Embed Size (px)
Citation preview
Brewer & Distiller International • September 2010 • www.ibd.org.uk
Cleaning
2
“I think I’m getting mybrewkettle too clean! It’s takinglonger to come up to a boil aftera CIP! Is it because there arefewer dirt nucleation sites toform bubbles?”… a US craftbrewer recently asked hiscleaning chemical supplier.Another brewer noted that thetemperature at boil was a fewdegrees higher after cleaningand wondered if his hoputilisation was similarlyimproved. That begs thequestion: ‘How clean is clean?’is it is difficult to answer as‘How long is a piece of string?’
TheWorld Health Organisation(WHO)/Food andAgriculture
Organisation (FAO) CodexAlimentariusCommission doesn’t think so. It states:“People have the right to expect the food theyeat to be safe and suitable for humanconsumption.” This means that all foodproducts, including beer, should be safe andthe consumer is not expected to have to worryabout foreign objects or chemical andbiological contamination. Beyond that, thereis the issue of brand protection and qualityimage that can be tarnished or destroyed byfood or beverage contamination or productrecalls caused by improper CIP or hygiene.In the US, the requirements for Good
Manufacturing Practices (GMPs) “…in allcurrent and future food and beveragemanufacturing facilities...” became federallaw in 1969. GMPs were written as generaland flexible conditions by listing 92 ‘shall do’requirements and 11 ‘should do’ suggestionsfor food and beverage manufacturing.WhileGMPs and later, SSOP (Sanitation – StandardOperating Procedures) and HACCP (HazardAnalysis – Critical Control Points) werewritten into law to protect consumers frompotential contamination, the protection ofbrand equity and quality as well as employeesafety. Equipment longevity and energy andwater conservation are equally importantwhen implementing CIP and hygieneprogrammes.In addition to regulatory and brand
marketing rationales there are a plethora ofoperational advantages for effective CIP
designs and programmes. Process tank andpipe cleaning removes residual soils that cancause taints or off-flavours and aromas,reduce heat transfer efficiency and may causepoor filterability of beer. Environmentalcleaning removes employee slip and triphazards, reduces possibility of cross-contamination and pests. Depending on thesize, age and capitalisation of the brewery,routine cleaning as well as special degreaseand passivation of new or rebuilt equipmentcan be achieved by full or semi-automatedcomputer-controlled CIP systems or extramanual COP (clean out of place) effortsrequiring more elbow grease.Whether auto,
semi or manual, some brewers have to bereminded by cleaning experts that CIP standsfor Clean (surfaces to bare metal) In Place,not Circulate (cleaning solutions) In Place.Simple, visual inspection and swab samplingof brewery surfaces after completed CIP orCOP cycles is the hired consultant’s ‘secretweapon’when called in to help solvepersistent cleaning or sanitising problems inbreweries. Oops, the consultant’s secret hasnow been let out of the bag! Unclean surfacescan never be properly sanitised.
The cleaning and sanitising 5x4Matrix
How clean is clean?Good practices and good relationships to keep the brewery clean
by Dave Thomas
A compact CIP unit by Nerb at Klosterbrauerei Scheyern in Bavaria.
• Proper CIP preparation(good/incomplete)
• Condition of last pre-rinse (clear/slightlyturbid/dirty)
• Uniform pressure during recirculation(Y/N)
• Flow rate (gpm)• Acid wash if used (Acid titration ppm,pH, maximum temperature, time)
• Alkaline wash if used (Alkaline titrationppm, Chlorine ppm, maximumtemperature, time)
• Tank CIP impact sensors or sound ofcleaning machine indicate rotation (Y/N)
• Tank levels during CIP return pumpcycles checked (Y/N)
• Excessive foam in CIP solution tank(Y/N)
• When does foam develop?• pH of final portion of post rinse• Acid rinse (ppm, pH)• Sanitiser (ppm, pH)• Hot water sanitiser, if used (Maximumtemperature, time)
• Total time of cleaning cycle• Physical inspection of line, tank after CIPand before SIP(Y/N/Clean/Dirty)
CIP/SIP Checklist
Whether designing new CIP systems ortroubleshooting cleaning and sanitisingproblems, it can be helpful to remember thatthe pipe and tank cleaning and sanitisingprocess can be summarised as five distinctprocess steps: Pre-rinse, Clean, Rinse,Sanitise and Inspect and the Clean processstep must have four dynamic factors inbalance to do the job, namely ChemicalConcentration, Temperature, Time andMechanical Force.
