Embed Size (px)
Citation preview


a)
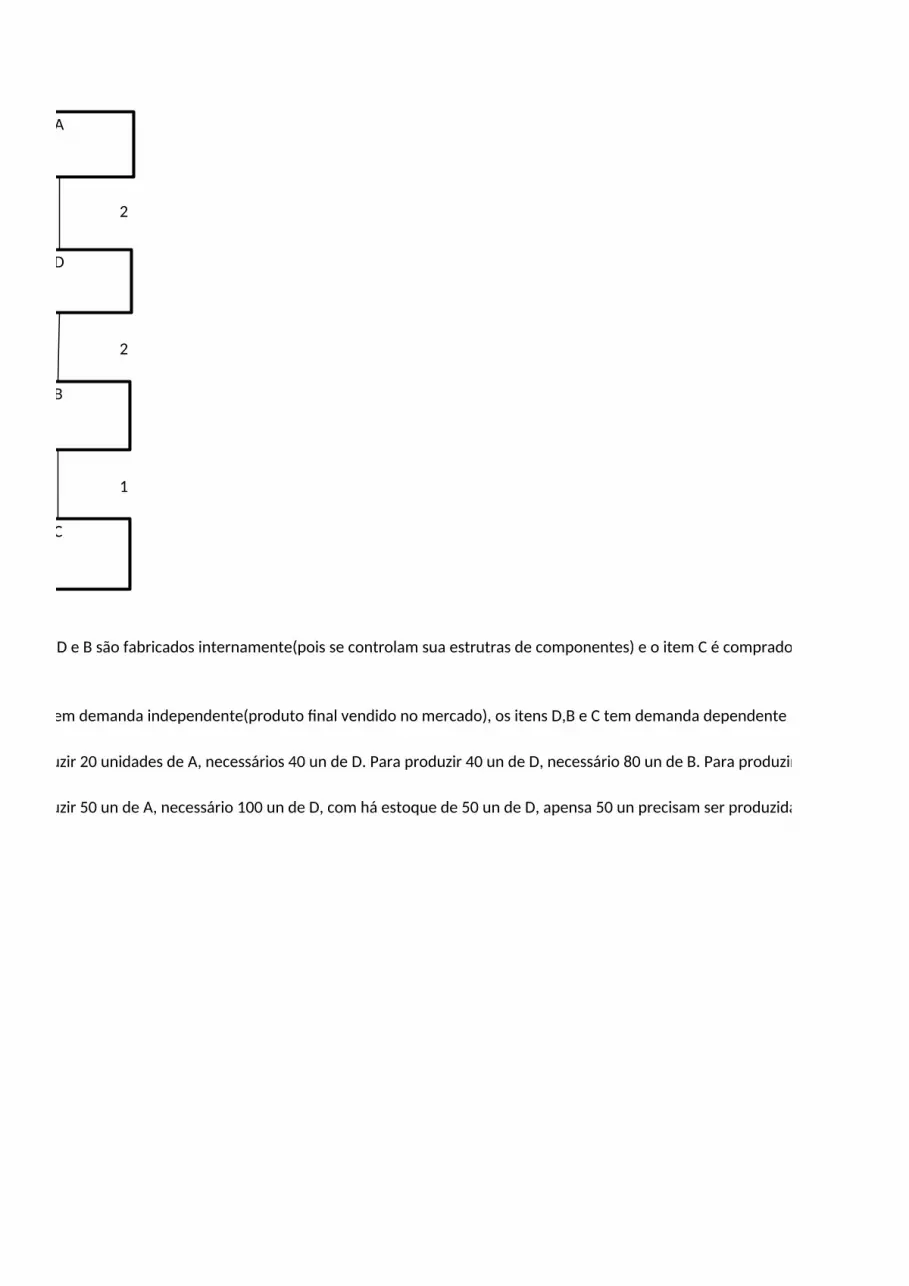
b) Os itens A,D e B são fabricados internamente(pois se controlam sua estrutras de componentes) e o item C é comprado( porque não se controla sua estrutura de componetes).
c) O item A tem demanda independente(produto final vendido no mercado), os itens D,B e C tem demanda dependente ( dependem da necessidade de produção de A).
d) Para produzir 20 unidades de A, necessários 40 un de D. Para produzir 40 un de D, necessário 80 un de B. Para produzir 80 un de B, necessário 80 un de C. Então C é a necessidade bruta de 80 un.
e) Para produzir 50 un de A, necessário 100 un de D, com há estoque de 50 un de D, apensa 50 un precisam ser produzidas. Para produzir 50 un de D, necessário 100 un de B. Como tem 30 un de B em estoque, necessita produzir 70 un. Para produzir 70 un de B necessário 70 un de C, como não há estoque de C a necessidade é de 70 unidades de C.
A
D
B
C
2
2
1
Os itens A,D e B são fabricados internamente(pois se controlam sua estrutras de componentes) e o item C é comprado( porque não se controla sua estrutura de componetes).
O item A tem demanda independente(produto final vendido no mercado), os itens D,B e C tem demanda dependente ( dependem da necessidade de produção de A).
Para produzir 20 unidades de A, necessários 40 un de D. Para produzir 40 un de D, necessário 80 un de B. Para produzir 80 un de B, necessário 80 un de C. Então C é a necessidade bruta de 80 un.
Para produzir 50 un de A, necessário 100 un de D, com há estoque de 50 un de D, apensa 50 un precisam ser produzidas. Para produzir 50 un de D, necessário 100 un de B. Como tem 30 un de B em estoque, necessita produzir 70 un. Para produzir 70 un de B necessário 70 un de C, como não há estoque de C a necessidade é de 70 unidades de C.
A
D
B
C

