Embed Size (px)
Citation preview

MAR
CH 2
010
Stit
chW
orld 3
TYPE OF BUSINESS
Manufacturer-Exporter
Manufacturer
Machine manufacturer/Agent
Institution Academician
Technologist Any other
S U B S C R I P T I O N F O R M Yes, I wish to subscribe to StitchWorldIndia Sri Lanka Bangladesh Other countries
1 Year (12 issues) Rs.960 US $ 40 US $ 40 US $ 90 2 Years (24 issues) Rs.1680 US $ 70 US $ 70 US $ 160
Educational Institutes / Students (applicable only in India) 1 Year (12 issues) Rs.720 2 Years (24 issues) Rs.1440
Name _________________________________________ Designation ______________________Company/Institute _____________________________________________________________Address ______________________________________________________________________Ph _____________________ Fax ______________ E-mail _____________________________
Payment should be in favour of ‘CONTACT COMMUNICATIONS’,B-32, South Extn., Part-I, New Delhi - 110049, India. Phone: 91-11-24602283Fax: 91-11-24651656, Email: [email protected]
Subscribe Online visit our website www.stitchworld.net
StitchWorldwww.stitchworld.net C O N T E N T S
VOL. VIII • ISSUE 1
Te chTa lk18
Te ch In te r v i ew4242 TAILORED BY TRIUMPH– DRIVEN BY TECHNOLOGY
MARCH 2010 StitchWorld 5
TechBlog08 MONEY CAN (CAN’T) BUY EVERYTHING!
08
18 THE GREAT KNOWLEDGE DIVIDECOMPUTERISED SEWING MACHINES
20 WHO MANAGES YOUR TIME?
26 IRONING TECHNOLOGIESAPPLICATION DRIVING TECHNOLOGYDEVELOPMENT
Te chRev i ew30 INFORMATION TECHNOLOGY ENSURING
GROWTH
36 VIBEMAC — AT THE FOREFRONT OF BRANDDRIVEN TECHNOLOGY DEVELOPMENT
40 PEGASUS INTRODUCES DIGITAL PROCESSANALYSIS SYSTEMBRINGING ACCURACY, IMPROVEMENT,EFFICIENCY AND SETTING REALISTIC TARGETS
30
E coTe ch4646 SNQS INTERNATIONAL
INDIA’S FIRST LEED SILVER RATED GARMENT UNIT
Comparison of moving images in Pegasus Digital ProcessAnalysis System

From the Editor’s Desk
EditorEditorEditorEditorEditor-in-Chief-in-Chief-in-Chief-in-Chief-in-ChiefDEEPAK MOHINDRA
TTTTTechnical Editorsechnical Editorsechnical Editorsechnical Editorsechnical EditorsPRADIP V MEHTA (US)
PAUL COLLYER (UK)
CLAUDIA OLLENHAUER-RIES (GERMANY)
Assistant EditorAssistant EditorAssistant EditorAssistant EditorAssistant EditorSHLOK HARIRAMANI
Copy EditorCopy EditorCopy EditorCopy EditorCopy EditorVEERESHWAR SOBTI
Design & ProductionDesign & ProductionDesign & ProductionDesign & ProductionDesign & ProductionSARFARAZ AHMAD
RAJKUMAR CHAHAL
Photo EditorPhoto EditorPhoto EditorPhoto EditorPhoto EditorJITENDER MEERWAL
Advertising TAdvertising TAdvertising TAdvertising TAdvertising TeameameameameamAMIT MAHARISHI
Asst. Manager-Sales - 09871307950
Subscription EnquirySubscription EnquirySubscription EnquirySubscription EnquirySubscription EnquiryRANI MAHENDRU - 91-11-24651655
Publisher & Managing DirectorPublisher & Managing DirectorPublisher & Managing DirectorPublisher & Managing DirectorPublisher & Managing DirectorRENU MOHINDRA - 09810058986
Head OfficeHead OfficeHead OfficeHead OfficeHead OfficeContact Communications
B-32, South Extension, Part-I, New Delhi-110 049Phone:Phone:Phone:Phone:Phone: 011-47390000, 24602283 FaxFaxFaxFaxFax: 91-11-24604597
E-mail: E-mail: E-mail: E-mail: E-mail: [email protected] , [email protected] associate:eb associate:eb associate:eb associate:eb associate: www.stitchworld.net
Editorial EnquiryEditorial EnquiryEditorial EnquiryEditorial EnquiryEditorial EnquiryE-mail: E-mail: E-mail: E-mail: E-mail: [email protected] , [email protected]
Phone: 41646999, 24602283
PrintingPrintingPrintingPrintingPrintingAsk Advertising Aids Pvt. Ltd.
88, DSIDC, Okhla Indl. Area, Phase-I,New Delhi-110 020 Phone : 26816824
All Rights Reserved © 2009 by Contact Communications
No part of this book may be reproduced or transmitted inany form or by any means, graphic, electronic, ormechanical, including photocopying, recording, taping,or by any information storage retrieval system, withoutthe written permission of the publisher.
MARCH 2010 StitchWorld 7
Read and comment on my blog at
http://stitchworldmagazine.blogspot.com
From the time of my association with the industry through Apparel Online and
StitchWorld, I have restrained myself from commenting on Government
policies whether good or bad. But of late a few comments by our Hon’ble Union
Textile Minister Murasoli Maran are really asking to be rebutted. At an open
forum recently, he lashed out at India’s textile industrialists for coming to the
Government with a “begging bowl” instead of taking steps to innovate. That is
taking things too far… especially coming from a minister whose understanding
of the textile and apparel industry is about 250 days old.
I have always advocated that the industry needs to look inward to improve its
competitiveness… not to look at the Government for crutches but to group
together for sustainable growth.
History is witness to the fact that many Textile Ministers have come and gone
and not one of them was able to make a significant impact on the industry. This
was mainly so because the ministers had little or no real knowledge of the
sector and very little political clout to take some hard decisions. However, Maran
was different… He is young, educated, liberal in thought and part of the ‘gennow’
group of politician who claim to be providing fresh approach to governance.
Also he has a strong political linkage and considerable clout in the Government.
No wonder the expectations were higher…
As an elected representative of the people, it is his duty to listen to various
demands… agreeing or disagreeing with them is of course his prerogative
based on merit. But using derogatory words is certainly uncalled for.
The recent budget is ample proof of the apathy towards this industry... Need
I say more.
This issue has some interesting reviews of software – Digital Process Analysis
(DPA) system, sustainable solutions – SNQS Green Factory and ERP and CAD
solutions for the garment industry. In our ongoing series of ‘Myth Busters’, Professor
Prabir Jana from National Institute of Fashion Technology, New Delhi demystifies
sewing machines, its features and usage, debate on its computerization, complex
programming, its in-built alarm facility before the bobbin thread exhausts,
programming of stitches and patch pocket attachments, etc. Further, in the first
of a two-article series, John Irvine analyses the critical factors responsible for lost
time in apparel manufacturing.
Deepak Mohindra
Editor-in-Chief
8 StitchWorld MARCH 2010
“Human Resource Department (HRD) in our industry functions more like a
‘time office’, ignoring their main role as a HUMAN RESOURCE DEPARTMENT.
Of course both the industry owners (Management) and the HRD
themselves are to be blamed for it. While the former considers
production and merchandising departments over and above the HRD, the
HRD is considered merely a ‘service’ department. It is high time they rise
to the occasion and prove beyond merely being called THE TIME KEEPERS”,
says Piyush R Vyas, COA – Mandhana Industries via blogspot.
Money Can (Can’t) Buy Everything!
(Wo)Men (humans), Materials (raw materials) andMachines (capital goods), and I would add onemore aspect to the above three – Systems, all puttogether makes an Organization work. Allcomponents are critical for working of anorganization – It’s like four wheels of anautomobile – which one (of the wheels) will youcall it critical? All the four have to work in tandemto make the business successful. (However I amkeeping one (additional) quality of anorganization out of this discussion, i.e. VISION. It isan abstract quality – led by the leader of theorganization.) ALL other components can bebought! A BIG question, indeed!
I know the readers will have lot of perspective onthe above subject matter. But I would narrate a fewinstances and then leave the subject open (forinterpretation and debate).
First case – I happened to visit a garment factory –the main purpose was to evaluate the factory – wewere considering them as a vendor. The building,and its entrance was impressive. The factory had asmartly dressed security guard. I was made to puton a visitor’s badge before being accompanied toa visitor’s lounge. The manager (of coursemarketing manager) greeted me and weexchanged pleasantries in their medium-sizedconference room. So far so good.
I just had a glance at their range in the showroom– of course a very limited range – not much
impressive. Next I visited the factory – the factory
floor and the finishing department and looked at
the finished product. The first impression was just
lost. I was shocked seeing their product quality and
the price range. The product was of a very poor
quality. Presentation was poor too and the quality
totally unacceptable.
We had to outsource production – about 8000 pcs.
Our QA manager visited a job worker and rejected
the factory. Since the owner of the factory was a
non-garment person, the operational part of this
factory was being taken care of by a production
manager. Located in a small dingy place, the factory
was small, not too “impressive”, and even the layout
was not proper. The factory had a cement flooring
(no tiles), with floor broken at couple of places and
was located in a small dingy lane. But with critical
delivery dates, we had to do the outsourcing, and
hence I visited the job worker personally. The
production manager turned out to be an oldacquaintance of mine. We then planned theproduction from this factory. Result – the goodswere on time and of acceptable quality. Everybody(in my organization) was surprised.
Second case – This was told to me by an inspectorof a buying agency... On the production floor, the
inspector was watching a quality controller (QC)
checking the garments quite swiftly. He had ameasuring tape in his hand, 2-3 bins around andno measurement chart. When questioned, the QC
TECH BLOG

MARCH 2010 StitchWorld 9
responded promptly that it is his daily job andhence he remembers the specifications. Not to betaken by the answer, the inspector probed further.The inspector made the QC check each and every“point of measurements” – and the result was out.The QC was not a QC, he did not know a word ofquality. When seniors are around, he would showthat he is checking garments, else… loiter!
It is a common sight in a factory that a designated tailoris actually working as a helper or an ironer or adesignated QC is working as a line feeder.
Third case – We daily keep getting DPR – dailyproduction reports, from the I.E. department. Whosets the targets? The I.E. sets them. Now when theDPR does not tally with the targeted output, the I.E.is busy writing comments for not achieving thetarget. The I.E. is good at pulling out data from hisbank but not at translating them into achievableproduction targets.
Fourth case – I happen to interview a candidate forProduction Manager. He had a long experience ofover 15 years and knew good fancy terms – Lean
production systems, Kaizen, etc. Keeping aside his
bio-data (which is normally outsourced –
professionally written), I gave him two garments
and made him write the operation bulletin. Hecould not write the operations. I then asked himapprox. number of machines and output per batchper shift. He was off the mark by 50%.
A smart organization with a smart HR Managertook a test of an I.E. candidate. The candidatescored almost full marks in the test. A promisingcandidate. The production manager was impressed.But when he was interviewed for writing operationbulletin and arriving at approx. SAM value – he wasoff tangent. Nowhere near the reality.
Strengthening HR Department
We are always lagging behind in deliveries –production delay, but 50% of the delays are causedby departments other than production. The inputsare not in time – inputs meaning approvals andraw materials. There are merchandisers (I am notexcluding merchandise managers) who cannotmake a detailed BOM (Bill of Materials) and TNA(Time and Action Calendar). Leave aside thediligent follow-up of BOM & TNA – both are criticalfor execution of orders.
I have come across many candidates and evenemployees – merchandisers, I.E., accounts assistants– they lack basic mathematics knowledge –proportion, percentage, ratios.
I am not here on fault finding mission – trying tofind fault with all (of course except me). But thepoint is that we have ignored the most importantaspect of the trade – HUMAN RESOURCE. And forthat we need to have a good HR Departmentheaded by a strong HR Manager. In most cases(there may be exceptions), the HR Department isignored. HR remains only as a Time Office function,i.e. to process salary.
We will never have a candidate who is ready fitfor the organization. And that is where HRDepartment can take a lead in grooming thissparse resource and help the organization to grow.There will always be employee turnover whethersmall or large, but that is the challenge of HRDepartment to have next line of employees readyto take the challenge.
The management needs to involve the HRD into allcritical areas of planning – be it expansion ofcapacity, to address lean season, or even cuttingdown on capacity. Let HRD have the future view ofthe organization – where it is going and preparefor the contingencies.
With constant growth of the industry – we need tokeep pace with human resource and if we are notready with human resource then our growth willbe limited. HR Department should tighten itsfunctions so that it get due respect from otherdepartments.
[The views expressed in this article are writer’s personal
views.]
Read and comment on Piyush’s blog at
http://stitchworld-piyushrvyas.blogspot.com
TECH BLOG
10 StitchWorld MARCH 2010
India: Subhashree Garments Wins CorpExcel National MSME Award
Subhashree Garments ofTirupur, an ISO - 9001:
2000 company, got theCorp Excel National MSMEAward for Excellence 2008by Corporation Bank.Company’s ChairmanSu. Ramaswamy receivedthe award from FinanceMinister Pranab Mukherjeein a programme heldrecently in New Delhi.The company has anannual turnover of $ 3.5million. Koutons RetailIndia got an EmergingCorporate award.
Happy with theaccomplishmentRamaswamy said, ‘‘we are ingarments field for last20 years, having verticalstrength of 300 plus staffs. Itis a team effort achieved byus, we felt very happy toreceive the prestigious award.’’
The company which caters tobuyers from UK, USA,Germany, France and theNetherlands, is looking for a20% annual growth. At thesame function, KoutonsRetail India received anEmerging Corporate Award.
V The productcategories thatshowedsignificantgrowth inexports to theEuropean Unionduring Jan.-Nov. ’09period were ladiesblouses with 12.30%and ladies dresseswith 21.15%increase.
Total exportsfrom India tothe US duringJan.-Nov. ’09saw growth of6.51% in quantityterms though valuewise the countryregistered a declinein exports of(-)6.68%. India’sUVR stood at $3.12for the period.
During the periodJan.-Nov. ’09,Indian apparelexport to Europewas up by13.92% in valueand 3.02% involumes. The UVRfor Indian apparelswas higher at Euro17.43 (per kg offabric equivalent)during this period.
During Jan.-Nov. ’09period, Indianexports to theUS registeredmaximumgrowth inlegwear with41.80% increasefollowed by positiveexports in babies’wear (27.09%), skirts(17.01%), and ladiesdresses (14.98%).
Su. Ramaswamy (C) received Corp Excel Award by Corporation Bank fromFinance Minister Pranab Mukherjee
Gerber Technology, abusiness unit of Gerber
Scientific Inc. and the worldleader in automated CAD/CAM and PLM solutions forthe sewn products andflexible materials industry,has announced thatBangalore-based PLMTechnology will represent itsYuniquePLM, the worldleading PLM solution in India,Bangladesh and Sri Lanka.
YuniquePLM is an innovative,product lifecyclemanagement (PLM)solution that delivers thefull range of functionalityneeded by today’s fast-pacedapparel, footwear, accessoriesand soft goods industryretailers, brands andmanufacturers. Thissoftware is fully scalableand modular. Based on thelatest Microsoft® NETplatform, YuniquePLMleverages the internet toprovide users with the ease-of-use and globalconnectivity needed tocollaborate seamlessly acrossthe entire supply chain.
USA: Gerber Technology Appoints PLMTechnology to Represent its YuniquePLMSoftware in Asian Subcontinent
“The key goal of PLMTechnology is to provideinformation technologyservices and solutions tothe real world businessproblems in a constantlychanging globalenvironment. We areexcited to representGerber Technology’s PLMproducts, and lookingforward to provideworld class solutions withour knowledge andexperience in the industry,”said Hemant Mital,Executive Vice-President,PLM Technology.
“We have full confidence inthe economy in South WestAsia, and Gerber productsbring real value and benefitto our customers. Ourstrategy has been to workclosely with our customersin the region for manyyears. This appointmentstrengthens Gerber’s abilityto deliver enhanced serviceand support to the localmarket,” said Bob Vallender,Regional Director ofGerber Technology.
News Track

