Embed Size (px)
Citation preview
Montanuniversität Leoben
Steigerung der Haftfestigkeit von bei Raumtemperatur gesputterten TiN Schichten
Die vorliegende Arbeit wurde am Department Metallkunde und Werkstoffprüfung der Montanuniversität Leoben in Kooperation mit dem Laserzentrum Leoben, Joanneum Research m.b.H. durchgeführt.
Leoben, 21.08.2006
Diplomarbeit
von
Walther Heinz
I
Inhaltsverzeichnis 1. Einführung in Raumtemperatur Beschichtung
1.1. Ziel und Zweck 1 1.2. Voraussetzungen 2 1.3. Problemstellung 3 1.4. Ziel der Arbeit 3
2. Theoretischer Hintergrund 4 2.1. Magnetronsputtern 4 2.2. Ionenbehandlung 5 2.2.1 Beschreibung einer Anode-Layer-Source Ionenquelle (ALS) 6 2.2.2 Funktionsbeschreibung 8 2.3. Wachstum von PVD-Schichten 10
2.3.1. Grundlagen zum Wachstum von dünnen Schichten 11 2.3.2. Zwischenschicht-Entstehung und Mattox-Theorie 13
2.3.3. Strukturzonenmodelle 15 2.4. Einwirkung von Ionenbeschuss auf metallische Oberflächen 17 2.4.1. Ionenstrahlinduzierte Effekte im Festkörper 18 2.5. Adhäsionsmechanismen an Grenzflächen 21 2.5.1. Theoretische Grundlagen der Adhäsion 21 2.5.2. Adhäsionstheorien 22 2.5.3. Adsorptionstheorie 23 2.6. Einflussgrößen auf die Haftung zwischen Schicht und Substrat 24 2.6.1. Adhäsion und ihre Beeinflussung durch Ionenbehandlung 25 3. Experimenteller Teil 27 3.1. Anlagentechnik 27 3.1.1. Anode-Layer-Source Ionenquelle für Ionenbehandlung 28 3.1.2. Magnetron-Sputtering 29 3.1.3. Optische Emissionsspektroskopie (OES) 30 3.1.4. Plasmapotential- und Plasmastrom-Messung 32 3.2. Proben 36 3.2.1. Kontaktwinkelmessung 37 3.2.2. Haftfestigkeitsmesung mittels Rockwell C Test 38 3.2.3. Haftfestigkeitsmessung mittels Scratchtest 39 3.2.4. Versagensmodus im Scratchtest 40 3.2.5. Geräteauswertung des Scratchtestes 42 3.2.6. Röntgendiffraktometrie 44
II
4. Resultate / Diskussion 47 4.1. Kontaktwinkelmessung 47
4.2. Schichteigenspannungen 51 4.3. Einfluss der Zwischenschicht auf die Kritische Last 53 4.4. Einfluss der Ätzspannung auf die Kritische Last 55 4.5. Einfluss der Biasspannung auf die Kritische Last 58 4.6. Einfluss der Ätzzeit auf die Kritische Last 59 4.7. Einfluss des Chromgehaltes der Grundwerkstoffe 60 4.8. Einfluss der Substrathärte 62 4.9. Vergleich Rockwell-C und Scratchtest 63 4.10. Statistische Auswertung 65
5. Zusammenfassung 72 6. Literatur 75 7. Abkürzungsverzeichnis 78 8. Anhang 79 9. Danksagung 85
1
1. Einführung in Raumtemperatur-Beschichtung
Die Bedeutung moderner Dünnschichttechnologien hat in den letzten Jahren ständig zugenommen. Dünne Schichten werden vor allem in der Mikroelektronik, Mikromechanik, in der optischen, metall-, holz-, und textilverarbeitenden Industrie eingesetzt. Werkstoffe ohne zusätzliche Oberflächenbehandlung müssen so ausgewählt werden, dass einerseits die geforderten mechanischen Festigkeitswerte gegeben sind, und andererseits die an der Oberflächen ablaufenden Vorgänge wie Reibung, Verschleiß und Korrosion nicht zu einer zu schnellen Abnutzung des Werkstoffes führen. Der Einsatz hochwertiger Werkstoffe ist mit hohen Materialkosten verbunden und führt nicht immer zu befriedigenden Korrosions- und tribologischen Eigenschaften. Mit der Oberflächenmodifikation durch Abscheidung funktioneller Schichten werden die Auswahlkriterien für einen Werkstoff unabhängiger von dessen Oberflächeneigenschaften. Die gezielte Modifizierung von Oberflächen durch Einsatz neuer Schicht/Substrat-Kombinationen mit plasma- und ionentechnischen Verfahren erlaubt es, die gestiegenen Ansprüche an Materialien zu verwirklichen.
1.1. Ziel und Zweck Titannitrid (TiN) ist ein weithin bekanntes Beschichtungsmaterial für die Verbesserung der tribologischen Eigenschaften von Werkzeugen und Maschinenteilen in industriellen Anwendungen. Durch dessen Verwendung kann eine bedeutende Zunahme der Werkzeuglebenszeit erzielt werden, wobei die Abscheidung durch CVD- und PVD-Verfahren (Chemical/Physical Vapour Deposition) erfolgen kann. Für das Abscheiden einer TiN-Schicht erfordern die etablierten Methoden erhöhte Substrattemperaturen im Bereich von 200-500 °C, um auf den Substraten eine gute Adhäsion und hohe Härte zu erzielen. Es gibt jedoch viele Anwendungen, in denen die eingesetzten Substrate oder Substratmaterialien (z.B. Kunststoffe) diesen Temperaturen nicht standhalten können. Aus dieser Notwendigkeit entstand das PLD-Verfahren (Pulsed Laser Deposition), um harte Schichten bei Raumtemperatur abscheiden zu können. In der PLD-Technik wird ein gepulster Laserstrahl auf ein Target gerichtet, um Atome von dessen Oberfläche bei niedrigen Prozessgasdrücken, oder unter Vakuum in die Gasphase überzuführen. Das aus Atomen, Ionen und Atomblöcken bestehende verdampfte Material ist ionisiert und wird auf das Substrat abgeschieden. Der hervorragende Vorteil dieser Technik ist die Möglichkeit zum Abscheiden von Schichten sehr hoher chemischer Reinheit und guter Adhäsion zu den verschiedenen Substratmaterialien bei Raumtemperatur. Die Anwendung von reaktiven Prozessgasen führt zur Möglichkeit der reaktiven Prozessführung und der Abscheidung von Reaktivschichten. Die Anwendung des PLD-Prozesses für das Abscheiden von TiN wurde von einigen Autoren in den letzten Jahren erläutert. [1-3].
2
Um eine gut haftende Schicht zu erzielen, muss die Adhäsion der Grenzschicht verbessert werden. Die Bezeichnung Adhäsion ( siehe Kapitel 2.5.1 ) bezieht sich die auf Abhängigkeit zwischen den nah angrenzenden Oberflächen zweier angrenzenden Körper, in diesem Fall einer Schicht und eines Substrates. Adhäsion wird durch die Bedingung definiert, dass zwei Oberflächen entweder durch Bindungskräfte und / oder durch mechanische Verankerung fest miteinander verbunden sind. Die Adhäsion einer Schicht zum Substrat ist die erste Eigenschaft, die eine Schicht besitzen muss, noch bevor deren andere Eigenschaften erklärt werden können. Sie hängt im Wesentlichen von den Oberflächeneigenschaften des Substrats ab. Um diese Eigenschaften zu verändern, wird z.B. die Oberfläche des Substrats mit Ionen beschossen. Die Ionen können sich im Gitter einlagern und so eine Gitterverzerrung erwirken oder die Oberfläche aufrauen, wenn sie auf die Oberfläche auftreffen und Substratatome herausschlagen. Jene Mechanismen, die auftreten können, werden im Kapitel 2.4 genauer beschrieben. Die Messung der Adhäsion erfolgt über Haftfestigkeitsprüfungen, wie den Scratchtest (Kapitel 3.2.3) oder den Rockwell-C-Test (Kapitel 3.2.2). In beiden Fällen wird eine Last über einen Rockwell-C Diamanten auf die zu untersuchende Schicht aufgetragen. Ziel der beiden Verfahren ist es, durch die Krafteinwirkung eine Schädigung der Schicht zu erzielen und diese Schädigung auszuwerten. Beim Rockwell-C-Test wird das Schädigungsbild des Eindruckes bewertet und liefert so eine subjektive Bewertung der Haftfestigkeit in sechs Schädigungsklassen. Beim Scratchtest wird die Diamantspitze unter einer ansteigenden Last über die Probenoberfläche gezogen. Während dieses Vorgangs ist ein akustischer Sensor in der Nähe der Diamantspitze angebracht und nimmt die „Kratzgeräusche“ des Diamanten auf. Kommt es zum Versagen der Schicht durch Bildung von Rissen, so wird dies vom akustischen Sensor aufgezeichnet. Anhand der Aufzeichnung des Sensors kann unter Zuhilfenahme der lichtmikroskopischen Untersuchung jene kritische Last bewertet werden, bei der ein Versagen der Schicht eintritt. Sie ist repräsentativ für jede Probe. 1.2. Vorrausetzungen
• Substrate: Für diese Arbeit wurden verschiedene Stahlsubstrate mit unterschiedlichen Härten und unterschiedlichen Chromgehalten verwendet. Um diese Substrate einzusetzen können, ist eine gründliche Substratvorreinigung erforderlich, um sicherzustellen, dass sich keine anhaftenden Partikel oder organische Substanzen auf der auf Hochglanz polierten Oberfläche der Substrate befinden.
• Schichtdicke: Um diesen Einfluss auszuschließen, wurde mit konstanten Schichtdicken gearbeitet, welche durch den Prozess garantiert werden.
3
• Anlagen: Weiters wurden die Substrate mit einer Linearen Anode-Layer-Source Ionenquelle (ALS) wahrgenommen und der Einfluss auf die Haftung der danach aufgebrachten Schichten untersucht. Die gesputterte TiN-Schicht wurde mit unterschiedlichen Interfaces unterlegt. Die Interfaceschichten wurden mittels Sputtern und PLD aufgebracht.
• Auswertung: Für die Auswertung der Haftfestigkeit wurde der Rockwell-C Test herangezogen und mit dem Scratchtest verglichen. In weiterer Folge wird beabsichtigt, den Rockwell-C Test durch den Scratchtest aufgrund der genaueren Quantifizierbarkeit zu ersetzen.
1.3. Problemstellungen
1. Erstmalige Anwendung einer ALS-Ionenquelle für die Behandlung von metallischen Oberflächen
2. Darstellung der Einflüsse und Behandlungsparameter und Ermittlung der Haftfestigkeit von, auf diesen Oberflächen abgeschiedenen Schichten. Dafür wurde im Rahmen dieser Arbeit ein Scratchtestgerät entwickelt.
1.4. Ziel der Arbeit Ziel dieser Arbeit ist es auf unterschiedlich harten Substraten TiN-Schichten mit gleichen Parametern abzuscheiden, und ihre Haftfestigkeit zu ermitteln. Diese Substrate werden mit Hilfe einer Ionenquelle vorbehandelt. Aufgrund dieser Vorbehandlung soll die Haftfestigkeit dieser Schichten erhöht werden. Die Ermittlung der Haftfestigkeit erfolgt mit Hilfe eines Scratchtestes. Außerdem wird der Kontaktwinkel an den Substraten ermittelt um den Einfluss des Ionenbeschusses mit der Haftfestigkeit zu korrelieren.
4
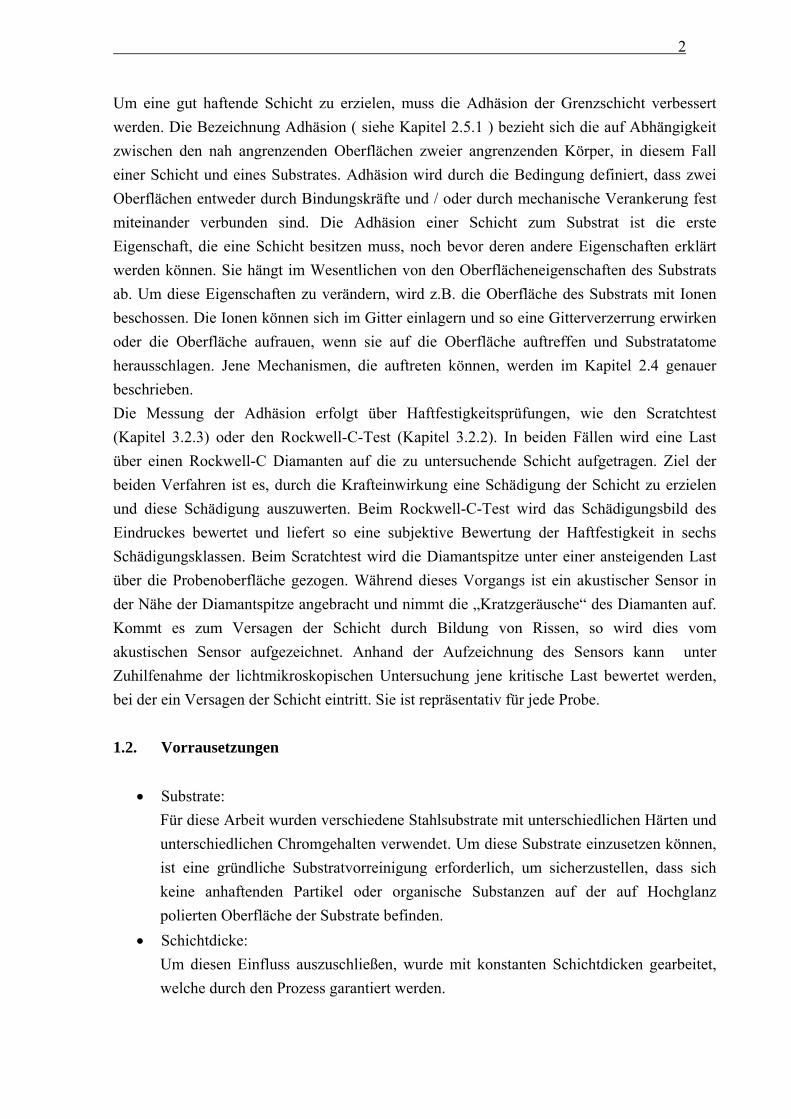
2. Theoretischer Hintergrund 2.1. Magnetronsputtern Das Sputtern ist ein physikalischer Vorgang, bei dem Atome aus einen Festkörper (Target) durch den Beschuss mit energiereichen Ionen (vorwiegend Edelgasionen) herausgelöst werden und in die Gasphase übergehen. Während beim Sputtern lediglich ein einfaches elektrisches Feld angelegt wird, zwingt beim Magnetronsputtern ein zusätzliches magnetisches Feld die aus dem Target herausgelösten Sekundärelektronen durch die Lorenzkraft auf Zykloidbahnen. Beim Magnetronsputtern können als Prozessgase sowohl passive (inerte) als auch reaktive Gase eingesetzt werden. Als Quellenmaterial wird hier ein Feststoff (Target) verwendet, der in Kombination mit einem reaktiven Prozessgas die Zusammensetzung der aufzubringenden Schicht bestimmt. Für ein inertes Sputtern muss das abzuscheidende Material allein aus dem Target erzeugt werden. Als Prozessgas wird hier typischerweise das Edelgas Argon verwendet. Durch nicht reaktives Sputtern lassen sich hochreine Schichten entsprechend der Zusammensetzung des Targetmaterials herstellen. Beim reaktiven Sputtern wird neben dem Edelgas zum Abtragen des Targets ein Reaktionsgas beigegeben, so dass eine chemische Reaktion mit dem gesputterten Material stattfinden kann. Wird das Reaktivgas entsprechend genau dosiert, lassen sich über dieses Verfahren hochreine stöchiometrische Verbindungen darstellen. Dadurch lässt sich aus einem metallischen Titantarget TiN als Schicht herstellen [4]. Zur Verbesserung der mechanischen Eigenschaften, insbesondere der Härte und Rauhigkeit, wird hier Stickstoff als Reaktivgas beigegeben [5]. Auf diese Weise ist es auch möglich, komplexe chemische Verbindungen als Schichten abzuscheiden, die durch herkömmliche chemische Verfahren nicht dargestellt werden können [6].
Abb. 1: Schematische Darstellung des DC-Magnetronsputterns
5
Zur Steigerung der Sputterrate wird ein System von Permanentmagneten meist in ringförmiger Anordnung hinter dem Target angebracht (Abb. 1). Die gleichzeitige Anwesenheit von magnetischen und elektrischen Feldern bewirkt, dass die aus der Kathode emittierten Sekundärelektronen aufgrund der Lorentz-Kraft um die Magnetfeldlinien kreisen. Durch diese zusätzliche Weglänge kommt es zu vermehrten Stoßprozessen und damit zu einer erhöhten Ionisationsrate in der Nähe des Targets. Hierdurch wird die Abtragungsrate und damit auch die Depositionsrate um ein Vielfaches erhöht. Eine zusätzliche Drift der geladenen Teilchen, die durch das Vorhandensein von senkrecht zueinander stehenden elektrischen und magnetischen Feldern zustande kommt, verstärkt diesen Effekt [7]. Die lokal erhöhte Konzentration der Ladungsträger ist als hell leuchtender Plasmatorus zu erkennen. Dies hat allerdings auch die Ausbildung von Erosionsgräben im Target zu Folge. Neben einer verbesserten Sputterrate bewirkt die erhöhte Ladungsträgerkonzentration auch, dass das Plasma leitfähiger wird. Hierdurch wird der Ionenstrom erhöht und ein stärkerer Targetabtrag bei gleicher Spannung erzielt. Zusätzlich kann aufgrund der vermehrten Stoßprozesse der Ionen im Targetbereich die Plasmaentladung bei niedrigen Drücken aufrecht gehalten werden. 2. 2. Ionenbehandlung Die Ionenstrahltechnologie wurde erfolgreich beim Vorreinigen und an einer Vielzahl von Substraten (Glas, Metall und Polymere) angewendet. In der Literatur [8,9] sind zahlreiche Hinweise zu finden, wie das Vorreinigen die Adhäsion einer abgeschiedenen Schicht auf einem Substrat erhöhen kann. Diese Veränderung der Eigenschaften ist verbunden mit drei Oberflächenphänomenen, die sich aufgrund der Einwirkung eines Ionenstrahls verändern:
1.) Abbau der Restoberflächenverunreinigung: Häufig werden die zu beschichtenden Substrate einer mechanischen oder chemischen Reinigungsbehandlung zugeführt, bevor sie in die Vakuumkammer gegeben werden. Während dieser Behandlung wird ein großer Teil möglicher Verunreinigungen entfernt. Im Vakuum bleibt ein gesäubertes Substrat während eines viel längeren Zeitabschnitts sauber. Argon und Argon-Sauerstoffmischungen werden allgemein benutzt, um organische Reste zu entfernen.
2.) Aufrauen der Oberfläche: Das Oberflächenaufrauen erhöht die Fläche der Schnittstelle zwischen einer Schicht und einem Substrat und erlaubt dadurch bessere Adhäsion.
3.) Chemische Änderung einer Oberfläche: Eine Ionenstrahlbehandlung einer Oberfläche im Vakuum kann die chemische Struktur der Deckschichten ändern, um die Adhäsion zu erhöhen. Die Energie der Ionen kann Bindungen in den Deckschichten der Materialien brechen lassen, um eine größere Reaktionsoberfläche zu produzieren. Der Gebrauch von reaktiven Gasen, einschließlich des Sauerstoffes,
6
kann die Oberfläche vieler Materialien verändern, um die Adhäsion auf nachfolgende Schichten zu erhöhen [10].
Anode-Layer-Source-Ionenquellen (ALS) können mit einer Vielzahl an Gasen arbeiten und erlauben, dass Materialien in einem reaktiven Gasklima bearbeitet werden. Sie können in Druckbereichen von 0,01 bis die 100 mTorr arbeiten. Diese Vorrichtungen produzieren Ionenstrahlen mit einem breiten Spektrum der Ionenenergie. Das Spektrum der Ionenenergie in den Quellen reicht von fast null bis zu der Größe des Anodenpotentials. Dadurch wird ein einzigartiger Grad der Flexibilität in der Reinigung, in der Oberflächenänderung und in den Abscheidungsprozessen geliefert. Durch ihre Fähigkeit mit Argon und reinen Gasen (O2, N2) zu arbeiten, besitzt eine ALS einen einzigartigen Grad der Prozessflexibilität. Wichtig ist es eine Argon-Sauerstoffmischung zu finden, um beim Substratvorreinigen wirkungsvoll zu sein. Der Argonbestandteil des Ionenstrahls liefert das Sputtern der absorbierten Verunreinigungen, während der Sauerstoff eine Methode der chemischen Reinigung der Oberfläche liefert. 2.2.1. Beschreibung einer Anode-Layer-Source Ionenquelle Die Anode-Layer-Source, kurz ALS, wurde entworfen, um einen Ionenfluss aus praktisch jeder gasförmigen Zufuhr zu produzieren. Es ist möglich in einem Bereich von einigen wenigen mA/cm bis hinauf zu 20 mA/cm im Ionenkanal zu operieren. Die mittlere Ionenenergie der Entladungsspannung schwankt im Bereich von 250 eV bis 1800 eV. ALS benötigen keine Heizfäden oder Sekundärelektronenquellen, um einen Entladungsstrom zur Verfügung zu stellen. Während des Einsatzes beschleunigen diese Vorrichtungen die Ionen elektrodynamisch, das bedeutet es wird kein Gitter benötigt, um Ionen zu extrahieren, und sie elektrostatisch zu beschleunigen. Im Allgemeinen erfordern ALS-Ionenquellen keine Elektronenquellen, um den Ionenstrahl zu neutralisieren. Wegen der Bandbreite der Ionenenergie und der Möglichkeit der sehr hohen spezifischen Ionenstromdichte der ionisierten Gassorte hat das Gas die Fähigkeit, reaktive und nichtreaktive Funktionen zu übernehmen. Die ALS-Ionenquelle wird häufig für die folgenden Arten der Oberflächenbehandlung verwendet:
• Reinigung und Aktivierung der Oberflächen vor dem Beschichten zum Verbessern der Adhäsion von Schichten
• Unterstützung während der Schichtabscheidung • Unterstützung während der reaktiven Schichtabscheidung (reaktives Gas wird durch
die Vorrichtung eingeführt) • Physikalisches Ionenätzen • Plasmachemisches Ionenätzen mit reaktiven Gasen und

7
• Direkte Absetzung von amorphem Kohlenstoff und andere Materialien.
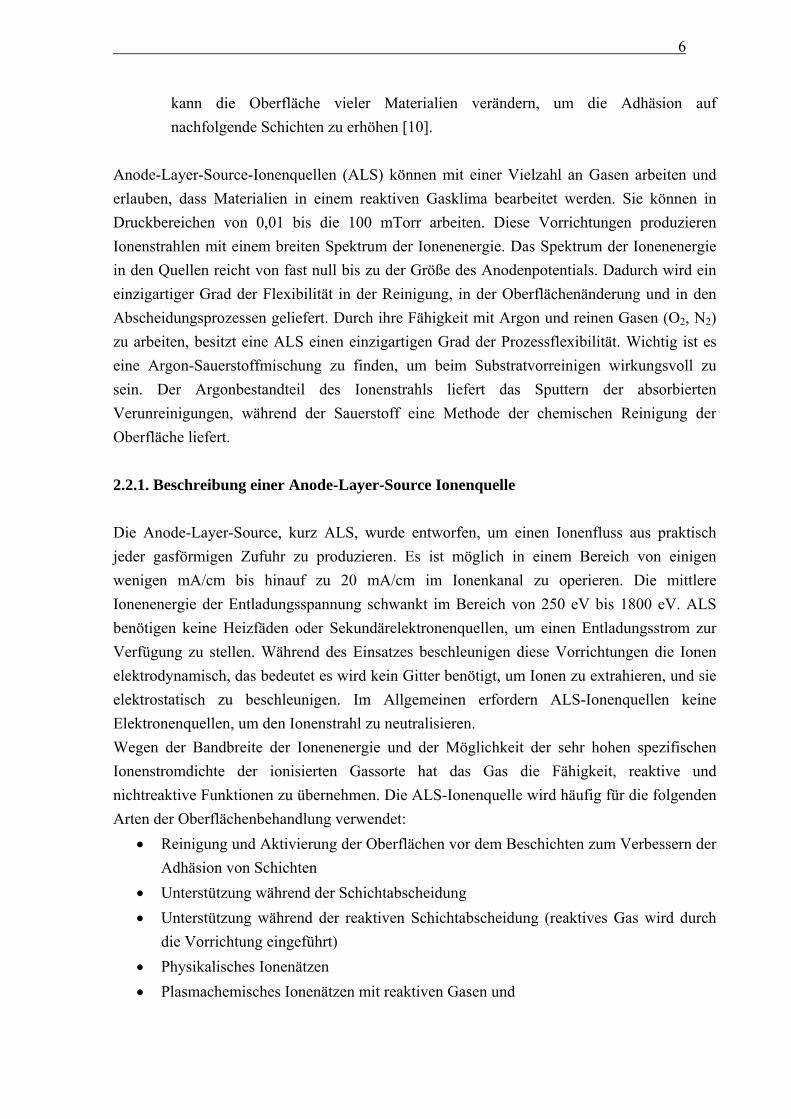
Abb. 2: Ansicht einer ALS-Ionenquelle In Abbildung 2 ist schematisch eine ALS Ionenquelle dargestellt. Eine charakteristische Eigenschaft dieser Vorrichtungen ist ihr rechteckig geformter Ionenkanal. Die veranschaulichten Leitungen sind für die Flanschmontage vorbereitet. Es gibt zwei Arten der Leitungen, eine ist verantwortlich für die Kühlung der Anode und die andere ist die Gaszuführung. Weil die Anode an Hochspannung ist, werden die Anodenleitungen elektrisch vom Körper und vom Rest des Vakuumsystems mit isolierenden Durchführungen getrennt. Die ALS Ionenquelle besitzt Dauermagneten auf den Außenflächen der inneren und äußeren Kathoden, die durch eine Halteplatte geschützt werden. Die Ionen treten aus einer Lochplatte aus, die in einer recheckigen oder kreisförmigen Führung zwischen den inneren und äußeren Kathoden liegt. In Abbildung 3 ist schematisch der zentrale Querschnitt einer typischen ALS-Ionenquelle dargestellt. Die wassergekühlte Anode ist unterhalb der inneren und äußeren Kathoden. Zusammen definieren diese drei Oberflächen die Größe der Ionenentladungsführung. Die Größe der Entladungsführung ist abhängig von den Anwendungsdetails. Die Anode wird an eine Hochspannungsversorgung angeschlossen, während die Kathoden am Grundpotential bleiben [11].
8
Abb. 3: Querschnitt durch eine ALS-Ionenquelle 2.2.2. Funktionsbeschreibung Der Schlüssel zum gitterlosen Betrieb der ALS-Ionenquelle ist die Stärke und die Anordnung der elektrischen und magnetischen Felder in der Entladungsführung. In Abbildung 4 ist die Konfiguration des elektrischen und magnetischen Feldes gezeigt. Ein elektrisches Feld wird zwischen den geerdeten Kathoden und den Anoden angelegt. Die Anoden liegen auf einem positiven Potential in einem Bereich von 0,7 kV bis 3 kV. Durch die Magneten auf den Außenseiten der inneren und äußeren Kathoden wird die magnetische Induktion B geliefert, die sich bis in den Bereich von einigen Kilogauss erstrecken kann. Die Kathoden werden aus magnetischem Stahl gefertigt. Sie dienen als Pole, um den magnetischen Fluss in den Abstand zwischen Kathoden zu zwingen. Diese Elektrodenkonfiguration verursacht gekreuzte elektrische und magnetische Felder in der Entladungsführung. Unter diesen Bedingungen werden Elektronen hineinbeschleunigt innerhalb der gekreuzten Feldregion in der Entladungsführungsausgabe und eingeschlossen. Wenn eine ausreichende Menge Arbeitsgas in diese Region eingeführt wird, wird das Gas durch die kreisenden Elektronen ionisiert und eine Glühenentladung verursacht.
9
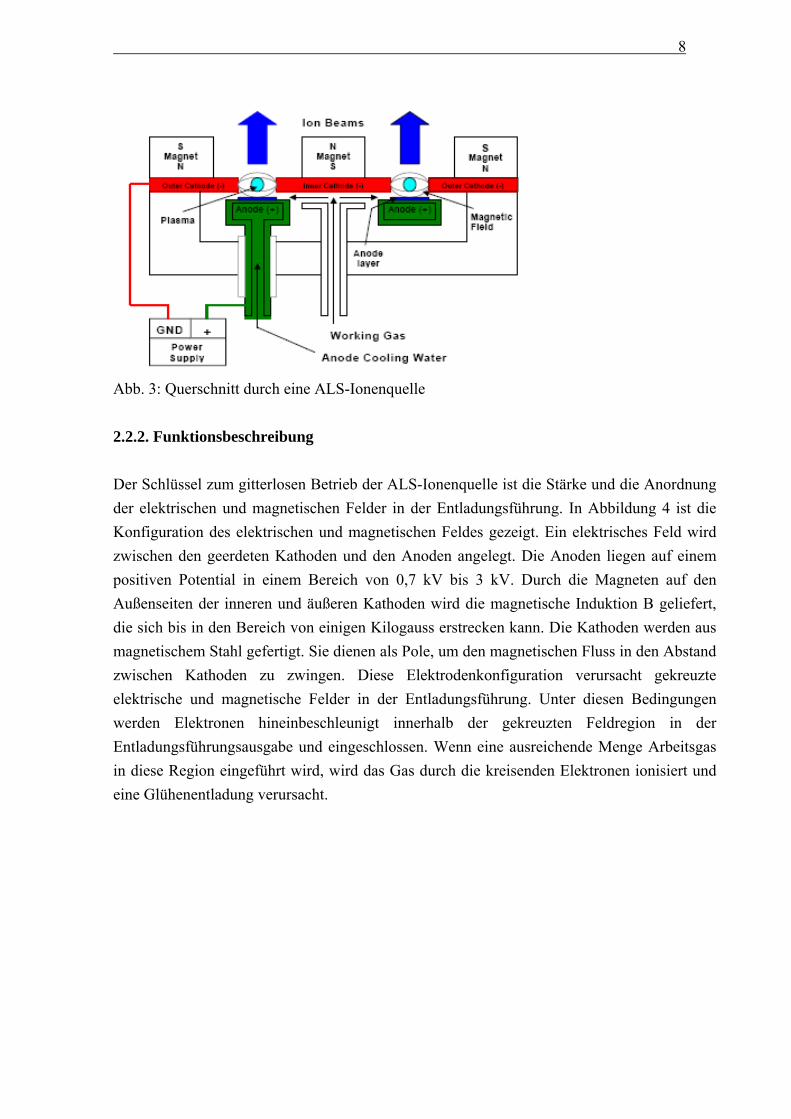
Abb. 4: Anordnung der Magnetfeldlinien einer ALS Die Lorentzkraft, die aufgrund der eingefangenen Elektronen wirkt, verursacht einen Elektronenstrom parallel zu dieser Kraft. Dieses Verhältnis wird schematisch in der Abbildung 4 veranschaulicht, wo die Achsen die Richtungen des Feldes, des Flusses und den Hallstrom darstellen. Die Ströme, die unter der Lorentzkraft auf gekreuzten elektrischen und magnetischen Gebieten fließen, sind im Allgemeinen als Hallstrom JH bekannt. Ein geschlossener Stromkreis ist für den gegenwärtigen Hallfluss notwendig, daraus folgt die Anforderung einer geschlossenen Ionenemissionsführung. Das Herz der ALS ist der magnetische Stromkreis, der von den inneren und äußeren Kathoden und von den Magneten gebildet wird. Dieser Stromkreis verursacht starke magnetische Felder in den Abständen zwischen den inneren und äußeren Kathoden. Das magnetische Feld schließt die Elektronen ein. Durch die kreisenden Elektronen wird ein Plasma in dieser Region hergestellt. Die gekreuzten Felder veranlassen die Elektronen in dieser Region, um sich senkrecht zur Fläche der Abbildung zu verteilen. Während sich die Elektronen verteilen, verursachen sie eine Beschleunigungskraft, die zum Vektorprodukt Je x B führen. Wegen ihres niedrigen Ladungs-Massen-Verhältnisses ist die hohe Entladungsführung des magnetischen Feldes zu den Ionen transparent. So stellt der sich verteilende Strom eine virtuelle Kathode dar, welcher die Ionen durchlässt, aber die Elektronen blockiert. Während die Elektronen von dieser Region in Richtung zur Anode diffundieren, ionisieren sie weiter das Arbeitsgas, und innerhalb einiger Larmour-Radien der Anode kommt es zur Interaktion mit der Anode, die von einer hohe Dichte an positiven Ionen verlassen wird. Die Anodenschicht ist auf einen sehr kleinen Bereich eingeschränkt. In dieser Region werden die kreisenden Elektronen an der Anode eingefangen. Der charakteristische Trägheitsradius ist der Larmour-Radius. So ist die Anodenschicht nur einige Larmour-Radien dick. Kommt ein Elektron zur Anode, gibt es eine Ladungsungleichheit, und es kommt zu einer abstoßenden
10
Nettokraft, welche auf die im Raum vorhandenen Ionen einwirkt. Die Ionen, die in der Anodenschicht gebildet werden, werden von der Anode weg beschleunigt. Der zirkulierende Hallstrom beschleunigt zusätzlich die Ionen während ihrer Wanderung durch das Magnetfeld. Die Größe der Gesamtbeschleunigung ist proportional zum Produkt von Hallstrom und Magnetfeld, und die Richtung wird durch das Kreuzprodukt gegeben. Da die Ionen in unterschiedlichen Abständen von der Anode hergestellt werden, erfahren die Ionen unterschiedliche Gesamtbeschleunigungen. Mit der üblichen Entladungsspannung zwischen 0,7 kV und 3 kV, ist die durchschnittliche Energie der ausgestoßenen Ionen ungefähr 250 eV bis 1800 eV. Durch den langen Elektronenweg in der Endlosschleife der Ionenführung ist es möglich, über einen breiten Druck- und Spannungsbereich zu arbeiten. Es ist nur notwendig, einen passenden Gasdruck und einen ausreichenden Spannungsunterschied zwischen der Anode und den Kathoden für eine Initiierung einer Glimmentladung zu finden. Weil der Elektronleckstrom vom Plasma und die Sekundäremissionen aus der Umgebung im Wesentlichen die Ionisierung des Arbeitsgases automatisch ausgleichen, erfordern die Ionenströme, die aus der Anodenschicht heraus beschleunigt werden, keine zusätzliche Elektronenquelle, um den Strahl zu neutralisieren. Für das Vorreinigen ist es wichtig, lose haftende Materialien wie Wasser, organische Dämpfe und Oxide des Substrates zu entfernen. Für diese Aufgaben werden unterschiedliche Betriebsbedingungen der ALS benötigt. Das Entfernen von lose haftendem Material wird leistungsmäßig bei niedrigeren Ionenenergien mit einer hohen Ionenstromdichte durchgeführt. Eine ALS kann mittlere Ionenenergie bis zu 1800 eV und Stromdichten bis zu 20 mA/cm in einem Abstand von 10 cm von der Quelle bereitstellen. Bei nichtmetallischen Substrate wird für gewöhnlich Argon als Reinigungsgas bei Entladungsspannungen von 3 kV und einer Ionenausgangsenergie von 1,5 eV benutzt. Bei metallischen Substraten wird hingegen ein Reingungsprozess mit zwei Schritten angewandt. Zuerst wird eine reaktive Ätzung mit Sauerstoff mit einer 2 bis 3-kV-Entladung durchgeführt und gefolgt von einer nichtreaktiven Ätzung mit Argonionen bei 3 kV. Eine reaktive Ätzung mit Sauerstoff entfernt Kohlenwasserstoffmoleküle und Metallionen [11]. 2.3. Wachstum von PVD-Schichten In der Literatur [12-14] gibt es zahlreiche Theorien zum Wachstum von dünnen Schichten. Da diese Theorien für das Grundverständnis des Zusammenhangs von Substrat- und Schichtauswahl, den Einfluss der Beschichtungsparameter und den daraus resultierenden Schichteigenschaften, insbesondere Schichtmorphologie und –haftung, notwendig sind, sollen hier die wesentlichen Aussagen dieser Theorien zusammengefasst werden.
11
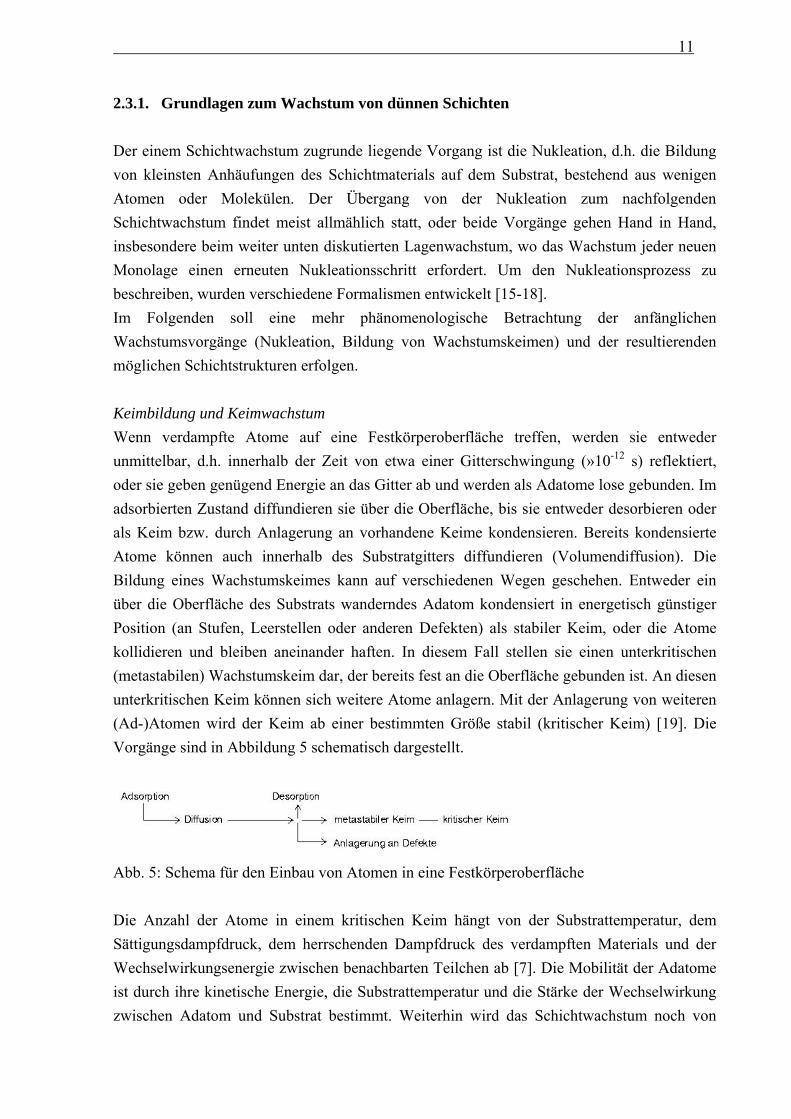
2.3.1. Grundlagen zum Wachstum von dünnen Schichten Der einem Schichtwachstum zugrunde liegende Vorgang ist die Nukleation, d.h. die Bildung von kleinsten Anhäufungen des Schichtmaterials auf dem Substrat, bestehend aus wenigen Atomen oder Molekülen. Der Übergang von der Nukleation zum nachfolgenden Schichtwachstum findet meist allmählich statt, oder beide Vorgänge gehen Hand in Hand, insbesondere beim weiter unten diskutierten Lagenwachstum, wo das Wachstum jeder neuen Monolage einen erneuten Nukleationsschritt erfordert. Um den Nukleationsprozess zu beschreiben, wurden verschiedene Formalismen entwickelt [15-18]. Im Folgenden soll eine mehr phänomenologische Betrachtung der anfänglichen Wachstumsvorgänge (Nukleation, Bildung von Wachstumskeimen) und der resultierenden möglichen Schichtstrukturen erfolgen. Keimbildung und Keimwachstum Wenn verdampfte Atome auf eine Festkörperoberfläche treffen, werden sie entweder unmittelbar, d.h. innerhalb der Zeit von etwa einer Gitterschwingung (»10-12 s) reflektiert, oder sie geben genügend Energie an das Gitter ab und werden als Adatome lose gebunden. Im adsorbierten Zustand diffundieren sie über die Oberfläche, bis sie entweder desorbieren oder als Keim bzw. durch Anlagerung an vorhandene Keime kondensieren. Bereits kondensierte Atome können auch innerhalb des Substratgitters diffundieren (Volumendiffusion). Die Bildung eines Wachstumskeimes kann auf verschiedenen Wegen geschehen. Entweder ein über die Oberfläche des Substrats wanderndes Adatom kondensiert in energetisch günstiger Position (an Stufen, Leerstellen oder anderen Defekten) als stabiler Keim, oder die Atome kollidieren und bleiben aneinander haften. In diesem Fall stellen sie einen unterkritischen (metastabilen) Wachstumskeim dar, der bereits fest an die Oberfläche gebunden ist. An diesen unterkritischen Keim können sich weitere Atome anlagern. Mit der Anlagerung von weiteren (Ad-)Atomen wird der Keim ab einer bestimmten Größe stabil (kritischer Keim) [19]. Die Vorgänge sind in Abbildung 5 schematisch dargestellt.
