Parameter zu optimieren sind.
3.2 Berechnung des Fehlers zwischen Simulation und Messung
Der Fehler zwischen gemessenem und simuliertem Temperaturverlauf wird als mittleres Fehlerquadrat der Thermoelemente 9 bis 20 bestimmt. Da an den Messstellen 1 bis 8 die Temperatur direkt als Randbedingung vorgegeben wird, müssen diese Punkte nicht beachtet werden. Der simulierte Temperaturverlauf eines Thermoelementes wird aus den Temperaturen von 4 das Thermoelement umgebenden Knoten des FE-Gitters räumlich linear interpoliert. Der resultierende Mittelwert wird in der Zeit linear zwischen den Zeitinkrementen (ABAQUS: frames) interpoliert. In Abbildung 7 sind exemplarisch für ein Thermoelement die Messpunkte und der simulierte Temperaturverlauf gezeigt.
8/13
Zur Fehlerberechnung wird zu jedem Messzeitpunkt der nächste Punkt auf der interpolierten Kurve gesucht, um den minimalen Abstand d zwischen dem Messpunkt und der interpolierten Kurve zu bestimmen. Für ein Thermoelement i mit p Messwerten kann folgender gemittelter Fehler berechnet werden:
( )∑=
⎟⎟⎠
⎞⎜⎜⎝
⎛
−−
+⎟⎟⎠
⎞⎜⎜⎝
⎛
−−
==p
j startend
jiiji
ti tttt
TTtTT
tdp
F1
2Messung,
2
minmax
SimulationMessung,22
)( dmit )(min1
Der Fehler wird hierbei durch die gemessenen Extremwerte für Temperatur Tmin und Tmax sowie Zeit tmin und tmax normalisiert. Aus den Fehlern jedes Thermoelementes Fi wird der mittlere Fehler aller 12 betrachteten Thermoelemente wie folgt berechnet:
∑=
=20
9121
iiFF .
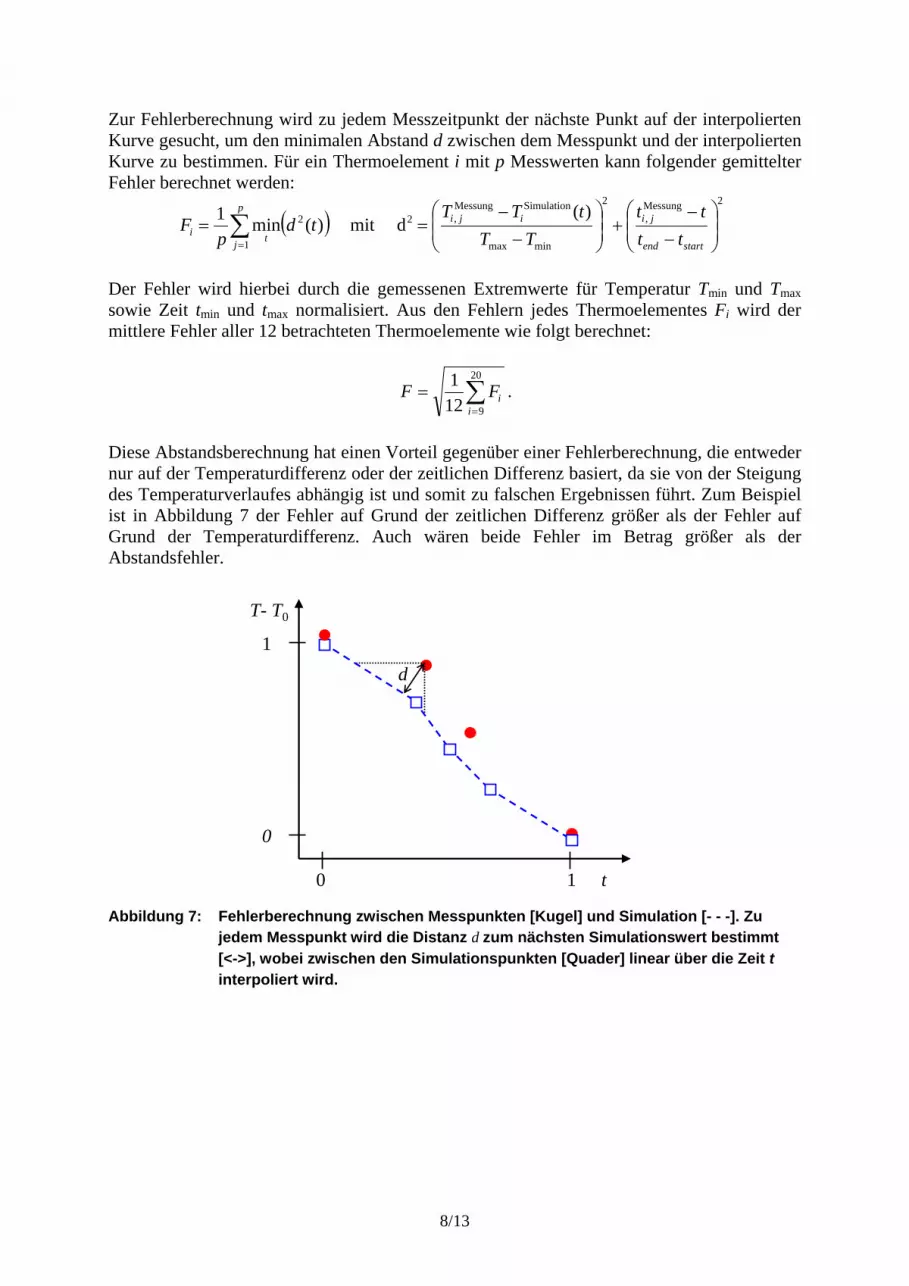
Diese Abstandsberechnung hat einen Vorteil gegenüber einer Fehlerberechnung, die entweder nur auf der Temperaturdifferenz oder der zeitlichen Differenz basiert, da sie von der Steigung des Temperaturverlaufes abhängig ist und somit zu falschen Ergebnissen führt. Zum Beispiel ist in Abbildung 7 der Fehler auf Grund der zeitlichen Differenz größer als der Fehler auf Grund der Temperaturdifferenz. Auch wären beide Fehler im Betrag größer als der Abstandsfehler.
