Embed Size (px)
Citation preview

Processos de Soldagem
A soldagem é usada para unir materiais, similares ou não, de forma permanente, sendo que sua aplicação varia de acordo com os diversos métodos existentes e características de juntas apresentadas, como, basicamente: a forma,a espessura e geometria das pessas;o tipo de material usado;e o tipo de desempenho esperado.
A solda busca proporcionar forte aderência mecânica dos materiais, ou a mínima resistência elétrica quando se tratam de materiais eletrônicos.Tambem é um processo que envolve muitos procedimentos da metalurgia como, por exemplo, a fusão e a solidificação, que podem trazer problemas práticas no desenvolvimento do processo.
Isso, na verdade, é uma das maiores dificuldades encontradas para se trabalhar com soldagem, pois os metais reagem muito rápido à atmosfera quando recebem calor. Mesmo assim, esse é o processo mais utilizado na indústria para unir partes metálicas.

A soldagem nada mais é que a junção de duas partes metálicas feita a partir de uma fonte de calor, podendo ou não utilizar pressão. E como questões principais do processo de soldagem, tem-se: cuidado para evitar o contato do material aquecido com o ar atmosférico; a remoção de resíduos que estão nas superfícies dos materiais; e, o controle das transformações de fase nas juntas soldadas.
Tipos de soldagemPrimeiro, é importante saber quais os diversos tipos de soldagem, como eles podem ser classificados de acordo com a fonte de energia utilizada ou de acordo pela natureza da união.
Para compreender melhor todo o processo executado durante o processo de soldagem, é importante saber como funciona o conceito de intensidade de fonte de energia. Por exemplo, quando o processo exige alta intensidade de energia, há redução no tempo, o que evita ou minimiza efeitos desagradáveis, como a distorção, por exemplo. Isso acontece porque a intensidade da energia transferida acontece de forma muito rápida, dentro de uma área muito limitada, permitindo a fusão quase que instantaneamente.
A soldagem feita em tstado sólido envolve energia mecânica para poder aproximar a estrutura dos materiais, gerando uma atração atômica, podenso ser através de ação, fricção, impacto ou pressão.Outro tipo de soldagem existente é aquele pelo processo de fusão, onde há o aumento localizado da temperatura do material, o aquecimento deve ultrapassar a temperatura de fusão do metal do metal e, posteriormente, as partes sofrem solidificação.
Processos de soldagemSoldagem de pinos:
É conhecido como soldagem a arco elétrico,unindo pinos ou peças parecidas por aquecimento e fusão do metal base e parte da ponta do pino, seguido de imediata pressão, o que garante melhor união entre as peças e maior solidificação. A energia elétrica e a força mecânica são transmitidas através de um porta-pinos num dispositivo de elevação, e protegidos por uma cerâmica, que tem como função a proteção contra os respingos, contaminação atmosférica, além de conter o metal líquido.

O arco elétrico é obtido através da operação de toque e retração de pino. O anel de cerâmica concentra o arco voltaico, protege contra a atmosfera e limita o banho de fusão.
As fontes de energia empregadas no processo convencional são semelhantes às usadas para o processo de eletrodo revestido, podendo ser usado tanto geradores ou retificadores.
Esse tipo de soldagem pode ser encontrado em: colocação de pinos em tubos de trocadores de calor e fixação de ancoragem para isolamento; em fixação de buchas e ancoramento de concreto; na substituição de uniões roscadas complicadas em construções elétricas; em fixadores para mantas isolantes e fixadores de cabos; e na fixação de armações e revestimentos para a indústria automobilística.
Soldagem com eletrodo revestido:Este é um processo a arco elétrico produzido entre um eletrodo revestido e a peça a ser soldada. Assim, o eletrodo é consumido à medida que vai se formando o cordão de solda, cuja proteção contra contaminações do ar atmosférico é feita por atmosfera gasosa e escória, proveniente da fusão do seu revestimento.
Esse revestimento tem como função estabilizar o arco elétrico, gerar gases de proteção da poça de fusão e do cartão de solda, produzir escória para evitar contaminação, adicionar elementos de liga, facilitar a soldagem fora de posição e facilitar a fabricação de eletrodos revestidos.
Isso garante baixo custo ao processo e soldagem em locais de difícil acesso, no entanto, há também limitações, como a baixa produtividade devido à taxa de deposição, há a necessidade de remoção da escória, e não é um processo automatizável e a posição de soldagem é muito restrita.
Soldagem TIG:
O processo de soldagem TIG (Tungsten Inert Gas) é definido como o processo de soldagem a arco elétrico estabelecido entre um eletrodo não consumível (a base de tungstênio) e a peça a ser soldada. A poça de fusão é protegida por um fluxo de gás inerte.
Em solda TIG, o arco elétrico é acionado por um gerador de faísca entre o eletrodo e a peça. O eletrodo representa apenas o terminal de um dos polos e

não é adicionado à poça de fusão. Consequentemente, são utilizados eletrodos de material de alto ponto de fusão e de alta emissão termiônica. Para solda de aço, cobre, níquel, titânio, etc., é utilizada corrente contínua com polaridade diretaaquecendo menos o eletrodo se comparado com a polaridade inversa. Alumínio e suas ligas são normalmente soldados com corrente alternada, mas também pode ser soldado com corrente contínua, polaridade direta, com o uso de Hélio como gás de proteção.
Como vantagem é possível dizer que as soldas TIG possuem soldas de excelente qualidade, com acabamento de cordão de solda, há também menor aquecimento da peça soldada, além disso, há menor risco à corrosão granular e pode ser automatizado. Em contrapartida, é um processo de difícil uso com corrente de ar, sendo inadequado para a soldagem de chapas de mais de 6 mm, também possui baixa produtividade devido à alta taxa de deposição.
Soldagem MIG:
No processo de soldagem MIG (Metal Inert Gas) o arco elétrico é aberto entre um arame alimentado continuamente e o metal de base. A região fundida é protegida por um gás inerte ou mistura de gases.
A soldagem MIG é um processo em que o arco elétrico, obtido por meio de uma corrente contínua, é estabelecido entre a peça e um arame de alumínio ou liga de alumínio, que combina as funções de eletrodo e metal de adição, numa atmosfera de gás inerte. Além disso, ao se usar versões automática e semiautomática, é possível soldar o alumínio desde espessuras finas, cerca de 1 mm, até espessuras sem limite. Tal como no processo TIG, o gás inerte protege a região do arco contra a contaminação atmosférica durante a soldagem.
Neste processo há uma boa facilidade de operação, alta produtividade, também pode ser automatizado, oferece baixo custo, não forma escória, cordão de solda com bom acabamento e garante boas soladas. Porém, este processo exige uma regulação bastante complexa e também não deve ser feito na presença de corrente de ar, há também produção de respingos e necessita de manutenção mais trabalhosa. Sem falar que há uma alta probabilidade de se criar porosidade no cordão de solda.
Soldagem por resistência elétrica:

Ao contrário dos outros processos, a soldagem por resistência elétrica utiliza o aquecimento por efeito Joule para realizar a fusão da face comum entre as duas peças. O efeito Joule ocorre pela geração de calor através da passagem de corrente elétrica em uma resistência.No caso da soldagem de chapas, a maior resistência está localizada exatamente na superfície interna das chapas, ao se utilizar as condições corretas de soldagem. Com aplicação da pressão pelos eletrodos de cobre e a posterior passagem de corrente, ocorre a fusão desta face em comum.
Esse é um procedimento muito interessante para ser utilizado em chapas finas. Além disso, oferece grande facilidade e velocidade na operação e a sua manutenção é bem simples. Mas, como ponto negativo, não aceita peças com formatos muito complexos e pesadas.
Soldagem com arame tubular:O processo de soldagem com arame tubular tem seu início com os processos TIG e MIG, mas só na década de 60 que o arame autoprotegido foi introduzido porpesquisadores e engenheiros.
A utilização de arame tubular deu uma alta qualidade ao metal de solda depositado, excelente aparência ao cordão de solda, boas características de arco, além de diminuir o número de respingos e possibilidade de solda em todas as posições, tendo ganho popularidade para soldagem de aços carbono e baixa liga, em chapas de espessura grossa e fina. Muitas vezes é utilizado em fortes espessuras onde a geometria de junta e posição de soldagem não permitia a aplicação de outros processos de alto rendimento tal como arco submerso ou eletroescória.
O processo de soldagem por Arame Tubular tem duas variantes, podendo ser protegido por gás inerte, por gás ativo ou mistura destes ("dualshield") ou autoprotegido, sem a utilização de gases de proteção ("innershield").

Atualmente, a utilização de arames tubular autoprotegido tem tido grande interesse pelo fato da sua versatilidade e possibilidade de aplicação em ambientes sujeitos a intempéries.
O processo de soldagem por Arame Tubular é definido como um processo de soldagem por fusão, onde o calor necessário à ligação das partes é fornecido por um arco elétrico estabelecido entre a peça e um Arame alimentado continuamente.
Soldagem por arco submerso:
O processo de soldagem por arco submerso é um processo no qual o calor para soldagem é fornecido por um (ou alguns) arco(s) desenvolvido(s) entre eletrodos de arame sólido ou tubular e a peça da obra. O arco fica protegido por uma camada de fluxo granular fundido que o protegerá, assim como o metal fundido e a poça de fusão, da contaminação atmosférica. Como o arco elétrico fica completamente coberto pelo fluxo, este não é visível, e a solda se desenvolve sem faíscas, luminosidades ou respingos, que caracterizam os demais processos de soldagem em que o arco é aberto.
Além disso, o fluxo, na forma granular, funciona como um isolante térmico, garantindo uma excelente concentração de calor que caracteriza a alta penetração que pode ser obtida com o processo.
A maior limitação deste processo de soldagem é o fato que não permite a soldagem em posições que não sejam a plana ou horizontal. Ainda assim, a

soldagem na posição horizontal só é possível com a utilização de retentores de fluxo de soldagem.
Soldagem plasma:O processo de soldagem plasma assemelha-se muito ao processo TIG, pelo fato de utilizar eletrodos não consumíveis e gases inertes. As diferenças são tipo de tocha, tensão do arco elétrico, e também envolve os recursos necessários à fonte de energia.
É importante notar que os dois processos possuem regiões com as mesmas temperaturas máximas, porém, com a construção do arco, obtém-se uma substancial modificação da concentração de calor na superfície da peça, tornando-a mais favorável ao processo de soldagem.
O gás de plasma recombinado não é suficiente para a proteção da região soldada e da peça de fusão, deste modo, é fornecido um fluxo gasoso suplementar e independente para proteção contra a contaminação atmosférica.

1. materiais;2. soldabilidade de ligas;
1.7. As Propriedades dos Aços e a Soldagem
A extensiva substituição das estruturas rebitadas pelas soldadas iniciou-se durante a II Guerra Mundial e continua até hoje. Inicialmente esta substituição baseava-se nos

ganhos de custos e produtividade, entretanto, os projetistas perceberam que as propriedades requeridas na construção de certas estruturas somente podiam ser obtidas através da soldagem. Por conseguinte, as propriedades do aço e da junta soldada são importantes para o projetista, metalurgista de soldagem e o engenheiro de soldagem.
Neste caso, deve-se conhecer as propriedades da junta que deve ser considerada no projeto da estrutura soldada e que influenciam a performance da mesma. As propriedades mais importantes incluem o limite de resistência à ruptura, ductilidade, tenacidade da fratura, resistência à fadiga, propriedades a temperatura elevada e resistência à corrosão. As propriedades dos materiais e aquelas requeridas na junta soldada é que vão ditar os procedimentos de soldagem a serem adotados. Abaixo citam-se alguns casos práticos:
Soldagem de aços resistentes ao desgaste e de alta temperabilidade necessitam de tratamentos de pré e pós aquecimento para evitar a formação de estruturas frágeis na zona afetada pelo calor.
Aços de alto coeficiente de expansão térmica devem ser soldados com baixo aporte de calor ou deve-se utilizar técnicas especiais de soldagem para evitar distorções.
Na soldagem de aços inoxidáveis ferríticos, deve-se controlar o aporte de calor para evitar crescimento de grão ou formação de martensita no seu contorno, o que pode fragilizar a junta soldada.
Materiais susceptíveis à corrosão sob tensão devem ser submetidos a tratamento de alívio de tensão ou ter aplicação de alguma técnica para as tensões internas de tração.
1.8. O Arco Elétrico
O estudo do arco elétrico é importante na soldagem porque:
Nos processos em que ele se aplica, o arco elétrico é a fonte de calor necessária para se executar a soldagem, sendo responsável pela formação da poça de fusão, pelo aquecimento do eletrodo e pelos ciclos térmicos de soldagem.
Sua alta temperatura e turbulência produzem intensas reações químicas, principalmente, reação gás-metal e reações escória-metal.
O arco elétrico é o responsável pela transferência do metal de adição da ponta do eletrodo para a poça de fusão.
A demanda necessária para manter um arco estável determina as características que a fonte de energia deve possuir.
Um arco elétrico ou voltaico pode ser definido como "a descarga de corrente elétrica mantida através de um gás, iniciada por uma quantidade de elétrons emitidos do eletrodo negativo (cátodo) aquecido". Todavia todo gás é isolante térmico nas condições normais de temperatura e pressão. Portanto para que ele se torne condutor é necessário ionizá-lo, ou seja, formar íons ou elétrons livres em sua constituição. Um gás ionizado recebe a denominação de plasma. Nessa definição existem três conceitos importantes para o conhecimento do arco elétrico: calor, ionização e emissão.
Em soldagem, o arco normalmente ocorre entre um eletrodo cilíndrico e um plano (a peça), dando a esse um formato típico de tronco de cone. O eletrodo pode ser um material refratário como o tungstênio (eletrodo não consumível) ou de metal de menor

ponto de fusão como o aço (eletrodo consumível). Neste último caso, o processo é mais complicado pois tem-se: (a) passagem de metal fundido (e, às vezes, de escória) através do arco, (b) geometria variável da ponta do eletrodo e (c) comprimento de arco variável e dependente do balanço entre as velocidades de alimentação e fusão do eletrodo.
1.8.1. Perfil ElétricoEletricamente, o arco de soldagem pode ser caracterizado pela diferença de potencial entre as suas extremidades e pela corrente que circula por este. A queda de potencial não é uniforme ao longo do mesmo, podendo ser divido em três regiões principais:
a) Zona de Queda Catódica: os elétrons são emitidos e acelerados para o ânodo através de campos elétricos.
b) Coluna de Plasma: constituída de elétrons livres, íons positivos, íons negativos. Forma o plasma, sendo a parte visível e brilhante do arco.
c) Zona de Queda Anódica: constituída por elétrons. A queda de tensão é igual ao potencial de ionização do gás circundante.
A coluna de plasma corresponde a quase todo o volume do arco, podendo ter vários milímetros de comprimento, enquanto que as zonas de queda são pequenas regiões junto aos eletrodos, com espessuras da ordem de 10-2 a 10-3mm. A queda de tensão na região anódica (VA) varia entre 1 e 10V e na catódica (VC), entre 1 e 15V, e são normalmente independente do comprimento do arco (la).
A queda de tensão na coluna de plasma é aproximadamente proporcional ao comprimento do arco (VCP E.la). E é o campo elétrico na coluna e depende da composição do gás de plasma. Em função do exposto, a tensão no arco, para um dado valor de corrente, pode ser representada pela equação de uma reta em função de la:
V = (VC + VA) + E . la
O calor é devido à movimentação de cargas elétricas no arco de um eletrodo permanente; a ocorrência de choques entre estas cargas gera o calor. O cátodo precisa emitir uma grande quantidade de elétrons, pois estes conduzem mais de 90% da carga elétrica através do arco. No arco, os íons positivos são praticamente imóveis se comparados com a velocidade dos elétrons, sendo estes, portanto, os responsáveis pela geração do calor. No caso de arco elétrico de eletrodos consumíveis, além do choque entre íons, ocorre também choque entre estes e átomos gerados na fusão do eletrodo e entre íons e as gotas que atravessam o arco.
A emissão termoiônica é um processo de liberação de elétrons de uma superfície aquecida. A mesma ocorre, basicamente, do aquecimento do material a uma temperatura suficientemente alta para causar a emissão (ou "vaporização") de elétrons em sua superfície por agitação térmica. A densidade de corrente resultante do efeito termoiônico é estimada pela equação empírica de Richardson-Dushman, também conhecida por "taxa de emissão termoiônica (Ie)":

Ie = A.T2T)/.exp(-e (A/m2)
Onde: A = constante que vale 6 a 7 x 105 A/m-2.oK-2
T = temperatura absoluta (oK)
e = carga do elétron (1,6 x 10-19C)
= constante de Boltzmann (1,38 x 10-23 J/oK)
= função trabalho termiônico do material (eV)
A função trabalho termoiônico representa a energia térmica que deve ser absorvida pelo elétron para ser emitido como elétron livre.
A ionização ocorre quando um elétron localizado em uma órbita mais externa recebe uma quantidade de energia, sendo forçado para a órbita de maior energia. Conforme a energia que o elétron recebe, ele pode ou não sair da influência de campo eletromagnético do átomo e tornar-se um elétron livre. A energia necessária à produção de um elétron livre é chamada de potencial de ionização. No caso dos arcos elétricos de soldagem, o interesse está voltado para a ionização térmica, que é a ionização por colisão entre as partículas bem aquecidas.
Para se obter um arco voltaico para soldagem deve-se aquecer o gás existente entre o eletrodo e a peça e sujeitá-lo a um bombardeio eletrônico. Isto é conseguido, por exemplo, quando se toca o eletrodo na peça fazendo com que a tensão caia rapidamente para um valor próximo de zero e a corrente cresça a um valor elevado. Por efeito Joule, isto provoca um aquecimento na região de contato até a incandescência, favorecendo a emissão termoiônica. A quantidade de calor liberada facilita o arrancamento dos elétrons dos átomos do ambiente gasoso, ionizando o gás. Com a ionização térmica, o eletrodo pode ser afastado do metal base sem que o arco elétrico seja extinto.
1.8.2. Efeitos MagnéticosO arco de soldagem é um condutor de corrente elétrica e assim sensível às interações da corrente elétrica por ele transportada com os campos magnéticos por ela gerada. Se um condutor de comprimento l, percorrido por uma corrente elétrica i, é colocado numa região onde exista um campo magnético B, então ele experimenta uma força F, conhecida como "Forca de Lorentz", que é dada por:
F = B . i . l
Um importante efeito magnético que é o responsável pela penetração do cordão de solda e por garantir a transferência da gota metálica, sempre no sentido eletrodo-peça, independente da polaridade, é conhecido por "Jato de Plasma".

Sendo o arco de soldagem um condutor elétrico gasoso de forma cônica, quando a corrente elétrica passa por ele, induz um campo magnético de forma circular concêntrico com seu eixo. Surgem assim forças de Lorentz na região do arco, que têm sempre o sentido de fora para dentro.
A intensidade do campo magnético diminui com o quadrado da distância ao eixo condutor. Como o diâmetro do arco é menor na região próxima ao eletrodo, as forças de Lorentz tendem
a ser maiores nessa região. Assim a pressão interna do arco na região próxima do eletrodo é sempre maior que na proximidade da peça. Essa diferença de pressão causa um fluxo de gás no sentido eletrodo peça, que é o "Jato de Plasma".
Considerando que tanto o campo magnético como as forças de Lorentz são proporcionais à intensidade da corrente, quanto maior for esta, mais forte será o jato de plasma e consequentemente, maior a penetração do cordão de solda.
Na extremidade fundida de eletrodos consumíveis, as forças de Lorentz são capazes de deformá-la, tendendo a estrangular a parte líquida e separá-la do fio sólido, promovendo dessa forma a transferência da gota metálica.
Um outro efeito das forças de Lorentz é o chamado "Sopro Magnético". Usualmente o campo magnético induzido pela corrente tende a se distribuir uniformemente em torno do arco. Quando esta distribuição é perturbada, levando a uma maior concentração do campo magnético em um dos lados do arco, a força magnética passa a possuir uma componente transversal que tende a desviar lateralmente o arco. Este efeito, sopro magnético, dificulta a soldagem e aumenta as chances de formação de descontinuidades no cordão. Suas causas relacionam-se, principalmente, às mudanças bruscas na direção da corrente elétrica e uma distribuição assimétrica de material ferromagnético em torno do arco. O sopro magnético pode ser minimizado por medidas como:
1. Inclinar o eletrodo para o lado que se dirige o arco,2. Reduzir o comprimento do arco,3. Balancear a saída de corrente da peça, ligando-a à fonte por mais de um cabo,4. Reduzir a corrente de soldagem,5. Soldar com corrente alternada.

1.9. Tipos de Juntas e Chanfros
A soldagem visa produzir uma junta entre dois elementos sólidos, conforme definição já comentada. Esta junta pode configurar-se de diversas maneiras, condicionando diferentemente o processo de soldagem.
O posicionamento das peças para união determina os vários tipos de juntas. Os principais tipos de juntas são os seguintes:
Junta de Topo: são aquelas em que os componentes a soldar encontram-se topo a topo, de modo que, numa seção transversal, estes componentes apresentam-se num mesmo nível. Exemplo:
Junta em Ângulo: juntas em que, numa seção transversal, os componentes a soldar apresentam-se sob
a forma de um ângulo. Exemplo:
Juntas Sobrepostas: juntas formadas por dois componentes a soldar, de tal maneira que suas superfícies se sobrepõem. Exemplo:
Juntas de Aresta: junta formada por dois componentes a soldar, de tal modo que os bordos dos mesmos formam um ângulo de 180o . Exemplo:
Muitas vezes durante a soldagem, as dimensões das peças, a facilidade de se movê-las e a necessidade de projeto exigem uma preparação das mesmas na forma de cortes ou conformação especial da junta. Estas aberturas ou sulcos na superfície da peça ou peças a serem unidas e que determinam o espaço para conter a solda recebe o nome de chanfro. Os chanfros podem ser preparados por operações de corte a chama, plasma ou por usinagem.
O tipo de chanfro a ser usado em uma soldagem específica é escolhida em função do processo de soldagem, espessura das peças, suas dimensões, facilidades de acesso à região da solda, etc.. Alguns dos principais tipos de chanfros mais comumentes usados em soldagem são mostrados na figura abaixo.
2. METALURGIA DA SOLDAGEMA maioria dos processos de soldagem utiliza o calor como principal fonte de energia, sendo necessário fornecê-lo à poça de fusão em quantidade e intensidade suficientes, de forma a garantir a execução de uma solda de boa qualidade. O calor é, portanto, elemento essencial à execução de uniões soldadas mas pode por outro lado, representar fonte potencial de problemas devido à sua influência direta nas transformações metalúrgicas que ocorrem na junta soldada.
As condições térmicas na solda e nas regiões próximas a ela devem ser estabelecidas para controlar estes fenômenos metalúrgicos na soldagem. De particular interesse pode-se citar:

1. aporte de energia ou de calor à junta soldada;2. rendimento térmico do arco elétrico;3. a distribuição da temperatura máxima (ciclo térmico) na zona afetada pelo calor (ZAC);4. as velocidades de resfriamento em pontos do metal de solda e zona afetada pelo calor;5. a velocidade de solidificação do metal de solda.
A velocidade de resfriamento é um dos aspectos mais importantes do fluxo térmico, uma vez que, após um ponto de solda ter alcançado sua temperatura máxima, o tempo no qual ele resfria exerce um efeito significativo sobre a estrutura e as propriedades do metal de base. A maioria dos processos de soldagem por fusão é caracterizado pela utilização de uma fonte de calor intensa e localizada. A história térmica de um ponto na soldagem pode ser dividida de maneira simplificada, em duas etapas básicas: uma etapa de aquecimento e outra de resfriamento.
2.1. Macroestrutura de uma Junta Soldada
É interessante sabermos que nas soldas existem três zonas de particular interesse, as quais podem ser identificadas por exame macrográfico. Na figura 1 representa-se a seção transversal de uma solda identificando as três regiões principais da solda.
Figura 1 – Macrografia de uma junta soldadaZona Fundida (ZF) composta pelo metal de base e metal de adição ou somente pelo metal de base, no caso de soldagem autógena. Nesta região as temperaturas são maiores que a temperatura de fusão do material, sendo pois, a região da junta soldada onde efetivamente ocorreu a fusão e subsequente solidificação.
A zona fundida pode ser formada sob as mais diversas condições. Na soldagem a arco com eletrodo consumível, o metal de adição fundido é transferido para a poça de fusão na forma de gotas, aquecidas a temperaturas muito elevadas, acima de 2000oC, no caso de aços.
A composição química final da zona fundida depende da diluição, ou seja, da participação relativa do metal de base e do metal de adição na formação da zona fundida. A diluição (D) é determinada pela razão entre a massa do metal de base fundida e a massa total da solda.
Uma das formas de se avaliar a diluição é através de macrografias da seção transversal da junta soldada. A diluição varia com o processo de soldagem, sendo por exemplo de 10 a 30% para o processo de soldagem por eletrodo revestido, de até 80% na soldagem por arco submerso e 0% na brasagem.
O controle da diluição é importante na soldagem de metais dissimilares, na deposição de revestimentos especiais sobre uma superfície metálica, na soldagem de metais de composição química desconhecida, caso muito comum em soldagem de manutenção e na soldagem de materiais que tenham altos teores de elementos prejudiciais à zona fundida, como o carbono e o enxofre.
Vejamos um exemplo prático da importância do controle da diluição envolvendo aços inoxidáveis. Para tal utilizaremos os diagramas de Schaefler e Bystram situando nos

mesmos as composições químicas do metal base e metal de adição e, como conseqüência poderemos prever a estrutura da zona fundida e os problemas característicos.
Exemplo:
Soldagem de chapas de aço AISI 430 utilizando eletrodo AWS E309-16. Considerar diluição de 30%, que é o percentual do metal de base no metal de solda.
Composição química do metal depositado com eletrodo E309-16 é a seguinte:
C = 0,09% Mn = 0,70% Cr = 22,1% Ni = 12,5% Si = 0,70%
Composição química do aço AISI 430:
C = 0,03% Mn = 0,90% Cr = 19,3% Si = 0,40%
Utilizando o Diagrama de Schaefler, calcula-se os valores de cromo e níquel equivalentes para o metal de base e o metal depositado:
a) Creq = %Cr + %Mo + 1,5 %Si + 0,5 %Nb
Metal depositado: Creq = 22,1 + 0,00 + 1,5 . 0,70 = 23,20%
Metal de base: Creq = 19,3 + 0,00 + 1,5 . 0,40 = 19,9%
b) Nieq = %Ni + 30 %C + 0,5 %Mn
Metal depositado: Nieq = 12,5 + 30 . 0,09 + 0,5 . 0,70 = 14,74%

Metal de base: Nieq = 0 + 30 . 0,03 + 0,5 . 0,90 = 1,35%
Localizando no diagrama de Schaefler as composições químicas relativas ao metal de base e ao eletrodo, encontramos dois pontos equivalentes ao metal depositado e metal de base. Unindo-os e considerando a diluição de 30% vemos que a zona fundida será formada por austenita e ferrita, com o teor desta última da ordem de 18%. Nesta região, a liga está livre dos quatro defeitos previstos no diagrama de Bystram, ou seja, a solda poderá ser executada sem problemas.
Diagrama de Bystram
Zona ZTA

Zona Afetada pelo Calor (ZAC) correspondente à região do metal de base não fundida adjacente à zona de fusão, porém, cujas temperaturas são sempre superiores à temperatura de transformação do material, podendo provocar alterações nas suas propriedades e microestrutura. Também chamada Zona Termicamente Afetada (ZTA).
As características da ZAC dependem principalmente do tipo de metal de base e do processo e procedimentos de soldagem, ou seja, do ciclo térmico e da repartição térmica. De acordo com o tipo de metal que está sendo soldado, os efeitos dos ciclos térmicos poderão ser os mais variados. No caso de metais não transformáveis (o alumínio, por exemplo), a mudança estrutural mais marcante será o crescimento de grão.
Em metais transformáveis, a ZAC será mais complexa. No caso dos aços carbono e aços baixa liga, a ZAC apresentará as seguintes regiões características:
a) Região de Crescimento de Grão: compreende a região do metal de base, mais próxima da solda, que foi submetida a temperaturas próximas da temperatura de fusão. Nesta situação a estrutura austenítica sofre um grande crescimento de grão. Este crescimento depende do tipo de aço e da energia de soldagem e, constitui a região mais problemática da ZAC podendo apresentar menor tenacidade e problemas de fissuração. É caracterizada por uma estrutura grosseira, com placas de ferrita, podendo apresentar perlita, bainita ou martensita.
b) Região de Refino de grão: compreende a região da junta aquecida a temperaturas comumente usadas na normalização dos aços (900 a 1000oC). Após o processo de soldagem, esta região é caracterizada por uma estrutura fina de ferrita e perlita, não sendo problemática na maioria dos casos.
c) Região Intercrítica: nesta região, a temperatura de pico varia entre 727oC e a linha A3, sendo caracterizada pela transformação parcial da estrutura original do metal de base.

Metal de Base (MB) região mais distante do cordão de solda moderadamente aquecida ou sem nenhuma influência do calor de soldagem. Não apresentam mudanças microestruturais perceptíveis. As temperaturas são inferiores às temperaturas críticas para o material (inferior a 727oC no caso dos aços carbono).
A linha de fusão ou zona de ligação é a região que faz a ligação entre os cristais da zona de fusão com os cristais da zona termicamente afetada. Em uma micrografia observa-se que se trata de uma linha de transição estrutural. É a região que durante a soldagem foi aquecida entre a linha liquidus e a linha solidus.
Quanto à sua geometria, os cordões de solda apresentam os seguintes elementos:
- Reforço: máxima altura alcançada pelo excesso de material de adição, medida a partir da superfície do material de base.
- Largura: máxima distância entre os pontos extremos alcançados pela fusão, sobre a superfície do material de base.
- Penetração: máxima profundidade alcançada pela fusão, medida perpendicularmente à superfície do material de base.
- Raiz da Solda: região do primeiro passe ou demão, junto à parede ou encosto dos bordos.
Equipamentos de solda
2.2. Fluxo Térmico na Soldagem
Para a soldagem a arco, pode-se considerar o arco como a única fonte de calor, definida pela sua energia de soldagem. Verifica-se que uma parte desta energia disponível é dissipada para a atmosfera sob a forma de calor irradiante, outra pequena fração perde-se por convecção no meio gasoso que protege a poça de fusão e, uma terceira parte é realmente usada para a execução da soldagem. Conclui-se, portanto, que nem toda a energia disponível é integralmente aproveitada para fundir o metal base e o eletrodo, sendo as perdas computadas através do que se chama rendimento térmico do processo, o qual é uma relação entre a quantidade de energia efetivamente absorvida na soldagem e a energia total fornecida ao arco.
A energia de soldagem é uma medida da quantidade de calor cedido à peça, por unidade de comprimento, definida por Eab = t .E. A dissipação do calor ocorre principalmente por condução na peça, das regiões aquecidas para o restante do material.
Considerando que E = U.I / V, podemos rescrever a equação de Eab como:
Eab = t . U.I / V onde:
Eab = energia absorvida pela peça, em J/mm

t = rendimento térmico do processo
U = tensão do arco, em volts
I = corrente de soldagem, em A
V = velocidade de soldagem, em mm/s
Como não se consegue quantificar com precisão as perdas de energia em cada processo e, consequentemente, não se sabe a energia entregue à peça, as equações apresentam um certo erro. Uma das principais fonte de erro reside no fato de se considerar o rendimento térmico (t) constante para cada processo, independentemente dos parâmetros de soldagem. Geralmente consideram-se os seguintes valores para o rendimento térmico:
- Eletrodo revestido e MIG/MAG = 85 a 90% - Arco submerso = 95%
- Processo Oxi-acetileno = 35 a 65% - Processo TIG = 40 a 50%
O baixo rendimento térmico no processo TIG é devido ao fato do calor gerado no eletrodo não ser transferido à peça, uma vez que o mesmo é retirado pela água de refrigeração, e devido aos gases usados, os quais resfriam a peça.
O rendimento de fusão correlaciona a energia de soldagem absorvida com a energia efetivamente utilizada na fusão da solda. É definida pela equação:
f = (S.H.V) / (t.q), onde:
f = rendimento de fusão
S = área da seção transversal ao cordão (mm2)
H = energia necessária para aquecer e fundir o material (J/mm3)
q = calor por unidade de tempo (J/s)
Apresentam-se na tabela 1 alguns valores típicos para f e H.
Tabela 1 - Valores típicos de rendimento e energia de fusãoPROCESSO f(%)MATERIAL H (J/mm3)
Oxiacetelênico< 5 Aço Baixa Liga10

TIG 20 Aço Inoxidável 10
ER 30 Níquel 10
MIG / MAG 40 Cobre 06
AS 50 Alumínio 03
ET 80
Plasma 90
Laser 100
Como E = q/V e Eab = t .E pode-se rescrever a equação de f como:
f = (S.H) / ( t E) ou f = (S.H) / Eab
2.3. Ciclos Térmicos de Soldagem
O processo de aquecimento e resfriamento da junta é denominado ciclo térmico de soldagem. Na figura 2 representa-se esquematicamente um ciclo térmico de soldagem, o qual consiste basicamente de três fases: a etapa de aquecimento do material num início do processo, o ponto em que a temperatura máxima é atingida e finalmente, a etapa de resfriamento gradual até que a temperatura retorne ao valor inicial.
T (o C)
1200
1000
800
600
400
200
0 1 2 3 4 5 6 7 8 t (s)
Figura 2 – Ciclo Térmico de Soldagem

Durante a soldagem, cada ponto de material processado passa por um ciclo térmico cuja intensidade será função de sua localização em relação à fonte de energia, no caso, o eletrodo. Esse ciclo térmico representa as temperaturas que o ponto em estudo atinge em cada instante do processo. É possível, portanto, obter para qualquer ponto do sólido em estudo o valor instantâneo da temperatura.
Dessa forma, se desejarmos conhecer o ciclo térmico a que será submetido um determinado ponto da zona afetada pelo calor de uma junta soldada, ou se desejarmos interpretar as transformações metalúrgicas em um ponto do metal de base próximo à região da solda, bastará utilizarmos a equação abaixo:
1 / (Tm - To) = (4,13..C.e.y) / (Eab) + 1 / (Tf - To), onde
Tm = temperatura máxima (oC) a uma distância y (mm) da linha de fusão da solda.
To = temperatura de pré aquecimento (oC)
Tf = temperatura de fusão (oC )
Eab= energia absorvida pela chapa (J/mm)
= densidade do material (g/mm3)
C = calor específico do metal sólido ( J/g. oC )
e = espessura da chapa (mm)
A equação da temperatura máxima acima pode ser usada para várias finalidades, entre as quais:
1. determinação da temperatura máxima em um ponto específico da ZAC;
2. para estimar a largura da ZAC;
3. mostrar o efeito da temperatura de pré aquecimento sobre a largura da ZAC.
Apesar da utilidade da equação de temperatura máxima, é importante recordar certas restrições ao seu uso. A mais importante destas é que a equação é derivada para a condição de "placas finas" na qual o calor é conduzido em direções paralelas ao plano da chapa. Quando o fluxo de calor for essencialmente planar, o volume do metal afetado pelo calor (ZAC) por unidade de comprimento de solda é 2.e.y. Este valor aplica-se às "placas espessas".
Para uma dada temperatura de pré aquecimento, os tempos de permanência de um ponto considerado à temperatura máxima aumentam com o aumento do aporte de energia e

causam um decréscimo na velocidade de resfriamento. Para um dado valor de energia absorvida, aumentando-se a temperatura de pré aquecimento diminui-se a velocidade de resfriamento..
À medida que nos distanciamos da fonte de energia, os ciclos térmicos assumem características importantes. A figura 3 representa curvas típicas de uma família de ciclos térmicos correspondentes à soldagem por arco de uma chapa de aço onde a curva superior representa o ciclo térmico correspondente a uma temperatura máxima de 1400oC a qual foi encontrada em um ponto localizado a 10 mm do centro do cordão de solda e a curva inferior corresponde ao ciclo térmico de um ponto que alcança 515oC de temperatura máxima e que se encontra a 25 mm do centro da solda, podemos fazer as seguintes observações:
Figura 3 – Ciclos Térmicos de Soldagem
a temperatura máxima alcançada decresce rapidamente com o aumento da distância do ponto considerado ao centro da solda.
o tempo requerido para se chegar à temperatura máxima cresce à medida que se aumenta a distância ao centro do cordão.
as velocidades de aquecimento e resfriamento decrescem à medida que aumenta sua distância ao centro do cordão.
Por outro lado, a determinação dos ciclos térmicos permite a obtenção das linhas isotérmicas, ou seja, o efeito que o aporte de calor concentrado na poça de fusão de um
cordão de solda produz sobre a superfície da chapa mostrando a distribuição das linhas que alcançam igual temperatura (isotermas) a distintas distâncias do centro do arco.
Supõe-se que a solda avança segundo uma linha horizontal na chapa; as linhas internas encerram regiões que se encontram em temperaturas mais elevadas.
Quando se aumenta a temperatura de pré aquecimento as isotermas crescem, uma vez que a entrega de energia adicional desloca a isoterma para pontos mais distantes do centro do arco. Isto proporciona um aumento no tempo de aquecimento e eleva a temperatura máxima, porém, diminui a velocidade de resfriamento.
Efeito contrário tem a condutividade térmica do material, ou seja, quanto maior for a condutividade térmica da chapa as isotermas se contraem equivalendo dizer que o tempo de aquecimento e a temperatura máxima diminuem e a velocidade de resfriamento aumenta.
2.4. Velocidade de Resfriamento e Temperaturas Máximas
Costuma-se caracterizar a etapa de resfriamento pelo valor da velocidade de resfriamento a uma determinada temperatura T, ou pelo tempo t necessário para o ponto resfriar de uma temperatura T1 a outra T2. Diversas variáveis podem influenciar a velocidade de resfriamento de um material, dentre as quais citam-se:
a) Tipo de Metal de Base: quanto maior a condutividade térmica do material, maior é a velocidade de resfriamento;
b)Geometria da Junta: considerando todos os outros parâmetros idênticos, uma junta em T possui três direções para o fluxo de calor, enquanto uma junta de topo possui apenas duas, como mostra a figura abaixo. Logo, juntas em T tendem a esfriar mais rapidamente.
Junta de Topo Junta em “T”
c) Espessura da Junta : até uma espessura limite, a velocidade de resfriamento aumenta com a espessura da peça. Acima deste limite, a velocidade de resfriamento independe da espessura.
d) Energia de Soldagem e Temperatura Inicial da Peça: a velocidade de resfriamento diminui com o aumento destes dois parâmetros e a repartição térmica torna-se mais larga.
Visando verificar a relação da velocidade de resfriamento com o comprimento do cordão, foi feito um experimento utilizando uma junta de topo (bitérmica) e uma junta em T (tritérmica) sendo que em cada uma foi acoplado um termopar na região central do comprimento do cordão e na cratera do mesmo. Os parâmetros de soldagem utilizados foram: corrente de 170 A, tensão de 28 V e velocidade de soldagem de 15 cm/min.

Pode-se fazer as seguintes observações:
1. A velocidade de resfriamento no início do cordão é maior do que ao longo do mesmo. O mesmo ocorre com cordões pequenos. Isto é devido ao fato da peça estar inicialmente fria o que favorece a troca de calor, além de que o calor pode fluir em várias direções ao passo que ao longo do cordão, estas direções são apenas duas.
Esta velocidade de resfriamento alta pode gerar problemas na qualidade da solda de forma que pode-se adotar alguns artifícios para minimizar o seu efeito, tais como pré aquecer o local de início da soldagem ou usar almofada (sobremetal para ser cortado).
2. Quanto mais alta for a temperatura máxima num ponto, maior será a velocidade de resfriamento.
3. Na cratera, a velocidade de resfriamento também é alta devido ao fato de inexistir arco durante a solidificação nesta região, bem como, devido ao calor voltar a fluir em várias direções. Na cratera ocorrem rechupes, cujo interior é irregular devido à formação de dendritas, implicando em pontos de concentração de tensões e de heterogeneidade química, devido à segregação de impurezas.
As soluções que podem ser adotadas para evitar o problema são:
. soldar a mais e cortar o excesso,
. retornar o arco antes de apagá-lo e aquecer o final,
. refundir a cratera,
. fazer a “unha” do cordão que consiste em esmerilhar a região da cratera. Ao recomeçar a operação de soldagem, a “unha” será preenchida com material de adição, novamente. Este procedimento deve ser aplicado principalmente aos materiais susceptíveis à fragilização.
A velocidade de resfriamento também é afetada pela espessura da peça. A velocidade de resfriamento é tanto maior quanto maior for a espessura da placa, porém, a partir de um certo valor de espessura a mesma torna-se constante. O aumento da velocidade de resfriamento em função do aumento da espessura pode ser explicado pelo efeito de contorno, o qual representa a condução de calor na peça a partir da extremidade. Para os mesmos parâmetros de soldagem, o efeito de contorno deixa de existir ao se atingir uma determinada espessura, conhecida como espessura limite, tendo em vista que para esta espessura o gradiente de temperatura torna-se tão pequeno que mesmo aumentando-se a massa de material, já não se verifica nenhuma influência na velocidade de resfriamento. A este fenômeno é atribuído o fato da velocidade de resfriamento tornar-se constante a partir de certo valor de espessura.

A espessura limite depende da energia de soldagem, sendo sua variação diretamente proporcional à energia de soldagem. Como regra prática para os aços baixa liga pode-se adotar a espessura limite como aproximadamente igual à energia de soldagem. Espessuras menores que a espessura limite caracterizam as chapas finas e as maiores, as chapas grossas.
A espessura limite pode ser determinada através da seguinte equação:
El = e . [d . C . (Tc - To) / (Eab)]½
Onde: El = espessura limite (adimensional)
= densidade do material (g/mm3)
C = calor específico do metal sólido ( J/g. oC )
To = temperatura inicial da chapa (oC)
Tc = temperatura a partir da qual se deseja calcular a velocidade de resfriamento (oC)
E ab = energia absorvida pela chapa (J/mm)
Conforme o valor encontrado para a espessura limite, classifica-se a chapa como fina ou espessa permitindo-se definir qual a equação para cálculo da velocidade de resfriamento deverá ser utilizada.
El ≥ 0,9 → placa espessa
0,9 > El > 0,6 → placa espessa
El ≤ 0,6 → placa fina
Para temperaturas máximas maiores, a velocidade de resfriamento assume valores mais altos. A temperatura de pré-aquecimento também tem efeito sobre a velocidade de resfriamento. Com temperaturas de pré-aquecimento mais altas, o gradiente de temperatura é menor e, portanto, menor será a velocidade de resfriamento.
Para se calcular a velocidade de resfriamento da linha de centro de uma união de topo entre duas chapas grossas de mesma espessura, quando se deposita um grande número de passes, usa-se frequentemente a expressão:
. K . (Tc - To)R = [2. 2 ]/ E ab ,
Onde: R = velocidade de resfriamento (oC /s)

K = condutividade térmica do metal (J/mm . s . oC)
Para chapas finas emprega-se a seguinte expressão:
. C. (e / Eab) . k . R = 2 . 2. (Tc - To)3
= densidade do material (g / mmOnde: 3)
C = calor específico do material (J/g . oC)
e = espessura da chapa (mm)
2.5. Diagrama de IRSID
O diagrama francês ou IRSID é um ábaco para determinação do tempo de resfriamento nas temperaturas entre 800 e 500oC. É muito usado pois considera a energia equivalente absorvida pela peça em função da eficiência do processo e geometria da junta.
A seguir descreve-se as etapas para a sua utilização.
A partir dos parâmetros de soldagem (corrente, tensão e velocidade de soldagem) calcula-se a energia total entregue à peça.
E = (60.U.I) / (1000.V) [kJ/cm]
Em função da geometria da junta ou do ângulo formado na junta em "X" ou "V" após o primeiro passe, efetua-se a correção da energia de soldagem, agora denominada energia corrigida (Ecorr).
= 270Para se obter o valor de Ecorr deve-se traçar uma linha perpendicular ao eixo da energia total, anteriormente calculada, até atingir uma das três linhas que indicam a condição da junta, a saber: o = 240ou a = s; o = 180ou a = s/2 e o ou a = 0.
A partir do ponto onde encontrou uma das linhas que indicam a condição da junta, traça-se uma perpendicular à escala da energia corrigida, determinando-se o valor de Ecorr.
A próxima etapa consiste na determinação da energia equivalente absorvida pela peça, a qual é determinada de modo análogo à energia corrigida, porém, a perpendicular deve encontrar a linha de eficiência do processo (TIG, MIG/MAG ou SMAW/SAW).
O diagrama IRSID tem como abcissa a energia equivalente transferida e como ordenada, a espessura da placa. Uma vez conhecidos estes valores basta marcar o ponto de interseção no diagrama e ler o valor do tempo de resfriamento. No caso de haver pré aquecimento da placa, deve-se fazer a correção dos valores de espessura e da energia equivalente transferida em função da temperatura de pré aquecimento.

Uma outra utilização para o diagrama IRSID está na determinação dos parâmetros de soldagem. Os mesmos podem ser obtidos a partir do tempo de resfriamento, o qual pode ser calculado pelos diagramas CRC em função do teor de martensita admitida ou pela dureza e da espessura da placa, bastando para isto um procedimento inverso ao anteriormente comentado.

2.6. Tratamentos Térmicos
Conforme já estudamos, para se obter o controle metalúrgico de uma junta soldada e, por conseqüência, o controle das propriedades mecânicas, é necessário que se conheça

os ciclos térmicos a que a junta soldada é submetida. Os tratamentos térmicos têm o objetivo de alterar ou conferir características determinadas à junta soldada.
Os tratamentos térmicos mais comumente empregados para melhorar as propriedades das juntas soldadas são:
antes da soldagem: pré aquecimento após a soldagem: recozimento para alívio de tensões, recozimento pleno e
normalização.
O pré aquecimento consiste em aquecer o metal base acima da temperatura ambiente antes da soldagem. Tem como objetivo, em princípio, a prevenção de nucleação de trincas na zona de fusão e na zona afetada pelo calor.
Os principais efeitos do pré aquecimento são:
1. menor tendência à formação da martensita devido à diminuição do tempo de resfriamento;
2. redução da dureza obtida na zona afetada pelo calor;3. diminuição das tensões e distorções residuais;4. permitir que o hidrogênio tenha possibilidade de se difundir, reduzindo a tendência à
fissuração a frio.
A temperatura de pré aquecimento não deve ser excessiva, devendo ser apenas a necessária para evitar o obtenção da estrutura martensítica. O mesmo pode ser realizado em um forno com controle de temperatura ou através de maçarico. As temperaturas de pré aquecimento são recomendadas em função do teor de carbono ou do carbono equivalente e da espessura da liga a ser soldada. Para aços carbono, soldados por eletrodo revestido pode-se usar a equação seguinte para determinação da temperatura de pré aquecimento:
T (oF) = 1000 x ( C - 0,11) + 18 x t onde: C = teor de carbono da liga
t = espessura da junta (mm)
T = temperatura de pré aquecimento (oF)
b) Tratamento Térmico de Alívio de Tensões
O tratamento térmico de alívio de tensões consiste, basicamente, em aquecer uniformemente a peça, de maneira a que o limite de escoamento do material fique reduzido a valores inferiores às tensões residuais. Nesta condição, as tensões residuais provocam deformações plásticas locais diminuindo de intensidade.