Os itens A,D e B são fabricados internamente(pois se controlam sua estrutras de componentes) e o item C é comprado( porque não se controla sua estrutura de componetes).
O item A tem demanda independente(produto final vendido no mercado), os itens D,B e C tem demanda dependente ( dependem da necessidade de produção de A).
Para produzir 20 unidades de A, necessários 40 un de D. Para produzir 40 un de D, necessário 80 un de B. Para produzir 80 un de B, necessário 80 un de C. Então C é a necessidade bruta de 80 un.
Para produzir 50 un de A, necessário 100 un de D, com há estoque de 50 un de D, apensa 50 un precisam ser produzidas. Para produzir 50 un de D, necessário 100 un de B. Como tem 30 un de B em estoque, necessita produzir 70 un. Para produzir 70 un de B necessário 70 un de C, como não há estoque de C a necessidade é de 70 unidades de C.

Para produzir 50 un de A, necessário 100 un de D, com há estoque de 50 un de D, apensa 50 un precisam ser produzidas. Para produzir 50 un de D, necessário 100 un de B. Como tem 30 un de B em estoque, necessita produzir 70 un. Para produzir 70 un de B necessário 70 un de C, como não há estoque de C a necessidade é de 70 unidades de C.

Para produzir 50 un de A, necessário 100 un de D, com há estoque de 50 un de D, apensa 50 un precisam ser produzidas. Para produzir 50 un de D, necessário 100 un de B. Como tem 30 un de B em estoque, necessita produzir 70 un. Para produzir 70 un de B necessário 70 un de C, como não há estoque de C a necessidade é de 70 unidades de C.


Lead time é de 13 semanas

Corpo EPlástico F ( LT= 5) (LT = 2)
Caneta A ( LT = 2)Tubo D ( LT = 4)
Carga B ( LT = 3)
Ponta C ( LT = 8)
LEAD TIME TOTAL = 8 + 3 + 2 = 13 semanas
Lead time é de 13 semanas
Caneta A ( LT = 2)


a) F ( LT = 4)
H ( LT = 3)
H ( LT = 3)
O lead time total na ausência completa de estoques de compenentes é de 10 semanas
b)F(LT = "0")
C ( LT =5)
H ( LT = "0")
D ( LT = 0
G ( LT = "0")

