Embed Size (px)
Citation preview
CMYK
CMYK
CMYK
JUNE
201
2 S
titch
Wor
ld 3
CMYK

CMYK
JUNE 2012 StitchWorld 5
Yes, I wish to subscribe to StitchWorld India Sri Lanka Bangladesh Other countries
1 Year (12 issues) Rs.960 US $ 40 US $ 40 US $ 90
2 Years (24 issues) Rs.1680 US $ 70 US $ 70 US $ 160
Institutes / Students (India) 1 Year (12 issues) Rs.720 2 Years (24 issues) Rs.1440Name _____________________________________________________ Designation __________________________________Company/Institute _______________________________________________________________________________________Address _________________________________________________________________________________________________Ph _________________________________ E-mail ______________________________________________________________
Payment should be in favour of ‘CONTACT COMMUNICATIONS’, B-32, South Extn., Part-I, New Delhi - 110049, India. Phone: 91-11-47390000, 24602283, Email: [email protected]
Subscribe Online visit our website www.stitchworld.net
StitchWorld www.stitchworld.netvol. x • issue 4
Editor-in-Chief
DEEPAK MOHINDRA
Technical Editors
PAUL COLLYER (UK)
CLAUDIA OLLENHAUER-RIES (GERMANY)
Copy Editor
VEERESHWAR SOBTI
Technical Correspondent
TUSSHAR KUMAR
Design & Production
RAJKUMAR CHAHAL
PEEUSH JAUHARI
SATYAPAL BISHT
Photo Editor
JITENDER MEERWAL
Manager Advertising
RAGHAV SOOD - 08826000378
Subscription Enquiry
RANI MAHENDRU - 011-47390000
Publisher & Managing Director
RENU MOHINDRA - 09810058986
Head Office
Contact Communications
B-32, South Extension, Part-I,
New Delhi-110 049
Phone: 011-47390000, 24602283
Fax: 91-11-24604597
E-mail: [email protected] ,
Web associate: www.stitchworld.net
Editorial Enquiry
E-mail: [email protected] ,
Phone: 41646999, 24602283
Printing
Ask Advertising Aids Pvt. Ltd.
88, DSIDC, Okhla Indl. Area, Phase-I,
New Delhi-110 020 Phone : 26816824
All Rights Reserved © 2009
by Contact Communications
No part of this book may be reproduced or
transmitted in any form or by any means,
graphic, electronic, or mechanical, including
photocopying, recording, taping, or by any
information storage retrieval system, without
the written permission of the publisher.
Technology and Management in Sewn Product Industry
The Avalanche DC Pro Revolutionary Digital Discharge Printing Solution
A sketch of the bra discussed, showing the different panels
(L to R) – Bihar Chief Minister Nitish Kumar with Deputy Chief Minister Sushil Modi; Labour Minister Janardan Singh Sigriwal; and Raymond CMD Gautam Singhania inaugurating India’s first Raymond Tailoring Centre in Patna
TechBytes
NewsTrack 10 israEl: KorNit digital priNtEr
avalaNchE dc pro rEcEivEs oEKotEx cErtificatioN
18 Usa: alvaNoN laUNchEs alvaform stUdio, fashioN fit tool as drEss form aNd torso form
8 sampliNg rEJEctioNs
TechTalk
TechInterview
TechReview
48 ‘gaUgE’ rEspoNdiNg to iNdUstry NEEds
foldErs aNd attachmENts a maJor growth arEa
42 flat KNittiNg tEchNology optioNs
28 maNUfactUriNg a Bra iN lEaN sEtUp
40 high valUE flat KNits aN EmErgiNg NichE for dElhi-Ncr
52 raymoNd laUNchEs iNdia's first tailor traiNiNg cENtrE iN Bihar
CMYK
CMYK
JUNE 2012 StitchWorld 7
Read and comment on my blog at
http://stitchworldmagazine.blogspot.com
What should I say if an industry informed group of people ask me to suggest the strategy for moving forward in our known area of
product strength… What can I say, except that go for more fashioned products, consult forecasts for colours and silhouettes, organize trips abroad to spot trends, talk to buyers and browse latest lifestyle magazines to stay ahead… importantly spare some time for technology suppliers who, I think, are the right people to guide you on latest technologies on techniques.
But then, if we have an established and recognized strength in a particular product, then continuous innovation in the product must be a part of our deliverables! This in no way undermines the fact that there is still a lot of scope to expand within the same product.
What’s the next best option… We can do new categories, where we have little or no presence, which is also not seasonal… We just need to leverage and stretch our existing contacts.
I can suggest many product categories, which includes ‘bra’, but we fall short of taking the plunge because we do not have any product specific training facilities for operators and managers. Today the bra manufacturing industry in India is completely unorganized and though facilities exist, the scales and operations are very small, too small for global parameters. In this issue of StitchWorld we have attempted an article on the topic of ‘Bra manufacturing’ and have also promised to give free consulting on productivity and efficiency improvements to manufacturers who dare to take the challenge…
The news that Raymond is to train tailors in Bihar is an interesting development, especially since it has the blessing of the Chief Minister Nitish Kumar. This may be a step forward in the direction of ‘product focused’ training… just what the industry needs to move beyond already established product strengths.
Another suggestion, which I have been free-wheeling for long is ‘bespoke manufacturing’ as an export opportunity to move up the value chain. I don’t know how the industry will react to the suggestion, but I strongly recommend the direction… for now I leave you with the thought to chew on. In the next edition I will be back with more on this topic…
Deepak MohindraEditor-in-Chief
E D I T O R I A L