Abb. 5: Schema für den Einbau von Atomen in eine Festkörperoberfläche Die Anzahl der Atome in einem kritischen Keim hängt von der Substrattemperatur, dem Sättigungsdampfdruck, dem herrschenden Dampfdruck des verdampften Materials und der Wechselwirkungsenergie zwischen benachbarten Teilchen ab [7]. Die Mobilität der Adatome ist durch ihre kinetische Energie, die Substrattemperatur und die Stärke der Wechselwirkung zwischen Adatom und Substrat bestimmt. Weiterhin wird das Schichtwachstum noch von
12
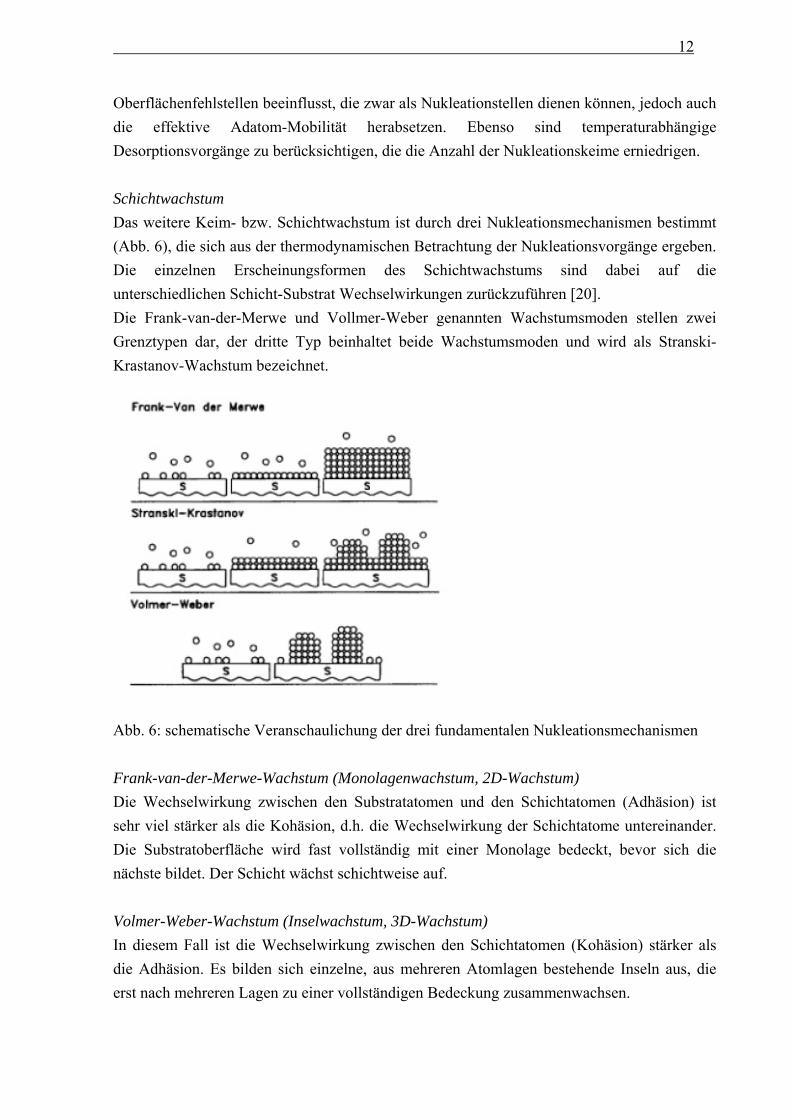
Oberflächenfehlstellen beeinflusst, die zwar als Nukleationstellen dienen können, jedoch auch die effektive Adatom-Mobilität herabsetzen. Ebenso sind temperaturabhängige Desorptionsvorgänge zu berücksichtigen, die die Anzahl der Nukleationskeime erniedrigen. Schichtwachstum Das weitere Keim- bzw. Schichtwachstum ist durch drei Nukleationsmechanismen bestimmt (Abb. 6), die sich aus der thermodynamischen Betrachtung der Nukleationsvorgänge ergeben. Die einzelnen Erscheinungsformen des Schichtwachstums sind dabei auf die unterschiedlichen Schicht-Substrat Wechselwirkungen zurückzuführen [20]. Die Frank-van-der-Merwe und Vollmer-Weber genannten Wachstumsmoden stellen zwei Grenztypen dar, der dritte Typ beinhaltet beide Wachstumsmoden und wird als Stranski-Krastanov-Wachstum bezeichnet.
Abb. 6: schematische Veranschaulichung der drei fundamentalen Nukleationsmechanismen Frank-van-der-Merwe-Wachstum (Monolagenwachstum, 2D-Wachstum) Die Wechselwirkung zwischen den Substratatomen und den Schichtatomen (Adhäsion) ist sehr viel stärker als die Kohäsion, d.h. die Wechselwirkung der Schichtatome untereinander. Die Substratoberfläche wird fast vollständig mit einer Monolage bedeckt, bevor sich die nächste bildet. Der Schicht wächst schichtweise auf. Volmer-Weber-Wachstum (Inselwachstum, 3D-Wachstum) In diesem Fall ist die Wechselwirkung zwischen den Schichtatomen (Kohäsion) stärker als die Adhäsion. Es bilden sich einzelne, aus mehreren Atomlagen bestehende Inseln aus, die erst nach mehreren Lagen zu einer vollständigen Bedeckung zusammenwachsen.
13
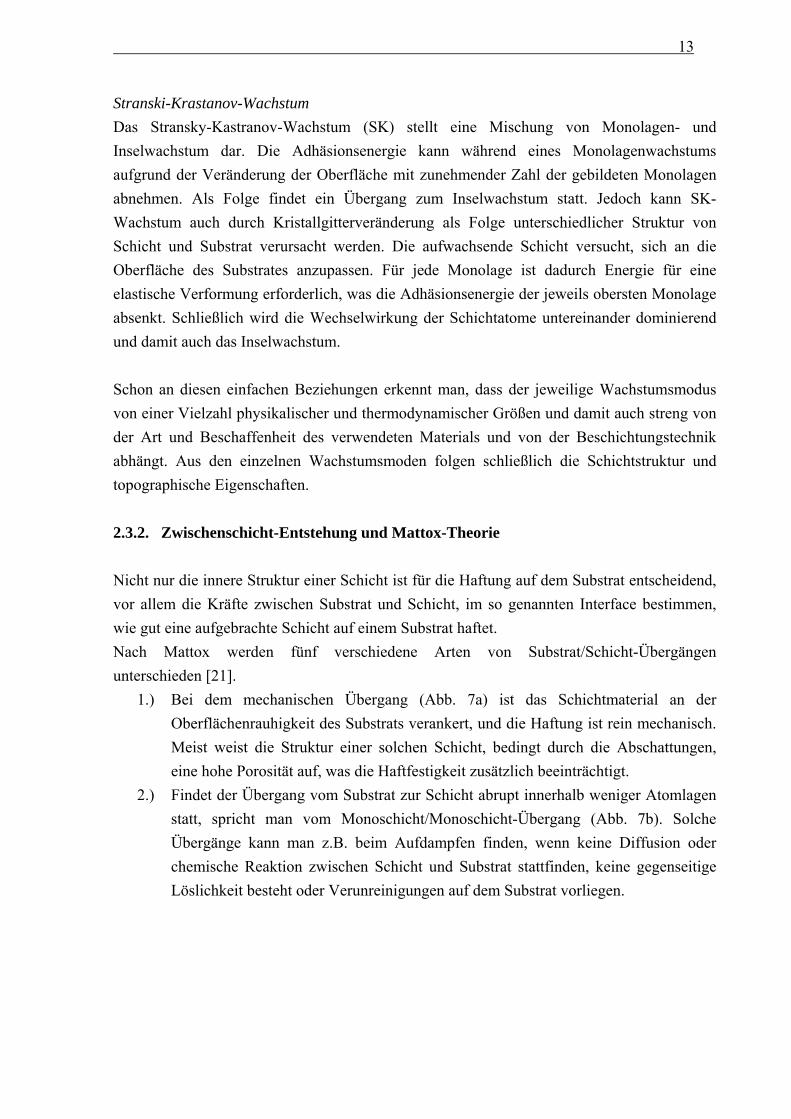
Stranski-Krastanov-Wachstum Das Stransky-Kastranov-Wachstum (SK) stellt eine Mischung von Monolagen- und Inselwachstum dar. Die Adhäsionsenergie kann während eines Monolagenwachstums aufgrund der Veränderung der Oberfläche mit zunehmender Zahl der gebildeten Monolagen abnehmen. Als Folge findet ein Übergang zum Inselwachstum statt. Jedoch kann SK-Wachstum auch durch Kristallgitterveränderung als Folge unterschiedlicher Struktur von Schicht und Substrat verursacht werden. Die aufwachsende Schicht versucht, sich an die Oberfläche des Substrates anzupassen. Für jede Monolage ist dadurch Energie für eine elastische Verformung erforderlich, was die Adhäsionsenergie der jeweils obersten Monolage absenkt. Schließlich wird die Wechselwirkung der Schichtatome untereinander dominierend und damit auch das Inselwachstum. Schon an diesen einfachen Beziehungen erkennt man, dass der jeweilige Wachstumsmodus von einer Vielzahl physikalischer und thermodynamischer Größen und damit auch streng von der Art und Beschaffenheit des verwendeten Materials und von der Beschichtungstechnik abhängt. Aus den einzelnen Wachstumsmoden folgen schließlich die Schichtstruktur und topographische Eigenschaften. 2.3.2. Zwischenschicht-Entstehung und Mattox-Theorie Nicht nur die innere Struktur einer Schicht ist für die Haftung auf dem Substrat entscheidend, vor allem die Kräfte zwischen Substrat und Schicht, im so genannten Interface bestimmen, wie gut eine aufgebrachte Schicht auf einem Substrat haftet. Nach Mattox werden fünf verschiedene Arten von Substrat/Schicht-Übergängen unterschieden [21].
1.) Bei dem mechanischen Übergang (Abb. 7a) ist das Schichtmaterial an der Oberflächenrauhigkeit des Substrats verankert, und die Haftung ist rein mechanisch. Meist weist die Struktur einer solchen Schicht, bedingt durch die Abschattungen, eine hohe Porosität auf, was die Haftfestigkeit zusätzlich beeinträchtigt.
2.) Findet der Übergang vom Substrat zur Schicht abrupt innerhalb weniger Atomlagen statt, spricht man vom Monoschicht/Monoschicht-Übergang (Abb. 7b). Solche Übergänge kann man z.B. beim Aufdampfen finden, wenn keine Diffusion oder chemische Reaktion zwischen Schicht und Substrat stattfinden, keine gegenseitige Löslichkeit besteht oder Verunreinigungen auf dem Substrat vorliegen.
14
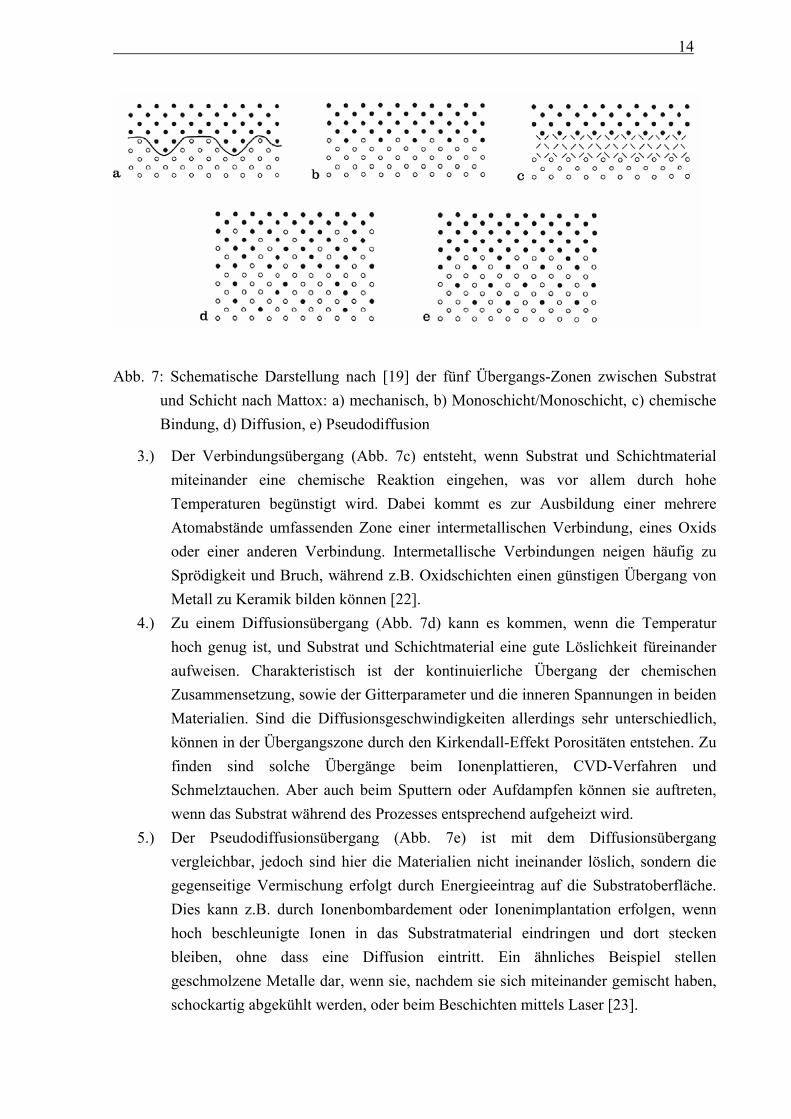
Abb. 7: Schematische Darstellung nach [19] der fünf Übergangs-Zonen zwischen Substrat und Schicht nach Mattox: a) mechanisch, b) Monoschicht/Monoschicht, c) chemische Bindung, d) Diffusion, e) Pseudodiffusion
3.) Der Verbindungsübergang (Abb. 7c) entsteht, wenn Substrat und Schichtmaterial miteinander eine chemische Reaktion eingehen, was vor allem durch hohe Temperaturen begünstigt wird. Dabei kommt es zur Ausbildung einer mehrere Atomabstände umfassenden Zone einer intermetallischen Verbindung, eines Oxids oder einer anderen Verbindung. Intermetallische Verbindungen neigen häufig zu Sprödigkeit und Bruch, während z.B. Oxidschichten einen günstigen Übergang von Metall zu Keramik bilden können [22].
4.) Zu einem Diffusionsübergang (Abb. 7d) kann es kommen, wenn die Temperatur hoch genug ist, und Substrat und Schichtmaterial eine gute Löslichkeit füreinander aufweisen. Charakteristisch ist der kontinuierliche Übergang der chemischen Zusammensetzung, sowie der Gitterparameter und die inneren Spannungen in beiden Materialien. Sind die Diffusionsgeschwindigkeiten allerdings sehr unterschiedlich, können in der Übergangszone durch den Kirkendall-Effekt Porositäten entstehen. Zu finden sind solche Übergänge beim Ionenplattieren, CVD-Verfahren und Schmelztauchen. Aber auch beim Sputtern oder Aufdampfen können sie auftreten, wenn das Substrat während des Prozesses entsprechend aufgeheizt wird.
5.) Der Pseudodiffusionsübergang (Abb. 7e) ist mit dem Diffusionsübergang vergleichbar, jedoch sind hier die Materialien nicht ineinander löslich, sondern die gegenseitige Vermischung erfolgt durch Energieeintrag auf die Substratoberfläche. Dies kann z.B. durch Ionenbombardement oder Ionenimplantation erfolgen, wenn hoch beschleunigte Ionen in das Substratmaterial eindringen und dort stecken bleiben, ohne dass eine Diffusion eintritt. Ein ähnliches Beispiel stellen geschmolzene Metalle dar, wenn sie, nachdem sie sich miteinander gemischt haben, schockartig abgekühlt werden, oder beim Beschichten mittels Laser [23].
15
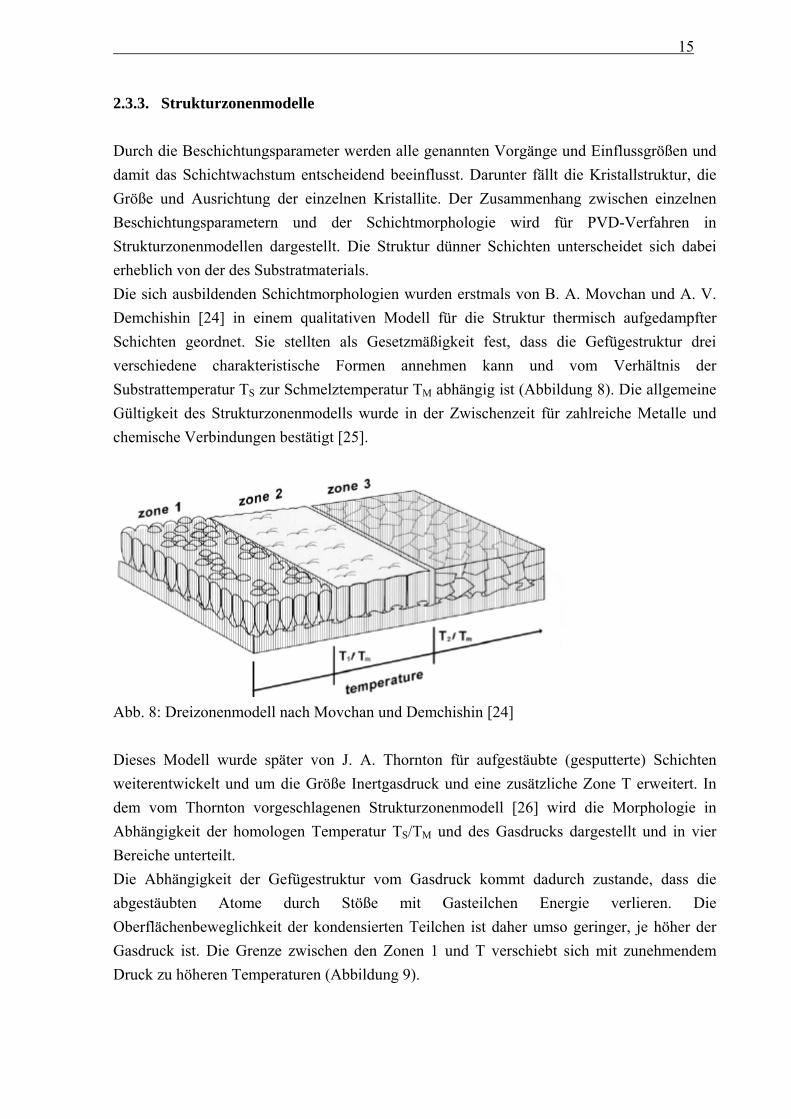
2.3.3. Strukturzonenmodelle Durch die Beschichtungsparameter werden alle genannten Vorgänge und Einflussgrößen und damit das Schichtwachstum entscheidend beeinflusst. Darunter fällt die Kristallstruktur, die Größe und Ausrichtung der einzelnen Kristallite. Der Zusammenhang zwischen einzelnen Beschichtungsparametern und der Schichtmorphologie wird für PVD-Verfahren in Strukturzonenmodellen dargestellt. Die Struktur dünner Schichten unterscheidet sich dabei erheblich von der des Substratmaterials. Die sich ausbildenden Schichtmorphologien wurden erstmals von B. A. Movchan und A. V. Demchishin [24] in einem qualitativen Modell für die Struktur thermisch aufgedampfter Schichten geordnet. Sie stellten als Gesetzmäßigkeit fest, dass die Gefügestruktur drei verschiedene charakteristische Formen annehmen kann und vom Verhältnis der Substrattemperatur TS zur Schmelztemperatur TM abhängig ist (Abbildung 8). Die allgemeine Gültigkeit des Strukturzonenmodells wurde in der Zwischenzeit für zahlreiche Metalle und chemische Verbindungen bestätigt [25].
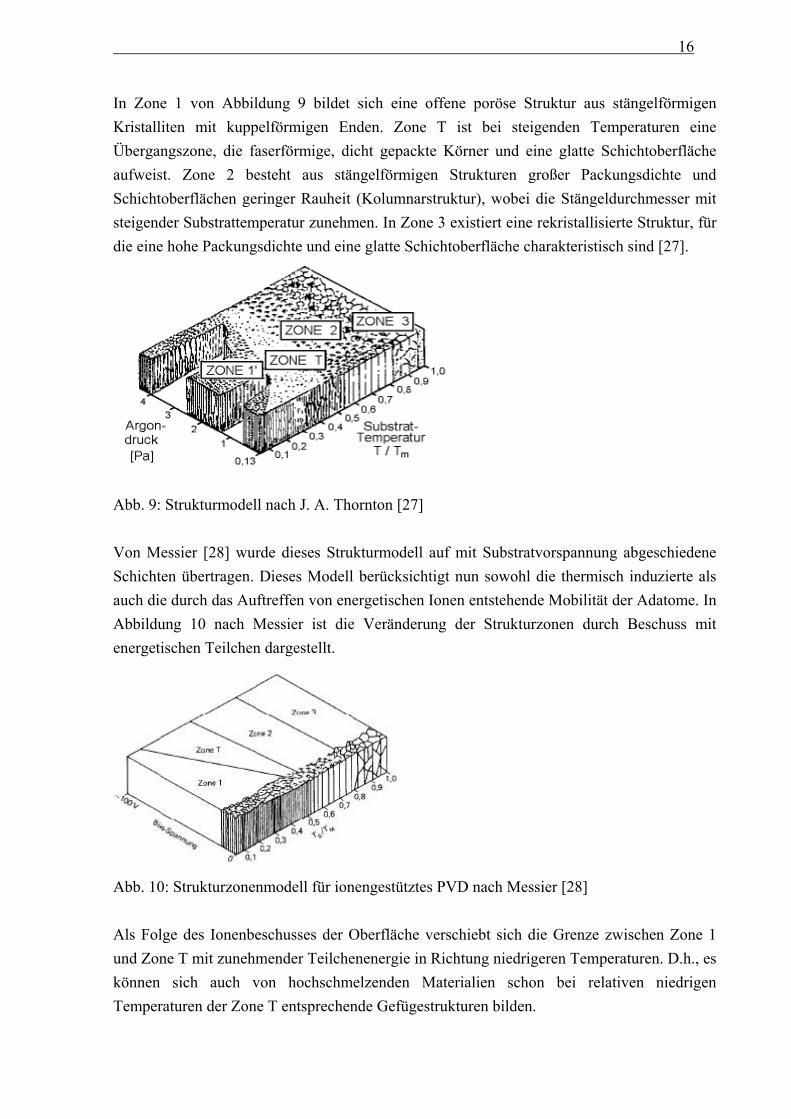
Abb. 8: Dreizonenmodell nach Movchan und Demchishin [24] Dieses Modell wurde später von J. A. Thornton für aufgestäubte (gesputterte) Schichten weiterentwickelt und um die Größe Inertgasdruck und eine zusätzliche Zone T erweitert. In dem vom Thornton vorgeschlagenen Strukturzonenmodell [26] wird die Morphologie in Abhängigkeit der homologen Temperatur TS/TM und des Gasdrucks dargestellt und in vier Bereiche unterteilt. Die Abhängigkeit der Gefügestruktur vom Gasdruck kommt dadurch zustande, dass die abgestäubten Atome durch Stöße mit Gasteilchen Energie verlieren. Die Oberflächenbeweglichkeit der kondensierten Teilchen ist daher umso geringer, je höher der Gasdruck ist. Die Grenze zwischen den Zonen 1 und T verschiebt sich mit zunehmendem Druck zu höheren Temperaturen (Abbildung 9).
16
In Zone 1 von Abbildung 9 bildet sich eine offene poröse Struktur aus stängelförmigen Kristalliten mit kuppelförmigen Enden. Zone T ist bei steigenden Temperaturen eine Übergangszone, die faserförmige, dicht gepackte Körner und eine glatte Schichtoberfläche aufweist. Zone 2 besteht aus stängelförmigen Strukturen großer Packungsdichte und Schichtoberflächen geringer Rauheit (Kolumnarstruktur), wobei die Stängeldurchmesser mit steigender Substrattemperatur zunehmen. In Zone 3 existiert eine rekristallisierte Struktur, für die eine hohe Packungsdichte und eine glatte Schichtoberfläche charakteristisch sind [27].
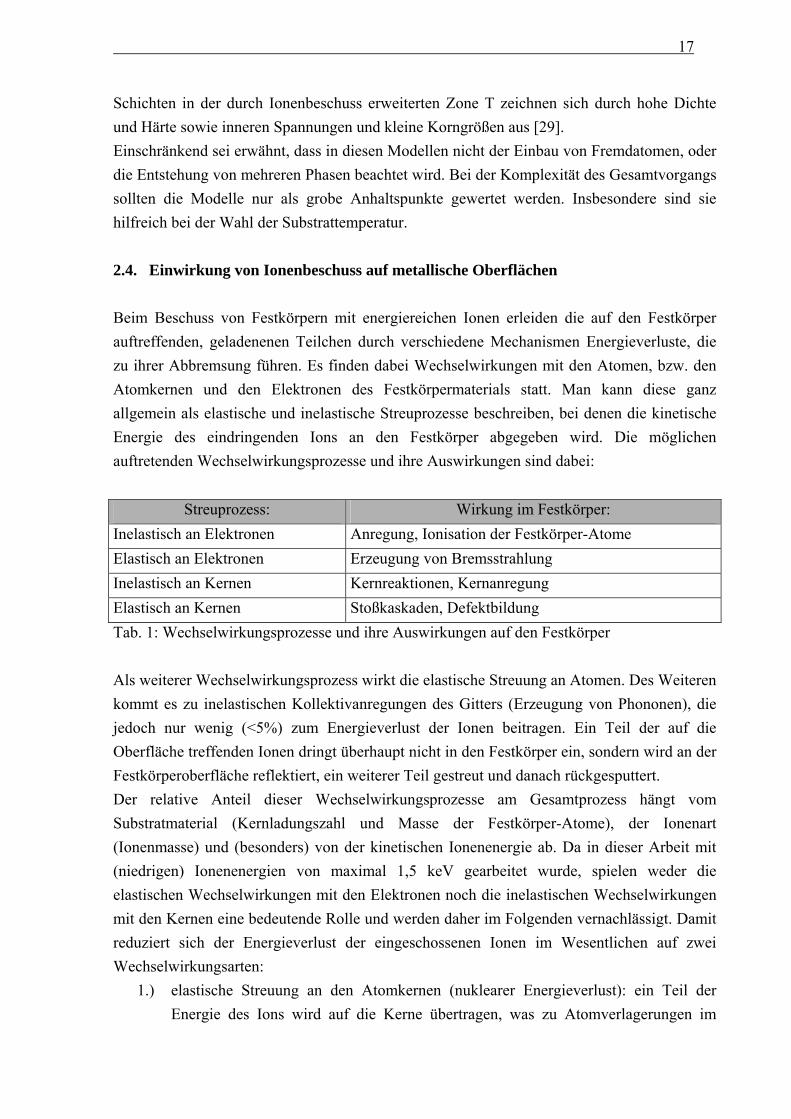
Abb. 9: Strukturmodell nach J. A. Thornton [27] Von Messier [28] wurde dieses Strukturmodell auf mit Substratvorspannung abgeschiedene Schichten übertragen. Dieses Modell berücksichtigt nun sowohl die thermisch induzierte als auch die durch das Auftreffen von energetischen Ionen entstehende Mobilität der Adatome. In Abbildung 10 nach Messier ist die Veränderung der Strukturzonen durch Beschuss mit energetischen Teilchen dargestellt.
Abb. 10: Strukturzonenmodell für ionengestütztes PVD nach Messier [28] Als Folge des Ionenbeschusses der Oberfläche verschiebt sich die Grenze zwischen Zone 1 und Zone T mit zunehmender Teilchenenergie in Richtung niedrigeren Temperaturen. D.h., es können sich auch von hochschmelzenden Materialien schon bei relativen niedrigen Temperaturen der Zone T entsprechende Gefügestrukturen bilden.
17
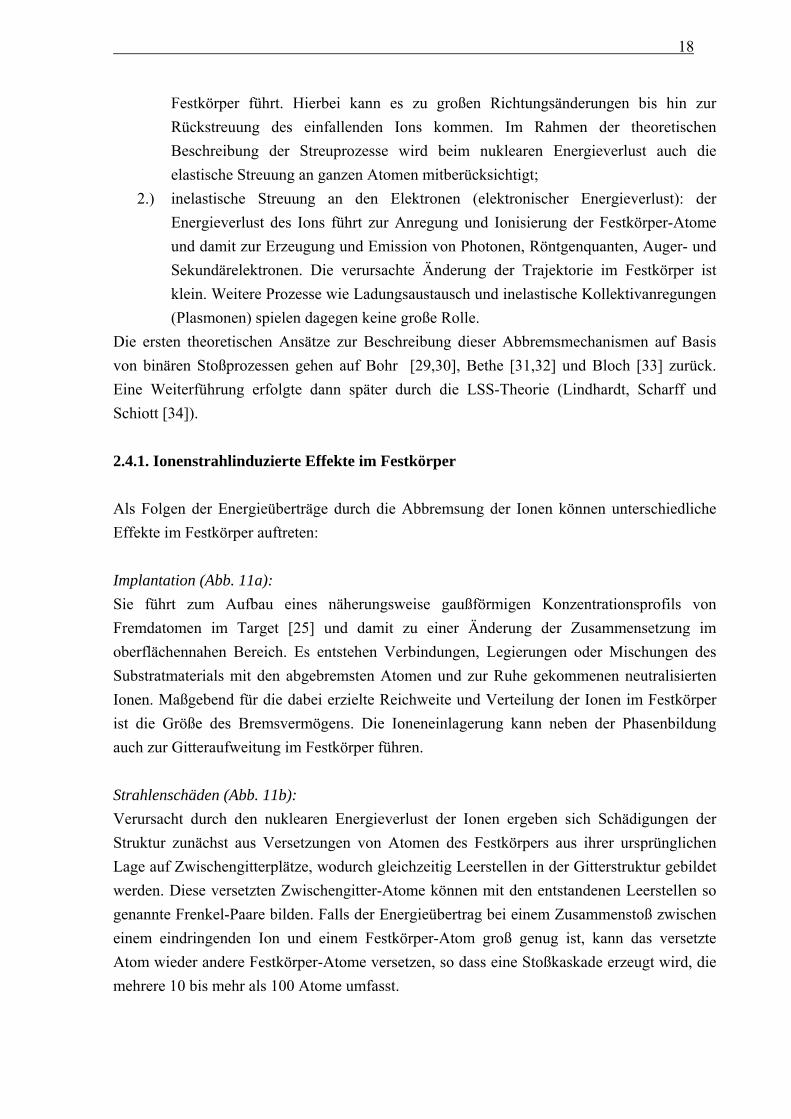
Schichten in der durch Ionenbeschuss erweiterten Zone T zeichnen sich durch hohe Dichte und Härte sowie inneren Spannungen und kleine Korngrößen aus [29]. Einschränkend sei erwähnt, dass in diesen Modellen nicht der Einbau von Fremdatomen, oder die Entstehung von mehreren Phasen beachtet wird. Bei der Komplexität des Gesamtvorgangs sollten die Modelle nur als grobe Anhaltspunkte gewertet werden. Insbesondere sind sie hilfreich bei der Wahl der Substrattemperatur. 2.4. Einwirkung von Ionenbeschuss auf metallische Oberflächen Beim Beschuss von Festkörpern mit energiereichen Ionen erleiden die auf den Festkörper auftreffenden, geladenenen Teilchen durch verschiedene Mechanismen Energieverluste, die zu ihrer Abbremsung führen. Es finden dabei Wechselwirkungen mit den Atomen, bzw. den Atomkernen und den Elektronen des Festkörpermaterials statt. Man kann diese ganz allgemein als elastische und inelastische Streuprozesse beschreiben, bei denen die kinetische Energie des eindringenden Ions an den Festkörper abgegeben wird. Die möglichen auftretenden Wechselwirkungsprozesse und ihre Auswirkungen sind dabei:
Streuprozess: Wirkung im Festkörper: Inelastisch an Elektronen Anregung, Ionisation der Festkörper-Atome Elastisch an Elektronen Erzeugung von Bremsstrahlung Inelastisch an Kernen Kernreaktionen, Kernanregung Elastisch an Kernen Stoßkaskaden, Defektbildung Tab. 1: Wechselwirkungsprozesse und ihre Auswirkungen auf den Festkörper Als weiterer Wechselwirkungsprozess wirkt die elastische Streuung an Atomen. Des Weiteren kommt es zu inelastischen Kollektivanregungen des Gitters (Erzeugung von Phononen), die jedoch nur wenig (<5%) zum Energieverlust der Ionen beitragen. Ein Teil der auf die Oberfläche treffenden Ionen dringt überhaupt nicht in den Festkörper ein, sondern wird an der Festkörperoberfläche reflektiert, ein weiterer Teil gestreut und danach rückgesputtert. Der relative Anteil dieser Wechselwirkungsprozesse am Gesamtprozess hängt vom Substratmaterial (Kernladungszahl und Masse der Festkörper-Atome), der Ionenart (Ionenmasse) und (besonders) von der kinetischen Ionenenergie ab. Da in dieser Arbeit mit (niedrigen) Ionenenergien von maximal 1,5 keV gearbeitet wurde, spielen weder die elastischen Wechselwirkungen mit den Elektronen noch die inelastischen Wechselwirkungen mit den Kernen eine bedeutende Rolle und werden daher im Folgenden vernachlässigt. Damit reduziert sich der Energieverlust der eingeschossenen Ionen im Wesentlichen auf zwei Wechselwirkungsarten:
1.) elastische Streuung an den Atomkernen (nuklearer Energieverlust): ein Teil der Energie des Ions wird auf die Kerne übertragen, was zu Atomverlagerungen im
18
Festkörper führt. Hierbei kann es zu großen Richtungsänderungen bis hin zur Rückstreuung des einfallenden Ions kommen. Im Rahmen der theoretischen Beschreibung der Streuprozesse wird beim nuklearen Energieverlust auch die elastische Streuung an ganzen Atomen mitberücksichtigt;
2.) inelastische Streuung an den Elektronen (elektronischer Energieverlust): der Energieverlust des Ions führt zur Anregung und Ionisierung der Festkörper-Atome und damit zur Erzeugung und Emission von Photonen, Röntgenquanten, Auger- und Sekundärelektronen. Die verursachte Änderung der Trajektorie im Festkörper ist klein. Weitere Prozesse wie Ladungsaustausch und inelastische Kollektivanregungen (Plasmonen) spielen dagegen keine große Rolle.
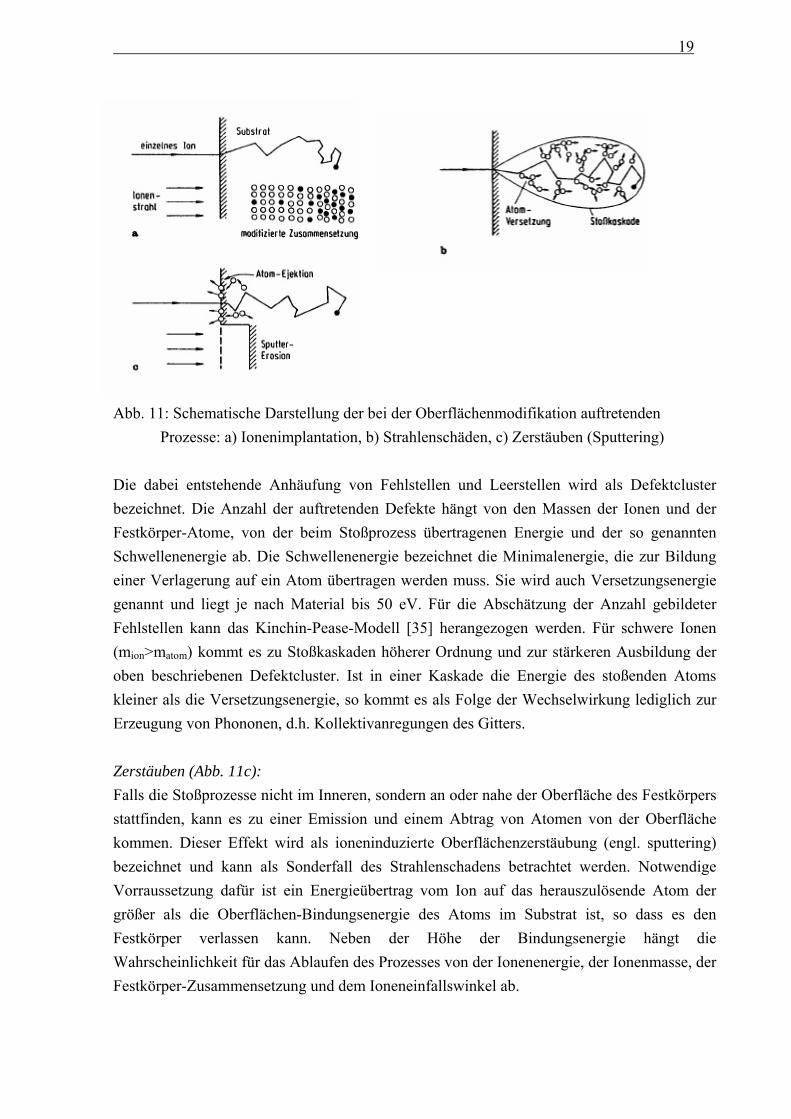
Die ersten theoretischen Ansätze zur Beschreibung dieser Abbremsmechanismen auf Basis von binären Stoßprozessen gehen auf Bohr [29,30], Bethe [31,32] und Bloch [33] zurück. Eine Weiterführung erfolgte dann später durch die LSS-Theorie (Lindhardt, Scharff und Schiott [34]). 2.4.1. Ionenstrahlinduzierte Effekte im Festkörper Als Folgen der Energieüberträge durch die Abbremsung der Ionen können unterschiedliche Effekte im Festkörper auftreten: Implantation (Abb. 11a): Sie führt zum Aufbau eines näherungsweise gaußförmigen Konzentrationsprofils von Fremdatomen im Target [25] und damit zu einer Änderung der Zusammensetzung im oberflächennahen Bereich. Es entstehen Verbindungen, Legierungen oder Mischungen des Substratmaterials mit den abgebremsten Atomen und zur Ruhe gekommenen neutralisierten Ionen. Maßgebend für die dabei erzielte Reichweite und Verteilung der Ionen im Festkörper ist die Größe des Bremsvermögens. Die Ioneneinlagerung kann neben der Phasenbildung auch zur Gitteraufweitung im Festkörper führen. Strahlenschäden (Abb. 11b): Verursacht durch den nuklearen Energieverlust der Ionen ergeben sich Schädigungen der Struktur zunächst aus Versetzungen von Atomen des Festkörpers aus ihrer ursprünglichen Lage auf Zwischengitterplätze, wodurch gleichzeitig Leerstellen in der Gitterstruktur gebildet werden. Diese versetzten Zwischengitter-Atome können mit den entstandenen Leerstellen so genannte Frenkel-Paare bilden. Falls der Energieübertrag bei einem Zusammenstoß zwischen einem eindringenden Ion und einem Festkörper-Atom groß genug ist, kann das versetzte Atom wieder andere Festkörper-Atome versetzen, so dass eine Stoßkaskade erzeugt wird, die mehrere 10 bis mehr als 100 Atome umfasst.
19
Abb. 11: Schematische Darstellung der bei der Oberflächenmodifikation auftretenden
Prozesse: a) Ionenimplantation, b) Strahlenschäden, c) Zerstäuben (Sputtering) Die dabei entstehende Anhäufung von Fehlstellen und Leerstellen wird als Defektcluster bezeichnet. Die Anzahl der auftretenden Defekte hängt von den Massen der Ionen und der Festkörper-Atome, von der beim Stoßprozess übertragenen Energie und der so genannten Schwellenenergie ab. Die Schwellenenergie bezeichnet die Minimalenergie, die zur Bildung einer Verlagerung auf ein Atom übertragen werden muss. Sie wird auch Versetzungsenergie genannt und liegt je nach Material bis 50 eV. Für die Abschätzung der Anzahl gebildeter Fehlstellen kann das Kinchin-Pease-Modell [35] herangezogen werden. Für schwere Ionen (mion>matom) kommt es zu Stoßkaskaden höherer Ordnung und zur stärkeren Ausbildung der oben beschriebenen Defektcluster. Ist in einer Kaskade die Energie des stoßenden Atoms kleiner als die Versetzungsenergie, so kommt es als Folge der Wechselwirkung lediglich zur Erzeugung von Phononen, d.h. Kollektivanregungen des Gitters. Zerstäuben (Abb. 11c): Falls die Stoßprozesse nicht im Inneren, sondern an oder nahe der Oberfläche des Festkörpers stattfinden, kann es zu einer Emission und einem Abtrag von Atomen von der Oberfläche kommen. Dieser Effekt wird als ioneninduzierte Oberflächenzerstäubung (engl. sputtering) bezeichnet und kann als Sonderfall des Strahlenschadens betrachtet werden. Notwendige Vorraussetzung dafür ist ein Energieübertrag vom Ion auf das herauszulösende Atom der größer als die Oberflächen-Bindungsenergie des Atoms im Substrat ist, so dass es den Festkörper verlassen kann. Neben der Höhe der Bindungsenergie hängt die Wahrscheinlichkeit für das Ablaufen des Prozesses von der Ionenenergie, der Ionenmasse, der Festkörper-Zusammensetzung und dem Ioneneinfallswinkel ab.