E ( LT = 3)
H ( LT = "0")
LEAD TIME TOTAL = 3 + 2 + 1 = 6 semanas
O lead time mínimo então seria reduzido de 10 semanas para 6, se houvesse quantidades suficientes de D,F,G e H para produção de A
C ( LT = 5)
A ( LT = 1)D ( LT = 6)
B ( LT = 2)G ( LT = 1)
E ( LT = 3)
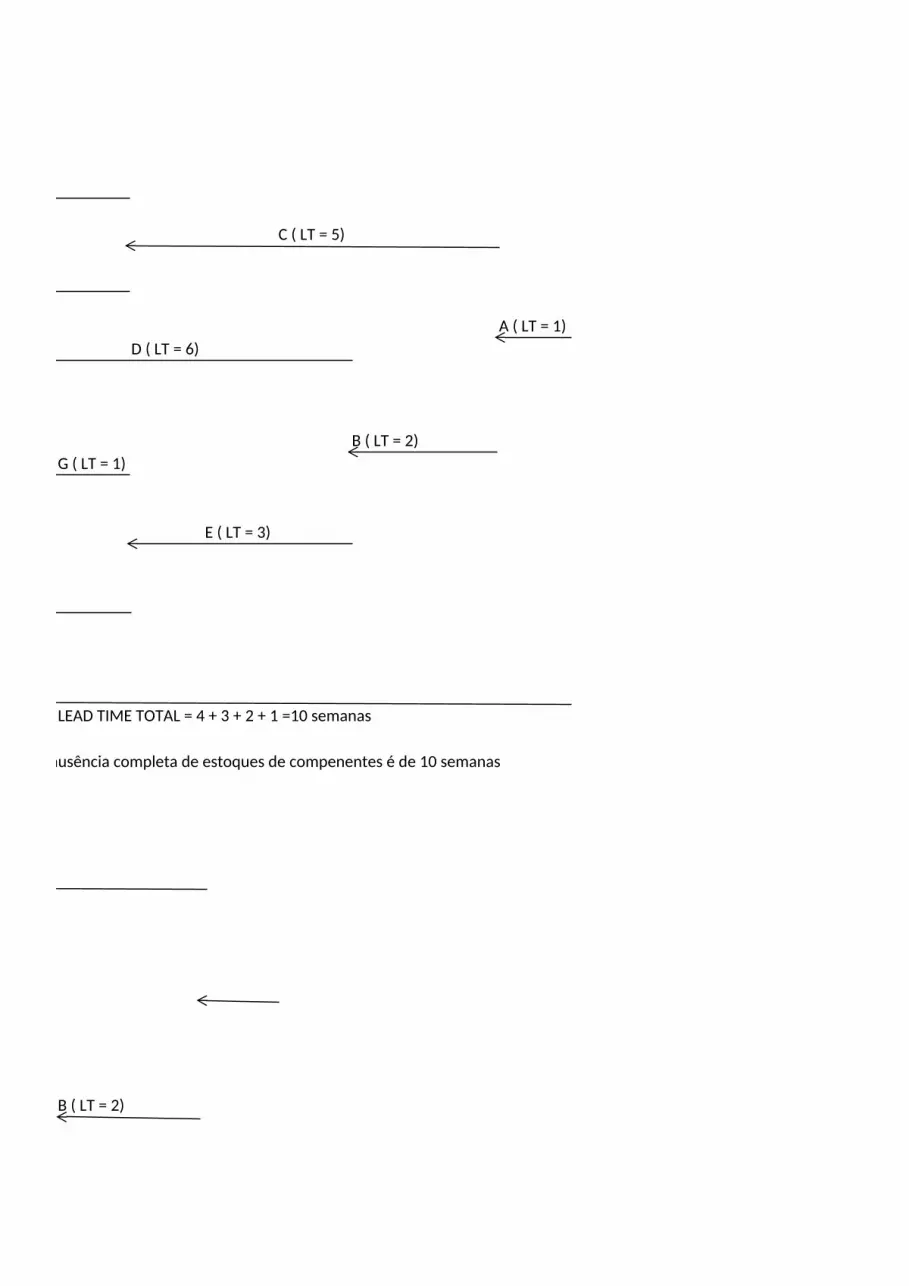
LEAD TIME TOTAL = 4 + 3 + 2 + 1 =10 semanas
O lead time total na ausência completa de estoques de compenentes é de 10 semanas
B ( LT = 2)