CMYK
8 StitchWorld JUNE 2012
Re-submission (iteration) of proto sample/fit sample is common. Why these samples are not approved in first submission? What could be the major reason – non-conformance to the specifications, specifications have changed, pattern (fitting) related issues or raw material related problems? How do you think these issues can be addressed to streamline a major aspect of the pre-production cycle? Also, when a lot of product development (software) solutions claiming ‘first time approvals’ are available in the market, can similar issues be addressed by them and to what extent?
TECH BYTES
Q
By their very definition, prototypes represent some compromise from the final production design. Due to differences in materials,
processes and design, it is possible that a prototype may fail to perform acceptably, leading to multiple iterations. Individual prototype costs are substantially greater than the final production costs due to inefficiencies in materials and processes. However, most clients expect prototypes to be free subject to final order placement; this leads to prototypes being not accorded the same importance as is given to quality on the shop floor leading to iterations. Also, at the proto stage, the requirements itself in many cases are not frozen; this keeps on changing based on multiple submission of the proto-sample. Viable solutions would be discussions between the buyer and suppliers, not only regarding a proto-sample, but defining all the samples required in the whole pre-production cycle.
Software can handle multiple iterations without the vendor incurring any material/process costs; however, till the industry becomes mature the buyer might still find it convenient to have a look at the proto with actual materials before giving go-ahead for production. Software would certainly increase the efficiency of the proto process, but might not be a replacement for the actual proto, as a physical sample is still necessary for buyer approvals.
ABHIK SAHADirector – Supply Chain, Benetton India Private Limited, Gurgaon
I can’t name any one issue or even a set of the same, as the biggest reason for samples not being approved in first submission, as they are spread all over the cycle and variable in nature. A number
of issues, ranging from wrong interpretation of specifications and body by a garment manufacturer to the buyer changing the specifications after fitting, can be responsible for multiple iterations. It is not easy to address these issues to streamline this major aspect of the pre-production cycle as the buyer is the ultimate authority. The cycle has become better as most of the major buyers do have offices in India where fit and construction is checked by them before sending the same to their office overseas. Most of the buyers are fitting the garments on live models and this is a practice that is required in India. I feel live models along with video conferencing may lead to getting the fits approved faster.
Talking about the presence of numerous software solutions in the market claiming ‘first time approvals’, I do not believe that the software solution is a possibility as the buyer still requires to see the garment physically for checking the fit, drape and feel of the apparel, which although possible through 3D images, can’t match the physical properties that one can assess via an actual sample.
RAMANDEEP SINGHPartner, Boutique International, Gurgaon
The typical product development process has many inherent flaws and inefficiencies, partly because we look at creating fashion as an art. As such, we almost expect it to be a long process of tweaks and changes before we are finally happy with the finished product. Our view is that, while the initial creative input is indeed art, the rest of the process from first prototype onward, should be science. Samples are not approved on first submission because many brands, retailers and manufacturers
Industry responds...