20
Die Anzahl der emittierten („gesputterten“) Atome pro einfallendem Ion Y=(NAtom/NIon) wird als Sputterausbeute (engl. Sputtering-Yield), Sputterrate oder auch als Sputterkoeffizient bezeichnet. Y dient somit der quantitativen Beschreibung des Sputtering und nimmt aufgrund seiner Abhängigkeit von der Masse und der Bindungsenergie des Targetatoms, für das Festkörpermaterial charakteristische Werte, je nach Ionenenergie und Ioneneinfallswinkel, an. Bei einem Festkörper bzw. einer Oberfläche, die nicht nur aus einer Atomsorte besteht (Verbindungen, Legierungen oder aufgebrachte Schicht), kann das Sputtern in unterschiedlichem Maß für die einzelnen Komponenten (oder Phasen) bzw. Atomsorten des Festkörpers erfolgen. Aufgrund der unterschiedlichen Sputterkoeffizienten kommt es dann zu einem ungleichmäßigen Abtrag der Festkörperoberfläche, was auch als Effekt des bevorzugten Sputterns oder als präferentielles Sputtern bezeichnet wird. Dabei reichern sich eine oder mehrere Komponenten an der Oberfläche an. Beim ionenstrahlgestützten Beschichten ist dieser Mechanismus während des gesamten Beschichtungsprozesses, d.h. beim Aufwachsen der Schicht, kontinuierlich wirksam. Für eine Berechnung der Sputterverluste bzw. des Oberflächenabtrags, müssen im Fall mehrerer Komponenten des Schicht- bzw. Festkörpermaterials die Sputterkoeffizienten der einzelnen Atomsorten bekannt sein und mit ihren Mengenanteilen gewichtet werden. Durch primäre und sekundäre Stoßkaskaden tritt für kurze Zeit ein lokales, inhomogenes Erhitzen der Probe auf. Diese begrenzten, stark ungeordneten Bereiche im Festkörper, die auch als „thermal spikes“ (in Isolatoren wegen ihrer geringeren Ausdehnung als „hot spots“) bezeichnet werden, zeichnen sich durch hohe Drücke und Temperaturen sowie hohe Abkühlraten aus [36]. Durch die lokale Erhöhung von Druck und Temperatur können thermodynamische Bedingungen zur Bildung oder Umwandlung von bestimmten Phasen des Festkörpers entstehen. Es kommt in dem begrenzten Bereich des „spikes“ zu Diffusionsprozessen, die denen in einer Schmelze gleichen. Hohe Abkühlraten führen zum metastabilen Erstarren der gebildeten Phasen, wenn die „erhitzten“ Bereiche genügend groß sind oder ermöglichen eine Amorphisierung des Festkörpers, falls die Fehlstellendichte des „spikes“ genügend hoch ist. Eine Amorphisierung tritt auch allein durch Fehlstellenbildung infolge von Atomversetzungen ein. Bei kristallinen Materialien kann das so genannte „channeling“ stattfinden, wobei sich die Ionen in Kanälen entlang der Gitterachsen bewegen können, wo sie durch die elektronische Wechselwirkung langsamer abgebremst werden als bei einer nicht parallel zu den Gitterachsen verlaufenden Bewegung. Dadurch ist eine Einlagerung in tiefere Bereiche möglich. Der Effekt tritt hauptsächlich bei einkristallinen Festkörpern auf und kann bei der hier erfolgten ionenstrahlgestützten Reinigung vernachlässigt werden.
21
Chemische Reinigung durch Ionen: Auf metallischen Oberflächen verbleibt meistens nach der Reinigung eine dünne Oxidschicht, die entfernt werden muss, um die Adhäsion zu steigern. Diese Oxide bilden sich in kurzer Zeit durch den Verbleib des Substrates in Sauerstoffhältiger Atmosphäre. Die Entfernung erfolgt durch den Beschuss mit Argon-Ionen auf die Oberfläche. Dabei kommt es zu einem Sputtereffekt. Eine wichtige Voraussetzung ist die Abwesenheit von Sauerstoff und Stickstoff in der umgebenden Atmosphäre. Vorhandener Sauerstoff und Stickstoff würde dazu führen dass die abgesputterten Atome sich mit ihnen verbinden, und sich als Oxide und Nitride an der Oberfläche wieder abscheiden. Für die Entfernung von organischen Verunreinigungen wird jedoch Sauerstoff benötigt. Muss die Oberfläche mit Sauerstoff behandelt werden, so ist dabei zu berücksichtigen dass der Sauerstoff wieder restlos aus dem Rezipienten entfernt werden muss, um den Prozess fortzusetzen. 2.5. Adhäsionsmechanismen an Grenzflächen Dünne (<10µm) und dicke (>10µm) Beschichtungen sowie Vollbeschichtungen (>50µm) werden zu Schutzzwecken, als Dekoration oder zur Verbesserung der Oberflächeneigenschaften eines beliebigen Grundmaterials eingesetzt. Die Eigenschaften und die Leistungsfähigkeit hängen dabei in hohem Maße von der Haftfestigkeit der aufgebrachten Schichten auf dem Trägermaterial ab. Die Adhäsion zwischen zwei Materialien ist dann problematisch, wenn es nur eine geringe chemische Affinität zwischen den Materialien gibt. 2.5.1. Theoretische Grundlagen der Adhäsion Die Haftung kann als Zustand definiert werden, in dem zwei Oberflächen durch Grenzschichtkräfte, dies können Van-der-Waals-, oder sonstige chemische Kräfte oder eine Mischung all dieser Kräfte, zusammengehalten werden [37]. Der chemische Bindungszustand der Grenzfläche spielt dabei ebenso eine Rolle wie das elastische Verhalten der Schicht und der Substrate. Ebenfalls nicht zu vernachlässigen ist dabei die Beschaffenheit der beiden haftenden Oberflächen in Bezug auf ihre Reinheit und Oberflächenmorphologie [38]. Im Gegensatz zu der beschriebenen theoretischen Adhäsion gibt es noch die praktische Adhäsion [39], die als Arbeit oder Kraft beschrieben wird, die notwendig ist, um zwei Flächen voneinander zu trennen. Daraus lässt sich schließen, dass die Adhäsion eine Eigenschaft der Grenzfläche ist, die als mathematische Ebene ohne makroskopische Ausdehnung anzusehen ist. Sie sollte also von Materialeigenschaften wie Schichtdicke, Spannungen, Elastizität, Temperatur, Testart und vielem mehr unabhängig sein. In der Praxis zeigt sich jedoch, dass die beschriebenen Faktoren durchaus einen starken Einfluss auf die Adhäsion ausüben.
22
2.5.2. Adhäsionstheorien Zur Erklärung der Adhäsion sind im Laufe der Jahre viele Modelle aufgestellt worden, welche als “Adhäsionstheorien" bezeichnet werden. In der Literatur variiert die Anzahl der Modelle, die zur Interpretation der Adhäsion an der Phasengrenze zu Rate gezogen werden. Nach [40] wird eine „gute Adhäsion“ im Allgemeinen dann erreicht, wenn
- eine starke Atom-Atom-Bindung in der Interface-Zone, - geringere innere Spannungen in der Schicht, - kein leichter Deformations- oder Bruchmodus und - keine Langzeit-Degradation im Schicht-Substrat-Verbund vorliegen.
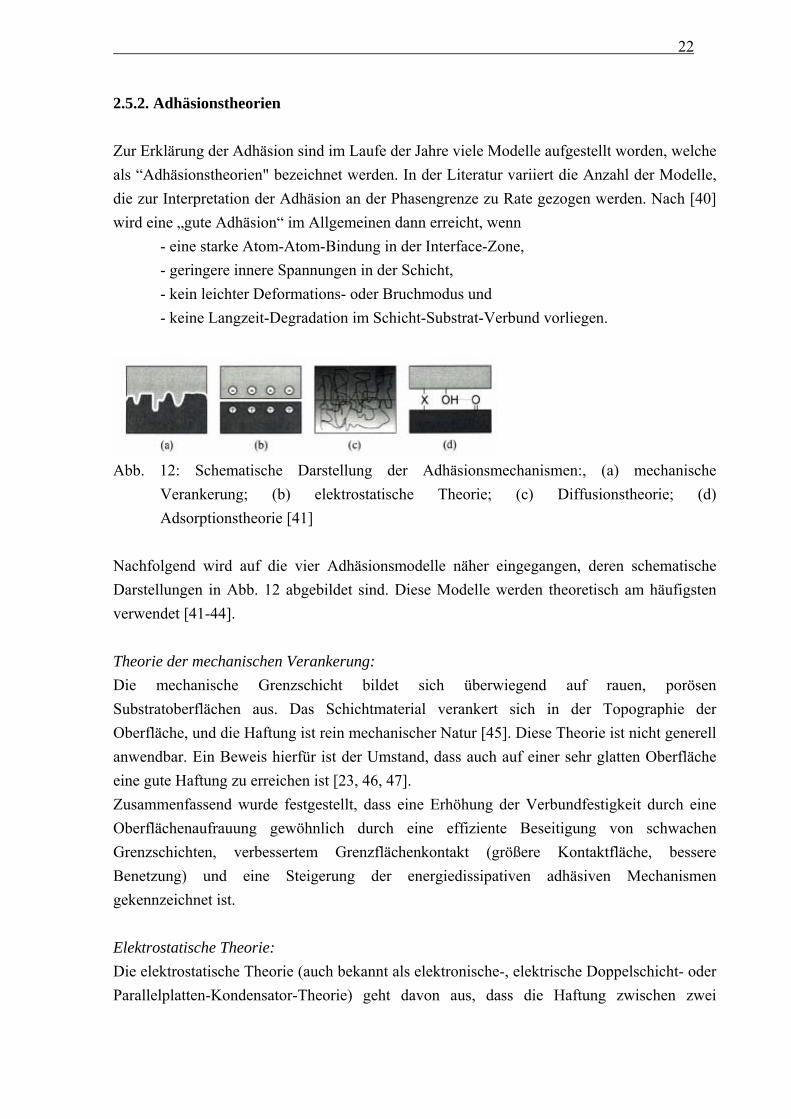
Abb. 12: Schematische Darstellung der Adhäsionsmechanismen:, (a) mechanische
Verankerung; (b) elektrostatische Theorie; (c) Diffusionstheorie; (d) Adsorptionstheorie [41]
Nachfolgend wird auf die vier Adhäsionsmodelle näher eingegangen, deren schematische Darstellungen in Abb. 12 abgebildet sind. Diese Modelle werden theoretisch am häufigsten verwendet [41-44]. Theorie der mechanischen Verankerung: Die mechanische Grenzschicht bildet sich überwiegend auf rauen, porösen Substratoberflächen aus. Das Schichtmaterial verankert sich in der Topographie der Oberfläche, und die Haftung ist rein mechanischer Natur [45]. Diese Theorie ist nicht generell anwendbar. Ein Beweis hierfür ist der Umstand, dass auch auf einer sehr glatten Oberfläche eine gute Haftung zu erreichen ist [23, 46, 47]. Zusammenfassend wurde festgestellt, dass eine Erhöhung der Verbundfestigkeit durch eine Oberflächenaufrauung gewöhnlich durch eine effiziente Beseitigung von schwachen Grenzschichten, verbessertem Grenzflächenkontakt (größere Kontaktfläche, bessere Benetzung) und eine Steigerung der energiedissipativen adhäsiven Mechanismen gekennzeichnet ist. Elektrostatische Theorie: Die elektrostatische Theorie (auch bekannt als elektronische-, elektrische Doppelschicht- oder Parallelplatten-Kondensator-Theorie) geht davon aus, dass die Haftung zwischen zwei
23
Festkörpern durch eine elektrische Doppelschicht gegeben ist, die durch Elektronentransport zum Ausgleich der Fermi-Level entsteht. In diesem Fall kann die Verbindung Adhäsiv-Adhärens als Kondensator angesehen werden. Die Trennung der Teile des Kondensators führt zu einer Ladungstrennung und einer Potentialdifferenz, die sich bis zur eintretenden Entladung erhöht. Aus den elektrostatischen Kräften entlang dieser elektrischen Doppelschicht resultiert die Adhäsionsfestigkeit [40-43]. Die bei Versagensprozessen beobachteten elektrischen Phänomene sind eher die Folge, als die Ursache für hohe Bindungsfestigkeiten [43,44]. Monolage- Monolage-Grenzschicht: Der Übergang zwischen Substrat und reinem Schichtmaterial findet hier innerhalb weniger Atomlagen statt (ca. 0,2 bis 0,5 nm). Es tritt keine Diffusion und keine bzw. nur geringe chemische Bindung zwischen Schicht und Substrat auf. Dieser Typus bildet sich aus, wenn keine gegenseitige Löslichkeit besteht, nur geringe Energie während der Beschichtung zur Verfügung, steht oder wenn Verunreinigungen auf dem Substrat vorhanden sind [45,48]. Chemische Grenzschicht: Der Aufbau der Grenzschicht ist das Ergebnis der chemischen Reaktion von Schicht und Substratmaterial. Kennzeichnend ist die konstante chemische Zusammensetzung über mehrere Gitterebenen im Interface hinweg. Dabei kann sich in der Grenzschicht eine intermetallische Verbindung, ein Oxid oder eine andere Verbindung bilden [45]. 2.5.3. Adsorptionstheorie Das Adsorptions- oder thermodynamische Modell ist heutzutage die am meisten angewandte Theorie zur Erklärung von Adhäsionsphänomenen. Es beinhaltet, dass sich das Adhäsiv aufgrund interatomarer und intermolekularer Kräfte entlang der Grenzfläche festhaftend mit dem Substrat einen engen Kontakt vorausgesetzt verbindet [41,49-51]. Diese Kräfte, oder auch Wechselwirkungen, betreffen Primär- und Sekundärbindungen. In gewisser Hinsicht sind diese Begriffe ein Maß der relativen Kräfte der Bindungen. Neben diesen Bindungstypen können die Wechselwirkungen auch Donator-Akzeptor-Bindungen beinhalten. Diese werden auch als Säure-Base-Wechselwirkungen bezeichnet und wirken entlang einer Grenzfläche. Letztere werden in Broenstedt- und in Lewis-Säure-Base-Wechselwirkungen unterteilt, wobei man im Falle Broenstedt von Protonen-Donator (Säure) und -Akzeptor (Base) und im Falle Lewis von Elektronen-Donator (Base) und -Akzeptor (Säure) spricht [42]. Der Wirkungsbereich der Bindungstypen liegt zwischen 0,1 und 0,5 nm. Die Festigkeiten der Säure-Base-Wechselwirkungen liegen zwischen denen der Primär- und Sekundärbindungen. Während Van-der-Waals-Kräfte allgegenwärtig sind, Wasserstoffbrückenbindungen und
24
Säure-Base-Wechselwirkungen oft auftreten, werden Oberflächen und Grenzflächen, welche kovalent zueinander gebunden sind, selten beobachtet [40]. 2.6. Einflussgrößen auf die Haftung zwischen Schicht und Substrat Die Haftung zwischen Schicht und Substrat wird von einer großen Anzahl von Parametern beeinflusst [52-54]
- Kombination von Schicht- und Substratmaterial, - Vorbehandlung der Substrate (Aktivierung), - Art der Beschichtungsmethode, - Beschichtungsparameter, - Oberflächentopographie (Rauhigkeit), - Oberflächenreinheit, - Keimbildung beim Beschichten, - Schichtstruktur, - Innere Spannungen der Schicht, - Thermische Ausdehnungskoeffizienten von Substrat und Schichtmaterial, - Festigkeit von Substrat und Schichtmaterial und - Plastisches Verformungsvermögen (Duktilität).
Von besonderer Bedeutung sind die Auswahl von Schicht- und Substratmaterial, die Substratvorbehandlung und der Einfluss der Beschichtungsmethode. Durch diese drei Faktoren werden viele der oben aufgeführten Parameter festgelegt bzw. beeinflusst. Schicht- und Substratmaterial: Die Wahl von Schicht- und Substratmaterial bestimmt bei Schichten, die mittels PVD-Techniken hergestellt werden, die Art des sich ausbildenden Grenzschichttyps [52]. Zumeist können jedoch Substrat- und Schichtmaterial nicht frei gewählt werden, da das Substratmaterial bereits vorgegeben ist, und die aufzubringende Schicht geforderte Eigenschaften erfüllen soll (z. B. Korrosionsschutz, Verschleißschutz, dekorative Eigenschaften, usw.). Eine Möglichkeit, die Haftung zwischen Schicht und Substrat zu steigern, ist das Aufbringen geeigneter Zwischenschichten. Vorbehandlung der Substrate: Physikalische und chemische Eigenschaften sowie die Oberflächenstruktur (Rauheit, Welligkeit, Ebenheit) des Substrats beeinflussen im großen Maße die Art der sich bildenden Grenzschicht. Durch das Vorbehandeln der Substratoberfläche, z. B. durch Schleifen, Polieren, physikalisches oder chemisches Reinigen, werden nicht nur die Oberflächenstruktur des Substrats verändert, sondern auch die physikalischen und chemischen Oberflächeneigenschaften. Daher ist eine Substratvorbehandlung wichtig, die definierte und
25
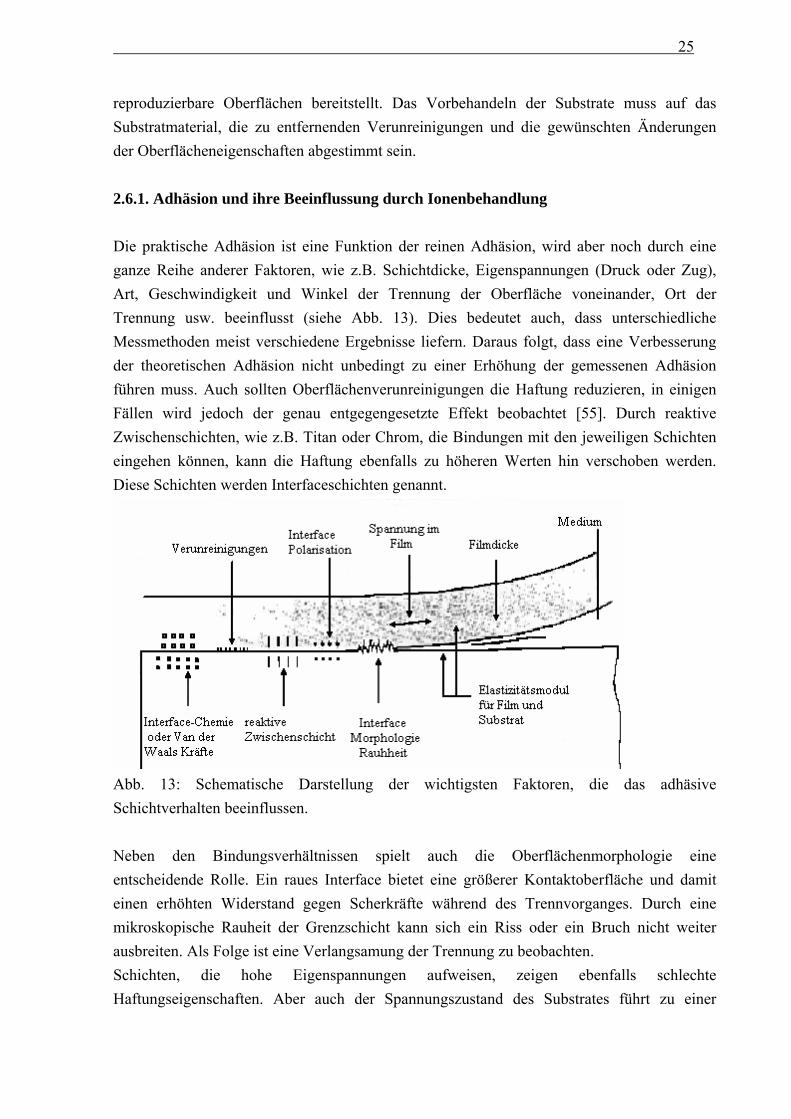
reproduzierbare Oberflächen bereitstellt. Das Vorbehandeln der Substrate muss auf das Substratmaterial, die zu entfernenden Verunreinigungen und die gewünschten Änderungen der Oberflächeneigenschaften abgestimmt sein. 2.6.1. Adhäsion und ihre Beeinflussung durch Ionenbehandlung Die praktische Adhäsion ist eine Funktion der reinen Adhäsion, wird aber noch durch eine ganze Reihe anderer Faktoren, wie z.B. Schichtdicke, Eigenspannungen (Druck oder Zug), Art, Geschwindigkeit und Winkel der Trennung der Oberfläche voneinander, Ort der Trennung usw. beeinflusst (siehe Abb. 13). Dies bedeutet auch, dass unterschiedliche Messmethoden meist verschiedene Ergebnisse liefern. Daraus folgt, dass eine Verbesserung der theoretischen Adhäsion nicht unbedingt zu einer Erhöhung der gemessenen Adhäsion führen muss. Auch sollten Oberflächenverunreinigungen die Haftung reduzieren, in einigen Fällen wird jedoch der genau entgegengesetzte Effekt beobachtet [55]. Durch reaktive Zwischenschichten, wie z.B. Titan oder Chrom, die Bindungen mit den jeweiligen Schichten eingehen können, kann die Haftung ebenfalls zu höheren Werten hin verschoben werden. Diese Schichten werden Interfaceschichten genannt.
Abb. 13: Schematische Darstellung der wichtigsten Faktoren, die das adhäsive Schichtverhalten beeinflussen. Neben den Bindungsverhältnissen spielt auch die Oberflächenmorphologie eine entscheidende Rolle. Ein raues Interface bietet eine größerer Kontaktoberfläche und damit einen erhöhten Widerstand gegen Scherkräfte während des Trennvorganges. Durch eine mikroskopische Rauheit der Grenzschicht kann sich ein Riss oder ein Bruch nicht weiter ausbreiten. Als Folge ist eine Verlangsamung der Trennung zu beobachten. Schichten, die hohe Eigenspannungen aufweisen, zeigen ebenfalls schlechte Haftungseigenschaften. Aber auch der Spannungszustand des Substrates führt zu einer
26
Verminderung der Adhäsion. Kommt es zu starken Eigenspannungen, so werden diese durch zwei Faktoren bedingt:
• Unterschiedliche thermische Ausdehnungskoeffizienten von Substrat und Schichtmaterial.
• Intrinsische Eigenspannungen, die durch Defekte und Verunreinigungen sowie die Art des Schichtwachstums zustande kommen.
Diese Spannungen verursachen Scherkräfte, die zu einer Ablösung der aufgebrachten Schicht führen. Auch die unterschiedlichen Elastizitätskonstanten der verwendeten Materialien üben einen nicht zu vernachlässigenden Einfluss auf die Schichthaftung aus. Kombinationen von spröden und porösen Materialien neigen häufig zur Rissbildung, was auch zu Adhäsionsproblemen führt.
3. Experimenteller Teil
27
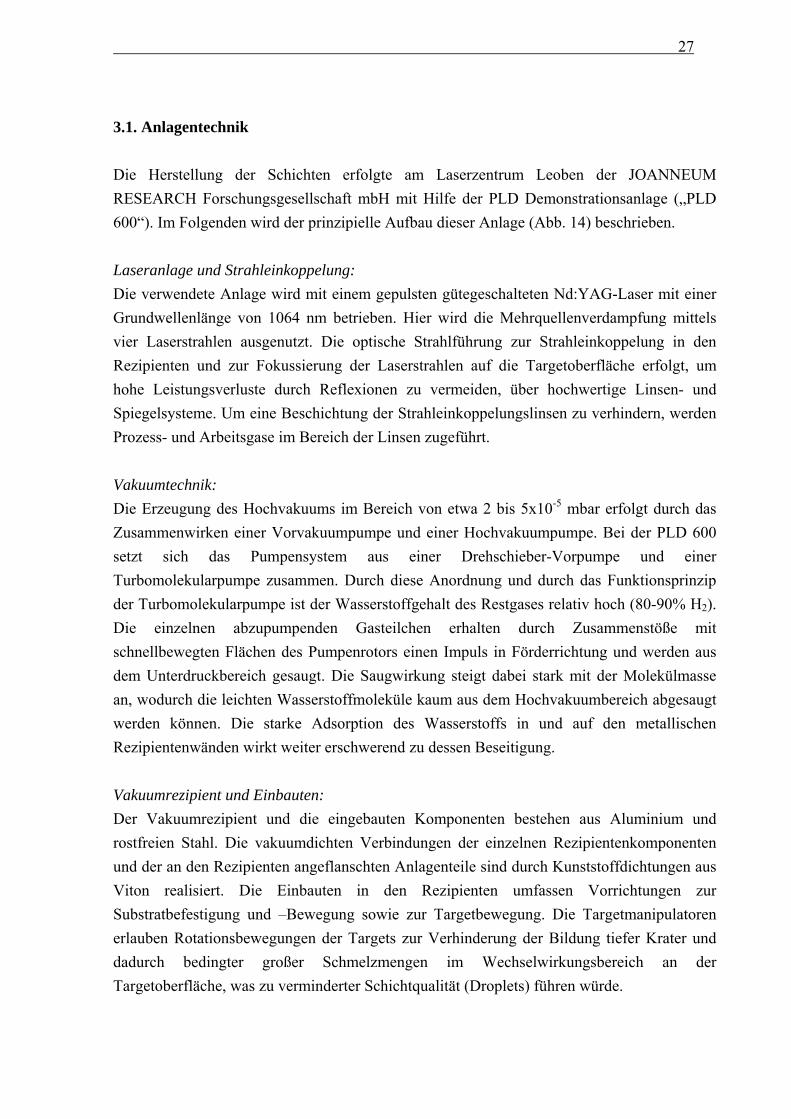
3.1. Anlagentechnik Die Herstellung der Schichten erfolgte am Laserzentrum Leoben der JOANNEUM RESEARCH Forschungsgesellschaft mbH mit Hilfe der PLD Demonstrationsanlage („PLD 600“). Im Folgenden wird der prinzipielle Aufbau dieser Anlage (Abb. 14) beschrieben. Laseranlage und Strahleinkoppelung: Die verwendete Anlage wird mit einem gepulsten gütegeschalteten Nd:YAG-Laser mit einer Grundwellenlänge von 1064 nm betrieben. Hier wird die Mehrquellenverdampfung mittels vier Laserstrahlen ausgenutzt. Die optische Strahlführung zur Strahleinkoppelung in den Rezipienten und zur Fokussierung der Laserstrahlen auf die Targetoberfläche erfolgt, um hohe Leistungsverluste durch Reflexionen zu vermeiden, über hochwertige Linsen- und Spiegelsysteme. Um eine Beschichtung der Strahleinkoppelungslinsen zu verhindern, werden Prozess- und Arbeitsgase im Bereich der Linsen zugeführt. Vakuumtechnik: Die Erzeugung des Hochvakuums im Bereich von etwa 2 bis 5x10-5 mbar erfolgt durch das Zusammenwirken einer Vorvakuumpumpe und einer Hochvakuumpumpe. Bei der PLD 600 setzt sich das Pumpensystem aus einer Drehschieber-Vorpumpe und einer Turbomolekularpumpe zusammen. Durch diese Anordnung und durch das Funktionsprinzip der Turbomolekularpumpe ist der Wasserstoffgehalt des Restgases relativ hoch (80-90% H2). Die einzelnen abzupumpenden Gasteilchen erhalten durch Zusammenstöße mit schnellbewegten Flächen des Pumpenrotors einen Impuls in Förderrichtung und werden aus dem Unterdruckbereich gesaugt. Die Saugwirkung steigt dabei stark mit der Molekülmasse an, wodurch die leichten Wasserstoffmoleküle kaum aus dem Hochvakuumbereich abgesaugt werden können. Die starke Adsorption des Wasserstoffs in und auf den metallischen Rezipientenwänden wirkt weiter erschwerend zu dessen Beseitigung. Vakuumrezipient und Einbauten: Der Vakuumrezipient und die eingebauten Komponenten bestehen aus Aluminium und rostfreien Stahl. Die vakuumdichten Verbindungen der einzelnen Rezipientenkomponenten und der an den Rezipienten angeflanschten Anlagenteile sind durch Kunststoffdichtungen aus Viton realisiert. Die Einbauten in den Rezipienten umfassen Vorrichtungen zur Substratbefestigung und –Bewegung sowie zur Targetbewegung. Die Targetmanipulatoren erlauben Rotationsbewegungen der Targets zur Verhinderung der Bildung tiefer Krater und dadurch bedingter großer Schmelzmengen im Wechselwirkungsbereich an der Targetoberfläche, was zu verminderter Schichtqualität (Droplets) führen würde.
28
Abb. 14: Schematischer Aufbau der PLD 600 des Laserzentrums Leoben 3.1.1. Anode-Layer-Source für Ionenreinigung Eine lineare Anode Layer Source besteht aus vier Hauptkomponenten
• Magneten • Quellen-Körper • Inneren und äußeren Kathoden, und • Anode
Die Magneten werden innerhalb des Quellenkörpers gesetzt. Der Quellenkörper und die Kathoden sind aus magnetischen Stahl gebildet und so angeordnet, dass ein magnetischer Stromkreis gebildet wird, und ein großes magnetisches Feld zwischen den inneren und den äußeren Kathoden produziert wird. Die Vektoren des magnetischen Feldes ordnen sich zur Oberfläche der Anode hin hauptsächlich parallel an. Die Kathode und der Quellenkörper sind geerdet. Die Anode ist innerhalb des Quellkörpers zwischen der inneren und der äußeren Kathoden positioniert. Die Anode ist die Hochspannungselektrode des Systems. Ein Plasma bildet sich im Zwischenraum zwischen den zwei Kathoden über der Anode. Die Ionen werden im Kathodenspalt erzeugt und beschleunigt. Die Dynamik des Plasmas ist zu vergleichen mit dem eines planaren Magnetrons. Das magnetische Feld zwischen der inneren und der äußeren Kathode verhindert, dass die Elektronen auf eine Bahn zur gebiasten Anode hin geraten. Anstatt sich zur Anode zu bewegen, geraten die Elektronen auf eine Bahn, die sie aufgrund eines Hall-Stromes, senkrecht zu den magnetischen Vektoren des Feldes führt. Die Anordnung der Kathoden muss so sein, dass der Hallstrom sich in einer Schleife
29
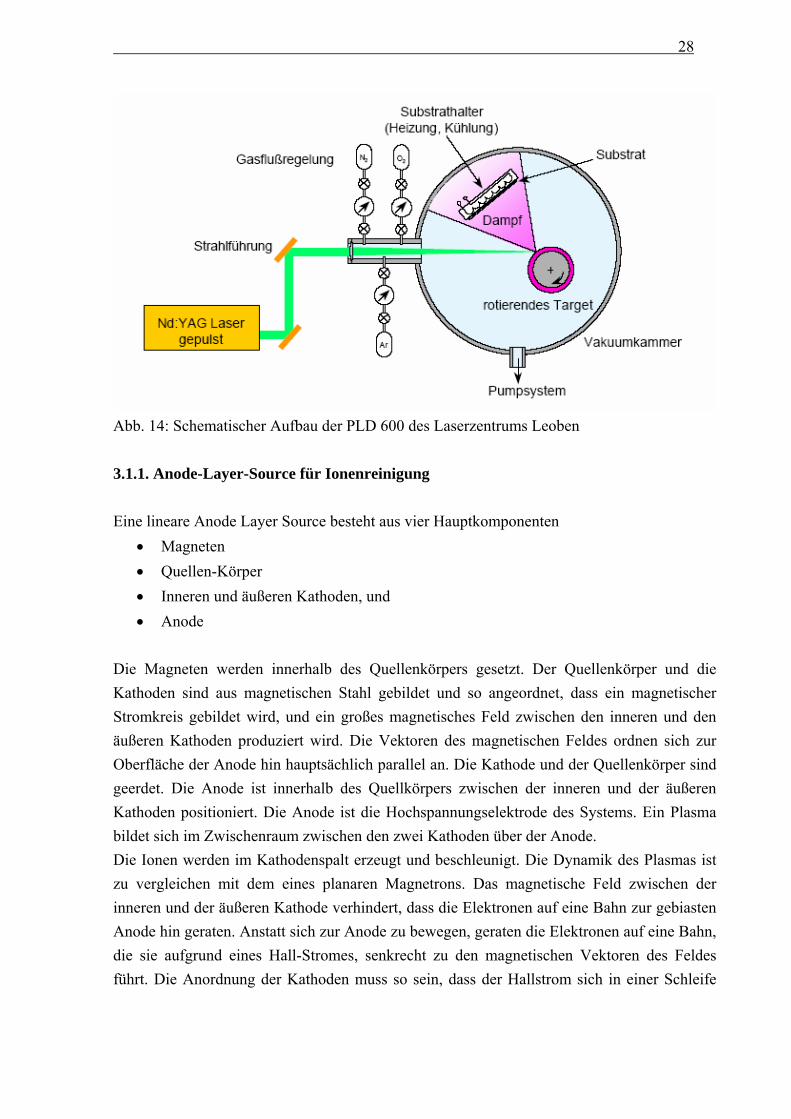
ausbildet und damit kontinuierlich fließen kann. Ein Arbeitsgas wird in den Kathodenspalt von hinten eingebracht, so dass es gleichmäßig über die Länge der Source verteilt wird [56]. 3.1.2. Magnetron-Sputtering Der Fluss geladener Teilchen (Elektronen und Ionen) auf ein Substrat beim Magnetron-Sputtern hängt entscheidend vom magnetischen Feldverlauf der eingesetzten Magnetronquelle ab. Dabei kann man die Magnetronquellen in zwei Kategorien einteilen, deren Charakteristik sich in der Bewegung der Elektronen in inhomogen Magnetfeldern („balanced“ und „unbalanced“) unterscheidet. Diese Unterscheidung bezieht sich auf die Magnetfeldstärken der inneren und äußeren Magnete einer Magnetronquelle. Ein unbalanced Magnetron ist eine einfache Bauform, wo der magnetische Fluss zwischen den Polen höchst unsymmetrisch ist. Das magnetische Feld beeinflusst nicht direkt die Ionenbewegung, aber der Ionenfluß folgt wegen der elektrostatischen Anziehung dem der Elektronen. Ein unbalanced Magnetron erhöht die Ionen- und Elektronenbombardierung einer wachsenden Schicht während des Sputterns. Ein balanced Magnetron (Abb. 15) besitzt ein fest begrenztes magnetisches Feld. Die magnetischen Feldlinien bleiben nah an der Targetoberfläche und das Plasma wird stark in diesem Bereich begrenzt. Dadurch wird eine höhere Targetausbeute ermöglicht und der Zielbereich am Target wird eingeengt. Außerdem werden die Elektronen und Ionen aus dem Bereich der Targetoberfläche abgezogen, welches sich in einer niedrigeren Targettemperatur bemerkbar macht.
Abb. 15: Querschnitt eines Balanced-Magnetrons mit dem Querschnitt eines neuen und eines
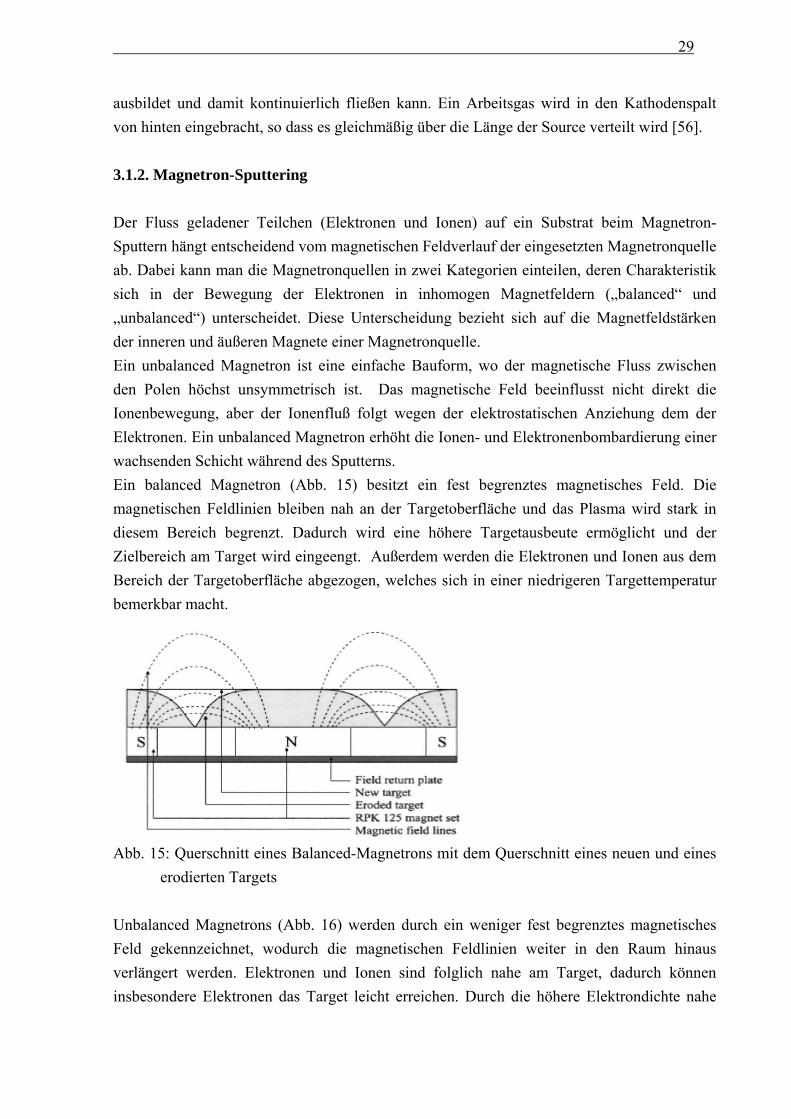
erodierten Targets Unbalanced Magnetrons (Abb. 16) werden durch ein weniger fest begrenztes magnetisches Feld gekennzeichnet, wodurch die magnetischen Feldlinien weiter in den Raum hinaus verlängert werden. Elektronen und Ionen sind folglich nahe am Target, dadurch können insbesondere Elektronen das Target leicht erreichen. Durch die höhere Elektrondichte nahe
30
dem Substrat heizt sich das Target zu einer höheren Temperatur auf und stellt einen Mechanismus für Ionisierung zur Verfügung.
Abb. 16: Querschnitt eines Unbalanced-Magnetrons mit dem Querschnitt eines neuen und
eines erodierten Targets 3.1.4. Optische Emissionsspektroskopie (OES) Die technisch einfachste Methode der Plasmacharakterisierung ist die passive Methode der Emissionspektroskopie [57]. Sie besteht in der Analyse des vom Plasma emittierten Lichtes, welches nach Wellenlängen aufgelöst wird. Dies kann den Spektralbereich vom Röntgengebiet bis zu Mikrowellen umfassen. In den allermeisten praktischen Fällen wird jedoch die sichtbare Strahlung analysiert. Man benötigt für diese Methode einen Spektrographen und eventuell einen Monochromator, der das Licht in ein Spektrum zerlegt. Es wird auch eine Einrichtung zur Aufzeichnung des Spektrums benötigt. Dazu wird ein flächenhafter Festkörperdetektor verwendet (CCD-Kameras), der mit einem Rechner gekoppelt ist. Auf diese Weise können auch zeitliche sich schnell ändernde Plasmazustände erfasst und analysiert werden. Die Emissionsspektroskopie wird meist zur Registrierung von Spektrallinien (seltener auch des kontinuierlichen Bereichs zwischen den Linien) eingesetzt. Man erhält aus den Intensitätsverhältnissen der Linien Informationen über die im Plasma enthaltenen Teilchensorten, über deren Dissoziationsgrad, den Anteil der Ionen, sowie die Temperaturen der diversen Teilchensorten. Aus der Breite der Spektrallinien kann man Informationen über den Bewegungszustand (Temperatur) der strahlenden Teilchen erhalten, sowie bei hohen Ladungsträgerdichten Informationen über die Dichten der Ladungsträger (Stark-Effekt) erhalten werden. Quantitative Aussagen sind jedoch für Nichtgleichgewichts-Plasmen praktisch nicht möglich, weil die Intensitäten von einer immensen Zahl gekoppelter Prozesse abhängen, deren Beitrag (Wirkungsquerschnitte) im Allgemeinen nur sehr lückenhaft bekannt ist. Lediglich bei so genannten thermischen Plasmen (für deren Vorliegen gibt es bestimmte Kriterien) sind quantitative Aussagen möglich.
31
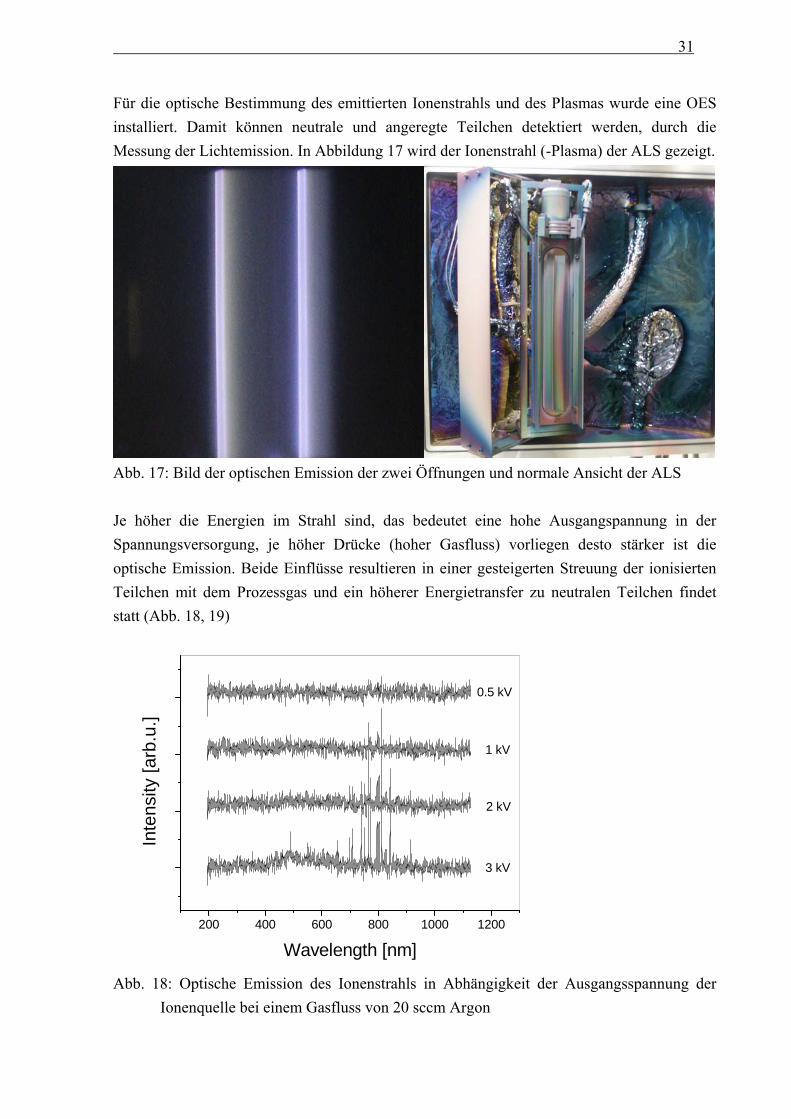
Für die optische Bestimmung des emittierten Ionenstrahls und des Plasmas wurde eine OES installiert. Damit können neutrale und angeregte Teilchen detektiert werden, durch die Messung der Lichtemission. In Abbildung 17 wird der Ionenstrahl (-Plasma) der ALS gezeigt.