LEAD TIME TOTAL = 3 + 2 + 1 = 6 semanas
O lead time mínimo então seria reduzido de 10 semanas para 6, se houvesse quantidades suficientes de D,F,G e H para produção de A


a)
b)
c) A redução de lote mínimo é uma redução de estoques médio ao longo do período. Lote =25, média de estoques de 12,7 unidades por período, no caso lote a lote ou lote = 1 a média foi aproximadamente 6,4 unidaes por período.

LT: 3 Lote: 25 Atraso 1 2 3 4 5 6Necessidades Brutas 15 10 20 0 15 30
Recebimentos Programados 25Estoque Projetado 20 30 20 0 0 10 5
Receb. Ordens Planejadas 25 25Liber. Ordens Planejadas 25 25 25
LT: 3 Lote 1 (LaL) Atraso 1 2 3 4 5 6Necessidades Brutas 15 10 20 0 15 30
Recebimentos Programados 25Estoque Projetado 20 30 20 0 0 0 0
Receb. Ordens Planejadas 15 30Liber. Ordens Planejadas 15 30 15
c) A redução de lote mínimo é uma redução de estoques médio ao longo do período. Lote =25, média de estoques de 12,7 unidades por período, no caso lote a lote ou lote = 1 a média foi aproximadamente 6,4 unidaes por período.

7 8 9 100 15 0 20
5 15 15 2025 25
25
7 8 9 100 15 0 20
0 0 0 00 15 0 20
20
c) A redução de lote mínimo é uma redução de estoques médio ao longo do período. Lote =25, média de estoques de 12,7 unidades por período, no caso lote a lote ou lote = 1 a média foi aproximadamente 6,4 unidaes por período.



A produção de cinco produtos "B" gera uma necessidade de cinco unidades de "G". Podemos calcular o registro básico do ítem "G" para gera uma linha de necessidades brutas de "Y"Uma parte dessas necessidades brutas vem da necessidade de montagem do produto "A", de dez unidades por semana. Outra parte vem da necessidade de liberações de ordens planejadas do item "G".
Item G Lote=10 LT=1 Atraso 1Necessidades Brutas 5
Recebimentos Programados 7Estoque Projetado 0 2
Receb. Ordens PlanejadasLiber. Ordens Planejadas 10
Da necessidade do produto "A"
Item Y Lote=20 LT=2 Atraso 1

Necessidades Brutas 20Recebimentos Programados 10
Estoque Projetado 28 18Receb. Ordens PlanejadasLiber. Ordens Planejadas

A produção de cinco produtos "B" gera uma necessidade de cinco unidades de "G". Podemos calcular o registro básico do ítem "G" para gera uma linha de necessidades brutas de "Y"Uma parte dessas necessidades brutas vem da necessidade de montagem do produto "A", de dez unidades por semana. Outra parte vem da necessidade de liberações de ordens planejadas do item "G".
2 3 4 5 6 75 5 5 5 5 5
7 2 7 2 7 210 10 10
10 10
2 3 4 5 6 7

10 20 10 20 10 10
8 8 18 18 8 1820 20 20 20
20 20 20 20

A produção de cinco produtos "B" gera uma necessidade de cinco unidades de "G". Podemos calcular o registro básico do ítem "G" para gera uma linha de necessidades brutas de "Y"Uma parte dessas necessidades brutas vem da necessidade de montagem do produto "A", de dez unidades por semana. Outra parte vem da necessidade de liberações de ordens planejadas do item "G".



