Embed Size (px)
Citation preview

Presented at the International Congress on Membranes and Membrane Processes (ICOM), Seoul, Korea,21–26 August 2005.
0011-9164/06/$– See front matter © 2006 Elsevier B.V. All rights reserved
Desalination 191 (2006) 35–44
Drinking water reclamation from palm oil mill effluent (POME)using membrane technology
A.L. Ahmad*, M.F. Chong, S. Bhatia, S. IsmailSchool of Chemical Engineering, Engineering Campus, Universiti Sains Malaysia,
Seri Ampangan, 14300 Nibong Tebal, Penang, MalaysiaTel. +60 (4) 593-7788; Fax: +60 (4) 594-1013; email: [email protected]
Received 15 March 2005; accepted 24 June 2005
Abstract
Palm oil mill effluent (POME) is the largest pollutant discharged into the rivers of Malaysia. POME is a brownishliquid waste and has high turbidity, color, chemical oxygen demand, oil and grease resulting from high organic mattercontent and suspended solids. The removal of these pollutants is required in reclaiming the drinking water from POME.Membrane technology (ultrafiltration and reverses osmosis) coupled with coagulation/flocculation as pretreatment wasused to reclaim drinking water from POME. The analyses of the reclaimed water shows that the water quality compliedwith the drinking water standard set by the US Environmental Protection Agency. The performance of the membraneswith coagulation/flocculation showed great potential to reclaim drinking water from POME with 78% water recovery.The present studies with chemical cleaning show that membrane fouling was reversible and primarily due to cakeformation.
Keywords: Drinking water; Ultrafiltration; Reverse Osmosis; Water reclaiming
1. Introduction
Water shortages, deterioration of water qual-ity, and environmental constraints have led to anincreased interest of recovering and recyclingwater in many parts of the world. In many
*Corresponding author.
European countries, water is recovered by mem-brane filtration and is reused in agriculturalirrigation, greenhouse horticulture, cooling pro-cesses, and industry including food and beverage,paper, poultry and textiles [1]. In Feb 2002, theSingapore government started to reclaim waterfrom the sewage water for drinking and generaluse instead of buying from other sources [2]. An

A.L. Ahmad et al. / Desalination 191 (2006) 35–4436
independent poll by Forbes Research in October2002 showed an overwhelming level of reclaimedwater acceptance among Singaporeans, with 82%indicating that they were prepared to drink itdirectly, while 16% were prepared to drink it in-directly through mixing with reservoir water.
Malaysia is the largest producer and exporterof palm oil [3]. However, the large amount ofcrude palm oil produced also resulted in largeamounts of palm oil mill effluent (POME) where40.2 mil t of POME containing 38.2 mil t ofwater was discharged in the year 2004. With thisstatistics, the palm oil mill industry in Malaysiawas identified as the one that produces the largestpollution load into the rivers throughout thecountry [4].
POME is a colloidal suspension of 95–96%water, 0.6–0.7% oil and 4–5% total solids [3]. Ithas high turbidity and color resulting from highorganic matter content and suspended solids. Thetypical characteristic values of POME and thedrinking water standard set by US Environmen-tal Protection Agency (USEPA) are given inTable 1 [5]. The removal of organic matter isrequired because [6]:C colored water is unattractive/unacceptable to
the consumersC results in coloring of clothes during washingC can cause odour and tasteC causes high chemical oxygen demand (COD)
and biological oxygen semand (BOD)C increases corrosion and biofilm growth in the
distribution networkC it is a precursor to the formation of disin-
fection by-products when water is disinfected.
POME also contains trace amount of mineralsand heavy metals [4]. The comparison madebetween the qualities of POME with the drinkingwater standard set by the USEPA in Table 1shows that POME could not be used as drinkingwater if it is not treated. Therefore, a propertreatment method to remove the organic matter,
minerals and heavy metals is required in thereclamation of drinking water from POME.
In recent years, membrane technologies suchas microfiltration, ultrafiltration (UF), nanofil-tration and reverse osmosis (RO) have become amore attractive for drinking water treatmentcompared to conventional clarification. The mainadvantages of membranes technology are [7]:compact process and plant, separation based onsize exclusion, invariable quality of producedwater, constant production and water qualityindependent of feed water quality, easy auto-mation and absence of bacterial regrowth andresidual toxicity.