As tensões residuais em juntas soldadas são causadas pela contração da junta quando esta é resfriada após a soldagem. Tensões de tração são geradas na região da solda e de compressão, nas vizinhanças da mesma, no metal base, para equilibrá-las.
Este tratamento é executado através do aquecimento da peça à temperatura apropriada e pela manutenção nesta temperatura por um determinado tempo, seguida de um resfriamento uniforme de modo a impedir a introdução de novas tensões. Para impedir mudanças na microestrutura ou dimensões da peça, a temperatura é mantida abaixo da temperatura crítica.
Para os aços carbono, somente os tratamentos realizados em temperaturas superiores a 500oC são realmente eficazes. Para cada tipo de aço temperaturas específicas são recomendadas.
c) Normalização
A normalização consiste no aquecimento da peça a uma temperatura acima da zona crítica (temperatura A3), seguida de resfriamento ao ar. É necessário que a estrutura toda se austenitize antes do resfriamento.
O objetivo da normalização é a obtenção de uma microestrutura mais fina e uniforme. Os constituintes que se obtém da normalização do aço carbono são ferrita e perlita fina ou cementita e perlita fina. Dependendo do tipo de aço pode-se, eventualmente, obter-se bainita.
Via de regra, é recomendável a realização de um revenimento na junta soldada após o tratamento, para remover tensões residuais e diminuir a dureza.
Temperatura (oC)
Curva de Resfriamento
Tempo
d) Recozimento Pleno
O recozimento consiste no aquecimento da peça acima da zona crítica (A3) durante o tempo necessário para que toda a microestrutura se austenitize, seguido de um resfriamento muito lento, mediante o controle da velocidade de resfriamento. A micro estrutura obtida nos aços carbono é a perlita grossa e ferrita.
Para os aços, a temperatura de recozimento corresponde a 50oC acima da temperatura de austenitização, ou seja, cerca de 900 a 950oC para aços de baixo teor de carbono.
A3

MI
Mf
Temperatura (oC)
Curva de resfriamento
Tempo
Materiais de aços baixa liga ou endurecíveis ao ar sofrem uma redução considerável de propriedades mecânicas com o recozimento pleno, não sendo, portanto, recomendado este tratamento para juntas soldadas destes tipos de aços.
e) Têmpera e Revenimento
A têmpera consiste no aquecimento da peça acima da zona crítica seguido de resfriamento rápido. O objetivo da têmpera é a obtenção da estrutura martensítica resultando, por este motivo, o aumento da dureza e a redução da tenacidade da peça.
O revenimento é o tratamento térmico que normalmente acompanha a têmpera, pois atenua os inconvenientes produzidos por esta. O revenimento consiste em aquecer o material a temperaturas bastante inferiores à temperatura crítica, permitindo uma certa acomodação do sistema cristalino e, como conseqüência, a diminuição da dureza e o aumento da tenacidade da peça. A estrutura resultante chama-se de martensita revenida.
Temperatura (oC) Curva de resfriamento
Revenimento
Tempo
3. PROCESSOS DE SOLDAGEM3.1. Processo Eletrodo Revestido
A soldagem com eletrodo revestido (Shielded Metal Arc Welding – SMAW) é definida como um processo de soldagem a arco, onde a união dos metais é produzida pelo aquecimento oriundo de um arco elétrico estabelecido entre um eletrodo revestido e o metal de base, na junta a ser soldada.
O metal fundido do eletrodo é transferido através do arco até a poça de função do metal de base, formando assim o metal de solda depositado. Uma escória, que é formada do revestimento do eletrodo e das impurezas do metal de base, flutua para a superfície e cobre o depósito, protegendo-o da contaminação atmosférica e também controlando a taxa de resfriamento. O metal de adição vem da alma metálica do eletrodo (arame) e do revestimento, quando constituído de pó de ferro e elementos de liga. Apresenta-se na figura 4 um desenho esquemático do processo de soldagem por eletrodo revestido.

Figura 4 – Soldagem com Eletrodo Revestido
Esse processo teve início no princípio do século, com a utilização de arames nus para cercas, ligados a rede elétrica. O resultado dessa prática era realmente pobre, com sérios problemas de instabilidade de arco e depósito de solda contaminados. Observou-se que arames enferrujados, ou cobertos de cal, proporcionavam melhor estabilidade de arco, tendo-se adotado o eletrodo com revestimento ácido ainda no começo da primeira década. Observou-se também que, revestindo o arame com asbestos, o depósito era protegido da contaminação enquanto o algodão aumentava a penetração do arco. Esses fatos marcaram, em meados daquela década, o advento do revestimento celulósico. Desde esses estágios iniciais, o desenvolvimento tem sido contínuo, podendo-se mencionar o advento dos eletrodos rutílicos, em meados da década de 30; do revestimento básico, no início da década seguinte; e da adição de pó de ferro, em meados da década de 50.
O processo de soldagem com eletrodo revestido é usualmente operado manualmente. O equipamento básico consiste de uma fonte de energia, alicate para fixação dos eletrodos, cabos de ligação, grampo (conector de terra), e o eletrodo. Representa-se na figura 5 os principais componentes do equipamento de soldagem com eletrodo revestido.

Figura 5 – Equipamento para Soldagem com Eletrodo Revestido
As principais vantagens e limitações associadas a este processo são listadas a seguir:
1. Equipamento simples, portátil e barato.2. Não necessita de fluxos ou gases externos.3. Pouco sensível a correntes de ar.4. Processo muito versátil, quanto ao tipo de materiais soláveis.5. Facilidade para atingir áreas restritas.6. Produtividade relativamente baixa7. Exige limpeza após cada passe
Um eletrodo revestido é constituído por uma vareta de metálica, recoberta por uma camada de fluxo. São obtidos através de extrusão, sob pressão de um revestimento sobre a alma, usualmente um arame endireitado e cortado na dimensão. A partir daí, uma seqüência de operações de secagem precede o empacotamento final. A composição do revestimento determina as característica operacionais dos eletrodos e influencia a composição química e propriedades mecânicas de solda.
Os revestimentos são constituídos de produtos complexos que, de uma maneira geral, podem ser reunidos em três grandes grupos: revestimentos a base mineral, revestimentos a base de matéria orgânica e revestimentos básicos, a base de carbonato de cálcio.
Os primeiros, a base de mineral, possibilitam a proteção do metal de solda, contra os efeitos nocivos do oxigênio e do nitrogênio do ar, fundamentalmente por meio de uma escória líquida. Os orgânicos protegem, principalmente, por meio de uma cortina gasosa, que é produzida pela combustão do material orgânico do revestimento. Os tipos básicos protegem a solda por ambos os princípios, sendo que esses geram escória de reação básica. Nos outros tipos, a reação é ácida ou neutra.
Os revestimentos são constituído de produtos complexos que exercem, durante a soldagem inúmeras funções.

Isolamento Elétrico - O revestimento é mau condutor de eletricidade; ele isola o eletrodo evitando aberturas laterais do arco.
Isolamento Térmico - O eletrodo é percorrido por correntes altas e devido ao seu comprimento há intensa geração de calor; em parte o revestimento abriga este calor e evita sua perda.
Direcionamento do Arco – Em certos casos, o revestimento funde-se com atraso em relação à alma e em consequência, forma-se na extremidade do mesmo, uma cratera que guia o metal fundido para a poça de fusão, estabilizando o arco e protegendo o metal fundido. A este efeito chamamos "Efeito Canhão" ou "Efeito Pinch".
Função Metalúrgica – O revestimento pode conter elementos de liga que, quando de sua fusão, ficam inseridos na junta. Muitos possuem pó de ferro, que proporcionam uma maior produção de material de adição e um bom acabamento da solda. O silício atua como agente desoxidante. Também da queima do revestimento, surgem gases redutores (CO e H2) e, desse modo, o conjunto resultante, composto por esses gases, escória fundida e poça metálica, se assemelha a forno de redução. Após a solidificação da poça metálica, a escória solidificada acima do metal, trata termicamente a solda evitando um resfriamento demasiadamente rápido.
Proteção do Metal Fundido – O revestimento funde formando uma película de escória que recobre cada gota do metal em fusão e também a poça líquida, evitando o contato com o ar. Quando há geração de grande quantidade de gases, a proteção da poça líquida se processa mais pela ação gasosa do que pela escória formada.
Função Ionizante – Os gases emanados do revestimento, quando da sua queima, são muito mais facilmente ionizáveis do que o ar, por isto, propiciam uma abertura e manutenção mais fácil do arco.
Os eletrodos revestidos são classificados tendo como base as propriedades mecânicas do metal de solda na condição “como soldado”, tipo de revestimento, posição de soldagem do eletrodo e tipo de corrente.
A classificação estabelecida pela AWS (American Welding Society) identifica os eletrodos para aço agrupando-os em três categorias: para aços de baixo carbono, para aços de baixa liga e para os aços de alta liga.
A classificação de um eletrodo genérico para aços de baixo carbono (AWS A5.1) e baixa liga (AWS A5.5) tem a seguinte forma:
Os eletrodos para soldagem dos aços inoxidáveis são classificados segundo a norma A5.4. A identificação consiste na letra E seguida por um conjunto de dígitos correspondendo a classificação AISI da liga e de um sufixo designando o tipo de revestimento. Somente dois tipos de revestimentos são previstos: básico (sufixo 15) e rutílico (sufixo 16). O revestimento básico é usado para a soldagem com corrente contínua e polaridade inversa sendo que o rutílico pode operar também com corrente alternada.
Os eletrodos para a soldagem de alumínio e suas ligas são classificados pela norma A5.3. São raramente utilizados, sendo classificados em três grupos distintos: E1100, E3003 e E4013, correspondendo respectivamente a ligas Al, Al-Mn e Al-Si. A razão para o pequeno uso destes materiais é que, nas aplicações de responsabilidades, é dada preferência aos processos de soldagem ao arco sob proteção gasosa.
3.2. Processo de Soldagem TIG
A soldagem a arco com eletrodo não consumível de tungstênio e proteção gasosa (Gas Tungsten Arc Welding – GTAW) é um processo na qual a união de metais é produzida pelo aquecimento destes com um arco estabelecido entre um eletrodo de tungstênio não consumível e a peça.
A proteção durante a soldagem é conseguida com um gás inerte ou mistura de gases inertes, que também tem a função de transmitir a corrente elétrica quando ionizados durante o processo. A soldagem pode ser feita com ou sem metal de adição. Quando é feito com metal de adição, ele não é transferido através do arco, mas é fundido pelo arco. O eletrodo que conduz a corrente é um arame de tungstênio puro ou liga deste material.
A área do arco é protegida da contaminação atmosférica pelo gás protetor, que flui do bico da pistola. O gás remove o ar, eliminando nitrogênio, oxigênio e hidrogênio do contato com o metal fundido e com o eletrodo de tungstênio aquecido. Como não existem reações metal-gás e metal-escória, não há grande geração de fumos e gases, o que permite ótima visibilidade para o soldador (controle e inspeção da poça e da solda).

O custo dos equipamentos necessários e dos consumíveis usados é relativamente alto e a produtividade ou rendimento do processo é relativamente baixa, o que limita a sua aplicação a situações em que a qualidade da solda produzida seja um dos fatores mais importantes. Neste processo há intensa emissão de radiação ultravioleta. O arco elétrico na soldagem TIG é bastante suave, produzindo soldas com boa aparência e acabamento, exigindo pouca ou nenhuma limpeza após a operação. Permite soldar em várias posições. A figura 6 mostra esquematicamente este processo
Figura 6 – Soldagem TIG
.
Este processo é aplicável à maioria dos metais e sua ligas, numa ampla faixa de espessura. Entretanto, em virtude de seu custo relativamente elevado, é usado principalmente na soldagem de metais não ferrosos e aos aços inoxidáveis, na soldagem de peças de pequena espessura (da ordem de milímetros) e no passe de raíz na soldagem de tubulações.
O equipamento básico usado na soldagem TIG consiste de uma fonte de energia elétrica, uma tocha de soldagem apropriada, uma fonte de gás protetor, um dispositivo para a abertura do arco, cabos e mangueiras. A soldagem TIG é usualmente um processo manual mas pode ser mecanizado e até mesmo automatizado para permitir melhor controle do processo, maior produtividade, facilidade de operação.
A fonte de corrente elétrica é do tipo corrente constante, ajustável, podendo ser contínua, alternada ou pulsada. A tocha de soldagem tem função suportar o eletrodo de tungstênio, conduzir a corrente elétrica e fornecer de forma apropriada o gás de proteção. Em processos automatizados utiliza-se tocha retas e na soldagem de materiais de espessuras finas ou peças de pequena dimensão são normalmente utilizadas microtochas.

As tochas TIG possuem internamente uma pinça, que serve para segurar o eletrodo de tungstênio e fazer o contato elétrico. Além disso, as tochas possuem ainda bocais para direcionamento do fluxo de gás, que podem ser cerâmicos ou metálicos. Estes bocais são fornecidos em diversos diâmetros, que devem ser escolhidos em função da espessura da peça a ser soldada ou da corrente de soldagem a ser usada.
A fonte de gás protetor consiste de um cilindro ou cilindros de gás inerte e reguladores de pressão e vazão de gases. No caso de misturas, pode ainda ser usado um misturador. A quantidade de gás é proporcional ao diâmetro do eletrodo de tungstênio e do bocal de gás.
Na soldagem com eletrodos consumíveis, geralmente se faz a abertura do arco tocando o eletrodo na peça e estabelecendo um “curto circuito” momentâneo. Na soldagem TIG isto não é recomendável pois pode favorecer a transferência de tungstênio para a peça, além de danificar o eletrodo, que geralmente é apontado antes do início da operação.
Vários dispositivos podem ser usados para permitir o início do arco sem tocar a peça, como um arco piloto, contudo o mais usado atualmente é o chamado “ignitor de alta frequência”. A alta frequência evita a queda de tensão nos pontos neutros (passagem de um período para o outro).
Os consumíveis principais na soldagem TIG são os gases de proteção e as varetas e arames de metal de adição. Os eletrodos de tungstênio, apesar de serem ditos não consumíveis, se desgastam durante o processo, devendo ser recondicionados e substituídos com certa frequência. Os gases de proteção mais comumente usados na soldagem TIG são o argônio, hélio ou mistura destes gases. A seleção do gás de proteção é feita principalmente em função do tipo de metal que se quer soldar, da posição de soldagem e da espessura das peças a unir. O argônio é muitas vezes preferido em relação ao hélio porque apresenta várias vantagens:
Ação do arco mais suave e sem turbulências. Mais fácil a iniciação do arco. Menor tensão no arco para uma dada corrente e comprimento de arco. Maior ação de limpeza na soldagem de materiais como alumínio e magnésio, em
corrente alternada. Menor custo e maior disponibilidade. Menor vazão de gás para uma boa proteção. Melhor resistência a corrente de ar transversal.
Na soldagem TIG manual, o metal de adição é fornecido na forma de varetas de comprimento em torno de 1 m, enquanto que na soldagem automatizada, o mesmo é fornecido na forma de um fio enrolado em bobinas. O diâmetro do fio e varetas é padronizado e varia de 0,5 a 5,0 mm. Os metais de adição são encontrados numa ampla faixa de materiais e ligas, sendo classificados de acordo com sua composição química e com as propriedades mecânicas do metal depositado.
O eletrodo normalmente usado na soldagem TIG é um eletrodo de tungstênio puro ou ligado com tória (óxido de tório) ou zircônia (óxido de zircônio). A seleção sobre qual o

mais adequado para determinada aplicação é feita em função do material de base, da espessura da peça e do tipo e valor da corrente de soldagem.
* Eletrodo de Tungstênio Puro:
Vantagens: Mais barato. Quando utilizado em corrente alternada, propicia pequeno efeito de retificação da corrente. Boa estabilidade do arco elétrico.
Desvantagens: Não é bom emissor de elétrons. Fácil desgaste. Não suporta altas correntes.
Usado na soldagem do alumínio e suas ligas, com ângulo de afiação de 90º.
* Eletrodo de Tungstênio Toriado:
Vantagens: Difícil desgaste (não se verifica o arredondamento da ponta). Suporta altas correntes. Bom emissor de elétrons.
Desvantagens: Mais caro. Quando utilizado em corrente alternada, propicia o efeito de retificação da corrente. Reduzida estabilidade
Cor de identificação: amarelo (0,9 a 1,2% de tória), lilás (2,8 a 3,2% de tória) e laranja (3,8 a 4,2% de tória).
Normalmente utilizado com corrente contínua e na soldagem dos aços carbono e baixa liga. Ângulo de afiação de 30 a 50º.
* Eletrodo de Tungstênio Zirconiado:
Cor de identificação: marrom (0,3 a 0,5% de zircônia) e branco (0,7 a 0,9% de zircônia).
Normalmente utilizado com corrente alternada.
Os eletrodos são geralmente apontados antes de se iniciar a operação de soldagem, sendo esta variável bastante importante para se garantir uma boa repetitividade de resultados. Na soldagem com corrente contínua (eletrodo negativo), o ângulo de afiação do eletrodo é ordem de 30 a 45º, sendo realizado por meio de esmerilhamento. Os riscos do esmerilhamento devem ter a direção pararela ao eixo do eletrodo. Na soldagem com corrente alternada, eletrodos com diâmetros inferiores a 1,6 mm não são afiados e com diâmetros maiores ou iguais a 1,6 mm são afiados com ângulo aproximado de 90º.
Se a extremidade do eletrodo for contaminada pelo contato com a poça de fusão ou com a vareta, então essa parte deve ser eliminada.
3.3. Processo MIG/MAG
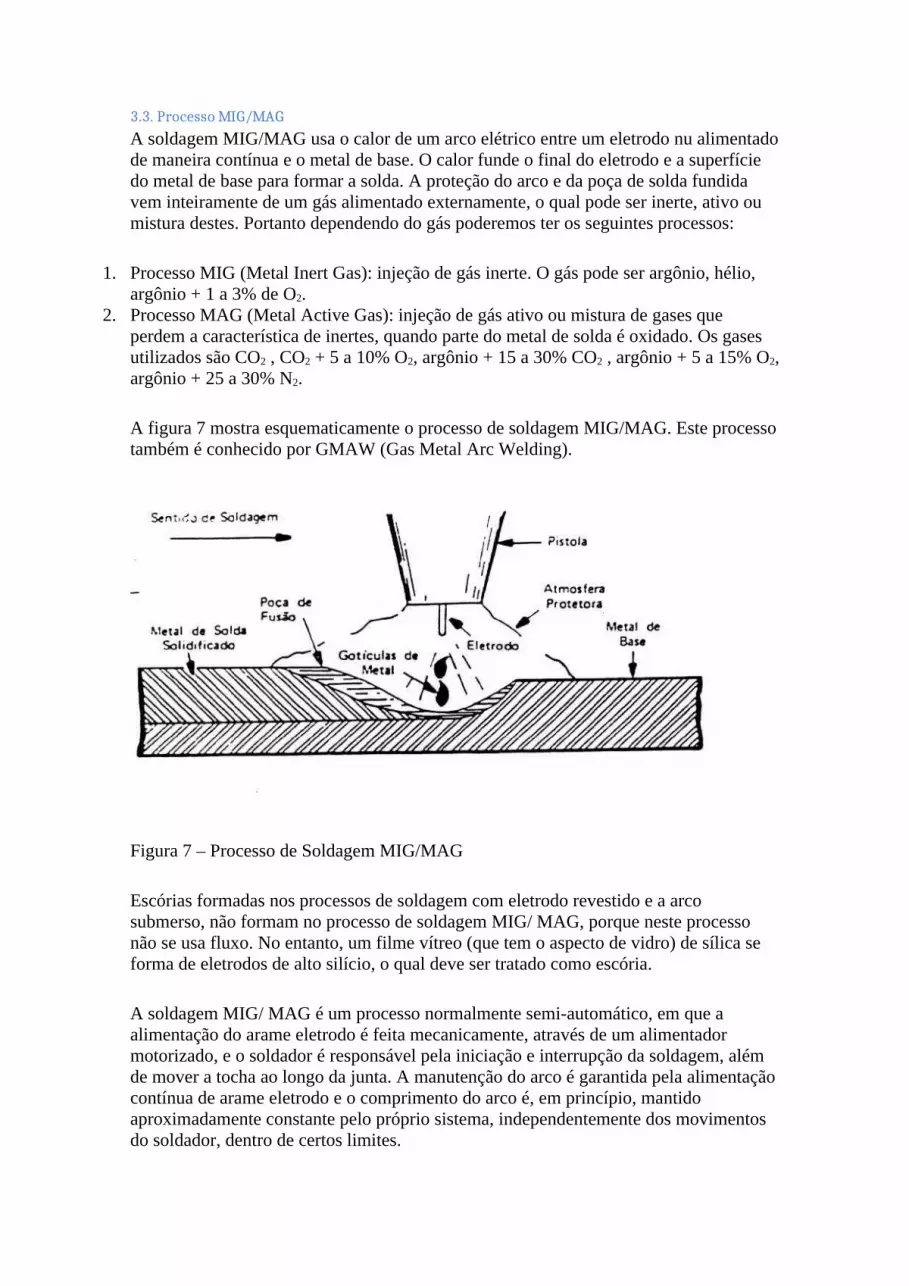
A soldagem MIG/MAG usa o calor de um arco elétrico entre um eletrodo nu alimentado de maneira contínua e o metal de base. O calor funde o final do eletrodo e a superfície do metal de base para formar a solda. A proteção do arco e da poça de solda fundida vem inteiramente de um gás alimentado externamente, o qual pode ser inerte, ativo ou mistura destes. Portanto dependendo do gás poderemos ter os seguintes processos:
1. Processo MIG (Metal Inert Gas): injeção de gás inerte. O gás pode ser argônio, hélio, argônio + 1 a 3% de O2.
2. Processo MAG (Metal Active Gas): injeção de gás ativo ou mistura de gases que perdem a característica de inertes, quando parte do metal de solda é oxidado. Os gases utilizados são CO2 , CO2 + 5 a 10% O2, argônio + 15 a 30% CO2 , argônio + 5 a 15% O2, argônio + 25 a 30% N2.
A figura 7 mostra esquematicamente o processo de soldagem MIG/MAG. Este processo também é conhecido por GMAW (Gas Metal Arc Welding).
Figura 7 – Processo de Soldagem MIG/MAG
Escórias formadas nos processos de soldagem com eletrodo revestido e a arco submerso, não formam no processo de soldagem MIG/ MAG, porque neste processo não se usa fluxo. No entanto, um filme vítreo (que tem o aspecto de vidro) de sílica se forma de eletrodos de alto silício, o qual deve ser tratado como escória.
A soldagem MIG/ MAG é um processo normalmente semi-automático, em que a alimentação do arame eletrodo é feita mecanicamente, através de um alimentador motorizado, e o soldador é responsável pela iniciação e interrupção da soldagem, além de mover a tocha ao longo da junta. A manutenção do arco é garantida pela alimentação contínua de arame eletrodo e o comprimento do arco é, em princípio, mantido aproximadamente constante pelo próprio sistema, independentemente dos movimentos do soldador, dentro de certos limites.

O calor gerado pelo arco é usado para fundir as peças a serem unidas e o arame eletrodo, que é transferido para a junta e constitui o metal de adição.
A soldagem GMAW pode ser usada em materiais numa ampla faixa de espessuras, como mostra a tabela 2, tanto em ferrosos como em não ferrosos. O diâmetro dos eletrodos usados varia entre 0,8 a 3,2 mm. O processo MAG é utilizado apenas na soldagem de materiais ferrosos, enquanto a soldagem MIG pode ser usada tanto na soldagem de ferrosos quanto não ferrosos, como alumínio, cobre, magnésio, níquel e suas ligas.
Tabela 2 – Forma de preparação para diversas espessuras a soldar pelo processo MIG/ MAG
Espessura (mm) 0,4 1,63,24,86,410,
0 12,7....
Procedimento
Passe único sem preparação
Passe único com preparação
Passes múltiplos
A soldagem MIG/ MAG é usada em fabricação e manutenção de equipamentos e peças metálicas, na recuperação de peças desgastadas e no recobrimento de superfícies metálicas com materiais especiais. A soldagem GMAW tem sido uma das que apresentaram um maior crescimento em termos de utilização, nos últimos anos, em escala mundial. Este crescimento ocorre principalmente devido à tendência à substituição, sempre que possível, da soldagem manual por processos semi-automáticos, mecanizados e automáticos, para a obtenção de maior produtividade em soldagem. A mesma tem se mostrado uma das mais adequadas, dentre os processos de soldagem a arco, à soldagem automática e com a utilização de robôs.
A soldagem MIG/ MAG é um processo bastante versátil. As maiores vantagens são:
1. Alta taxa de deposição em relação a soldagem com eletrodo revestido.2. Menos gás e fumaça na soldagem.3. Alto fator de trabalho do soldador (tempo de arco aberto sobre tempo total de
soldagem).4. Alta versatilidade quanto ao tipo de material e espessuras aplicáveis.5. Não existência de fluxos de soldagem e, consequentemente, ausência de operações de
remoção de escória.6. Larga capacidade de aplicação.7. Exigência de menor habilidade do soldador, quando comparada com a soldagem por
eletrodo revestido.8. A soldagem pode ser executada em todas as posições.