a) Com duas unidades de B necessárias para montar cada unidade de A, as quantidades atuais de B,C e D permitem:
B:(40 em estoque)/2= 20 unidades A a serem montadasC:(60 em estoque)/2= 30 unidades A a serem montadasD:(40 em estoque)/1= 60 unidades A a serem montadasÉ possível montar 20 unidades A para próxima semana com + 10 prontas da um total de 30.
b) B:(40 em estoque)/1= 40 unidades A a serem montadasC:(60 em estoque)/2= 30 unidades A a serem montadasD:(40 em estoque)/1= 40 unidades A a serem montadasÉ possível montar 30 unidades A para próxima semana com + 10 prontas da um total de 40.
c)B:(40 em estoque)/1= 40 unidades A a serem montadasC:(50 em estoque)/2= 25 unidades A a serem montadasD:(60 em estoque)/1= 60 unidades A a serem montadasÉ possível montar 25 unidades A para próxima semana com + 10 prontas da um total de 35.


a) Com duas unidades de B necessárias para montar cada unidade de A, as quantidades atuais de B,C e D permitem:
B:(40 em estoque)/2= 20 unidades A a serem montadasC:(60 em estoque)/2= 30 unidades A a serem montadasD:(40 em estoque)/1= 60 unidades A a serem montadasÉ possível montar 20 unidades A para próxima semana com + 10 prontas da um total de 30.
b) B:(40 em estoque)/1= 40 unidades A a serem montadasC:(60 em estoque)/2= 30 unidades A a serem montadasD:(40 em estoque)/1= 40 unidades A a serem montadasÉ possível montar 30 unidades A para próxima semana com + 10 prontas da um total de 40.
c)B:(40 em estoque)/1= 40 unidades A a serem montadasC:(50 em estoque)/2= 25 unidades A a serem montadasD:(60 em estoque)/1= 60 unidades A a serem montadasÉ possível montar 25 unidades A para próxima semana com + 10 prontas da um total de 35.



a)
b)

A ordem planejada para semana 5 tem que ser antecipada para semana 4. No item A , o fato de haver 55 un disponíveis hoje faz com que na primeira semana caia abaixo do estoque de segurança, para 5 unidades.Isso causa um atraso na liberação de 5 unidades de A. Portanto é importante abrir no período 1, junto com a liberação das 50 unidades essa liberação de 5 unidades, gerando recebimento programado de 55 unidades no período 2. Agora a linha de necessidade brutas de B tem 110 unidades no periodo 1.
c)
Nada muda no plano de liberação e recebimento no item B. No item A gera-se um atraso de liberação, pois o estoque da primeira semana cai abaixo o estoque de segurança, porém tudo se normaliza na segunda semana.Nenhum cliente deixa de ser atendido.
d)
Com a alteração da demanda de A de 50 para 60 unidades por período, do período 1 para o período 6 altera a liberações de ordens de A, com aumento de 10 unidades até o período 6.No item B duas ordens liberadas nos periodos 5 e 7 têm de ser antecipadas em uma semana. Nenhum cliente deixa de ser atendido com as alterações.

Item A LT=1 ES=10 Lote a Lote Atraso 1 2 3 4 5Necessidades Brutas 50 50 50 50 50
Recebimentos ProgramadosEst. Projetados 68 18 10 10 10 10
Receb. Ordens Planejadas 42 50 50 50Lib. Ordens Planejadas 42 50 50 50 50
(X2)Item B LT=1 ES = 0 Lote= 250 Atraso 1 2 3 4 5
Necessidades Brutas 84 100 100 100 100Recebimentos Programados 250
Est. Projetados 8 174 74 224 124 24Receb. Ordens Planejadas 250
Lib. Ordens Planejadas 250 250
Item A LT=1 ES=10 Lote a Lote Atraso 1 2 3 4 5Necessidades Brutas 50 50 50 50 50
Recebimentos ProgramadosEst. Projetados 55 5 10 10 10 10
Receb. Ordens Planejadas 55 50 50 50Lib. Ordens Planejadas 55 50 50 50 50
X(2)Item B LT=1 ES = 0 Lote= 250 Atraso 1 2 3 4 5
Necessidades Brutas 110 100 100 100 100Recebimentos Programados 250