UF is a well known membrane technologybased on pore size that can retain macro-molecules or high-molecular-mass compounds aswell as colloidal and suspended matters. UF alsoexcludes bacteria and viruses, which allows itsapplication for water disinfection, producingdrinkable water as the permeate of the process[8]. However, UF passes metal ions, aqueoussalts, sugar and nonprotein nitrogen through themembrane into the permeate [9].
RO utilizes a membrane that selectivelyrestricts the flow of solutes while permitting theflow of solvent. RO membranes have porediameters less than 10 Å where the solvent isforced through the membrane by pressure and theundesired co-products frequently pass through themembrane by diffusion [9]. Therefore, RO ismost important in areas where portable waterdemand has outstripped natural supply because itis able to reject all the solutes that UF fails toachieve.
The major drawback of the membrane appli-cation technology is flux decline due to mem-brane fouling. Membrane technology combinedwith pretreatment by coagulation and flocculationto reduce and control fouling has been adopted bymany researchers [6]. The coagulation processneutralizes or reduces the charge on the sus-pended particles. This allows the van der Waals
A.L. Ahmad et al. / Desalination 191 (2006) 35–44 37
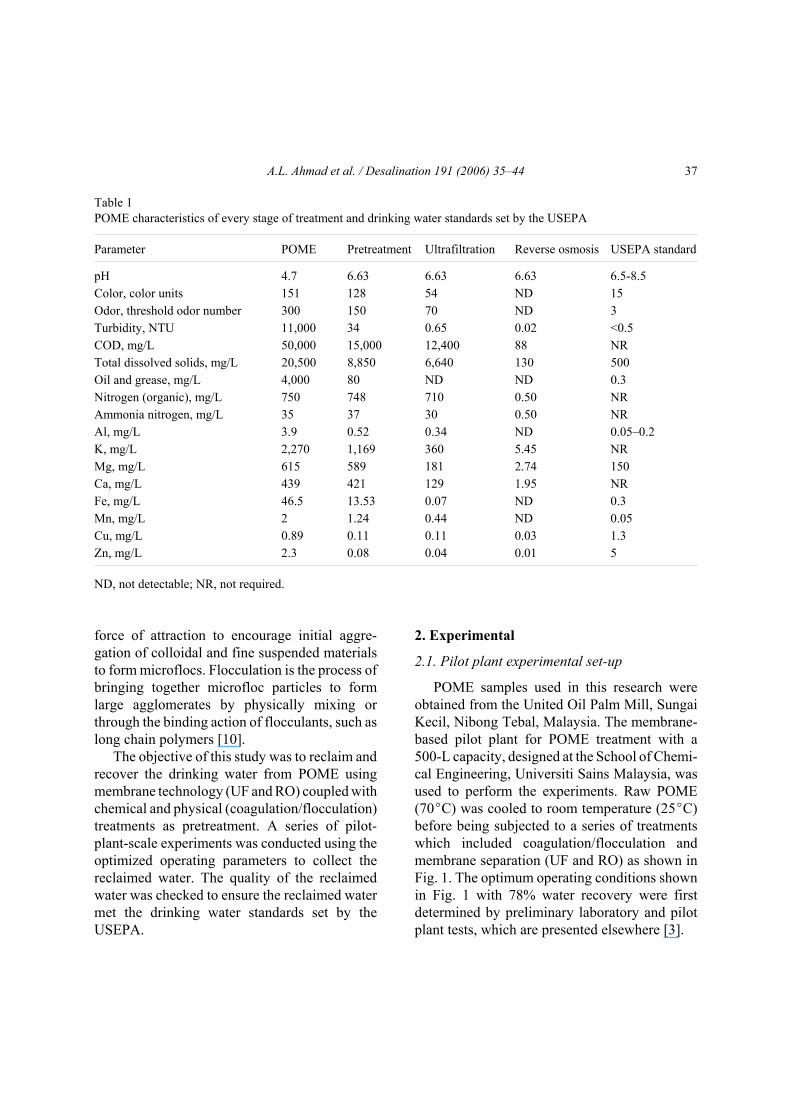
Table 1POME characteristics of every stage of treatment and drinking water standards set by the USEPA
Parameter POME Pretreatment Ultrafiltration Reverse osmosis USEPA standard
pH 4.7 6.63 6.63 6.63 6.5-8.5Color, color units 151 128 54 ND 15Odor, threshold odor number 300 150 70 ND 3Turbidity, NTU 11,000 34 0.65 0.02 <0.5COD, mg/L 50,000 15,000 12,400 88 NRTotal dissolved solids, mg/L 20,500 8,850 6,640 130 500Oil and grease, mg/L 4,000 80 ND ND 0.3Nitrogen (organic), mg/L 750 748 710 0.50 NRAmmonia nitrogen, mg/L 35 37 30 0.50 NRAl, mg/L 3.9 0.52 0.34 ND 0.05–0.2K, mg/L 2,270 1,169 360 5.45 NRMg, mg/L 615 589 181 2.74 150Ca, mg/L 439 421 129 1.95 NRFe, mg/L 46.5 13.53 0.07 ND 0.3Mn, mg/L 2 1.24 0.44 ND 0.05Cu, mg/L 0.89 0.11 0.11 0.03 1.3Zn, mg/L 2.3 0.08 0.04 0.01 5
ND, not detectable; NR, not required.