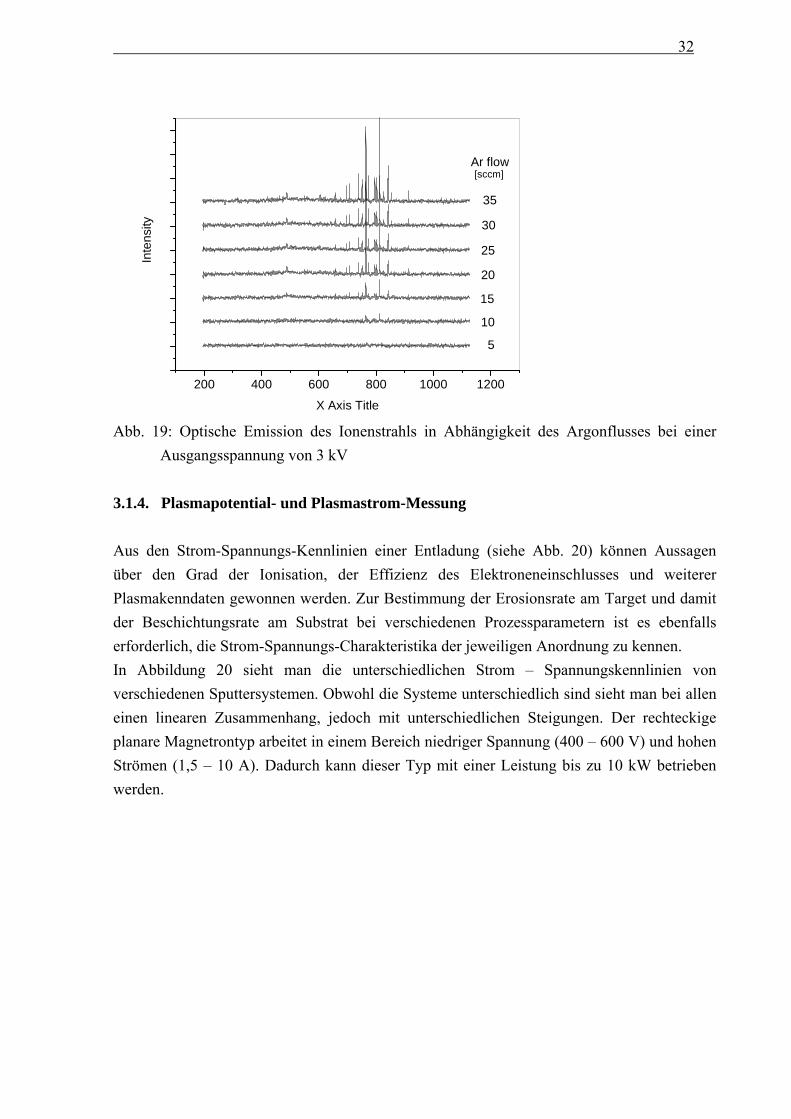
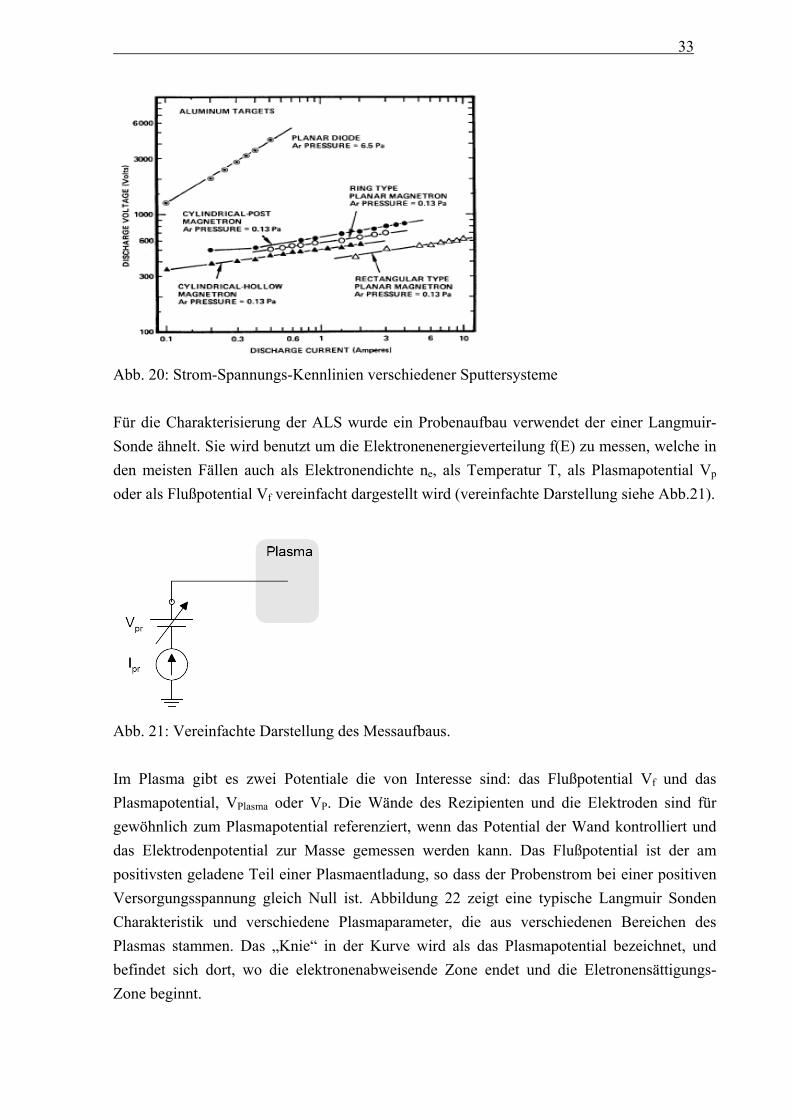
Abb. 17: Bild der optischen Emission der zwei Öffnungen und normale Ansicht der ALS Je höher die Energien im Strahl sind, das bedeutet eine hohe Ausgangspannung in der Spannungsversorgung, je höher Drücke (hoher Gasfluss) vorliegen desto stärker ist die optische Emission. Beide Einflüsse resultieren in einer gesteigerten Streuung der ionisierten Teilchen mit dem Prozessgas und ein höherer Energietransfer zu neutralen Teilchen findet statt (Abb. 18, 19)
200 400 600 800 1000 1200
0.5 kV
1 kV
2 kV
Inte
nsity
[arb
.u.]
Wavelength [nm]
3 kV
Abb. 18: Optische Emission des Ionenstrahls in Abhängigkeit der Ausgangsspannung der
Ionenquelle bei einem Gasfluss von 20 sccm Argon
32
200 400 600 800 1000 1200
Inte
nsity
X Axis Title
5
10
15
20
25
30
35
Ar flow[sccm]
Abb. 19: Optische Emission des Ionenstrahls in Abhängigkeit des Argonflusses bei einer
Ausgangsspannung von 3 kV 3.1.4. Plasmapotential- und Plasmastrom-Messung Aus den Strom-Spannungs-Kennlinien einer Entladung (siehe Abb. 20) können Aussagen über den Grad der Ionisation, der Effizienz des Elektroneneinschlusses und weiterer Plasmakenndaten gewonnen werden. Zur Bestimmung der Erosionsrate am Target und damit der Beschichtungsrate am Substrat bei verschiedenen Prozessparametern ist es ebenfalls erforderlich, die Strom-Spannungs-Charakteristika der jeweiligen Anordnung zu kennen. In Abbildung 20 sieht man die unterschiedlichen Strom – Spannungskennlinien von verschiedenen Sputtersystemen. Obwohl die Systeme unterschiedlich sind sieht man bei allen einen linearen Zusammenhang, jedoch mit unterschiedlichen Steigungen. Der rechteckige planare Magnetrontyp arbeitet in einem Bereich niedriger Spannung (400 – 600 V) und hohen Strömen (1,5 – 10 A). Dadurch kann dieser Typ mit einer Leistung bis zu 10 kW betrieben werden.
33
Abb. 20: Strom-Spannungs-Kennlinien verschiedener Sputtersysteme Für die Charakterisierung der ALS wurde ein Probenaufbau verwendet der einer Langmuir-Sonde ähnelt. Sie wird benutzt um die Elektronenenergieverteilung f(E) zu messen, welche in den meisten Fällen auch als Elektronendichte ne, als Temperatur T, als Plasmapotential Vp oder als Flußpotential Vf vereinfacht dargestellt wird (vereinfachte Darstellung siehe Abb.21).
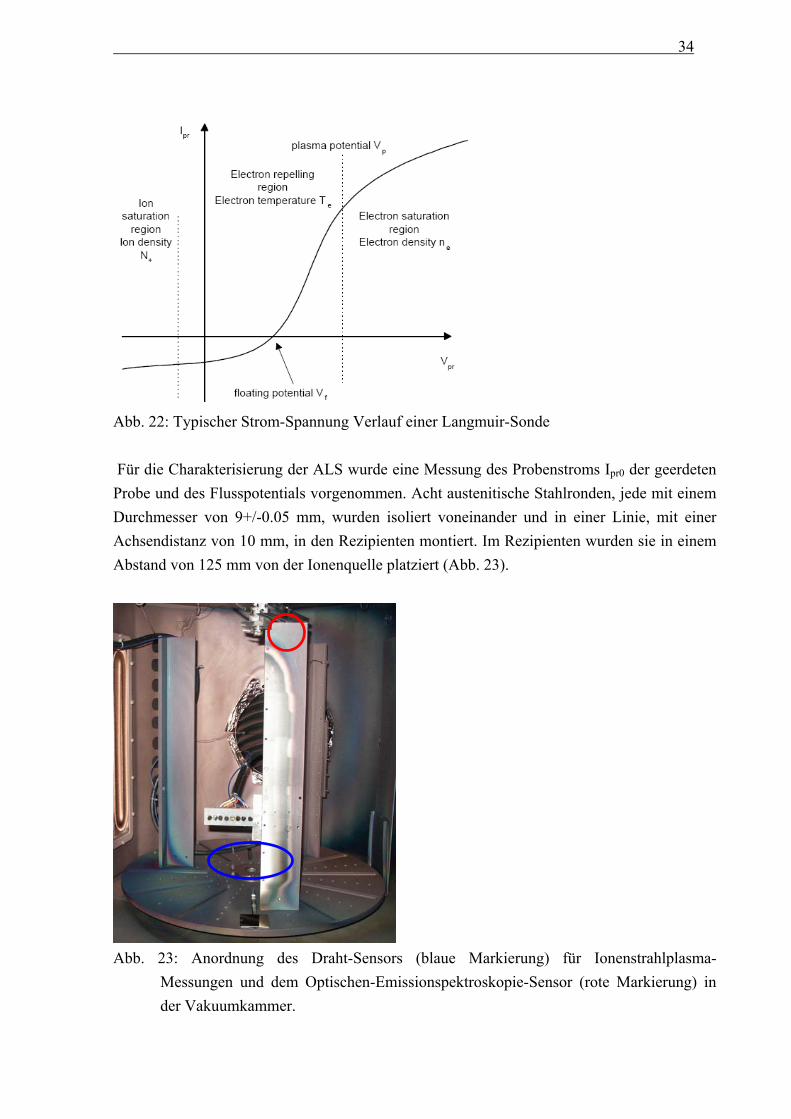
Abb. 21: Vereinfachte Darstellung des Messaufbaus. Im Plasma gibt es zwei Potentiale die von Interesse sind: das Flußpotential Vf und das Plasmapotential, VPlasma oder VP. Die Wände des Rezipienten und die Elektroden sind für gewöhnlich zum Plasmapotential referenziert, wenn das Potential der Wand kontrolliert und das Elektrodenpotential zur Masse gemessen werden kann. Das Flußpotential ist der am positivsten geladene Teil einer Plasmaentladung, so dass der Probenstrom bei einer positiven Versorgungsspannung gleich Null ist. Abbildung 22 zeigt eine typische Langmuir Sonden Charakteristik und verschiedene Plasmaparameter, die aus verschiedenen Bereichen des Plasmas stammen. Das „Knie“ in der Kurve wird als das Plasmapotential bezeichnet, und befindet sich dort, wo die elektronenabweisende Zone endet und die Eletronensättigungs-Zone beginnt.
34
Abb. 22: Typischer Strom-Spannung Verlauf einer Langmuir-Sonde Für die Charakterisierung der ALS wurde eine Messung des Probenstroms Ipr0 der geerdeten Probe und des Flusspotentials vorgenommen. Acht austenitische Stahlronden, jede mit einem Durchmesser von 9+/-0.05 mm, wurden isoliert voneinander und in einer Linie, mit einer Achsendistanz von 10 mm, in den Rezipienten montiert. Im Rezipienten wurden sie in einem Abstand von 125 mm von der Ionenquelle platziert (Abb. 23).
Abb. 23: Anordnung des Draht-Sensors (blaue Markierung) für Ionenstrahlplasma-
Messungen und dem Optischen-Emissionspektroskopie-Sensor (rote Markierung) in der Vakuumkammer.
35
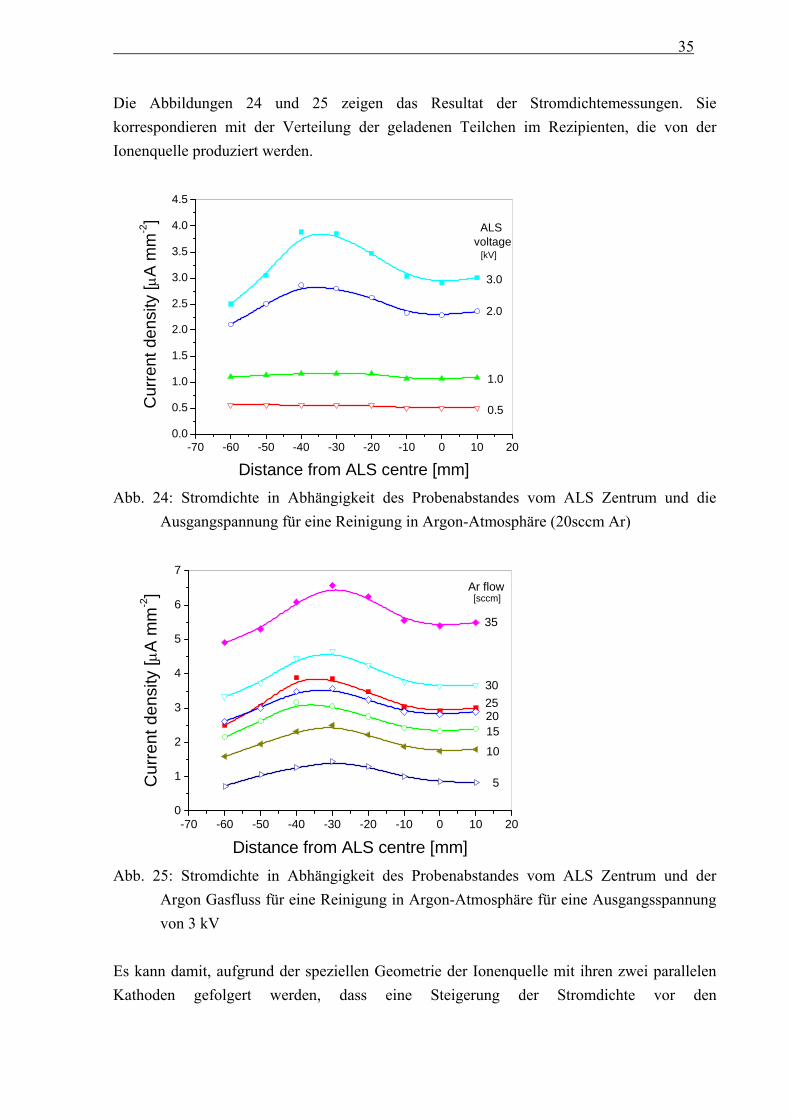
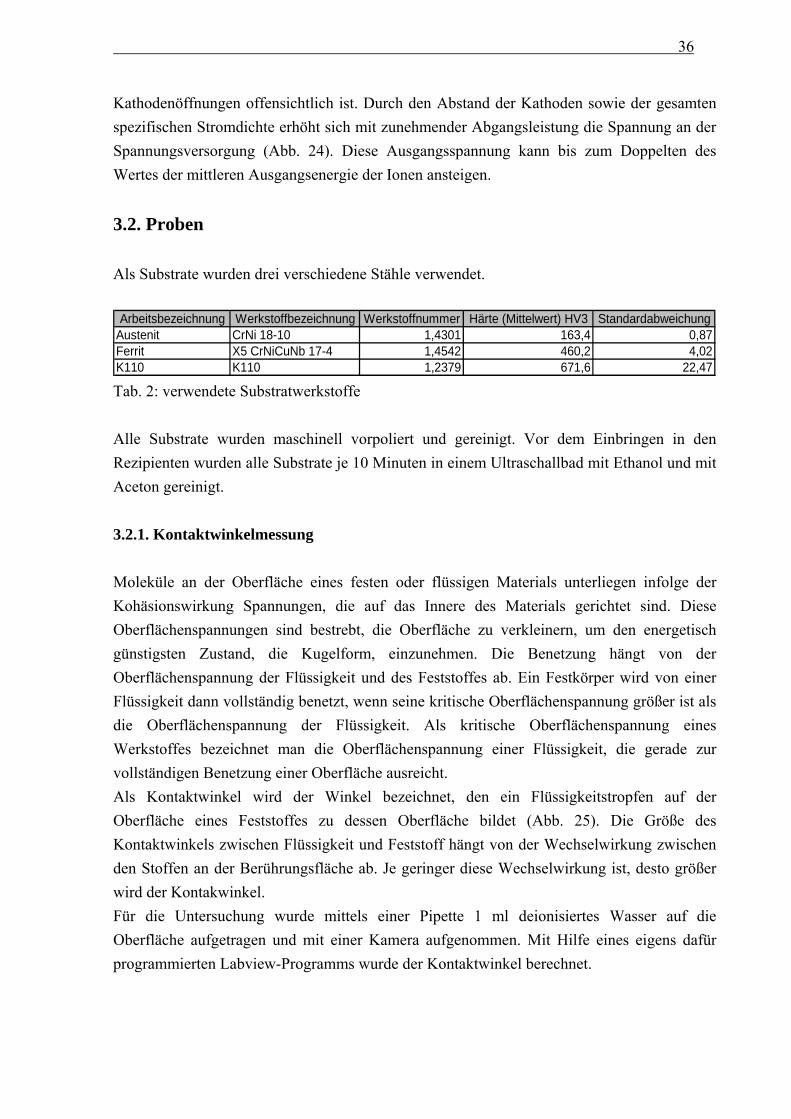
Die Abbildungen 24 und 25 zeigen das Resultat der Stromdichtemessungen. Sie korrespondieren mit der Verteilung der geladenen Teilchen im Rezipienten, die von der Ionenquelle produziert werden.
-70 -60 -50 -40 -30 -20 -10 0 10 200.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
Cur
rent
den
sity
[µA
mm
-2]
Distance from ALS centre [mm]
ALSvoltage
[kV]
0.5
1.0
2.0
3.0
Abb. 24: Stromdichte in Abhängigkeit des Probenabstandes vom ALS Zentrum und die
Ausgangspannung für eine Reinigung in Argon-Atmosphäre (20sccm Ar)
-70 -60 -50 -40 -30 -20 -10 0 10 200
1
2
3
4
5
6
7
Cur
rent
den
sity
[µA
mm
-2]
Distance from ALS centre [mm]
5
10
15202530
35
Ar flow[sccm]
Abb. 25: Stromdichte in Abhängigkeit des Probenabstandes vom ALS Zentrum und der
Argon Gasfluss für eine Reinigung in Argon-Atmosphäre für eine Ausgangsspannung von 3 kV
Es kann damit, aufgrund der speziellen Geometrie der Ionenquelle mit ihren zwei parallelen Kathoden gefolgert werden, dass eine Steigerung der Stromdichte vor den
36
Kathodenöffnungen offensichtlich ist. Durch den Abstand der Kathoden sowie der gesamten spezifischen Stromdichte erhöht sich mit zunehmender Abgangsleistung die Spannung an der Spannungsversorgung (Abb. 24). Diese Ausgangsspannung kann bis zum Doppelten des Wertes der mittleren Ausgangsenergie der Ionen ansteigen.
3.2. Proben Als Substrate wurden drei verschiedene Stähle verwendet.
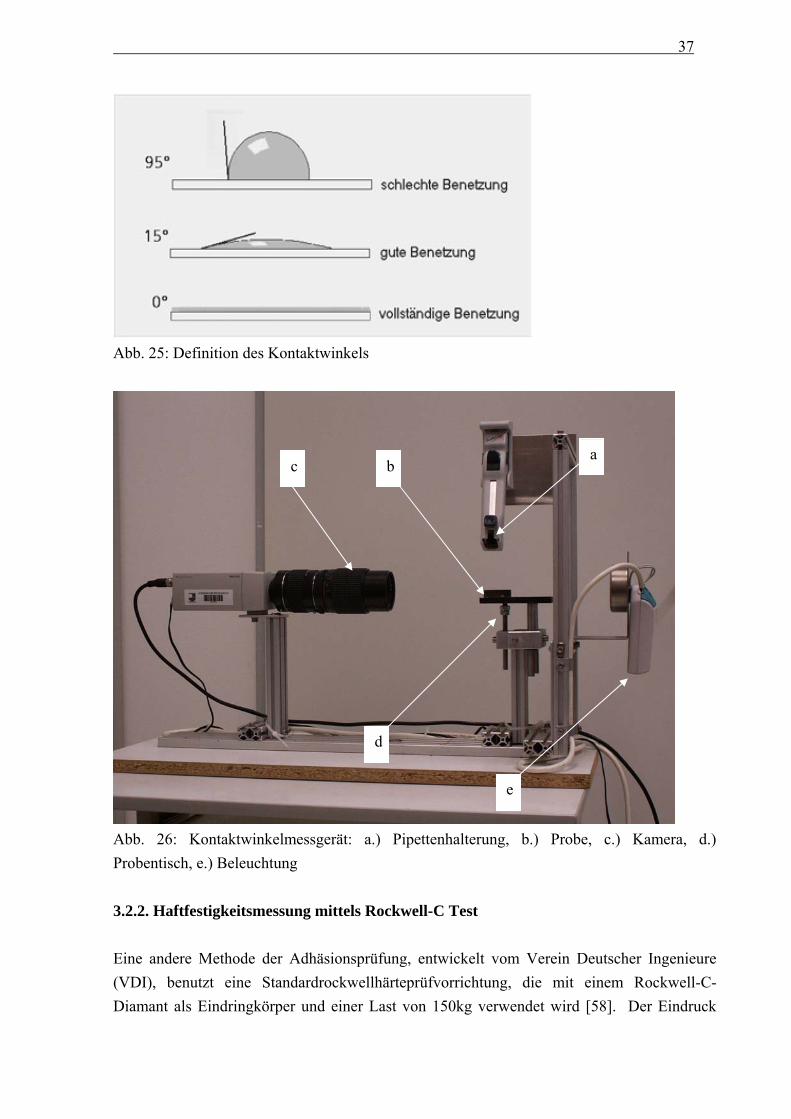
Arbeitsbezeichnung Werkstoffbezeichnung Werkstoffnummer Härte (Mittelwert) HV3 StandardabweichungAustenit CrNi 18-10 1,4301 163,4 0,87Ferrit X5 CrNiCuNb 17-4 1,4542 460,2 4,02K110 K110 1,2379 671,6 22,47 Tab. 2: verwendete Substratwerkstoffe Alle Substrate wurden maschinell vorpoliert und gereinigt. Vor dem Einbringen in den Rezipienten wurden alle Substrate je 10 Minuten in einem Ultraschallbad mit Ethanol und mit Aceton gereinigt. 3.2.1. Kontaktwinkelmessung Moleküle an der Oberfläche eines festen oder flüssigen Materials unterliegen infolge der Kohäsionswirkung Spannungen, die auf das Innere des Materials gerichtet sind. Diese Oberflächenspannungen sind bestrebt, die Oberfläche zu verkleinern, um den energetisch günstigsten Zustand, die Kugelform, einzunehmen. Die Benetzung hängt von der Oberflächenspannung der Flüssigkeit und des Feststoffes ab. Ein Festkörper wird von einer Flüssigkeit dann vollständig benetzt, wenn seine kritische Oberflächenspannung größer ist als die Oberflächenspannung der Flüssigkeit. Als kritische Oberflächenspannung eines Werkstoffes bezeichnet man die Oberflächenspannung einer Flüssigkeit, die gerade zur vollständigen Benetzung einer Oberfläche ausreicht. Als Kontaktwinkel wird der Winkel bezeichnet, den ein Flüssigkeitstropfen auf der Oberfläche eines Feststoffes zu dessen Oberfläche bildet (Abb. 25). Die Größe des Kontaktwinkels zwischen Flüssigkeit und Feststoff hängt von der Wechselwirkung zwischen den Stoffen an der Berührungsfläche ab. Je geringer diese Wechselwirkung ist, desto größer wird der Kontakwinkel. Für die Untersuchung wurde mittels einer Pipette 1 ml deionisiertes Wasser auf die Oberfläche aufgetragen und mit einer Kamera aufgenommen. Mit Hilfe eines eigens dafür programmierten Labview-Programms wurde der Kontaktwinkel berechnet.
37
Abb. 25: Definition des Kontaktwinkels
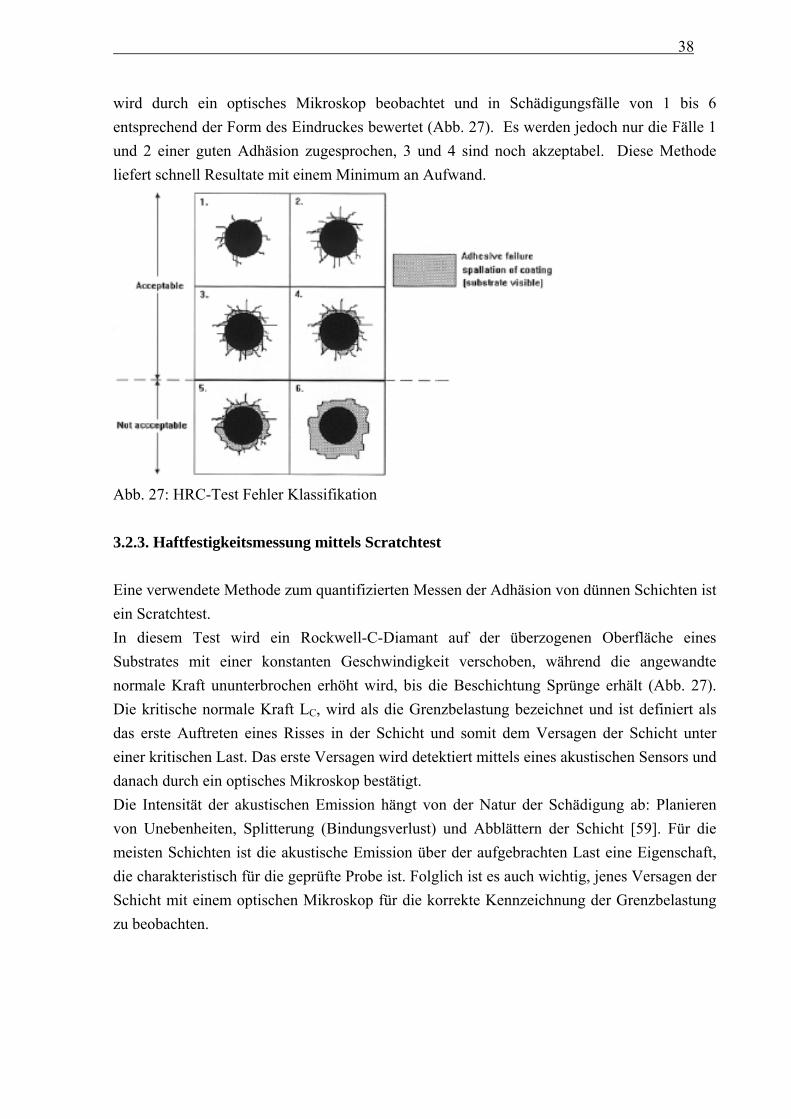
Abb. 26: Kontaktwinkelmessgerät: a.) Pipettenhalterung, b.) Probe, c.) Kamera, d.) Probentisch, e.) Beleuchtung 3.2.2. Haftfestigkeitsmessung mittels Rockwell-C Test Eine andere Methode der Adhäsionsprüfung, entwickelt vom Verein Deutscher Ingenieure (VDI), benutzt eine Standardrockwellhärteprüfvorrichtung, die mit einem Rockwell-C-Diamant als Eindringkörper und einer Last von 150kg verwendet wird [58]. Der Eindruck
a bc
e
d
38
wird durch ein optisches Mikroskop beobachtet und in Schädigungsfälle von 1 bis 6 entsprechend der Form des Eindruckes bewertet (Abb. 27). Es werden jedoch nur die Fälle 1 und 2 einer guten Adhäsion zugesprochen, 3 und 4 sind noch akzeptabel. Diese Methode liefert schnell Resultate mit einem Minimum an Aufwand.
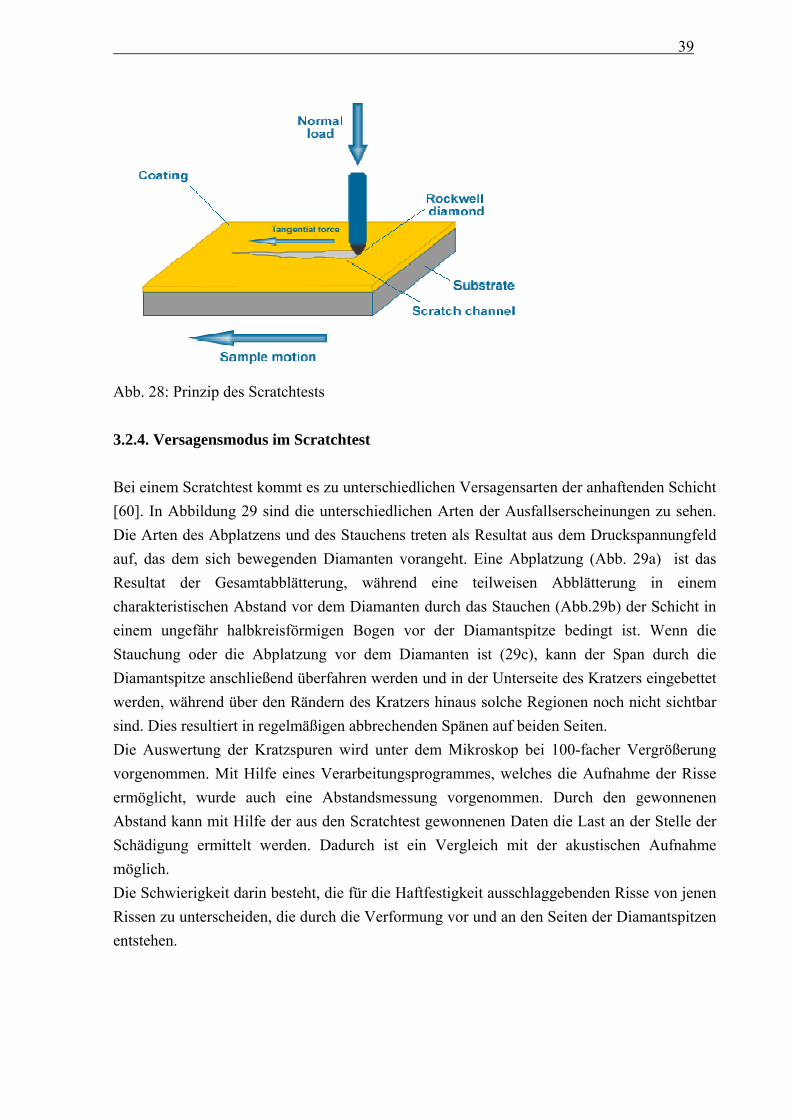
Abb. 27: HRC-Test Fehler Klassifikation 3.2.3. Haftfestigkeitsmessung mittels Scratchtest Eine verwendete Methode zum quantifizierten Messen der Adhäsion von dünnen Schichten ist ein Scratchtest. In diesem Test wird ein Rockwell-C-Diamant auf der überzogenen Oberfläche eines Substrates mit einer konstanten Geschwindigkeit verschoben, während die angewandte normale Kraft ununterbrochen erhöht wird, bis die Beschichtung Sprünge erhält (Abb. 27). Die kritische normale Kraft LC, wird als die Grenzbelastung bezeichnet und ist definiert als das erste Auftreten eines Risses in der Schicht und somit dem Versagen der Schicht unter einer kritischen Last. Das erste Versagen wird detektiert mittels eines akustischen Sensors und danach durch ein optisches Mikroskop bestätigt. Die Intensität der akustischen Emission hängt von der Natur der Schädigung ab: Planieren von Unebenheiten, Splitterung (Bindungsverlust) und Abblättern der Schicht [59]. Für die meisten Schichten ist die akustische Emission über der aufgebrachten Last eine Eigenschaft, die charakteristisch für die geprüfte Probe ist. Folglich ist es auch wichtig, jenes Versagen der Schicht mit einem optischen Mikroskop für die korrekte Kennzeichnung der Grenzbelastung zu beobachten.
39
Abb. 28: Prinzip des Scratchtests 3.2.4. Versagensmodus im Scratchtest Bei einem Scratchtest kommt es zu unterschiedlichen Versagensarten der anhaftenden Schicht [60]. In Abbildung 29 sind die unterschiedlichen Arten der Ausfallserscheinungen zu sehen. Die Arten des Abplatzens und des Stauchens treten als Resultat aus dem Druckspannungfeld auf, das dem sich bewegenden Diamanten vorangeht. Eine Abplatzung (Abb. 29a) ist das Resultat der Gesamtabblätterung, während eine teilweisen Abblätterung in einem charakteristischen Abstand vor dem Diamanten durch das Stauchen (Abb.29b) der Schicht in einem ungefähr halbkreisförmigen Bogen vor der Diamantspitze bedingt ist. Wenn die Stauchung oder die Abplatzung vor dem Diamanten ist (29c), kann der Span durch die Diamantspitze anschließend überfahren werden und in der Unterseite des Kratzers eingebettet werden, während über den Rändern des Kratzers hinaus solche Regionen noch nicht sichtbar sind. Dies resultiert in regelmäßigen abbrechenden Spänen auf beiden Seiten. Die Auswertung der Kratzspuren wird unter dem Mikroskop bei 100-facher Vergrößerung vorgenommen. Mit Hilfe eines Verarbeitungsprogrammes, welches die Aufnahme der Risse ermöglicht, wurde auch eine Abstandsmessung vorgenommen. Durch den gewonnenen Abstand kann mit Hilfe der aus den Scratchtest gewonnenen Daten die Last an der Stelle der Schädigung ermittelt werden. Dadurch ist ein Vergleich mit der akustischen Aufnahme möglich. Die Schwierigkeit darin besteht, die für die Haftfestigkeit ausschlaggebenden Risse von jenen Rissen zu unterscheiden, die durch die Verformung vor und an den Seiten der Diamantspitzen entstehen.
40
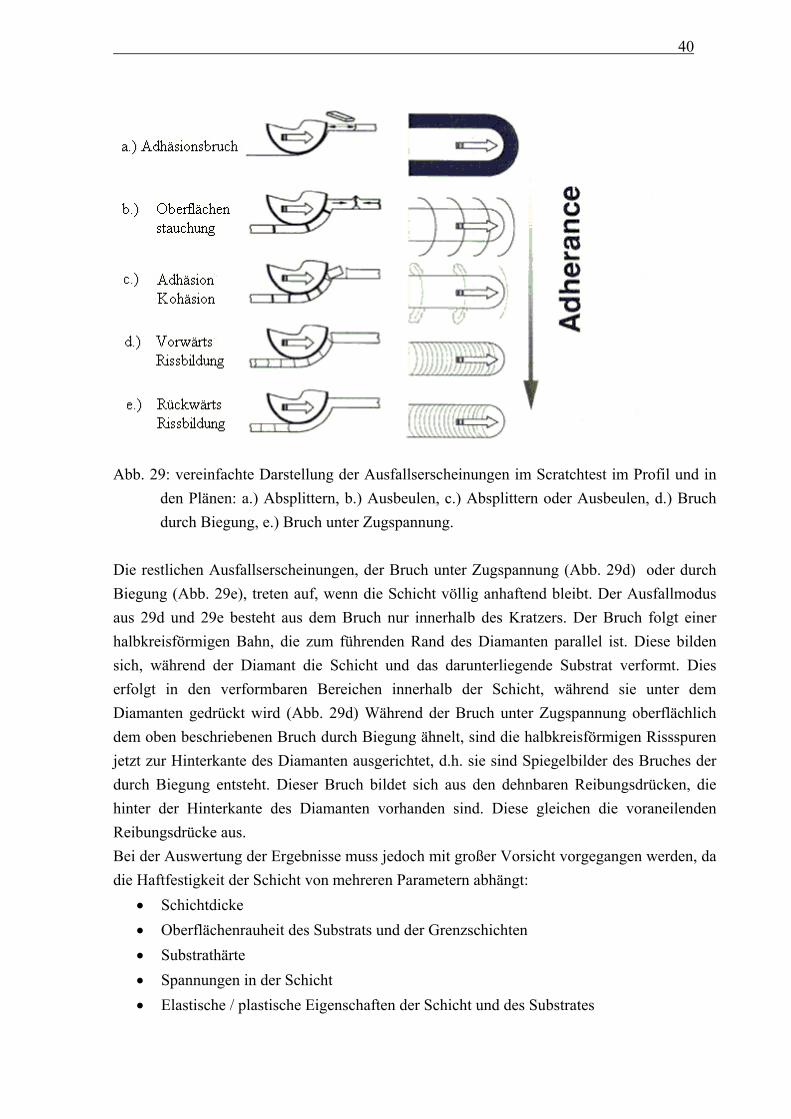
Abb. 29: vereinfachte Darstellung der Ausfallserscheinungen im Scratchtest im Profil und in
den Plänen: a.) Absplittern, b.) Ausbeulen, c.) Absplittern oder Ausbeulen, d.) Bruch durch Biegung, e.) Bruch unter Zugspannung.
Die restlichen Ausfallserscheinungen, der Bruch unter Zugspannung (Abb. 29d) oder durch Biegung (Abb. 29e), treten auf, wenn die Schicht völlig anhaftend bleibt. Der Ausfallmodus aus 29d und 29e besteht aus dem Bruch nur innerhalb des Kratzers. Der Bruch folgt einer halbkreisförmigen Bahn, die zum führenden Rand des Diamanten parallel ist. Diese bilden sich, während der Diamant die Schicht und das darunterliegende Substrat verformt. Dies erfolgt in den verformbaren Bereichen innerhalb der Schicht, während sie unter dem Diamanten gedrückt wird (Abb. 29d) Während der Bruch unter Zugspannung oberflächlich dem oben beschriebenen Bruch durch Biegung ähnelt, sind die halbkreisförmigen Rissspuren jetzt zur Hinterkante des Diamanten ausgerichtet, d.h. sie sind Spiegelbilder des Bruches der durch Biegung entsteht. Dieser Bruch bildet sich aus den dehnbaren Reibungsdrücken, die hinter der Hinterkante des Diamanten vorhanden sind. Diese gleichen die voraneilenden Reibungsdrücke aus. Bei der Auswertung der Ergebnisse muss jedoch mit großer Vorsicht vorgegangen werden, da die Haftfestigkeit der Schicht von mehreren Parametern abhängt:
• Schichtdicke • Oberflächenrauheit des Substrats und der Grenzschichten • Substrathärte • Spannungen in der Schicht • Elastische / plastische Eigenschaften der Schicht und des Substrates
41
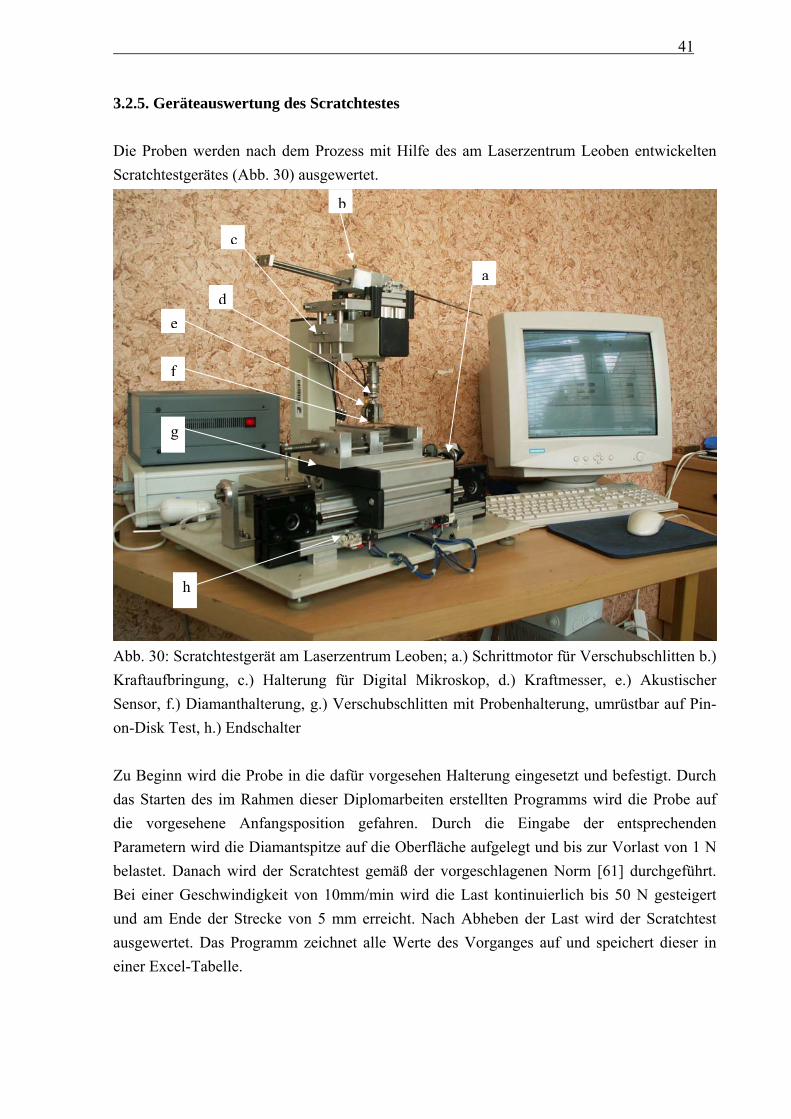
3.2.5. Geräteauswertung des Scratchtestes Die Proben werden nach dem Prozess mit Hilfe des am Laserzentrum Leoben entwickelten Scratchtestgerätes (Abb. 30) ausgewertet.