A principal limitação da soldagem MIG/ MAG é a sua maior sensibilidade à variação dos parâmetros elétricos de operação do arco de soldagem, que influenciam diretamente na qualidade do cordão de solda depositado. Além da necessidade de um ajuste rigoroso de parâmetros para se obter um determinado conjunto de características para a solda, a determinação destes parâmetros para se obter uma solda adequada é dificultada pela forte interdependência destes e por sua influência no resultado final da solda produzida. Outras limitações do processo são:
1. Maior custo de equipamento.2. Maior necessidade de manutenção dos equipamentos.3. Menor variedade de consumíveis.4. Maior velocidade de resfriamento por não haver escória, o que aumenta a ocorrência de
trincas, principalmente no caso de aços temperáveis.
Na soldagem com eletrodos consumíveis, o metal fundido na ponta do eletrodo tem que se transferir para a poça de fusão. O modo de ocorrência desta transferência é muito importante na soldagem GMAW, pois afeta muitas características do processo, como por exemplo: a quantidade de gases (principalmente hidrogênio, nitrogênio e oxigênio) absorvidos pelo metal fundido, a estabilidade do arco, a aplicabilidade do processo em determinadas posições de soldagem e o nível de respingos gerados. De um modo geral pode-se considerar que existem quatro formas básicas de transferência de metal de adição do eletrodo para a peça: transferência por curto-circuito, transferência globular, transferência por spray ou por pulverização axial e transferência por arco pulsante.
Transferência por Curto-Circuito
Este modo de transferência ocorre para baixos valores de tensão e corrente de soldagem, sendo por isto um processo de energia relativamente baixa, o que restringe seu uso para espessuras maiores. Este processo permite a soldagem em todas as posições. A fusão inicia-se globularmente com a formação de uma gota de metal na ponta do eletrodo e esta vai aumentando de tamanho até tocar a poça de fusão produzindo um curto circuito (aumento relativo da corrente de soldagem e abaixamento momentâneo da tensão) e extinguindo o arco. Sob ação da força de tensão superficial, a gota é transferida para a peça.
Este modo de transferência caracteriza-se por uma grande instabilidade do arco, podendo apresentar a formação intensa de respingos. A quantidade de respingos pode ser limitada pela seleção adequada de parâmetros de soldagem e ajuste da fonte de energia.
Transferência GlobularEste tipo ocorre para valores intermediários de tensão e corrente de soldagem e resulta em arco mais estável que no caso anterior. Sua ocorrência é, também, bastante comum quando se usa o CO2 e hélio como gases de proteção. O metal se transfere para a poça como glóbulos, cujo diâmetro médio varia com a corrente, tendendo a diminuir com o aumento desta, podendo ser maior ou menor que o diâmetro do eletrodo. Os glóbulos se transferem para a poça sem muita direção e o aparecimento de respingos é relativamente

elevado. Como as gotas de metal fundido se transferem principalmente por ação da gravidade, sua utilização é limitada à posição plana.
Transferência por Spray ou por Pulverização AxialÀ medida que se aumenta a corrente de soldagem, o diâmetro médio das gotas de metal líquido que se transferem para a peça diminui, até que, acima de certa faixa, há uma mudança brusca no modo de transferência, que passa de globular para “spray”. Neste modo, as gotas de metal são extremamente pequenas e seu número bastante elevado. A corrente (faixa) na qual ocorre esta mudança no modo de transferência é conhecida como “corrente de transição”.
A transferência por spray só ocorre para elevadas densidades de corrente e quando se usa argônio ou misturas ricas em argônio como gás de proteção.
Com a transferência por spray a taxa de deposição pode chegar a 10 kg/h. Entretanto, essa taxa de deposição restringe o método à posição plana devido ao tamanho elevado da poça de fusão, de difícil controle. Como esta transferência só é possível em correntes elevadas, ela não pode ser usada na soldagem de chapas finas, e ainda pode dar origem a outro problema que é a possibilidade de ocorrência de falta de fusão, devido ao jato metálico ser dirigido para regiões que não tenham sido suficientemente aquecidas.
Transferência por Arco PulsanteA transferência pulsada é um tipo de transferência globular mais estável e uniforme, conseguido pela pulsação da corrente de soldagem em dois patamares, um inferior à corrente de transição (conhecido como corrente de base), e outro superior a esta (corrente de pico), de modo que durante o período de tempo em a corrente é baixa, uma gota se forma e cresce na ponta do eletrodo e é transferida quando o valor da corrente é elevado. Esta característica de corrente de soldagem faz com que a energia de soldagem seja menor, o que torna possível a soldagem na posição vertical pelo uso de arames de diâmetros grandes.
O equipamento de soldagem MIG/ MAG consiste de uma pistola (tocha) de soldagem, uma fonte de energia, um suprimento de gás de proteção e um sistema de acionamento de arame.
Para que um processo de soldagem com eletrodo consumível seja estável, é necessário que a velocidade de consumo (de fusão) do eletrodo seja, em média, igual à velocidade de alimentação deste, de modo que o comprimento do arco permaneça relativamente constante. Na soldagem GMAW, existem duas formas de se conseguir este objetivo: permitir que o equipamento controle a velocidade de alimentação de modo a igualá-la à velocidade de fusão, ou manter a primeira constante e permitir variações nos parâmetros de soldagem de modo a manter a velocidade de consumo, aproximadamente constante e, em média, igual à velocidade de alimentação.
A maioria das aplicações da soldagem MIG/ MAG requer energia com corrente contínua e polaridade inversa (eletrodo positivo). Nesta situação tem-se um arco mais estável, transferência estável, menor quantidade de respingos, e cordão de solda com

boas características. Corrente contínua com polaridade direta (eletrodo negativo) não é normalmente usada e, corrente alternada não é nunca utilizada para este processo.
A pistola (tocha) de soldagem contém um tubo de contato para transmitir a corrente de soldagem para o eletrodo e um bocal de gás para direcionar o gás protetor. O bico de contato é um tubo à base de cobre, cujo diâmetro interno é ligeiramente superior ao diâmetro do arame eletrodo. O bocal é feito de cobre ou material cerâmico e deve ter um diâmetro compatível com a corrente de soldagem e o fluxo de gás a serem usados numa dada aplicação. As tochas para soldagem MIG/ MAG podem ser refrigeradas a água ou pelo próprio gás de proteção, dependendo de sua capacidade e do fator de trabalho.
O alimentador de arame é acionado por um motor de corrente contínua e fornece arame a uma velocidade constante, ajustável numa ampla faixa. Não existe qualquer ligação entre o alimentador e a fonte de energia, entretanto, ajustando-se a velocidade de alimentação do arame, ajusta-se a corrente de soldagem fornecida pela máquina, devido às características da fonte e do processo. O arame é passado por um conjunto de roletes, que podem estar próximos ou longe da tocha de soldagem.
O escoamento do gás protetor é regulado pelo fluxímetro e regulador-redutor de pressão. Estes possibilitam fornecimento constante de gás para o bico da pistola.
Os arames para soldagem são constituídos de metais ou ligas metálicas que possuem composição química, dureza, condições superficiais e dimensões bem controladas. Arames de má qualidade em termos destas propriedades podem produzir falhas na alimentação, instabilidade do arco e descontinuidades no cordão de solda. Arames de aço carbono geralmente recebem uma camada superficial de cobre com o objetivo de melhorar seu acabamento superficial e seu contato elétrico com o bico de cobre. Os arames de aço usados na soldagem MAG contêm maiores teores de silício e manganês em sua composição devido à sua ação desoxidante. A seleção do arame a ser usado numa dada operação é feita em termos da composição química e propriedades mecânicas desejadas para a solda.
A classificação de arames para soldagem de aços carbono tem a seguinte classificação:
ER XXY – ZZ, onde:
* ER indica que se trata de eletrodos (E) ou varetas (R) para soldagem a arco.
* Os dígitos representados por X (em número de dois ou três), mos
tram a resistência à tração mínima do metal depositado, em 103 psi.
* O dígito Y pode ser um “S” para arame sólido para soldagem, um “C” para arames indicados para revestimento duro ou um “T” para arames tubulares.

* Os dígitos representados por Z, indicam a classe de composição química do arame e outras características.
A finalidade principal do gás protetor em soldagem MIG/ MAG é proteger a solda da contaminação atmosférica. O gás protetor também influi no tipo de transferência, na profundidade de penetração, no formato do cordão, velocidade máxima de soldagem, tendência ao aparecimento de mordeduras e custo da soldagem.
Os gases inertes puros são usados principalmente na soldagem de metais não ferrosos, particularmente os mais reativos, como o alumínio e o magnésio. Na soldagem de ferrosos, a adição de pequenas quantidades de gases ativos melhora sensivelmente a estabilidade do arco e a transferência de metal. Nitrogênio e misturas com nitrogênio são usados na soldagem de cobre e algumas de sua ligas.
A abertura do arco se dá por toque do eletrodo na peça. Como a alimentação é mecanizada, o início da soldagem é feito aproximando-se a tocha da peça e acionando-se o gatilho. Neste instante é iniciado o fluxo de gás protetor, a alimentação de arame e a energização do circuito de soldagem. Depois da formação da poça de fusão, a tocha é deslocada ao longo da junta, com uma velocidade uniforme. Movimento de tecimento do cordão pode ser executado quando necessário.
Ao final da operação, simplesmente se solta o gatilho da tocha e são interrompidos a corrente de soldagem, a alimentação de arame e o fluxo de gás, extinguindo-se o arco.
3.4. Soldagem por Resistência Elétrica
A soldagem por resistência pertence ao grupo dos processos de soldagem por pressão, e neste aos processos nos quais é utilizado o calor produzido pela passagem da corrente por um condutor metálico.
Neste processo não se utilizam metais de adição, sendo que, em casos excepcionais, pode-se usar retalhos de chapas colocados na junta ou entre as peças a soldar. As peças em contato ou que se sobrepõe são aquecidas localmente devido à passagem da corrente e do conseqüente aquecimento por efeito joule, onde a transformação energética depende das resistências específicas das parte em contato, da soma das resistências de transição bem como da intensidade da corrente segundo a Lei de Joule:
Q = I2 x R x t onde: Q = energia
I = intensidade da corrente
t = tempo da passagem da corrente
R = resistência
O aquecimento é normalmente controlado para se obter uma temperatura próxima ao ponto de fusão do metal a ser soldado (temperatura liquidus). Ao mesmo tempo, uma

força é aplicada na solda, causando uma deformação plástica das áreas de contato e pressionando-as conjuntamente. Já que as resistências do contato eletrodo/peça, peça/peça dependem além do estado da superfície, de forma significativa da pressão do eletrodo, esta pressão do aperto é um dos mais importantes parâmetros do processo que muito influencia o resultado da soldagem.
Os tempos de soldagem aplicados são muito curtos (em torno de 0,1 a 1 segundo para soldagem por pontos), o que limita sobremaneira a zona afetada pelo calor. Na soldagem por centelhamento, os tempos são maiores e podem, para grandes áreas de fusão, alcançar alguns minutos.
, são necessárias altas correntes parComo as resistências elétricas na solda são muito pequenas, na ordem de 50 a 500 a gerar suficiente aquecimento (heat input). Dependendo das dimensões, geometria e propriedades físicas das peças, correntes na faixa de 1 a 100 kA são aplicadas. A tensão de soldagem é normalmente inferior a 15 V (entre 2 a 12 V), na faixa sem perigo para o operador.
Na soldagem por resistência, as propriedades físicas dos materiais exercem uma influência decisiva na soldabilidade em relação aos outros processos de soldagem. Isto deve-se parcialmente ao fato de que a condutividade elétrica do metal determina a geração de energia e, também devido ao fato de que sua condutividade térmica afeta a distribuição de temperatura na interface soldada. Soma-se a isto, o intenso aquecimento localizado combinado com rápido resfriamento causa mudanças nas propriedades da solda e da zona afetada pelo calor.
Metais com elevada resistividade, baixa condutividade térmica e ponto de fusão relativamente baixo, como ligas não ferrosas, são facilmente soldáveis. Para aços carbono com teor de carbono acima de 0,15% e para aços baixa liga, um tratamento térmico subsequente à solda é necessário, desde que se verifique um aumento considerável de dureza na zona de solda.
Certos metais com menor resistividade elétrica e maior condutividade térmica, como o Al, o Mg e suas ligas, são mais difíceis de soldar. Metais preciosos e o Cu, devido à sua elevada condutividade térmica e elétrica, são problemáticos para soldagem por resistência. Finalmente os materiais refratários, devido ao seu elevado ponto de fusão, são também difíceis de soldar pelos processos de soldagem por resistência.
O efeito destas propriedades pode ser combinado em uma fórmula, proposta por Cary, que indica a soldabilidade relativa (W) de diferentes materiais com relação à soldagem por resistência, em particular a soldagem por pontos.
.cm, T é a temperatura de fusão, emR é a resistividade do material, em oC e K é a condutividade térmica relativa ao cobre, que vale 1.
Se W for inferior a 0,25 o material é considerado de baixa soldabilidade e se acima de 2,0 a soldabilidade é considerada excelente. De acordo com esta fórmula, o aço tem uma soldabilidade relativa superior a 10.

A condição da superfície do metal a ser soldado deve ser tal que a resistência de contato entre os eletrodos e a peça de trabalho não represente uma predominante parte da resistência total. As superfícies metálicas devem ser livres de carepas, óxidos, contaminantes, etc., implicando dizer que elas devem ser completamente limpas antes de se efetuar a soldagem. A limpeza pode ser feita por processos mecânicos (jateamento ou lixamento) ou por processos químicos (decapagem).
A soldagem por resistência compreende um grupo de processos nos quais a união de peças metálicas é produzida em superfícies sobrepostas ou em contato topo a topo, pelo calor gerado na junta através da resistência à passagem de uma corrente elétrica e pela aplicação de pressão.
Existem diversos processos de soldagem por resistência, como:
- Soldagem por pontos
- Soldagem por costura
- Soldagem por projeção
- Soldagem de topo por resistência
- Soldagem de topo por centelhamento
- Soldagem por resistência a alta frequência
Na soldagem por pontos, a solda é obtida na região das peças colocadas entre um par de eletrodos e várias soldas podem ser obtidas simultaneamente pela utilização de vários pares de eletrodos.
Na soldagem por projeção, o processo é similar ao anterior, sendo que a soldagem ocorre em um local determinado por uma projeção ou saliência em uma das peças. Duas ou mais soldas podem ser obtidas com um único par de eletrodos. Este processo é usado principalmente para unirem pequenas peças estampadas, forjadas ou usinadas. Parafusos e pinos podem ser facilmente soldados em uma chapa fina por este processo. A faixa de espessuras na qual é utilizada a soldagem por projeção é de 0,5 a 3 mm.
Na soldagem por costura, uma série de pontos de solda consecutivos é feita, de modo a produzir uma solda contínua, por sobreposição parcial dos diversos pontos. Normalmente, um ou ambos os eletrodos são discos ou rodas, que giram enquanto as peças a serem soldadas passam entre eles.
Na soldagem de topo por resistência, a corrente elétrica passa através das faces das peças que são pressionadas frente a frente. A soldagem de topo por resistência é usada para unir arames, tubos, anéis e tiras de mesma seção transversal.
Na soldagem por centelhamento, as peças são energizadas antes de entrarem em contato e suas faces são aproximadas até que o contato ocorra em pontos discretos da superfície da junta, gerando centelhamento. Tanto neste processo quanto no anterior, existe um estágio final, quando as faces suficientemente aquecidas são fortemente pressionadas uma contra a outra, sofrendo uma considerável deformação plástica, que consolida a união.
Na soldagem por alta frequência, a solda é obtida pelo calor gerado pela resistência à passagem de uma corrente elétrica de alta frequência (10 a 500 kHz) e pela aplicação rápida de pressão. É utilizada principalmente para a realização de costuras em tubos e outros perfis.
4. Soldagem dos Aços Carbono e Ligados (1)
4.1. Soldabilidade
A American Welding Society (AWS) define soldabilidade como “a capacidade de um material ser soldado nas condições de fabricação impostas por uma estrutura específica projetada de forma adequada e de se comportar adequadamente em serviço”. Esta definição coloca pontos importantes como: “o projeto é adequado.”, “e as condições e o procedimento de soldagem.” Uma definição alternativa, mais prática, seria: “a facilidade relativa com que uma solda satisfatória, que resulte em uma junta similar ao metal sendo soldado, pode ser produzida”.
A maioria das ligas metálicas é soldável, mas, certamente, algumas são muito mais difíceis de serem soldadas por um dado processo que outras. Por outro lado, o desempenho esperado para uma junta soldada depende fundamentalmente da aplicação a que esta se destina. Assim, para determinar a soldabilidade de um material, é fundamental considerar o processo e procedimento de soldagem e a sua aplicação. Assim, é importante conhecer bem o material sendo soldado, o projeto da solda e da estrutura e os requerimentos de serviço (cargas, ambiente, etc).
Com base nessas definições, para melhor determinar a soldabilidade, é interessante fazer algumas suposições:
O metal base é adequado para a aplicação desejada, isto é, ele possui as propriedades adequadas e necessárias para resistir aos requerimentos da aplicação.
O projeto da estrutura soldada e de suas soldas é adequado para o uso pretendido.
Baseado nestas suposições é necessário, então, avaliar a própria junta soldada. Idealmente, uma junta deveria apresentar resistência mecânica, ductilidade, tenacidade, resistências à fadiga e à corrosão uniformes ao longo da solda e similares às propriedades do material adjacente.
Na maioria dos casos, a produção de uma solda envolve o uso de calor e/ou deformação plástica, resultando em uma estrutura metalúrgica diferente da do metal base. Soldas podem, também, apresentar descontinuidades como vazios, trincas, material incluso, etc. Três tipos de problemas inter-relacionados devem ser considerados:

Problemas na zona fundida ou na zona termicamente afetada que ocorrem durante ou imediatamente após a operação de soldagem, como poros, trincas de solidificação, trincas induzidas pelo hidrogênio, perda de resistência mecânica, etc.
Problemas na solda ou no material adjacente que ocorrem nas etapas de um processo de fabricação posteriores à soldagem. Incluem, por exemplo, a quebra de componentes na região da solda durante processos de conformação mecânica.
Problemas na solda ou no material adjacente que ocorrem em um certo momento durante o serviço da estrutura soldada. Estes podem reduzir a eficiência da junta nas condições de serviço e incluem, por exemplo, o aparecimento e a propagação de trincas por diversos fatores, problemas de corrosão, fluência, etc.
Para se evitar estes problemas, é importante conhecer as possíveis complicações que os materiais podem apresentar ao serem soldados, os fatores do material, do projeto e do procedimento de soldagem que as afetam e a sua influência no comportamento em serviço da estrutura soldada.
4.2. Classificação dos Aços
Existem muitos tipos de aços e inúmeras formas de classificá-los: aços estruturais, aços fundidos, aços ferramenta, aços inoxidáveis, aços laminados a quente, aços microligados, aços baixo carbono, aços ao níquel, aços cromo-molibdênio, aço C-1020, aço A36, aço temperado e revenido, aço efervescente, etc.
Um sistema muito usado para a classificação de aços é a Designação Numérica de Aços Carbono e Aços Ligados do American Iron and Steel Institute. Este é conhecido como o sistema de classificação AISI ou como sistema SAE, uma vez que foi desenvolvido originalmente pela Society of Automotive Engineers. O sistema utiliza uma série de quatro ou cinco números para designar aços carbono e ligados de acordo com as classes e tipos mostrados na tabela 3. Os dois (ou três) últimos dígitos deste sistema indicam o valor médio aproximado da faixa de carbono do aço; por exemplo, 21 indica uma faixa de 0,18 a 0,23%C. Em alguns poucos casos, esta regra não é seguida para se informar as faixas de manganês, enxofre, fósforo, cromo e outros elementos. Os primeiros dois dígitos indicam os principais elementos de liga do aço. Assim, este sistema informa os principais elementos de liga do aço e o seu teor aproximado de carbono.
Tabela 3 - Designação numérica AISI-SAE para aços
10xx Aço carbono nãoressulfurado
11xx Aço carbono ressulfurado
13xx Manganês 1,75%
23xx Níquel 3,5%
25xx Níquel 5%
31xx Níquel 1,25% - Cromo 0,65 ou 0,80%

33xx Níquel 3,5% - Cromo 1,55%
40xx Molibdênio 0,25%
41xx Cromo 0,50-0,95% - Molibdênio 0,12 ou 0,20%
43xx Níquel 1,80% - Cromo 0,50 ou 0,80% - Molibdênio 0,25%
46xx Níquel 1,55 ou 1,80% - Molibdênio 0,20 ou 0,25%
47xx Níquel 1,05% - Cromo 0,45% - Molibdênio 0,25%
48xx Níquel 3,50% - Molibdênio 0,25%
50xx Cromo 0,28 ou 0,40%
51xx Cromo 0,80, 0,90, 0,95, 1,00 ou 1,05%
5xxxxCarbono 1,00% - Cromo 0,50, 1,00 ou 1,45%
61xx Cromo 0,80 ou 0,95% - Vanádio 0,10 ou 0,15%
86xx Níquel 0,55% - Cromo 0,50 ou 0,65% - Molibdênio 0,20%
87xx Níquel 0,55% - Cromo 0,50% - Molibdênio 0,25%
92xx Manganês 1,00% - Silício 2,00%
93xx Níquel 3,25% - Cromo 1,20% - Molibdênio 0,12%
94xx Manganês 1,00% - Níquel 0,45% - Cromo 0,40% - Molibdênio 0,12%
97xx Níquel 0,55% - Cromo 0,17% - Molibdênio 0,20%
98xx Níquel 1,00% - Cromo 0,80% - Molibdênio 0,25%
Outro sistema comumente utilizado para a classificação de aços e outras ligas metálicas é feito pela American Society for Testing and Materials (ASTM). Este sistema é publicado anualmente em um livro de normas ASTM que consiste de, pelo menos, 33 partes. Sete destas partes especificam metais:

Part 1: Steel piping, tubings and fittings.
Part 2: Ferrous castings-ferro-alloys.
Part 3: Steel sheet, strip, bar, rod, wire, etc.
Part 4: Structural steel, steel plate, steel rails, wheels, etc.
art 5: Cooper and cooper alloys.
Part 6: Die-cast metals, light metals and alloys.
Part 7: Nonferrous metals and alloys.
Outras partes cobrem materiais diversos como concreto, produtos químicos, materiais isolantes, papel, produtos de petróleo, combustíveis, borracha, etc. Três partes são relacionadas com testes:
Part 30: General Test Methods.
Part 31: Metals-Physical and Mechanical Non-destructive Tests.
Part 32: Analytical Methods of Analysis.
As especificações ASTM para metais são identificadas por uma letra, A para ligas ferrosas e B para ligas não ferrosas. Após esta letra, um grupo de um, dois ou três dígitos indicam o número da especificação, seguido por dois dígitos que indicam o ano de sua adoção formal. As especificações ASTM apresentam uma posição comum de fabricantes, usuários e outros grupos interessados em um dado tipo de produto ou material. Elas especificam as propriedades mecânicas do material e, em muitos casos, a sua composição química.
Outras organizações que especificam aços, cujos sistemas de especificação são usados algumas vezes em nosso país, incluem a American Society of Mechanical Engineers (ASME), o American Petroleum Institute (API) e o American Bureau of Shipping (ABS), além de diversas organizações normalizadoras nacionais como a British Standard (BS) e a DIN.
4.3. Soldagem dos Aços Carbono e de Baixa LigaAços carbono são ligas de ferro e carbono (até 2%C) contendo ainda, como residuais (de materiais primas ou do processo de fabricação), outros elementos como Mn, Si, S e P. Aços de baixo carbono têm um teor de carbono inferior a 0,15%. Aços doces contém de 0,15 a 0,3%C. Aços de baixa liga têm uma quantidade total de elementos de liga inferior a 2%. Estes grupos de aços serão considerados neste item.