force of attraction to encourage initial aggre-gation of colloidal and fine suspended materialsto form microflocs. Flocculation is the process ofbringing together microfloc particles to formlarge agglomerates by physically mixing orthrough the binding action of flocculants, such aslong chain polymers [10].
The objective of this study was to reclaim andrecover the drinking water from POME usingmembrane technology (UF and RO) coupled withchemical and physical (coagulation/flocculation)treatments as pretreatment. A series of pilot-plant-scale experiments was conducted using theoptimized operating parameters to collect thereclaimed water. The quality of the reclaimedwater was checked to ensure the reclaimed watermet the drinking water standards set by theUSEPA.
2. Experimental
2.1. Pilot plant experimental set-up
POME samples used in this research wereobtained from the United Oil Palm Mill, SungaiKecil, Nibong Tebal, Malaysia. The membrane-based pilot plant for POME treatment with a500-L capacity, designed at the School of Chemi-cal Engineering, Universiti Sains Malaysia, wasused to perform the experiments. Raw POME(70EC) was cooled to room temperature (25EC)before being subjected to a series of treatmentswhich included coagulation/flocculation andmembrane separation (UF and RO) as shown inFig. 1. The optimum operating conditions shownin Fig. 1 with 78% water recovery were firstdetermined by preliminary laboratory and pilotplant tests, which are presented elsewhere [3].
A.L. Ahmad et al. / Desalination 191 (2006) 35–4438
Fig. 1. Flowchart of membrane-based pilot plant for POME treatment.
The raw POME was transferred to a chemicaltank where the coagulant, modified industrial-grade alum, Envifloc 40L, was added at a dosageof 0.05 v/v. pH was adjusted to 5.5–6.5 by usingindustrial-grade potassium hydroxide 65%(NaOH). The mixing speed was set at 50 rpm for60 min to allow the formation of microflocs. Theflocculant, (Envifloc 20S)/potable water-gradecationic polymer (0.1%), was added to the mix-ture at a dosage of 0.015 v/v with a stirring speedof 10 rpm for 30 min. The sludge was removedfrom the supernatant (pretreated POME) by usinga filter press (not shown in Fig. 1).
The pretreated POME was pumped to the PCI-Memtech B1 tubular module PVDF (ES625-type)UF membrane unit. This module was fitted witha membrane of nominal molecular weight cut-off(MWCO) of 200,000 g/mole with 18 flow chan-nels. The inner diameter of each tube was12.7 mm and length was 1200 mm. The effectivearea for filtration was 0.9 m2 and could beoperated up to maximum pressure of 6 bar. Thetransmembrane pressure for UF was maintainedat 2 bar by adjusting the pressure control valves.The feed flow rate and the flow velocity were setat 0.8 m3/h and 0. 1m/s, respectively (Reynoldsnumber = 5000).
The permeate collected from the UF unit wasfed into the RO unit to produce permeate withdrinking water standards. This PCI-Memtech B1tubular module TFC (AFC99-type) RO mem-brane with 99.9% NaCl retention and with a0.9 m2 effective filtration area was operated up toa maximum pressure of 60 bar. The transmem-brane pressure for RO was maintained at 45 bar
by adjusting the pressure control valves. The feedflow rate and the flow velocity were set at 1 m3/hand 0.1 m/s, respectively (Reynolds number =6155).