1. Pre-RinseSufficient water volume (either fresh orrecycled) and velocity (turbulent flow) arenecessary to ensure that all loose materials orsoils are removed prior to beginning the cleancycle. Inadequate rinsing leaves loose soil thatwill interfere with the chemistry of addedchemicals in the cleaning step.
2. CleaningThe cleaning step must be designed, executedand monitored to maintain a critical balancebetween four equally important factors ofchemical concentration, temperature of thesurface being cleaned, time that the surface isactually being cleaned at prescribedtemperature and the application ofmechanical force in the form of manualscrubbing, turbulent flow in pipes and point ofimpact in tanks.
3. RinsingAdequate rinsing should remove all soils andmicro-organisms loosened by the cleaningstep. Visual inspection, turbidity andconductivity of cleaning solutions duringrinsing can all be used to monitor rinsewater/chemical interfaces during rinse-in andrinse-out to ensure proper rinsing as well as torecycle cleaning chemicals and water in fullor partial recovery CIP systems.
4: SanitiseSufficient time and temperature contact to killany invisible beer spoilage micro-organismsfrom clean surfaces.
5: InspectPost-CIP visual inspection andATPluminescence techniques prior to sanitisationcan reveal surfaces that have not been cleaned
properly while surface swab microbiologicalsampling and rinse water analysis checks foreffectiveness of sanitisation.
Several companies now make laboratory andhandheldATP luminometers and swabsampling devices that test for residualATPand can be used as a rapid ‘go/no go’ hygienecheck. Swabbing behind gaskets, O-rings andeven environmental areas of the brewery canreveal possible sources of contamination.Also, as pointed out by Bill Simpson, Directorof Cara Technology: “Brewers should neverbe complacent about the risk of spoilage ofbeer by Pectinatus andMegasphaera. Withmore and more brewers converting fromtunnel pasteurisers to flash pasteurisers andaseptic filling we’re seeing an increasingnumber of product recalls. Problem is by thetime they have a micro breakdown, it’s toolate for them to buy the specialist micro
equipment needed to test for the littlecritters.”