O maior problema de soldabilidade destes aços é a formação de trincas induzidas pelo hidrogênio, principalmente na zona termicamente afetada (ZTA). Outros problemas mais específicos incluem a perda de tenacidade na ZTA, ou na zona fundida (associada com a formação de estruturas de granulação grosseira, durante a soldagem com elevado aporte térmico, ou com a formação de martensita na soldagem com baixo aporte térmico) e a formação de trincas de solidificação (em peças contaminadas ou na soldagem com aporte térmico elevado). Ainda, em função de uma seleção inadequada de consumíveis ou de um projeto ou execução incorretos, podem ocorrer problemas de porosidade, mordeduras, falta de fusão, corrosão, etc.
4.3.1. Aços de Baixo Carbono e Aços DocesAços de baixo carbono incluem as séries AISI C-1008 e C-1025. O teor de carbono varia entre 0,10 e 0,25%, o de manganês entre 0,25 e 1,5%, o teor de fósforo máximo é de 0,4% e o de enxofre é de 0,5% (hoje, na prática, os teores de P e S dificilmente chegam próximo destes limites). Estes são os aços mais comumente usados em fabricação e construção. São materiais facilmente soldáveis por qualquer processo a arco, gás ou resistência.
Para a soldagem com eletrodos revestidos (SMAW), eletrodos da classe AWS E60XX e E70XX fornecem resistência mecânica suficiente para a soldagem destes aços. Eletrodos da classe E60XX devem ser usados para aços com limite de escoamento inferior a 350 MPa e eletrodos E70XX devem ser usados com aços com limite de escoamento de até 420 MPa. Para a seleção do tipo de eletrodo, as características operacionais desejadas devem ser consideradas.
4.3.2. Aços de Médio CarbonoEstes aços incluem as séries AISI entre C-1030 e C-1050. A composição é similar a dos aços de baixo carbono, exceto pelo teor de carbono entre 0,3 e 0,5% e o teor de manganês entre 0,6 e 1,65%. Em função do maior teor de carbono e de manganês, eletrodos de baixo hidrogênio são recomendados, particularmente para peças de maior espessura. Um pré-aquecimento entre 150 e 260ºC pode ser necessário. Pós-aquecimento é recomendado algumas vezes para aliviar tensões residuais e reduzir a dureza que pode ser causada por um resfriamento rápido após soldagem. Aços de médio carbono podem ser facilmente soldados pelos mesmos processos usados para os aços de baixo carbono desde que os cuidados colocados acima sejam observados.
4.3.3. Aços de Alto CarbonoEstes aços incluem as séries AISI entre C-1050 e C-1095. A composição é similar aos aços anteriores, exceto pelo teor de carbono entre 0,5 e 1,03% e o teor de Mn entre 0,3 e 1,0%. A soldagem destes aços necessita de cuidados especiais. Eletrodos/processos de baixo hidrogênio precisam ser usados com um pré-aquecimento entre 200 e 320ºC, especialmente, para peças mais pesadas. Um tratamento térmico após soldagem (alívio de tensões ou mesmo recozimento) é usualmente especificado. Os mesmos processos de soldagem podem ser usados para estes aços.
4.3.4. Aços de Baixo Liga

Estes aços são soldados, no processo SMAW, com eletrodos das classes E80XX, E90XX e E100XX da norma AWS A5.5. Para a seleção do metal de adição para estes aços, além das propriedades mecânicas, é muitas vezes necessário considerar detalhes de sua composição química, o que é indicado, no caso da soldagem SMAW, por um sufixo de letras e dígitos.
Aços de Baixa Liga ao Níquel
Incluem os aços das séries AISI 2315, 2515 e 2517. Teores de carbono variam entre 0,12 e 0,3%, de manganês entre 0,4 e 0,6%, de silício entre 0,2 e 0,45% e de níquel entre 3,25 e 5,25%. Pré-aquecimento não é necessário para %C < 0,15, exceto para juntas de grande espessura. Para maiores teores de carbono, um pré-aquecimento de até 260ºC deve ser usado, embora para juntas de menos de cerca de 7 mm, este possa ser dispensado. Alívio de tensões após soldagem é recomendável. Na soldagem SMAW, eletrodos de baixo hidrogênio com sufixo C1 ou C2 devem ser usados dependendo do teor de níquel do metal base.
Aços de Baixa Liga ao Manganês
Este grupo inclui os tipos AISI 1320, 1330, 1335, 1340 e 1345. Nestes aços, o teor de carbono varia de 0,18 a 0,48%, de manganês entre 1,6 e 1,9% e de silício entre 0,2 e 0,35%. Pré-aquecimento não é necessário para os menores teores de C e Mn. Para C > 0,25%, um pré-aquecimento entre 120 e 150ºC é necessário. Para maiores teores de C e Mn e para juntas de grande espessura, a temperatura de pré-aquecimento pode atingir 300ºC, sendo recomendado o uso de alívio de tensões. Eletrodos E80XX e E90XX com sufixo A1, D1 e D2 devem ser usados.
Aços de Baixa Liga ao Cromo
Este grupo inclui os aços dos tipos AISI 5015, 5160, 50100, 51100 e 52100. Nestes aços, o teor de carbono varia entre 0,12 e 1,1%, o manganês varia entre 0,3 e 1,0%, o silício entre 0,2 e 0,3% e o cromo entre 0,2 e 1,6%. Aços com teor de C próximo de seu limite inferior podem ser soldados sem nenhum cuidado especial. Para maiores teores de carbono (e de cromo), a temperabilidade aumenta de forma pronunciada e pré-aquecimentos de até 400ºC podem ser necessários, particularmente para juntas de maior espessura. Eletrodos revestidos com sufixo B devem ser usados.
Os exemplos anteriores ilustram a importância de, na seleção de um consumível para aços de baixa liga, ajustar a resistência mecânica e a composição química do deposito de solda de acordo com as características do metal base. Contudo, nem sempre existe disponível um consumível capaz de depositar material com composição igual ao metal base, sendo preciso selecionar consumível o mais similar o possível e avaliar possíveis efeitos das diferenças de composição no comportamento da solda.
Aços Resistentes ao Tempo
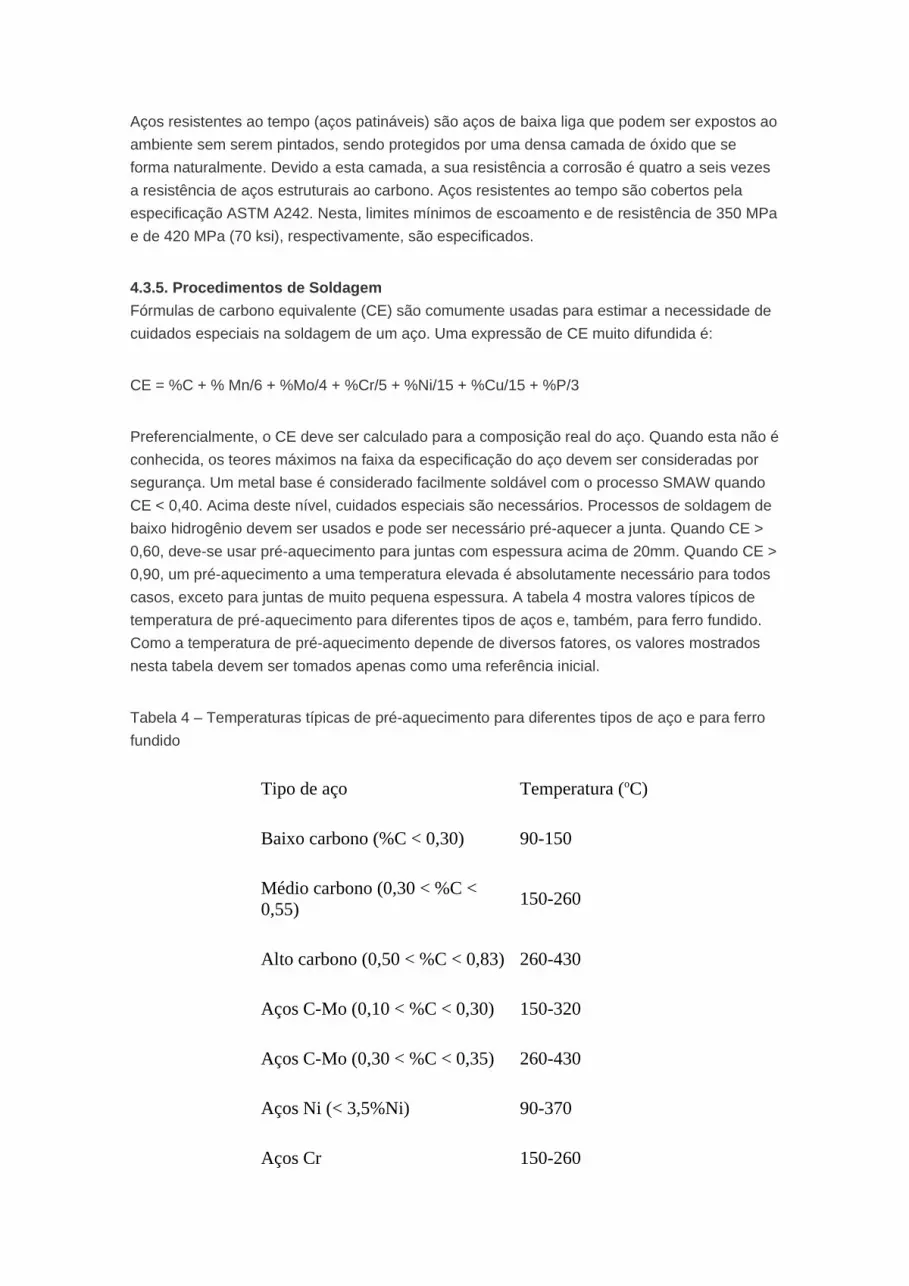
Aços resistentes ao tempo (aços patináveis) são aços de baixa liga que podem ser expostos ao ambiente sem serem pintados, sendo protegidos por uma densa camada de óxido que se forma naturalmente. Devido a esta camada, a sua resistência a corrosão é quatro a seis vezes a resistência de aços estruturais ao carbono. Aços resistentes ao tempo são cobertos pela especificação ASTM A242. Nesta, limites mínimos de escoamento e de resistência de 350 MPa e de 420 MPa (70 ksi), respectivamente, são especificados.
4.3.5. Procedimentos de SoldagemFórmulas de carbono equivalente (CE) são comumente usadas para estimar a necessidade de cuidados especiais na soldagem de um aço. Uma expressão de CE muito difundida é:
CE = %C + % Mn/6 + %Mo/4 + %Cr/5 + %Ni/15 + %Cu/15 + %P/3
Preferencialmente, o CE deve ser calculado para a composição real do aço. Quando esta não é conhecida, os teores máximos na faixa da especificação do aço devem ser consideradas por segurança. Um metal base é considerado facilmente soldável com o processo SMAW quando CE < 0,40. Acima deste nível, cuidados especiais são necessários. Processos de soldagem de baixo hidrogênio devem ser usados e pode ser necessário pré-aquecer a junta. Quando CE > 0,60, deve-se usar pré-aquecimento para juntas com espessura acima de 20mm. Quando CE > 0,90, um pré-aquecimento a uma temperatura elevada é absolutamente necessário para todos casos, exceto para juntas de muito pequena espessura. A tabela 4 mostra valores típicos de temperatura de pré-aquecimento para diferentes tipos de aços e, também, para ferro fundido. Como a temperatura de pré-aquecimento depende de diversos fatores, os valores mostrados nesta tabela devem ser tomados apenas como uma referência inicial.
Tabela 4 – Temperaturas típicas de pré-aquecimento para diferentes tipos de aço e para ferro fundido
Tipo de aço Temperatura (oC)
Baixo carbono (%C < 0,30) 90-150
Médio carbono (0,30 < %C < 0,55) 150-260
Alto carbono (0,50 < %C < 0,83) 260-430
Aços C-Mo (0,10 < %C < 0,30) 150-320
Aços C-Mo (0,30 < %C < 0,35) 260-430
Aços Ni (< 3,5%Ni) 90-370
Aços Cr 150-260

Aços Cr-Ni 90-590
Ferro Fundido 370-480
Na soldagem com arco submerso (SAW), a composição do depósito de solda deve, também, ser similar a do metal base. Um fluxo não ativo (que não coloca nem retira elementos de liga da poça de fusão) deve ser usado preferencialmente com aços de baixa liga. Em geral, a necessidade de pré-aquecimento é reduzida na soldagem SAW devido aos maiores aportes térmicos utilizados. Para garantir um baixo nível de hidrogênio, é importante utilizar um fluxo corretamente seco e limpar adequadamente o metal base na região da solda.
Na soldagem com eletrodo consumível e proteção gasosa (GMAW) de aços de baixa liga, a composição do eletrodo deve ser adequada para o metal base e o gás de proteção deve ser selecionado de forma a minimizar a queima (oxidação) do metal de solda. O nível de pré-aquecimento é similar ao usado com o processo SMAW.
Na soldagem de aços com níveis diferentes de resistência mecânica, o metal de adição deve ser selecionado de forma a fornecer um depósito de resistência compatível com o aço de menor resistência. O procedimento de soldagem (pré-aquecimento, aporte térmico, etc), contudo, deve ser especificado de acordo com o aço de maior resistência.
Em princípio, aços resistentes ao tempo podem ser soldados por todos os processos a arco, por soldagem a gás e por resistência. Contudo, cuidados especiais devem ser tomados em função de suas características. Na soldagem SMAW, eletrodos E7018 podem ser usados para a deposição dos passes de raiz e de enchimento. O acabamento (isto é, a última camada da solda, expopsta ao tempo) deve, contudo, ser feito com um eletrodo E7018-C1 uma vez que o maior teor de níquel do depósito dará à solda características de resistência à corrosão similares ao metal base.
4.4. Soldagem dos Aços Ligados Aços Estruturais Temperados e Revenidos
Estes aços foram desenvolvidos na década de 50 a partir de aços para aplicação militar (blindagem). Estes aços são usados após tratamento térmico de têmpera e revenido e apresentam elevada resistência mecânica, com limite de escoamento da ordem de 700 MPa, associado com uma boa soldabilidade. Eles ainda apresentam boa ductilidade, boa tenacidade e boa resistência à fadiga. Procedimentos de soldagem relativamente simples podem ser usados na sua soldagem, sem pré-aquecimento ou com pré-aquecimentos a temperaturas baixas. Aços temperados e revenidos são cobertos pelas especificações ASTM A514, A517 e outras, por especificações da marinha americana (aços HY) e por documentos de diferentes produtores de aço. Aços temperados e revenidos são muito utilizados na fabricação de estruturas soldadas nas quais uma elevada razão peso/resistência é importante.

Para a soldagem de aços temperados e revenidos da classe ASTM A514/A517, um baixo aporte térmico é utilizado para se conseguir uma resistência mecânica adequada na junta. Três fatores devem ser considerados: (1) o uso de um metal de adição adequado, (2) o uso do correto aporte térmico e (3) a estrita obediência ao procedimento de soldagem recomendado.
Processos comumente utilizados na soldagem destes aços são SMAW, GMAW, SAW e FCAW (arame tubular), dependendo da disponibilidade de consumíveis. O processo TIG (GTAW) também é utilizado mas é restrito a juntas de menor espessura. Processos de alto aporte térmico, como a soldagem com eletro-escória, não são recomendados devido a perda de resistência mecânica que a junta pode sofrer em função da microestrutura formada. Qualquer que seja o processo de soldagem, é essencial garantir que o nível de hidrogênio na solda seja mínimo devido ao risco de formação de trincas. Isto significa a utilização de consumíveis de baixo hidrogênio, uma secagem adequada destes e a preparação de uma junta limpa.
Na soldagem SMAW, eletrodos de baixo hidrogênio da classe E11018 ou E12018 devem ser utilizados para garantir uma resistência mecânica adequada da solda. Para o processo GMAW, uma mistura de proteção Ar-2%O2 é comumente usada. Arames de composição química especial (não cobertos usualmente por especificações da AWS) devem ser usados. A composição química do arame deve ser similar ao do metal base. Na soldagem SAW, um fluxo não ativo deve ser usado com um arame de composição similar ao metal base.
O aporte térmico depende da espessura da junta e das temperaturas de pré-aquecimento e entre-passes. Juntas de pequena espessura (25 mm) podem ser soldadas a temperaturas próximas da ambiente. Maiores espessuras precisam de um pré-aquecimento em torno de 100ºC e temperaturas maiores podem ser utilizadas para juntas com pequena liberdade de movimento (alta restrição) devido às elevadas tensões residuais que podem se desenvolver nestas condições. A tabela 5 mostra limites superiores de aporte térmico, sugeridos para aços da classe ASTM A514/A517. Na prática, estes limites podem variar para cada aço e uma boa prática é a consulta às recomendações do próprio fabricante do aço. Quando a soldagem é feita com um aporte térmico superior ao adequado, a junta soldada tende a apresentar menor resistência mecânica do que o metal base.
Durante a soldagem destes aços, o procedimento de soldagem deve ser cuidadosamente seguido e técnicas operatórias que resultem em uma velocidade de resfriamento inadequadamente baixa devem ser evitadas. Assim, não se deve usar o tecimento dos cordões. Quando este não puder ser evitado, como na soldagem vertical ascendente, ele deve ser o menor possível, por exemplo inferior a dois diâmetros do eletrodo. Pelo mesmo motivo, cuidado extremo deve ser tomado para evitar que a temperatura entre passes ultrapasse o máximo especificado.
Tabela 5 - Limites superiores sugeridos para o aporte térmico (kJ/mm).
Espessura da Junta (mm)Pré-aquecimento (oC)
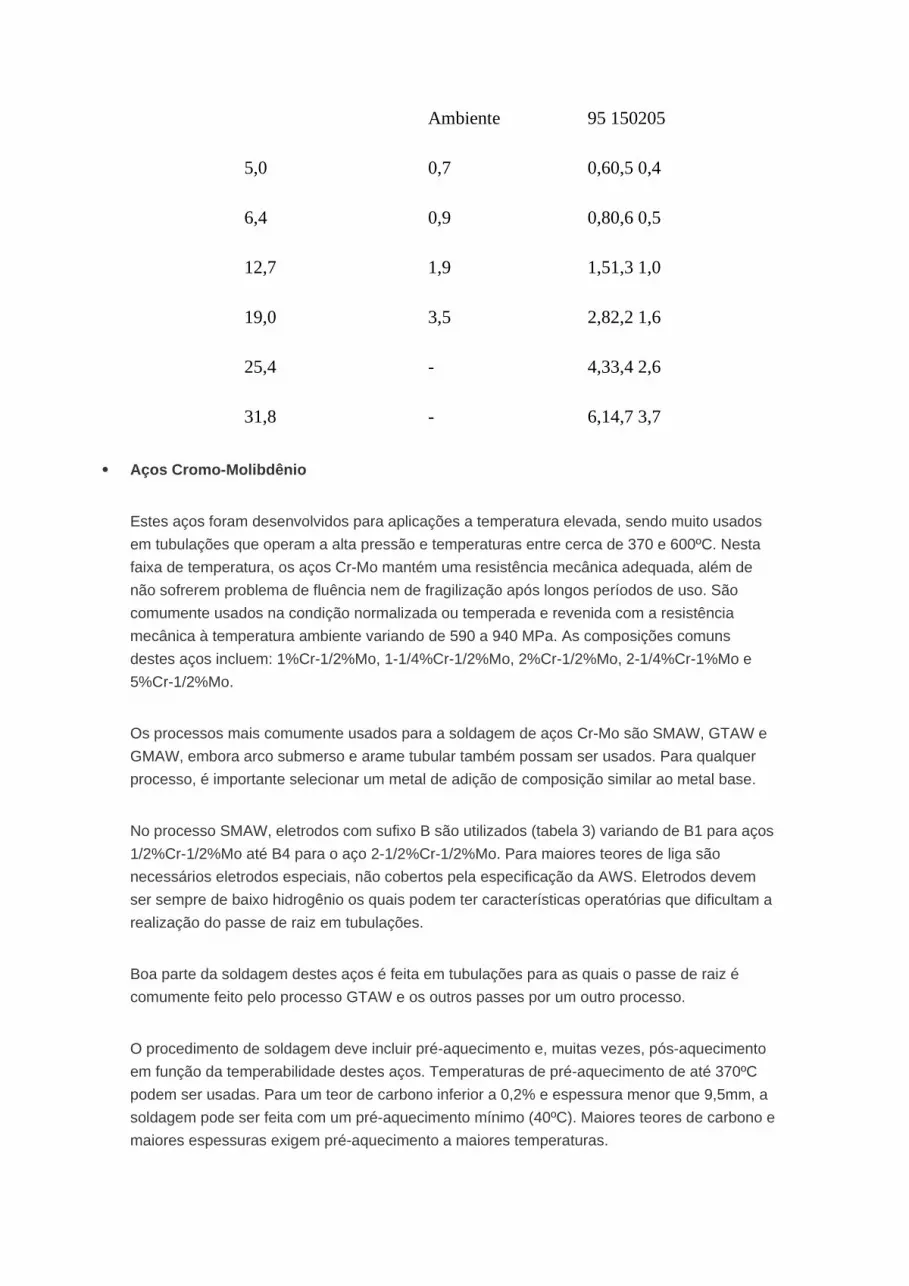
Ambiente 95 150205
5,0 0,7 0,60,5 0,4
6,4 0,9 0,80,6 0,5
12,7 1,9 1,51,3 1,0
19,0 3,5 2,82,2 1,6
25,4 - 4,33,4 2,6
31,8 - 6,14,7 3,7
Aços Cromo-Molibdênio
Estes aços foram desenvolvidos para aplicações a temperatura elevada, sendo muito usados em tubulações que operam a alta pressão e temperaturas entre cerca de 370 e 600ºC. Nesta faixa de temperatura, os aços Cr-Mo mantém uma resistência mecânica adequada, além de não sofrerem problema de fluência nem de fragilização após longos períodos de uso. São comumente usados na condição normalizada ou temperada e revenida com a resistência mecânica à temperatura ambiente variando de 590 a 940 MPa. As composições comuns destes aços incluem: 1%Cr-1/2%Mo, 1-1/4%Cr-1/2%Mo, 2%Cr-1/2%Mo, 2-1/4%Cr-1%Mo e 5%Cr-1/2%Mo.
Os processos mais comumente usados para a soldagem de aços Cr-Mo são SMAW, GTAW e GMAW, embora arco submerso e arame tubular também possam ser usados. Para qualquer processo, é importante selecionar um metal de adição de composição similar ao metal base.
No processo SMAW, eletrodos com sufixo B são utilizados (tabela 3) variando de B1 para aços 1/2%Cr-1/2%Mo até B4 para o aço 2-1/2%Cr-1/2%Mo. Para maiores teores de liga são necessários eletrodos especiais, não cobertos pela especificação da AWS. Eletrodos devem ser sempre de baixo hidrogênio os quais podem ter características operatórias que dificultam a realização do passe de raiz em tubulações.
Boa parte da soldagem destes aços é feita em tubulações para as quais o passe de raiz é comumente feito pelo processo GTAW e os outros passes por um outro processo.
O procedimento de soldagem deve incluir pré-aquecimento e, muitas vezes, pós-aquecimento em função da temperabilidade destes aços. Temperaturas de pré-aquecimento de até 370ºC podem ser usadas. Para um teor de carbono inferior a 0,2% e espessura menor que 9,5mm, a soldagem pode ser feita com um pré-aquecimento mínimo (40ºC). Maiores teores de carbono e maiores espessuras exigem pré-aquecimento a maiores temperaturas.