During the experiments, permeate flow rate ofeach membrane unit was periodically measured.The temperature was maintained at 25EC byusing water-cooled heat exchangers. Thepermeate flux (Jv) was calculated using Eq. (1):
where Qp is the permeate flowrate (L/h) and A isthe effective filtration area (m2) of the membrane.
2.2. Membrane cleaning procedure
The UF and RO membranes were cleanedafter each experiment by using a chemical clean-ing method. The UF membrane was circulatedwith clean water to flush out POME. The mem-brane was circulated with 0.1% w/w of sodiumhydroxide for 30 min and then was soaked withthe same solution for 2 h to remove organicmatter that might be adsorbed on the PVDF mem-brane. The membrane was then rinsed with cleanwater followed by circulating with 2% w/w nitricacid for 30 min to remove any inorganic fouling.The RO membrane was circulated with cleanwater followed by circulating with weak nitricacid solution (0.3% wt) for 30 min. Both mem-branes were flushed with clean water to removethe remaining nitric acid by monitoring the flushwater pH value. A cleaned membrane should
(1)

A.L. Ahmad et al. / Desalination 191 (2006) 35–44 39
have a flush water pH value of 6.5–7.5. Althoughboth membranes were cleaned at the circulationflow rate of 0.5 m3/h with the pressure controlvalve fully opened, permeate of cleaning agentsat low flux was observed. This shows that porecleaning was also carried out besides surfacecleaning. The temperature was maintained at25EC by using water-cooled heat exchangers. Theefficiency of the cleaning procedure for bothtypes of membrane was checked by repeatingclean water flux tests and comparing results withthe initial clean water flux evaluation.
2.3. AnalysisThe quality of the water after each stage of
treatment was analyzed to investigate the abilityof the pilot plant to reclaim water with drinkingwater quality. The parameters analyzed werephysical (turbidity, color, odor, total dissolvedsolids and pH) and chemical (COD, oil andgrease, total nitrogen, ammonial nitrogen, mine-rals and heavy metals). Other parameters such asmicroorganisms, disinfection by-products, disin-fectants, radionuclides and organic chemicalswere not analyzed due to the negligible amount inPOME as reported in the literature [5,11,12].
Turbidity was measured by WTW a turb350IR turbidity meter, pH was measured using aMettler Toledo 320 pH meter, the color wasdetermined by spectrophotometry at a wavelengthof 410 nm with the Cecil 1000 series spectro-photometer (Cambridge, UK) in a 10-mm adsorp-tion cell; odor was determined by using thethreshold odor test where the sample was dilutedwith odor-free water until the least definitely per-ceptible odor was achieved. Total dissolvedsolids were measured by evaporating the filtrateof the sample to dryness in a weighed dish anddried to constant weight at 180EC. The increasein the dish weight represented the total dissolvedsolids.
COD was measured by using the colorimetricmethod at a wavelength of 600 nm with the
CECIL 1000 series spectrophotometer (Cam-bridge, UK). Oil and grease were measured usingthe Soxhlet extraction method, total organicnitrogen was measured by the Macro–Kjeldahlmethod and the ammonia nitrogen was measuredusing a preliminary distillation step followed bythe titrimetric method with standard sulfuric acidtitrant, 0.02 N. Minerals and heavy metals weremeasured by using the atomic absorption spec-trometric method with a direct air–acetyleneflame and the inductively coupled plasmamethod. The details of all the analytical methodsfollowed were based on procedures given in theAPHA, Standard Method for the Examination ofWater and Wastewater [13].