Est. Projetados 8 148 48 198 98 248Receb. Ordens Planejadas 250 250
Lib. Ordens Planejadas 250 250
A ordem planejada para semana 5 tem que ser antecipada para semana 4. No item A , o fato de haver 55 un disponíveis hoje faz com que na primeira semana caia abaixo do estoque de segurança, para 5 unidades.Isso causa um atraso na liberação de 5 unidades de A. Portanto é importante abrir no período 1, junto com a liberação das 50 unidades essa liberação de 5 unidades, gerando recebimento programado de 55 unidades no período 2. Agora a linha de necessidade brutas de B tem 110 unidades no periodo 1.
Item A LT=1 ES=10 Lote a Lote Atraso 1 2 3 4 5Necessidades Brutas 60 50 50 50 50
Recebimentos ProgramadosEst. Projetados 68 8 10 10 10 10
Receb. Ordens Planejadas 52 50 50 50Lib. Ordens Planejadas 52 50 50 50 50
X(2)Item B LT=1 ES = 0 Lote= 250 Atraso 1 2 3 4 5
Necessidades Brutas 104 100 100 100 100Recebimentos Programados 250
Est. Projetados 8 154 54 204 104 4Receb. Ordens Planejadas 250
Lib. Ordens Planejadas 250 250
Nada muda no plano de liberação e recebimento no item B. No item A gera-se um atraso de liberação, pois o estoque da primeira semana cai abaixo o estoque de segurança, porém tudo se normaliza na segunda semana.Nenhum cliente deixa de ser atendido.
Item A LT=1 ES=10 Lote a Lote Atraso 1 2 3 4 5Necessidades Brutas 60 60 60 60 60
Recebimentos ProgramadosEst. Projetados 68 8 10 10 10 10
Receb. Ordens Planejadas 62 60 60 60Lib. Ordens Planejadas 62 60 60 60 60
X(2)Item B LT=1 ES = 0 Lote= 250 Atraso 1 2 3 4 5
Necessidades Brutas 124 120 120 120 120Recebimentos Programados 250
Est. Projetados 8 134 14 144 24 154Receb. Ordens Planejadas 250 250
Lib. Ordens Planejadas 250 250
Com a alteração da demanda de A de 50 para 60 unidades por período, do período 1 para o período 6 altera a liberações de ordens de A, com aumento de 10 unidades até o período 6.No item B duas ordens liberadas nos periodos 5 e 7 têm de ser antecipadas em uma semana. Nenhum cliente deixa de ser atendido com as alterações.

6 7 8 9 1050 50 50 50 50
10 10 10 10 1050 50 50 50 5050 50 50 50
6 7 8 9 10100 100 100 100
174 74 224 124 124250 250
250
6 7 8 9 1050 50 50 50 50
10 10 10 10 1050 50 50 50 5050 50 50 50
6 7 8 9 10100 100 100 100

148 48 198 98 98250
250
A ordem planejada para semana 5 tem que ser antecipada para semana 4. No item A , o fato de haver 55 un disponíveis hoje faz com que na primeira semana caia abaixo do estoque de segurança, para 5 unidades.Isso causa um atraso na liberação de 5 unidades de A. Portanto é importante abrir no período 1, junto com a liberação das 50 unidades essa liberação de 5 unidades, gerando recebimento programado de 55 unidades no período 2.
6 7 8 9 1050 50 50 50 50
10 10 10 10 1050 50 50 50 5050 50 50 50
6 7 8 9 10100 100 100 100
154 54 204 104 104250 250
250
Nada muda no plano de liberação e recebimento no item B. No item A gera-se um atraso de liberação, pois o estoque da primeira semana cai abaixo o estoque de segurança, porém tudo se normaliza na segunda semana.
6 7 8 9 1060 50 50 50 50
10 10 10 10 1060 50 50 50 5050 50 50 50
6 7 8 9 10100 100 100 100
54 204 104 4 4250
250
Com a alteração da demanda de A de 50 para 60 unidades por período, do período 1 para o período 6 altera a liberações de ordens de A, com aumento de 10 unidades até o período 6.No item B duas ordens liberadas nos periodos 5 e 7 têm de ser antecipadas em uma semana. Nenhum cliente deixa de ser atendido com as alterações.