MARCH 2010 StitchWorld 11
Indian apparelexports toJapan saw9.08% growthin quantitiesthough value ofexports was down(-) 4.41% during theperiod Jan.-Nov. ’09.Undergarments with328.77% growthsaw phenomenalincrease in exports.
India: Intertek Launches a New QA Assessmentand Training Service
Dilip Gianchandani,Regional Director, Intertek
With the increasingcompetition and
pressure on factories todeliver high quality goods tobuyers, the factories haverealized that there is a needto have highly trained andeffective in-house QA teamwhich will be responsible tomaintain and upgradeexisting quality levels infactory. Thus, it becomescrucial that there isstandardization and acomplete understanding ofquality within the team.
Intertek, a name synonymouswith testing, inspecting andcertifying of products, hasrecently launched a QAAssessment and TrainingService which provides ameans of assessingpersonnel within the teamwith respect to theircapabilities. “The new servicewould help the factorymanagement, buying housesand agents to objectivelyassess and grade their QAteams based on the threevital criteria which arequintessential to theirsuccess on the field, viz. theirknowledge about quality,observation and skill levels,”said Ranjit Sasi, Sr. ManagerIntertek, Bangalore.
Once assessed and marked,the group is graded on thebasis of the average scoresachieved by the group, whichcan be represented in theform of graphs where thescores are representedround-wise. Comparativegraphs consisting of theround-wise marks of thedifferent employees canalso be obtained.
An interesting outcome inthe knowledge round papersare looked at, to understand
France: LectraAppoints PhilippeRibera as GroupSoftware MD
Lectra, a majorintegrated technology
solutions dedicated toindustries using softmaterials textiles, leather,industrial fabrics andcomposite materials hasappointed Philippe Ribera asSoftware Marketing Director.Based at the company’sheadquarters in Paris, Riberawill report directly to DanielHarari, Lectra CEO.
Ribera will be responsible forthe implementation of thegroup’s software marketingaction plans for all industries.One of his main priorities willbe to ensure the success ofLectra Fashion PLM (ProductLifecycle Management).
Philippe Ribera, the new SoftwareMarketing Director of Lectra
areas where the scoreshave been consistently lessand suggestions are madeto the customer as thetraining gap identified. Thiscould be sampling plan,AQL, colour grading or anyother such areas. Oncecommunicated to thecustomers, there is a goahead for training,Intertek will take care toensure that all thosequestions as in theknowledge round arecovered as part of thetraining while focusing onareas identified as gaps.
At the end of the session, thesame pre-assessmentknowledge round paper tobe termed as post-assessment paper is givento the participants andscoring of this session isalso done in the same wayas pre-assessment andgraphs, improvementbetween pre-assessmentand post-assessment for thegroup are generated.
“This service aims atproviding a standardizedapproach to inspections,
aiding in reduced rejectionsat the buyers end and a wellinformed and trainedquality and tech team,bringing in intangiblebenefits in the form ofrecognition from thebuyers,” said DilipGianchandani, RegionalDirector, Intertek.
Recently, the AustralianWool Innovation Ltd.(AWI) also accreditedIntertek’s Gurgaon textileand footwear laboratory totest for quality woolproducts under its“Woolmark” brand.
Senior Manager, Inspections – Intertek India
News Track

The Switzerland-basedOeko-Tex Association has
released revised andexpanded test criteria, limitsand by-laws for its Oeko-TexStandard 100 productcertification process. Thechanges have becomeeffective January 1 followinga joint resolution adopted bythe association’s 14-memberinstitutes. After a three-month transition period, thechanges will be enforced.
Polycyclic aromatichydrocarbon substances insuch items as man-madefibres, yarns and plastic partswill be limited to 10 mg/kgfor the 16 defined
substances. A limit of1 mg/kg will apply tobenzo(a)pyrene. These limitsapply across all four Oeko-Tex product classes.
In addition, w.e.f. December2009, each Oeko-Texcertificate containsinformation stating –“Certified articles meet therequirement of Annex XVIIof the REACH regulation(including the use ofprohibited azo dyes, nickel,etc.) and also fulfil USspecifications regardingthe total content of leadin children’s products(CPSIA: not applicable toglass materials).”
Switzerland: Oeko-Tex Releases Revised,Expanded 2010 Test Criteria
A.T.E. Enterprises will nowbe representing
Germany’s Oerlikon Saurer’sVolkmann Product Line’stwo-for-one twistingmachines in India.
Oerlikon Saurer with theProduct Line Volkmann ismarket leader in the two-for-one twisting machinesegment for all staple fibreyarns as well as two-for-onetwisting cabling machines forcarpet yarns and ringtwisting machines for glassfilament yarns.
The machine Volkmann FT(FusionTwister), launched in2009, is designed especiallyfor the Indian markets after athorough research. Themachine symbolizes lowinvestment, high quality,energy efficiency, higherproductivity, reliability, low
India: A.T.E. Enterprises to representOerlikon Saurer of Germany forTwo-for-One Twisting Machines
space requirement, flexibility,easy machine setting andminimal maintenance timeand cost. It is available in twodifferent spindle gauges; amaximum of 240 spindles permachine can be installed.
A.T.E., a part of the A.T.E.Group of engineeringcompanies, is providingstate-of-the-art technologyfor spinning, twisting,weaving, processing,technical textiles/nonwovens, humidification andair conditioning for theIndian textile industry.
YKK, a global fasteningproducts organization
founded in 1934 with itsheadquarters in Tokyo,specializes in zippers, snap &buttons, hook & loop andplastic parts. The companyhas recently announced thatit is engaged in a globalmanufacturing initiative tolimit the lead content inmost of its products with notmore than 90 ppm (parts permillion) lead in either thesurface coating or thesubstrate for orders receivedafter Jan. 1, 2010.
Since the Consumer ProductSafety Improvement Act(CPSIA) became law in 2008,global fastening productsprovider, the company hadbeen diligently working toensure its products meet, andeven exceed all US legalstandards. The CPSIAregulates the amount of leadcontent permitted in
Japan: YKK Fasteners are nowbelow CPSIA Required Lead Limits
children’s (12 years andunder) products.
Though YKK does not makechildren’s products, but YKKitems may be included inchildren’s products by themanufacturer soon. As YKKpoints out, the current CPSIAstandard for lead in thesubstrate of a children’sproduct is 300 ppm, butbeginning August 2011, thelimit for lead in the substrateof a children’s product willdrop further to 100 ppm unlessthe Consumer Product SafetyCommission determines thata limit of 100 ppm is nottechnologically feasible.
YKK claims that it tests itsproducts internally usingEDX (Energy Dispersive X-rayFluorescence Spectrometer)technology to ensure theselead levels so that concernedparents and customers canpurchase with confidencegenuine YKK brand fasteners.
The machine symbolizeslow investment, highquality, energyefficiency and low spacerequirement
News Track
12 StitchWorld MARCH 2010
Volkmann FT –two-for-onetwisting machine

14 StitchWorld MARCH 2010
‘Lawson for Fashion’, acomprehensive enterprisenew software system forfashion companies,including brand ownersand manufacturers ofapparel and accessories aswell as private brand retailers,has been launched byLawson Software.
“The new software will helpfashion companies improveprofits, combat chargebacks and accelerateproduct time-to-market,while helping reducesoftware implementationtime. It is built on the latestversion of the Lawson M3Enterprise ManagementSystem and Lawson M3 10.1,which was also launchedearlier,” said LawsonGeneral Manager (Fashion)Frédéric Champalbert.
‘Lawson for Fashion’ includes
USA: Lawson Software Launches NewSoftware Solution for Fashion Companies
many applicationenhancements to LawsonFashion PLM, a versatilesolution for productmanagement from design toproduction. The additionalfeatures are Assortmentand Replenishment Planner,which helps to manageassortment planning, buyplans and inventory push,Lawson Analytics forFashion, providing businessintelligence with acombination of 80 pre-configured KPIs, newpackage managementfunctionality and anadvanced costing andpricing toolbox.
Lawson provides softwareand service solutions to over4,500 customerswhichinclude RaymondGroup ColorPlus, MaduraGarments and ITC in India.
Established in the year1854, AMANN Group, a
leading producer of sewingand embroidery threads isknown in the Indian marketas the “Serafil people”because of the popularity oftheir Serafil brand. Thecompany has been settingtrends with its continuousinnovations in world offashion, leather ware andautomotive industry.
“To be able to provide thehighest possible level ofcustomer service, newproduction capacities arebeing planned in India,”informs Sanjeev Grewal, MD(India), AMANN Group.Andhra Pradesh and Gujarathave been identified as thetwo states for the productionunits. Currently, the Indiansubcontinent is managedthrough offices andwarehouse facilities inChennai, Bangalore and Delhi.
The company has some verypopular and new sewing andembroidery threads in itsrange. Besides the AMANNSabaTEX 120, an over-edgingthread, the new N-tech CSthread provides a flameretardant, non-melt and self-extinguishing product whichresists high temperatures.The ISACORD collection has
Germany: AMANN Group – PlansProduction Plants in India
been extended to 358colours and many moresolutions for the demandingfashion design industry areavailable with AMANN, suchas multi-colour, metallic andbraided threads.
ISA TEXLIGHT – a lightabsorbent and glow-in-the-dark embroidery thread thatfinds application in children’swear, sports and casualclothing, on bags, shoes, capsand other accessories is yetanother popular offeringfrom the company. Serafil 120/2 and 200/2 – the extreme fineyarn count of these twothreads makes them ideal forhigh definition inmonogramming or filigreeembroideries. Also in demandis the LIFECYCLE ART 35, aneco-friendly thread made of100% recycled polyester.
Among the recentdevelopments at Amann isthe Blue Sky Technolocywhich makes it possible todetect the source of productsand trace back qualitycharacteristics through thecomplete manufacturing andmarketing processes.
“This development found ahigh interest from manybrands right away,” saysJohannes Ibach.
News Track
Johannes Ibach, Group Marketing Manager and Sanjeev Grewal,MD (India), Amann Group
India: Kiri Dyes acquires DyStar ofGermany for Rs. 1,300 cr
Ahmedabad-based dyesand derivative products
manufacturer Kiri Dyes andChemicals Ltd. (KDCL) hassaved German multinationalcompany DyStar frombecoming sick and insolvent.The company, through itsgroup firm Kiri HoldingsSingapore, acquired DyStarfor Rs 1,300 crore, including 4German sites and 36international subsidiaries. KiriDyes & Chemicals Ltd. isengaged in the business ofmanufacturing of variousreactive dyes used bytextiles, leather, paint andprinting ink industries.
Manish Kiri has beenappointed as the company’snew President and CEO of
DyStar, a global market leaderfor dyes and dye solutionswith a share of 21% of theglobal market. It has salesand technical supportpresence in all key markets;agencies in 50 countriesand 18 production facilitiesin 12 countries.
With the new acquisition,KDCL will not only expand itsdye manufacturing base butalso add a variety of newproducts and services to itsportfolio. DyStarmanufactures auxillaries forthe processes of spinning,weaving, pre-treatment,laundry, finishing. Thecompany also has web basedsystem named ColorXPT forcolour matching.

MARCH 2010 StitchWorld 15
Germany: FESPA Fabric 2010 focuses onGarment Decorations, Innovations
FESPA Fabric 2010, Europe’spopular event for
garment decorations andtextile printing will be heldfrom 22nd to 26th June 2010 atMesse Munich, Germany. Theshow will also herald thelaunch of ‘FESPA Fabric’ – ashow within a show –featuring an exciting line upof reputed brands forgarment decorationcommunity. The eventpromises to give textile printprofessionals, garment
producers, fashion technicians,retailers and apparelbrand owners access to thelatest sector developmentsin both technology andend-products.
The event that will be 30%bigger than previous FESPAshows, will feature Fabric Live,a daily fashion show whichwill provide a livecommentary on experts’insights into the textiles, inksand processes involved.
India: Intertek Organizes WRAPCertification Seminar for Garment Industry
News Track
Intertek, a leading name forproviding quality and
safety solutions to a widerange of industriesworldwide, organized a one-day seminar in Tirupur. Theseminar aimed to helpgarment industryprofessionals enhance theirskill and competence level inmeeting core standardsdetailed by the WorldwideResponsible AccreditedProduction (WRAP)Certification Program.
Addressed by Avedis H.Seferian, Director ofCompliance Administrationfor WRAP, the sessionprovided for an expertdiscussion in the benefits ofWRAP principles, confirmingthat both the manufacturingprocess and final productfollow lawful, humane andethical conditions.
More than 40 internationalbrands and retailers currentlyaccept WRAP certification as aguiding standard for theirsocial accountabilityprograms, a number thatcontinues to grow. Thecertification scheme offers
Avedis H. Seferian, Director ofCompliance Administration, WRAP
the opportunity to build newbusiness along withstrengthening existing tieswith US and Europeanbrands and retailers whoaccept the WRAP standard.
“WRAP certification is a greatadvantage to the Indiangarment industry, as it canhelp decrease total spendingof a garment manufacturerwhile meeting complianceneeds by many folds,” saidDilip Gianchandani, RegionalDirector for Intertek ConsumerGoods. “Intertek is privilegedto be associated with WRAPin building awareness ofthese globally recognizedcompliance standards.”
The seminar received anoverwhelming response.

16 StitchWorld MARCH 2010
Japan: Shima Seiki introduces revolutionary multi colour IntarsiaKnitting Machine
News Track
The 45th edition ofIIGF schedule to beheld in July 2010, willnow be held at ExpoMart in Greater Noida,one of the biggestexhibition sites inIndia, with permanentshowrooms andspacious facilities. Theevent had to be shiftedfor the reason that theregular venue, thePragati Maidan, will beunavailable due toforthcomingCommonwealth Games.
The Punjab ApparelPark in Ludhiana hasfinally got someheadway with most ofthe infrastructure workin place and nearingcompletion. One unit ofthe Jain Udhay Group byname Jain UdhayHosiery has installed 70machines and begunproduction, saysSanjeev Kumar Jain, MD,Jain Udhay Group. Hefurther adds that thepresent facilities at thepark is inadequate andhopes that soon it willimprove. Two other unitshave already startedtheir constructionfacilities in the park withtotal estimatedinvestment of aroundRs. 50 crore.
The 85-acre apparelpark under the ApparelPark Scheme of theUnion Ministry ofTextiles, is a joint ventureof Punjab SmallIndustries and ExportCorporation Ltd. andApparel Associationof Ludhiana.
SNIPS
Japanese manufacturerShima Seiki is among the
leaders in computerized flatknitting machine technology.Since its pioneeringintroduction of WholeGarment knitting technologyin 1995, Shima Seiki hasdedicated itself to theadvancement of this newform of knitting, with over200 patents realized in itsdevelopment. The companyhas now introduced its newMACH2SIG computerizedintarsia shaped knittingmachine with improveddesign system software forincreased productivity.
MACH2SIG is at the cuttingedge of Shima Seiki flatknitting machine technology.The maximum knitting speedof the machine is 1.4 metre/sec and the Rapid ResponseR2CARRIAGE achieves quickercarriage returns after eachcourse for higher efficiency.With the number of yarnscarriers increased from 32 to40, the machine is moreflexible during knitting andhas an increased range ofpossible intarsia patterns.
Optional i-DSCS+DTC, DigitalStitch Control System withIntelligence and Dynamic
Tension Control, improves onShima Seiki’s DSCStechnology with variableelectronic control of yarntension thereby permittinghigh-quality and consistencyduring high-speed knittingwhile reducing the chanceof yarn breaks.
Other new features include ayarn gripper and cuttersystem equipped with a newlint remover for reducedmaintenance; a USB interfacepositioned directly below thecontrol monitor for improvedaccess in data exchange; thenetwork connector has beenrepositioned to improveaccess for factory datamanagement with ShimaNetwork Solutions; andimproved space efficiencyrealized by integrating thefabric collection tray withinthe machine frame.
The most useful feature ofthe machine is its WideGaugecapability that permits avariety of gauges to be kniton a single machine. Themachine is also equippedwith new automatic yarncarrier setting software SDS-ONE apparel design systemthat dramatically improvesset-up efficiency and
diminishes lead times.Depending on the intarsiapattern, what used to takehours or days to programmecan now be performed inminutes or even seconds.
Shima Seiki has its presencein India through Delhi-basedJanaksons International.Talking about newMACH2SIG, Ashwini Behl,Director, Janaksons explains,“Quicker setup, improvedefficiency and higherproductivity of MACH2SIGcan shorten lead times andproduction times forachieving quickerturnaround of existingproducts. More importantlyhowever is its dramaticallyexpanded range of design,colour and patterns thatpermits the designer tofurther explore unprecedentedareas in the world of intarsiaknitting, adding to consumerappeal of knitwear as afashion source and thuscontributing to profitabilityfor SHIMA SEIKI customers.”
Shima Seiki began shipmentof MACH2SIG in January 2010and has been exhibitingthe machine at privateshow circuits in variousmarkets worldwide.
Shima Seiki’s new MACH2SIGcomputerized intarsia shapedknitting machine