3. Results and discussion
3.1. Permeate qualityThe visual observations of the process from
Fig. 2 show that the quality of the water improvedfrom each stage of treatment in terms of color,odor and turbidity. At the final stage of treatment,RO produced odor-free, clear water. The chemi-cal analyses of the permeate water in Table 1show that USEPA drinking water quality stand-ards were met. The treatment of POME in thepresent studies gave more than 99% removal ofCOD, total dissolved solids, nitrogen (organic),and almost 99% removal of ammonia nitrogen.The proposed treatment method completelyremoved the color, odor, turbidity, and oil andgrease with a final pH of 6.63. The minerals andheavy metals analysis according to Table 1 showsa great reduction in their concentrations and wellbelow the maximum contaminant level (MCL) setby the USEPA for drinking water standard. Theanalysis of the reclaimed water quality shows thatthe reclaimed water met most of the specifi-cations with USEPA drinking water qualitystandards [14]. The COD reading (88 mg/L) ofthe reclaimed water was due to the presence oftrace amounts of dissolved organic matter from
A.L. Ahmad et al. / Desalination 191 (2006) 35–4440
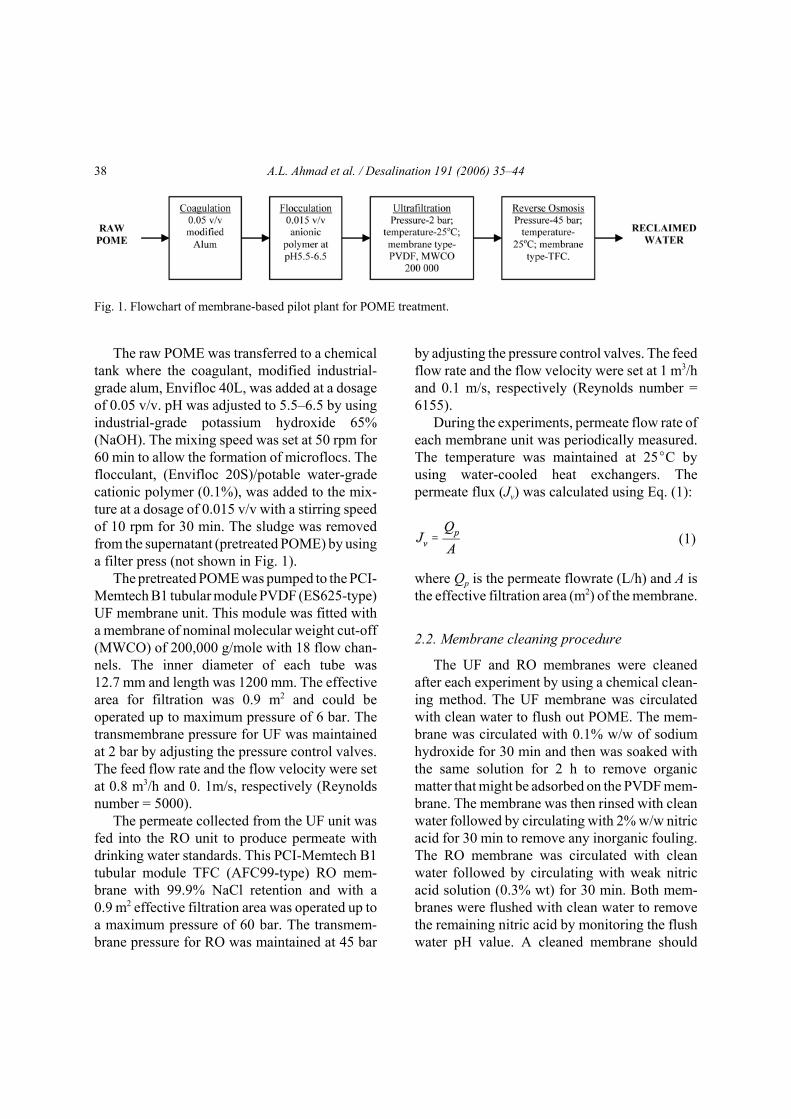
(a) (b) (c) (d)
Fig. 2. Quality of water after each stage of treatment using pilot-plant-scale analysis. (a) Raw POME. (b) Supernatant afterchemical physical pretreatment. (c) Permeate of ultrafiltration. (d) Permeate of reverse osmosis (drinking water).