CMYK
JUNE 2012 StitchWorld 9
TechBytes StitchWorld July 2012 Question
A ‘Fit Technician’ or a ‘Fit Analyst’ is a newly created post at the Buying houses and the job/responsibility assigned to them was earlier part of a Pattern Master’s job profile. What was the need to have a Fit specialist in the Buying houses? What are the qualifications required for being a Fit Technician? Are the technically educated or fashion university pass outs willing to join and be called as Fit Technicians? How is the job of a Fit Technician in a Buying house different from that of a Pattern Master?
Write your comments to us by 20th June 2012 at: [email protected] or post your views online through our website: www.stitchworld.net/techbytes
just don’t know where the art stops and the science should begin. We believe that, if the proper tools, training and expectations are put in place the first proto should be approved in the vast majority of cases. We actually see this happening now among many of our clients.
The reasons for sample rejection are many, but usually revolve around either fit or styling. Tech packs sent to vendors have measurements, but those measurements do not capture three dimensional body shapes, distribution or balance adequately. So, when a sample is submitted and tried on a model, someone determines that “it doesn’t fit” and changes need to be made and a second sample requested (and usually a third and fourth as well). And, often, the measurements requested don’t reflect the actual performance characteristics of the fabric requested, so no one is quite sure how the product will drape until they see the proto on a model.
The tools and processes are available to avoid those scenarios, by using proper fit forms, blocks, and 3-D virtual fitting before a tech pack is even created. The fit form, when used by all, ensures that the garment “fits”. When a tech pack includes the proper block (created to fit the fit form perfectly) for the specified fabric, the pattern maker at the factory has a tool to ensure that his first effort at creating the proto is accurate.
The other major issue with multiple re-submissions for samples is that many companies lack the discipline or confidence in design and merchandising to approve the design and go to production. This is where they mix up art and science. Many sample rejections are not necessarily fit-related, rather they are rejected to tweak the design because some designer or merchant thinks the product could be better or more saleable if it is changed. Because many companies select products by committee, there is no clear ownership, no clear stop to the creative process, and no end to requesting more and more samples. This squeezes technical teams, vendors and factories, delays production and results in massive, sometimes hidden, costs in the product development process. Proper training and a clear “process assessment” can identify these issues and establish clear ways to correct them.
Many software solutions claim to ensure “first-time approvals” (PLM, CAD and Virtual Design solutions, etc.), but software doesn’t make that happen, people do. Those solutions are excellent tools but people need to know how to properly use them to create the desired outcome. Unfortunately, many companies buy the solution and mix it with their
traditional business processes and wonder why things don’t improve. It’s like buying a Ferrari engine and putting it into a small Ford; it may go faster, but it’s more likely to blow up or crash. Companies need to re-assess their processes before implementing solutions like that. A formal assessment of the process can yield tremendous benefits, validate the selection of the right software solution for a particular company, and ensure that the true value of the software is realized with a positive ROI.
ED GRIFFINPresident, Alvanon, United Kingdom
In majority of cases the rejections are due to non-adherence to the tolerance limits in the critical areas like neck drop, chest girth, across shoulder, etc. This kind of rejections can be reduced by educating the operators about the critically important measurements and the tolerance limits. One important point that should be noted here is that if any fit sample is made in alternate fabric, it should be close to the original fabric so that fit and fall can be checked accurately on dress form/live model and measurements can be revised, if any. Wrong construction techniques, attachments, stitch type and accessories, all add up to fit sample rejections, and can only be addressed with operator training and better control over the supply chain.
The kind of merchandise sourced by FabIndia is mostly made by craftsmen and artisans, not by some trained sewing operators. Hence, I feel in our case, the software solutions are just not applicable; may be they might help us in getting the fit approvals faster, but then again the ‘Fit’ is not something we are struggling with as of now.
TUSHAR GUPTAProduct Selection Committee – Women Western, FabIndia Overseas Private Limited,
New Delhi
Tech Bytes