MARCH 2010 StitchWorld 17
India: KINFRA Textile Park on Fast Track;25 Textile Companies apply for Allotment
KINFRA Textile Centre at Kannur is almost at completion levelJ. Krishna Kumar, MD, KINFRAInternational Apparel Parks Ltd.
News Track
Kerala, now famous forits water bodies the
world over, is goingthrough a phase ofindustrial revolution. KeralaIndustrial InfrastructureDevelopment Corporation(or KINFRA), a statutorybody of the Governmentof Kerala to nurtureindustrialization in theState, is promoting the ITand textile industry here.
KINFRA is coming up with atextile park at Nadukani,district Kannur, about30 km drive from themain city. Spread across125 acres of land, the totalbudget allotment for thetextile park is about Rs. 50crore out of which Rs. 20crore is granted underTCID scheme.
The textile park has beendivided into six zones outof which about 40 acres ofland has been allotted forwet processing and rest isfor yarn manufacturingand weaving. Additional135 acres acquisition is inprocess. It will have acommon dyeing plant foryarn (pre-loom processing)with a per day capacityof 1,500 kg. The facilitywould be commissionedby April 2010.
KINFRA has priced its plots
at a nominal fee of Rs. 9.4lakh per acre but ofcourse with a little rider,which is that once theallotment formalities areover, the companieswould have to start theirproduction within twoyears. Twenty-five partieshave already applied forland at the park, of which11 have deposited 10%of the lease premium. Sofar the lease agreementletter has been given to –Mascot Industries, SabriCottons, KairaliHandlooms, KannurHandloom ExportPromotion Organization.
“Within a year KINFRAwould sell all the plotsas heavy demand iscoming from Maduraiand Tirupur,” saysJ. Krishna Kumar, MD,KINFRA InternationalApparel Parks Ltd.Commenting on whythere is so muchenthusiasm to acquire aland at the park, Kumarremarks, “The waterand power situation inKerala is far betterthan that of Tamil Naduand Karnataka.”
The idea behind thistextile park is to boosttextile exports from
Kerala and to give powerloom manufacturingfacility to the weavers inthis region instead ofhandloom, adds Kumar.KINFRA, with this textilepark, is confident to takeit to Rs. 500 crore in aboutone year’s time.
In fact Trivandrum wasthe first InternationalApparel Park, a projectinitiated by KINFRA, andnow running successfullyfor the last seven years.Spread across 50 acreswith additional 6 acres inthe offering, the park isideally located and wellconnected withTrivandrum InternationalAirport and ports ofCochin and Tuticorin.
Providing jobs to morethan 5,000 people,garment units that areoperating at the parkinclude Pooja Garments,Devindan Apparels,Anathapuri Apparels andModern Laundries andBombay Rayon. The parkhas a Common EffluentTreatment Plant (CETP)and an ATDC trainingcentre for fashion designbesides other amenitieslike dispensary, crèche forworker’s children andworking women’s hostel.
18 StitchWorld MARCH 2010
As technology advances and new solutions appear in the market, many mythsand misconceptions also accompany the same. In our ongoing series of ‘MythBusters’, Professor Prabir Jana from National Institute of Fashion Technology,New Delhi demystifies preconceptions of some popular technologies to laybare ‘facts’ that can help in using technology better. This time it is all aboutcomputerised sewing machines, debate on its features and usage.
The Great Knowledge Divide
Computerised Sewing Machines
Tech Talk
All sewing machinesin my shop floorshould becomputerised: May ormay not beThe computerised sewingmachine often represents theso-called ‘state-of-the-art’sewing machine. Duringupgradation of facility or in arace to put up ‘state-of-the-art’ sewing floor to impressupon fellow manufacturersor buyers, manufacturersoften buy all computerisedmachines in their shop floor.A typical computerised singleneedle lockstitch machinecan perform needlepositioning, under bedthread trimming, back tackand step programming. Weneed to analyse all the
operations where werequire these features. Forexample where we stitchsmall parts in chain tomaintain the sequence ofticket numbers, we may notrequire thread trimmingfacility. Similarly for all thoseoperations where seam endgoes inside subsequentseams may not even requireback tack and so on. It isobserved that needlepositioning is the mostwanted feature and stepprogramming is least usedfeature. A study by a leadingsewing machine brandreveals that appropriateselection of computerisedsewing machine in shopfloor can lead toapproximately 13%improvement in productivity.
Programming offeatures incomputerised is verycomplex, operatorscan’t do it: WrongThe icon based programmingis very easy and evenoperators can do it.Nowadays differentsettings can be saved andsimply called in duringchange of style.
Computerisedlockstitch machinescan raise alarm beforebobbin threadexhausts: CorrectAgainst common beliefthat sensor raise alarm whenbobbin thread exhausts,these sensors actually raisealarm when a pre-
Single needle lockstitch machines with needle positioner and under bed trimmer are commonly knownas computerised sewing machine in the industry. Generally around 15-25% of sewing machines in a
sewing floor are computerised. These machines surely possess additional features, thus offering additionalbenefits over ordinary single needle lockstitch machines. However, there are some common fallacies whichneed to be demystified.
MARCH 2010 StitchWorld 19
determined amount ofthread is left in the bobbin.This is to ensure that existingcycle of sewing is completeand bobbin is replacedbefore the next cycle starts.Some of the computerisedlockstitch machines areequipped with proximitysensors, which can beprogrammed to sense andraise alarm based onremaining thread in bobbin.The amount of remainingthread can be programmedbased on requirement. Anoperation like shirt frontplacket stitching requires tobe programmed with moreamount of remainingthread then an operation likepocket attaches.
All computerisedsewing machines canprogramme numberof stitches: WrongComputerised machines maycome with only needlepositioner and under bedtrimmer and may not havestep programming facility. Itis the step programmingfacility which can count thenumber of stitches andwhich could be pre-programmed based on totallength of stitch and SPI(Stitches Per Inch) being set.For example a length of5 inches seam at 12 SPI willhave 60 stitches. Earlierdifferent models wereavailable with or withoutstep programming facility,however nowadays generallyall brands offer computerisedsewing machines with allfeatures namely; needle
positioned, under bedtrimmer, back tack and stepprogramming.
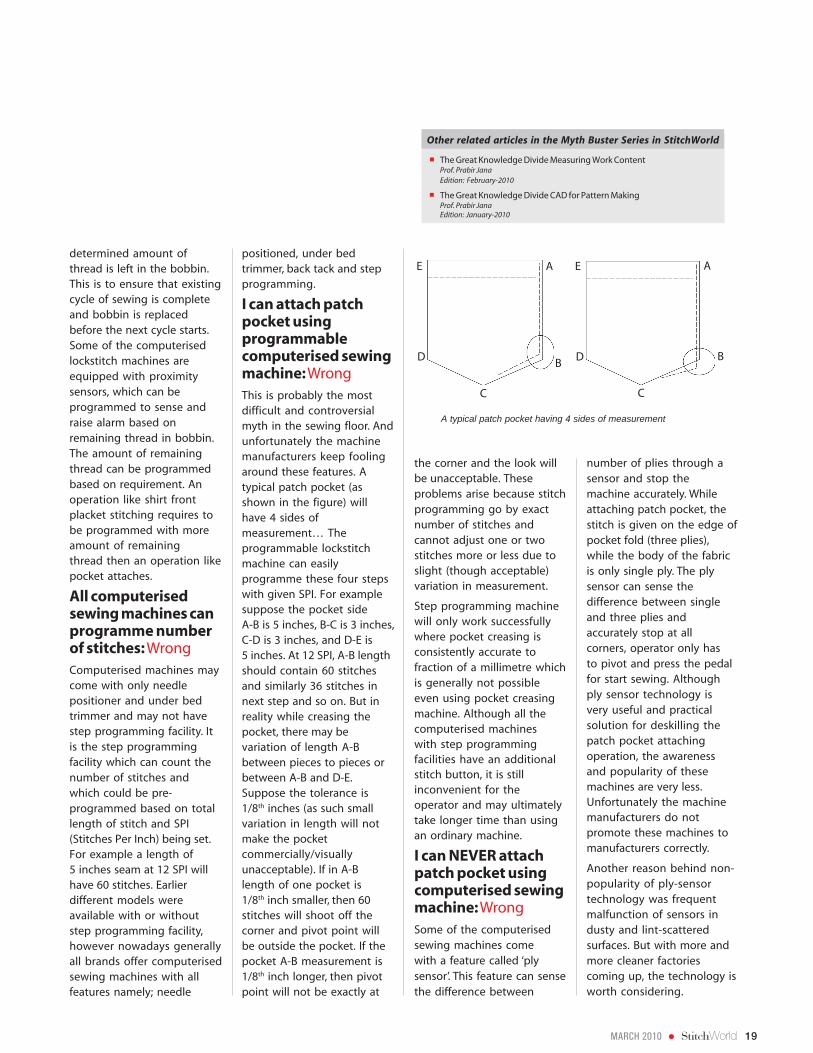
I can attach patchpocket usingprogrammablecomputerised sewingmachine: WrongThis is probably the mostdifficult and controversialmyth in the sewing floor. Andunfortunately the machinemanufacturers keep foolingaround these features. Atypical patch pocket (asshown in the figure) willhave 4 sides ofmeasurement… Theprogrammable lockstitchmachine can easilyprogramme these four stepswith given SPI. For examplesuppose the pocket sideA-B is 5 inches, B-C is 3 inches,C-D is 3 inches, and D-E is5 inches. At 12 SPI, A-B lengthshould contain 60 stitchesand similarly 36 stitches innext step and so on. But inreality while creasing thepocket, there may bevariation of length A-Bbetween pieces to pieces orbetween A-B and D-E.Suppose the tolerance is1/8th inches (as such smallvariation in length will notmake the pocketcommercially/visuallyunacceptable). If in A-Blength of one pocket is1/8th inch smaller, then 60stitches will shoot off thecorner and pivot point willbe outside the pocket. If thepocket A-B measurement is1/8th inch longer, then pivotpoint will not be exactly at
the corner and the look willbe unacceptable. Theseproblems arise because stitchprogramming go by exactnumber of stitches andcannot adjust one or twostitches more or less due toslight (though acceptable)variation in measurement.
Step programming machinewill only work successfullywhere pocket creasing isconsistently accurate tofraction of a millimetre whichis generally not possibleeven using pocket creasingmachine. Although all thecomputerised machineswith step programmingfacilities have an additionalstitch button, it is stillinconvenient for theoperator and may ultimatelytake longer time than usingan ordinary machine.
I can NEVER attachpatch pocket usingcomputerised sewingmachine: WrongSome of the computerisedsewing machines comewith a feature called ‘plysensor’. This feature can sensethe difference between
number of plies through asensor and stop themachine accurately. Whileattaching patch pocket, thestitch is given on the edge ofpocket fold (three plies),while the body of the fabricis only single ply. The plysensor can sense thedifference between singleand three plies andaccurately stop at allcorners, operator only hasto pivot and press the pedalfor start sewing. Althoughply sensor technology isvery useful and practicalsolution for deskilling thepatch pocket attachingoperation, the awarenessand popularity of thesemachines are very less.Unfortunately the machinemanufacturers do notpromote these machines tomanufacturers correctly.
Another reason behind non-popularity of ply-sensortechnology was frequentmalfunction of sensors industy and lint-scatteredsurfaces. But with more andmore cleaner factoriescoming up, the technology isworth considering.
A typical patch pocket having 4 sides of measurement
Other related articles in the Myth Buster Series in StitchWorld
The Great Knowledge Divide Measuring Work ContentProf. Prabir JanaEdition: February-2010
The Great Knowledge Divide CAD for Pattern MakingProf. Prabir JanaEdition: January-2010
E
D
E
D
A
B
C
A
B
C
20 StitchWorld MARCH 2010
In a world of changing demands and financial recession, the garment
manufacturing is increasingly facing lower margins. Combine this with buyers’
reducing stock levels, faster and more reliable deliveries, higher quality-
standards at better price points, harder to process fabrics. Machinery is
becoming more technically complicated to maintain and manage; operators
want more wages, and managers appear to be sinking with the business
results. All these conditions and more, are forcing manufacturing businesses to
become much more professional world wide (low wages definitely are
becoming a short-term substitute) and businesses need to face the challenges
and in reality challenge is controlling time and money in the manufacturing
process to be profitable. In the first of the two article series, John Irvine a
veteran of 30 years in managing, consulting and mentoring the industry,
analyses the critical factors responsible for lost time in apparel manufacturing.
Who Manages Your Time?
It is extremely important tocontrol manufacturingparameters which
influences time, which onemay think is old soap but thebasic parameters require tobe addressed before abusiness can build a goodfoundation and have astrong flexible framework toencourage and developmodern techniques. The ideais to analyze what can bedone by viewing where weare at present and seeingwhere more effort requires tobe imposed. Egotistical orthose who are content withtheir achievements will findreasons not to follow the
process, but for theprofessionals who knowthey must improve withoutany compromises.
Standard data gleaned froma variety of sources wereapplied and averaged fromfactories who record suchdetail for payment. Itbecomes apparent that thistype of knowledge identifiesproblems requiring solutionsto precipitate businessprofits and operators earningcapacity. The parameterelements used as set out areshown in Table 1.
It is a known fact that 90%on-standard operationperformance reduces further
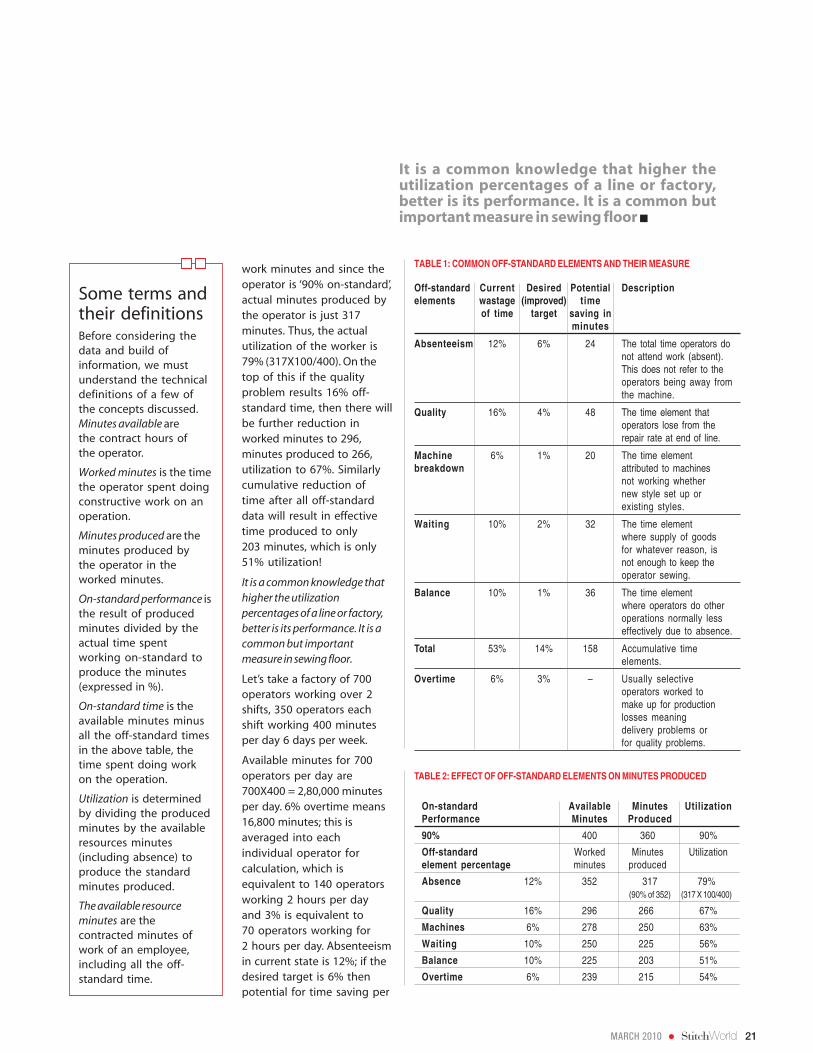
due to several off-standardelements. Table 2 illustrateshow 400 minutes available orworked minutes with no off-standard elements to a ‘90%on-standard’ operator isreduced due to 12% ‘absence’in a factory which is just oneof the many off-standards.This reduces the workedminutes to 352.
Although any one operatormay not be absent, but tomathematically buildaverages, all the off-standardelements are applied to anyone operator. So, the workedminutes are 400 and whenapplying absence this figuredrops to give 352 available
Tech Talk
MARCH 2010 StitchWorld 21
It is a common knowledge that higher theutilization percentages of a line or factory,better is its performance. It is a common butimportant measure in sewing floor
Some terms andtheir definitionsBefore considering thedata and build ofinformation, we mustunderstand the technicaldefinitions of a few ofthe concepts discussed.Minutes available arethe contract hours ofthe operator.
Worked minutes is the timethe operator spent doingconstructive work on anoperation.
Minutes produced are theminutes produced bythe operator in theworked minutes.
On-standard performance isthe result of producedminutes divided by theactual time spentworking on-standard toproduce the minutes(expressed in %).
On-standard time is theavailable minutes minusall the off-standard timesin the above table, thetime spent doing workon the operation.
Utilization is determinedby dividing the producedminutes by the availableresources minutes(including absence) toproduce the standardminutes produced.
The available resourceminutes are thecontracted minutes ofwork of an employee,including all the off-standard time.
work minutes and since theoperator is ‘90% on-standard’,actual minutes produced bythe operator is just 317minutes. Thus, the actualutilization of the worker is79% (317X100/400). On thetop of this if the qualityproblem results 16% off-standard time, then there willbe further reduction inworked minutes to 296,minutes produced to 266,utilization to 67%. Similarlycumulative reduction oftime after all off-standarddata will result in effectivetime produced to only203 minutes, which is only51% utilization!
It is a common knowledge thathigher the utilizationpercentages of a line or factory,better is its performance. It is acommon but importantmeasure in sewing floor.
Let’s take a factory of 700operators working over 2shifts, 350 operators eachshift working 400 minutesper day 6 days per week.
Available minutes for 700operators per day are700X400 = 2,80,000 minutesper day. 6% overtime means16,800 minutes; this isaveraged into eachindividual operator forcalculation, which isequivalent to 140 operatorsworking 2 hours per dayand 3% is equivalent to70 operators working for2 hours per day. Absenteeismin current state is 12%; if thedesired target is 6% thenpotential for time saving per
On-standard Available Minutes UtilizationPerformance Minutes Produced
90% 400 360 90%
Off-standard Worked Minutes Utilizationelement percentage minutes produced
Absence 12% 352 317 79%(90% of 352) (317 X 100/400)
Quality 16% 296 266 67%
Machines 6% 278 250 63%
Waiting 10% 250 225 56%
Balance 10% 225 203 51%
Overtime 6% 239 215 54%
TABLE 2: EFFECT OF OFF-STANDARD ELEMENTS ON MINUTES PRODUCED
Off-standard Current Desired Potential Descriptionelements wastage (improved) time
of time target saving inminutes
Absenteeism 12% 6% 24 The total time operators donot attend work (absent).This does not refer to theoperators being away fromthe machine.
Quality 16% 4% 48 The time element thatoperators lose from therepair rate at end of line.
Machine 6% 1% 20 The time elementbreakdown attributed to machines
not working whethernew style set up orexisting styles.
Waiting 10% 2% 32 The time elementwhere supply of goodsfor whatever reason, isnot enough to keep theoperator sewing.
Balance 10% 1% 36 The time elementwhere operators do otheroperations normally lesseffectively due to absence.
Total 53% 14% 158 Accumulative timeelements.
Overtime 6% 3% – Usually selectiveoperators worked tomake up for productionlosses meaningdelivery problems orfor quality problems.
TABLE 1: COMMON OFF-STANDARD ELEMENTS AND THEIR MEASURE
22 StitchWorld MARCH 2010
day is 24 minutes (6% of 400minutes). Similarly, time spenton bad quality is currently16%, if we set a target of 4%(i.e., 12% reduction), thenpotential for time saving perday is further 48 minutes(12% of 400 minutes). Thus, ifwe aim to reduce all the off-standard elements by abovementioned amounts thentotal cumulative time savingpotential is 158 minutes.
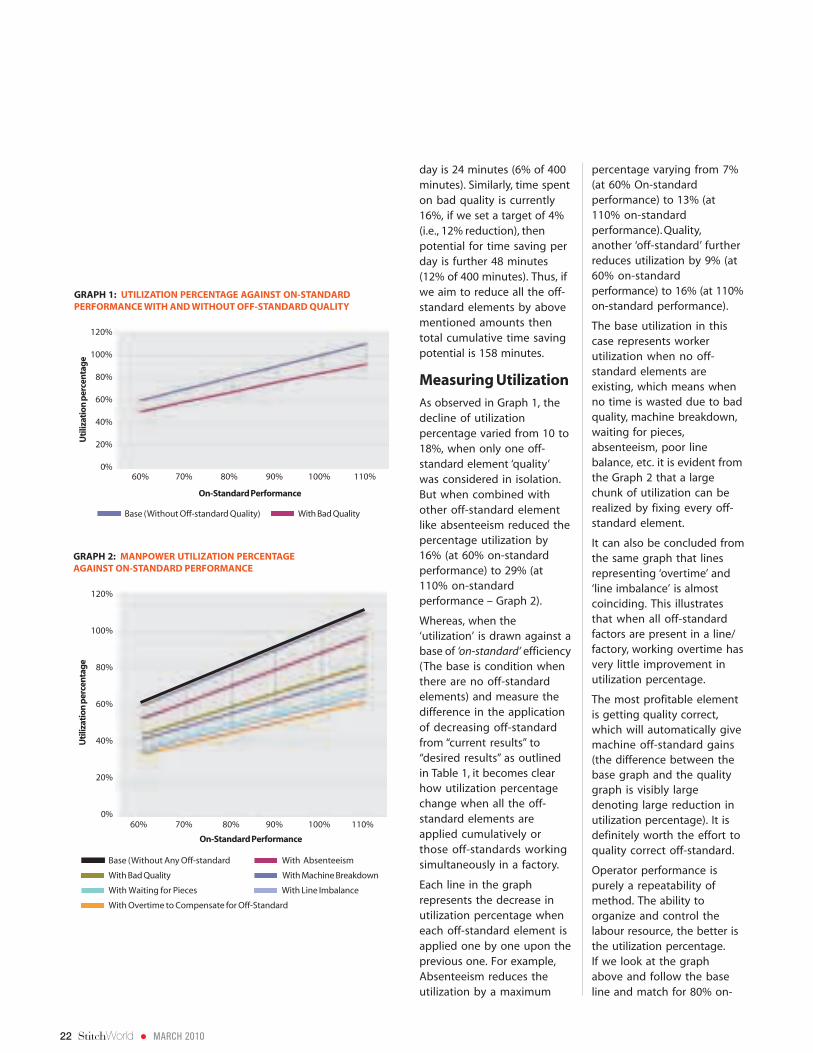
Measuring UtilizationAs observed in Graph 1, thedecline of utilizationpercentage varied from 10 to18%, when only one off-standard element ‘quality’was considered in isolation.But when combined withother off-standard elementlike absenteeism reduced thepercentage utilization by16% (at 60% on-standardperformance) to 29% (at110% on-standardperformance – Graph 2).
Whereas, when the‘utilization’ is drawn against abase of ‘on-standard’ efficiency(The base is condition whenthere are no off-standardelements) and measure thedifference in the applicationof decreasing off-standardfrom “current results” to“desired results” as outlinedin Table 1, it becomes clearhow utilization percentagechange when all the off-standard elements areapplied cumulatively orthose off-standards workingsimultaneously in a factory.
Each line in the graphrepresents the decrease inutilization percentage wheneach off-standard element isapplied one by one upon theprevious one. For example,Absenteeism reduces theutilization by a maximum
percentage varying from 7%(at 60% On-standardperformance) to 13% (at110% on-standardperformance). Quality,another ‘off-standard’ furtherreduces utilization by 9% (at60% on-standardperformance) to 16% (at 110%on-standard performance).
The base utilization in thiscase represents workerutilization when no off-standard elements areexisting, which means whenno time is wasted due to badquality, machine breakdown,waiting for pieces,absenteeism, poor linebalance, etc. it is evident fromthe Graph 2 that a largechunk of utilization can berealized by fixing every off-standard element.
It can also be concluded fromthe same graph that linesrepresenting ‘overtime’ and‘line imbalance’ is almostcoinciding. This illustratesthat when all off-standardfactors are present in a line/factory, working overtime hasvery little improvement inutilization percentage.
The most profitable elementis getting quality correct,which will automatically givemachine off-standard gains(the difference between thebase graph and the qualitygraph is visibly largedenoting large reduction inutilization percentage). It isdefinitely worth the effort toquality correct off-standard.
Operator performance ispurely a repeatability ofmethod. The ability toorganize and control thelabour resource, the better isthe utilization percentage.If we look at the graphabove and follow the baseline and match for 80% on-
GRAPH 1: UTILIZATION PERCENTAGE AGAINST ON-STANDARDPERFORMANCE WITH AND WITHOUT OFF-STANDARD QUALITY
Uti
lizat
ion
per
cen
tag
e
Base (Without Off-standard Quality) With Bad Quality
On-Standard Performance
60% 70% 80% 90% 100% 110%
120%
100%
80%
60%
40%
20%
0%
GRAPH 2: MANPOWER UTILIZATION PERCENTAGEAGAINST ON-STANDARD PERFORMANCE
Uti
lizat
ion
per
cen
tag
e
On-Standard Performance
Base (Without Any Off-standard With Absenteeism
With Bad Quality With Machine Breakdown
With Waiting for Pieces With Line Imbalance
With Overtime to Compensate for Off-Standard
120%
100%
80%
60%
40%
20%
0%60% 70% 80% 90% 100% 110%
24 StitchWorld MARCH 2010
standard performance, wewill find that the utilizationpercentage is 80%. If we lookup on the same on-standardperformance duringabsenteeism and machinebreakdown, we will clearlyobserve that the utilizationpercentage is now nearly halfway down to 44% minimumand 81% maximum.
This means that a businessthat has the operatorsperforming at 80% on-standard realizes without thecontrol of off-standard timesa 44% utilization, whereaswith control it can perform ata 80% utilization, a gain of36%. All that has happened isthe operators have notbeen working for all thistime. They are either waitingfor their machines to befixed or are reworking on thedefective pieces.
There are several companieswhich have accepted a lowerutilization percentage andhave attributed it to stylechangeovers. But as myexperience and the graphssuggest it is the total lack ofmanagement control as morethan 60% of the operationsare similar among the styles.This could relate to a numberof things such as poorplanning (putting styles onlines that need totalre-training), machine setup,poor quality and last butnot the least poor riskanalysis of the style. Absenceis normally a sign thatoperators do not want towork due to adverseconditions such as waiting,poor machines, beingshouted at, noencouragement, lack ofleadership and poor wagesor even round pegs in squareholes, poor job selection.
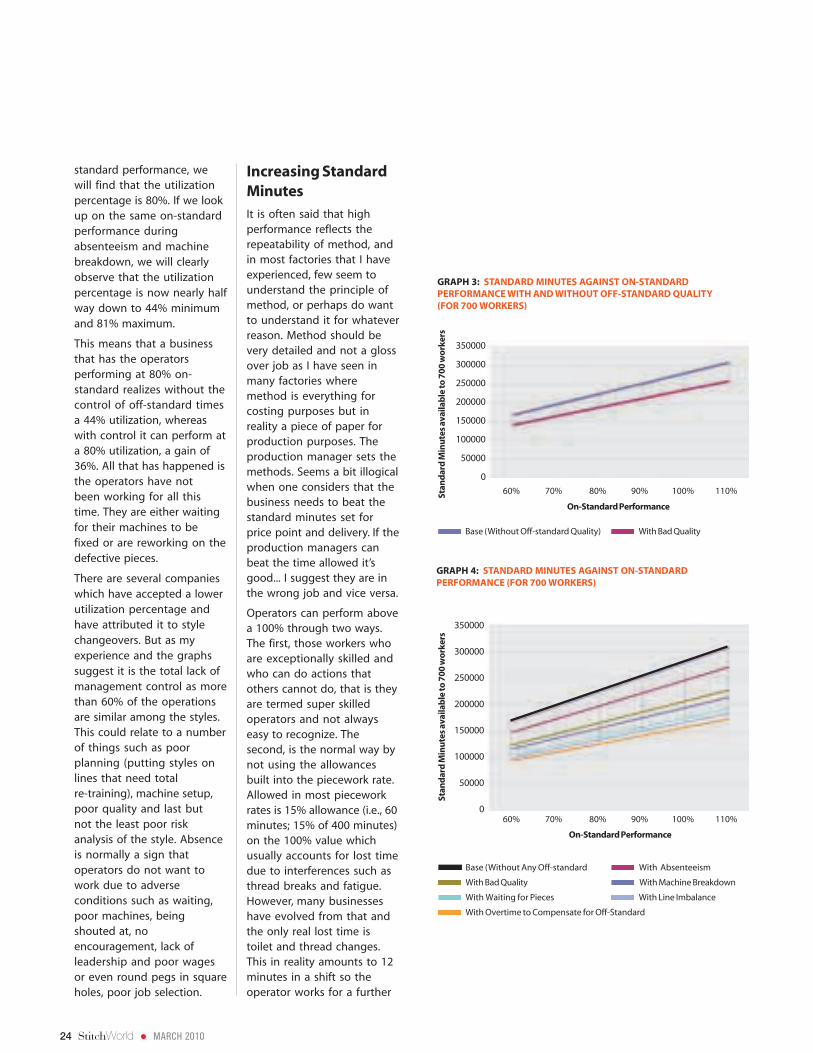
Increasing StandardMinutesIt is often said that highperformance reflects therepeatability of method, andin most factories that I haveexperienced, few seem tounderstand the principle ofmethod, or perhaps do wantto understand it for whateverreason. Method should bevery detailed and not a glossover job as I have seen inmany factories wheremethod is everything forcosting purposes but inreality a piece of paper forproduction purposes. Theproduction manager sets themethods. Seems a bit illogicalwhen one considers that thebusiness needs to beat thestandard minutes set forprice point and delivery. If theproduction managers canbeat the time allowed it’sgood... I suggest they are inthe wrong job and vice versa.
Operators can perform abovea 100% through two ways.The first, those workers whoare exceptionally skilled andwho can do actions thatothers cannot do, that is theyare termed super skilledoperators and not alwayseasy to recognize. Thesecond, is the normal way bynot using the allowancesbuilt into the piecework rate.Allowed in most pieceworkrates is 15% allowance (i.e., 60minutes; 15% of 400 minutes)on the 100% value whichusually accounts for lost timedue to interferences such asthread breaks and fatigue.However, many businesseshave evolved from that andthe only real lost time istoilet and thread changes.This in reality amounts to 12minutes in a shift so theoperator works for a further
GRAPH 4: STANDARD MINUTES AGAINST ON-STANDARDPERFORMANCE (FOR 700 WORKERS)
Stan
dar
d M
inu
tes
avai
lab
le to
700
wo
rker
s
On-Standard Performance
350000
300000
250000
200000
150000
100000
50000
060% 70% 80% 90% 100% 110%
Base (Without Any Off-standard With Absenteeism
With Bad Quality With Machine Breakdown
With Waiting for Pieces With Line Imbalance
With Overtime to Compensate for Off-Standard
GRAPH 3: STANDARD MINUTES AGAINST ON-STANDARDPERFORMANCE WITH AND WITHOUT OFF-STANDARD QUALITY(FOR 700 WORKERS)
Stan
dar
d M
inu
tes
avai
lab
le to
700
wo
rker
s
Base (Without Off-standard Quality) With Bad Quality
On-Standard Performance
60% 70% 80% 90% 100% 110%
350000
300000
250000
200000
150000
100000
50000
0