Alkaline vs. acid cleaning oftanksAlkaline cleaners are most effective on simplesugars, fats and oils. Added oxidisers likechlorine or peroxide can help lift someproteins. For heat-denatured proteins,complex carbohydrates and minerals likeoxalates, carbonates, phosphates and silicates,acid cleaners with and without peroxideadditives are called for. Acid detergents areusually blends of phosphoric acid and nitricacid with an added sequestrant to aid inremoving scale from metal surfaces andwetting agents to improve penetration.With conventional caustic cleaning, all CO2
must be evacuated before starting the cleaningcycle. This is typically accomplished by usingrinse water to dissolve CO2 and drain or else
Brewer & Distiller International • September 2010 • www.ibd.org.uk
Cleaning
3
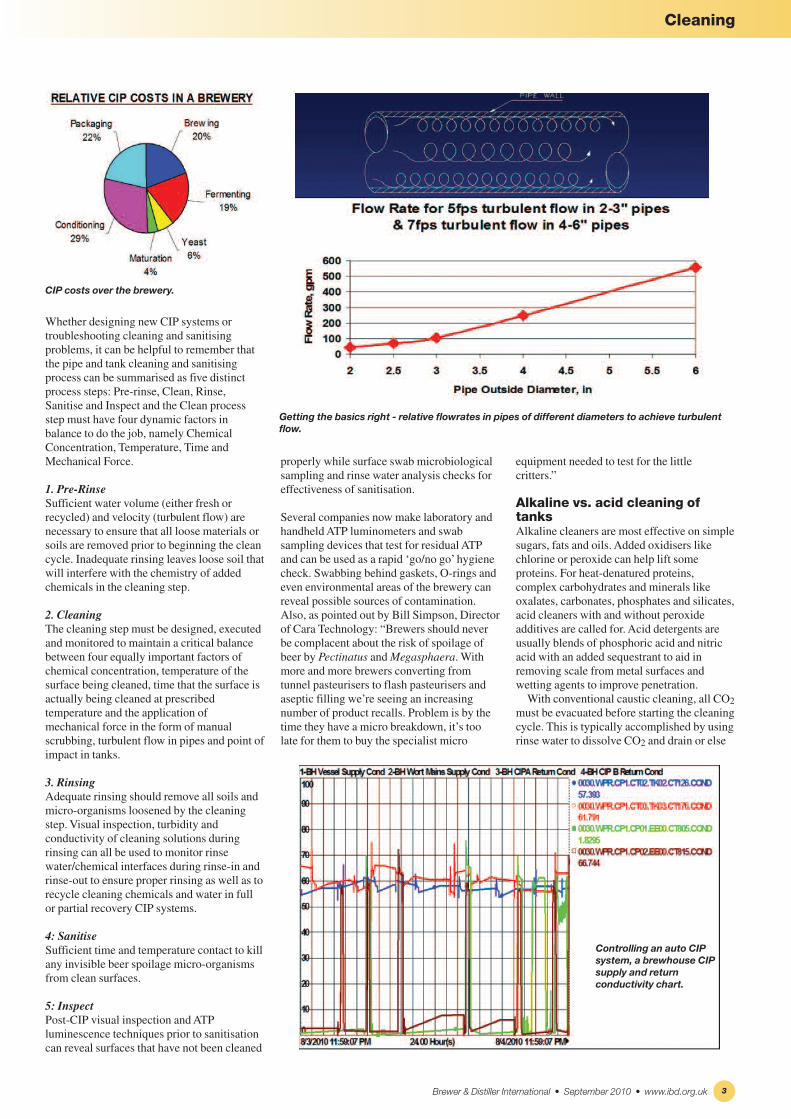
CIP costs over the brewery.
Getting the basics right - relative flowrates in pipes of different diameters to achieve turbulentflow.
Controlling an auto CIPsystem, a brewhouse CIPsupply and returnconductivity chart.
venting to atmosphere or CO2 recoverysystem which may have safety consequencesfor employees working near or passing by thetank or with the use of a pre-rinse of‘sacrificial’ caustic soda to neutralise CO2prior to cleaning. Each of these processes canbe time consuming, waste CO2 and allow foratmospheric oxygen to enter the tank. None ofthese methods guarantees complete removalof CO2. Inadvertent neutralisation of alkalineCIP solutions will always occur to somedegree if CO2 is not completely removedwhich wastes alkaline detergent and limitscleaning effectiveness.Cleaning tanks with acid-based cleaners
does not require CO2 evacuation and can savesix to 12 hours per tank CIP cycle, which addsup to considerable time savings throughoutthe year.Tank turnaround time and water
conservation are two more important factorsin designing CIP systems as well asopportunities for continuous processimprovement. It has been estimated that freshwater rinsing during and after CIP canaccount for 40% of water consumed in abrewery. Diversey’s GeorgeAgius (MBAATQ, 46, 1, pp. 1-4) showed that burst ratherthan continuous rinsing saved up to 50% of
rinse water volume but may require 53%morerinse time due to the addition of three or fourstop-flow drain times during CIP in a sprayball-fitted tank. TANSTAAFL (there ain’t nosuch thing as a free lunch) seems to applyhere, meaning an apparent trade-off betweenrinse water volume, tank CIP turnaroundtime, CO2 recovery and product quality mustbe considered when designing and operatingbrewery tank CIP systems.