Isso causa um atraso na liberação de 5 unidades de A. Portanto é importante abrir no período 1, junto com a liberação das 50 unidades essa liberação de 5 unidades, gerando recebimento programado de 55 unidades no período 2.


a e b )
c)

Períodos Lote: 400 múltiplo ES : 50 Atraso 1 2 3 4 5Previsão 150 180 200 200 200
Demanda Dep.Pedidos em cart. 50 20Demanda Total 200 200 200 200 200Est. proj. disp. 250 50 250 50 250 50
MPS 400 400DPP
DPP acumulado
Períodos Atraso 1 2 3 4 5Previsão 150 180 200 200 200
Demanda Dep.Pedidos em cart. 50 20Demanda Total 200 200 200 200 200Est. proj. disp. 250 50 50 50 50 50
MPS 200 200 200 200DPP
DPP acumulado
Estoque Médio Lote: 400 múltiplo 161.1111 161 unidadesEstoque Médio Lote: 200 múltiplo 72.22222 72 unidades
Percentual -55.17% Diferença percentual de políticas a e b com percentual de decrescimento de 55%

6 7 8200 200 200
200 200 200250 50 250400 400
6 7 8200 200 200
200 200 20050 50 50
200 200 200
Diferença percentual de políticas a e b com percentual de decrescimento de 55%
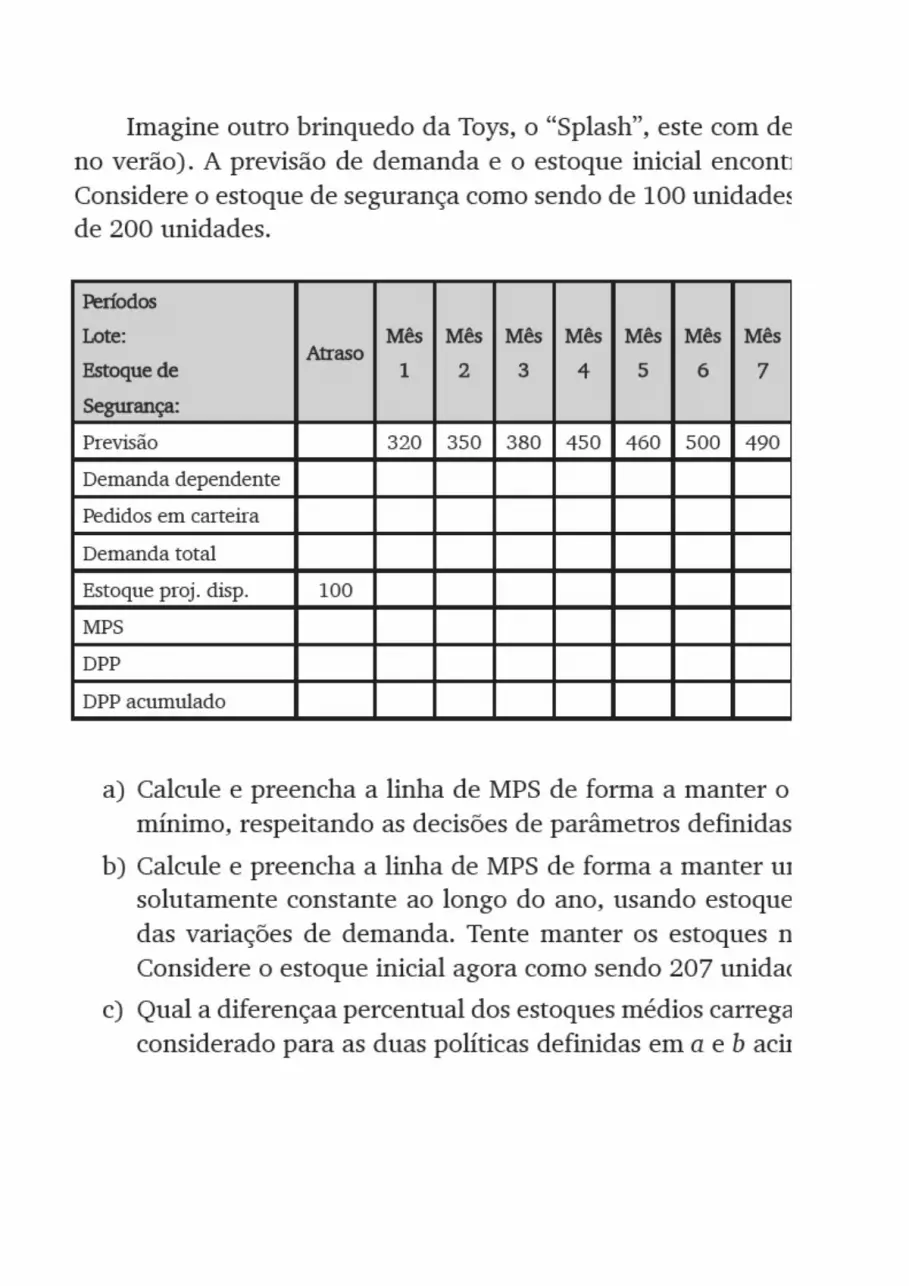