MARCH 2010 StitchWorld 25
48 minutes (60–12 minutes)per day. At 100 performancerepresents 448 minutes (400+ 48 minutes) produceddivided by 400 attendedminutes, a 116% performancelevel. The allowance is now afurther incentive pay foreffectiveness and effort ofrepeatability. I have found inpractice that this reflects inthe attitude of the operatorsworking in a team ratherthan as individuals. Let usalso consider-standardminutes produced againston-standard performancefor 700 operators workingin a factory.
The graphs (Graphs 3 and 4)here refer to on-standardperformance and generatedstandard minutes, a straightline relationship. Graph 3with individual off-standardelement (quality) againindicates that best gainspresent themselves whenquality is controlled. In otherwords, if not controlled, thequality off-standards couldprove very costly for thecompany leading to amassive reduction instandard minutes (26,000 –50,000 minutes everyday).
But when coupled withother off-standard elements(Graph 4), the cumulativeeffects can be disastrous withmore than half of theavailable standard minutesbeing lost. The Graph 4shows the losses from the“base value” to the “currentvalue” of available standardminutes. As the graph onutilization serves to indicatethat controlling off-standardtime has a lot of value andperformance is not the onlyelement of greater production.
On close scrutiny we willnotice that overtime is not so
successful in increasingproduced standard minutes.It just increases them by aminor value of 5000 – 10000minutes for 700 workers (perworker increase of 8 – 14minutes), for which thefactory has to pay. Thisincrease in standard minutesjust compensates for the off-standard balance. Thus, werealize that instead of payingovertime, if we could justbalance the line properly, wecould get much morestandard minutes everydaythan by paying overtime tounbalanced lines.
All the information presentedassumes that overtimeworked produces standardminutes and is not workedfor repairing garments forany reason. When I first cameto India, it was the first time Ihad seen paid overtimebeing worked to repairgarments as a matter ofcourse. After furtherinvestigation a lot of theovertime was workedbecause the productionmanager had failed and itcovered the weaknesses inproduction withouthighlighting the majorproblems. They had not beenprofessionally trained tounderstand the conceptsof their actions.
Conclusion
It can be easily seen thatutilizations of 70 to 80% andabove are achievable. All ittakes is determination ofteam building, finding theroot cause and solvingpermanently. However,having achieved results likethis in Morocco, Romania, UK,China and Moldova, Iunderstand it is not asystems problem and
because it has been achievedin different countries it is nota country cultural problemeither, but simply amanagement problem.
I have personally witnessedand achieved this type ofresult in many places. Theoperators are receptive whenthey realize they are beinghelped and not scolded. Theywere not working any harderor faster but were trained tobe more effective with theirtime through correct training.
This training was donethrough personal attentionand training and sometimesthrough using video training.The difference reflects anattitude, and not a culturalchange. The best thing aboutit is that it did become acultural change, a factorycultural change.
Industrial engineers are notalways trained to do their jobbut more surprisingly nor arethe trainers nor theproduction managers whotrain to different methodsand ultimately the businessis limited by theirknowledge and the effect onstandard performance.
My first suggestion is torecord such data through awage scheme and timeclocking which gives accuratedata and historical data tocontrol badly managed timeelements. Yes, costs may riseslightly but the financialgains of having the fingeron the real issues outweighthat small cost to make realprofits as will be shown. Thesecond suggestion is totrain managers andengineers in methodapplication. The third andfinal suggestion is to followthe method vehementlyfrom start to finish.
It can be easilyseen thatutilizations of70 to 80% andabove areachievable. Allit takes isdeterminationof teambuilding andfinding the rootcause andsolving itpermanently. Iunderstand it isnot a systemsproblem andbecause it hasbeen achievedin differentcountries it isnot a countryculturalproblem either,but simply amanagementproblem. I havepersonallywitnessed andachieved thistype of result inmany places.The operatorsare receptivewhen theyrealize they arebeing helpedand not scolded
26 StitchWorld MARCH 2010
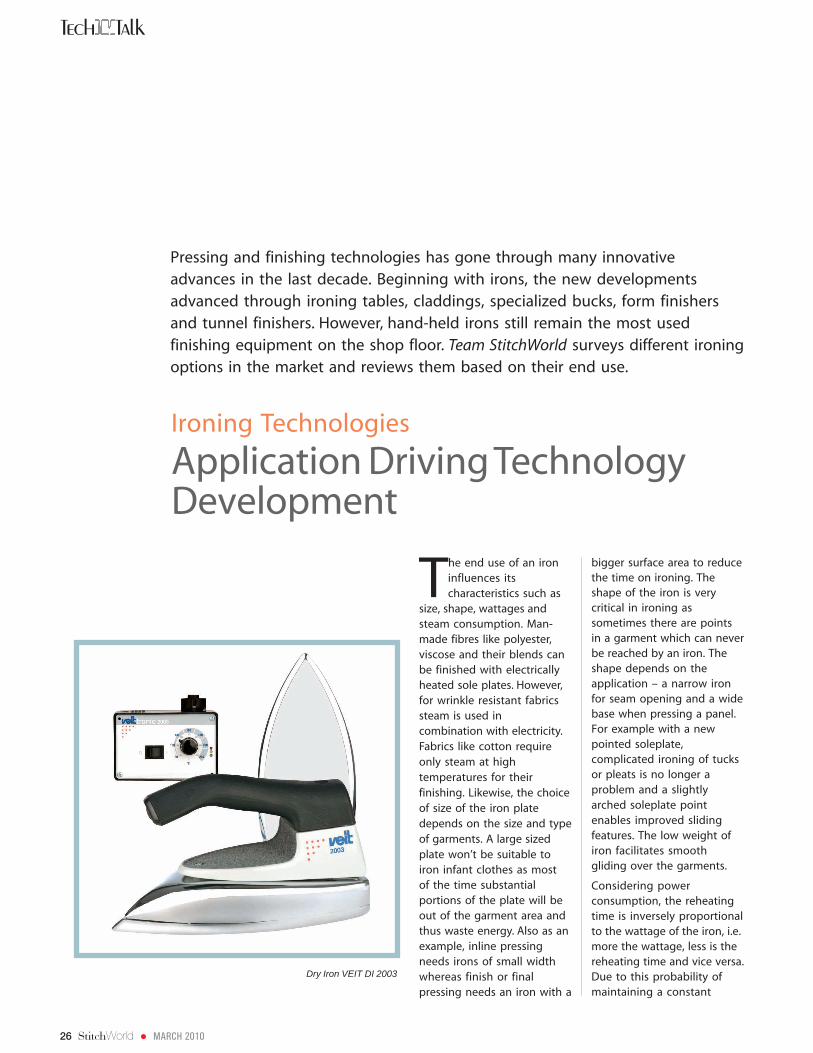
Pressing and finishing technologies has gone through many innovativeadvances in the last decade. Beginning with irons, the new developmentsadvanced through ironing tables, claddings, specialized bucks, form finishersand tunnel finishers. However, hand-held irons still remain the most usedfinishing equipment on the shop floor. Team StitchWorld surveys different ironingoptions in the market and reviews them based on their end use.
Ironing Technologies
Application Driving TechnologyDevelopment
The end use of an ironinfluences itscharacteristics such as
size, shape, wattages andsteam consumption. Man-made fibres like polyester,viscose and their blends canbe finished with electricallyheated sole plates. However,for wrinkle resistant fabricssteam is used incombination with electricity.Fabrics like cotton requireonly steam at hightemperatures for theirfinishing. Likewise, the choiceof size of the iron platedepends on the size and typeof garments. A large sizedplate won’t be suitable toiron infant clothes as mostof the time substantialportions of the plate will beout of the garment area andthus waste energy. Also as anexample, inline pressingneeds irons of small widthwhereas finish or finalpressing needs an iron with a
Dry Iron VEIT DI 2003
bigger surface area to reducethe time on ironing. Theshape of the iron is verycritical in ironing assometimes there are pointsin a garment which can neverbe reached by an iron. Theshape depends on theapplication – a narrow ironfor seam opening and a widebase when pressing a panel.For example with a newpointed soleplate,complicated ironing of tucksor pleats is no longer aproblem and a slightlyarched soleplate pointenables improved slidingfeatures. The low weight ofiron facilitates smoothgliding over the garments.
Considering powerconsumption, the reheatingtime is inversely proportionalto the wattage of the iron, i.e.more the wattage, less is thereheating time and vice versa.Due to this probability ofmaintaining a constant
Tech Talk