Q: What are the most persistenthygiene problems in breweries?In an informal survey of brewers and cleaningchemical suppliers, nine out of ten agreed thatthe most troublesome equipment to clean andkeep clean were heat-exchangers, especiallywort coolers. Shell and tube heat-exchangersare often used for internal or external wortboiling, beer chilling or heating CIPsolutions. Organic and inorganic scale andbiofilm can accumulate at the super heatedzone of the tubes. Heated soil is hardenedwhich can make it more difficult to clean.Reverse flow during CIP and closemonitoring of time, temperature, flow rateand cleaning chemical concentration are mostimportant in plate heat-exchangers due to theextensive surface areas on both sides of the
plates. Heat transfer media on opposite sidesof the wort or beer process streams can besteam, hot or cold water, ammonia or glycol,alcohol or brine solutions. Manual cleaning ofplate surfaces is usually required afterdisassembly and inspection. Reassemblingthe plates and gaskets in the exact same orderis also important after disassembly of plateheat exchangers.“The most persistent cleaning issue we see
is certainly the wort cooler heat-exchanger, itis the number one vector for bio, followed bybeerstone in serving tanks and biofilm in beertap lines in pubs,” says Dana Johnson,Director of New Business Development forBirko Corporation, which specialises in non-caustic cleaners. “We recommend acidcleaning first for tanks under CO2, followedby non-caustic then sanitiser, even for kegs,”says Johnson.While selling cleaners,sanitisers and process aids to the craftbrewing industry currently represents only asmall fraction of their overall business, (thelion’s share being meat packing), it is thefastest growing segment of their business.Incidentally Johnson is a home brewer andfamously admitted that he added Grape-Nuts(wheat and barley breakfast cereal) as a yeastnutrient to almost everything he brews athome, as reported in theWall Street Journal(June 1, 2009) in a piece entitled ‘No Grapes,No Nuts, No Market Share: A VenerableCereal Faces Crunchtime’).While discussing brewpub house flavours
with Charlie Papazian, CEO of the BrewersAssociation recently, he said: “I amsometimes surprised that some brewpubshave a house flavour common to all their beerthat seems to come from dirty beer lines.Whywould any brewer spend so much timecrafting their brews and cleaning brewingequipment and lines and then send theirwonderful beer through dirty beer lines?”Recommendations for cleaning draught