Tratamento térmico após soldagem deve ser feito para teores de carbono acima de 0,2% e espessuras superiores a 13 mm. Temperaturas de tratamento térmico variam de 620 a 705ºC, as menores temperaturas sendo usadas para as menores espessuras. No caso de interrupção da soldagem antes de seu término, a junta deve ser resfriada lentamente e tratada termicamente antes do reinício da soldagem.
Quando diferentes tipos de aços Cr-Mo são soldados, as condições de pré-aquecimento e de tratamento térmico são determinadas pelo aço de maior teor de liga, mas o metal de adição pode ser selecionado com base no metal base menos ligado.
4.5. Exercícios Propostos5. SOLDAGEM DOS AÇOS INOXIDÁVEISQuando se diz que um material apresenta uma soldabilidade ruim, ou que é difícil de ser soldado, o que está sendo dito é que a soldagem deste material envolve uma série de cuidados. Em poucos casos significa que o material não é soldável. Os aços inoxidáveis são materiais que apresentam uma boa soldabilidade, que exigem alguns poucos cuidados durante a sua soldagem.
A soldabilidade dos aços inoxidáveis é função do tipo de aço inoxidável. Cada um dos grupos apresenta características próprias com relação a soldabilidade. Além dos problemas de soldabilidade, que são geralmente de ordem metalúrgica, os aços inoxidáveis também são susceptíveis a outros tipos de descontinuidades introduzidas no cordão de solda, que afetam o desempenho da junta soldada.
5.1- Aços Inoxidáveis MartensíticosO comportamento metalúrgico dos aços inoxidáveis martensíticos é, em uma primeira aproximação, similar ao dos aços carbono temperáveis. Como estes, eles podem ser austenitizados quando aquecidos a uma temperatura suficientemente alta e, ao serem resfriados, a austenita se transforma. Os produtos desta transformação dependem da velocidade de resfriamento. Para baixas velocidades, eles serão ferrita e carbonetos e, para velocidades altas, a austenita se transforma em martensita. Em função destas transformações, são considerados os mais difíceis entre os aços inox para se soldar.
C, exceto para peças de grande espessura. Para um aço com 0,12 % de C e 12% de Cr, as temperaturas MDevido ao seu elevado teor de cromo, os aços inoxidáveis têm elevada temperabilidade e podem ser temperados por um resfriamento ao ar desde temperaturas superiores a 820s e Mf C. Estas temperaturas diminuem quando o teor de cromoC e 150-180situam-se, respectivamente, entre 300-350 ou outros elementos é aumentado.
Os aços inoxidáveis martensíticos são normalmente utilizados na condição temperada e revenida ou na condição recozida. No primeiro caso, a têmpera induz uma estrutura dura e frágil, que pode ser minimizada pelo revenimento, que causa a precipitação de uma fina dispersão de carbonetos. A escolha das temperaturas de têmpera e, particularmente, de revenido, permite a obtenção de diferentes combinações de propriedades mecânicas. Na

condição recozida, obtida geralmente por resfriamento em forno, o aço apresenta uma estrutura de ferrita e carbonetos macia e com menor resistência à corrosão.
5.1.1 – Microestrutura da Região SoldadaA poça de fusão se solidifica na forma de ferrita delta, que posteriormente se transforma em austenita. A transformação completa da ferrita delta ocorre somente se os teores de Cr, C e outros elementos de liga estiverem corretamente ajustados. Si, Mo e Al estabilizam a ferrita delta. Uma vez, que formam carbonetos muito estáveis, Nb e V têm efeito comparáveis a uma redução no teor de carbono e sua presença exige uma redução no teor de cromo para garantir a formação de uma estrutura totalmente austenítica durante o resfriamento.
Contudo, mesmo que a liga tenha uma composição correta segundo o ponto de vista termodinâmico, a transformação da ferrita delta em austenita pode ser incompleta, devido à velocidade de resfriamento elevada, como ocorre comumente na soldagem. A segregação pode causar a estabilização da ferrita tanto no centro das dendritas (devido à rejeição de carbono pelo sólido), como nas regiões inter-dendríticas (pela concentração de elementos estabilizadores da ferrita no último líquido a se solidificar).
Devido à sua elevada temperabilidade, tanto a zona fundida quanto a região da ZAC austenitizada pelos ciclos térmicos de soldagem se transformam em martensita no resfriamento e a dureza destas regiões dependerá primeiramente da composição química, particularmente, do teor de carbono. O procedimento de soldagem e o tratamento térmico inicial da peça terão pouca influência nesta dureza. Dependendo de suas temperaturas Ms e Mf e da presença de segregação, a microestrutura destas regiões poderá ser formada por martensita, por martensita e ferrita delta ou por martensita (ou martensita com ferrita delta) e austenita retida.
Aços inoxidáveis austeníticos como os tipos AISI 308, 309 ou 310 podem ser utilizados como metal de adição na soldagem dos aços martensíticos ou destes com outro tipo de aço inoxidável. Nestas condições a zona fundida não é endurecível, possuindo boa tenacidade e dutilidade na condição soldada. Peças soldadas com este tipo de metal de adição são geralmente colocadas em serviço sem tratamento térmico pós-soldagem. Entretanto, para a sua utilização, devem-se considerar cuidadosamente as possíveis consequências devidas a diferenças de propriedades mecânicas, físicas e químicas entre a zona fundida e o metal de base.
5.1.2 – Procedimento de SoldagemC), um revenimento para aliviar tensões oriundas da solda e revenir a martensita formada.C/h), dando uma estrutura ferrítico-perlítica. O tratamento mais comum, entretanto, é após pré-aquecimento mais baixo (da ordem de 200C), e que seja mantido até o tratamento térmico final, que pode ser um recozimento, seguido de um resfriamento lento (25Sendo estes aços de estrutura quase sempre martensítica, apresentam basicamente os problemas referentes à martensita. Na família dos aços com 12 a 13% Cr e 0,10 a 0,30% C, a estrutura será martensítica, quase qualquer que seja o resfriamento, a menos que haja um pré-aquecimento da ordem do Mi (350 - 400

C possibilita que o hidrogênio absorvido na soldagem seja liberado pouco tempo após, equivalendo e substituindo um tratamento de pós aquecimento. Uma energia de soldagem elevada também é recomendada. Da mesma forma, costuma-se recomendar a aplicação de tratamento térmico após a soldagem, evitando a queda da temperatura até à ambiente.Um problema que pode aparecer é a fissuração a frio, pelo hidrogênio. Fazendo-se um pré-aquecimento de 200 a 250
O fator principal, entretanto, para determinar a necessidade e os parâmetros dos tratamentos térmicos de pré e pós aquecimento é o teor de carbono. Abaixo de 0,1% C pode-se soldar com baixa temperatura de pré aquecimento ou mesmo nenhum.
Temperaturas de pré aquecimento, energia de soldagem e TTAS para aços martensíticos
Teor de Carbono (%)
C)Temperatura Pré-aquecimento (
Energia de Soldagem
Tratamento Térmico Pós Soldagem
< 0,10 15 (mínima) normal opcional
0,10 a 0,20 205 - 260 normal resfriar lentamente
0,21 a 0,50 260 - 315 normal tratamento necessário
> 0,50 260 - 315 elevada tratamento necessário
5.1.3 – Tratamento Térmico Pós SoldagemAs funções do tratamento térmico pós soldagem são: (a) revenir ou recozer a zona fundida e ZAC para diminuir a dureza ou melhorar a tenacidade, (b) diminuir as tensões residuais associadas com a soldagem e (c) permitir a difusão do hidrogênio.
C, por algumas horas, para se obter na região de solda propriedades mecânicas semelhantes às do metal de base.O tratamento de revenimento é geralmente feito entre 600 e 850
Se a operação de soldagem é terminada com a junta a uma temperatura próxima de Ms e esta é colocada imediatamente em um forno para revenimento, as suas propriedades mecânicas poderão não ser melhoradas, mesmo que este procedimento se mostre efetivo para evitar a formação de trincas. As melhores propriedades podem ser obtidas submetendo-se a peça a um tratamento completo de têmpera e revenimento, o que geralmente não é possível, ou permitindo-se que a junta resfrie até completar a transformação martensítica e, só então, submetendo-a ao revenimento. Este último procedimento permite a obtenção de soldas com propriedades mecânicas semelhantes àquelas do metal de base no estado temperado e revenido. Ele exige, entretanto, o conhecimento do valor de Ms do aço sendo soldado e, para estruturas pesadas, implica na necessidade de um controle rigoroso da temperatura da peça pois, à medida que esta temperatura diminui, o risco de fissuração aumenta.

C, pode ser utilizado.O recozimento completo da solda causa a formação de um estrutura completamente ferrítica com carbonetos relativamente grosseiros. Esse tratamento deve ser feito somente quando uma baixa dureza é requerida, pois esta estrutura apresenta menor resistência à corrosão e necessita de um elevado tempo de austenitização para redissolver os carbonetos. Para a eliminação do hidrogênio, um tratamento térmico a uma temperatura mais baixa do que as utilizadas para revenimento, por exemplo em torno de 300
5.2. Aços Inoxidáveis Ferríticos
Em uma primeira aproximação, os aços inoxidáveis ferríticos são est). Como esta solução pode conter muito pouco carbono e nitrogênio (elementos intersticiais) dissolvidos, estes elementos estão presentes principalmente na forma de precipitados de carbonetos e nitretos de cromo.ruturalmente simples. À temperatura ambiente, eles consistem de uma solução sólida de cromo em ferro, com estrutura cristalina cúbica de corpo centrado (
C. Estas considerações são válidas para ligas binárias Fe-Cr puras, que não é o caso dos aços inoxidáveis, que possuem outros elementos em menor quantidade.O cromo é o elemento fundamental destes aços, sendo que por ser um elemento alfagêneo, estabiliza a ferrita e tende a reduzir ou suprimir o campo de existência da austenita. Devido a esta propriedade, a faixa de existência da austenita diminui rapidamente para teores superiores a 7%Cr e, para teores acima de 13%, a austenita não mais se forma. Para teores entre 12 e 13%, o material pode sofrer somente uma transformação parcial, permanecendo bifásico (ferrita e austenita) entre as temperaturas de 900 a 1200
C) e apresentar nesta faixa de temperaturas uma estrutura de ferrita e austenita. Esta austenita apresenta alta temperabilidade e pode ser facilmente transformada em martensita durante o resfriamento.Elementos gamagêneos, particularmente carbono e nitrogênio, causam a expansão do campo de existência da austenita para maiores teores de cromo. Assim, dependendo do balanço entre as quantidades de elementos alfagêneos e gamagêneos, aços inoxidáveis ferríticos com teores de cromo muito superiores a 13% poderão sofrer uma transformação parcial a alta temperatura (tipicamente 900 a 1200
C, os aços tendem a ter uma estrutura completamente ferrítica, sem a presença de austenita ou de precipitados. Esta estrutura pode sofrer um crescimento de grão extremamente rápido. Devido à sua estrutura CCC, a granulação grosseira causa um aumento da temperatura de transição ao impacto, isto é, diminui a tenacidade do material.Em aços estabilizados, isto é, que contêm adições de Nb ou Ti, os carbonetos ou nitretos de cromo são parcial ou completamente substituídos por carbonitretos de nióbio ou de titânio. Estes precipitados são mais estáveis que os de cromo e só se solubilizam a temperaturas mais elevadas. Entretanto, em ambos os casos, para temperaturas superiores a cerca de 1200
5.2.1 - Microestrutura da Região de SoldaEm ligas parcialmente transformáveis, a solda terá as seguintes regiões:
- Região Bifásica: corresponde à porção da ZAC que foi aquecida até o campo de coexistência da austenita e da ferrita. A austenita se forma preferencialmente nos

contornos de grão da ferrita e, após resfriamento nas condições encontradas na soldagem, se transforma em martensita.
- Região de Crescimento de Grão: corresponde à região da ZAC aquecida acima do campo de coexistência da austenita e da ferrita. É caracterizada por um intenso crescimento de grãos e pela dissolução e posterior reprecipitação dos carbonetos e nitretos presentes. Durante o resfriamento, pelo afastamento da poça de fusão, esta região atravessa o campo bifásico, de modo que a austenita é formada preferencialmente nos contornos de grão, em geral com estrutura de placas do tipo Widmanstätten. A temperaturas mais baixas esta austenita pode se transformar em martensita.
- Zona Fundida: caso a composição química seja igual à do metal de base, esta apresentará uma estrutura semelhante à da região anterior, tendo entretanto grãos colunares.
A solda é caracterizada por uma estrutura de granulação grosseira, apresentando uma rede de martensita junto aos contornos de grão e finos carbonetos e nitretos nos contornos e no interior dos grãos. Como consequência, a solda tende a ser frágil, não aceitando solicitações mecânicas acentuadas.
Aços inoxidáveis ferríticos com teor mais elevado de cromo, com menor teor de elementos intersticiais e/ou adições de elementos estabilizantes podem ter um balanço entre elementos alfagêneos e gamagêneos tal que a austenita não se forme em nenhuma temperatura. Nestas condições, a sua ZTA será formada essencialmente por uma região de crescimento de grão e a zona fundida apresentará uma estrutura grosseira e colunar, com precipitados finos intra e intergranulares. Em aços estabilizados com Nb ou Ti, o crescimento de grão pode ser reduzido apenas parcialmente, pela maior estabilidade dos carbonitretos destes elementos em relação aos de cromo. Em aços com menores teores de intersticiais, o problema de crescimento de grão é mais intenso, já que a quantidade de precipitados é menor.
5.2.2 - Procedimentos de SoldagemEsses aços apresentam como inconvenientes mais graves a falta de transformação estrutural, o que provoca o crescimento de grão e a perda de tenacidade e a formação parcial de martensita. Isto não impede o seu uso, mas o restringe. Alguns cuidados portanto devem ser tomados com relação à sua soldagem:
C e do crescimento do grão). De uma forma geral, a escolha de processos/ procedimentos que levem em conta tal situação reduzem a fragilização na zona fundida e na ZAC.Baixa energia de soldagem, pelo uso de eletrodos de menor diâmetro e/ou baixa corrente de soldagem, propicia um resfriamento mais rápido e, consequentemente, menor probabilidade de problemas de fragilização (fase sigma, dos 475
C, principalmente em peças mais espessas. Embora pareça paradoxal, tem pequeno efeito no tempo de permanência nas temperaturas de crescimento de grão, mas serve para manter a temperatura da junta acima da temperatura de transição, garantindo dutilidade suficiente para resistir às tensões residuais durante a soldagem.b) Pré aquecimento de até 200

C serve para aliviar as tensões, e melhorar as propriedades mecânicas da junta. Nessa faixa de temperatura a difusão é ainda baixa para que o crescimento do grão (que já é grande na ZF e ZAC) preocupe ainda mais.c) Tratamento térmico de 650 - 780
Se é desejada maior ductilidade (o que é comum), deve-se fazer a soldagem heterogênea, ou seja, com eletrodo austenítico ou liga de níquel. No caso de se utilizar metal de adição ferrítico, o mesmo pode conter Al, Ti ou Nb, para refinar o grão da ZF.
e) Quando soldando aços com baixos teores de intersticiais, recomenda-se processos com proteção gasosa de gases inertes, uma vez que podem aumentar a tendência de formação de martensita no metal de solda.
f) A contaminação por hidrogênio e oxigênio também fragilizam as soldas de inox ferrítico. Devem ser eliminados os procedimentos e fontes destes elementos, tais como umidade, óleos, graxas, contaminação atmosférica devido deficiência do sistema de proteção gasosa, etc.
5.3 – Aços Inoxidáveis Austeníticos
Os aços inoxidáveis austeníticos são o maior grupo de aços inoxidáveis em uso, representando cerca de 65 a 70% do total produzido no mundo. Esta classe de materiais é caracterizada pelas seguintes propriedades:
* tenacidade e ductilidade superiores à da maioria dos outros aços. Estas propriedades são mantidas até temperaturas muito baixas.
* boas resistência mecânica e à corrosão a temperaturas elevadas, o que permite a sua utilização em temperaturas superiores à máxima de serviço de aços baixa liga ou inoxidáveis martensíticos e ferríticos.
* elevada capacidade de endurecimento por deformação plástica (em geral). Esta endurecibilidade não é acompanhada por uma elevada perda de ductilidade.
* soldabilidade relativamente boa. A ausência de transformação martensítica e sua boa tenacidade implicam na sua insensibilidade à fissuração pelo hidrogênio. A sensibilidade à formação de porosidades também é baixa e a zona fundida tem propriedades que se assemelham à do metal de base.
Existe um grande número de tipos de aços inoxidáveis austeníticos, mas as ligas mais utilizadas são aquelas contendo cerca de 18% Cr e 8% Ni (aço 304). Por isto, a discussão sobre a estrutura destas ligas pode se iniciar pelo diagrama pseudo-binário Fe-18%Cr-Ni (figura 8).
Segundo este diagrama, para teores de níquel inferiores a 1 - 1,5%, o material se comportaria como um aço completamente ferrítico durante o resfriamento a partir de altas temperaturas. Acima deste teor, existe uma faixa de temperaturas em que a liga é bifásica (austenita + ferrita delta), que se amplia com o aumento do teor de níquel.

Finalmente, acima de cerca 3,5% de níquel, existe um intervalo de temperaturas em que a liga é completamente austenítica, e que se amplia com maiores teores de níquel.
Figura 8 - Seção vertical do diagrama ternário Fe-18%Cr-Ni
Com o aumento na quantidade deste elemento, a temperatura Ms é diminuída, mas até cerca de 7 a 8% de níquel esta temperatura permanece acima da ambiente e o aço é portanto do tipo martensítico. Assim, os aços inoxidáveis austeníticos são, em geral, ligas contendo 18% Cr e teores de Ni superiores a 8%.
C, os aços austeníticos com teores de carbono superiores a 0,03% estão sujeitos à precipitação de um carboneto de cromo MC é similar ao do níquel, isto é, ele tende a ampliar a faixa de existência da austenita e consequentemente reduz a quantidade de ferrita delta presente a altas temperaturas. Entretanto a solubilidade do carbono na austenita diminui com a queda da temperatura. Durante um resfriamento lento ou durante uma breve permanência entre cerca de 450 e 850O efeito do carbono sobre a estrutura dos aços inoxidáveis austeníticos acima de cerca de 90023C6que pode prejudicar certas propriedades do material, particularmente sua resistência à corrosão e sua ductilidade a baixas temperaturas. Os aços inoxidáveis austeníticos também podem ter a adição de outros elementos de liga para a obtenção de propriedades especiais.
5.3.1 - Microestrutura da Zona FundidaA microestrutura da solda dos aços austeníticos difere em alguma extensão da microestrutura do metal de base. Esta é, em geral, constituída inteiramente de austenita, enquanto que soldas podem reter quantidades variáveis de ferrita à temperatura ambiente. As soldas austeníticas podem solidificar inteiramente como austenita ou inicialmente como austenita e posteriormente como ferrita ou inicialmente como ferrita e depois como austenita ou ainda inteiramente como ferrita, à medida que a relação

(Cr/Ni)eq aumenta. Posteriormente, durante o resfriamento parte da ferrita formada durante a solidificação pode se transformar em austenita.
A transformação da ferrita delta em austenita é completa somente se o aço permanecer por um tempo suficientemente longo na faixa de temperaturas na qual a cinética é mais rápida. Este não é geralmente o caso das soldas, onde o resfriamento rápido causa a retenção de alguma ferrita até a temperatura ambiente. A morfologia e quantidade de ferrita irá depender da composição química e da velocidade de resfriamento. Quanto maior for esta velocidade, menor deve ser a extensão desta transformação.
Algumas características das soldas dos aços inoxidáveis resultam desta estrutura. Ela é predominantemente austenítica, possui excelente ductilidade, comparável à do metal de base, e não é sensível à fissuração pelo hidrogênio. Devido a isto não é necessária a utilização de pré aquecimento nem tratamentos térmicos pós soldagem. A ferrita delta e considerada, em geral, um constituinte desejável na zona fundida devido ao seu efeito favorável na resistência à fissuração na solidificação. Por outro lado, a sua quantidade deve ser controlada em aplicações em que a junta deva apresentar uma resistência à corrosão ótima, em que seja necessária uma alta tenacidade da solda a baixas temperaturas e, finalmente, em que a peça deva ser completamente não magnética.
5.3.2 - Procedimentos de SoldagemSão os mais importantes dentre os inoxidáveis, e em geral os mais nobres e mais fáceis de serem soldados. Basicamente deve-se tomar cuidado com relação à fissuração e trincas a quente, e sensitização; e em menor escala, em circunstâncias especiais, também a fase sigma.
Lista-se, a seguir, algumas regras sobre a soldagem destes aços:
a) Soldar com menor energia possível. Esses aços não são susceptíveis de se endurecerem por tratamento térmico. Neste caso, o arco deve ser o mais curto possível.
b) Em peças pequenas não se faz pré-aquecimento. Em peças de grande espessuras pode-se fazê-lo, à temperaturas não muito altas, para evitar tensões devido aquecimento diferencial.
c) É aconselhável o martelamento de passes intermediários, a fim de diminuir as tensões residuais finais, exceto em peças finas.
C).C para evitar ampliar o tempo de permanência na faixa de sensitização (450 - 850d) Não se deve deixar a temperatura interpasse passar de 200
e) Alívio de tensões deve ser feito quando a espessura for grande ou quando houver acúmulo de cordões de solda em peças complexas.
f) Caso haja risco de sensitização, deve-se usar o metal de base e o eletrodo com baixo carbono ou estabilizado.

g) Usar sempre que possível, metal de adição que propicie haver ferrita delta na estrutura segundo valor apropriado.
h) Em perigo de trinca a quente usar eletrodo com baixo teor de fósforo, enxofre e silício.
5.3.3. Tratamento Térmico após a SoldagemA necessidade de tratamento térmico após soldagem depende bastante das condições de uso da peça. Em alguns casos, o tratamento é usado para atingir o maior grau de resistência à corrosão possível, e em outros casos apenas para alívio de tensões.
C. Para espessuras menores que 3,2 mm, o resfriamento pode ser ao ar. Para espessuras maiores, resfria-se toda a peça na água, ou com jato de água. A velocidade de resfriamento depende bastante do teor de carbono, sendo que, quanto maior for este último, mais drástico deve ser o resfriamento.C durante um tempo de 1h/pol e mínimo de meia hora, seguido de um resfriamento rápido, principalmente pela faixa de 900 - 500Para se evitar corrosão intergranular faz-se uma hipertêmpera a 1050 - 1150
Deve-se levar em conta, no entanto, que o resfriamento rápido pode trazer problemas de distorções e tensionamento, devido ao grande coeficiente de dilatação térmica e à baixa condutividade térmica dos aços austeníticos. De um modo geral não se faz tratamento térmico em soldas austeníticas, o que é uma grande vantagem. O código ASME - seção VIII, nos itens UHA-32, UHA-100 e UHA-108 trata do assunto, indicando o tratamento mais adequado para cada caso.
5.4 – Problemas na Soldagem dos Aços Inoxidáveis5.4.1 - Trincas a Frio em Aços Martensíticos (Fragilização por Hidrogênio)Este tipo de fragilização é bastante perigoso, pois nem sempre as trincas ocorrem logo após a soldagem. Seu aparecimento está sempre ligado aos três fatores abaixo, concomitantemente:
1) estrutura martensítica
2) tensões
3) presença de hidrogênio
C) é a ZAC, embora possa ocorrer também na zona fundida de uma junta soldada. As causas da trinca a frio induzida por hidrogênio podem ser:O local preferencial de aparecimento da trinca a frio (abaixo de 400
Energia de soldagem baixa, isto é, corrente de soldagem baixa ou velocidade de soldagem elevada.
Consumível especificado erroneamente: diâmetro pequeno e, consequentemente, corrente de soldagem baixa; consumível com teor de hidrogênio elevado.
Projeto da junta inadequado, ou seja, tipo do chanfro não adequado para a espessura do material, ângulo do chanfro grande, gerando tensões elevadas na junta.