MARCH 2010 StitchWorld 27
in uni-direction, resulting inuniform light reflection thusshine. Also, electric irons havea polished smooth ironingsurface which has anincreased area of contact andthus results in greater heattransfer thereby leading toburning of the protrudingfibres, ultimately resulting inshine on the fabric surface.Moreover, while ironing withelectric irons the surface(warps and wefts) of afabric flattens out anddevelops the characteristicundesirable glaze.
It is better to use an electriciron with Teflon®[polytetrafluoroethylene(PTFE)] coated plate to avoidmuch of shine. Teflon coatinggives the surface matte finish,which decreases the area ofcontact between iron surfaceand cloth and alsorearranges the protrudingfibres in an irregular manner.These are energy efficientand are available in wattagesstarting from 800 W.
Steam IronsSteam irons also known asheatless irons, as theyoperate on relatively lowertemperatures 125ºC-145ºC,though high enough to burnthe skin. These irons use onlysteam to heat up their soleplates which comes from asteam generating assembly. Ithas two pipes one for inletand other for the outlet ofsteam; new models havecome up with a single pipefor both incoming andoutgoing steam. Here the
temperature increases withthe increase in wattage. But,in many cases high powerconsumption by an ironindicates poor energyefficiency as well. Thewattage to be useddepends upon the work loadand of course the fabrictypes being handled.
Based on the consumptionof electricity and steam,industrial irons can beElectric, All Steam andElectric Steam.
Electric IronsElectric irons, also called dryirons comprise of anelectrically heated sole andits temperature is regulatedusing a thermostat. Athermostat is a device forregulating and maintainingthe temperature of a systemnear to a desired “set point”and is typically maintainedwithin ±1.5°C. Electric ironslike this use no steam and sothey have problems inironing wrinkle prone fabricsespecially made up of naturalfibres. This is becausegarments made from naturalfibres tend to get wrinkledfaster and steam is veryhelpful in relaxing thefabric wrinkles. Electrical ironsare good to use oninterlinings and fabrics whichdon’t crush much.
A major problem with theelectrical irons is thedevelopment of shine on thefabric surface being ironed.During ironing the smallinvisible protruding fibres inthe fabric surface are aligned
condensation drain tube isbuilt into the steam feedinghose. This is achieved by twoconcentric hoses (pipescarrying steam) with each(the inner and the outer)employed separately for inletand outlet of steam.
Typically working on a lowertemperature, steam ironsprovide higher creaserecovery as compared to anelectric iron running at sametemperature because ofsteam use instead ofelectricity. It is suitable for usein final pressing, under-pressing, seam opening, andgiving touch-ups. It is alsogood for flat-knit finishing.
Steam Electric IronsSteam electric irons utilizethe power of both electricityand steam, and so haveaccess to high temperaturesas well as better creaserecovery. Like electric ironsthese irons also provide atemperature control of±1.5ºC. Also, as they canattain higher temperatures,Teflon sole plates arerecommended if ironingfabrics like polyester whichare prone to shine. These can
be of two types chamberedand chamber-less.
The chambered one has oneelectrical connection and asteam inlet. The steam comesand gets stored in the steamchamber(s) and is releasedwith a steam buttonprovided. This has adisadvantage that if the ironis not in use for some timesteam condenses and waterdroplets may come out onironing later. The chamber-less variety removes thisdeficiency by providing nostorage chambers, putting inone steam outlet pipe; sonow the steam is kept incontinuous circulationthrough and back so thatthere is no condensateformation, but this requiresmore steam. However, itremoves the possibility ofany cracks in the iron bodydue to high steam pressure.
Steam electrical irons canbe widely used, onalmost every kind of fabricwith the right setting ofthe thermostat andsteam pressure. This is themost widely used varietyin all finishing setupsaround the world.
A light weight, hand-held version of steam electric iron (called aHand Finisher) is used for carrying out minor corrections duringfinal inspection, for removing wrinkles, shine and marks as wellas for smoothing and freshening of garments and improvingthe shape of all kinds of fabrics and leather
Naomoto HSP410 Steam Iron
28 StitchWorld MARCH 2010
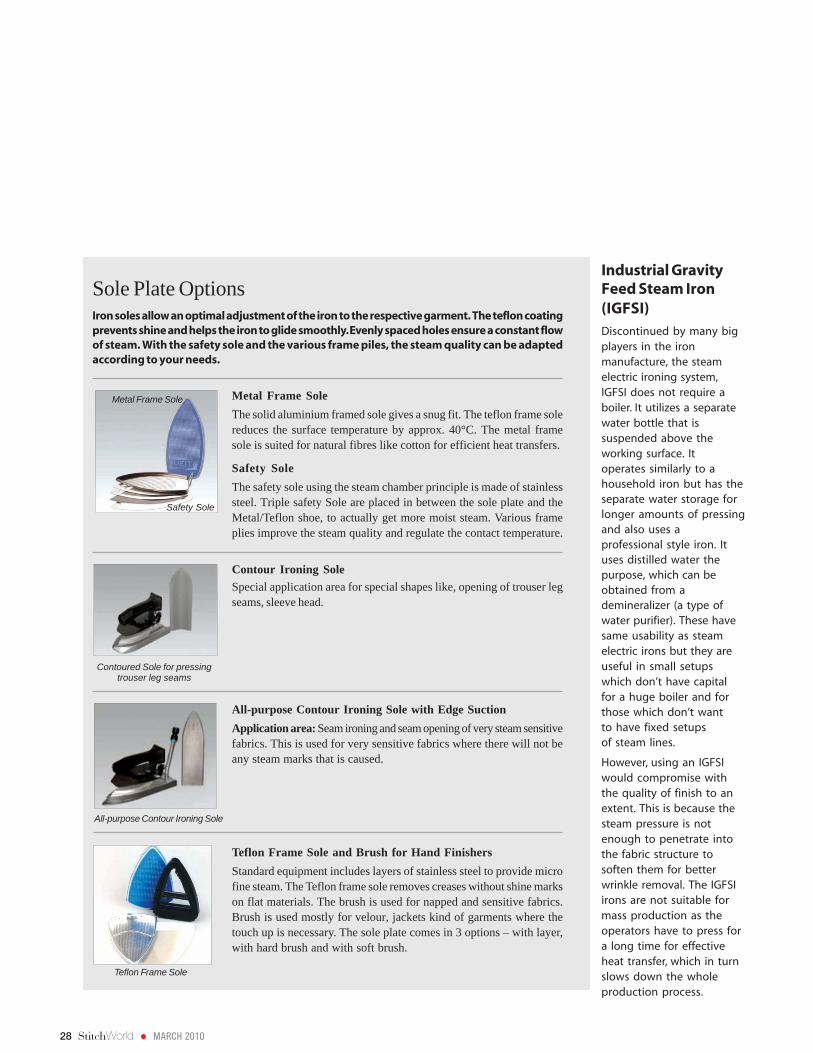
Metal Frame Sole
The solid aluminium framed sole gives a snug fit. The teflon frame solereduces the surface temperature by approx. 40°C. The metal framesole is suited for natural fibres like cotton for efficient heat transfers.
Safety Sole
The safety sole using the steam chamber principle is made of stainlesssteel. Triple safety Sole are placed in between the sole plate and theMetal/Teflon shoe, to actually get more moist steam. Various frameplies improve the steam quality and regulate the contact temperature.
Contour Ironing Sole
Special application area for special shapes like, opening of trouser legseams, sleeve head.
All-purpose Contour Ironing Sole with Edge Suction
Application area: Seam ironing and seam opening of very steam sensitivefabrics. This is used for very sensitive fabrics where there will not beany steam marks that is caused.
Teflon Frame Sole and Brush for Hand Finishers
Standard equipment includes layers of stainless steel to provide microfine steam. The Teflon frame sole removes creases without shine markson flat materials. The brush is used for napped and sensitive fabrics.Brush is used mostly for velour, jackets kind of garments where thetouch up is necessary. The sole plate comes in 3 options – with layer,with hard brush and with soft brush.
Sole Plate OptionsIron soles allow an optimal adjustment of the iron to the respective garment. The teflon coatingprevents shine and helps the iron to glide smoothly. Evenly spaced holes ensure a constant flowof steam. With the safety sole and the various frame piles, the steam quality can be adaptedaccording to your needs.
Industrial GravityFeed Steam Iron(IGFSI)Discontinued by many bigplayers in the ironmanufacture, the steamelectric ironing system,IGFSI does not require aboiler. It utilizes a separatewater bottle that issuspended above theworking surface. Itoperates similarly to ahousehold iron but has theseparate water storage forlonger amounts of pressingand also uses aprofessional style iron. Ituses distilled water thepurpose, which can beobtained from ademineralizer (a type ofwater purifier). These havesame usability as steamelectric irons but they areuseful in small setupswhich don’t have capitalfor a huge boiler and forthose which don’t wantto have fixed setupsof steam lines.
However, using an IGFSIwould compromise withthe quality of finish to anextent. This is because thesteam pressure is notenough to penetrate intothe fabric structure tosoften them for betterwrinkle removal. The IGFSIirons are not suitable formass production as theoperators have to press fora long time for effectiveheat transfer, which in turnslows down the wholeproduction process.
Teflon Frame Sole
Contoured Sole for pressingtrouser leg seams
All-purpose Contour Ironing Sole
Metal Frame Sole
Safety Sole
MARCH 2010 StitchWorld 29
Flex test: It tests the cordsintegrity by flexing it50,000 times, 20 cyclesper minute.
Temperature test: Itdetermines that no surfaceof the iron ever gets hotterthan 6620F, a condition thatcould cause a fire.
Mold-stress test : Here ironis baked in an oven forseven hours at 180F higherthan maximum operatingtemperature to check forits structural integrity.
Moisture test: It conditionsthe iron in a humiditychamber for 24 hours at85% humidity.
Overfill test: In this, a steamiron is overfilled till waterdrips over the unit tocheck for a shock hazard.
Strain relief test: Here, thecord is pulled for oneminute by suspending a20 pound weight from it tosimulate the effect ofyanking on the cord.
Stability test: Tests if ironcan stand stably, it isangled on an inclinedplane at 100 to observe if itdoes tip over.
Flame resistance test: Theiron is applied with directflame for 30 seconds todetermine if it iscombustible.
Leakage test: It is checkedfor the presence ofexcessive current on theoutside of the appliance.
Power-input test: Thisdetermines that the irondraws no more than 105%of rated wattage.
An Industrial Gravity Feed SteamIron (IGFSI) setup
What to Considerwhen Buying a NewIron?There are various industrystandard tests which couldbe checked before buyingirons, especially if you aregoing to buy in bulk. Thesecheck the durability as wellas safety of the device.
Drop test: The iron isdropped three feet ontoan oak floor, once on eachside, once on the point,once on the heel and onceflat, while heated andunheated. Iron mustcontinue to operatenormally afterwards. Thereshould be no suchopening which is bigenough to allow a fingerto enter the iron and touchany live part.
Endurance test: Tests theiron for continuous500 hours.
Typically working on a lower temperature, steam irons providehigher crease recovery as compared to an electric iron running atsame temperature because of steam use instead of electricity. It issuitable for use in final pressing, under-pressing, seam opening,and giving touch-ups. It is also good for flat-knit finishing
Steam Iron Electric Steam Electric IGFSI Iron Iron
Temperature 125ºC – 145ºC 130ºC – 220ºC 110°C – 220°C –
range
Electricity – 800 – 1200W 500 – 1430W 500 – 900W
consumption
Steam 5 kg/hr – 2.5 kg/hr –
Consumption
Application Knits, final Interlinings, All purpose All purpose
finishing, Fabric require but on a small
Denims, less ironing, scale
Constructed plain woven,
jackets, seam shirts, ladies
opening blouses, formal
trousers,
cotton trousers
Weight (kg) 1 – 1.3 1.3 – 4 1.1 kg – 3.6 kg 1.8 – 2
Size 50x180 – 115x198 – 50x180 – 203x95 –
Dimension(mm2) 204x124 240x130 240x130 205x109
Companies Naomoto, Naomoto, Naomoto, Naomoto,
Malkan, Malkan, Malkan, Hashima,
Indupress, etc. Indupress, Hashima, Weishi, etc.
Rotondi, Veit, Indupress,
Strima, etc. Rotondi,
Weishi, Veit,
Strima, etc.
Price Range $70 – $350 $50 – $800 $1200 – $2500 $50 – $200
Pressing and Finishing Technologies Highly Versatile, Flexible, Productive,and Eco friendlyNiki Tait (Edition: January-2009 )
Technology for Finishing ShirtsProf. Prabir Jana and Varsha Verma (Edition: July-2007 )
Part 2: Ironing-Pressing-FinishingTracking Developments in Pressing and Form FinishingGunter Veit and Philip J Harber (Edition: December-2005)
Part 1: Ironing-Pressing-Finishing – Exploring Developments in Ironingand Correct ProcessesGunter Veit and Philip J Harber (Edition: November-2005)
Other related articles on Pressing/Finishing Technologiesin StitchWorld
Visit www.stitchworld.net to read them on the web
TABLE 1: IRONS – AN OBJECTIVE COMPARISON
30 StitchWorld MARCH 2010
The garment industry is implementing various IT solutions to bring in better efficienciesthrough improved communication. These range from ERP software for the integration oforganization by bringing in all the processes together on one single platform for bettermanagement to achieve quick deliveries and reducing cost, more specifically the CADsoftware which help in the collaborative designing and quick fit approvals. While an ERPsystem covers the entire manufacturing process with details from raw materialprocurement to the dispatch of the final garments, the CAD system helps increase theefficiency by reducing the fabric wastage. Team StitchWorld presents a brief of the variouscompanies at GTE’10 exhibiting such solutions for the garment industry.
Information TechnologyEnsuring Growth
ERP – An Efficient EnablerThe desire of being able to complete a greater part of the workin lesser time is forcing all organizations to implement ITsolutions to automate a part or its entire operations. This iskeeping in view the fact that the competitive scenario doesnot allow for manual errors and hence manual interventionmust be reduced to a minimum.
ERP software provides the backbone for an enterprise-wideinformation system. At the core of an enterprise software is acentral database which draws data from and feeds data intomodular applications that operate on a common computingplatform, thus standardizing business processes and datadefinitions into a unified environment. The system providesconsistency and transparency across the entire enterprise.
With increasing parameters to be monitored, reducing leadtimes and need for real-time information, it is becomingincreasingly important for apparel industry to implementERP solutions. All the management can be done manually;however with increasing competition, ‘time’ has emerged asthe most important factor and hence to be able to managetasks within specific time frames IT intervention is a necessaryoption. A 2% increase in productivity could be worth$ 80,000 to $ 1,60,000 per 1,000 sewing machines per yeardepending on the factory location. Planned productionalso covers up for delays due to missing raw materials andstyle approvals, hold-ups due to WIP shortages through
centralized planning, better communication andprioritizing. The tangible benefits of ERP implementation areimproved on time delivery performance, better loaddistribution and monitoring in departments, and evenreduced stock holding of materials by 40-50% whileimproving the raw material availability as well.
ECOTECH – Integrated Business Softwarefor the Industry ‘STAGE’
Ecotech is a Chennai-based software companyproviding integrated business software for theapparel industry. Since 1994, Ecotech has helpedleading organizations in the apparel industryimplement management solutions that streamlineproduction planning, activity and resource tracking,cost management and information analysis acrossthe organization. Company’s STAGE ERP is claimed tobe the best ERP software for the apparel industryby the company. The company has had greatsuccesses in India, Indonesia, Sri Lanka, Bangladesh,Singapore and USA. The software specializes inhandling the numerous variables in orders, items,events to be tracked, etc. with ease and ultimatelyhelping apparel manufacturers accurately tracktheir orders’ status. The latest development at thecompany has been the STAGE Web Exchangewhich seamlessly integrates information across
Tech Review