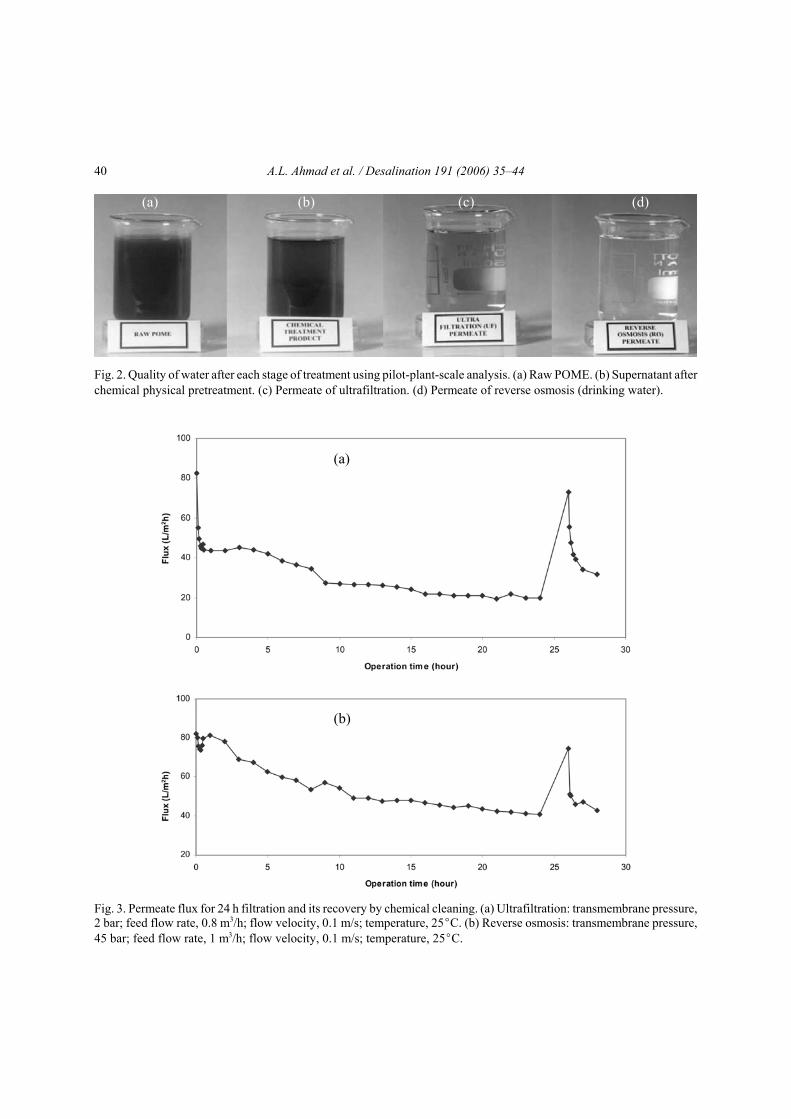
(a)
(b)
Fig. 3. Permeate flux for 24 h filtration and its recovery by chemical cleaning. (a) Ultrafiltration: transmembrane pressure,2 bar; feed flow rate, 0.8 m3/h; flow velocity, 0.1 m/s; temperature, 25EC. (b) Reverse osmosis: transmembrane pressure,45 bar; feed flow rate, 1 m3/h; flow velocity, 0.1 m/s; temperature, 25EC.
A.L. Ahmad et al. / Desalination 191 (2006) 35–44 41
(a) (b)
(c) (d)
(e) (f)
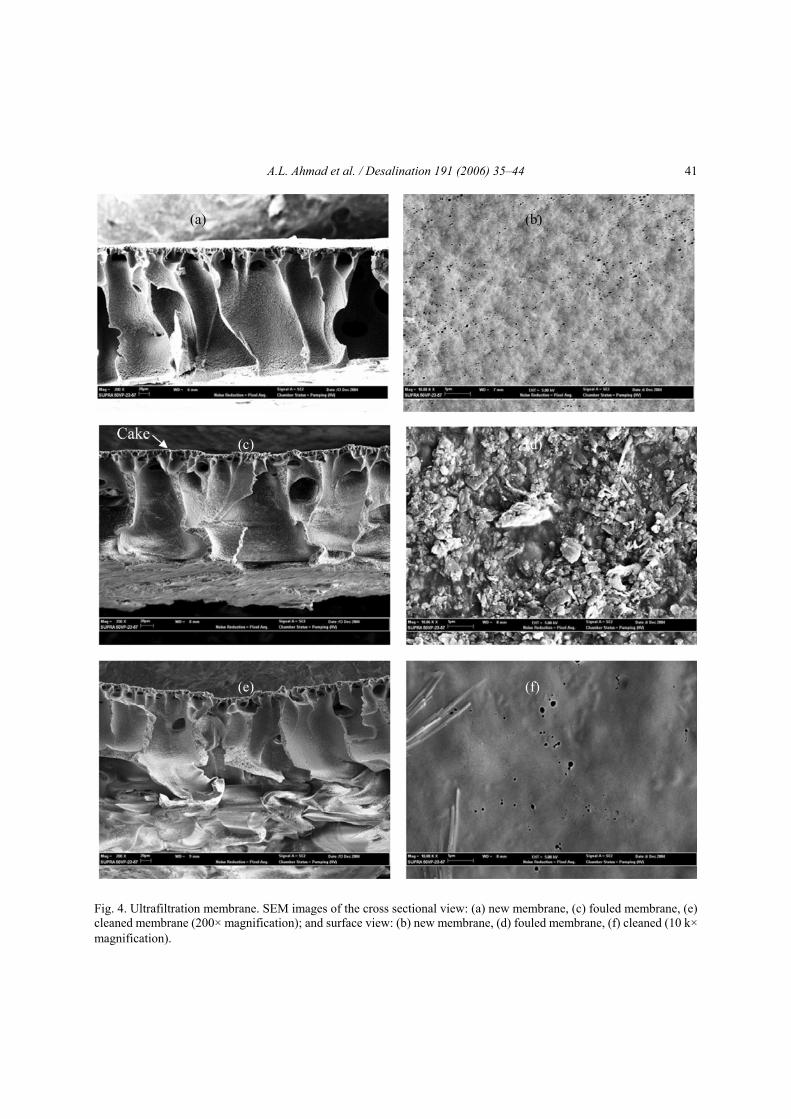
Fig. 4. Ultrafiltration membrane. SEM images of the cross sectional view: (a) new membrane, (c) fouled membrane, (e)cleaned membrane (200× magnification); and surface view: (b) new membrane, (d) fouled membrane, (f) cleaned (10 k×magnification).

A.L. Ahmad et al. / Desalination 191 (2006) 35–4442
(a) (b)
(c) (d)
(e) (f)
Fig. 5. RO membrane. SEM images of the cross sectional view: (a) new membrane, (c) fouled membrane, (e) cleanedmembrane (500× magnification); and surface view: (b) new membrane, (d) fouled membrane, (f) cleaned membrane (10k×magnification.

A.L. Ahmad et al. / Desalination 191 (2006) 35–44 43
palm oil fruits which are nontoxic. Since theUSEPA drinking water standard does not specifythe COD value, it is difficult to make a compari-son based on the COD. However, further analysisof the organic composition of the reclaimed water(responsible for COD value) should be done toensure the quality of the reclaimed water.
3.2. Membrane performanceFig. 3(a) and (b) show the permeate flux