Procedimento de soldagem incorreto como ausência ou temperatura de pré-aquecimento insuficiente; ausência de controle da temperatura interpasses; ausência de pós aquecimento para aliviar tensões e diminuir o teor de hidrogênio dissolvido no material.
Quanto à prevenção, se faz basicamente nos dois últimos fatores, já que a estrutura para deixar de ser martensítica requereria muito cuidado, tempo, custo e o aço perderia certas propriedades desejadas. A estrutura martensítica é desejada em muitos casos. Logo, é inevitável.
Deve-se fazer o possível para se reduzir o nível de tensões atuantes na junta soldada.
O cuidado quanto ao hidrogênio requer que se evite a presença de umidade, principalmente através do revestimento do eletrodo, ou fluxo, secando, controlando a umidade, temperatura, etc.
5.4.2 – Trincas a Quente em Aços AusteníticosAlgumas constatações podem ser feitas inicialmente em todos os casos de trincas desse tipo em aços inoxidáveis austeníticos e em menor escala nos martensíticos e austeno-martensíticos.
C).C ou de 1250- as trincas ocorrem a altas temperaturas (acima de 1150
- o tipo de trinca é intergranular.
- normalmente as trincas estão localizadas na zona fundida, embora possam ser encontradas também na ZAC (trincas ou fissuras de liquação).
- em geral as trincas são superficiais. Pelo fato delas aflorarem, facilitam a sua detecção com líquidos penetrantes ou partículas magnéticas.
Podemos separar em dois mecanismos básicos, as trincas que aparecem. O primeiro mecanismo diz que a estrutura (grãos envoltos por um filme líquido) não pode resistir aos esforços de contração e se trinca no filme líquido.
O outro mecanismo diz que a trinca ocorre no estado sólido, também devido à fase segregada, mas por causa de sua menor resistência mecânica e/ou maior fragilidade e menor ductilidade.
Quanto à influência dos elementos, o oxigênio é considerado negativo. O líquido interdendrítico, existente ainda algum tempo após cessada a proteção da solda, pode oxidar-se, formando óxidos frágeis.
O controle mais efetivo da tendência à fissuração a quente, é feito através da presença da ferrita na estrutura. O efeito da ferrita tem sido explicado por várias teorias, entre as quais citam-se:

1) A mais generalizada diz que grande parte dos elementos nocivos são ferritizantes e, portanto, a ferrita os dissolve em maior grau que a austenita, isolando esta de seus efeitos nocivos. Entre eles, citam-se o fósforo, o silício, o enxofre, o nióbio e o oxigênio. Tem-se observado que quando ocorrem trincas a quente estas sempre iniciam em regiões totalmente austeníticas, livres de ferrita.
2) Outro efeito da ferrita é gerar novas superfícies de grãos ferrita-austenita, em adição às áreas austenita-austenita. Dessa maneira, o “filme líquido” se espalhará por uma superfície muito maior, reduzindo seu efeito.
3) Um terceiro efeito é o refino do grão. Certos pesquisadores acreditam que aços contendo ferrita têm menor faixa de solidificação que os puramente austeníticos, reduzindo assim a segregação. Com menor segregação e grãos menores, portanto, maiores áreas de contornos de grãos, o efeito será bem menor.
4) A ferrita tendo um menor coeficiente de dilatação térmica reduz a contração e pode ajudar a resistir à trinca.
Em função do efeito benéfico da ferrita no material, convencionou-se um teor entre 4 e 10% como ideal para se prevenir contra a trinca a quente.
Contaminações de nitrogênio durante a soldagem podem reduzir o percentual de ferrita no metal de solda, por ser este elemento fortemente austenitizante. Desta forma, uma proteção gasosa adequada torna-se essencial, principalmente para materiais mais susceptíveis a trinca a quente.
Outro fator relacionado a formação de trinca a quente é o formato da poça de fusão. Formato tipo “lágrima”, com cauda muito afunilada, tende a provocar maior trincamento a quente. Deve-se objetivar formatos elípticos, o que é conseguido com menores correntes e velocidades de soldagem. O uso de barras de cobre na parte inferior das juntas a serem soldadas também auxilia, uma vez que ajuda no resfriamento das mesmas.
5.4.3. Formação de Fase SigmaC) em aços ferríticos, em regiões ferríticas de ligas austeníticas ou mesmo na austenita. Apresenta uma dureza de 750 a 1000 Vickers, tem estrutura tetragonal, e seu problema principal é a fragilidade a frio.A fase sigma é um composto intermetálico de Fe-Cr em que a razão de composição é de aproximadamente um átomo de cromo para um átomo de ferro. Forma-se a altas temperaturas (550 - 900
Normalmente esta fase só se forma em teores de cromo acima de 20%, após grande tempo de exposição, o qual se reduz bastante se o aço é totalmente ferrítico. O trabalho a frio ajuda na formação desta fase, pelo aumento da difusão e da taxa de nucleação de novos grãos na recristalização.
Quanto a sua formação nos aços austeníticos, a velocidade é mais lenta e o mecanismo aceito é o de precipitação e redissolução dos carbonetos. O carbono se difunde mais

rapidamente e o cromo aumenta sua concentração, podendo formar ferrita localmente que, nas circunstâncias próprias, dará fase sigma. A tendência à formação de fase sigma diminui com o aumento do teor de carbono e queda do teor de cromo. O níquel aumenta a tendência de obtenção de fase sigma até 25%. A partir daí, para teores maiores, a reduz rapidamente até impossibilitar a sua formação.
Quanto à soldagem, mesmo que temperaturas críticas sejam atingidas, em geral não há motivos para preocupações, devido ao resfriamento rápido. Entretanto o cuidado a ser tomado é não soldar aços inoxidáveis que tenham fase sigma. Nesses casos quase sempre há formação de trincas.
C. Isto, entretanto, não imuniza o material contra novas precipitações de fase sigma e, portanto, sempre se deve ter cuidado quando se trabalha a temperaturas elevadas por longo período de exposição.A fase sigma pode ser destruída após um tratamento térmico a temperaturas acima de 1000
C5.4.4. Fragilização à 475C a fragilização dos aços ferríticos é máxima. E o fenômeno se reveste de importância, uma vez que um dos usos mais importantes dos aços ferríticos é justamente em temperaturas elevadas.O nome deriva do aspecto de que a 475
A fragilização é consequência de uma série de processos estruturais, como precipitação de zonas de ferrita ricas em cromo, que causam um efeito de endurecimento por precipitação. Tem sido observada em todos os aços Fe-Cr, e em maior escala nos de mais alto cromo. A fragilidade pode ser associada com o aumento da dureza, e outras variações, como diminuição do volume específico e da resistência elétrica, e aumento da força de coesão dos átomos.
Para um aço com 15% Cr o período de tempo para haver fragilização é de 700 horas. Com 14% é de 7000 horas e com 13% é de 65000 horas. Se se quer que o material mantenha ductilidade por 100000 horas é necessário que o teor de cromo seja menor que 12,8%. Apesar de ser um tipo de fragilização possível de acontecer nos aços inox ferríticos, é um tipo de ocorrência quase impossível de aparecer apenas devido a processos de soldagem.
5.4.5. Fragilização pelo Crescimento de GrãoC e da fase sigma podem ocorrer, ou se agravarem também na soldagem, mas são basicamente problemas de uso.Juntamente com a formação de uma rede de martensita ao longo dos contornos de grão ferríticos (no caso de ligas com maiores teores de intersticiais), o crescimento de grão é o principal mecanismo de fragilização dos aços ferríticos nos processos de soldagem. A fragilização dos 475
Os aços ferríticos não apresentam variação estrutural, desde a temperatura ambiente até a fusão. Nas altas temperaturas, portanto, que ocorrem na zona afetada pelo calor e na zona fundida, estão sujeitos ao crescimento irreversível e exagerado dos grãos.
C. O principal efeito do crescimento de grão é aumentar a temperatura de transição dúctil-frágil, podendo conduzir a uma junta altamente frágil quando a solda se resfriar

até a temperatura ambiente. Sob o efeito das tensões residuais ou de trabalho, o resultado pode ser o trincamento na região soldada.Esse fenômeno de crescimento dos grãos ocorre acima da temperatura de 1100
Em termos práticos, o problema pode ser minimizado pelo uso de baixa energia na soldagem para reduzir a velocidade de crescimento de grão e a extensão da área afetada. Além da baixa energia de soldagem, é aconselhável que o metal de adição depositado contenha Ti ou Nb e baixos teores de intersticiais (C e N).
5.4.6. Corrosão IntergranularC pode ocorrer a precipitação de carbonetos, principalmente de cromo. Esse estado chama-se sensitização. Os fatores importantes são tempo e temperatura.Quando os aços inoxidáveis austeníticos ficam submetidos à temperaturas da faixa de 450 - 850
O local preferencial de precipitação dos carbonetos são os contornos do grão. O aço sujeito à precipitação, por um período de tempo que depende da temperatura, se torna sensitizado e, portanto, sujeito à corrosão intergranular.
Ao se precipitarem, os carbonetos empobrecem a região vizinha em cromo, tornando-a menos resistente ao ataque de certos ácidos que, agindo sobre o aço, provocarão arrancamento de grãos e a desintegração total do material. Tais ácidos incluem entre os mais importantes: ácido sulfúrico, nítricos a quente, e certos ácidos orgânicos a quente. Nem todos os ácidos provocam este tipo de corrosão.
A sensibilidade à corrosão intergranular depende de vários fatores:
a) teor de carbono
b) teores de cromo e níquel (do teor de ferrita)
c) outros elementos de liga
d) granulação do aço
e) tempo e temperatura de exposição
Nas juntas soldadas há sempre uma região da ZAC que está sujeita à faixa de sensitização e, dependendo da velocidade de resfriamento, o tempo de permanência pode ser suficiente para provocar a precipitação.
Quando ocorre, a corrosão intergranular se dá como uma faixa paralela e próxima, mas não adjacente ao cordão de solda. É a região que ficou aquecida por mais tempo na faixa crítica.
C durante um tempo suficiente para redissolver os carbonetos precipitados, seguido de um resfriamento rápido. Se a peça é fina o resfriamento pode ser ao ar.Uma das

maneiras de evitar a corrosão intergranular é com tratamento térmico de hipertêmpera, isto é, um aquecimento entre 1050 e 1150
Outra maneira, mais utilizada, é usar-se aços com baixo teor de carbono, para que, mesmo havendo sensitização, a quantidade de carbonetos precipitados, seja insuficiente para prejudicar a resistência à corrosão. O comum é limitar o teor de carbono a 0,03%, sendo os aços classificados como L.
Uma terceira forma de se evitar é utilizando aços estabilizados com Nb ou Ti. Esses elementos têm avidez maior pelo carbono e, corretamente utilizados, retêm o carbono, evitando que se formem carbonetos de cromo. A quantidade destes elementos varia com o teor de carbono que se tem. Em geral usa-se Ti num teor de 5 x (% C + %N) e Nb num teor de 8 x (%C + %N) como estabilizantes.
Eletrodos e arames para soldagem de aços estabilizados devem ser também estabilizados, uma vez que, em soldas de vários passes, o metal de solda já depositado pode ser aquecido na faixa de temperatura de sensitização pelos passes seguintes. Nos processos com eletrodo consumível, particularmente a soldagem com eletrodos revestidos, o nióbio é geralmente utilizado como estabilizante do metal de adição. Nos processos TIG e oxiacetilênico, o titânio também pode ser utilizado. Para a soldagem de aços com baixo teor de carbono, utiliza-se eletrodo de baixo carbono ou, alternativamente, estabilizado.
C e resfriados rapidamente. É um comportamento inverso ao dos aços austeníticos, que se sensitizam em menores temperaturas. Entretanto o empobrecimento em cromo das regiões vizinhas segue o mesmo mecanismo. A diferença nos tratamentos térmicos que levam à sensitização é devida à diferença de solubilidade dos carbonetos na ferrita e na austenita.Os aços inoxidáveis ferríticos, como o AISI 430 (18% Cr) se tornam sensitizados quando aquecidos acima de 925
5.4.7. Corrosão sob TensãoEste tipo de corrosão afeta os aços inoxidáveis austeníticos submetidos à tensões de tração e à presença de certos meios corrosivos, como cloretos e outros halogenetos, em solução aquosa ou mesmo em vapor.
Esse tipo de corrosão não é específico das juntas soldadas, mas a soldagem pode contribuir indiretamente, pelas tensões residuais de tração, resultantes dos diferentes ciclos térmicos de soldagem. Estas tensões são, por si só, suficientes para provocar o fenômeno, uma vez que podem ser da ordem do limite de escoamento do material.
As principais características da corrosão sob tensão são:
1) As trincas podem ser intergranulares ou transgranulares dependendo do tipo de material. Pode ainda serem ramificadas ou não.
2) Há um tempo de incubação, em que a trinca se forma, mas não aparece. A seguir, propaga-se rapidamente.

3) O oxigênio e a temperatura do meio corrosivo aceleram a corrosão sob tensão.
4) A velocidade de corrosão é muito lenta quando o teor de níquel vai a mais de 40% ou desce a menos de 5%.
5) Uma grande pureza do metal é um elemento favorável à resistência à corrosão sob tensão.
7) A estrutura também contribui. Os aços austeno-ferríticos resistem melhor que os austeníticos.
8) Em casos de dúvida, é sempre aconselhável testar espécimens contendo soldas nos meios onde o material vai trabalhar, sujeitos às tensões de trabalho.
A fissuração por corrosão sob tensão pode ser reduzida ou prevenida por medidas como:
C.- diminuição do nível de tensões, por exemplo através de um tratamento térmico de alívio de tensões. Em aços austeníticos, este tratamento é normalmente feito entre 900 e 1000
- eliminação do componente ambiental crítico.
- substituindo a liga, se não for possível atuar no ambiente nem reduzir o nível de tensões. Os aços inoxidáveis austeníticos podem ser substituídos por ligas mais ricas em níquel ou por aços inoxidáveis que não contenham (tipo os ferríticos) ou que contenham menor quantidade de níquel (tipo os duplex).
aplicando inibidores no ambiente.
- aplicando proteção catódica
5.4.8. Outros Tipos de CorrosãoA corrosão galvânica é uma forma de corrosão que ocorre quando dois materiais de diferentes potenciais eletroquímicos (por exemplo diferentes composições químicas ou microestruturas) estão imersos em um eletrólito (solução ou meio corrosivo líquido). Nestas condições, uma célula galvânica pode se formar e resultar no ataque da parte anódica, que é o metal de menor potencial. A severidade do ataque aumenta com a densidade da corrente anódica, isto é, com a redução da área superficial da região anódica em relação à catódica. Como a solda tem sempre uma superfície muito menor que o resto da montagem, é essencial que ela não se torne anódica. Para isto, o princípio geral a ser seguido é a utilização de um metal de adição com composição similar ao metal de base ou, de preferência, com um teor de cromo ligeiramente maior para compensar qualquer possível efeito da diferença de microestrutura. Além disso, durante o processo de soldagem, parte dos elementos de liga, principalmente o cromo, pode ser oxidada e eliminada na escória.

A técnica de soldagem e o projeto da junta podem afetar diretamente a vida da solda. A existência de camadas espessas de óxidos e a presença de descontinuidades como porosidades, trincas superficiais, mordeduras ou falta de fusão podem causar a acumulação de agentes agressivos nestes locais. E onde estas se acumulam, o metal por elas coberto fica separado do meio e pode acarretar diferenças de concentração e de oxigenação. Ambas dão origem a diferenças de potencial que podem causar corrosão. Por isso, deve-se procurar evitar pontos descontínuos nas superfícies dos metais.
5.5. Escolha do Metal de Adição
Uma maneira prática de escolher o metal de adição é através da consulta da tabela 6. Nela estão mostradas as adições usualmente recomendadas para a soldagem de aços inoxidáveis, dissimilares ou não. Outros consumíveis podem ser utilizados, além dos apresentados na tabela.
Para utilizar a tabela 6 é só escolher os metais de base que serão soldados e encontrar a intersecção entre a respectiva linha e coluna da tabela. Por exemplo: deseja-se soldar um aço carbono A36 com um aço inoxidável 316. A intersecção da linha e coluna indicam o eletrodo ER309 como uma indicação para soldar estes dois materiais. A escolha pela tabela não leva em conta eventuais riscos de fragilização, que pode ocorrer durante a soldagem.
Tabela 6 – Seleção de Consumíveis para a Soldagem de Aços Inoxidáveis
Metal Base
301, 302, 304, 308
304L 310 316 316L 317 321, 347
405, 410, 420
430 446 Aços Carbono
Aços Baixa Liga
301, 302, 304, 308 E308 E308 E308E308E308 E308E308 E309 E309E310E309 E309
304L E308LE308E308E308 E308E309 E309 E309E310E309 E309
310 E310E316E317 E308E309 E309 E309E310E309 E309
316 E316E316 E316E308 E309 E309E310E309 E309
316L E316LE316E316L E309 E309E310E309 E309
317 E317E308 E309 E309E310E309 E309
321, 347 E347 E309 E309E310E309 E309
405,410, 420 E410 E430E410E410 E410

430 E430E430E430 E430
446 E446E430 E430
A escolha do metal de adição para a soldagem de aços inoxidáveis também pode ser realizada utilizando-se o diagrama de Schaeffler, com pequenas modificações.
5.5.1. Diagrama de SchaefflerEm soldagem é importante a avaliação da estrutura e o consequente conhecimento das propriedades de um depósito de solda de aços inoxidáveis ou ligas Fe-Cr, Fe-Ni, Fe-Cr-Ni. Esse conhecimento influi na escolha do eletrodo adequado para a execução da soldagem, bem como previsão e prevenção dos problemas que podem ocorrer, determinando também, em consequência, os tratamentos térmicos necessários, anteriores ou posteriores à soldagem.
O Diagrama de Schaeffler (figura 9) é o principal instrumento para avaliação do depósito de solda. Ele permite conhecer com antecedência a composição química da estrutura de uma solda de liga Cr-Ni. Permite também escolher os eletrodos apropriados para cada soldagem, mesmo heterogênea, de aço liga, aço carbono, aço inox ferrítico, austenítico, etc. Chega-se a comparar a importância do diagrama de Schaeffler para os aços inoxidáveis à importância do diagrama Fe-C para os aços carbono.
Figura 9 - Diagrama de Schaeffler

Schaeffler utilizou para a confecção de seu diagrama eletrodos revestidos de 4,7 mm de diâmetro e diferentes composições de cromo e níquel, sempre nos mesmos valores de tensão e corrente, e consequentemente, mesma energia de soldagem. O método foi depositar cordões simples e sem diluição, determinando a estrutura e a composição desse metal depositado. Ele encontrou os seguintes constituintes:
AUSTENITA: Estrutura puramente austenítica, CFC, de granulação grosseira, de grande tenacidade, mas sujeita à trincas e fissuração a quente.
FERRITA: Estrutura ferrítica, frágil e de granulação grosseira. Foi encontrada também uma estrutura austenoferrítica. A ferrita se forma primeiro e limita o crescimento do grão da austenita.
MARTENSITA: Estrutura dura e pouco tenaz (de acordo principalmente com o teor de carbono), sujeita a trincas a frio. Pode ser encontrada pura ou em conjunto com austenita e/ou ferrita.
Em um sistema de coordenadas onde os eixos representam o efeito dos elementos alfagêneos e gamagêneos, colocou os pontos encontrados com as respectivas estruturas à temperatura ambiente.
Schaeffler descobriu também que outros elementos agiam como o cromo e o níquel, em maior ou menor intensidade. Seu próximo trabalho foi pesquisar a influência de cada um, verificando que podiam se encaixar em uma das duas categorias: alfagêneos ou gamagêneos.
O níquel é o gamagêneo principal e a base de referência para os demais. Para o carbono Schaeffler atribuiu um efeito 30 vezes superior ao do níquel. Dentre os alfagêneos, o cromo é o principal elemento e o termo de comparação dos demais. O silício entra com uma influência 50% maior (coeficiente 1,5) que a do cromo, até o teor de 1%. A influência do molibdênio é aproximadamente a mesma do cromo (fator 1,0).
O níquel equivalente é definido como a soma do teor de níquel e dos elementos gamagêneos, multiplicados pelo fator que expressa sua influência relativamente ao níquel. Assim Schaeffler definiu o teor de níquel equivalente como:
Nieq = % Ni + 30 x % C + 0,5 x % Mn
O cromo equivalente é definido como a soma ponderada dos elementos alfagêneos. Schaeffler o definiu como:
Creq = % Cr + % Mo + 1,5 x % Si + 0,5 x % Nb
A parte mais importante do diagrama é a região austenoferrítica onde se encontram várias curvas que expressam o teor de ferrita na estrutura. Essas linhas são de grande utilidade.

D. Séférian propôs uma fórmula bem cômoda derivada do diagrama, para calcular a percentagem de ferrita duma soldagem onde a composição é tal que a estrutura seja austeno-ferrítica.
% Ferrita = 3 x ( Creq - 0,93 x Nieq - 6,7 )
Deve-se observar que o diagrama de Schaeffler não leva em consideração a velocidade de resfriamento. Assim, este diagrama fornece apenas o valor estimado da quantidade de ferrita da solda. Entretanto, na soldagem com eletrodos revestidos, as diferenças devidas à velocidades de resfriamento podem ser ignoradas para a maioria das aplicações.
a) ESCOLHA DA COMPOSIÇÃO ÓTIMA PARA A ZONA FUNDIDA
Foi Bystram que após Schaeffler delimitou no diagrama os campos que mostram as regiões de problemas característicos. As composições químicas das soldas que caírem dentro desses campos podem apresentar outros problemas também, mas os principais são os indicados. Assim, ao se executar a soldagem, deve-se levar em conta primeiramente a prevenção contra o problema indicado (vide figura 10).
CAMPO 1:
C. Esse crescimento irreversível dos grãos é mais acentuado na zona termicamente afetada, resultando em fragilização que normalmente não resiste nem mesmo aos esforços de contração da junta soldada. Por esta razão procura-se evitar a soldagem de aços inoxidáveis ferríticos.Abrange a região dos aços inoxidáveis ferríticos, ao cromo, com baixo teor de carbono. O problema é o crescimento irreversível dos grãos quando o aço está aquecido a temperaturas maiores que 1100
CAMPO 2 :
Esse campo abrange as estruturas martensíticas e parte das estruturas mistas martensítica-austenítica e martensítica-ferrítica. São normalmente os aços temperados ou temperados e revenC) é o que ocorre nesses aços, devido à ocorrência simultânea dos três fatores: martensita, tensões e hidrogênio. A fissuração se dá normalmente na zona afetada termicamente da junta soldada, mas pode ocorrer também no cordão de solda.idos, com teores mais altos de carbono (ex. 0,3%), que são sujeitos aos problemas desse campo. A fissuração a frio (abaixo de 400
CAMPO 3 :
C, aparecimento a uma fase chamada fase sigma, basicamente Fe-Cr, que tem como principal característica uma grande fragilidade à temperatura ambiente. A fase sigma, sendo formada basicamente por ferro e cromo, tem mais facilidade de se formar a partir da ferrita. Entretanto ligas austeníticas também formam fase sigma.Este campo engloba todas as composições de ligas que têm possibilidade de dar, após longo tempo de permanência em temperaturas da faixa de 500 - 900