MARCH 2010 StitchWorld 31
all locations formanufacturers/exporters/buying houses working atmultiple locations.
Another offering fromEcotech is the Proman –Production ManagementSoftware – which takes careof all activities from timestudy and productionplanning till the garment isfinished and packed. Itintegrates all operations andgenerates useful MIS reportsto remove bottlenecks andimprove productivity. It canintegrate with STAGE ERP orwork independently.
Some of the major clients ofthe company are GokaldasImages Ltd., Bangalore;Celebrity Fashions; RaymondLimited; and Laguna Clothing.
ROYAL DATAMATICS– Track the EntireProduct Life Cyclewith APPS
Royal Datamatics is aleading provider of Apparel,E-Commerce and WarehouseManagement Solutions. It is a9-year-old software servicecompany serving clients fromacross the world. Its parentcompany is a 35-year-oldgarment manufacturer whichgives RDPL an in-depthunderstanding of garmentindustry – practices,processes and techniques.
APPS – the company’sflagship product is a full-fledged ERP application thattracks entire life cycle ofproduct development rightfrom design conceptualization
to order fulfilment. Whereasmost ERPs take months toimplement, APPS customersare up and running withthe application within amatter of weeks.
Besides their main ERPapplication, other productsfrom Royal Datamaticsinclude APPS Supply ChainManagement, a web-basedsolution suited for buyinghouses/liaison offices thathave vendors spread acrosscountries; APPS Wholesale,again a web-based solutionideal for importers/wholesalers of apparel/textile products for backordering, consolidationand shipping out to retailers/end consumers; and APPSRetail point of sales andback-end warehousemanagement solution forapparel/textile retailers. TheAPPS Retail application canalso be integrated withe-commerce application forcompanies that also haveonline retailing.
DATATEX – PlatformIndependent Web-based TIM
Datatex was founded in 1987and has ready solutions forboth integrated as well asstand-alone single stageproduction companies. It isbased in Italy and since itsintroduction 20 years ago,the Datatex platform hasbeen extremely successful. Itis now used by over 400companies in 42 differentcountries throughout theworld. Textile IntegratedManufacturing (TIM) is anERP application by Datatexdesigned for textilemanufacturers of all sizeswhether vertically integratedor stand-alone single statemanufacturing unit. NetworkOriented World (NOW) is arelatively new version ERPfrom Datatex. It is a platformindependent and a web-based solution for globalkind of setup where datatransaction is dynamic and
ERP softwareprovides thebackbone for anenterprise-wideinformationsystem. Withincreasingparameters to bemonitored,reducing leadtimes and needfor real-timeinformation, it isbecomingincreasinglyimportant forapparel industryto implement ERPsolutions
ERPs can increase productivity worth $ 80,000 to $ 1,60,000 per 1000 sewingmachines depending on factory location

32 StitchWorld MARCH 2010
exporters especially forfashion industry likegarments, home furnishings,made-ups, leather products,shoes, handicrafts, etc.
With more than 150installations in NCR and innorth Indian cities like Jaipurand Panipat, Auriga is nowgearing to expand its base allover India and inengineering sector as well.Visual Texma has welldocumented and standardimplementation procedureswhich results in quickimplementation of the ERPsoftware (1-2 months). Itsvarious modules includebuyer order, purchase,production and inventorymanagement; sampling andmarketing management;financial accountingmanagement; exportdocumentation; payrollmanagement; and retailoperation management. Ithas a high degree ofintegration among modulesand high adaptability.
origin of data is frommultiple locations. It has aspecial ‘BOARD’ that allowshigher management toview highly specific datarelevant to them.
Functional areas currentlycovered by Datatex solutionsare: sales and customerservice; planning andscheduling; production ordermanagement-launch,schedule and tracking,inventory and warehousemanagement; purchasing:services, products, assets;costing-standard and actualcost; and the database-company and coremanufacturing data.
AURIGA SOFTWARE –Exceeding 150Installations inNorthern India
Auriga Software Pvt. Ltd. isproviding automation toexporters through theirsoftware Visual Texma. Aurigahas been working with
Minimum level ofcustomization is requiredbecause of the flexibility inthe software and its uniquecore design. The softwareallows for onlinemonitoring and integrationof multi-unit operationsand is a highly useful toolfor planning andprocurement managers. Ithelps in accurate statustracking and has datasecurity and alerts formanagers. The softwareclaims a ROI by minimumof 10-15% saving onpurchases andprocessing cost.
CAD “Narrow Gapbetween Realityand Imagination”CAD technologies areincreasingly becoming popularwith more and moreorganizations accepting itbecause of its ability to save themost costly input in apparelmanufacturing – the fabric.Initially, the industry wasskeptical to accepting thesetechnologies because of thehigh investment involved andthere are still companies thatare using manual patternmaking, spreading and cuttingwhich is highly time consumingand prone to manual errors.But now more and moreorganizations are becomingaware of the benefits ofcomputer based technologiesand are either already usingthem or contemplating theiruse to speed up their design andmanufacturing processes.
CAD room at Sharman Udyog, Sonepat, Haryana
Nowadays, moreand moreorganizations arebecoming awareof the benefits ofcomputer - basedtechnologies andare either alreadyusing them orcontemplatingtheir use tospeed up theirdesign andmanufacturingprocesses
MARCH 2010 StitchWorld 33
Latest CAD technologies like 3Dfit simulation result in portable‘digital garment’ which retailers/buyers/manufacturers all overthe world can view andpatternmakers of all levels coulduse it as part of the developmentprocesses. While companies likeTimex and Fergasam group fromSri Lanka reported an impressive66% reduction of sampleapproval time resulting inimproved on time delivery,Asmara International reported50% reduction of fit approvaltime due to quick identificationof problem areas.
LECTRA – OptimizingCollectionDevelopment
French CAD giant, Lectra aleading name in the field oftechnology solution providerto industries using softmaterials – textiles, leather,industrial fabrics andcomposite materials – hasalways been committed toprovide its customers withthe benefits of value-added,innovative solutions. Itsmarker making softwareDiamino can create markersfor all types of garments andfabrics easily and quickly,taking a large number ofconstraints into account. Itaccurately evaluates fabricrequirements and helpsincrease productivity withinteractive and/or automaticmarker-making. The softwareclaims of obtaining a returnon investment within a fewmonths. For pattern draftingand grading, Lectra’sModaris is a time saving
solution which helps indesigning more patterns inless time and reduces thenumber of physicalprototypes created. It helpsgenerate initial products,runs faster with lower costsand guarantee the qualityand fit of products in allsizes. The software optimizesthe development of newcollections and styles andcapitalizes on pattern-making resources andbest practices. It helpsmanage product engineeringin a collaborative,transnational environment.
GERBER TECHNOLOGY– AutomatedProduction Solutionsfor Sewn and FlexibleGoods Industry
The world leader inautomated CAD solutions,Gerber Technology providesdesign and automatedproduction solutions for thesewn and flexible goodsindustries, adds portabilityand user-friendliness in itssoftware. Gerber’s V Stitcherwhich is a powerful 3D designand visualization software,enabling a fast and easytransformation of 2Dpatterns into 3D garments. Itaccelerates the entireproduct developmentlifecycle and integratesseamlessly with AccuMarkpattern design, grading andmarker making software.
The latest version of VStitcher is V4.3 which allowsfor simulation of fabric edge
thickness. It has a dragand drop from AdobeIllustrator and support fromindustry standard colourlibraries like Pantone. Forpattern designing, grading,marker making and pre-cutting operation, AccuMarkversion 8.4 Pattern DesignSoftware (PDS) has atranslation library whichenables users to createnotes on piece and markerdata in one language anddeliver it in another.
The new AccuMark focuseson the customers’ need forcollaboration, regardless oflocation or native language.
“Enhanced communicationimproves efficiency andreduces errors,” said BillBrewster, V-P of GerberTechnology and Head of theGerber Software SystemsGroup. “In order to make ourAccuMark user experienceeasier and more efficient, weimproved the integrationbetween AccuMark and otherapplications, as well asprovided several new toolsto support collaboration.”
Currently available in 26languages, AccuMark 8.4 setsthe standard for patterndesign, grading and markermaking/nesting in theapparel, transportationinteriors, furniture andindustrial fabrics industries.Customers with softwaresubscription contracts canalso download the versionfree of charge fromcompany’s internet-basedcustomer service portal forsoftware updates.
GerberAccuMarkversion 8.4Pattern DesignSoftware (PDS)has a translationlibrary whichenables users tocreate notes onpiece andmarker data inone languageand deliver it inanotherseamlessly
In addition, for the benefit ofcustomers exploring newmarkets, Gerber hasintroduced the PatternWizard feature whichgenerates variouspatterns simultaneously todifferent body and fitspecifications for differentgeographic markets.
ASSYST BULLMER –Fresh Energy withManagement Change
Established in UK in 1987 andoperating both from UK andIreland, Assyst Bulmer wasrecently jointly acquired byGerman leather cuttingsolution provider Topcut andChinese sewing machinemanufacturer Jack. Thecompany is now known asTopcut Bullmer.Apparel.assyst is aWINDOWS-based CADoffering from the companywhich is specifically tailoredto the needs of garmentindustry. Its applicationranges from productconception till it reaches thecutting room table. It allowsfor visualization of ideas,product data management,2D cut design with extensiveautomatic features, real-time3D fit checking and markeroptimization. The suite ismade up of various moduleswhich ease the patterndesigning operation. A newlyadded module to theApparel.assyst is the Vidyawhich opens up the way into3D real-time simulation via adirect link to the 2D design. It
helps in control of thepatterns and the fit indifferent sizes, alterations topatterns, check and stripeadjustment. Vidya allows forpositioning anddimensioning of pockets,dividing seams andaccessories withoutproducing samples.Elaboration of the details forcompiling the processingdirectives for the producercan be done on the basis ofscreenshots of thesimulation. It helps inreducing dispatch times forsamples and leads toimproved communicationbetween pattern, design,producer and customer.Vidya provides forpresentation of virtualmodels in online fashionshows or 3D presentationsand can be used as salessupport in online shops.
OPTITEX – BetterPlanning for CostEffective Cutting
OptiTex, an Israel–basedapparel CAD/CAM solutionprovider has always beenahead with its continuousdevelopments and updationsof 3D modules, avatars andmorphing technologies.OptiTex unveiled the latestmodule to benefit the fashionindustry, CutPlan, whichallows users to control theircosts by reducing materialwaste and the amount ofremnant pieces. It also controlsproduction costs whenhandling smaller order sizes.
CutPlan provides productionwith detailed spreadinginformation for multi-colourplies and a superior nestingengine for maximum marketefficiency. OptiTex CutPlansoftware complimentsOptiTex’s already existingMarker and Nesting modules.Nest++2 drastically increasesmaterial efficiency, elevatesoverall nesting standardsand reduces time and labour.
“By broadening oursoftware range toaccommodate multi colourplies, we make the worldmore colourful by allowingusers to produce accuratecuts for more of their lines”,says Ran Machtinger, CEOof OptiTex.
The CutPlan software helpsthe users define fabricquantities, properties, size,cost and weight. Thesoftware then providesaccurate cost productioncalculations in the form ofreal time Excel and XML filefor all the stored data andnested MRK files.CutPlan from
OptiTex allowsusers to controltheir costs byreducingmaterial wasteand the amountof remnantpieces. It alsocontrolsproduction costswhen handlingsmaller ordersizes
34 StitchWorld MARCH 2010
Other related articles onInformation technology inStitchWorld
ERP Solutions for a TypicalGarment IndustryEdition: June-2009
Gescom Approach ProductivityIncreases on Dynamic LineBalancingEdition: June-2009
“I Want It Faster... I Want ItCheaper: I Want e-fittingSolutions”Edition: September-2008
Visit www.stitchworld.net to readthem on the web
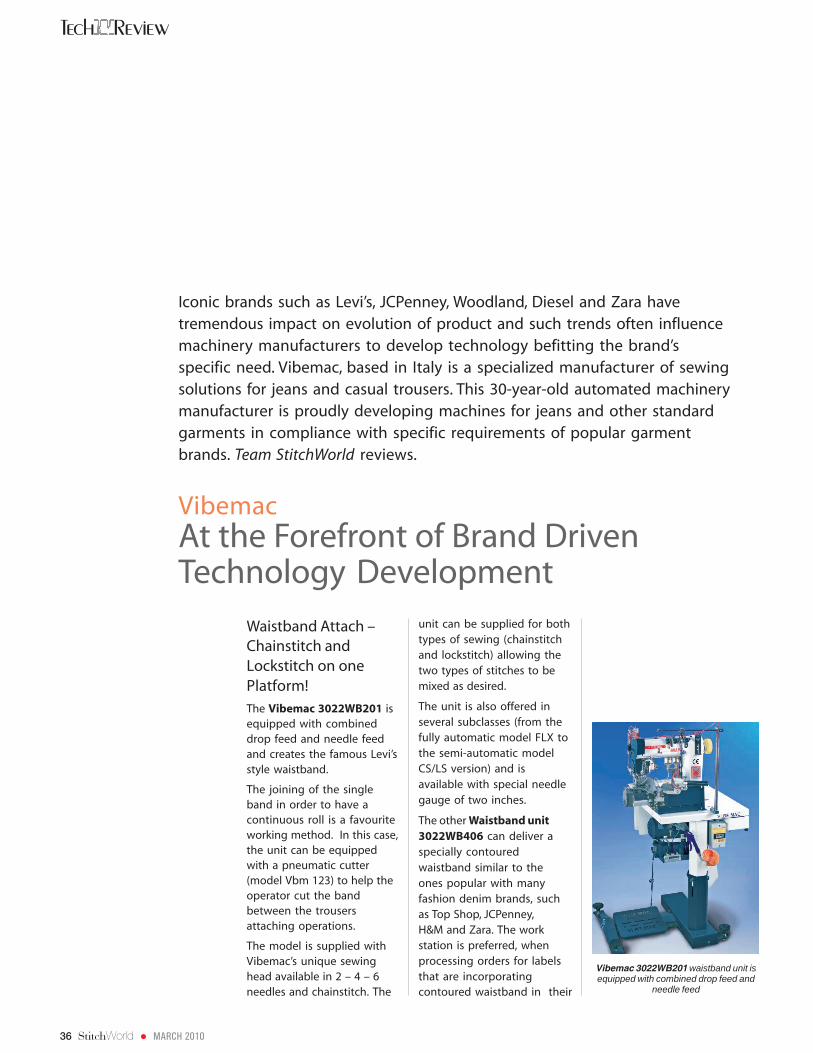
36 StitchWorld MARCH 2010
Iconic brands such as Levi’s, JCPenney, Woodland, Diesel and Zara havetremendous impact on evolution of product and such trends often influencemachinery manufacturers to develop technology befitting the brand’sspecific need. Vibemac, based in Italy is a specialized manufacturer of sewingsolutions for jeans and casual trousers. This 30-year-old automated machinerymanufacturer is proudly developing machines for jeans and other standardgarments in compliance with specific requirements of popular garmentbrands. Team StitchWorld reviews.
VibemacAt the Forefront of Brand DrivenTechnology Development
Waistband Attach –Chainstitch andLockstitch on onePlatform!The Vibemac 3022WB201 isequipped with combineddrop feed and needle feedand creates the famous Levi’sstyle waistband.
The joining of the singleband in order to have acontinuous roll is a favouriteworking method. In this case,the unit can be equippedwith a pneumatic cutter(model Vbm 123) to help theoperator cut the bandbetween the trousersattaching operations.
The model is supplied withVibemac’s unique sewinghead available in 2 – 4 – 6needles and chainstitch. The
unit can be supplied for bothtypes of sewing (chainstitchand lockstitch) allowing thetwo types of stitches to bemixed as desired.
The unit is also offered inseveral subclasses (from thefully automatic model FLX tothe semi-automatic modelCS/LS version) and isavailable with special needlegauge of two inches.
The other Waistband unit3022WB406 can deliver aspecially contouredwaistband similar to theones popular with manyfashion denim brands, suchas Top Shop, JCPenney,H&M and Zara. The workstation is preferred, whenprocessing orders for labelsthat are incorporatingcontoured waistband in their
Tech Review
Vibemac 3022WB201 waistband unit isequipped with combined drop feed and
needle feed