Abb. 30: Scratchtestgerät am Laserzentrum Leoben; a.) Schrittmotor für Verschubschlitten b.) Kraftaufbringung, c.) Halterung für Digital Mikroskop, d.) Kraftmesser, e.) Akustischer Sensor, f.) Diamanthalterung, g.) Verschubschlitten mit Probenhalterung, umrüstbar auf Pin-on-Disk Test, h.) Endschalter Zu Beginn wird die Probe in die dafür vorgesehen Halterung eingesetzt und befestigt. Durch das Starten des im Rahmen dieser Diplomarbeiten erstellten Programms wird die Probe auf die vorgesehene Anfangsposition gefahren. Durch die Eingabe der entsprechenden Parametern wird die Diamantspitze auf die Oberfläche aufgelegt und bis zur Vorlast von 1 N belastet. Danach wird der Scratchtest gemäß der vorgeschlagenen Norm [61] durchgeführt. Bei einer Geschwindigkeit von 10mm/min wird die Last kontinuierlich bis 50 N gesteigert und am Ende der Strecke von 5 mm erreicht. Nach Abheben der Last wird der Scratchtest ausgewertet. Das Programm zeichnet alle Werte des Vorganges auf und speichert dieser in einer Excel-Tabelle.
d
b
f
e
a
g
h
c
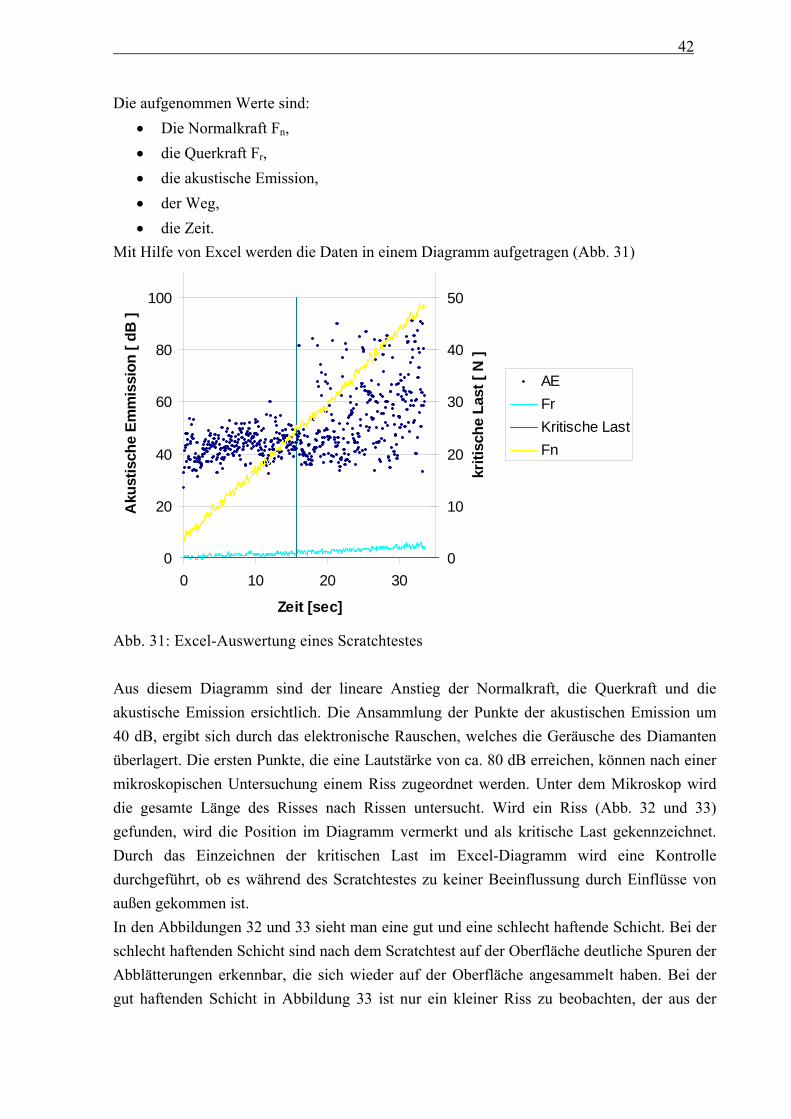
42
Die aufgenommen Werte sind: • Die Normalkraft Fn, • die Querkraft Fr, • die akustische Emission, • der Weg, • die Zeit.
Mit Hilfe von Excel werden die Daten in einem Diagramm aufgetragen (Abb. 31)
0
20
40
60
80
100
0 10 20 30
Zeit [sec]
Aku
stis
che
Emm
issi
on [
dB ]
0
10
20
30
40
50
kriti
sche
Las
t [ N
]
AEFrKritische LastFn
Abb. 31: Excel-Auswertung eines Scratchtestes Aus diesem Diagramm sind der lineare Anstieg der Normalkraft, die Querkraft und die akustische Emission ersichtlich. Die Ansammlung der Punkte der akustischen Emission um 40 dB, ergibt sich durch das elektronische Rauschen, welches die Geräusche des Diamanten überlagert. Die ersten Punkte, die eine Lautstärke von ca. 80 dB erreichen, können nach einer mikroskopischen Untersuchung einem Riss zugeordnet werden. Unter dem Mikroskop wird die gesamte Länge des Risses nach Rissen untersucht. Wird ein Riss (Abb. 32 und 33) gefunden, wird die Position im Diagramm vermerkt und als kritische Last gekennzeichnet. Durch das Einzeichnen der kritischen Last im Excel-Diagramm wird eine Kontrolle durchgeführt, ob es während des Scratchtestes zu keiner Beeinflussung durch Einflüsse von außen gekommen ist. In den Abbildungen 32 und 33 sieht man eine gut und eine schlecht haftende Schicht. Bei der schlecht haftenden Schicht sind nach dem Scratchtest auf der Oberfläche deutliche Spuren der Abblätterungen erkennbar, die sich wieder auf der Oberfläche angesammelt haben. Bei der gut haftenden Schicht in Abbildung 33 ist nur ein kleiner Riss zu beobachten, der aus der
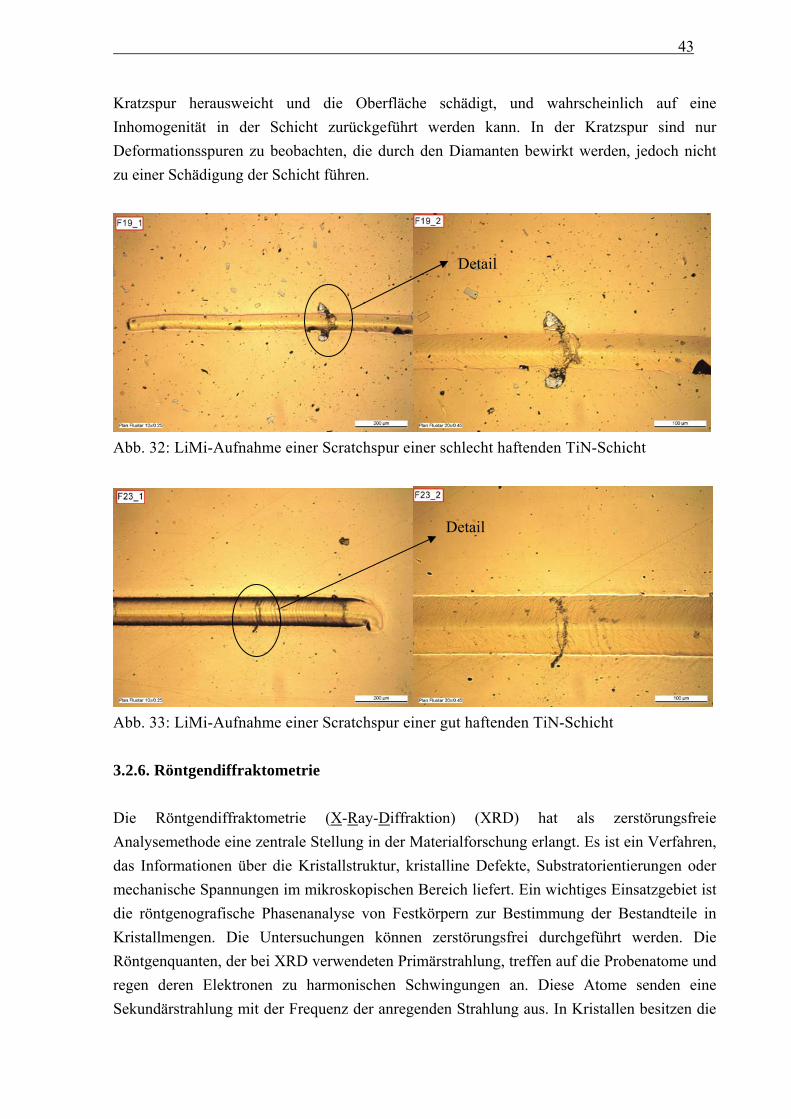
43
Kratzspur herausweicht und die Oberfläche schädigt, und wahrscheinlich auf eine Inhomogenität in der Schicht zurückgeführt werden kann. In der Kratzspur sind nur Deformationsspuren zu beobachten, die durch den Diamanten bewirkt werden, jedoch nicht zu einer Schädigung der Schicht führen.
Abb. 32: LiMi-Aufnahme einer Scratchspur einer schlecht haftenden TiN-Schicht
Abb. 33: LiMi-Aufnahme einer Scratchspur einer gut haftenden TiN-Schicht 3.2.6. Röntgendiffraktometrie Die Röntgendiffraktometrie (X-Ray-Diffraktion) (XRD) hat als zerstörungsfreie Analysemethode eine zentrale Stellung in der Materialforschung erlangt. Es ist ein Verfahren, das Informationen über die Kristallstruktur, kristalline Defekte, Substratorientierungen oder mechanische Spannungen im mikroskopischen Bereich liefert. Ein wichtiges Einsatzgebiet ist die röntgenografische Phasenanalyse von Festkörpern zur Bestimmung der Bestandteile in Kristallmengen. Die Untersuchungen können zerstörungsfrei durchgeführt werden. Die Röntgenquanten, der bei XRD verwendeten Primärstrahlung, treffen auf die Probenatome und regen deren Elektronen zu harmonischen Schwingungen an. Diese Atome senden eine Sekundärstrahlung mit der Frequenz der anregenden Strahlung aus. In Kristallen besitzen die
Detail
Detail
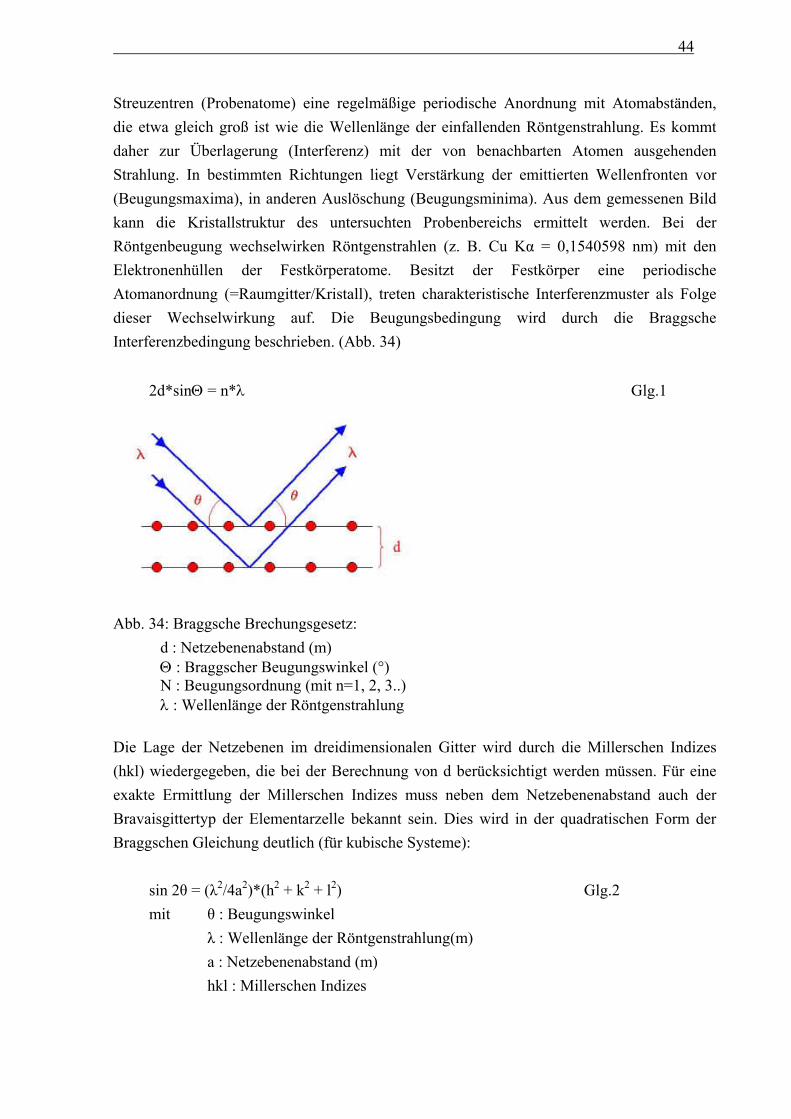
44
Streuzentren (Probenatome) eine regelmäßige periodische Anordnung mit Atomabständen, die etwa gleich groß ist wie die Wellenlänge der einfallenden Röntgenstrahlung. Es kommt daher zur Überlagerung (Interferenz) mit der von benachbarten Atomen ausgehenden Strahlung. In bestimmten Richtungen liegt Verstärkung der emittierten Wellenfronten vor (Beugungsmaxima), in anderen Auslöschung (Beugungsminima). Aus dem gemessenen Bild kann die Kristallstruktur des untersuchten Probenbereichs ermittelt werden. Bei der Röntgenbeugung wechselwirken Röntgenstrahlen (z. B. Cu Kα = 0,1540598 nm) mit den Elektronenhüllen der Festkörperatome. Besitzt der Festkörper eine periodische Atomanordnung (=Raumgitter/Kristall), treten charakteristische Interferenzmuster als Folge dieser Wechselwirkung auf. Die Beugungsbedingung wird durch die Braggsche Interferenzbedingung beschrieben. (Abb. 34)
2d*sinΘ = n*λ Glg.1
Abb. 34: Braggsche Brechungsgesetz:
d : Netzebenenabstand (m) Θ : Braggscher Beugungswinkel (°) N : Beugungsordnung (mit n=1, 2, 3..) λ : Wellenlänge der Röntgenstrahlung
Die Lage der Netzebenen im dreidimensionalen Gitter wird durch die Millerschen Indizes (hkl) wiedergegeben, die bei der Berechnung von d berücksichtigt werden müssen. Für eine exakte Ermittlung der Millerschen Indizes muss neben dem Netzebenenabstand auch der Bravaisgittertyp der Elementarzelle bekannt sein. Dies wird in der quadratischen Form der Braggschen Gleichung deutlich (für kubische Systeme):
sin 2θ = (λ2/4a2)*(h2 + k2 + l2) Glg.2 mit θ : Beugungswinkel
λ : Wellenlänge der Röntgenstrahlung(m) a : Netzebenenabstand (m) hkl : Millerschen Indizes
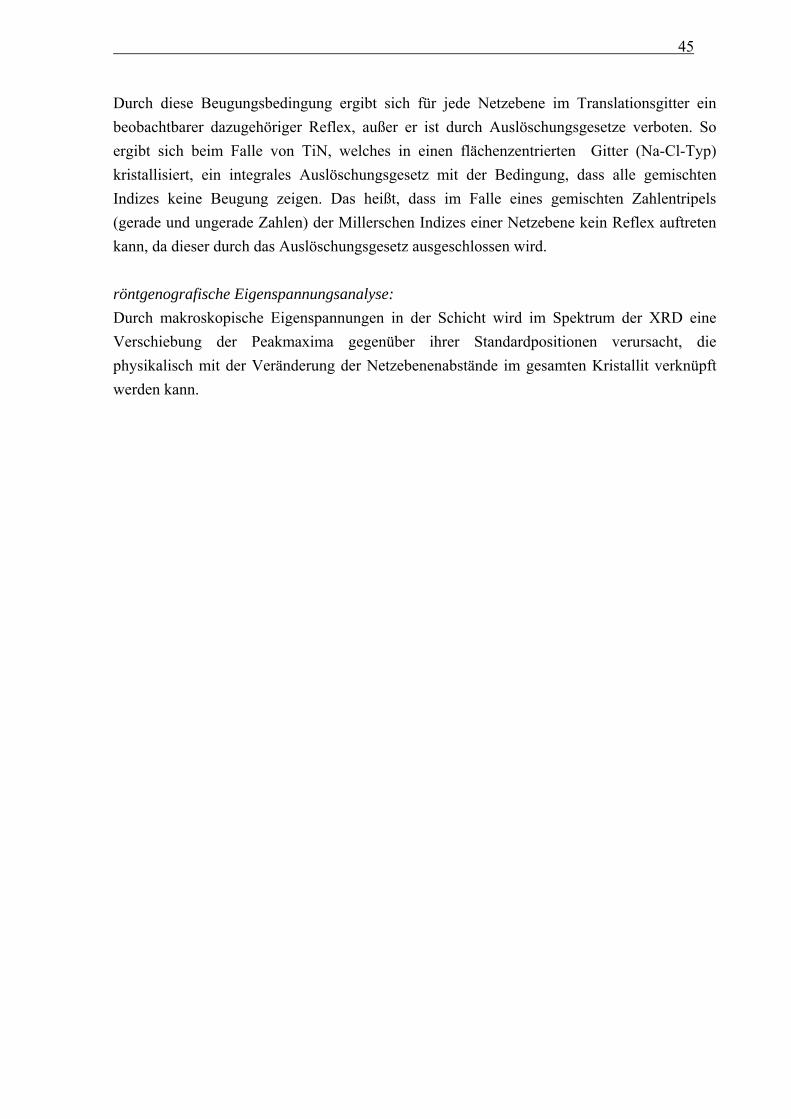
45
Durch diese Beugungsbedingung ergibt sich für jede Netzebene im Translationsgitter ein beobachtbarer dazugehöriger Reflex, außer er ist durch Auslöschungsgesetze verboten. So ergibt sich beim Falle von TiN, welches in einen flächenzentrierten Gitter (Na-Cl-Typ) kristallisiert, ein integrales Auslöschungsgesetz mit der Bedingung, dass alle gemischten Indizes keine Beugung zeigen. Das heißt, dass im Falle eines gemischten Zahlentripels (gerade und ungerade Zahlen) der Millerschen Indizes einer Netzebene kein Reflex auftreten kann, da dieser durch das Auslöschungsgesetz ausgeschlossen wird. röntgenografische Eigenspannungsanalyse: Durch makroskopische Eigenspannungen in der Schicht wird im Spektrum der XRD eine Verschiebung der Peakmaxima gegenüber ihrer Standardpositionen verursacht, die physikalisch mit der Veränderung der Netzebenenabstände im gesamten Kristallit verknüpft werden kann.
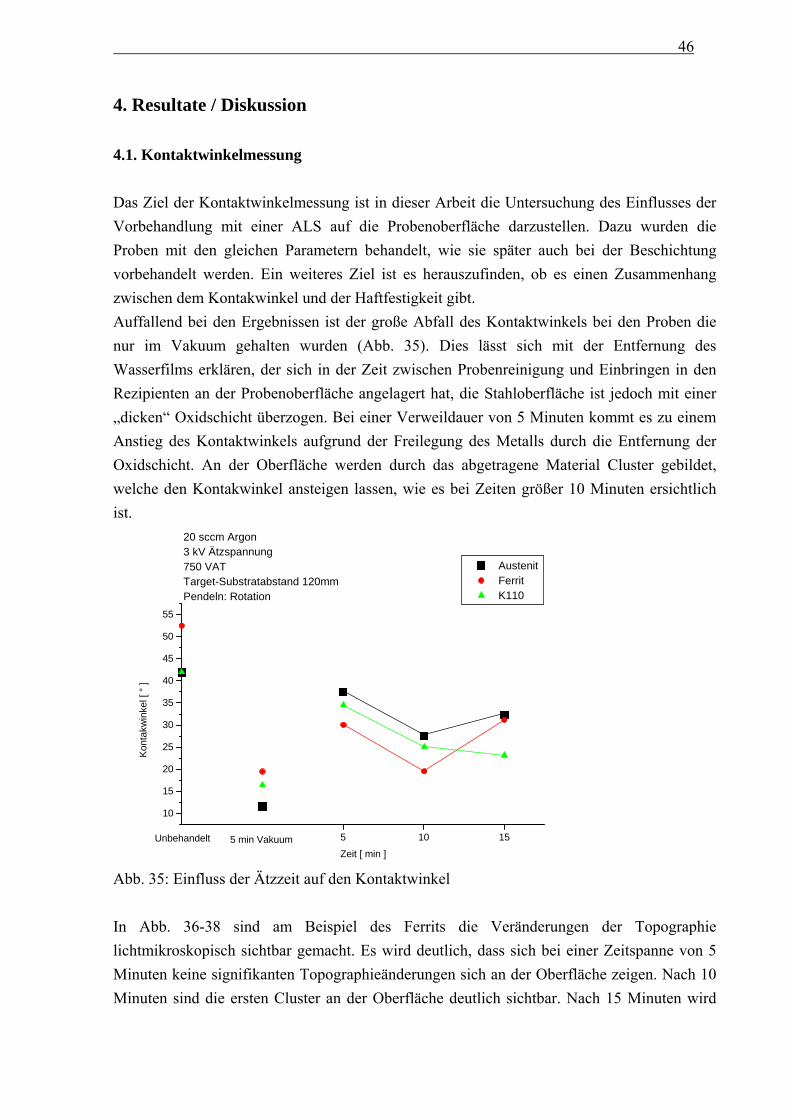
46
4. Resultate / Diskussion 4.1. Kontaktwinkelmessung Das Ziel der Kontaktwinkelmessung ist in dieser Arbeit die Untersuchung des Einflusses der Vorbehandlung mit einer ALS auf die Probenoberfläche darzustellen. Dazu wurden die Proben mit den gleichen Parametern behandelt, wie sie später auch bei der Beschichtung vorbehandelt werden. Ein weiteres Ziel ist es herauszufinden, ob es einen Zusammenhang zwischen dem Kontakwinkel und der Haftfestigkeit gibt. Auffallend bei den Ergebnissen ist der große Abfall des Kontaktwinkels bei den Proben die nur im Vakuum gehalten wurden (Abb. 35). Dies lässt sich mit der Entfernung des Wasserfilms erklären, der sich in der Zeit zwischen Probenreinigung und Einbringen in den Rezipienten an der Probenoberfläche angelagert hat, die Stahloberfläche ist jedoch mit einer „dicken“ Oxidschicht überzogen. Bei einer Verweildauer von 5 Minuten kommt es zu einem Anstieg des Kontaktwinkels aufgrund der Freilegung des Metalls durch die Entfernung der Oxidschicht. An der Oberfläche werden durch das abgetragene Material Cluster gebildet, welche den Kontakwinkel ansteigen lassen, wie es bei Zeiten größer 10 Minuten ersichtlich ist.
5 10 15
10
15
20
25
30
35
40
45
50
55
20 sccm Argon3 kV Ätzspannung750 VATTarget-Substratabstand 120mmPendeln: Rotation
5 min VakuumUnbehandelt
Austenit Ferrit K110
Kont
akw
inke
l [ °
]
Zeit [ min ] Abb. 35: Einfluss der Ätzzeit auf den Kontaktwinkel In Abb. 36-38 sind am Beispiel des Ferrits die Veränderungen der Topographie lichtmikroskopisch sichtbar gemacht. Es wird deutlich, dass sich bei einer Zeitspanne von 5 Minuten keine signifikanten Topographieänderungen sich an der Oberfläche zeigen. Nach 10 Minuten sind die ersten Cluster an der Oberfläche deutlich sichtbar. Nach 15 Minuten wird
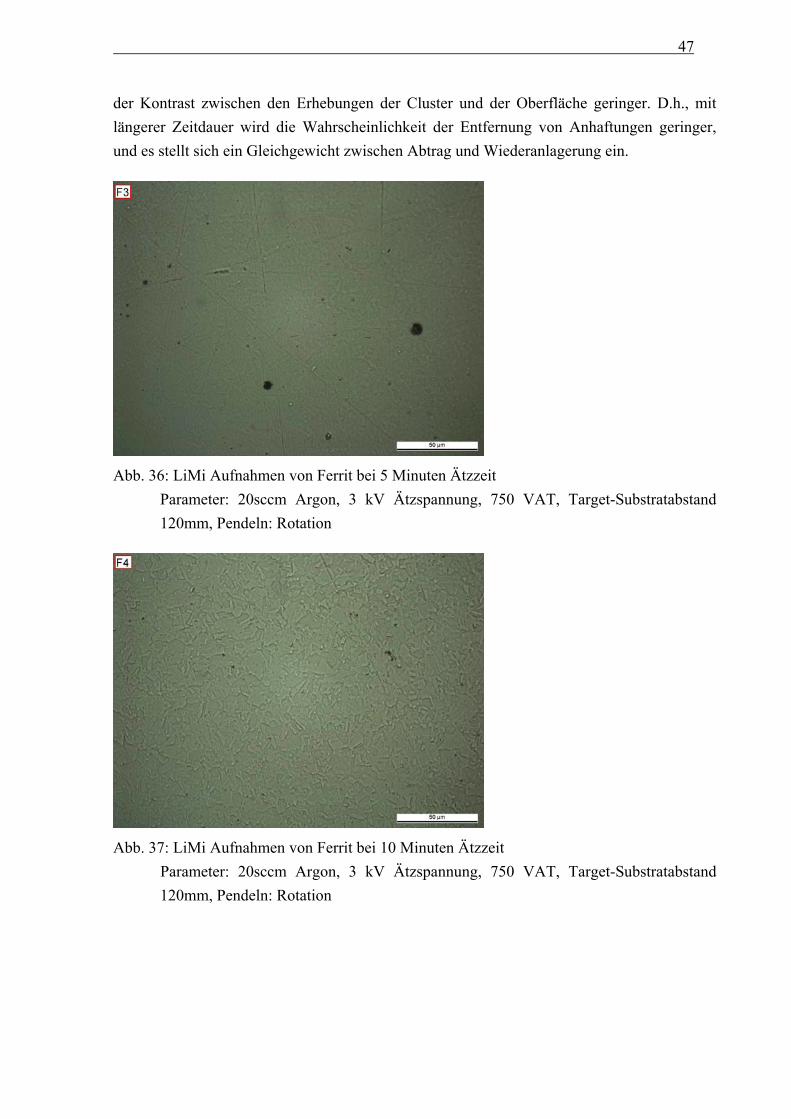
47
der Kontrast zwischen den Erhebungen der Cluster und der Oberfläche geringer. D.h., mit längerer Zeitdauer wird die Wahrscheinlichkeit der Entfernung von Anhaftungen geringer, und es stellt sich ein Gleichgewicht zwischen Abtrag und Wiederanlagerung ein.
Abb. 36: LiMi Aufnahmen von Ferrit bei 5 Minuten Ätzzeit
Parameter: 20sccm Argon, 3 kV Ätzspannung, 750 VAT, Target-Substratabstand 120mm, Pendeln: Rotation
Abb. 37: LiMi Aufnahmen von Ferrit bei 10 Minuten Ätzzeit
Parameter: 20sccm Argon, 3 kV Ätzspannung, 750 VAT, Target-Substratabstand 120mm, Pendeln: Rotation
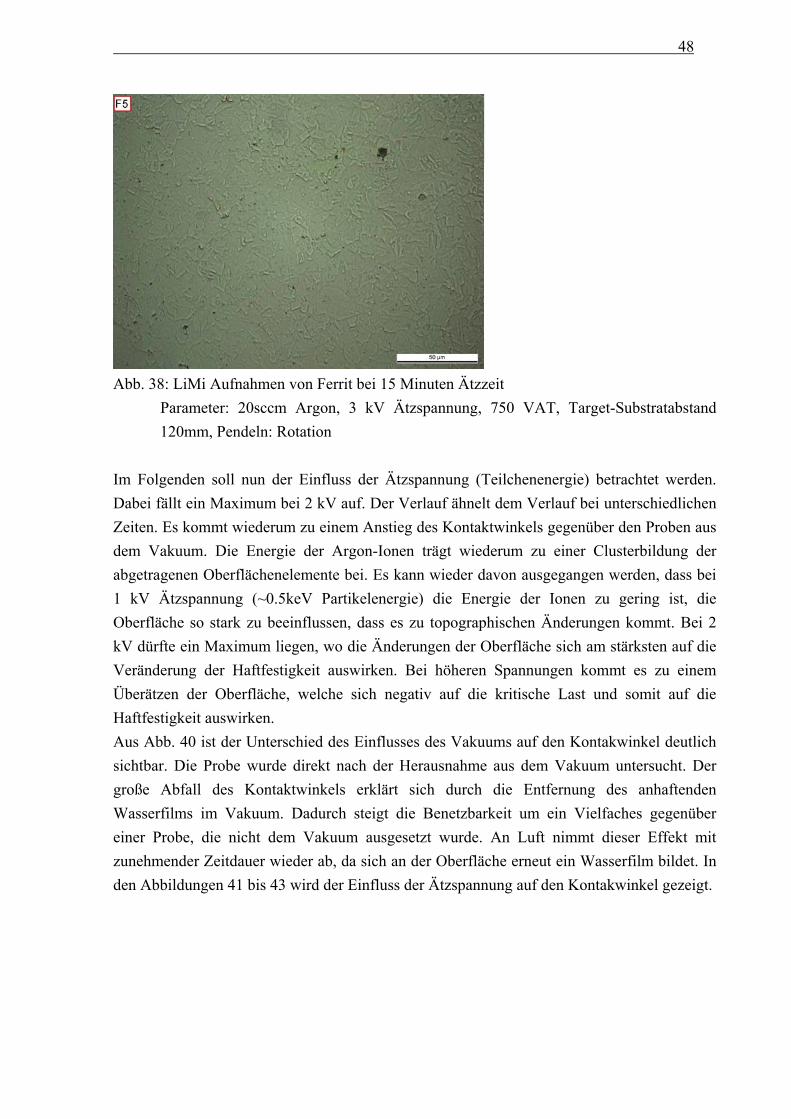
48
Abb. 38: LiMi Aufnahmen von Ferrit bei 15 Minuten Ätzzeit
Parameter: 20sccm Argon, 3 kV Ätzspannung, 750 VAT, Target-Substratabstand 120mm, Pendeln: Rotation
Im Folgenden soll nun der Einfluss der Ätzspannung (Teilchenenergie) betrachtet werden. Dabei fällt ein Maximum bei 2 kV auf. Der Verlauf ähnelt dem Verlauf bei unterschiedlichen Zeiten. Es kommt wiederum zu einem Anstieg des Kontaktwinkels gegenüber den Proben aus dem Vakuum. Die Energie der Argon-Ionen trägt wiederum zu einer Clusterbildung der abgetragenen Oberflächenelemente bei. Es kann wieder davon ausgegangen werden, dass bei 1 kV Ätzspannung (~0.5keV Partikelenergie) die Energie der Ionen zu gering ist, die Oberfläche so stark zu beeinflussen, dass es zu topographischen Änderungen kommt. Bei 2 kV dürfte ein Maximum liegen, wo die Änderungen der Oberfläche sich am stärksten auf die Veränderung der Haftfestigkeit auswirken. Bei höheren Spannungen kommt es zu einem Überätzen der Oberfläche, welche sich negativ auf die kritische Last und somit auf die Haftfestigkeit auswirken. Aus Abb. 40 ist der Unterschied des Einflusses des Vakuums auf den Kontakwinkel deutlich sichtbar. Die Probe wurde direkt nach der Herausnahme aus dem Vakuum untersucht. Der große Abfall des Kontaktwinkels erklärt sich durch die Entfernung des anhaftenden Wasserfilms im Vakuum. Dadurch steigt die Benetzbarkeit um ein Vielfaches gegenüber einer Probe, die nicht dem Vakuum ausgesetzt wurde. An Luft nimmt dieser Effekt mit zunehmender Zeitdauer wieder ab, da sich an der Oberfläche erneut ein Wasserfilm bildet. In den Abbildungen 41 bis 43 wird der Einfluss der Ätzspannung auf den Kontakwinkel gezeigt.
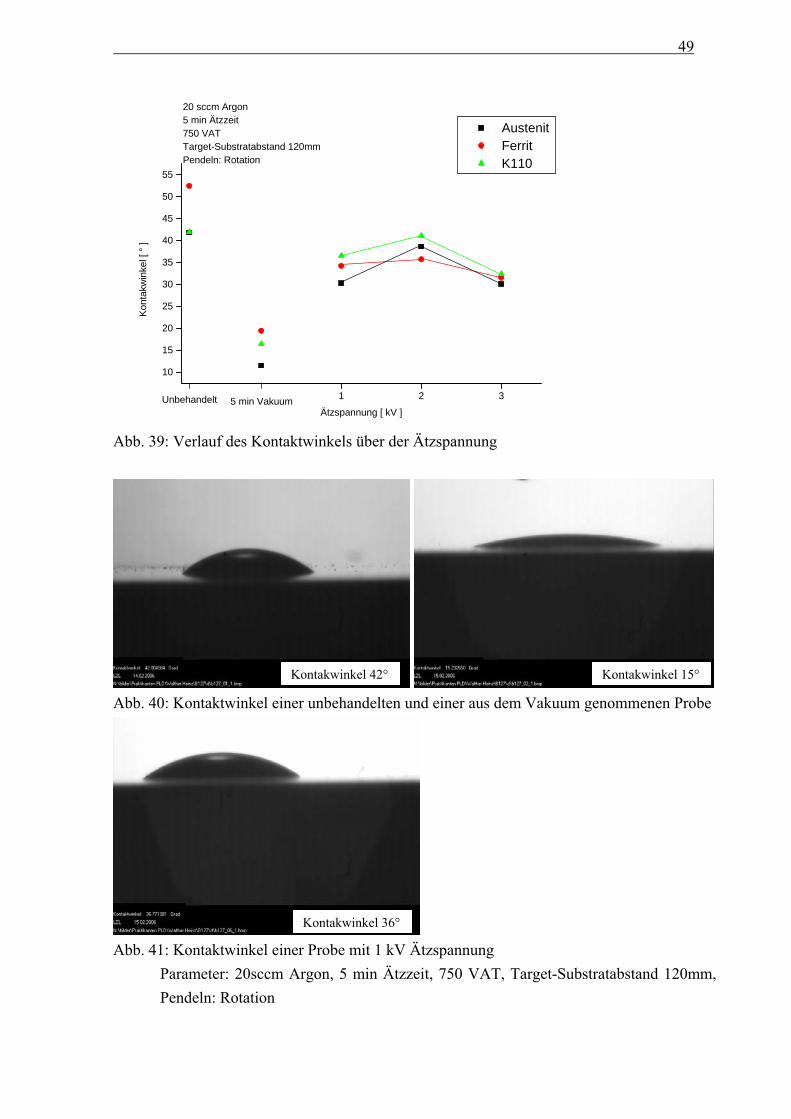
49
1 2 3
10
15
20
25
30
35
40
45
50
55
20 sccm Argon5 min Ätzzeit750 VATTarget-Substratabstand 120mmPendeln: Rotation
Unbehandelt 5 min Vakuum
Austenit Ferrit K110
Kont
akw
inke
l [ °
]
Ätzspannung [ kV ]
Abb. 39: Verlauf des Kontaktwinkels über der Ätzspannung
Abb. 40: Kontaktwinkel einer unbehandelten und einer aus dem Vakuum genommenen Probe
Abb. 41: Kontaktwinkel einer Probe mit 1 kV Ätzspannung
Parameter: 20sccm Argon, 5 min Ätzzeit, 750 VAT, Target-Substratabstand 120mm, Pendeln: Rotation
Kontakwinkel 36°
Kontakwinkel 42° Kontakwinkel 15°
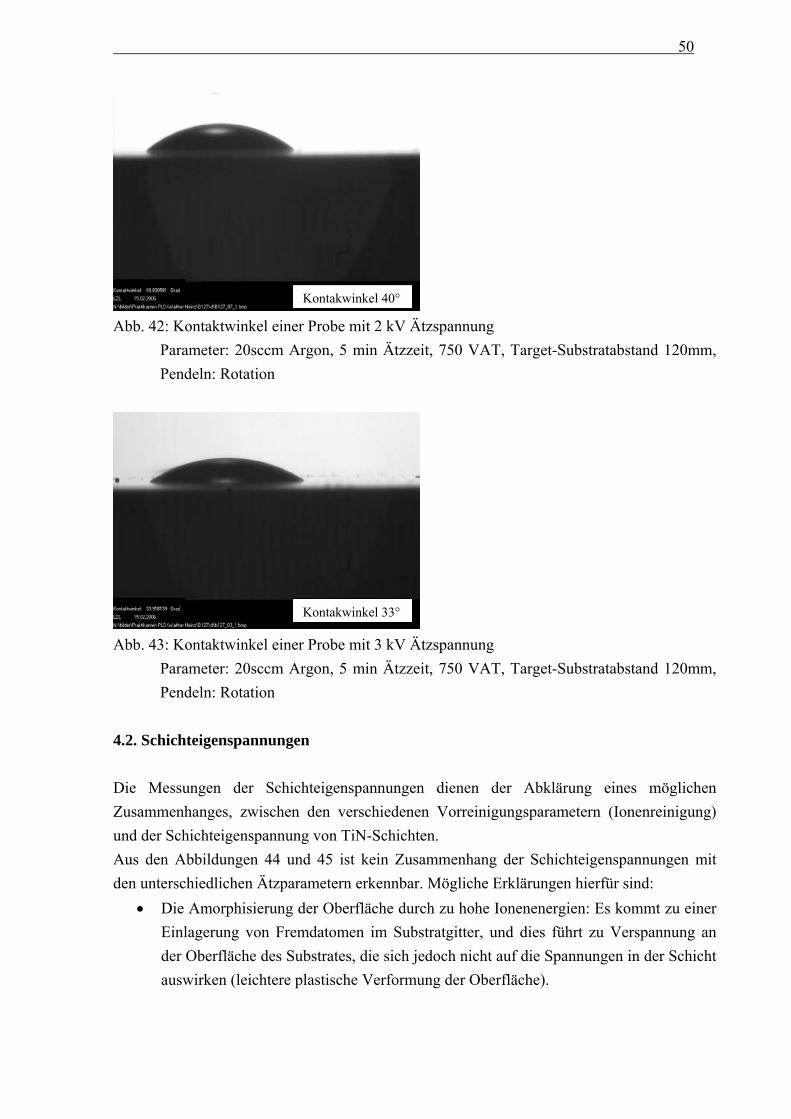
50
Abb. 42: Kontaktwinkel einer Probe mit 2 kV Ätzspannung
Parameter: 20sccm Argon, 5 min Ätzzeit, 750 VAT, Target-Substratabstand 120mm, Pendeln: Rotation
Abb. 43: Kontaktwinkel einer Probe mit 3 kV Ätzspannung
Parameter: 20sccm Argon, 5 min Ätzzeit, 750 VAT, Target-Substratabstand 120mm, Pendeln: Rotation
4.2. Schichteigenspannungen Die Messungen der Schichteigenspannungen dienen der Abklärung eines möglichen Zusammenhanges, zwischen den verschiedenen Vorreinigungsparametern (Ionenreinigung) und der Schichteigenspannung von TiN-Schichten. Aus den Abbildungen 44 und 45 ist kein Zusammenhang der Schichteigenspannungen mit den unterschiedlichen Ätzparametern erkennbar. Mögliche Erklärungen hierfür sind:
• Die Amorphisierung der Oberfläche durch zu hohe Ionenenergien: Es kommt zu einer Einlagerung von Fremdatomen im Substratgitter, und dies führt zu Verspannung an der Oberfläche des Substrates, die sich jedoch nicht auf die Spannungen in der Schicht auswirken (leichtere plastische Verformung der Oberfläche).