Figura 10 - Diagramas de Schaeffler com demarcação das regiões problemáticas
CAMPO 4 :
O campo engloba basicamente as composições austeníticas. O problema que pode ocorrer nas soldagens de ligas cuja composição esteja neste campo é a fissuração a quente, que ocorre em temperaturas elevadas. Este fenômeno acontece devido principalmente à formação de fases segregadas e pré-fusíveis, aliado às tensões de contração oriundas de uma soldagem.
REGIÃO CENTRAL :
Ao centro do diagrama existe uma região que não pertence a nenhum dos quatro campos. As composições químicas que pertencem a essa região dizem que a liga está livre dos quatro defeitos anteriormente citados. O objetivo então é tentar fazer com que a composição química da zona fundida caia dentro dessa região, embora esse procedimento não resolva a situação para a zona termicamente afetada, cuja composição química é a do metal de base.
b) APLICAÇÃO DO DIAGRAMA DE SCHAEFFLER
O diagrama de Schaeffler, dentro de suas limitações não somente é útil para prever a estrutura da zona fundida de uma solda de aço inoxidável, como prever a estrutura da zona fundida de soldas heterogêneas, de metais diferentes, ou mesmo de um mesmo metal com eletrodo diferente. Como todo diagrama de fases, a regra da alavanca é

válida e, conhecendo-se ou mesmo estimando-se a porcentagem da mistura, pode-se estimar a composição resultante e em consequência sua estrutura e propriedades esperadas.
Vejamos como aplicação os casos práticos envolvendo aços inoxidáveis, situando no diagrama as composições químicas envolvidas e, como consequência a estrutura esperada e os problemas característicos.
Exemplo 1:
Soldagem de chapas de aço AISI 304 para vasos de pressão e equipamentos de indústria química utilizando eletrodo AWS E309-16. Considerar diluição de 20%, que é o percentual do metal de base no metal de solda.
Composição química do metal depositado com eletrodo E309-16 é a seguinte:
C = 0,06% Mn = 0,84% Cr = 23,1% Ni = 12,5% Si = 0,54% Mo = 0,01%
Composição química do aço AISI 304:
C = 0,06% Mn = 1,46% Cr = 18,2% Ni = 8,37% Si = 0,44% Mo = 0,074%
Calculando os valores de cromo e níquel equivalentes para o metal de base e o metal depositado temos:
a) Creq = %Cr + %Mo + 1,5 %Si + 0,5 %Nb
Metal depositado: Creq = 23,1 + 0,01 + 1,5 . 0,54 = 23,92%
Metal de base: Creq = 18,2 + 0,074 + 1,5 . 0,44 = 18,93%
b) Nieq = %Ni + 30 %C + 0,5 %Mn
Metal depositado: Nieq = 12,5 + 30 . 0,06 + 0,5 . 0,84 = 14,72%
Metal de base: Nieq = 8,37 + 30 . 0,06 + 0,5 . 1,46 = 10,87%
Localizando no diagrama as composições químicas relativas ao metal de base e ao eletrodo, encontramos dois pontos equivalentes ao metal depositado e metal de base. Unindo-os e considerando a diluição de 20% vemos que a zona fundida será formada por austenita e ferrita, com o teor desta última da ordem de 8%. Nesta região, a liga está livre dos quatro defeitos citados, ou seja, a solda poderá ser executada sem problemas.
Exemplo 2:
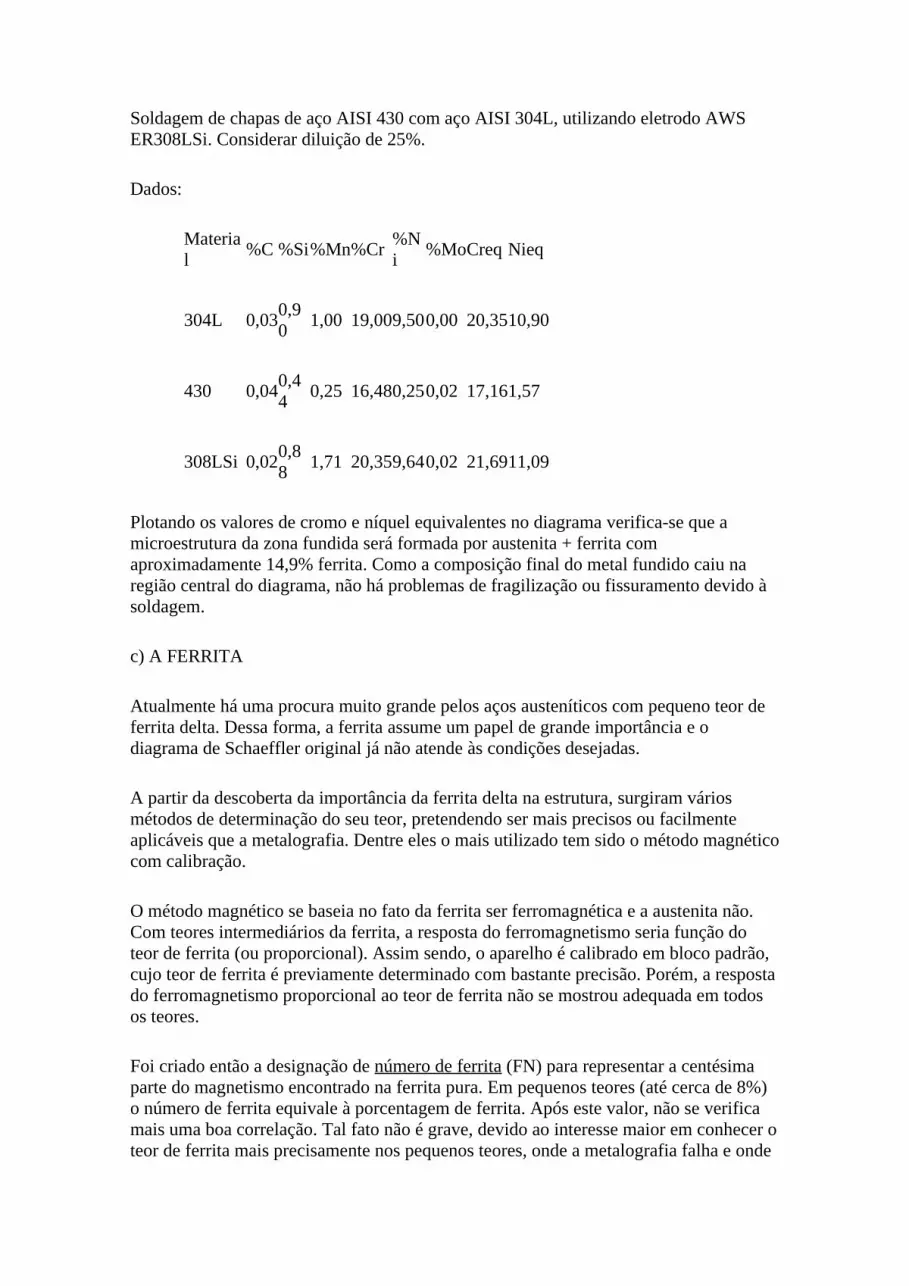
Soldagem de chapas de aço AISI 430 com aço AISI 304L, utilizando eletrodo AWS ER308LSi. Considerar diluição de 25%.
Dados:
Material %C %Si%Mn%Cr %N
i %MoCreq Nieq
304L 0,030,90 1,00 19,009,500,00 20,3510,90
430 0,040,44 0,25 16,480,250,02 17,161,57
308LSi 0,020,88 1,71 20,359,640,02 21,6911,09
Plotando os valores de cromo e níquel equivalentes no diagrama verifica-se que a microestrutura da zona fundida será formada por austenita + ferrita com aproximadamente 14,9% ferrita. Como a composição final do metal fundido caiu na região central do diagrama, não há problemas de fragilização ou fissuramento devido à soldagem.
c) A FERRITA
Atualmente há uma procura muito grande pelos aços austeníticos com pequeno teor de ferrita delta. Dessa forma, a ferrita assume um papel de grande importância e o diagrama de Schaeffler original já não atende às condições desejadas.
A partir da descoberta da importância da ferrita delta na estrutura, surgiram vários métodos de determinação do seu teor, pretendendo ser mais precisos ou facilmente aplicáveis que a metalografia. Dentre eles o mais utilizado tem sido o método magnético com calibração.
O método magnético se baseia no fato da ferrita ser ferromagnética e a austenita não. Com teores intermediários da ferrita, a resposta do ferromagnetismo seria função do teor de ferrita (ou proporcional). Assim sendo, o aparelho é calibrado em bloco padrão, cujo teor de ferrita é previamente determinado com bastante precisão. Porém, a resposta do ferromagnetismo proporcional ao teor de ferrita não se mostrou adequada em todos os teores.
Foi criado então a designação de número de ferrita (FN) para representar a centésima parte do magnetismo encontrado na ferrita pura. Em pequenos teores (até cerca de 8%) o número de ferrita equivale à porcentagem de ferrita. Após este valor, não se verifica mais uma boa correlação. Tal fato não é grave, devido ao interesse maior em conhecer o teor de ferrita mais precisamente nos pequenos teores, onde a metalografia falha e onde

se encontra a maioria dos aços utilizados. Para teores maiores, a metalografia já fornece valores satisfatórios.
5.6. Exercícios Propostos
Por que os aços inoxidáveis martensíticos são considerados os mais difíceis para soldar dentre o grupo dos aços de alta resistência à corrosão?
Se você fosse soldar um componente de aço inox martensítico, você realizaria a solda com o material no estado temperado/revenido ou recozido? Justifique sua resposta.
Explique como se apresenta a microestrutura da zona fundida e da zona afetada pelo calor de uma solda de aço inox martensítico realizada pelo processo MIG.
Que procedimentos de soldagem você adotaria para evitar a fissuração a frio pelo hidrogênio na soldagem de chapas de aço inox martensítico?
Quais são os objetivos dos tratamentos térmicos pós soldagem utilizados na soldagem dos aços martensíticos.
Qual é a função dos elementos nióbio e titânio quando adicionados aos aços inoxidáveis ferríticos e qual é a sua contribuição na soldagem destas ligas?
Com relação à sua microestrutura, quais são os principais problemas relacionados à soldagem dos aços inoxidáveis ferríticos?
Por que é recomendável a utilização de eletrodos austeníticos ou austeno-ferríticos na soldagem dos aços inox martensíticos e ferríticos?
Explique como a relação Creq/Nieq influencia na formação da microestrutura da zona fundida de uma solda de aço inoxidável austenítico.
Enumere quatro procedimentos adotados na soldagem dos aços inox austeníticos e explique o por que de sua utilização.
Explique como ocorre o fenômeno da sensitização durante a soldagem dos aços inoxidáveis austeníticos. Que soluções podem ser adotadas para evitar a sua ocorrência?
Comente os mecanismos de formação das trincas a quente (trincas de solidificação) na soldagem dos aços inox austeníticos. Enumere procedimentos de soldagem que podem ser adotados para evitar a sua ocorrência.
Explique o mecanismo de fragilização pelo crescimento de grão dos aços inox ferríticos relacionado à soldagem destes aços.
Como a soldagem pode contribuir para a corrosão sob tensão nos aços inoxidáveis austeníticos?
Qual é a aplicação do Diagrama de Schaefler para a soldagem dos aços inoxidáveis? Utilizando o Diagrama de Schaefler, verifique qual das situações abaixo é a mais
adequada para se realizar a soldagem de uma chapa de aço baixa liga com outra de aço inoxidável austenítico. As composições das ligas e dos eletrodos são informadas a seguir:
Material/ EletrodoC Si Mn Cr Ni Mo N Creq Nieq
Aço baixa liga 0,200,50 0,750,50 1,00 1,00- 2,25 7,37
Aço inoxidável 0,050,40 1,3018,308,40 0,010,03
5 18,9111,60
OK 67.62 0,050,8 0,5024,0012,5 - - 25,2014,25

0 0
OK 14.31 0,300,60 1,8020,0013,0
0 2,50- 23,4022,90
Soldagem por eletrodo revestido. Eletrodo OK 14.31. Diluição de 25%. Soldagem MIG. Eletrodo OK 67.62. Diluição de 20%.
6. SOLDAGEM DE FERROS FUNDIDOS E METAIS NÃO FERROSOS6.1. Soldagem de Ferros Fundidos
Os ferros fundidos apresentam várias características que dificultam a sua soldagem, destacando-se:
1. Alto teor de carbono e, em geral, de fósforo e de enxofre.2. Tendência à formação de cementita na região da solda devido às velocidades de
resfriamento relativamente elevadas associadas com a soldagem.3. Baixa dutilidade do metal base e de sua zona termicamente afetada.4. Estrutura porosa dos ferros fundidos cinzento, maleável e nodular favorece a absorção
de graxas e outras sujeiras durante o seu uso.
Ferros fundidos brancos são considerados, em geral, não soldáveis devido à sua extrema fragilidade. A soldagem é utilizada, em ferros fundidos cinzentos, principalmente para eliminar defeitos de fundição e para reparar peças trincadas ou mesmo fraturas.
Com base no tipo de metal de adição utilizado, a soldagem de ferros fundidos pode ser dividida em dois grupos principais:
1. Procedimentos que fornecem um metal depositado de composição similar ao metal base (ferro fundido), e
2. Procedimentos que fornecem um metal depositado de aço ou ligas com um elevado teor de metais não ferrosos (cobre/níquel).
O primeiro método é usado principalmente para reparar defeitos em peças fundidas e utiliza um pré-aquecimento de 300 a 700oC e, em geral, um tratamento térmico após a soldagem. Durante a soldagem, forma-se uma grande poça de fusão, favorecendo a remoção de gases e inclusões não metálicas as zona fundida. O resfriamento da solda é mantido bem lento (não mais do que 50-100oC/h) dificultando a formação de ledeburita e de martensita na ZF e ZTA. Os principais processos de soldagem usados neste tipo de procedimento são OFW, SMAW e FCAW.
No segundo método, a soldagem é, em geral, feita sem pré-aquecimento ou com um pré- aquecimento mínimo com a deposição de passes curtos e espaçados e com uma baixa energia de soldagem de modo a minimizar a extensão das regiões afetadas pela soldagem.
Martelamento (da solda) pode ser, em alguns casos, usado para reduzir o nível das tensões residuais. Eletrodos podem ser de metais não ferrosos (ligas de níquel ou de

cobre) ou de aço. No primeiro caso, o material não dissolve o carbono nem forma carbonetos, mantendo a ZF dútil e macia. Eletrodos de aço podem ser de aço inoxidável austenítico ou de aços especiais com elevado teor de elementos formadores de carboneto. Neste caso, o depósito tende a ter uma dureza mais elevada, não sendo, em geral, usinável. O método é usualmente realizado com o processo SMAW.
6.2. Soldagem de Metais Não Ferrosos6.2.1. Alumínio e suas LigasO alumínio é um metal caracterizado por sua baixa densidade, baixa resistência mecânica (embora tratamentos térmicos e mecânicos, particularmente para certas ligas de Al, possam levar a níveis razoavelmente elevados de resistência mecânica), boa resistência à corrosão e elevada condutividade elétrica. Existe um grande número de ligas de alumínio que podem apresentar um amplo espectro de propriedades. Estas ligas são classificadas geralmente por um sistema de quatro dígitos desenvolvido pela Aluminum Association, tabela 7.
Tabela 7 – Designação para grupos de ligas de alumínio
Elementos de liga principais Designação
Alumínio comercialmente puro (> 99% Al)1XXX
Cobre 2XXX
Manganês 3XXX
Silício 4XXX
Magnésio 5XXX
Magnésio-Silício 6XXX
Zinco 7XXX
Outros elementos 8XXX
Algumas ligas de alumínio (principalmente dos grupos 1XXX, 3XXX, 4XXX e 5XXX) não são tratáveis termicamente enquanto outras (principalmente dos grupos 2XXX, 6XXX e 7XXX) podem ser tratadas termicamente. O principal tratamento térmico envolve a solubilização e envelhecimento do material para causar endurecimento por precipitação, podendo o tratamento ser combinado ou não com endurecimento por deformação.
A presente discussão não engloba as diferentes características e, em particular, a soldabilidade das várias ligas de alumínio. O que é aqui apresentado deve ser considerado apenas como uma série de recomendações gerais válidas principalmente

para o alumínio comercialmente puro. O alumínio apresenta diferenças de propriedades físicas e químicas que levam a diferenças de sua soldagem em comparação com a dos aços:
Elevada afinidade pelo oxigênio. Elevada condutividade térmica. Elevado coeficiente de expansão térmica. Baixo ponto de fusão (660ºC).
O alumínio reage prontamente com o oxigênio do ar formando uma camada superficial de óxido cujo ponto de fusão (˜2000ºC) é muito superior ao do alumínio e que, durante a soldagem, pode formar uma barreira física impedindo o contato e mistura do metal base fundido e do metal de adição e formando inclusões na solda. Adicionalmente, a medida que se torna mais expressa, a camada de óxido absorve umidade do ar. Na soldagem, esta umidade, juntamente com outras contaminações superficiais, é uma fonte de hidrogênio capaz de gerar porosidade na zona fundida de alumínio.
O óxido de alumínio pode ser removido por meios químicos (limpeza por solventes e/ou decapagem), mecânicos (lixamento, escovamento, etc.), elétricos (ação de limpeza catódica do arco) ou metalúrgicos (ação escorificante de um fluxo durante a soldagem). Esta última forma é comum na soldagem SMAW e em processos de brasagem. Como o fluxo para alumínio é muito reativo, a sua limpeza completa da junta após a soldagem é essencial para se evitar problemas futuros de corrosão. Usualmente, mais de um método de remoção da camada de óxido é usado em conjunto. Em função da elevada reatividade do alumínio, a remoção da camada oxidada pelos dois primeiros métodos deve ser realizada imediatamente ou, no máximo, 8 horas antes da soldagem.
Como a condutividade térmica do alumínio é 3 a 5 vezes maior que a do aço, o calor de soldagem é menos eficientemente usado na soldagem desse metal. Assim, o uso de pré-aquecimento e de um maior aporte térmico é comum na soldagem de juntas de maior espessura de alumínio para garantir a formação da poça de fusão e evitar problemas de falta de fusão. O pré-aquecimento, na soldagem do alumínio, não deve ser superior a 205ºC. Na soldagem de ligas de alumínio endurecíveis por precipitação, a temperatura de pré-aquecimento deve ser ainda menor para minimizar a ocorrência de super-envelhecimento. A elevada condutividade térmica do alumínio favorece a rápida extração de calor e, assim, a rápida solidificação da poça de fusão o que facilita a sua soldagem fora da posição plana.
O coeficiente de expansão térmica do alumínio é aproximadamente duas vezes maior que o do aço. Isto favorece a ocorrência de distorção e o aparecimento de trincas.
Devido ao seu baixo ponto de fusão, este material não apresenta uma mudança de cor quando se aproxima de sua temperatura de fusão. Isto pode dificultar o controle da temperatura na brasagem manual com chama e, na soldagem a arco de chapas finas, exige um cuidado maior do soldador para se evitar que ocorra um excesso de fusão e, assim, a perfuração da junta.

Os principais problemas metalúrgicos de soldabilidade do alumínio e suas ligas são a formação de porosidade pelo H2, a formação de trincas de solidificação e a perda de resistência mecânica (para metal base encruado ou endurecível por precipitação).
Os processos mais usados para a soldagem do alumínio são GMAW e GTAW. Em ambos os processos, a seleção de consumível é baseada na composição química e em aspectos metalúrgicos e mecânicos. A especificação de consumíveis para a soldagem de alumínio e suas ligas para os processos GTAW e GMAW é coberta pelas normas AWS A5.3 e A5.10.
A soldagem GTAW é usada principalmente para juntas de menor espessura. Trabalha, em geral, com corrente alternada e eletrodo de tungstênio puro para garantir a remoção superficial de alumina (Al2O3) sem um aquecimento excessivo do eletrodo. O ignitor de alta frequência é mantido funcionando durante a soldagem para facilitar a reabertura do arco e aumentar a sua estabilidade. Recentemente, fontes de energia modernas têm permitido a soldagem com de polaridade variada com onda de formato retangular (em oposição à corrente alternada comum cuja onda tem um formato senoidal). Nesse caso, como a troca de polaridade é quase instantânea, o uso de alta frequência para manter o arco pode ser dispensado. Estas fontes permitem ainda ajustar a relação entre os tempos de cada polaridade da corrente, permitindo, assim, otimizar a ação de limpeza do arco e minimizar o desgaste do eletrodo.
Os gases de proteção usuais são argônio, hélio ou misturas de ambos. Maiores teores de hélio permitem uma melhor fusão do metal base mas causam uma redução da estabilidade do processo e da remoção de óxido da superfície da junta.
O processo GMAW é mais usado para juntas de maior espessuras, apresentando velocidade de soldagem muito superior ao processo GTAW. O modo de transferência mais usado é o spray, sendo a soldagem com curto circuito difícil ou impossível pois a baixa resistividade elétrica do arame de alumínio tende a tornar o processo difícil de ser controlado. Em função da baixa resistência mecânica dos arames de alumínio, o correto ajuste do sistema de alimentação de arame é fundamental para se evitar problemas (dobramento do arame na entrada do conduíte e consequente interrupção de sua alimentação), particularmente, na soldagem de arames de menor diâmetro.
Outros processos usados na soldagem do alumínio são a soldagem com eletrodos revestidos (SMAW), o plasma (PAW), soldagem a gás (OAW) e os processos de soldagem por resistência. Os processos de soldagem com feixe de elétrons e laser são também utilizados, mas, ainda, em pequena escala.
6.2.2. Cobre e suas LigasCobre e ligas de cobre são amplamente utilizados na indústria elétrica (devido a sua baixa resistividade), em aplicações onde a resistência à corrosão de algumas destas ligas é importante, na fabricação de mancais, etc. Existem algumas centenas de ligas de cobre com elementos como zinco, níquel, estanho, alumínio, manganês, fósforo, berílio, cromo, ferro e chumbo. Os principais grupos de ligas de cobre são:
1. Cobre comercialmente puro (>99,3%Cu);

2. Cobre ligado (<5% de elementos de liga);3. Ligas Cu-Zn (latão);4. Ligas Cu-Sn (bronze);5. Ligas Cu-Al (bronze aluminoso);6. Ligas Cu-Si (bronze silicoso);7. Ligas Cu-Ni; e8. Ligas Cu-Ni-Zn.
Novamente, a discussão aqui apresentada terá um caráter mais geral, voltada principalmente para o cobre comercialmente puro, sem entrar em detalhes da soldagem de ligas específicas.
As propriedades do cobre que requerem atenção especial para soldagem são:
Elevada condutividade térmica. Elevado coeficiente de expansão térmica. Tendência a se tornar frágil a altas temperaturas. Ponto de fusão relativamente baixo. Baixa viscosidade do metal fundido. Elevada condutividade elétrica. Resistência mecânica, para várias ligas, baseada principalmente no encruamento.
Cobre é o metal de uso comercial de condutividade térmica mais elevada necessitando, para controle da fusão na sua soldagem, de pré-aquecimentos ainda maiores que o alumínio. Por exemplo, para a soldagem de uma junta de 12 mm de espessura, recomenda-se um pré-aquecimento de cerca de 400ºC para a soldagem GMAW com argônio.
O coeficiente de expansão térmica do cobre é cerca de 50% maior que o do aço, podendo ser ainda maior para algumas ligas de cobre, existindo, assim, um grande potencial para problemas de distorção com o cobre.
O cobre e muitas de suas ligas são basicamente monofásicas, com estrutura cristalina CFC. Diversas destas ligas podem perder a sua dutilidade a alta temperatura e, ainda, sofrer problemas de fissuração a quente. Elementos de liga como arsênico, bismuto, estanho, selênio e chumbo tendem a favorecer esta forma de fissuração. Na soldagem de cobre comercialmente puro não desoxidado, a absorção de hidrogênio pela poça de fusão pode levar à reação deste gás com inclusões de óxido de cobre, com a formação de água, a qual leva à formação de trincas na ZTA destes materiais.
Ligas de cobre e zinco não devem ser soldadas a arco pois a elevada temperatura deste pode levar à vaporização de parte do zinco na poça de fusão.
Os processos mais usados para a soldagem do cobre e suas ligas são GTAW e GMAW. Soldagem GTAW é normalmente feita com corrente contínua e eletrodo negativo e proteção de argônio, hélio ou misturas destes dois gases. Para ligas de cobre e alumínio,

pode ser necessário o uso de corrente alternada para a limpeza superficial. O processo GMAW é usado para a soldagem de peças de maior espessura.
7. REFERÊNCIAS BIBLIOGRÁFICAS1 - FBTS, “Inspetor de Soldagem”, Fundação Brasileira de Tecnologia da Soldagem, vol. 1, fascículo 1, Norma PETROBRÁS N-1737, Rio de Janeiro, 1983.
2 - BRANDI, S. Et alii (Coordenação). “Soldagem - Processos e Metalurgia”, Editora Edgard Blücher Ltda, São Paulo, 1992, 494 p.
3 – LACERDA, José Carlos & FONSECA, Marcelo Alves. “Apostila Tecnologia de Soldagem”, Pontifícia Universidade Católica de Minas Gerais (Campus do Vale do Aço), Cel. Fabriciano, Vol. 1, 62 p.
4 – CARVALHO, Messias José de, “Manual Prático de Soldagem de Aço Inox”, ACESITA S.A., São Paulo, 1999, 65 p.
5 – BUSSINGER, E. R. "Soldagem dos Aços Inoxidáveis", Petróleo Brasileiro (PETROBRÁS), SEPES-DIVEN, Rio de Janeiro, 1978, 105 p.
6 – MODENESI, P. "Apostila sobre Soldagem dos Aços Inoxidáveis", Fundação Christiano Ottone, UFMG, Belo Horizonte, 1995, 48 p.
7 – MARQUES, P. V. "Tecnologia da Soldagem", ESAB/UFMG, Belo Horizonte, 1991, 352 p.
8 – SENAI/RJ "Curso de Especialização para Engenheiros na Área de Soldagem: Soldagem por Resistência", 1a fase, Rio de Janeiro, 1992, 18 p. il.
9 – SENAI/RJ "Processos e Equipamentos de Soldagem: Processo de Soldagem por Resistência Elétrica", 1a fase. Rio de Janeiro, 1990, 8 p. il. (Especialização para Engenheiros na Área de Soldagem)
10 – SANDVIK AB "Pressure Welding: Resistance Welding", Goteborg/Sweden, 1977. Page 72-87 (Sandvik Welding Handbook)
11 – MODENESI, P. J. "Introdução à Física do Arco Elétrico" (apostila), UFMG, Belo Horizonte, 2001, 53 p.
12 – MODENESI, P. J. "Soldagem de Ligas Metálicas" (apostila), UFMG, Belo Horizonte, 2001.
13 – MODENESI, P. J. "Soldagem de Aços Transformáveis" (apostila), UFMG, Belo Horizonte, 2004.






