MARCH 2010 StitchWorld 37
styles. This waistbandunit supports themanufacturer’s need ofstitching skinny fit garmentsin stretch fabrics whilemaintaining consistentquality and productivity.
The series is equipped withcombined needle feed andspecial puller for doubletransport (upper and lower).This particular devicepermits users to obtain thebest quality in theanatomic sewing of thewaistband which is notpossible to obtain with dropfeed. This unit has beendeveloped and mainlyrecommended to work usingthe continuous waistbandroll system. The sewing headof the 3022WB406 automaticunit is available in 2 – 4 – 6needles, chainstitch andthe unit can be suppliedwith both types of sewingkits (lock and chainstitch).The two types of stitchescan be mixed accordingto the pattern desiredby the producer.
Operation cycle of 3022WB406 Waistband application unit
Special curve for DoubleMix Waistband
Heavy and light fabrics can be sewnwithout waves with 3022WB406Waistband application unit
3022WB406 Waistband Application Cycle
The label will always comeat the right
38 StitchWorld MARCH 2010
Loop attaching –Designer Loops nowPossibleLoop attaching in jeans hasundergone change, apartfrom conventional bar tackand rivet various brandslabels like Diesel, Woodland,Levi’s and H&M have comeup with various combinationof tacking (such as crosstacking, etc.) for attachingloops in a distinct manner.Vibemac responded to theirneeds with 4650EV8Rautomatic loop setter. Thisprogrammable unit can storefrom 1 to 999 stitches perbartack with 9 differentbartacks styles pre-fed in thememory. The productionachievable is around 2000pairs of jeans with 5 loops in8 hours. The bartacks can beadjusted in both X and Ydimension. The length of theloop can vary from 20 mm to85 mm, while the width ofthe loop and bartack canvary from 8 mm to 25 mm. Itis easily programmable byPLC (Programmable LogicController), and the user cancreate sequences of loopswithout even touching thepanel. With this unit, it is nowpossible to personalizebartack’s shape and design tosuit brand logo. Moreover,fancy and designed bartacks(Double, Crossed, Square, etc.)are feasible in sewing area of30 mm X 16 mm by this unit.
The company also has in itsportfolio, the 4650EV7PRwhich is a basic unit, offeringregular bartacks in an “easy
4650EV8R Automatic Loop Setter
to program” mode. Themachine can stitch 1 to 999stitches per bartack. Themachine can give theproductivity of 150 garmentsper hour with just oneoperator. The machineautomatically loads and cutsthe specified loop lengthwith no fabric waste. Furtherit can be easily upgraded,with the optional device, toan automatic unit makingdifferent kind of loops.
Double ColourTechnology – DesignerStitches made Possible
Many brands like Paul Smith,Marks and Spencers, Levisand Koutons are usingdouble colour technology fordesigner stitches. This can beachieved by the 1010V4series in a range ofAutomatic Embroidery andLabelling Unit with doublecolour technology support.The programmable patterntacking units of this rangehave a wider stitching field(256 mm X159 mm), whichallows applications such asflap stitching, embroideringrear pockets or applyinglabels and hook and loop,sewing coin pockets, andperforming other types ofornamental stitching.
It is possible tosimultaneously run twocolour operations, requestedby a single colour automaticunit by using VIBEMAC DCT
1010V4 Automatic Embroidery andLabelling machine with double colour
technology support
units – Pocket Design1010v4DCS, Pocket Setter2516V4 and Fly Unit J-Stitch1010V4F1.Thus these unitswith Double ColourTechnology avoids the risk ofuneven stitching, which isotherwise higher in twostaged operation. The unitsare flexible and can beprovided with or withoutloading and stacking devices.
1010V4F1 Automatic J-Stitch Unit equipped with Double Colour Technology
Loop tacking options with 4650EV8Rautomatic loop setter
MARCH 2010 StitchWorld 39
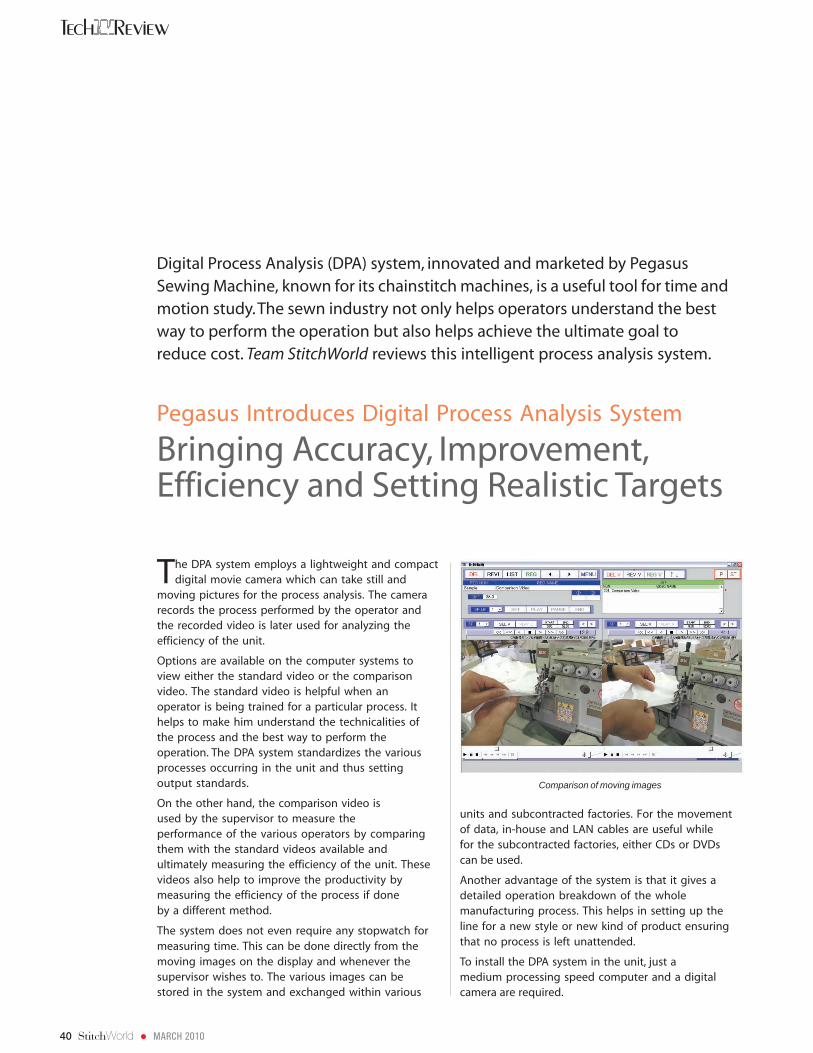
40 StitchWorld MARCH 2010
Comparison of moving images
Digital Process Analysis (DPA) system, innovated and marketed by PegasusSewing Machine, known for its chainstitch machines, is a useful tool for time andmotion study. The sewn industry not only helps operators understand the bestway to perform the operation but also helps achieve the ultimate goal toreduce cost. Team StitchWorld reviews this intelligent process analysis system.
Pegasus Introduces Digital Process Analysis System
Bringing Accuracy, Improvement,Efficiency and Setting Realistic Targets
The DPA system employs a lightweight and compactdigital movie camera which can take still and
moving pictures for the process analysis. The camerarecords the process performed by the operator andthe recorded video is later used for analyzing theefficiency of the unit.
Options are available on the computer systems toview either the standard video or the comparisonvideo. The standard video is helpful when anoperator is being trained for a particular process. Ithelps to make him understand the technicalities ofthe process and the best way to perform theoperation. The DPA system standardizes the variousprocesses occurring in the unit and thus settingoutput standards.
On the other hand, the comparison video isused by the supervisor to measure theperformance of the various operators by comparingthem with the standard videos available andultimately measuring the efficiency of the unit. Thesevideos also help to improve the productivity bymeasuring the efficiency of the process if doneby a different method.
The system does not even require any stopwatch formeasuring time. This can be done directly from themoving images on the display and whenever thesupervisor wishes to. The various images can bestored in the system and exchanged within various
units and subcontracted factories. For the movementof data, in-house and LAN cables are useful whilefor the subcontracted factories, either CDs or DVDscan be used.
Another advantage of the system is that it gives adetailed operation breakdown of the wholemanufacturing process. This helps in setting up theline for a new style or new kind of product ensuringthat no process is left unattended.
To install the DPA system in the unit, just amedium processing speed computer and a digitalcamera are required.
Tech Review

MARCH 2010 StitchWorld 41

42 StitchWorld MARCH 2010
Triumph… The name stands for seductive looks and quality; foraesthetics combined with sensuality. In 2011, the family firm withits 40,000 staff around the globe will be able to look back on 125years of active business. Forever marked by a sense of tradition,innovative thought and action and forward thinking, TriumphInternational with its nearly 50 subsidiaries is a company that wrotehistory surpassing numerous milestones in the chronicles ofmodern day lingerie and the corsetry industry. Its leadershipposition suggests that the company will continue to point the wayforward in the future too. StitchWorld spoke to Dieter Braun,Managing Director and Co-Owner as well as Jörg Wagner fromCorporate Process Organization (CPO) in charge of global CAD andCAM at the corporate headquarters in the Swiss town of BadZurzach on what sets them apart from competitors…
Indeed, Triumph has continually proven its innovative spirit,whether it is in moulding procedures for seamless bra cupsand their long development history or in no-shrink cottonunderwear, whether it is in “minimizer” developments andthe “Soft Secret” products or Triumph’s patented telescopicunderwires for particularly flexible and comfortable bras. Oreven in the new, contemporary versions of the “one size fitsall” line originating in the 1970s that is knitted seamlesslyand without hems today using high-frequency technology.Triumph has kept pace with the material and fit innovationsright through to the sports bra in sweat-absorbent fibres withair vents, outward facing seams and integrated pulse-measuring devices – or adaptations addressing the increasingpressure from competition on the global market. Thecompany continues to work on optimising productionprocesses and achieving as short as possible sourcing andcycle times from production through to delivery – as well ason improving the quality of its products, their wearcomfort and practical value.
StitchWorld: Defying allstructural change over thedecades and rising to thechallenges of theinternational market and alsothe increased competition –Triumph is the only firmwhich could make it as aninternational player. What didyour company do differently– and apparently better?
Dieter Braun: First of all, let mepoint out that it may notactually be everyone’s ‘cup of tea’to move onto the trulyinternational stage with suchsteadfast consistency as we did.But putting that aside, from thepioneering spirit of the companyfounders and beyond to the
Tech Interview
Tailored by TriumphDriven by Technology