Kontakwinkel 33°
Kontakwinkel 40°
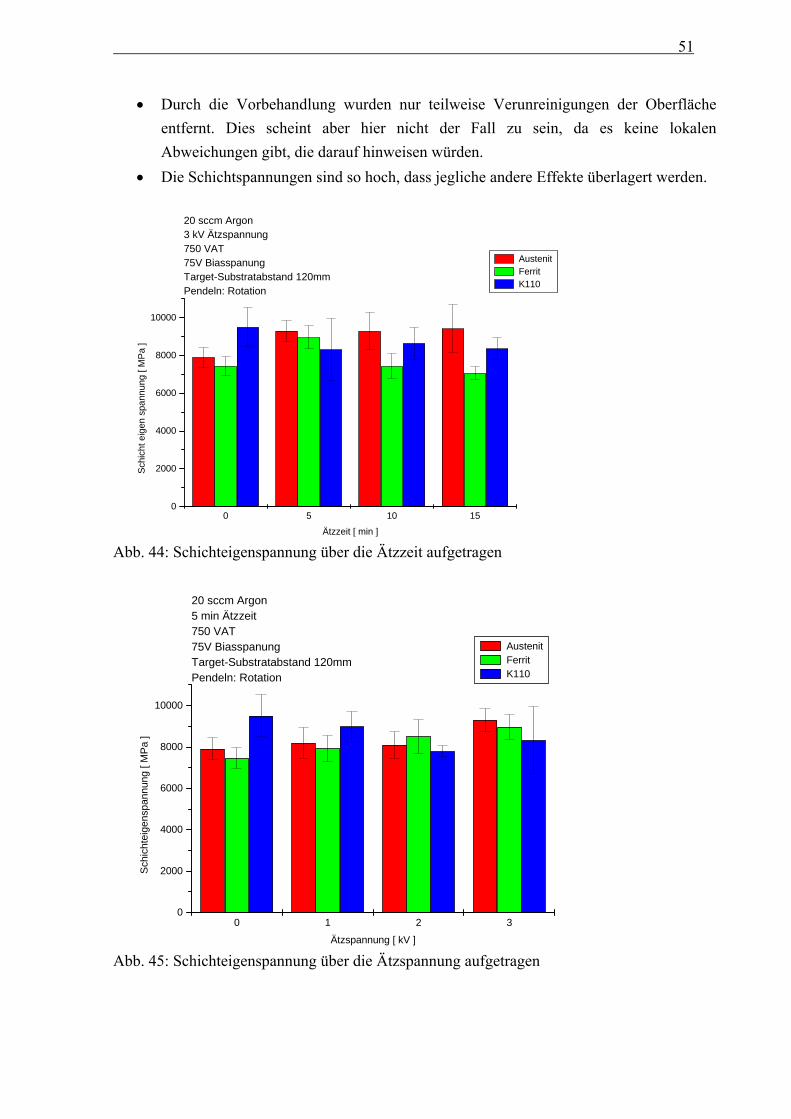
51
• Durch die Vorbehandlung wurden nur teilweise Verunreinigungen der Oberfläche entfernt. Dies scheint aber hier nicht der Fall zu sein, da es keine lokalen Abweichungen gibt, die darauf hinweisen würden.
• Die Schichtspannungen sind so hoch, dass jegliche andere Effekte überlagert werden.
0 5 10 150
2000
4000
6000
8000
10000
20 sccm Argon3 kV Ätzspannung750 VAT75V BiasspanungTarget-Substratabstand 120mmPendeln: Rotation
Schi
cht e
igen
spa
nnun
g [ M
Pa
]
Ätzzeit [ min ]
Austenit Ferrit K110
Abb. 44: Schichteigenspannung über die Ätzzeit aufgetragen
0 1 2 30
2000
4000
6000
8000
10000
20 sccm Argon5 min Ätzzeit750 VAT75V BiasspanungTarget-Substratabstand 120mmPendeln: Rotation
Schi
chte
igen
span
nung
[ M
Pa ]
Ätzspannung [ kV ]
Austenit Ferrit K110
Abb. 45: Schichteigenspannung über die Ätzspannung aufgetragen
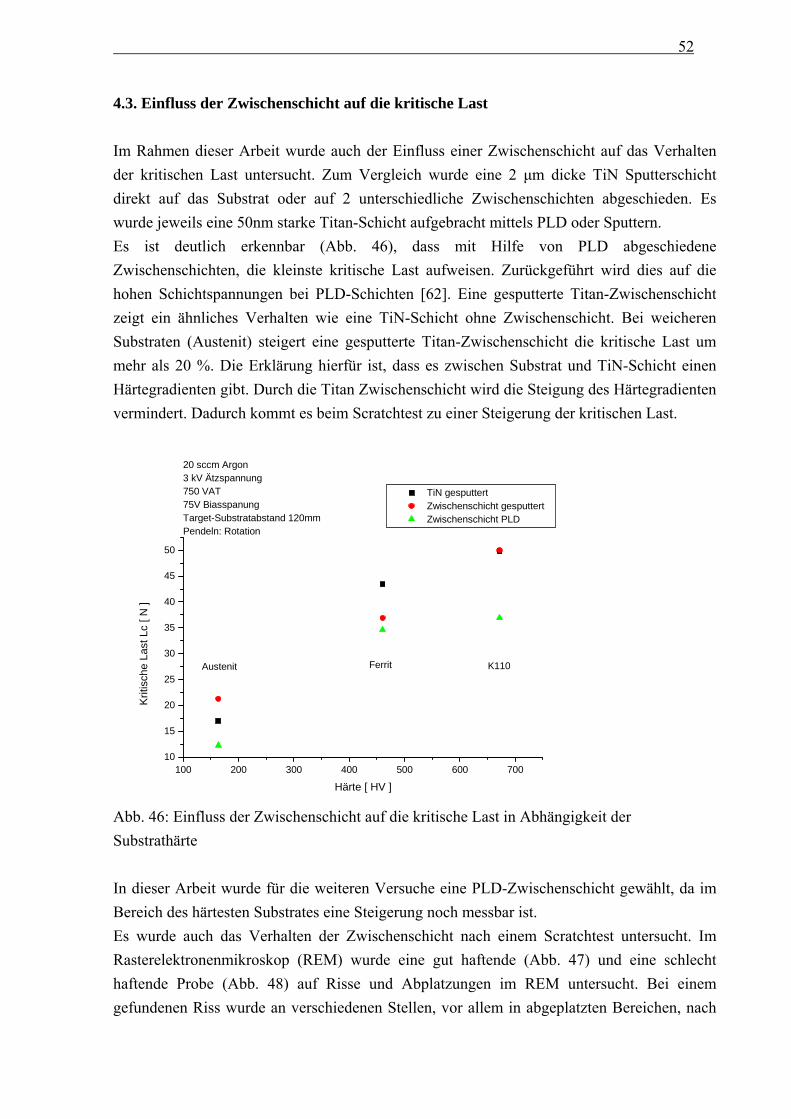
52
4.3. Einfluss der Zwischenschicht auf die kritische Last Im Rahmen dieser Arbeit wurde auch der Einfluss einer Zwischenschicht auf das Verhalten der kritischen Last untersucht. Zum Vergleich wurde eine 2 µm dicke TiN Sputterschicht direkt auf das Substrat oder auf 2 unterschiedliche Zwischenschichten abgeschieden. Es wurde jeweils eine 50nm starke Titan-Schicht aufgebracht mittels PLD oder Sputtern. Es ist deutlich erkennbar (Abb. 46), dass mit Hilfe von PLD abgeschiedene Zwischenschichten, die kleinste kritische Last aufweisen. Zurückgeführt wird dies auf die hohen Schichtspannungen bei PLD-Schichten [62]. Eine gesputterte Titan-Zwischenschicht zeigt ein ähnliches Verhalten wie eine TiN-Schicht ohne Zwischenschicht. Bei weicheren Substraten (Austenit) steigert eine gesputterte Titan-Zwischenschicht die kritische Last um mehr als 20 %. Die Erklärung hierfür ist, dass es zwischen Substrat und TiN-Schicht einen Härtegradienten gibt. Durch die Titan Zwischenschicht wird die Steigung des Härtegradienten vermindert. Dadurch kommt es beim Scratchtest zu einer Steigerung der kritischen Last.
100 200 300 400 500 600 70010
15
20
25
30
35
40
45
50
K110FerritAustenit
20 sccm Argon3 kV Ätzspannung750 VAT75V BiasspanungTarget-Substratabstand 120mmPendeln: Rotation
TiN gesputtert Zwischenschicht gesputtert Zwischenschicht PLD
Krit
isch
e La
st L
c [ N
]
Härte [ HV ]
Abb. 46: Einfluss der Zwischenschicht auf die kritische Last in Abhängigkeit der Substrathärte In dieser Arbeit wurde für die weiteren Versuche eine PLD-Zwischenschicht gewählt, da im Bereich des härtesten Substrates eine Steigerung noch messbar ist. Es wurde auch das Verhalten der Zwischenschicht nach einem Scratchtest untersucht. Im Rasterelektronenmikroskop (REM) wurde eine gut haftende (Abb. 47) und eine schlecht haftende Probe (Abb. 48) auf Risse und Abplatzungen im REM untersucht. Bei einem gefundenen Riss wurde an verschiedenen Stellen, vor allem in abgeplatzten Bereichen, nach
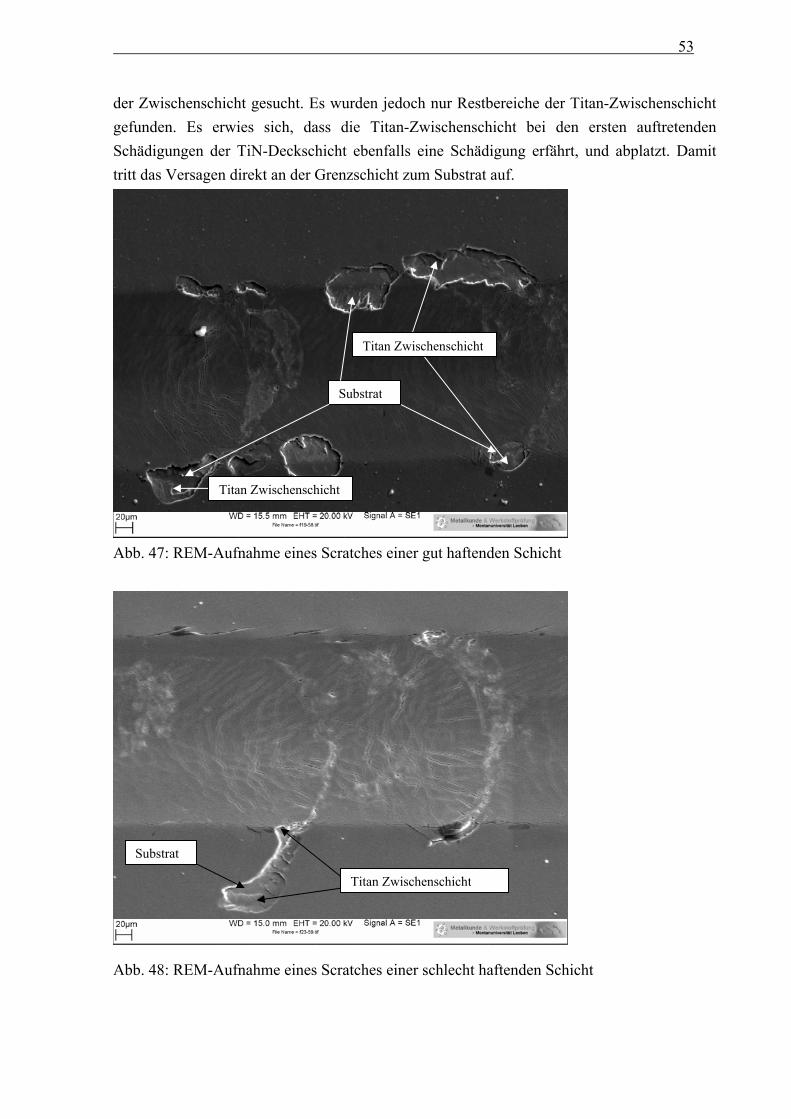
53
der Zwischenschicht gesucht. Es wurden jedoch nur Restbereiche der Titan-Zwischenschicht gefunden. Es erwies sich, dass die Titan-Zwischenschicht bei den ersten auftretenden Schädigungen der TiN-Deckschicht ebenfalls eine Schädigung erfährt, und abplatzt. Damit tritt das Versagen direkt an der Grenzschicht zum Substrat auf.
Abb. 47: REM-Aufnahme eines Scratches einer gut haftenden Schicht
Abb. 48: REM-Aufnahme eines Scratches einer schlecht haftenden Schicht
Titan Zwischenschicht
Titan Zwischenschicht
Titan Zwischenschicht
Substrat
Substrat
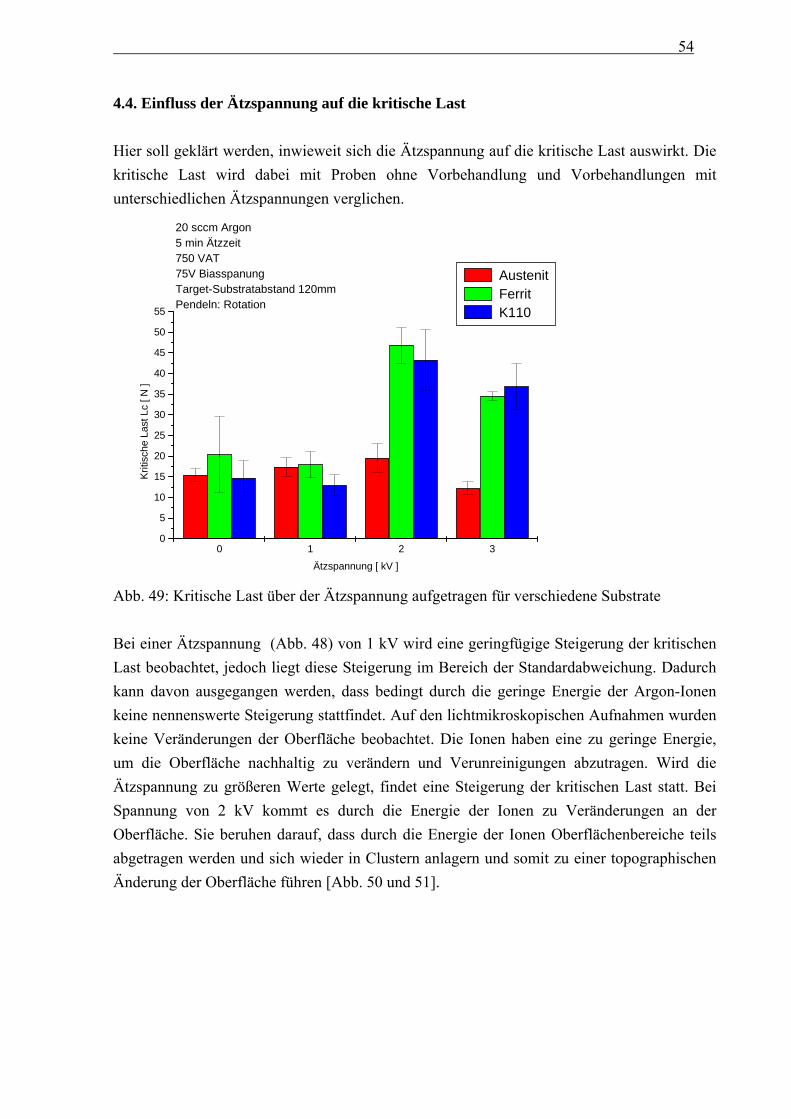
54
4.4. Einfluss der Ätzspannung auf die kritische Last Hier soll geklärt werden, inwieweit sich die Ätzspannung auf die kritische Last auswirkt. Die kritische Last wird dabei mit Proben ohne Vorbehandlung und Vorbehandlungen mit unterschiedlichen Ätzspannungen verglichen.
0 1 2 30
5
10
15
20
25
30
35
40
45
50
55
20 sccm Argon5 min Ätzzeit750 VAT75V BiasspanungTarget-Substratabstand 120mmPendeln: Rotation
Kriti
sche
Las
t Lc
[ N ]
Ätzspannung [ kV ]
Austenit Ferrit K110
Abb. 49: Kritische Last über der Ätzspannung aufgetragen für verschiedene Substrate Bei einer Ätzspannung (Abb. 48) von 1 kV wird eine geringfügige Steigerung der kritischen Last beobachtet, jedoch liegt diese Steigerung im Bereich der Standardabweichung. Dadurch kann davon ausgegangen werden, dass bedingt durch die geringe Energie der Argon-Ionen keine nennenswerte Steigerung stattfindet. Auf den lichtmikroskopischen Aufnahmen wurden keine Veränderungen der Oberfläche beobachtet. Die Ionen haben eine zu geringe Energie, um die Oberfläche nachhaltig zu verändern und Verunreinigungen abzutragen. Wird die Ätzspannung zu größeren Werte gelegt, findet eine Steigerung der kritischen Last statt. Bei Spannung von 2 kV kommt es durch die Energie der Ionen zu Veränderungen an der Oberfläche. Sie beruhen darauf, dass durch die Energie der Ionen Oberflächenbereiche teils abgetragen werden und sich wieder in Clustern anlagern und somit zu einer topographischen Änderung der Oberfläche führen [Abb. 50 und 51].
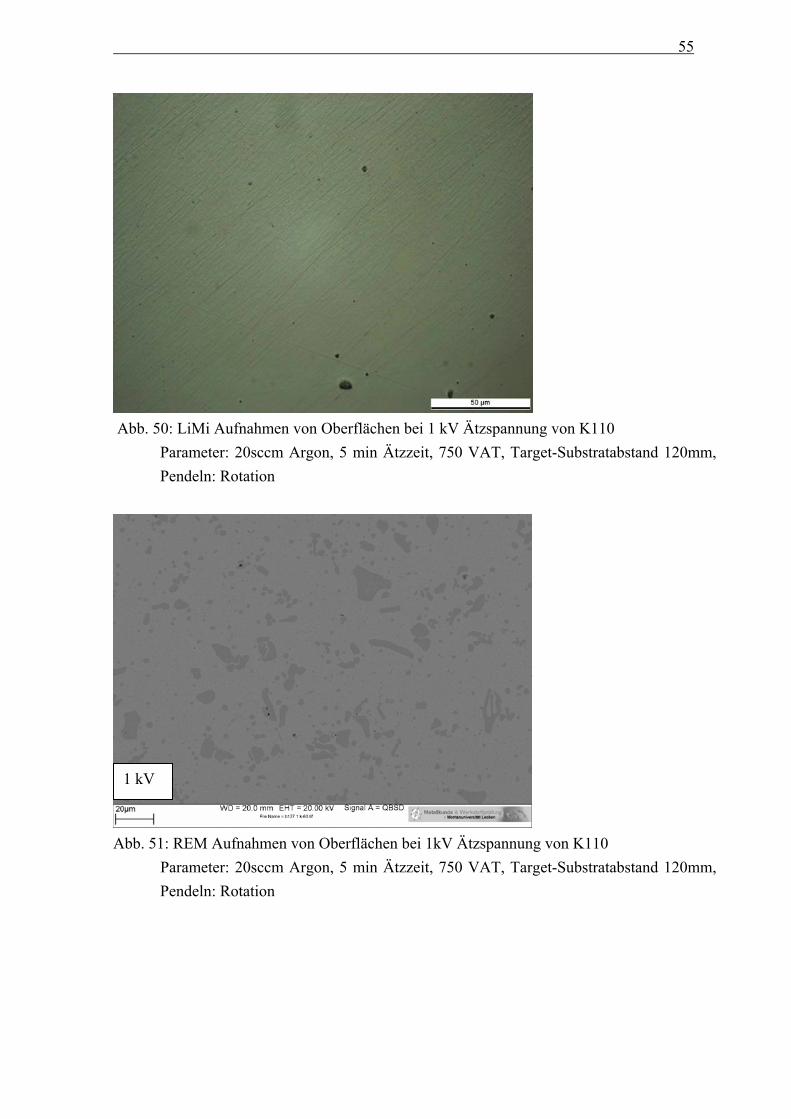
55
Abb. 50: LiMi Aufnahmen von Oberflächen bei 1 kV Ätzspannung von K110
Parameter: 20sccm Argon, 5 min Ätzzeit, 750 VAT, Target-Substratabstand 120mm, Pendeln: Rotation
Abb. 51: REM Aufnahmen von Oberflächen bei 1kV Ätzspannung von K110
Parameter: 20sccm Argon, 5 min Ätzzeit, 750 VAT, Target-Substratabstand 120mm, Pendeln: Rotation
1 kV
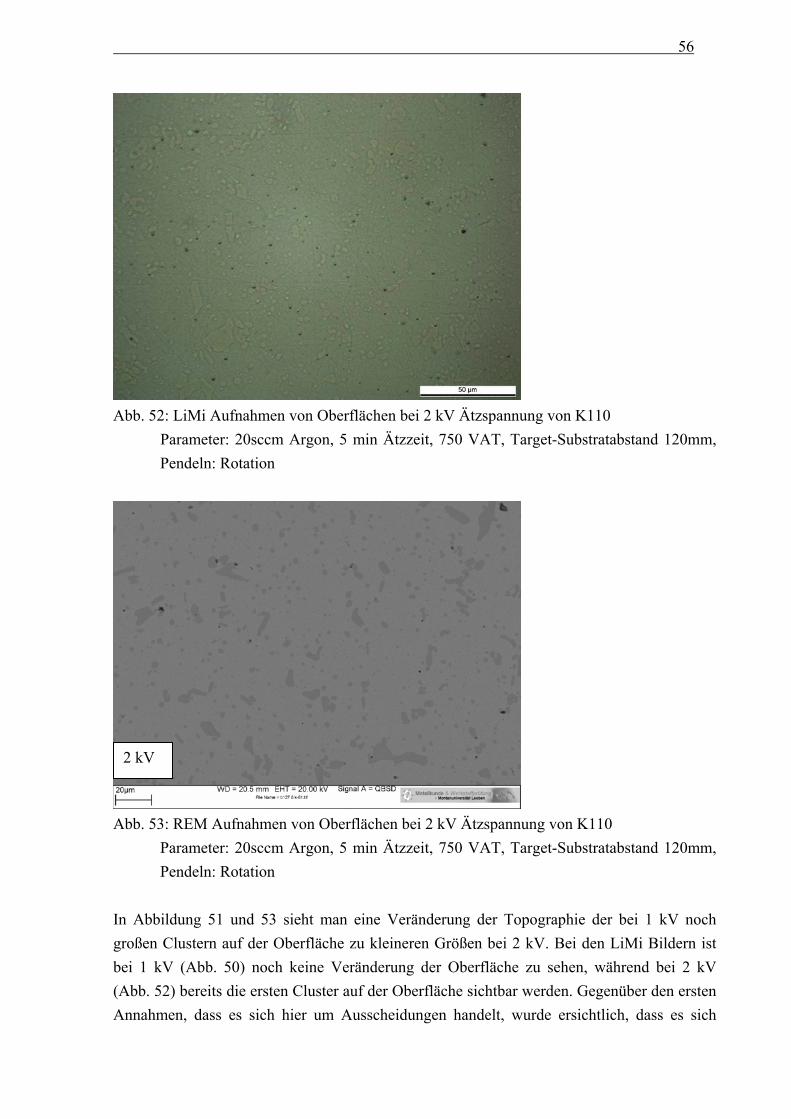
56
Abb. 52: LiMi Aufnahmen von Oberflächen bei 2 kV Ätzspannung von K110
Parameter: 20sccm Argon, 5 min Ätzzeit, 750 VAT, Target-Substratabstand 120mm, Pendeln: Rotation
Abb. 53: REM Aufnahmen von Oberflächen bei 2 kV Ätzspannung von K110
Parameter: 20sccm Argon, 5 min Ätzzeit, 750 VAT, Target-Substratabstand 120mm, Pendeln: Rotation
In Abbildung 51 und 53 sieht man eine Veränderung der Topographie der bei 1 kV noch großen Clustern auf der Oberfläche zu kleineren Größen bei 2 kV. Bei den LiMi Bildern ist bei 1 kV (Abb. 50) noch keine Veränderung der Oberfläche zu sehen, während bei 2 kV (Abb. 52) bereits die ersten Cluster auf der Oberfläche sichtbar werden. Gegenüber den ersten Annahmen, dass es sich hier um Ausscheidungen handelt, wurde ersichtlich, dass es sich
2 kV
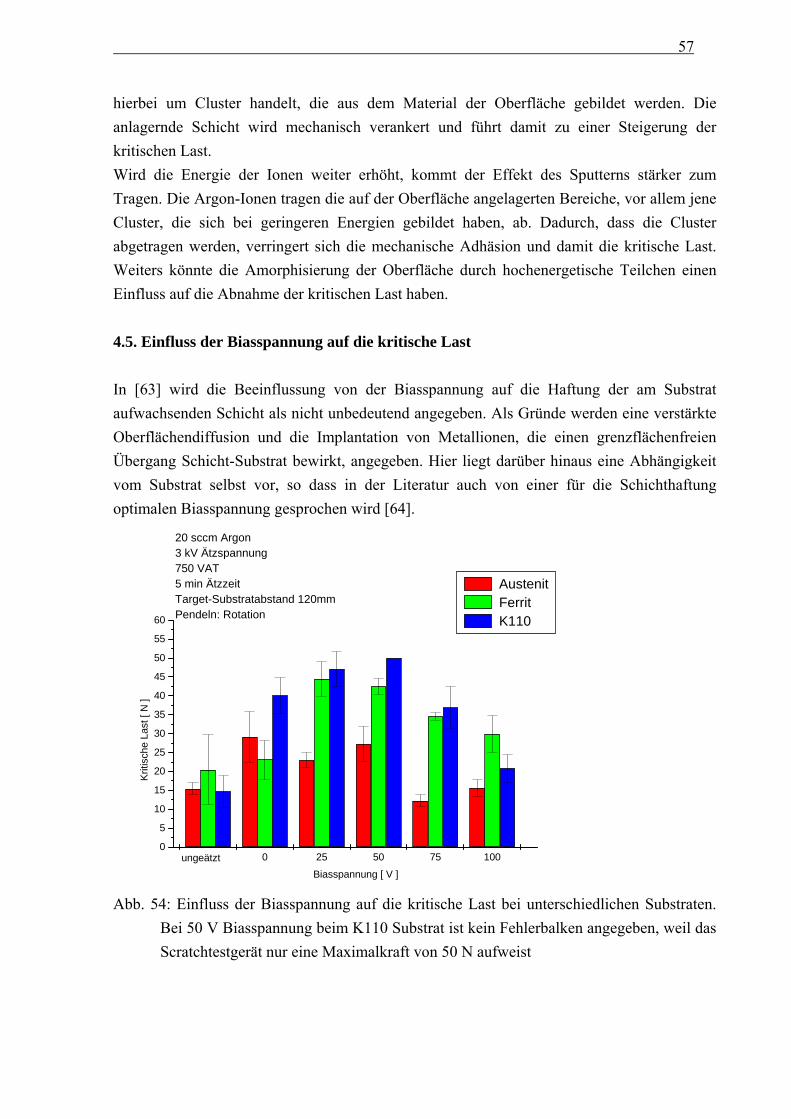
57
hierbei um Cluster handelt, die aus dem Material der Oberfläche gebildet werden. Die anlagernde Schicht wird mechanisch verankert und führt damit zu einer Steigerung der kritischen Last. Wird die Energie der Ionen weiter erhöht, kommt der Effekt des Sputterns stärker zum Tragen. Die Argon-Ionen tragen die auf der Oberfläche angelagerten Bereiche, vor allem jene Cluster, die sich bei geringeren Energien gebildet haben, ab. Dadurch, dass die Cluster abgetragen werden, verringert sich die mechanische Adhäsion und damit die kritische Last. Weiters könnte die Amorphisierung der Oberfläche durch hochenergetische Teilchen einen Einfluss auf die Abnahme der kritischen Last haben. 4.5. Einfluss der Biasspannung auf die kritische Last In [63] wird die Beeinflussung von der Biasspannung auf die Haftung der am Substrat aufwachsenden Schicht als nicht unbedeutend angegeben. Als Gründe werden eine verstärkte Oberflächendiffusion und die Implantation von Metallionen, die einen grenzflächenfreien Übergang Schicht-Substrat bewirkt, angegeben. Hier liegt darüber hinaus eine Abhängigkeit vom Substrat selbst vor, so dass in der Literatur auch von einer für die Schichthaftung optimalen Biasspannung gesprochen wird [64].
0 25 50 75 1000
5
10
15
20
25
30
35
40
45
50
55
60
20 sccm Argon3 kV Ätzspannung750 VAT5 min ÄtzzeitTarget-Substratabstand 120mmPendeln: Rotation
ungeätzt
Krit
isch
e La
st [
N ]
Biasspannung [ V ]
Austenit Ferrit K110
Abb. 54: Einfluss der Biasspannung auf die kritische Last bei unterschiedlichen Substraten.
Bei 50 V Biasspannung beim K110 Substrat ist kein Fehlerbalken angegeben, weil das Scratchtestgerät nur eine Maximalkraft von 50 N aufweist
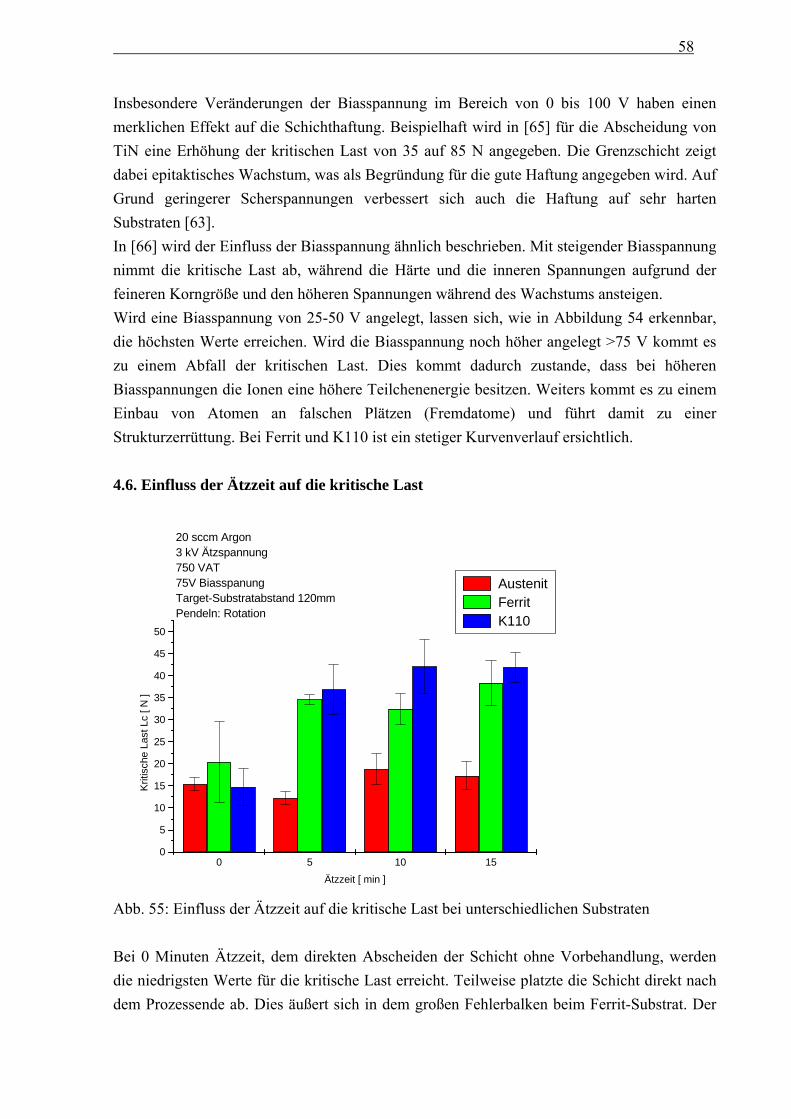
58
Insbesondere Veränderungen der Biasspannung im Bereich von 0 bis 100 V haben einen merklichen Effekt auf die Schichthaftung. Beispielhaft wird in [65] für die Abscheidung von TiN eine Erhöhung der kritischen Last von 35 auf 85 N angegeben. Die Grenzschicht zeigt dabei epitaktisches Wachstum, was als Begründung für die gute Haftung angegeben wird. Auf Grund geringerer Scherspannungen verbessert sich auch die Haftung auf sehr harten Substraten [63]. In [66] wird der Einfluss der Biasspannung ähnlich beschrieben. Mit steigender Biasspannung nimmt die kritische Last ab, während die Härte und die inneren Spannungen aufgrund der feineren Korngröße und den höheren Spannungen während des Wachstums ansteigen. Wird eine Biasspannung von 25-50 V angelegt, lassen sich, wie in Abbildung 54 erkennbar, die höchsten Werte erreichen. Wird die Biasspannung noch höher angelegt >75 V kommt es zu einem Abfall der kritischen Last. Dies kommt dadurch zustande, dass bei höheren Biasspannungen die Ionen eine höhere Teilchenenergie besitzen. Weiters kommt es zu einem Einbau von Atomen an falschen Plätzen (Fremdatome) und führt damit zu einer Strukturzerrüttung. Bei Ferrit und K110 ist ein stetiger Kurvenverlauf ersichtlich. 4.6. Einfluss der Ätzzeit auf die kritische Last
0 5 10 150
5
10
15
20
25
30
35
40
45
50
20 sccm Argon3 kV Ätzspannung750 VAT75V BiasspanungTarget-Substratabstand 120mmPendeln: Rotation
Krit
isch
e La
st L
c [ N
]
Ätzzeit [ min ]
Austenit Ferrit K110
Abb. 55: Einfluss der Ätzzeit auf die kritische Last bei unterschiedlichen Substraten Bei 0 Minuten Ätzzeit, dem direkten Abscheiden der Schicht ohne Vorbehandlung, werden die niedrigsten Werte für die kritische Last erreicht. Teilweise platzte die Schicht direkt nach dem Prozessende ab. Dies äußert sich in dem großen Fehlerbalken beim Ferrit-Substrat. Der
59
stärkste Anstieg der kritischen Last ist in den ersten 5 Minuten zu verzeichnen. Bei höheren Zeiten >10 Minuten ist nur mehr eine geringfügige Erhöhung erreichbar und ein Übergang in ein Plateau ist bei 15 Minuten erkennbar. Der starke Anstieg in den ersten 5 Minuten lässt sich durch den statistischen Prozess des Ionenätzen erklären. Die Oberfläche ist reich an „verschmutzten“ Stellen und die Wahrscheinlichkeit dass ein Ion auf einen dieser Bereiche trifft, ist hoch. Hierbei ist auch die Wahrscheinlichkeit groß, dass dieser Bereich durch das Ion entfernt oder verändert wird. Bei größeren Zeiten nimmt der Anteil von „verschmutzten“ Bereichen ab, und dadurch sinkt auch die Wahrscheinlichkeit des Zusammentreffens mit einem Ion. Der Übergang ins Plateau ist wiederum über die Wahrscheinlichkeit des Auftreffens und Abtragens erklärbar. Bei längeren Zeiten geht die Wahrscheinlichkeit in einen konstanten Wert über, und es entsteht ein Gleichgewichtszustand zwischen abgetragenen und wieder angelagerten Teilchen aus der umgebenden Atmosphäre. 4.7. Einfluss des Chrom-Gehaltes der Grundwerkstoffe Durch die unterschiedlichen Substrate mit unterschiedlichen Chrom-Gehalten kann auch der Einfluss des Chrom-Gehaltes auf die Haftfestigkeit untersucht werden. Es ist bekannt dass bei steigenden Chromgehalten im Substrat die Haftfestigkeit sinkt. In den Abbildungen 56-58 ist ein deutlicher Abfall der kritischen Last bei Gehalten >15 % Chrom ersichtlich. Die Schlussfolgerungen aus den vorhergehenden Kapiteln bezüglich Ätzspannung, Biasspannung und Zeit ist auch aus diesen Diagrammen nachvollziehbar. Es ist erkennbar, dass auch hier die Ätzspannung bei 2 kV ein Haftungsmaximum zeigt, und mit höheren Spannungen (3 kV) ein Abfall der kritischen Last erfolgt. Ein starker Anstieg in den ersten 5 Minuten ist erkennbar, aber bei längeren Zeiten nur mehr ein schwacher Anstieg der kritischen Last. Bei der Biasspannung erkennt man ebenfalls die höchsten Werte bei 25-50 V. Durch den Chromgehalt wird an der Oberfläche des Substrates eine geschlossene, passivierende Chromoxidschicht von mehreren Atomlagen ausgebildet. Ab einem Gehalt von über 12% Chrom kann eine Deckschicht von Chromoxid aufgebaut werden, welche die komplette Oberfläche überzieht. Diese muss zuerst entfernt werden, um die Haftfestigkeit zu steigern. Vermutet wird, dass durch den höheren Gehalt an Chrom die Dicke der Deckschicht zunimmt. Bei einem höheren Gehalt an Chrom wird es immer schwieriger die Chromoxiddeckschicht restlos zu entfernen, daraus kann sich die Abnahme der kritischen Last erklären lassen.
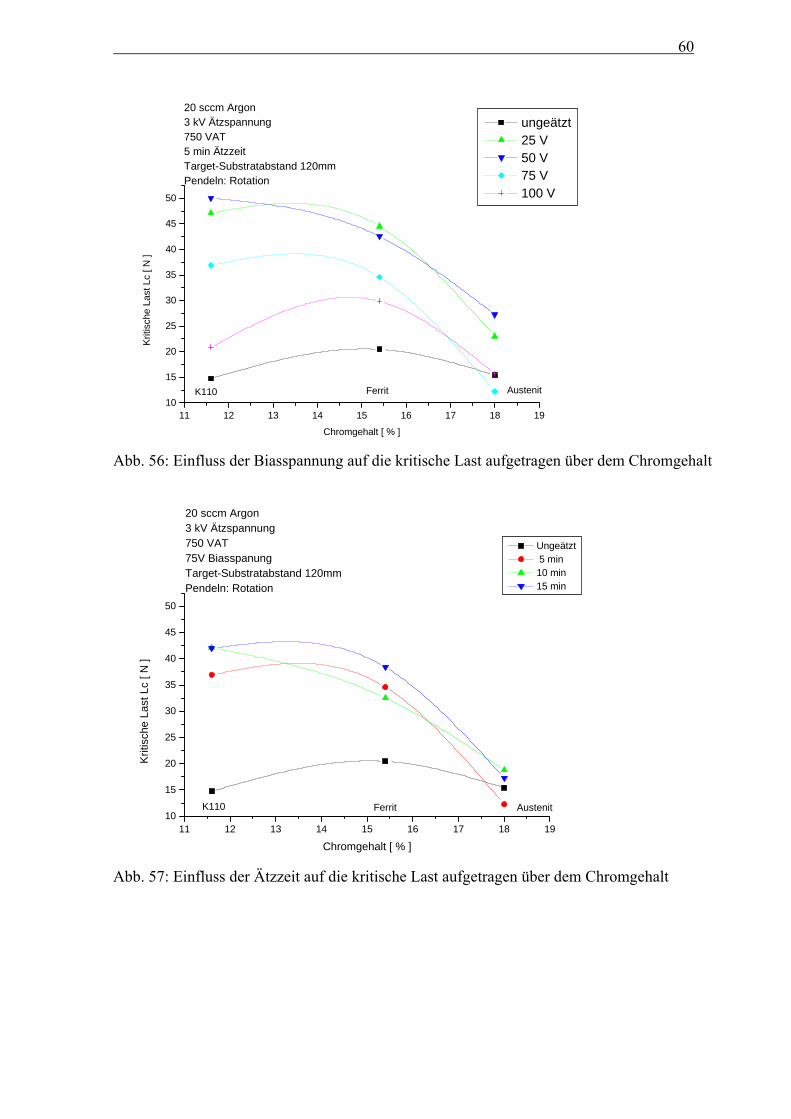
60
11 12 13 14 15 16 17 18 1910
15
20
25
30
35
40
45
50
AustenitFerritK110
20 sccm Argon3 kV Ätzspannung750 VAT5 min ÄtzzeitTarget-Substratabstand 120mmPendeln: Rotation
ungeätzt 25 V 50 V 75 V 100 V
Kriti
sche
Las
t Lc
[ N ]
Chromgehalt [ % ] Abb. 56: Einfluss der Biasspannung auf die kritische Last aufgetragen über dem Chromgehalt
11 12 13 14 15 16 17 18 1910
15
20
25
30
35
40
45
50
AustenitFerritK110
20 sccm Argon3 kV Ätzspannung750 VAT75V BiasspanungTarget-Substratabstand 120mmPendeln: Rotation
Ungeätzt 5 min 10 min 15 min
Krit
isch
e La
st L
c [ N
]
Chromgehalt [ % ]
Abb. 57: Einfluss der Ätzzeit auf die kritische Last aufgetragen über dem Chromgehalt
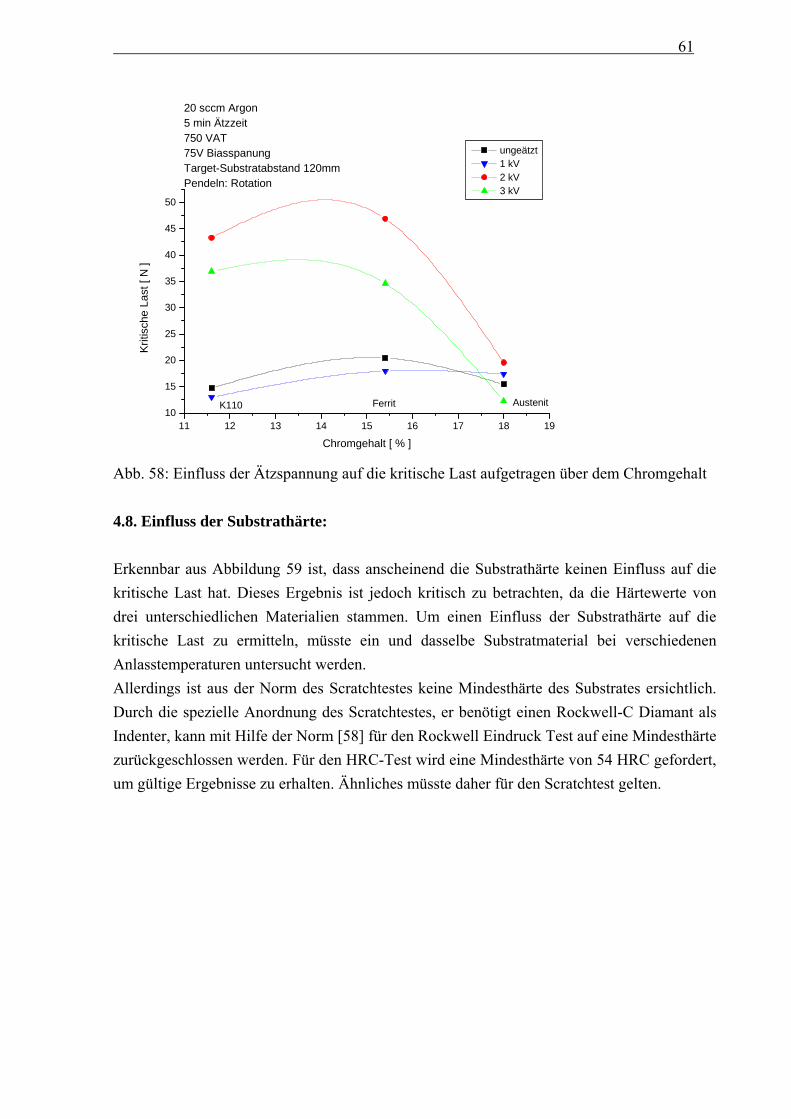
61
11 12 13 14 15 16 17 18 1910
15
20
25
30
35
40
45
50
AustenitFerritK110
20 sccm Argon5 min Ätzzeit750 VAT75V BiasspanungTarget-Substratabstand 120mmPendeln: Rotation
ungeätzt 1 kV 2 kV 3 kV
Kriti
sche
Las
t [ N
]
Chromgehalt [ % ]
Abb. 58: Einfluss der Ätzspannung auf die kritische Last aufgetragen über dem Chromgehalt 4.8. Einfluss der Substrathärte: Erkennbar aus Abbildung 59 ist, dass anscheinend die Substrathärte keinen Einfluss auf die kritische Last hat. Dieses Ergebnis ist jedoch kritisch zu betrachten, da die Härtewerte von drei unterschiedlichen Materialien stammen. Um einen Einfluss der Substrathärte auf die kritische Last zu ermitteln, müsste ein und dasselbe Substratmaterial bei verschiedenen Anlasstemperaturen untersucht werden. Allerdings ist aus der Norm des Scratchtestes keine Mindesthärte des Substrates ersichtlich. Durch die spezielle Anordnung des Scratchtestes, er benötigt einen Rockwell-C Diamant als Indenter, kann mit Hilfe der Norm [58] für den Rockwell Eindruck Test auf eine Mindesthärte zurückgeschlossen werden. Für den HRC-Test wird eine Mindesthärte von 54 HRC gefordert, um gültige Ergebnisse zu erhalten. Ähnliches müsste daher für den Scratchtest gelten.