T- T0
t
1
0
0 1
d
Abbildung 7: Fehlerberechnung zwischen Messpunkten [Kugel] und Simulation [- - -]. Zu
jedem Messpunkt wird die Distanz d zum nächsten Simulationswert bestimmt [<->], wobei zwischen den Simulationspunkten [Quader] linear über die Zeit t interpoliert wird.

9/13
3.3 Optimierungsalgorithmus
Nach der Problemparametrisierung und Definition der Zielfunktion kann das Optimierungs-problem nun mathematisch beschrieben werden:
( ))],,,[,],,,F([min arg suche Oberseite10
Rückwand10 NN TnTn αααα .
Zur Lösung dieses Problems wird eine automatische Optimierung mittels Optimierungsalgo-rithmus verwendet. Dies ist hier im Vergleich zur manuellen Optimierung vorteilhaft, da die automatische Optimierung nur im Pre- und Postprocessing der Optimierung Ingenieursinter-aktion benötigt und ihn somit entlastet. Des Weiteren läuft die automatische Optimierung 24h und am Wochenende, ist parallelisierbar und führt oftmals zu unerwarteten oder alternativen Lösungen.
Als Optimierungsalgorithmus werden häufig Gradientenverfahren (z.B. BFGS4) oder gradientenfreie Verfahren eingesetzt. Die Verwendung der Gradientenverfahren ist für dieses Problem kritisch, da die Zielfunktion durch ein iteratives Verfahren (ABAQUS) berechnet wird und somit die Zielfunktion auf Grund von Rundungsfehlern und Abbruchkriterien immer verrauscht ist. Da die Berechnung von Gradienten auf Basis von finiten Differenzen hochgradig sensitiv gegenüber Rauschen ist 5 6, sind Gradientenverfahren für dieses Problem ungeeignet.
Die gradientenfreien Verfahren werden in deterministische (wie z.B. SIMPLEX7) und (semi-) stochastische Verfahren (wie z.B. Evolutionäre Algorithmen8) unterteilt. Während die deter-ministischen Verfahren einem fixen Optimierungsschema folgen, operieren die stochastischen mit Zufallsprozessen und sind dadurch in der Regel robuster gegenüber Rauschen und Un-stetigkeiten in der Zielfunktion9.