MARCH 2010 StitchWorld 43
better worldwide throughrationalization with a view toour in-house fitting structure, theGlobal Western Fit and theGlobal Asian Fit. In contrast tothe previous three operatingCAD software systems, we nowbenefit from a uniform,integrated and global solutionfrom pattern-making through tocutting using GerberTechnology’s AccuMark. The pre-condition for a successful launchhere was also our closecollaboration with ourtechnology partner of choice. Thefirst task was to jointly defineTriumph – specific demands, toanalyse the flow of information,develop an implementationplan, gradually implement thisand finally have Gerber train staffstep by step at the differentlocations and in the differentlocal languages.
StitchWorld: What wasachieved de facto by thisproject?
Jörg Wagner: Afterconsiderable conversion work onthe several thousands of styles inour pool, after a phase when we
However, when automation –unfriendly small and mini seriesarrived in the entire clothingindustry, we then started toconcentrate on simplifyingsewing machine handling andfurther developing thecapabilities of our staff. Three-dimensional prototypedevelopment is certainly anotherexciting example and we areworking on its implementationstep by step. The mouldingprocess including high-frequencytechnology that Triumphdeveloped for joining garmentpieces offers a good example ofour initiatives. And high on ourlist of future technologies is theambitious aim of 3D cutting forcups. In any case, closecollaboration with researchbodies and technology partnersplays a key role here.
StitchWorld: You talk ofglobal Triumph standards.What does that mean inoperational practice?
Jörg Wagner: In 2002, wedecided to implement a globalpattern making system. The goalhere was to become faster and
modern day, we have alwaysliked being the first and havealways considered the needs ofour consumers – which certainlyhad a positive impact on thecompany. With a strategyoriented to exports virtuallyfrom the word go and earlyentries into the Asian marketswere milestones settingthe tone early on.
We have kept pace with thechanging times and in times ofeconomic crisis this can alsoinevitably mean forced andpainful downsizing of productioncapacities. Global presence insourcing and distribution arenow without doubt helping tocounter the downturn. In the lastcentury when cheap massproduction was no longerpossible in Germany we reactedjudiciously and appropriately.Whatever happens at the end ofthe day, enthusiasm for perfectquality and forward-lookingdesign without doubt played akey role in our success at everypoint in our history.
StitchWorld: Strategies forconstant improvement ofoperational efficiency areterms on everyone’s lips – touse a Japanese word mightone say that Triumph haspractised kaizen since 1886?
Dieter Braun: This is true to acertain extent – a continualdesire for improvement was, isand remains a corporateprinciple. And especially in theseever faster moving times when itcomes to market changes,consumer behaviour, productand innovation cycles it isimportant to never stand still.An uncompromisingly good fitand different quality aspects are
at the forefront across the boardfor our brands Triumph, Sloggiand Valisère as well as for ourmen’s line HOM. Given some ofthe patent registrations in thepast few years, I am veryconfident here. With theincreasing pressure fromcompetition on the globalmarket we will also continue towork on optimising productionprocesses and achieving as shortas possible sourcing and cycletimes from production throughto delivery – as well as onimproving the quality of ourproducts, their wear comfort andpractical value.
StitchWorld: Please give usan example where theimplementation and use of aparticular technology havebrought viable changesand added value to thebottom line.
Dieter Braun: One example wasthe idea of full automation of thesewing process in the 80s and90s. We pursued this idea andalso backed it to a certain extent.
Valisère brand of bras show thecompany’s non compromising
strategy on good fit and quality
DIETER BRAUNManaging Director &Co-Owner
JÖRG WAGNERfrom Corporate ProcessOrganization (CPO)
Gerber’s Accumark has multiple language options for training staffat different locations
Triumph International setup a manufacturing unitin 2007 on 14 acres ofland at MaraimalaiNagar, near Chennai,that covers over 5 lakhsq. ft. area. The unit has2500 sewing machinesand state-of-the-artAccumark from Gerberto produce 15 millionpieces per annum oflingerie. ThorstenAllenstein, GeneralManager and CountryHead Triumph Indiasays, “The companyhad selected Chennaifor its operationsbecause of the proximityto airport, seaport andmore importantly aninvestor-friendlyGovernment. Chennaialso has a good labourbase with experience ingarment industry.” About80% of the productsmanufactured in thefactory in Chennai areexported, while the restis for the domesticmarket. The averageprice of the lingerie forthe Indian marketranges from Rs. 400 toRs. 1200 per piece.
TriumphInternational’smanufacturingset up inChennai, India
had old and new softwarerunning in parallel – all thewhile with pressing deliverydates and inevitable demandsfor top performance – we cannow say we have the highestpossible control over the entireproduct development chain.With over 300 AccuMark CADworkstations worldwide at 14locations, we are in a position toimplement those modificationswe launched in productdevelopment in a fast andconsistent manner. Today, thismeans weak points come tolight more quickly and a furtherplus in terms of qualityassurance is that we can nowanalyse and correct errors incutting of styles on a globalscale. The consistentcommunication in real time isguaranteed as all those partiesinvolved see real time cuttingin front of them on theircomputer monitors. By usingthe Gerber systems worldwidewe have managed tohomogenise processes. We areconsiderably faster at coming upwith nests/markers ready for
production while usingaccessories like lace, appliquésand fasteners on a wide varietyof complex styles at the Triumphbrand with their varyingdegrees of difficulty.
StitchWorld: How do you asa practitioner andHohenstein graduate viewthe theory that technologysurpasses the human spirit?
Jörg Wagner: Technologiesjust constitute the tools.Creativity and know-howconcerning style details andbackgrounds in combinationwith individual knowledgeabout materials will also infuture remain information inthe heads of staff and not in thesoftware system.
Before setting up itsindependent operationsin India, TriumphInternational already hada presence in thecountry through IntimateFashions, Chennai, ajoint venture betweenMAST Industries, themakers of Victoria’sSecret, the MAS Group,Sri Lanka and TriumphInternational. While themajority of IntimateFashions’ production isfor Victoria’s Secret, thefactory in Gudavanchery(on the outskirts ofChennai) is alsomanufacturing about 2%of total output for theTriumph brand. With acapacity of 6 millionpieces per annum, thefacilities include 1300sewing machines, 3work stations ofAccumark from Gerberand manually operatedcutting equipment likeBand Knife, StraightKnife and Die Cast. WithJohn Chiramel as theCEO, the facility isproducing all type ofbras – bonding and cut &sews. While 98% ofproduction is for exports,the remaining 2% ofproduction is for thedomestic market and ispriced at US $ 2.00 toUS $ 4.00 per piece.
IntimateFashions,Chennai,India – GoingStrong
44 StitchWorld MARCH 2010
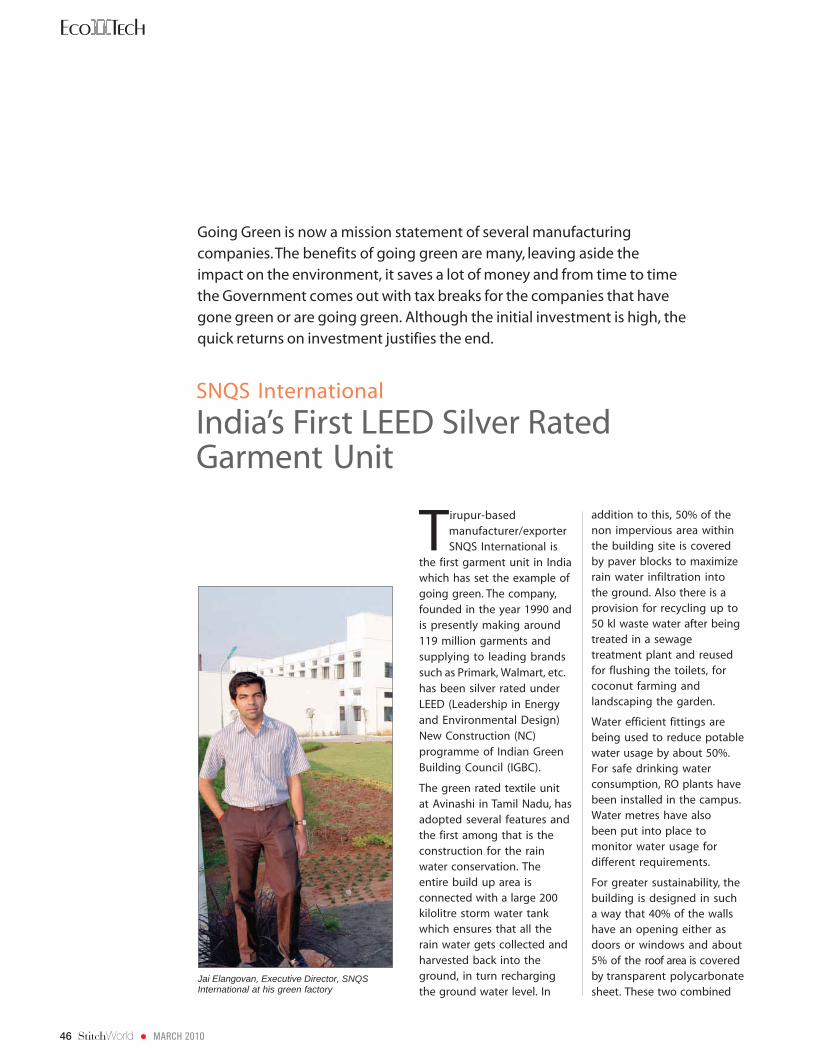
46 StitchWorld MARCH 2010
SNQS International
India’s First LEED Silver RatedGarment Unit
Going Green is now a mission statement of several manufacturingcompanies. The benefits of going green are many, leaving aside theimpact on the environment, it saves a lot of money and from time to timethe Government comes out with tax breaks for the companies that havegone green or are going green. Although the initial investment is high, thequick returns on investment justifies the end.
Jai Elangovan, Executive Director, SNQSInternational at his green factory
Tirupur-basedmanufacturer/exporterSNQS International is
the first garment unit in Indiawhich has set the example ofgoing green. The company,founded in the year 1990 andis presently making around119 million garments andsupplying to leading brandssuch as Primark, Walmart, etc.has been silver rated underLEED (Leadership in Energyand Environmental Design)New Construction (NC)programme of Indian GreenBuilding Council (IGBC).
The green rated textile unitat Avinashi in Tamil Nadu, hasadopted several features andthe first among that is theconstruction for the rainwater conservation. Theentire build up area isconnected with a large 200kilolitre storm water tankwhich ensures that all therain water gets collected andharvested back into theground, in turn rechargingthe ground water level. In
addition to this, 50% of thenon impervious area withinthe building site is coveredby paver blocks to maximizerain water infiltration intothe ground. Also there is aprovision for recycling up to50 kl waste water after beingtreated in a sewagetreatment plant and reusedfor flushing the toilets, forcoconut farming andlandscaping the garden.
Water efficient fittings arebeing used to reduce potablewater usage by about 50%.For safe drinking waterconsumption, RO plants havebeen installed in the campus.Water metres have alsobeen put into place tomonitor water usage fordifferent requirements.
For greater sustainability, thebuilding is designed in sucha way that 40% of the wallshave an opening either asdoors or windows and about5% of the roof area is coveredby transparent polycarbonatesheet. These two combined
Eco Tech
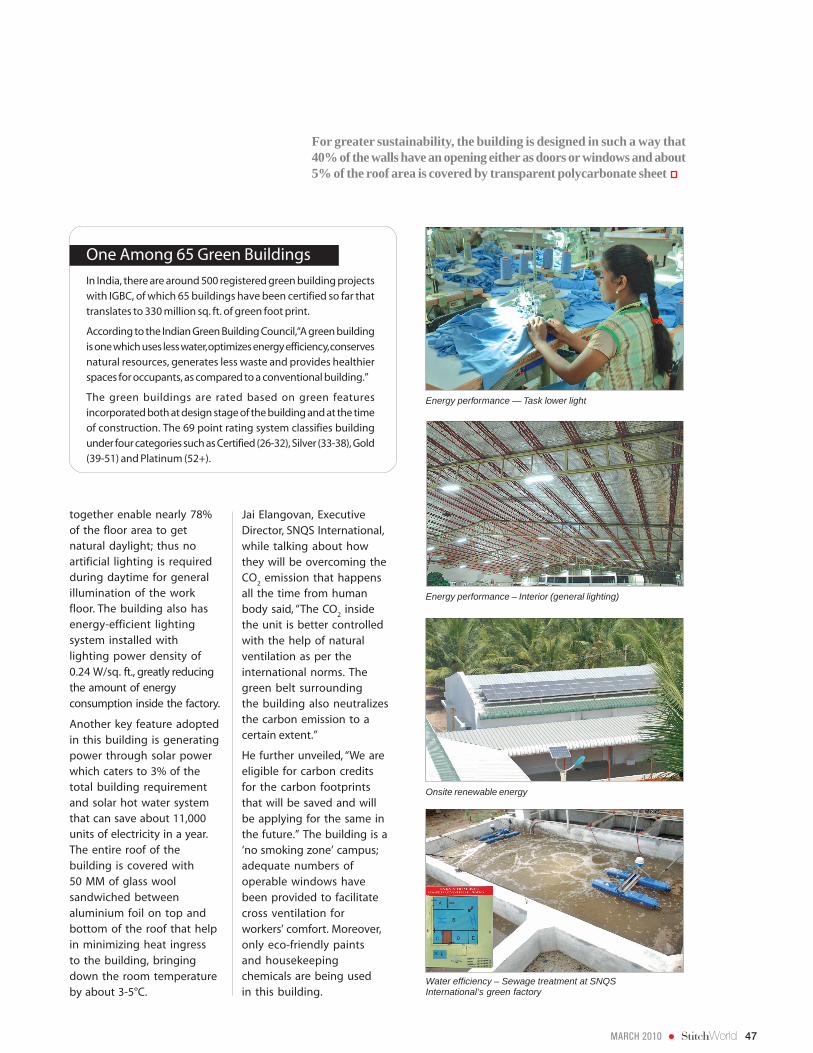
MARCH 2010 StitchWorld 47
together enable nearly 78%of the floor area to getnatural daylight; thus noartificial lighting is requiredduring daytime for generalillumination of the workfloor. The building also hasenergy-efficient lightingsystem installed withlighting power density of0.24 W/sq. ft., greatly reducingthe amount of energyconsumption inside the factory.
Another key feature adoptedin this building is generatingpower through solar powerwhich caters to 3% of thetotal building requirementand solar hot water systemthat can save about 11,000units of electricity in a year.The entire roof of thebuilding is covered with50 MM of glass woolsandwiched betweenaluminium foil on top andbottom of the roof that helpin minimizing heat ingressto the building, bringingdown the room temperatureby about 3-5°C.
Jai Elangovan, ExecutiveDirector, SNQS International,while talking about howthey will be overcoming theCO
2 emission that happens
all the time from humanbody said, “The CO
2 inside
the unit is better controlledwith the help of naturalventilation as per theinternational norms. Thegreen belt surroundingthe building also neutralizesthe carbon emission to acertain extent.”
He further unveiled, “We areeligible for carbon creditsfor the carbon footprintsthat will be saved and willbe applying for the same inthe future.” The building is a‘no smoking zone’ campus;adequate numbers ofoperable windows havebeen provided to facilitatecross ventilation forworkers’ comfort. Moreover,only eco-friendly paintsand housekeepingchemicals are being usedin this building.
Energy performance – Interior (general lighting)
Water efficiency – Sewage treatment at SNQSInternational’s green factory
Onsite renewable energy
Energy performance — Task lower light
One Among 65 Green Buildings
In India, there are around 500 registered green building projects
with IGBC, of which 65 buildings have been certified so far that
translates to 330 million sq. ft. of green foot print.
According to the Indian Green Building Council, “A green building
is one which uses less water, optimizes energy efficiency, conserves
natural resources, generates less waste and provides healthier
spaces for occupants, as compared to a conventional building.”
The green buildings are rated based on green features
incorporated both at design stage of the building and at the time
of construction. The 69 point rating system classifies building
under four categories such as Certified (26-32), Silver (33-38), Gold
(39-51) and Platinum (52+).
For greater sustainability, the building is designed in such a way that40% of the walls have an opening either as doors or windows and about5% of the roof area is covered by transparent polycarbonate sheet

MARCH 2010 StitchWorld 49