CMYK
10 StitchWorld JUNE 2012
Israel: Kornit Digital Printer Avalanche DC Pro receives OekoTex Certification
France: Lectra announces Kaledo® V3 for creating fresh and innovative prints on knits and woven
Developing, manufacturing and marketing
industrial and commercial printing solutions for the garment, apparel and fabric industry, Kornit Digital Printer has been awarded the OekoTex Standard 100 Class II certification for its unique discharge solution, currently used in the Kornit Avalanche DC Pro Digital Printer. The Avalanche DC Pro Revolutionary Digital Discharge Solution positions Kornit as the worldwide leader of the Industrial Direct to Garment market. The Class II certification is specifically for products with direct skin contact like T-shirts, blouses and underwear, and ensures that the printer uses skin-friendly chemicals and inks for printing on apparel and textile products.
Designed for mass production, up to 300 shirts per hour, Avalanche DC Pro has a new discharge facility for printing on dark garments. The Avalanche DC Pro incorporates two additional print heads that use a discharge chemical which removes the dye molecules of the dark garment, providing a smooth base for CMYK printing without the need for White Ink, which creates a “thick” feel on the design.
Printing with the Avalanche DC Pro can be done with use of full discharge, or with the use of full or partial White Ink coverage. These three options provide unparallel flexibility for the amount and use of discharge. Both full and partial discharge options
Facing world competition head-on and continuous
innovations are the two significant strategies that make a company conspicuous,
proving its supremacy. Understanding the market demands, Lectra, the world popular company for providing integrated
allow printing without the use of pre-treatment at all, saving time and costs and allowing faster turnaround. With its ability to produce garments with a good hand feel, the Avalanche DC Pro is the perfect solution for vendors wanting to enter the fashion industry.
The Oeko-Tex Standard 100 is a world-wide, best-known independent product label for textiles that have been tested for harmful substances. The material with this testing seal has been passed through comprehensive laboratory tests, and poses no health risks for the user.
technology solutions, has introduced Kaledo® V3, the latest design suite for creating fresh and innovative prints on knits and woven. “The newest version of Kaledo V3 meets absolute fundamental needs for fast time to market and product quality, while at the same time elevating design to its proper place as a strategic force for brand success,” says Daniel Harari, CEO, Lectra Technologies.
Lectra’s textile design suite was developed to give designers the flexibility to experiment across fabrics and develop captivating collections while meeting
business-side challenges. The new Kaledo gives designers absolute control over individual colours in any given yarn, allowing them to develop extremely realistic yarn and fabric simulations. Designers can also now have a structured way to share information, which they can later save to capitalize on designs that have been created with custom yarns and patterns. Technical reports too are powerful and add new dynamic features, updating fabric specifications automatically, eliminating inaccuracy issues.
The Avalanche DC Pro Revolutionary Digital Discharge Printing Solution
The newest version of Kaledo V3 that meets all fundamental needs for fast time to market and product quality
News Track

CMYK

CMYK
12 StitchWorld JUNE 2012
India: DMI conducts another successful workshop on quality and cost-effective direct-to-garment screen printing
India: Gupta Exim goes for complete operational planning and controlAfter OptiTex, now adopts FastReact’s Evolve planning solution
Fully integrated knit specialist, Noida based-
Gupta Exim, which had recently adopted OptiTex, has moved one step ahead by implementing FastReact’s latest Evolve planning solution. “The Evolve solution is a powerful management tool that provides the visibility and control to support every stage of the process, including capacity management, pre-production control and order tracking,” avers Sandeep Gupta, Managing Director. The new software will be fully integrated with the in-house ERP solution of Gupta Exim.
FastReact Systems Country Manager, P Ramesh is excited to work with the leading manufacturer of Delhi-NCR. “We are certain that our focused, KPI-driven approach to projects will ensure that the required results are forthcoming,” he says.
Continuing its commitment to impart knowledge
to garment screen printers, Bhargav Mistry, Director, DMI (Dhirubhai Mistry Institute for Print Education Research & Training), Mumbai recently conducted a 3-day exclusive workshop on direct-to-garment textile screen printing. Attended by around 40 participants from garment printing, buying and export houses, garment manufacturers, and graphic designers, the event highlighted the quality parameters and various measures required to be adopted for cost-effective productivity.
Evaluating their feedback, it was discovered that garment printing industry in India is flooded with numerous technical and non-technical problems which naturally weaken the strength of garment printers to be competitive in the global market. The participants raised several teething problems such as low quality and productivity, non-availability of innovative designs, labour
shortage, most importantly lack of knowledge in screen making (majorly exposing problem), pre press, halftone and spot colour printing, moiré problem, printing and registration, screen choke up, among many others.
The seminar, through series of practical and live demonstrations, coupled with theory sessions, highlighted the importance of following standardization at all levels – from pre-press to printing – resolving all major problems. A live demo of CMYK, SPOT PROCESS & DISCHARGE printing on white and dark garments, using plastisol and water based inks performed on Grafica’s nano-prinTex, an automatic 8 colour direct-to-screen printing textile machine, was the main attraction of the event.
Bhargav Mistry, Director, Grafica explaining to the participants various criticalities of screen printing
Attended by around 40 participants, the event highlighted quality parameters and various measures required for cost-effective printing
News Track
CMYK