Für obiges Optimierungsproblem wird die CMA-Evolutionsstrategie10 verwendet. Diese Strategie beinhaltet die Vorteile der stochastischen Algorithmen und „lernt“ während der Optimierung aus bereits evaluierten Punkten eine Kovarianzmatrix, um die Konvergenz der Strategie zu beschleunigen. Ein weiterer Vorteil der stochastischen Algorithmen ist die Parallelisierbarkeit, sodass in der Optimierung auf mehreren Rechnern jeweils eine andere ABAQUS Simulation gleichzeitig berechnet werden kann.

10/13
4 Ergebnis
Eine Optimierung der Wärmeübergangskoeffizienten wurde mit den in Kapitel 3 beschriebenen Einstellungen gestartet. Dafür wurden parallel 3 Simulationen gerechnet und auf 3 Pentium4® Linux® Rechner (2.53GHz, 512 MB RAM) verteilt. Jede Simulation benötigt für das in Abbildung 3 gezeigte FE-Gitter (11 000 Knoten, 8 900 Elemente) im Schnitt 25 min und 30 MB RAM.
In Abbildung 8 ist der Konvergenzverlauf der Optimierung gezeigt. Die Optimierung wurde nach 1160 Evaluationen (d. h. Simulationen) abgebrochen, da der Optimierungsalgorithmus die 8 Parameter nur noch geringfügig variierte bei gleichzeitiger Konvergenz des Fehlers zwischen Messung und Simulation. Es sind somit keine wesentlichen Änderungen der Parameter mehr zu erwarten. Die Optimierung benötigte insgesamt ca. 7 Arbeitstage auf den 3 Rechnern.
Abbildung 8: Konvergenzverlauf der Optimierung: Plot des Fehlers F über der Iteration
Abbildung 9: Optimierte Wärmeübergangskoeffizienten α und Wärmestromdichten q& für
Rückwand und Oberseite (Diagramme enthalten normierte Größen)

11/13
In Abbildung 9 sind die aus der Optimierung resultierenden Wärmeübergangskoeffizienten für die Rückwand und Oberseite gegeben. Auffallend sind die relativ ähnlichen Verläufe, welche insbesondere für die normierte Temperatur T < 0.4 sehr gute Übereinstimmung zeigt. Dies legitimiert die getroffene Annahme, dass die Wärmeübergangskoeffizienten sowohl positionsunabhängig als auch unabhängig von den unterschiedlichen Flächenorientierungen sind.
Abbildung 10 zeigt eine typische Temperaturverteilung während des Abschreckens. Zu diesem Zeitpunkt sind die Schaufeln bereits weitgehend auf die Temperatur des Abschreckmediums abgekühlt, während das Zentrum des Nabenkörpers noch annähernd Lösungsglühtemperatur aufweist. Die Schaufeln fungieren jedoch weiterhin wie Kühlrippen. Auf Grund ihrer großen Oberfläche und der guten Wärmeleitfähigkeit der Aluminiumlegierung fließt ein deutlicher Wärmestrom durch die Rippen, sodass sie in der Simulation berücksichtigt werden müssen.
Abbildung 10: Konturlinien einer typischen Temperaturverteilung im Verdichterrad während
des Abschreckens. Während die Schaufeln weitgehend abgekühlt sind, weist das Zentrum des Nabenkörpers noch hohe Temperaturen auf.
Ein Vergleich zwischen simulierter und gemessener Abkühlkurve ist in Abbildung 11 für 4 Thermoelemente gegeben. Generell ist eine gute Übereinstimmung im Temperaturverlauf zu erkennen. Die beste Übereinstimmung ist im Innern des Nabenkörpers (Thermoelement 10). Somit stimmt der integrale Wärmefluss durch alle Oberflächen der Simulation mit dem der Messung überein.

12/13
Abbildung 11: Simulierte und gemessene Abkühlkurve für Messpunkt 10, 12, 14 und 19.
Abbildung 11 zeigt auch eine gute Übereinstimmung der Abschreckrate (d. h. der Steigung des Temperaturverlaufes) zwischen Messung und Simulation. Dies ist eine wichtige Voraussetzung für eine Vorhersage der mechanischen Materialeigenschaften.