MPS:a) Períodos Atraso Jan
Previsão 320Dem. Depend.
Pedidos em cart.Dem. Total
Est. Proj. Dis. 100 100MPS 320DPP
DPP acum.
b) Períodos Atraso JanPrevisão 320
Dem. Depend.Pedidos em cart.
Dem. TotalEst. Proj. Dis. 207 294
MPS 407DPP
DPP acum.
O nível de produção é a média mensal da previsão de vendas.O estoque inicial e o mínimo necessário para permitir que se nivele a produção e não se infrinjam as condições de estoque de segurança.
c)A diferença entre a média de estoques da situação anterior ( 100 unidades) e ade nivelamento de estoques (205) é de u m aumento de 105%

Fev Mar Abr Maio Jun Jul Ago Set Out Nov350 380 450 460 500 490 450 420 390 340
100 100 100 100 100 100 100 100 100 100350 380 450 460 500 490 450 420 390 340
Fev Mar Abr Maio Jun Jul Ago Set Out Nov350 380 450 460 500 490 450 420 390 340
351 378 335 282 189 106 63 50 67 134407 407 407 407 407 407 407 407 407 407
O nível de produção é a média mensal da previsão de vendas.O estoque inicial e o mínimo necessário para permitir que se nivele a produção e não se infrinjam as condições de estoque de segurança.
A diferença entre a média de estoques da situação anterior ( 100 unidades) e ade nivelamento de estoques (205) é de u m aumento de 105%

Dez330
100330
Dez330
211407
O nível de produção é a média mensal da previsão de vendas.O estoque inicial e o mínimo necessário para permitir que se nivele a produção e não se infrinjam as condições de estoque de segurança.


Dados em milhares de litros:a) Períodos Atraso
PrevisãoDem. Depend.
Pedidos em cart.Dem. Total
Est. Proj. Dis. 75MPSDPP
DPP acum.
Dados em milhares de litros:b) Períodos Atraso
PrevisãoDem. Depend.
Pedidos em cart.Dem. Total
Est. Proj. Dis. 40MPSDPP
DPP acum.

Jan Fev Mar Abr Maio Jun Jul Ago Set Out100 110 120 130 140 150 150 140 130 120
100 115 120 115 100 75 50 35 30 35125 125 125 125 125 125 125 125 125 125
Jan Fev Mar Abr Maio Jun Jul Ago Set Out100 110 120 130 140 150 150 140 130 120
50 50 40 20 20 10 0 0 10 30110 110 110 110 140 140 140 140 140 140

Nov Dez110 100
50 75125 125
Nov Dez110 100
30 40110 110
![Italian adaptation of the multidimensional perfectionism scale (mps) [Adattamento italiano della multidimensional perfectionism scale (mps)]](https://img.pdfslide.net/doc/110x75/6350b785ae531ce86203a6d2/italian-adaptation-of-the-multidimensional-perfectionism-scale-mps-adattamento.jpg)




