CMYK
14 StitchWorld JUNE 2012
India: ATIRA launches Incubation Centre for Technical Textiles
India: Loiva introduces the next generation collar and cuff fusing machine from Martin Group, Italy
Established way back in 1947, Ahmedabad
Textile Industry’s Research Association (ATIRA), an autonomous non-profit association for textile research, has recently launched an incubation centre for technical textiles at its existing premises in Ahmedabad.
Considered to be a unique initiative by the Gujarat Government, the development centre will encompass state-of-the-art machineries from Germany and Switzerland to develop various high performance fabrics prepared from
Right solutions at the optimum prices have
always been the mantra for Loiva Intech, dealing in a wide array of garment machinery and equipment. The Indian representative of the Korean pioneer Loiva, has recently launched the already successful, X600 SH fusing machine from the Martin Group.
The one of a kind fusing machine can be attached to equipment like feeder, plier, stacker, collection box, for optimising the whole task of shirt collar and cuff fusing, and hence can be flexibly used according to specific requirements. The reverse feeding option in the machine enables operator to prevent a piece from fusing in case it has not been placed correctly or a metallic element
composite materials like carbon, glass, aramid yarns and is first of its kind to be launched in India. These light weight fabrics are essential for sectors like Aerospace, Marine, Defence, Railways, Auto, Civil, etc. which are of high national importance.
Some of the key machines at the centre include Belt Weaving Machine, Rigid Rapier 340 cm, Rigid Rapier 430 cm, Rope Weaving, Rigid Rapier Loom 190 cm among others. The incubation centre has witnessed investments worth Rs. 18.82 crore and is majorly financed by the Government of Gujarat and
has been inserted with the same. The heating top has 9 resistive elements which enables use of lower temperatures and a shorter fusing time. The machine has individual upper and lower heating systems with two independent electronic thermostats at the entry zone and exit zone.
rest coming from ATIRA and the Industries of the State.
“It’s a great pleasure to be associated with such an esteemed project which will help the textile industry to expand its product portfolio thereby increasing the export potential of such highly sophisticated value-add products,” said Saurabhbhai Patel, Minister of State for Industry. To this, added Sanjay Lalbhai, Chairman of the Council of Administration at ATIRA, “With the launch of this Incubation Centre, we look forward to embark on the new emerging fields of Technical Textiles putting the nation on the global map.”
Martin Group with a focussed approach to manufacturing fusing machines since 1960 enjoys a good reputation in the European garment manufacturing industry. Lately the company has acquired a major share in the Chinese, Indian and Vietnamese apparel manufacturing industry.
The X600 SH collar and cuff fusing machine from Martin Group
News Track
CMYK