beer lines can be quite variable from the manycompanies that sell these products. Cleaningfrequencies anywhere from every half keg toonce every three weeks have been reported,usually specifying room temperature or warmalkaline cleaners, often with chlorine.A morerecent technology and winner of the 2009
Brewer & Distiller International • September 2010 • www.ibd.org.uk
Cleaning
4
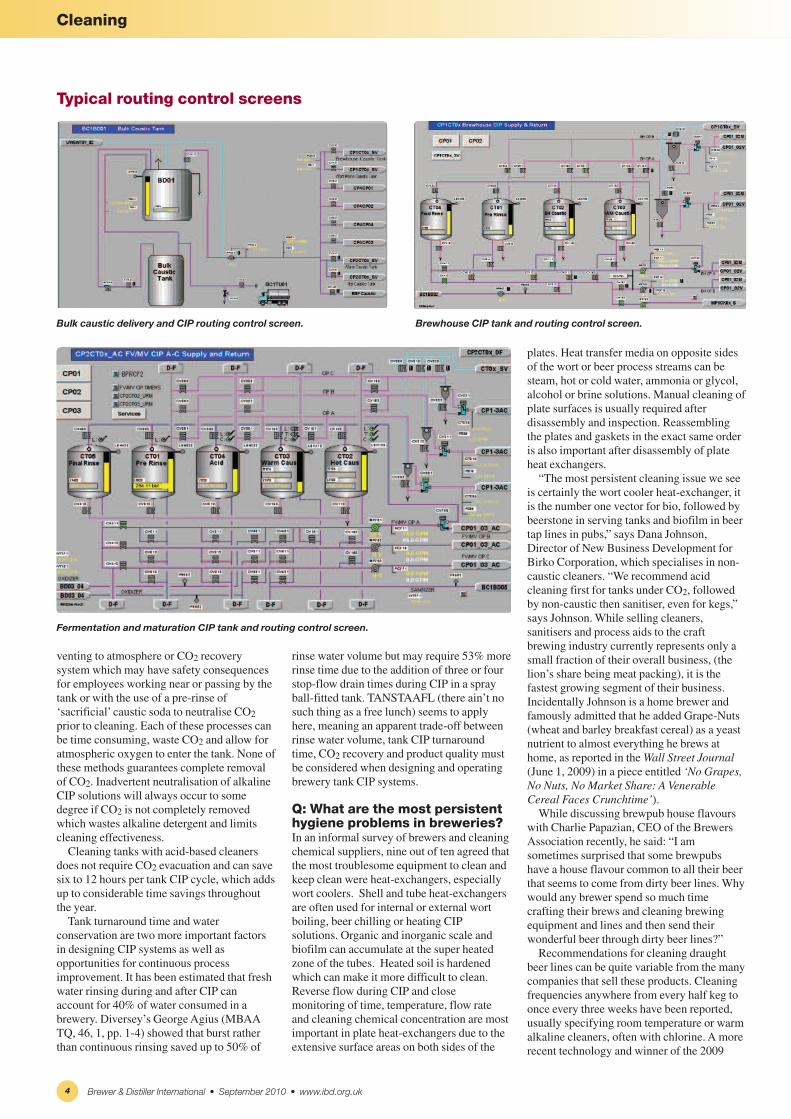
Typical routing control screens
Fermentation and maturation CIP tank and routing control screen.
Bulk caustic delivery and CIP routing control screen. Brewhouse CIP tank and routing control screen.

Beverage InnovationAward, calledTmDesanaMax by Thonhauser claims tocombine dirty/clean colour indicators withchlorine-free cleaning chemicals in one stepfor all beverage lines.In answering a query about the most
persistent CIP design issues he has seen inbreweries, Graham Broadhurst, VP ofEngineering for Briggs of Burton, composedthe following list we call ‘The General’s TopTen Design Mistakes in Brewery CIPSystems’
The General’s Top Ten DesignMistakes in Brewery CIPSystems’1. CIP Tanks are sometimes grossly under oroversized. For example, if you have abrewkettle with an internal heater andperiodically do a full caustic brewsequentially transferred from mash tolauter to brewkettle vessels, the CIP caustictank often does not have sufficient capacityto supply the volume needed. So you eitherend up making up several batches to fill thebrewkettle which requires extra time and
leaves you having to dump the caustic todrain after completion of the caustic brew.
2. CIP pumps and piping undersized or notfitted with variable frequency drives,causing high or low flow and pressure orpotential for cavitation in the CIP deliverypump or atomisation of the CIP solutionthrough the spray ball or cleaning machinein the vessel. This can interfere witheffectiveness of cleaning as well as rinsing.
3. CIP return pumps from tanks not being selfpriming or liquid ring, so the potentialexists for not recovering all of the cleaningsolution which can waste chemicals andtime.
4. Incorrect selection of cleaning machinesfor the type and size of vessel, i.e.sprayballs (for high volume low pressureCIP) versus rotary impact cleaningmachines (for low volume mediumpressure CIP).
5. Insufficient continuous monitoring with
operator alarms for chemical strength(conductivity), temperature and volume inCIP tanks and in supply and return circuitsresults in under- and over-dosing ofchemicals, under- and over-heating ofsolutions and wasting CIP recovery todrain.