5 Zusammenfassung und Ausblick
In dieser Arbeit wurde gezeigt, wie das Abschreckverhalten eines Radialverdichterrades mittels ABAQUS thermisch simuliert werden kann. Hierbei wurde insbesondere auf die Inter-aktion des Verdichterrades mit dem Abschreckmedium eingegangen, welche mittels zweier unterschiedlicher Randbedingungen modelliert wurde. An der Bohrung wurde die gemessene Temperaturkurve direkt vorgegeben. An der Oberseite und Rückwand wurden temperaturab-hängige Wärmeübergangskoeffizienten gesetzt. Da für die Wärmeübergangskoeffizienten keine Literaturwerte vorliegen, wurden die Wärmeübergangskoeffizienten mit einer Exponentialfunktion mit minimaler Anzahl von Parametern parametrisiert und optimiert. Der Einfluss jedes Parameters kann dabei direkt physikalisch interpretiert werden und die Parameter sind untereinander weitgehend unkorreliert (siehe Tabelle 1 und Abbildung 6). Das Optimierungsergebnis ist überzeugend: Die simulierten und gemessenen Abkühlkurven zeigen geringe Differenzen sowohl in der Temperatur als auch im Temperaturgradienten, aus welchem die mittlere Abschreckrate berechnet wird. Eine offene Frage ist derzeit noch die Übertragbarkeit der optimierten Wärmeübergangskoeffizienten auf Verdichterräder unterschiedlicher Größe. Es würden sich damit separate Messungen und Optimierungen für

13/13
jede weitere Radgeometrie erübrigen. Voraussetzung hierfür wäre ein semi-empirisches Modell für die Bohrung statt der bisher direkt gesetzten Messtemperaturen. Sehr kurz wurde in dieser Arbeit die mechanische Simulation zur Berechnung der Eigenspannungen behandelt, welche aus den Temperaturgradienten im Verdichterrad ent-stehen. Zurzeit werden hierfür weitere Untersuchungen und Simulationen durchgeführt. 1 C.R. Boer, N. Rebello, H. Rydstad and G.Schröder, Process Modeling of Metal Forming and Thermomechanical Treatment, Springer-Verlag, 1986 2 VDI-Wärmeatlas: Recherchieren - Berechnen - Konstruieren : Wärmeübergang und Strömung in Verfahrenstechnik und Chemie, Verein Deutscher Ingenieure, VDI-Gesellschaft Verfahrenstechnik und Chemieingenieurwesen (VDI-GVC), 8. Aufl., VDI-Verlag, Düsseldorf, 1998 3 J. H. Lienhard IV and John H. Lienhard V, A Heat Transfer Textbook, 3rd edition, 2003, download at http://web.mit.edu/lienhard/www/ahtt.html 4 J. Dennis and R. B. Schnabel. Numerical Methods for Unconstrained Optimization and Nonlinear Equations, Series in Computational Mathematics. Prentice-Hall, 1993 5 A. J. Booker, J. E. Dennis Jr., P. D. Frank, D. B. Serafini, V. Torczon, and M. W. Trosset. A rigorous framework for optimization of expensive functions by surrogates, ICASE Report No. 98-47. Technical report, NASA Langley Research Center Hampton, VA, 1998 6 D. Büche, Multi-Objective Evolutionary Optimization of Gas Turbine Components, Diss., Technische Wissenschaften, Eidgenössische Technische Hochschule ETH Zürich, Nr. 15240, Shaker Verlag (ISBN 3-8322-2800-4), 2004 7 J. A. Nelder and R. Mead. „A simplex method for function minimization“. Computer Journal, 7:308–313, 1965 8 T. Bäck and H.-P. Schwefel. „An overview of evolutionary algorithms for parameter optimization“, Evolutionary Computation, 1(1):1–23, 1993. 9 D. V. Arnold and H.-G. Beyer. „A comparison of evolution strategies with other direct search methods in the presence of noise“, Computational Optimization and Applications, 24(1):135–159, 2003. 10 N. Hansen and A. Ostermeier, „Completely Derandomized Self-Adaptation in Evolution Strategies“. Evolutionary Computation, 9(2), pp. 159-195, 2001





