CMYK
16 StitchWorld JUNE 2012
India: SEL selects Datatex ERP solution for transparency and control
India: Creative Clothex gets Best Manufacturer’s Award from Adidas Going Lean and Coming up with a New Unit in Noida
Specialising in woven sportswear, Noida based
Creative Clothex has been recently conferred with Best Manufacturer’s Award by Adidas. They were shortlisted from the 10 dedicated vendors that Adidas has. Open to new ideas and change, the young and articulate Mohit Singhal, Director, Creative Clothex has also hired a Sri Lankan consultant Chandrajith Wickramasinghe (popular as CJ with more than 15 years of experience in apparel manufacturing) to implement lean systems in his factory.
Upfront in its approach, the company earlier had three units with 100 to 150 machines in each, but now
“I visited factories in China and Indonesia and I found that those factories were producing far more garments per machine as compared to us. Their wastage and rejection percentage was just about 0.25 per cent as compared to ours which is about 2.3 per cent rejection norm. To compete in the world market we have to be at the same level, so I thought of going for lean systems,” states Mohit who wants to focus on pre-production activities to reduce wastages, cut
Neeraj Saluja, Managing Director, SEL Group
Mohit Singhal, Director, Creative Clothex
News Track
Creative Clothex is setting up a 300 machine fully automated unit in Noida with UBTs, automatic spreaders and cutters
SEL Group, a USD 400
million company, has gone
seamless with Datatex ERP in a
record time of five-and-a-half
months since initiation of the
project. Happy with the record,
Neeraj Saluja, Managing
Director, SEL Group says, “The
system provides an integrated
view of business performance
while ensuring efficiency
and transparency. It also
enables rapid response to ever
changing market conditions
and improved collaboration
between all internal teams.”
The Datatex NOW ERP solution, chosen out of three potential software vendors is fully integrated to SAP FICO as its strategic platform and implemented on the IBM System platform. The solution includes sector-specific modules and supports all the production planning, materials management, manufacturing, marketing and financials at SEL. “In addition to avoiding the cost of buying, installing, powering and maintaining a second physical server, the company benefited from a single, integrated backup procedure for all its Datatex data,” added Z S Chaudhari, President – IT, SEL Group.
Growing at a compound annual growth rate of 40 to 60 per cent, SEL has expanded its manufacturing capacities
in three verticals of yarns, textiles and garments in the past two years. The company plans to expand the spinning capacity of its world-class unit in Bhopal to a million spindles by March 2013. SEL that ventured into terry towels four years ago would be adding over 100 looms to the division, aiming to touch the mark of 325 looms by the end of the year, which will take their manufacturing capacity to 100 tonnes per day. The company is also venturing into denim fabric manufacturing and looking at a capacity of 40 million metres initially. Recently, the company has added 500 sewing machines to its garmenting capacities, to ramping up its capacities by 50 per cent, i.e. an additional 50,000 pieces.
machine’s down time, and become more efficient than any other factory in India today. “We are looking at 7 to 8 per cent reduction in our wastages,” he adds.
Founded in 1997, Creative Clothex is having a turnover of Rs. 25 crore; and now with increased efficiency levels and building additional capacities, the company is looking at touching Rs. 50 crore per annum. Adidas and Reebok are the biggest buyers for the company followed by Puma, Speedo and Wilson.
all have been consolidated
and brought under one roof
for attracting bigger buyers
who are not very comfortable
with smaller setups and also
to fetch better efficiencies
through lean.
CMYK

CMYK
18 StitchWorld JUNE 2012
USA: Alvanon launches AlvaForm Studio, fashion fit tool as dress form and torso form
Alvanon Inc., the ‘fit’ expert popular globally for
providing full service and integrated fit solutions for the apparel industry, has launched AlvaForm Studio, a new in-stock technical fit mannequin which will allow, for the first time small companies, designers, fashion students and garment making enthusiasts direct access to a world class garment sizing and fit tool. Positioned as an entry level technical fit tool, AlvaForm Studio range is based on Alvanon’s latest “ASTM US Missy Standard” generated from 3D body scans of real US consumers that will
News Track
the company offers practical solutions that enable its clients to develop, execute and assess “fit” consistently and continuously from design through to consumer.
AlvaInsight is Alvanon’s front end strategic consulting division comprising fashion and retail industry experts who draw upon apparel business insight, technical design expertise, rigorous statistical analysis and practical experience to help clients define their target markets’ specific fit criteria. The AlvaForm division, comprising 3D artists and anatomical “life” sculptors, develops and supplies both standard and customised mannequins that enable clients to create and maintain their fit standards consistently across the supply chain. The AlvaBlock division develops tailored pattern block templates based on a client’s AlvaForm, minimizing pattern-making inconsistencies across a global supply chain and significantly shortening product development timelines.
Image showing the steps in development of a final AlvaForm from a model scan
Model Scan orCustomer Profile
Adjust Symmetryand Balance
Adjust Shape and Measurements
Present 3D Virtual Body
Create Reference and Final AlvaForm
feature realistic human body shape, posture and balance.
Known for its premium AlvaForm range, the new Studio forms will be made in Alvanon’s self-healing, skin soft memory foam, wrapped in stretch cotton weave that is easy to pin. These realistic forms will also feature measurement lines for the chest, under-bust, high hip and low hip to help consistently identify critical points of measurement for garment fit accuracy. These lines extend around the body to help users identify the location of key landmarks as they create and develop patterns and styles on the mannequins.
Founded in 2001, fit solutions from the Alvanon Group of companies combines the world’s largest database of 300,000 body scans with the expertise, products and services provided by a team of over 70 dedicated sizing and body shape professionals. Through its three integrated divisions – AlvaInsight, AlvaForm and AlvaBlock,