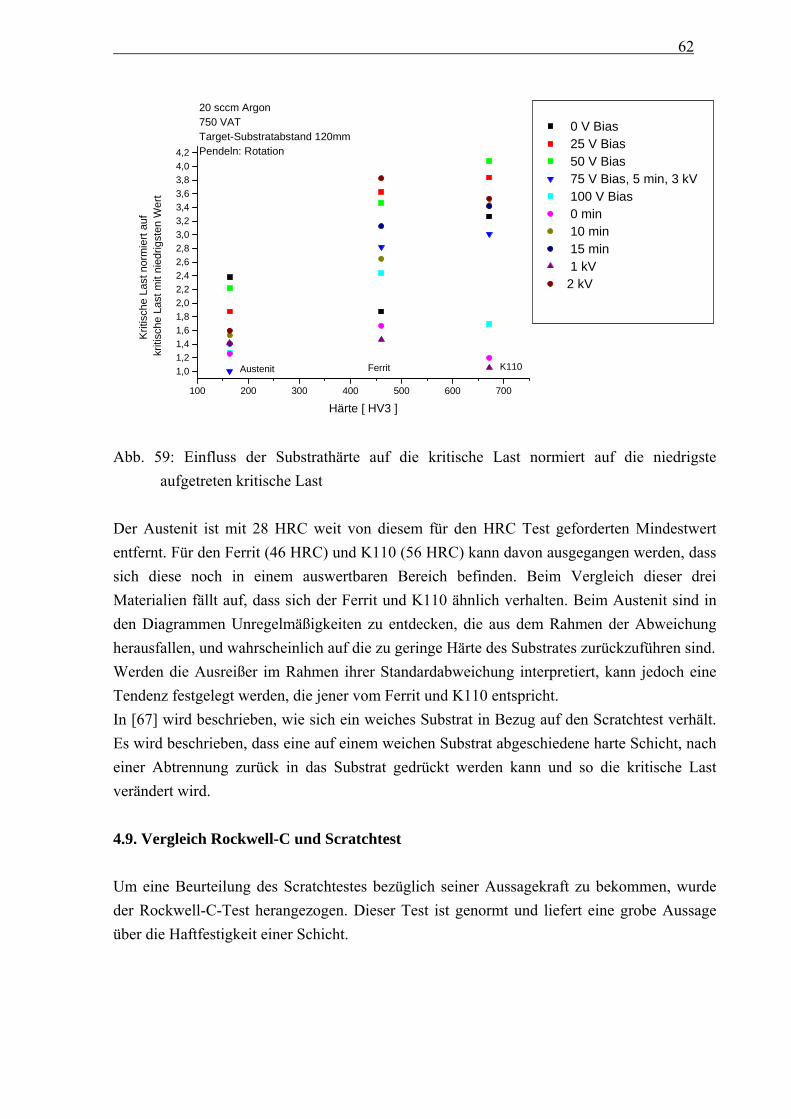
62
100 200 300 400 500 600 700
1,01,21,41,61,82,02,22,42,62,83,03,23,43,63,84,04,2
K110FerritAustenit
20 sccm Argon750 VATTarget-Substratabstand 120mmPendeln: Rotation
0 V Bias 25 V Bias 50 V Bias 75 V Bias, 5 min, 3 kV 100 V Bias 0 min 10 min 15 min 1 kV2 kV
Kriti
sche
Las
t nor
mie
rt au
f kr
itisc
he L
ast m
it ni
edrig
sten
Wer
t
Härte [ HV3 ]
Abb. 59: Einfluss der Substrathärte auf die kritische Last normiert auf die niedrigste
aufgetreten kritische Last Der Austenit ist mit 28 HRC weit von diesem für den HRC Test geforderten Mindestwert entfernt. Für den Ferrit (46 HRC) und K110 (56 HRC) kann davon ausgegangen werden, dass sich diese noch in einem auswertbaren Bereich befinden. Beim Vergleich dieser drei Materialien fällt auf, dass sich der Ferrit und K110 ähnlich verhalten. Beim Austenit sind in den Diagrammen Unregelmäßigkeiten zu entdecken, die aus dem Rahmen der Abweichung herausfallen, und wahrscheinlich auf die zu geringe Härte des Substrates zurückzuführen sind. Werden die Ausreißer im Rahmen ihrer Standardabweichung interpretiert, kann jedoch eine Tendenz festgelegt werden, die jener vom Ferrit und K110 entspricht. In [67] wird beschrieben, wie sich ein weiches Substrat in Bezug auf den Scratchtest verhält. Es wird beschrieben, dass eine auf einem weichen Substrat abgeschiedene harte Schicht, nach einer Abtrennung zurück in das Substrat gedrückt werden kann und so die kritische Last verändert wird. 4.9. Vergleich Rockwell-C und Scratchtest Um eine Beurteilung des Scratchtestes bezüglich seiner Aussagekraft zu bekommen, wurde der Rockwell-C-Test herangezogen. Dieser Test ist genormt und liefert eine grobe Aussage über die Haftfestigkeit einer Schicht.
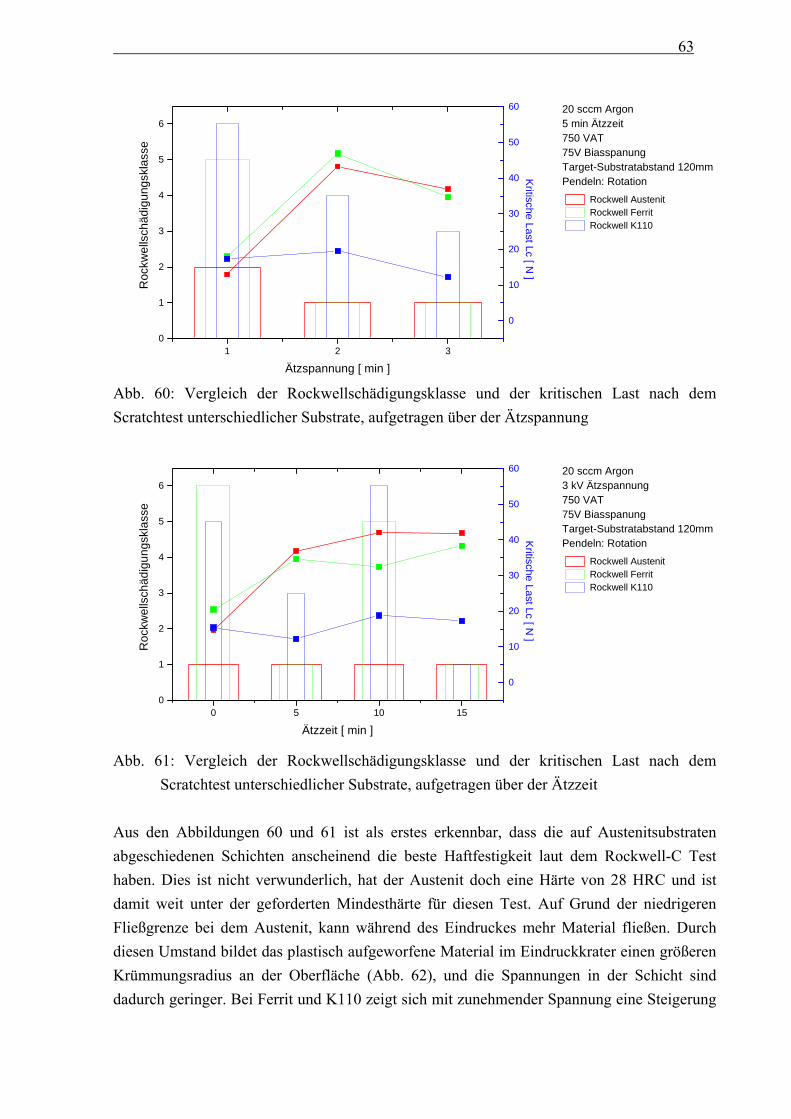
63
1 2 30
1
2
3
4
5
6
Ätzspannung [ min ]
Roc
kwel
lsch
ädig
ungs
klas
se
Rockwell Austenit Rockwell Ferrit Rockwell K110
0
10
20
30
40
50
60 20 sccm Argon5 min Ätzzeit750 VAT75V BiasspanungTarget-Substratabstand 120mmPendeln: RotationK
ritische Last Lc [ N ]
Abb. 60: Vergleich der Rockwellschädigungsklasse und der kritischen Last nach dem Scratchtest unterschiedlicher Substrate, aufgetragen über der Ätzspannung
0 5 10 150
1
2
3
4
5
6
Ätzzeit [ min ]
Roc
kwel
lsch
ädig
ungs
klas
se
Rockwell Austenit Rockwell Ferrit Rockwell K110
0
10
20
30
40
50
60 20 sccm Argon3 kV Ätzspannung750 VAT75V BiasspanungTarget-Substratabstand 120mmPendeln: RotationK
ritische Last Lc [ N ]
Abb. 61: Vergleich der Rockwellschädigungsklasse und der kritischen Last nach dem
Scratchtest unterschiedlicher Substrate, aufgetragen über der Ätzzeit Aus den Abbildungen 60 und 61 ist als erstes erkennbar, dass die auf Austenitsubstraten abgeschiedenen Schichten anscheinend die beste Haftfestigkeit laut dem Rockwell-C Test haben. Dies ist nicht verwunderlich, hat der Austenit doch eine Härte von 28 HRC und ist damit weit unter der geforderten Mindesthärte für diesen Test. Auf Grund der niedrigeren Fließgrenze bei dem Austenit, kann während des Eindruckes mehr Material fließen. Durch diesen Umstand bildet das plastisch aufgeworfene Material im Eindruckkrater einen größeren Krümmungsradius an der Oberfläche (Abb. 62), und die Spannungen in der Schicht sind dadurch geringer. Bei Ferrit und K110 zeigt sich mit zunehmender Spannung eine Steigerung
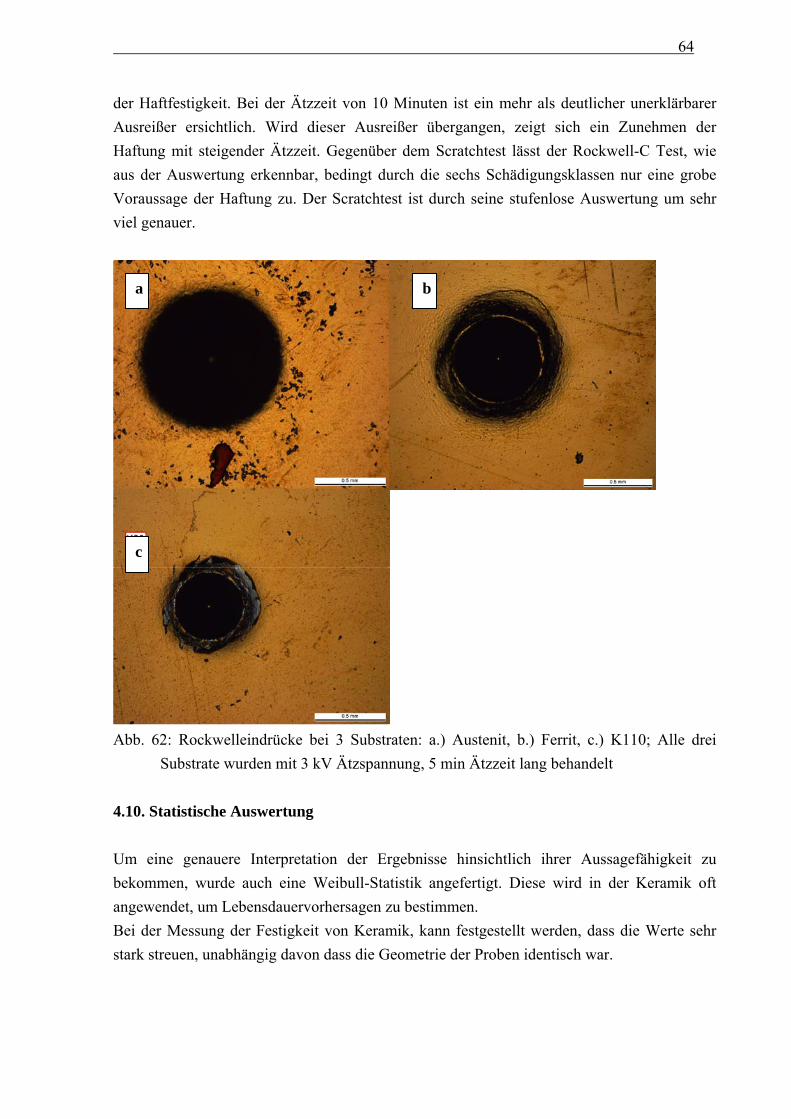
64
der Haftfestigkeit. Bei der Ätzzeit von 10 Minuten ist ein mehr als deutlicher unerklärbarer Ausreißer ersichtlich. Wird dieser Ausreißer übergangen, zeigt sich ein Zunehmen der Haftung mit steigender Ätzzeit. Gegenüber dem Scratchtest lässt der Rockwell-C Test, wie aus der Auswertung erkennbar, bedingt durch die sechs Schädigungsklassen nur eine grobe Voraussage der Haftung zu. Der Scratchtest ist durch seine stufenlose Auswertung um sehr viel genauer.
Abb. 62: Rockwelleindrücke bei 3 Substraten: a.) Austenit, b.) Ferrit, c.) K110; Alle drei
Substrate wurden mit 3 kV Ätzspannung, 5 min Ätzzeit lang behandelt 4.10. Statistische Auswertung Um eine genauere Interpretation der Ergebnisse hinsichtlich ihrer Aussagefähigkeit zu bekommen, wurde auch eine Weibull-Statistik angefertigt. Diese wird in der Keramik oft angewendet, um Lebensdauervorhersagen zu bestimmen. Bei der Messung der Festigkeit von Keramik, kann festgestellt werden, dass die Werte sehr stark streuen, unabhängig davon dass die Geometrie der Proben identisch war.
c
a b
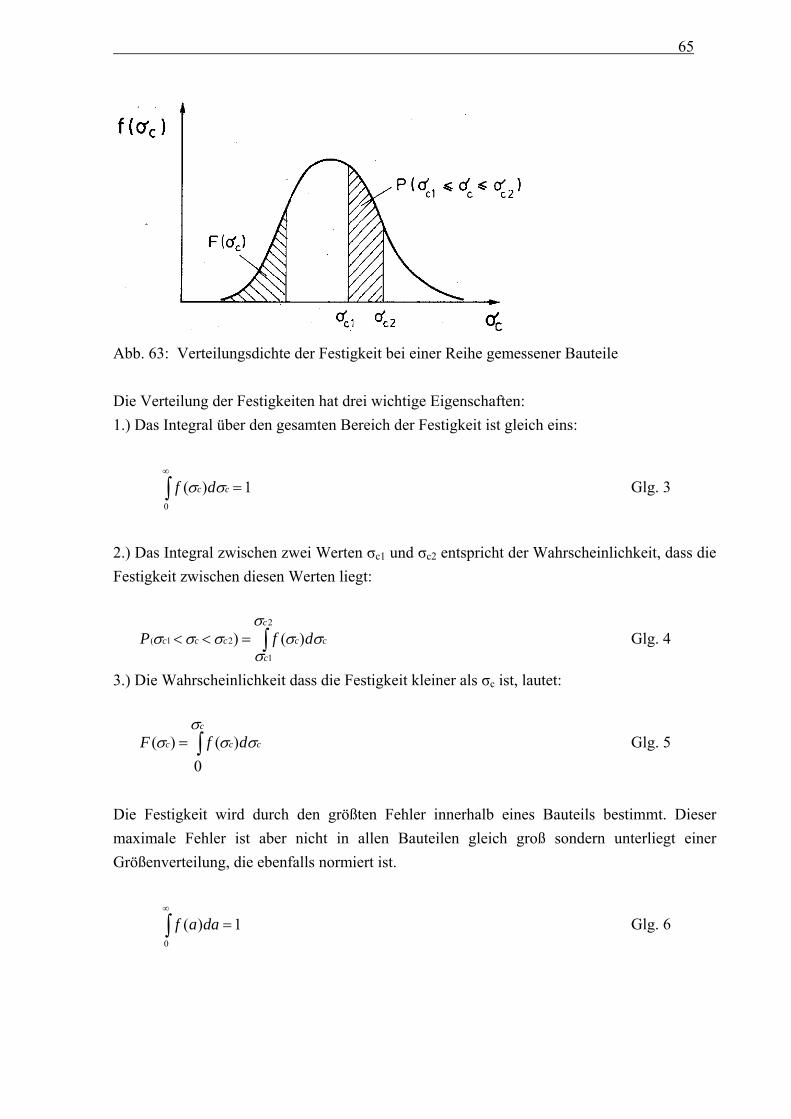
65
Abb. 63: Verteilungsdichte der Festigkeit bei einer Reihe gemessener Bauteile Die Verteilung der Festigkeiten hat drei wichtige Eigenschaften: 1.) Das Integral über den gesamten Bereich der Festigkeit ist gleich eins:
1)(0
=∫∞
cc df σσ Glg. 3
2.) Das Integral zwischen zwei Werten σc1 und σc2 entspricht der Wahrscheinlichkeit, dass die Festigkeit zwischen diesen Werten liegt:
∫=<<2
1
21( )()c
c
ccccc dfPσ
σσσσσσ Glg. 4
3.) Die Wahrscheinlichkeit dass die Festigkeit kleiner als σc ist, lautet:
∫=c
ccc dfFσ
σσσ0
)()( Glg. 5
Die Festigkeit wird durch den größten Fehler innerhalb eines Bauteils bestimmt. Dieser maximale Fehler ist aber nicht in allen Bauteilen gleich groß sondern unterliegt einer Größenverteilung, die ebenfalls normiert ist.
∫∞
=0
1)( daaf Glg. 6
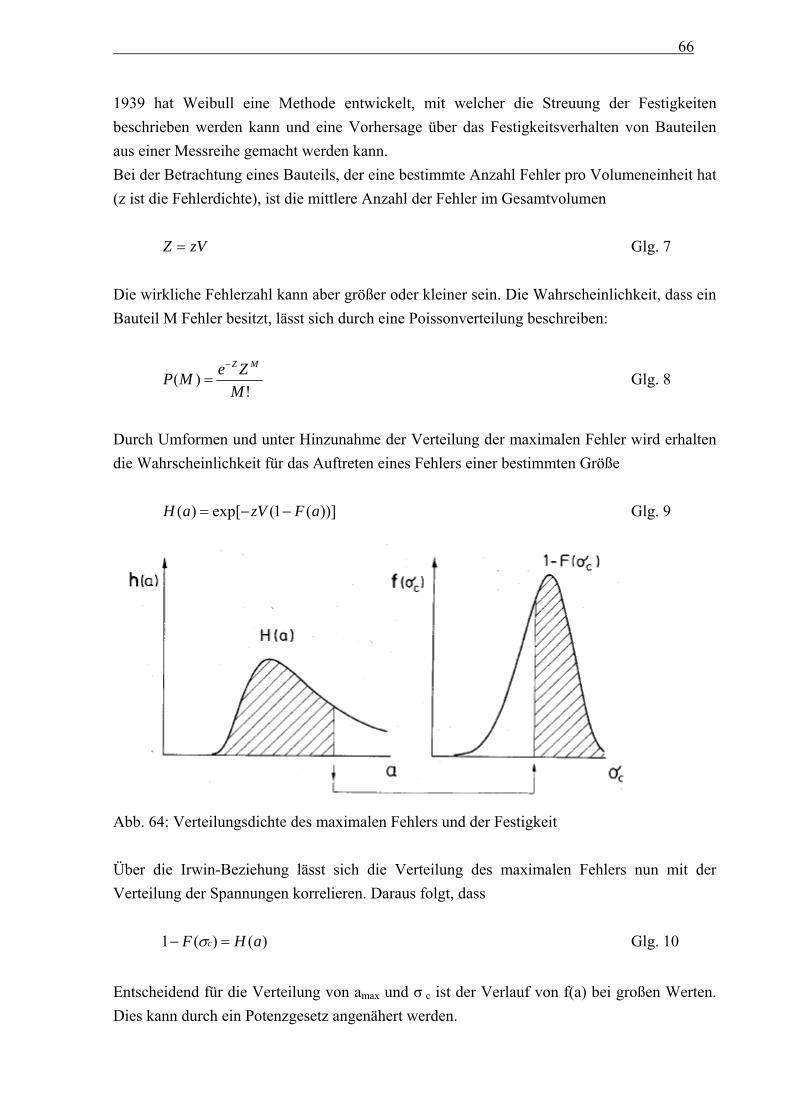
66
1939 hat Weibull eine Methode entwickelt, mit welcher die Streuung der Festigkeiten beschrieben werden kann und eine Vorhersage über das Festigkeitsverhalten von Bauteilen aus einer Messreihe gemacht werden kann. Bei der Betrachtung eines Bauteils, der eine bestimmte Anzahl Fehler pro Volumeneinheit hat (z ist die Fehlerdichte), ist die mittlere Anzahl der Fehler im Gesamtvolumen
zVZ = Glg. 7 Die wirkliche Fehlerzahl kann aber größer oder kleiner sein. Die Wahrscheinlichkeit, dass ein Bauteil M Fehler besitzt, lässt sich durch eine Poissonverteilung beschreiben:
!)(
MZeMP
MZ−
= Glg. 8
Durch Umformen und unter Hinzunahme der Verteilung der maximalen Fehler wird erhalten die Wahrscheinlichkeit für das Auftreten eines Fehlers einer bestimmten Größe
))](1(exp[)( aFzVaH −−= Glg. 9
Abb. 64: Verteilungsdichte des maximalen Fehlers und der Festigkeit Über die Irwin-Beziehung lässt sich die Verteilung des maximalen Fehlers nun mit der Verteilung der Spannungen korrelieren. Daraus folgt, dass
)()(1 aHF c =− σ Glg. 10
Entscheidend für die Verteilung von amax und σ c ist der Verlauf von f(a) bei großen Werten. Dies kann durch ein Potenzgesetz angenähert werden.
67
raaf 1~)( Glg. 11
Daraus folgt, dass
))](1(exp[1)( aFzVF c −−−=σ Glg. 12
Die Verteilungsfunktion F(a) ergibt sich dann als
101)(
−
⎟⎠⎞
⎜⎝⎛−=
r
aaaF Glg. 13
Diese Gleichung hat die Randbedingung, dass a nicht kleiner als a0 sein darf. Für die Verteilung der Festigkeit ergibt sich damit
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎠⎞
⎜⎝⎛−−=
mc
cF0
exp1)(σσσ Glg. 14
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛−−=
−1
2
220exp1)(
r
IC
cc
KYazVF σσ Glg. 15
Diese Verteilung nennt man auch die Weibull-Verteilung der Festigkeiten. Die Weibullparameter: Um die Weibull-Verteilung einfacher nutzen zu können, wird sie häufig doppelt logarithmisch dargestellt.
0lnln1
1lnln σσ mmF
c −=−
Glg. 16
Dies bedeutet dass bei der Auftragung von ln ln 1/(1-F) gegen ln σc eine Gerade mit der Steigung m erhalten wird, deren Lage durch ln s0 bestimmt ist.
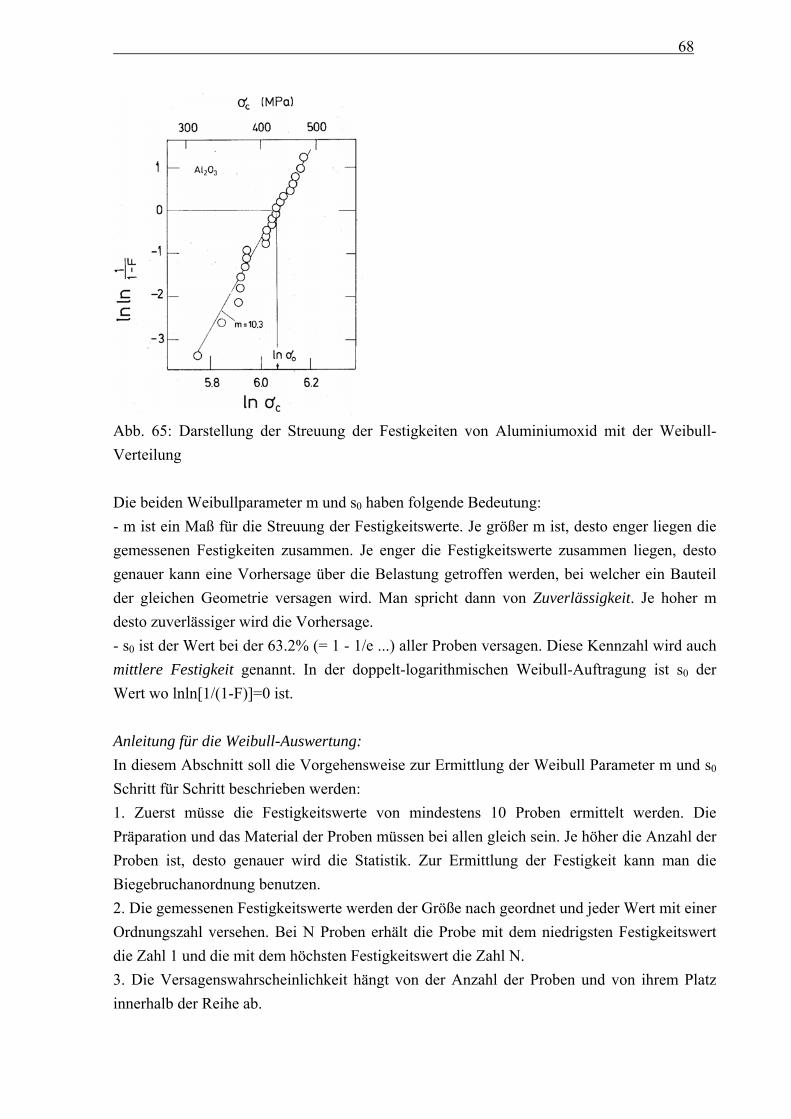
68
Abb. 65: Darstellung der Streuung der Festigkeiten von Aluminiumoxid mit der Weibull-Verteilung Die beiden Weibullparameter m und s0 haben folgende Bedeutung: - m ist ein Maß für die Streuung der Festigkeitswerte. Je größer m ist, desto enger liegen die gemessenen Festigkeiten zusammen. Je enger die Festigkeitswerte zusammen liegen, desto genauer kann eine Vorhersage über die Belastung getroffen werden, bei welcher ein Bauteil der gleichen Geometrie versagen wird. Man spricht dann von Zuverlässigkeit. Je hoher m desto zuverlässiger wird die Vorhersage. - s0 ist der Wert bei der 63.2% (= 1 - 1/e ...) aller Proben versagen. Diese Kennzahl wird auch mittlere Festigkeit genannt. In der doppelt-logarithmischen Weibull-Auftragung ist s0 der Wert wo lnln[1/(1-F)]=0 ist. Anleitung für die Weibull-Auswertung: In diesem Abschnitt soll die Vorgehensweise zur Ermittlung der Weibull Parameter m und s0 Schritt für Schritt beschrieben werden: 1. Zuerst müsse die Festigkeitswerte von mindestens 10 Proben ermittelt werden. Die Präparation und das Material der Proben müssen bei allen gleich sein. Je höher die Anzahl der Proben ist, desto genauer wird die Statistik. Zur Ermittlung der Festigkeit kann man die Biegebruchanordnung benutzen. 2. Die gemessenen Festigkeitswerte werden der Größe nach geordnet und jeder Wert mit einer Ordnungszahl versehen. Bei N Proben erhält die Probe mit dem niedrigsten Festigkeitswert die Zahl 1 und die mit dem höchsten Festigkeitswert die Zahl N. 3. Die Versagenswahrscheinlichkeit hängt von der Anzahl der Proben und von ihrem Platz innerhalb der Reihe ab.
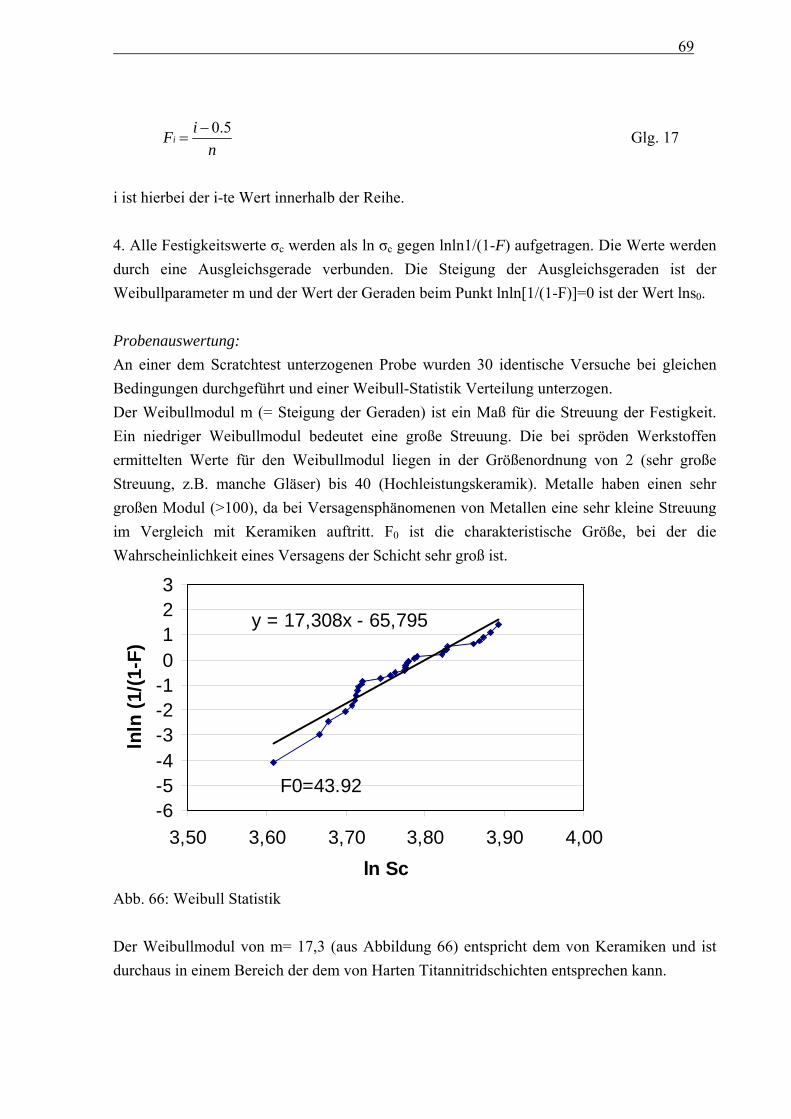
69
niFi
5.0−= Glg. 17
i ist hierbei der i-te Wert innerhalb der Reihe. 4. Alle Festigkeitswerte σc werden als ln σc gegen lnln1/(1-F) aufgetragen. Die Werte werden durch eine Ausgleichsgerade verbunden. Die Steigung der Ausgleichsgeraden ist der Weibullparameter m und der Wert der Geraden beim Punkt lnln[1/(1-F)]=0 ist der Wert lns0. Probenauswertung: An einer dem Scratchtest unterzogenen Probe wurden 30 identische Versuche bei gleichen Bedingungen durchgeführt und einer Weibull-Statistik Verteilung unterzogen. Der Weibullmodul m (= Steigung der Geraden) ist ein Maß für die Streuung der Festigkeit. Ein niedriger Weibullmodul bedeutet eine große Streuung. Die bei spröden Werkstoffen ermittelten Werte für den Weibullmodul liegen in der Größenordnung von 2 (sehr große Streuung, z.B. manche Gläser) bis 40 (Hochleistungskeramik). Metalle haben einen sehr großen Modul (>100), da bei Versagensphänomenen von Metallen eine sehr kleine Streuung im Vergleich mit Keramiken auftritt. F0 ist die charakteristische Größe, bei der die Wahrscheinlichkeit eines Versagens der Schicht sehr groß ist.
y = 17,308x - 65,795
-6-5-4-3-2-10123
3,50 3,60 3,70 3,80 3,90 4,00ln Sc
lnln
(1/(1
-F)
F0=43.92
Abb. 66: Weibull Statistik Der Weibullmodul von m= 17,3 (aus Abbildung 66) entspricht dem von Keramiken und ist durchaus in einem Bereich der dem von Harten Titannitridschichten entsprechen kann.
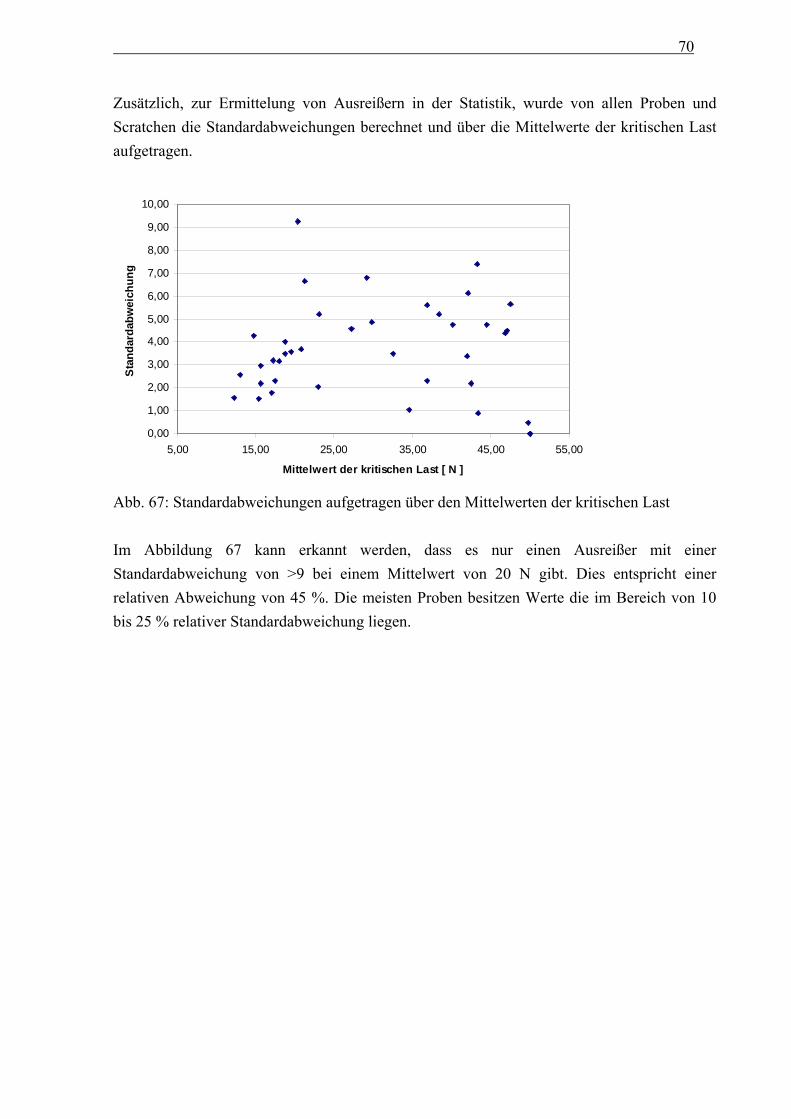
70
Zusätzlich, zur Ermittelung von Ausreißern in der Statistik, wurde von allen Proben und Scratchen die Standardabweichungen berechnet und über die Mittelwerte der kritischen Last aufgetragen.
0,00
1,00
2,00
3,00
4,00
5,00
6,00
7,00
8,00
9,00
10,00
5,00 15,00 25,00 35,00 45,00 55,00
Mittelwert der kritischen Last [ N ]
Stan
dard
abw
eich
ung
Abb. 67: Standardabweichungen aufgetragen über den Mittelwerten der kritischen Last Im Abbildung 67 kann erkannt werden, dass es nur einen Ausreißer mit einer Standardabweichung von >9 bei einem Mittelwert von 20 N gibt. Dies entspricht einer relativen Abweichung von 45 %. Die meisten Proben besitzen Werte die im Bereich von 10 bis 25 % relativer Standardabweichung liegen.