6. Lack of a reliable and rugged, self-cleaning strainer on CIP return lines canresult in solids carryover into CIP tankswhich can plug CIP sprayballs andcleaning machines.
7. Insufficient access or sample points to takephenol, alkalinity titration orATP checkson rinse water, especially if acid is not usedfor neutralisation.
8. Lack of properly designed standpipes inCIP tanks which can recycle CIP sludgethrough the system.Ability to drain andself clean CIP tanks routinely and stickingto a self-clean schedule is also important.
9. Not allowing for correct line velocity for
Brewer & Distiller International • September 2010 • www.ibd.org.uk
Cleaning
5
The problems
Baked on soils in shell and tube wort boiler. Remember to inspect and maintain CIPsprayballs.
Improper tank gasket storage.
Above: Tank implosion causing by inadequateCO2 venting before caustic CIP.
Left: Wort cooler bio-threat – plate corrosion.

CIP transfer rate (1.5 times wort or beerprocess flow) to clean all interconnectingprocess piping, which can mean sizingwort and beer transfer pumps toaccommodate higher CIP flows.
10. Not installing mixproof/double seatvalves for protecting vessels and orprocess piping systems which may be inoperation while CIP of other equipment iscarried out.
“Taking shortcuts in designing CIP systemsmight seem cheaper at the beginning of aproject, but can result in more cleaningchemicals being used, greater risk to productquality and brand identity, extended CIP cycletime and more downtime to correct problemswhich ultimately costs more money,”concluded Broadhurst.
What has brewery consolidationmeant to cleaning chemicalsuppliers?“Consolidation of breweries has increasedcomplexity in some brewing and packagingprocesses while streamlining others,” says JoeDirksen, (Senior Technical Support Specialistfor Ecolab). “Sourcing beer brands from onebrewery to another after breweryconsolidation or brand acquisition can mean
new yeast handling systems and morecomplex piping for new wort and beer streamswhich can increase the risk of cross-contamination and microbiological infectionso CIP systems have to be expanded.“It can also sometimes simplify our service
support by having multiple plants agree oncorporate standards of plant hygiene, bestpractices and employee safety and training inchemical handling.”Certainly, some large brewers are evermore
interested in protecting their brands fromproduct-quality issues or recalls as theyconsider moving them to new brewing orpackaging locations in different parts of thecountry and have also visibly expanded theircorporate policies and communiquésregarding sustainability. “Brewers ask us tohelp them meet higher and higher goals toconserve water, energy and wastewater inbrewing, packaging and utilitiesdepartments,” continued Dirksen, “We arealso asked to shorten CIP turnaround times sothey can increase utilisation of existingbrewing, fermenting and maturation vesselsas they maximise production capacities ateach location.We support these efforts with acombination of committed on-site Ecolabrepresentatives and higher level technicalsupport teams from our corporate office asneeded.”“Often brewers will ask us why they can’t
clean and sanitise in one step instead of two tosave time,” Dirksen continued. “The EPAdirections for application of a sanitiser asshown on our label states: ‘Sanitising FoodContact Surfaces: Prior to sanitising, removegross food particles, and then wash with adetergent solution, followed by a potablewater rinse.’Cleaning removes debris andsoils. Sanitising kills vegetative microbesremaining on the cleaned surfaces.You cannotsanitise a dirty surface.”Ecolab’sVP & General Manager of Food &
Beverage Group in the Pacific, Sean Toohey,says brewery consolidation has similar
impacts there with water use reductionemphasised, especially inAustralia due todrought conditions, and brewery/supplierjoint efforts to increase beer productionthroughput by reduction of downtime and CIPturnaround time.According to GeorgeAgius, Global