behavior for UF and RO, respectively. The opti-mum operating conditions used in the filtrationare based on repeated experimental studies re-ported in previous work [3] at shorter filtrationtimes (1–2 h). Both Fig. 3(a) and (b) show asimilar trend where the permeate flux decreasedfrom the initial flux value within seconds until thenext chemical cleaning to restore the initialperformance of the membranes. The rates of per-meate flux decline were different for both UF andRO. The UF membrane flux decreased to about50% of the initial flux after 6 h. In contrast, theRO membrane flux decreased to about 50% of theinitial flux after 23 h. This phenomenon indicatesthat UF is more prone to fouling due to theincrease of membrane resistance resulting fromcake formation.
Chemical cleaning after 24 h of operationincreased the permeate flux effectively to theinitial level for both UF and RO membranes. Thedeposit on the membrane surface was removed,and the flux after cleaning was 90.83% and88.39% of the initial flux value for the UF andRO, respectively. This indicated that the foulingwas primarily cake formation without pore block-age of the membrane itself. This phenomenonwas observed in the SEM images of the crosssectional and surface view for UF and RO shownin Figs. 4 and 5, respectively. Figs. 4a and 5ashow the cross sectional view of the new mem-brane used for UF and RO, respectively. Bothmembranes after usage did not show any poreblockage (Figs. 4c and 5c). Figs. 4e and 5e also
show an absence of pore blockage after chemicalcleaning of the membranes. Figs. 4b and 5b showthe surface view of the new membrane for UFand RO, respectively. Cake formation was ob-served after the filtration process (Figs. 4d and5d). Figs. 4f and 5f show that the cake layer wasremoved after chemical cleaning of themembranes.