71
5. Zusammenfassung Für eine gut haftende Schicht ist die Adhäsion der Schicht auf der Substratoberfläche maßgeblich verantwortlich. Kann die Adhäsion gesteigert werden, steigt somit die Haftfestigkeit der Schicht. Im Rahmen dieser Diplomarbeit wurde daher erstmals untersucht, wie sich die Oberflächenbehandlung mittels Ionenätzen mit einer eine Anode-Layer-Source-Ionenquelle (ALS) auf die Haftfestigkeit von bei Raumtemperatur gesputterten TiN-Schichten auswirkt. Um die Adhäsion zu beeinflussen wurden die Proben mit einem Ionenstrahl beschossen, welcher mit Hilfe einer ALS Ionenquelle erzeugt wurde. Ätzzeit und Ätzspannung wurden bei dieser Behandlung als Parameter variiert. Die TiN-Deckschichten wurden am Laserzentrum Leoben der Joanneum Research Forschungsgesellschaft m.b.H. unter der Ausnutzung verschiedener Biasspannungen am Substrat anschließend ebenfalls in der PLD-Demonstrationsanlage mittels Magnetronsputtern aufgebracht. Die TiN-Schichten wurden auch auf Titan-Interfaces abgeschieden, welche mittels der Pulsed-Laser-Deposition (PLD) und Sputtern hergestellt wurden. Als Substrate wurden ein austenitischer Stahl (CrNi 18-10), eine ferritischer Stahl (Böhler N701) und ein Kaltarbeitstahl (Böhler K110) verwendet, unterschiedliche Härte und unterschiedliche Chromgehalte aufweisen. Die Voruntersuchungen zur Oberflächenbeeinflussung mittels Ionenquelle erfolgten mittels Kontaktwinkelmessung. Für die Auswertung der Haftung wurde ein Scratchtestgerät entwickelt. Bei der Voruntersuchung wurden dieselben Parameter der Vorbehandlung mit der Ionenquelle verwendet, wie sie später auch für die Untersuchung für die Haftfestigkeit der auf den gereinigten Proben abgeschiedenen Schichten verwendet wurden. Die Untersuchungen der Kontakwinkel zeigen, dass die Benetzung von Proben, welche direkt aus dem Vakuum genommen worden sind, und keine Vorbehandlung mittels der ALS erfuhren, am besten waren. Dies kann durch die Entfernung des Wasserfilms im Vakuum erklärt werden. Im Vergleich dazu konnte gezeigt werden, dass der Kontaktwinkel von vorbehandelten Proben gegenüber nicht-vorbehandelten (jungfräulichen) Proben abnimmt, und damit deren Benetzbarkeit zunimmt. Wurde die Ätzzeit verlängert, zeigte sich eine Verringerung des Kontaktwinkels, woraus sich schließen lässt, dass nach der Entfernung von Verunreinigungen sich anschließend topographischen Änderungen (Aufrauungen) der Oberfläche im Ionenstrahl ergeben. Weiters wurde auch die Stärke der Ätzspannung variiert: Bei kleinen Spannungen von 1 kV konnte eine Verringerung des Kontaktwinkels gegenüber einer nicht-vorbehandelten Probe erreicht werden. Wurden die Ätz-Spannungen erhöht (2 kV, 3 kV) zeigte sich zuerst eine leicht Zunahme des Kontakwinkels, aber danach ein leichter Abfall des Kontaktwinkels. Bei einer Ätzspannung von 1 kV haben die Ionen noch nicht genügend Energie (~0.5 keV mittlerer Teilchenenergie), um eine topographische Änderung der Oberfläche herbeizuführen, während bei höheren Spannungen (2 - 3 kV, Teilchenenergie
72
1 – 1.5 keV) dies durchaus bereits möglich ist, und die Abnahme und Zunahme des Kontakwinkels erklärt. Für die Untersuchung des Einflusses der Interfaceschichten wurden zwei unterschiedliche Titan-Schichten als Interface ausgewählt: eine PLZ-Schicht und eine gesputterte Schicht. Bei den Messungen mit Hilfe des Scratchtestes wurden für die PLD-Zwischenschichten die kleinsten kritischen Lasten aufgrund ihrer hohen Schichtspannungen gefunden, die für dieses Verfahren typisch sind. Der Unterschied in den kritischen Lasten bei den Deckschichten mit und ohne gesputterter Zwischenschicht ist sehr gering, im Bereich der Standardabweichung. Eine Steigerung der kritischen Last konnte nur bei den weichen austenitischen Stahl-Substraten erzielt werden. Dies wurde erklärt durch den Härtegradienten, welcher zwischen der Deckschicht aus TiN und dem Substrat besteht. Je härter das Substrat, desto weniger wirkte sich die Zwischenschicht auf die Haftfestigkeit aus. Durch REM Untersuchungen konnte bewiesen werden, dass die Titan-Zwischenschicht bei den ersten auftretenden Schädigungen an der Deckschicht ebenfalls eine Schädigung erfuhr und abplatzte. Dadurch tritt das Versagen direkt an der Grenzschicht zum Substrat auf. Für die Untersuchungen an den Deckschichten wurde mit einem Interface aus PLD-Schichten gearbeitet. Durch die Variation der Ätzspannung von 1 kV bis zu 3 kV konnte gezeigt werden, dass bei einer Spannung von 1 kV die Argon-Ionen (mittlere Energie: ~0.5 keV) zu wenig Energie haben, um eine Steigerung der kritischen Last herbeizuführen. Wurde die Spannung auf 2 kV gesteigert (Energie ~1 keV), zeigte sich ein starker Anstieg der kritischen Last. Bei noch größeren Spannungen von 3 kV (Energie ~1.5 keV), zeigte sich ein Abfall der kritischen Last. Der Abfall konnte durch ein Überätzen der Substrate erklärt werden (Implantation von Teilchen, Amorphisierung der Substratoberflächen), welches einen negativen Einfluss auf die Adhäsion hat. Bereits bei 2 kV Ätzspannung konnten topographische Änderungen durch Lichmikroskop- und REM-Aufnahmen nachgewiesen werden. Beim Einfluss der Biasspannung konnte erwartungsgemäß gezeigt werden, dass die Haftung bei zu hohen am Substrat angelegten Spannungen wie auch bei zu geringen Spannungen abnimmt. Bei der Untersuchung der Ätzzeit konnte ein starker Anstieg der kritischen Last in den ersten 5 Minuten gezeigt werden. Bei längeren Zeiten (10 und 15 Minuten) kam es zu einem weitern Anstieg der kritischen Last, der jedoch verglichen mit dem Anstieg in den ersten 5 Minuten, bei weitem nicht jenes Ausmaß erreichte. Der Anstieg der Haftung in den ersten 5 Minuten lässt sich durch den statistischen Prozess des Ionenätzens erklären. Die Wahrscheinlichkeit dass ein Ion in den ersten Minuten einen „verschmutzten“ Bereich trifft und diesen entfernt ist höher als zu späteren Zeitpunkten. Bei größeren Zeiten ist die Wahrscheinlichkeit geringer das ein Ion mit einem „verschmutzten“ Bereich zusammentrifft. Es kommt zu einem Gleichgewicht zwischen entfernten und wieder angelagerten und äußert sich in der Auswertung durch einen Übergang in ein Plateau.
73
Für Werkstoffe mit Chrom ist bekannt, dass sie mit zunehmendem Chromgehalt, aufgrund der sich ausbildenden Chromoxiddeckschicht, schwerer zu beschichten sind. Um eine Steigerung der Haftfestigkeit zu erzielen, muss zuerst die Chromoxiddeckschicht restlos entfernt werden. Bei den Untersuchungen wurde eine Abnahme der kritischen Last bei zunehmenden Chromgehalten der Substrate augenscheinlich. Mit Hilfe der X-Ray-Diffraction (XRD) wurden die Schichteigenspannungen zur Abklärung eines möglichen Zusammenhanges, zwischen den verschiedenen Vorreinigungsparametern (Ionenreinigung) und der Schichteigenspannung von TiN-Schichten gemessen. Durch die hohen Werte der Schichtspannungen konnte nicht auf einen Zusammenhang zurückgeschlossen werden. Die Schichtspannungen sind so hoch, dass jegliche andere Effekte überlagert werden. Um eine Beurteilung des Scratchtestes bezüglich seiner Aussagekraft zu erhalten, wurde der Rockwell-C-Test als Vergleichstest herangezogen. Dieser Test ist genormt und liefert eine grobe Aussage über die Haftfestigkeit einer Schicht. Er besitzt sechs Schädigungsklassen wobei, aber nur zwei einer guten Schichthaftung zugeschrieben werden. Im Vergleich dieser beiden Testmethoden zeigt der Scratchtest mit einer wesentlich genaueren Bestimmung einer kritischen Belastung auf. Aus einem Scratchtest können auch mehr Aussagen über die Haftfestigkeit einer Schicht getätigt werden, wenn die Rahmenbedingungen wie Geschwindigkeit, Indenterform, Belastungsart und Belastungsprofil konstant gehalten werden. Der Rockwell-C Test hingegen erlaubt nur eine subjektive Bewertung der Haftung und eine grobe Zuordnung. Die Ergebnisse zeigen, dass mit Hilfe des Scratchtests genauerer Aussagen über die Haftung getätigt werden können. Für die Interpretation der Ergebnisse zu erhalten hinsichtlich ihrer Aussagefähigkeit wurde eine Weibull Statistik erstellt. Der ermittelte Weibullmodul von m =17,3 sagt aus, dass die Ergebnisse eine Streuung besitzen, die jenen von Keramiken entspricht. Auch besitzen die meisten Werte eine relative Standardabweichung von etwa 25 % Die vorliegende Arbeit zeigt den positiven Einfluss eines Ionenbeschusses auf metallischen Substraten, die jedoch nicht mit Ergebnissen aus der Kontaktwinkeluntersuchung korreliert werden können. Die Kontaktwinkelmessung als Voruntersuchung für die Vorhersage der Steigerung der Haftfestigkeit hat sich als nicht tauglich erwiesen, da jene Werte mit den Haftfestigkeitswerten des Scratchtestes nicht übereinstimmen. Es konnte gezeigt werden, dass durch eine gezielte Auswahl der Parameter der ALS eine Steigerung der Haftung von bei Raumtemperatur gesputterten TiN Schichten erzielt werden kann. Die Einführung des Scratchtest als Messinstrument zur Produktkontrolle für die Haftfestigkeit ist erfolgreich verlaufen. Im Rahmen dieser Arbeit wurde gezeigt, dass zu weiche Substrate in einem Scratchtest durchaus auswertbar sind, aber ihre Ergebnisse schwer korrelierbar mit denen von härteren Substraten sind.

74
6. References 1: H.D. Gu, K.M. Leung, Room-temperature growth of high-purity titanium nitride by
laser ablation of titanium, Surf. Coat. Techn., 110, (1998), 153 2: V. Craciun, D. Craciun, Growth of thin transparent titanium nitride layers by reactive
laser ablation, Appl. Surf. Sci., 138-139, (1999), 593 3: A.R. Phani, J.E. Krzanowski, Preferential growth of Ti and TiN films on Si (111)
deposited by pulsed laser deposition, Appl. Surf. Sci., 174, (2001), 132 4: U. Hilleringmann, Silizium-Halbleitertechnologie, Teubner Verlag, (1996) 5: N. Hellgren, K. Macak, E. Broitman, M.P. Johansson, Influence of plasma parameters
on the growth and properties of magnetron sputtered CNx thin films, Journal of Applied Physics,88, (2000), 524
6: R.A. Haefner, Oberflächen und Dünnschichttechnologie, Springer-Verlag (1987) 7: H. Frey, G. Kienel, Dünnschichttechnologie, VDI-Verlag (1987) 8: W. Petasch, E. Räuchle, M. Walker, P. Elsner, Improvement of the adhesion of low-
energy polymers by a short-time plasma treatment, Surface and Coatings Technology, 74-75, (1995), 682
9: R.P. Haack, T. Smith, Surface Treatment of AM355 Stainless steel for adhesive bonding, Int. J. Adhesion and Adhesives, (1983), 15
10: Lilian Lou, Nathan Capps, Ion Source Precleaning, Advanced Energies, (2001) 11: J.E. Keem, High Current Density Anode Layer Ion Sources, Proceedings SVC 44th
Annual Technical Conference, (2001), 388 12: J.A. Venables, Introduction to surface and thin film processes. United Kingdom,
University Press, Cambridge, (2000) 13: D.M. Mattox, The history of vacuum coating technology, (2002) 14: M.G. Lagally, Kinetic of Ordering and Growth at Surfaces, Prenum Press, New York,
(1990) 15: R. Kern, E. Kaldis, G. Le Lay, J.J. Metois, Basic mechanisms in the early stages of
epitaxy, Current Topics in Materials Science, (1979), 130 16: J.A. Venables, G.L. Price, Nucleation of thin films, Epitaxial Growth, Academic
Press, New York (1975), 382 17: J.L. Robins, Nucleation of Gold on Ca exp 2+-Doped NaCl, Applied Surface Science
48, (1990), 154 18: K. Reichelt: eine makroskopische (phänomenologisch) thermodynamische
Beschreibung, Vakuum 38, (1988), 1083 19: R.A. Haefer, Oberflächen- und Dünnschicht-Technologie, Teil I: Beschichtung von
Oberflächen, Berlin, Springer-Verlag, (1987) 20: W. Kulisch, Deposition of Diamond-Like Superhard Materials, Berlin, Springer-
Verlag, (1999)
75
21: D.M. Mattox, Sandia Laboratory Report, SC-R-65-852, (1965) 22: S. Fujimoto, H. Hayashida, T. Shibata, Extremely high corrosion resistance of thin
film stainless steels deposited by ion beam sputtering, Materials Science and Engineering, A 267, (1999), 314
23: D.E. Packham, The mechanical theory of adhesion — A seventy year perspective and its current status, First International Congress on Adhesion Science and Technologie-invited papers (W. J. van Ooij, H. R. Anderson, Jr.), VSP, Utrecht (1998), 81
24: B.A. Movchan, A.V. Demchishin, Study of the Structure and Properties of Thick Vacuum Condensates of Nickel, Titanium, Tungsten, Aluminium Oxid and Zirconium Dioxide, Fiz. Metal. Metalloved 28, (1969), 653
25: R.A. Haefer: Oberflächen- und Dünnschicht-Technologie, Teil II: Oberflächenmodifikation durch Teilchen und Quanten, Berlin, Springer-Verlag, (1991)
26: J.A. Thornton, The Microstructure of Sputter-Deposited Coatings, J. Vac. Sci. Technol. A 4, (1986), 3059
27: H. Frey, G. Kienel (Hrsg.), Dünnschichttechnologie, Düsseldorf, VDI-Verlag, 1987 28: R. Messier, A.P. Giri, R.A. Roy, Revised Structure Zone Model for Thin Film
Physical Structure, J. Vac. Sci. Technol. A2, (1984), 500 29: N. Bohr, Scattering and Stopping of Fission Fragments, Phil. Mag. 30, (1915) 581 30: N.Bohr, Calculation of energy straggling for protons and helium ions, Mat. Fys. Medd.
Dan. Vid. Selsk. 18, No. 8, (1948) 31: H.A. Bethe, Energy Transport in Organic Phosphors, Ann. Phys. (Leipzig) 5325
(1930) 32: H.A. Bethe, Z. f. Physik 76, (1932) 293 33: F. Bloch, Zur Bremsung rasch bewegter Teilchen beim Durchgang durch Materie,
Ann. Phys. 16, (1933) 285 34: J. Lindhard, M. Scharff, H. E. Shiøtt, Range concepts and heavy ion ranges, Mat. Fys.
Medd. Dan. Vid. Selsk. 33, (1963), 1 35: G.H. Kinchin, R.S. Pease, The displacement of atoms in solids by radiation, Rep.
Progr. Phys. 18 (1955), 1 36: A.S. Averback, T. Diaz de la Rubia, R. Benedek, Nucl. Instr. Meth. in Physics
Research B 33, (1988), 693 37: K.L. Mittal, American Society for testing and Materials 5, (1978) 38: C. Boiziau, G. Lecayon, Surf. Interface Anal. 12, (1988), 475 39: A.W. Adamson, Physical Chemistry of Surfaces, Wiley, New York, (1990), 483 40: A. Nihlstrand, Plasma treatment of polyolefins, Diss. Chalmers University of
Technology, Göteborg (1996) 41: D.E. Packham, Handbook of Adhesion, Longman Scientific and Technical, Harlow-
Essex, (1992)
76
42: A.J. Kinloch, Adhesion and adhesive, Chapman and Hall, London (1987) 43: J. Schultz, M. Nardin, Handbook of adhesive technology, Marcell Dekker, Inc., New
York (1994) 44: J. Schultz, M. Nardin, Adhesion promotion technique, Marcell Dekker, Inc., New
York (1999) 45: J. Springer, F. Förster, Metalloberfläche 38, (1984), 482 46: G. Schammler, J. Springer, 10. Ulmer Gespräche, Leuze Verlag, Saulgau / Württ.
(1988) 10 47: P. Crimmann, Grenzflächenmodifizierung und -analyse im Polypropylen-Kupfer-
Verbund, Diss. Martin-Luther-Universität, Halle-Wittenberg (2003) 48: R.A. Haefer, Oberflächen und Dünnschichttechnologie, Berlin, Heidelberg, New
York, Springer, (1987) 49: C. Bischof, W. Possart, Adhäsion-Theoretische und experimentelle Grundlagen,
Akademie Verlag, Berlin (1983) 50: C. Bischof, A. Bauer, W. Possart, R. Kapelle, R.D. Schulze, Acta Polymerica 40
(1989), 214 51: C. Bischof, Materialwissenschaften und Werkstofftechnik 24, (1993), 33 52: H.K. Pulker, A. Perry, Adhesion, Surface Technology 14, (1981), 25 53: H.E. Hintermann, Reibungs- und verschleißmindernde Schichten nach PVD und CVD,
VDI-Berichtete Nr. 506, (1984), 131 54: K.L. Mittal, Adhesion measurement of thin films, Elektro component science and
technology 3, (1976), 21 55: J.E.E. Baglin, Nucl. Instr. And Meth. B39, (1989), 764 56: http://www.advanced-energy.de/Applikationen-7-1-1-137.html, (2006) 57: http://www.ep5.ruhr-uni-bochum.de/ep5/f_plasma.htm, (2006) 58: Verein Deutscher Ingenieure, Richtlinie 3198, Beschichten von Werkzeugen der
Kaltmassivumformung, FRG, Düsseldorf, (1992) 59: S.J. Bull., Failure Modes in Scratch Adhesion Testing, Surface and Coatings
Technology, 50, (1991), 25 60: P.A. Steinmann, Y. Tardy, H.E. Hintermann, Adhesion testing by the scratch test
method: The influence of intrinsic and extrinsic parameters on critical load, Thin Solid Films 154, (1987), 333
61: P.J. Burnett, D.S. Rickerby, The scratch adhesion test: An elastic-plastic indentation analysis, Thin Solid Films 157, (1988), 233
62: H.L. Chan, U. Ekanayake, Ashok Kumar, Nano-indentation studies of hard coatings prepared by laser ablation, Applied Surface Science 109/110 (1997), 58
63: A. Bendavid, P.J. Martin, R.P. Netterfield, T.J. Kinder, The properties of TiN films deposited by filtered arc evaporation, Surface and Coatings Technology 70, (1994), 97
77
64: J. Fessmann, W. Olbrich, G. Kampschulte, J. Ebberink, Cathodic arc deposition of TiN and Zr(C, N) at low substrate temperatures using a pulsed bias voltage, Materials Science and Engineering A140, (1991), 830
65: E. Ertürk, H.-J. Heuvel, Oberflächentechnik, Vorträge zum dritten Surtec Kongreß (1985), 191
66: P.J. Burnett; D.S. Rickerby, The Relationship between hardness and scratch adhesion, Thin solid Films 154, (1987), 403
67: J.H. JE, E. Gyarmati, A. Naoumidis, Scratch adhesion test of reactively sputtered TiN coatings on a soft substrate, Thin Solid Films, 136 (1986) 57
78
7. Abkürzungsverzeichnis: AE Akustische Emission ALS Anode-Layer-Source B magnetische Induktion CCD Charge-coupled Device CVD Chemical Vapour Deposition dB Dezibel eV Elektronenvolt Fn Normalkraft Fr Querkraft HRC Einheit der Härteprüfung nach Rockwell Je Elektronenstrom Jh Hallstrom keV Kiloelektronenvolt kV Kilovolt Lc Kritische Last LiMi Lichtmikroskop M Masse Nd:Yag Neodym dotierter Yttrium-Aluminium Granat OES Optische Emissionsspektroskopie PLD Pulsed Laser Deposition PVD Physical Vapour Deposition REM Raster Elektronen Mikroskop sccm Standardkubikzenitmeter pro Minute SK Stranski-Krastanov TiN Titannitrid Tm Schmelzpunkt Ts Substrattemperatur VAT Ventilstellung eines Drosselventiles VDI Verein Deutscher Ingenieure XRD X-Ray Diffraction, Röntgenbeugung
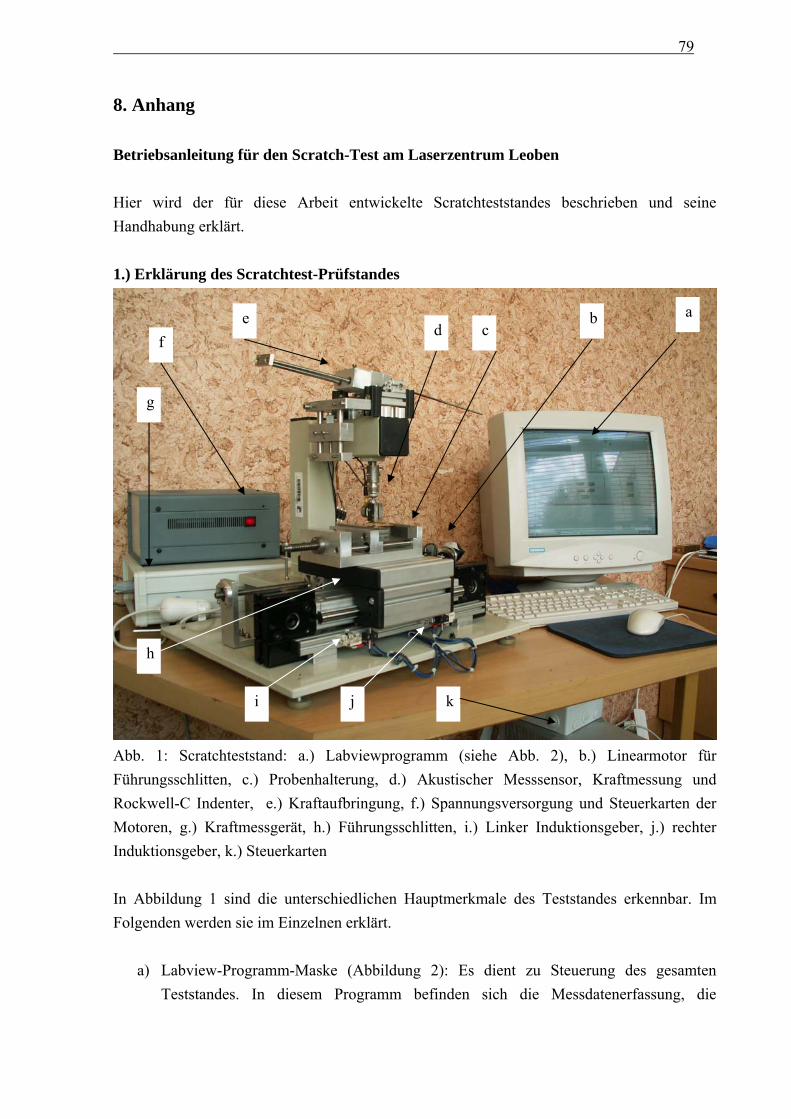
79
8. Anhang Betriebsanleitung für den Scratch-Test am Laserzentrum Leoben Hier wird der für diese Arbeit entwickelte Scratchteststandes beschrieben und seine Handhabung erklärt. 1.) Erklärung des Scratchtest-Prüfstandes
Abb. 1: Scratchteststand: a.) Labviewprogramm (siehe Abb. 2), b.) Linearmotor für Führungsschlitten, c.) Probenhalterung, d.) Akustischer Messsensor, Kraftmessung und Rockwell-C Indenter, e.) Kraftaufbringung, f.) Spannungsversorgung und Steuerkarten der Motoren, g.) Kraftmessgerät, h.) Führungsschlitten, i.) Linker Induktionsgeber, j.) rechter Induktionsgeber, k.) Steuerkarten In Abbildung 1 sind die unterschiedlichen Hauptmerkmale des Teststandes erkennbar. Im Folgenden werden sie im Einzelnen erklärt.
a) Labview-Programm-Maske (Abbildung 2): Es dient zu Steuerung des gesamten Teststandes. In diesem Programm befinden sich die Messdatenerfassung, die
a b c d
e f
g
h
i j k
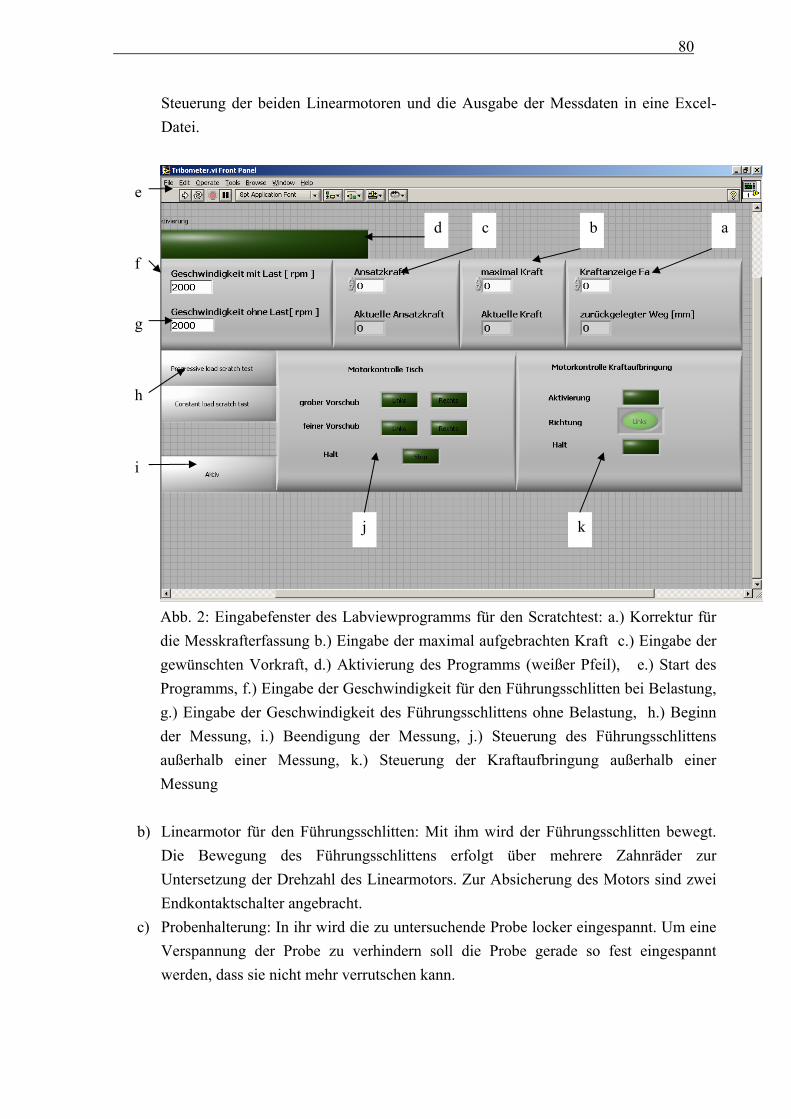
80
Steuerung der beiden Linearmotoren und die Ausgabe der Messdaten in eine Excel-Datei.
Abb. 2: Eingabefenster des Labviewprogramms für den Scratchtest: a.) Korrektur für die Messkrafterfassung b.) Eingabe der maximal aufgebrachten Kraft c.) Eingabe der gewünschten Vorkraft, d.) Aktivierung des Programms (weißer Pfeil), e.) Start des Programms, f.) Eingabe der Geschwindigkeit für den Führungsschlitten bei Belastung, g.) Eingabe der Geschwindigkeit des Führungsschlittens ohne Belastung, h.) Beginn der Messung, i.) Beendigung der Messung, j.) Steuerung des Führungsschlittens außerhalb einer Messung, k.) Steuerung der Kraftaufbringung außerhalb einer Messung
b) Linearmotor für den Führungsschlitten: Mit ihm wird der Führungsschlitten bewegt.
Die Bewegung des Führungsschlittens erfolgt über mehrere Zahnräder zur Untersetzung der Drehzahl des Linearmotors. Zur Absicherung des Motors sind zwei Endkontaktschalter angebracht.
c) Probenhalterung: In ihr wird die zu untersuchende Probe locker eingespannt. Um eine Verspannung der Probe zu verhindern soll die Probe gerade so fest eingespannt werden, dass sie nicht mehr verrutschen kann.
a b c d
e
f
g
h
i
j k
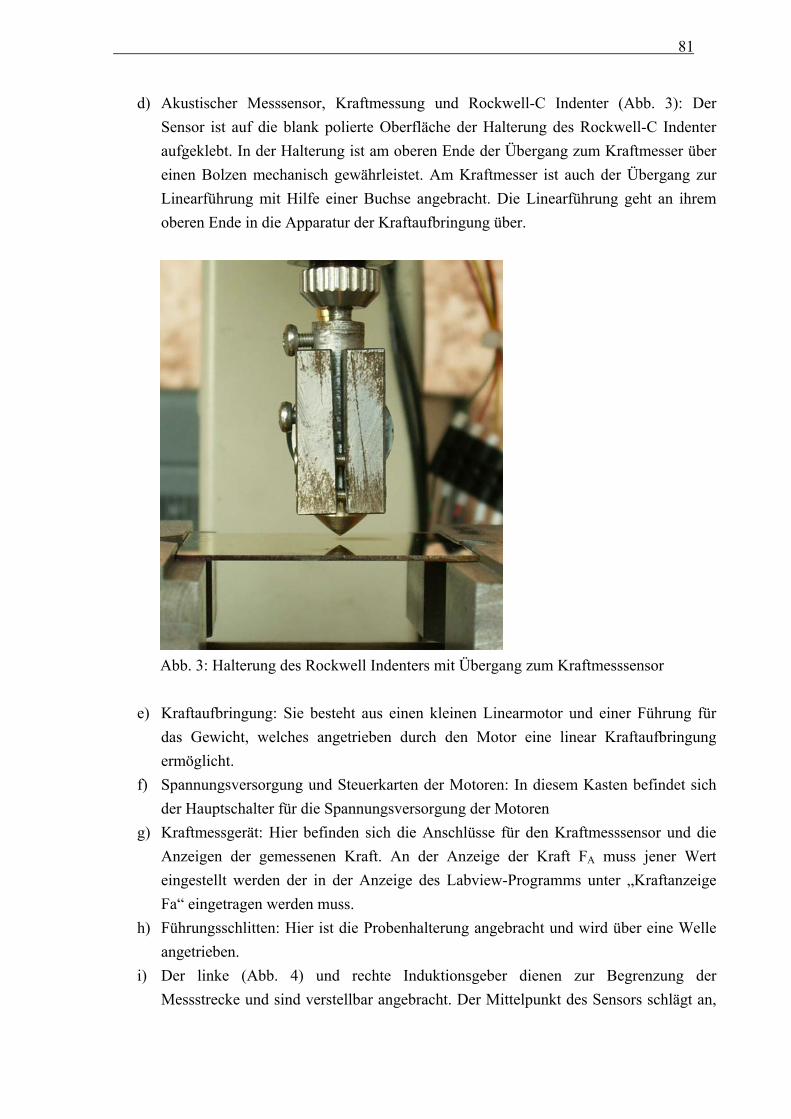
81
d) Akustischer Messsensor, Kraftmessung und Rockwell-C Indenter (Abb. 3): Der Sensor ist auf die blank polierte Oberfläche der Halterung des Rockwell-C Indenter aufgeklebt. In der Halterung ist am oberen Ende der Übergang zum Kraftmesser über einen Bolzen mechanisch gewährleistet. Am Kraftmesser ist auch der Übergang zur Linearführung mit Hilfe einer Buchse angebracht. Die Linearführung geht an ihrem oberen Ende in die Apparatur der Kraftaufbringung über.
Abb. 3: Halterung des Rockwell Indenters mit Übergang zum Kraftmesssensor
e) Kraftaufbringung: Sie besteht aus einen kleinen Linearmotor und einer Führung für das Gewicht, welches angetrieben durch den Motor eine linear Kraftaufbringung ermöglicht.
f) Spannungsversorgung und Steuerkarten der Motoren: In diesem Kasten befindet sich der Hauptschalter für die Spannungsversorgung der Motoren
g) Kraftmessgerät: Hier befinden sich die Anschlüsse für den Kraftmesssensor und die Anzeigen der gemessenen Kraft. An der Anzeige der Kraft FA muss jener Wert eingestellt werden der in der Anzeige des Labview-Programms unter „Kraftanzeige Fa“ eingetragen werden muss.
h) Führungsschlitten: Hier ist die Probenhalterung angebracht und wird über eine Welle angetrieben.
i) Der linke (Abb. 4) und rechte Induktionsgeber dienen zur Begrenzung der Messstrecke und sind verstellbar angebracht. Der Mittelpunkt des Sensors schlägt an,
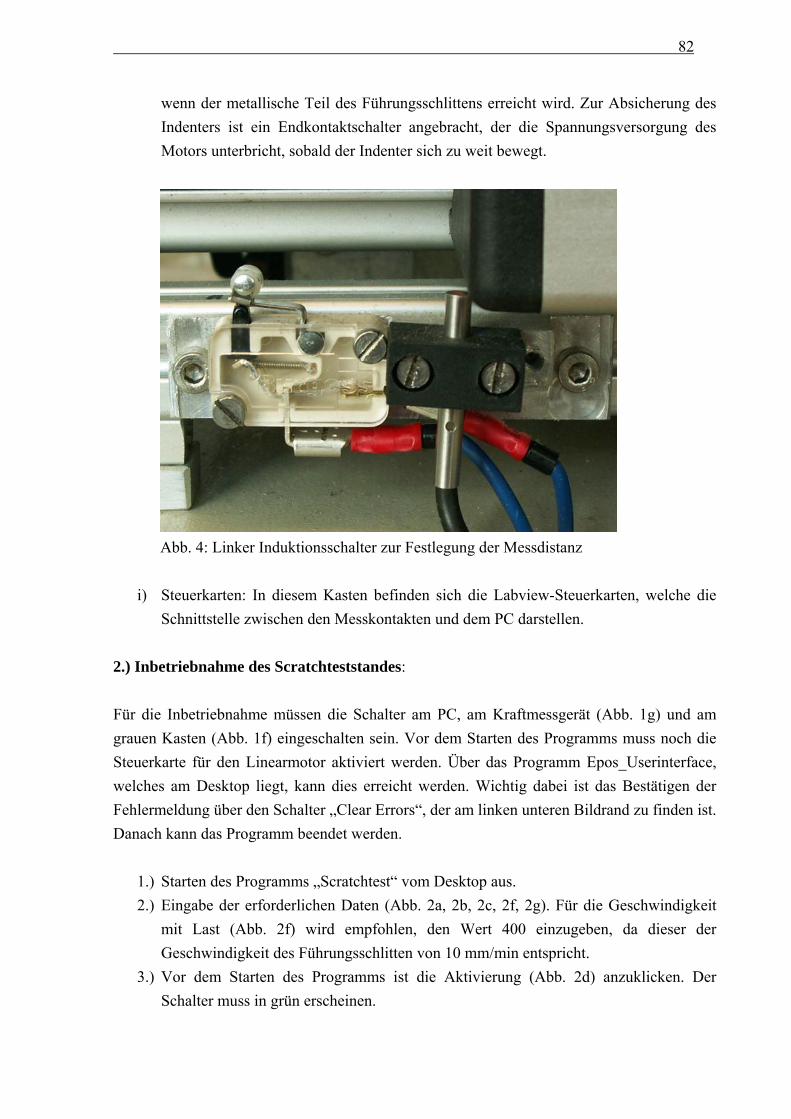
82
wenn der metallische Teil des Führungsschlittens erreicht wird. Zur Absicherung des Indenters ist ein Endkontaktschalter angebracht, der die Spannungsversorgung des Motors unterbricht, sobald der Indenter sich zu weit bewegt.
Abb. 4: Linker Induktionsschalter zur Festlegung der Messdistanz
i) Steuerkarten: In diesem Kasten befinden sich die Labview-Steuerkarten, welche die
Schnittstelle zwischen den Messkontakten und dem PC darstellen. 2.) Inbetriebnahme des Scratchteststandes: Für die Inbetriebnahme müssen die Schalter am PC, am Kraftmessgerät (Abb. 1g) und am grauen Kasten (Abb. 1f) eingeschalten sein. Vor dem Starten des Programms muss noch die Steuerkarte für den Linearmotor aktiviert werden. Über das Programm Epos_Userinterface, welches am Desktop liegt, kann dies erreicht werden. Wichtig dabei ist das Bestätigen der Fehlermeldung über den Schalter „Clear Errors“, der am linken unteren Bildrand zu finden ist. Danach kann das Programm beendet werden.
1.) Starten des Programms „Scratchtest“ vom Desktop aus. 2.) Eingabe der erforderlichen Daten (Abb. 2a, 2b, 2c, 2f, 2g). Für die Geschwindigkeit
mit Last (Abb. 2f) wird empfohlen, den Wert 400 einzugeben, da dieser der Geschwindigkeit des Führungsschlitten von 10 mm/min entspricht.
3.) Vor dem Starten des Programms ist die Aktivierung (Abb. 2d) anzuklicken. Der Schalter muss in grün erscheinen.
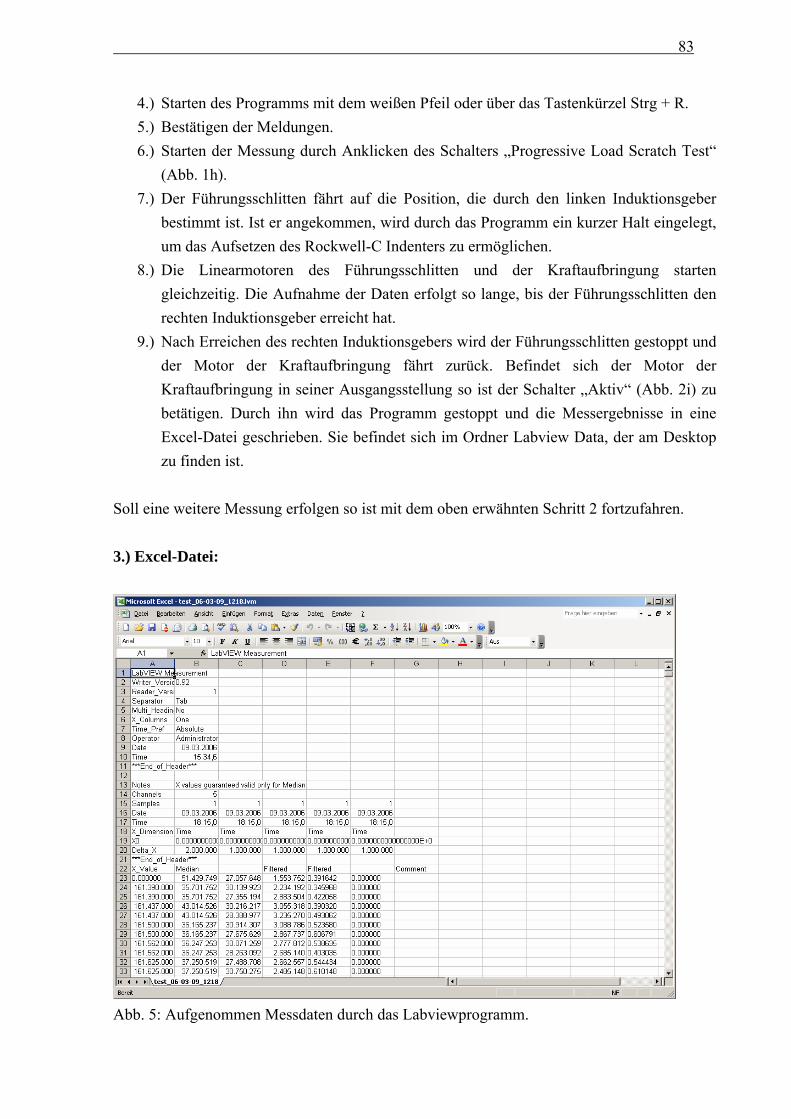
83
4.) Starten des Programms mit dem weißen Pfeil oder über das Tastenkürzel Strg + R. 5.) Bestätigen der Meldungen. 6.) Starten der Messung durch Anklicken des Schalters „Progressive Load Scratch Test“
(Abb. 1h). 7.) Der Führungsschlitten fährt auf die Position, die durch den linken Induktionsgeber
bestimmt ist. Ist er angekommen, wird durch das Programm ein kurzer Halt eingelegt, um das Aufsetzen des Rockwell-C Indenters zu ermöglichen.
8.) Die Linearmotoren des Führungsschlitten und der Kraftaufbringung starten gleichzeitig. Die Aufnahme der Daten erfolgt so lange, bis der Führungsschlitten den rechten Induktionsgeber erreicht hat.
9.) Nach Erreichen des rechten Induktionsgebers wird der Führungsschlitten gestoppt und der Motor der Kraftaufbringung fährt zurück. Befindet sich der Motor der Kraftaufbringung in seiner Ausgangsstellung so ist der Schalter „Aktiv“ (Abb. 2i) zu betätigen. Durch ihn wird das Programm gestoppt und die Messergebnisse in eine Excel-Datei geschrieben. Sie befindet sich im Ordner Labview Data, der am Desktop zu finden ist.
Soll eine weitere Messung erfolgen so ist mit dem oben erwähnten Schritt 2 fortzufahren. 3.) Excel-Datei:
Abb. 5: Aufgenommen Messdaten durch das Labviewprogramm.
84
In den ersten 22 Zeilen der Excel Datei befinden sich vom Programm verwendete Angaben. In Spalte A befindet sich die Zeitangabe der Messung, Spalte B bezeichnet die Aufnahme der Akustischen Emission ebenso die Spalte C. Das Signal der Spalte B bezeichnet sich schnell verändernde Signale, z.B. die Entstehung eines Risses. In Spalte C sind solche Signale aufgezeichnet die länger andauern, z.B. das Anstoßen mit dem Fuß an den Messtisch. Spalte D bezeichnet das Messergebnis der Normalkraft FA, und spalte E die Querkraft FR.
4.) Mögliche Fehlermeldungen: Es existieren zwei bekannte Fehlermeldungen, welche während des Programmstarts auftreten können.
1.) Es erscheint die Messagebox: „Communication Failed“. Die Nachricht erscheint kurz nach dem Start des Programms. Mögliche Ursachen dafür können sein:
a.) Einer der Kontaktschalter ist unterbrochen, das bedeutet, der Führungsschlitten könnte einen der vier Endkontaktschalter ausgelöst haben. Durch Drehen an den Zahnrädern kann der Führungsschlitten manuell in eine Position gebracht werden, wo der Kontaktschalter nicht ausgelöst wird.
b.) Die Kommunikation mit der Steuerkarte ist unterbrochen. Im Ablauf des Programms wird die Kommunikation mit der Steuerkarte zu einem späteren Zeitpunkt hergestellt. Durch das Bestätigen der Fehlermeldung und Neustarten des Programms wird diese Fehlermeldung beseitigt.
2.) Es erscheint die Messagebox: „Labview.exe hat einen Fehler verursacht“. Die Fehlermeldung beruht darauf, das Windows und Labview gemeinsame Speicherstellen haben. Diese Fehlermeldung tritt immer nur am Beginn einer Messserie auf. Sind bereits mehrere Messungen erfolgt, tritt dieser Fehler nicht mehr auf. Durch Neustarten des Programms sollte dieser Fehler beseitigt sein.
85
Danksagung Hiermit möchte ich mich bei allen bedanken, die zum Zustandekommen dieser Arbeit beigetragen haben, insbesondere bei
• Dipl.-Ing. Dr. mont. Wolfgang Waldhauser und Dipl.-Ing. Dr. mont. Jürgen Markus Lackner für die Bereitstellung des Diplomthemas und die vielen Hinweise zur Durchführung dieser Arbeit,
• den Mitarbeitern des Laserzentrum Leobens insbesonders Thomas Prethaler, Rene Feldbaumer, Raimund Krenn, Roswitha Berghauser und Gerfried Polding für ihre Hilfestellung in allen Belangen,
• Robert Peissl für die Durchführung der XRD Messungen, • meinen Studienkollegen • und meinen Eltern für die Ermöglichung meines Studiums.
Erklärung Hiermit versichere ich, dass ich die Arbeit selbständig verfasst und keine anderen als die angegebenen Quellen und Hilfsmittel benutzt sowie Zitate kenntlich gemacht habe. Leoben, im August 2006 Walther Heinz





