Application Expert Food and Beverage,Diversey (formerly JohnsonDiversey),brewery consolidation has oftentimes resultedin more stringent microbiological standardswhich individual plants struggle to meet while,simultaneously, pushing for lower costs bypurchasing cleaning chemicals at corporaterather than individual brewery levels. “Thisoften de-values the service component offeredby cleaning chemical suppliers associatedwith the needs of the individual plants.Wealso have seen some neglect in preventativemaintenance of pumps, valves, etc. with lessexperienced personnel operating the largerplants and an ongoing general deterioration ofproven hygienic programmes and proceduresover time. The last five years there has been apersistent push to reduce water and energyfrom cleaning applications. This affects theCIP of process tanks, bottlewashing, tunnelpasteurisers and open plant cleaning,” saidAgius. “Diversey has introduced moreactivity-based programme cost guarantees.Rather than talking about the actual cost of thechemical cleaning product alone, weemphasise the overall operational cost with theuse of a product or program, which factors insuch things as energy, water, equipmentturnaround, labour, chemical product andoverall sustainability.We have also stepped upcustomer training programmes and conductongoing training for the customers on site.Wealso assist using a team approach by carryingout plant audits to identify areas wherepersistent infections might exist, and makerecommendations on procedures, productsand CIP equipment changes to improveproduct safety.”For process water sanitisation prior to use,
Brewer & Distiller International • September 2010 • www.ibd.org.uk
Cleaning
6
Swabbing an O ring for ATP residues following a CIP operation. Good CIP design, minimise or eliminate threaded fittings.
Good practice in CIP
A dead leg simulator at Ecolab’s test facility inMinnesota.

chlorine compounds, UV light and ozonehave historically been used in breweries and,more recently, electrolytic application ofsilver ions, like that of PurClean LLC systemhave been reported.
Chemical bondingCleaning chemical suppliers have typicallyfound breweries to be tight little fraternitiesthat are difficult to join. Brewmasters areoften described as great chefs and biochemiststhat are monarchs of their domain and slowadapters to change. Brewing (materials intaketo maturation and filtration) and packagingare usually considered separate processes,controlled by separate departments and
managers with individual corporate and plant-level purchasing decisions, biases andcultures, making a cleaning chemicalcompany’s introduction and acceptance twiceas challenging.Innovations like packaging conveyorlubrication systems to reduce water usage,make lines run more smoothly with lessdowntime and improve environmentalhygiene by reducing slime growth underconveyors and in drop pans is a fairly recenttechnology which chemical suppliers arewont to introduce to packaging managers.
As with many vendor/customerrelationships, these early interactions can bedefined by wariness, experimentation andslow acceptance or rapid rejection, whilstexisting affiliations are often based on strong,interpersonal bonds as much as, or more than,corporate philosophy, geographic realities orbottom-line economics.Successful vendors often use organised
gatherings like local and national technicalbrewing conferences to meet and greetpotential new clients and begin building newand strengthening old relationships. In largebrewing companies, a corporate RFP (requestfor proposal) bidding process generallycompares competing vendors with respect toservice, quality, cost savings and avoidance,innovation and diversity.Ironically, a Catch-22 type wrinkle
sometimes found in large brewingorganisations is that strategic, corporatesourcing decisions made at head officeinvolving a change in preferred CIP chemicaland service supplier can take years to trickledown and become implemented at thetactical, plant level. This delay is sometimeslonger than the multi-year RFP cyclerequiring all vendors, including today’spreferred supplier, to yet again bid for thestrategic business back at corporate! Maybethis is another type of ‘CIP cycle’? �
Brewer & Distiller International • September 2010 • www.ibd.org.uk
Cleaning
7
Wort kettle cleaning with caustic andoxidising additive.
Drums and totes of cleaning materialsawaiting dispatch from Birko.









![HEAVEN IS FOR REAL April 4 2013-Clean[2] Caren Beck.pdf](https://img.pdfslide.net/doc/110x75/631d7b863969c5af13077025/heaven-is-for-real-april-4-2013-clean2-caren-beckpdf.jpg)


