4. ConclusionsThe present studies indicate that UF and RO
membrane technology coupled with coagulation/flocculation as pretreatment successfully re-claimed drinking water from POME with 78%water recovery. The chemical analyses provedthat the quality of the reclaimed water fromPOME complied with drinking water standardsset by the USEPA. The membrane technologysignificantly reduced the values of all parameters(color, odor, turbidity, total dissolved solids, oiland grease, minerals and heavy metal) to thevalues well below the MCL set by the USEPA.
The performance of the membranes withcoagulation/flocculation showed a great potentialfor reclaiming drinking water from POME. Thepresent studies with chemical cleaning show thatmembrane fouling, primarily due to cake forma-tion, was reversible. This cake layer could beeasily removed when the membranes werecleaned with chemicals, and membrane perfor-mance was restored to its initial state.
The membrane technology used in the presentstudies gave a very positive outcome of being amethod to reclaim drinking water from POME.Therefore, for future studies, the overall capacityand performance of the system combined withcost analysis should be done to study if the optionis viable on a commercial scale.
AcknowledgementThe authors would like to gratefully acknowl-
edge the Federal Land Development Authority
A.L. Ahmad et al. / Desalination 191 (2006) 35–4444
Foundation (Yayasan Felda) of Malaysia for theirfinancial support.
References
[1] Reclaimed water [Singapore] [Online], Accessed on10 September 2004. Available from World WideWeb: http://www.lenntech.com.
[2] Singapore starts pumping reclaimed water into watersystem [Online], Accessed on 10 September 2004.Available from World Wide Web: http://www.findarticles.com.
[3] A.L. Ahmad, S. Ismail and S. Bhatia, Water recy-cling from palm oil mill effluent (POME) usingmembrane technology, Desalination, 157 (2003) 87–95.
[4] T.K. Hwang, S.M. Ong, C.C. Seow and H.K. Tan,Chemical composition of palm oil mill effluents,Planter, 54 (1978) 749–756.
[5] A. Maheswaran, Legislative measures in the controlof palm oil mill effluent discharge, Proc. Workshopon Review of POME Technology, Palm Oil ResearchInstitute of Malaysia, Kuala Lumpur, 1984.
[6] T. Leiknes, H. Ødegaard and H. Myklebust, Removalof natural organic matter (NOM) in drinking watertreatment by coagulation-microfiltration using metalmembranes, J. Membr. Sci., 242 (2004) 47–55.
[7] S. Xia, J. Nan, R. Liu and G. Li, Study of drinking
water treatment by ultrafiltration of surface water andits application to China, Desalination, 170 (2004)41–47.
[8] J.M. Arnal, M. Sancho, G. Verdú, J. Lora, J.F. Marínand J. Cháfer, Selection of the most suitable ultra-filtration membrane for water disinfection indeveloping countries, Desalination, 168 (2004) 265–270.
[9] R.H. Perry, D.W. Green and J.O. Maloney, Perry’sChemical Engineer’s Handbook, McGraw Hill, NewYork, 1997, pp. 22–61.
[10] J.M. Ebeling, P.L. Sibrell, S.R. Ogden and T. Steven,Evaluation of chemical coagulation/flocculation aidsfor the removal of suspended solids and phosphorusfrom intensive recirculating aquaculture effluent dis-charge, Summerfelt Aquacultural Eng., 29 (2003)23–42.
[11] C.C. Ho, Y.K. Tan and C.W. Wang, The distributionof chemical constituents between the soluble and theparticulate fractions of palm oil mill effluent and itssignificance on its utilization/treatment, J. Agricul.Wastes, 11 (1984) 61–71.
[12] M.C. Chow, Palm oil mill effluent analysis, Palm OilResearch Institute of Malaysia, Kuala Lumpur, 1991.
[13] Standard Methods for the Examination of Water andWastewater, 19th ed., APHA–AWWA–WPCF,Washington, DC, 1996.
[14] List of drinking water contaminants and MCLs[Online], Accessed on 21 Febuary 2005. Availablefrom World Wide Web: http://www.epa.gov.





