CMYK

CMYK
20 StitchWorld JUNE 2012
India: Orient Craft plans Rs. 175 crore capacity expansions
Always moving ahead and staying on the top of crisis,
Orient Craft has committed to spend Rs. 175 crore over the next three years for capacity building and other auxiliary trades such as printing and retailing. The company plans to fund the investments through internal accruals and debts. Also, it foresees higher interest from individual equity investors for the closely held company.
With 23 manufacturing facilities in Delhi, Gurgaon, Noida and Rajasthan, OC already holds capacity to produce 150,000 apparel pieces per day. During the FY 2009-10, Orient recorded a turnover of Rs. 936 crore
News Track
The newly operational Green factory of Orient Craft in Chopanki
including the domestic turnover of Rs. 36 crore. “Post completion of expansion plans, we are positive on striking a turnover of Rs. 1,400 crore by 2012. This anticipated
figure is a total of the exports turnover of Rs. 1,200 crore and domestic turnover of Rs. 225 crore,” informs Sudhir Dhingra, CMD, Orient Craft.
India: VIP Industries to set-up manufacturing unit in Bangladesh for ladies fashion handbags
Largest in Asia, and second largest
manufacturers of luggage in the world, VIP industries has forayed into Bangladesh by setting up a new manufacturing unit in Mongla EPZ, Bangladesh, by the name of VIP Industries Bangladesh Private Ltd. An agreement to this effect was signed between the Bangladesh Export Processing Zones Authority (BEPZA) and VIP Industries Bangladesh Private Ltd in the BEPZA Complex in Dhaka recently. Sayed Nurul Islam, Member, (Investment Promotion), BEPZA and Ajay K Pathak, Director of VIP Industries Bangladesh Private Limited signed the agreement on behalf of their respective organizations.
The company will invest 13.14 million US dollar in the fully foreign-owned subsidiary in Bangladesh and generate employment for more than 400 Bangladeshi nationals. VIP Industries Bangladesh set-up as of 5th April 2012 would be involved in manufacturing of ladies fashion handbags for ramping up their product portfolio.
India: NIFT, New Delhi organizes TechnoSummit 2012; Conducts seminar on IT in the Apparel Supply Chain
P.K. Gera, the newly appointed DG of NIFT, addressing the students
National Institute of Fashion Technology,
New Delhi recently organized ‘TechnoSummit 2012’, a platform not only for recognizing the best of the graduation projects from the Master and Bachelors of Fashion Technology batch, but also providing a platform to the fresh graduates and masters to interact directly with industry experts regarding issues of industry concern.
“It is a perfect time for the younger generation to get involved with this transforming industry, which is now changing to compete and survive with a positive outlook. The work of students will be valued and implemented now,” said Prabir Jana, Professor, NIFT, New Delhi in his address to the students. “The projects
are not solutions given to the industry, but rather directions to look forward and work towards,” he added.
The seminar on ‘Information Technology in the Apparel Supply Chain’. not only by technology providers but industry informed members. one of the session was chaired by Vinita Pandey,
Deputy Editor–Textiles, Apparel Online, with Ram Sareen, Head Coach, Tukatech; Durga Charan Das from Leadtec; Karthikeyan Vardarajan, Director Technical, EDS Technologies; and A. Saha, Director Supply Chain , UCB, as speakers.
Dynamic as always, Ram Sareen was happy with the major direction of projects this year which were more towards E-commerce and IT in Product Development, as they fall in line with the new online fitting room solution from Tukatech, Styku. Motivating the student to excel in which ever role they get in the Apparel Industry, Ram Sareen concluded, “You are the future of the industry, learn and prosper together, and never let the drive to excel phase-out.”

CMYK

CMYK
22 StitchWorld JUNE 2012
News TrackNews Track
India: Vardhman on an expansion spree: Opens new office in Gurgaon; Unveils ‘Rangoli’ with 1000 colours
S. P. Oswal, Chairman, Vardhman Group (R) interacting with Sandeep Gupta, MD, Gupta Exim (L); and Virender Uppal, Managing Director, Richa & Co.
Ludhiana based Vardhman Group is on an expansion
spree... after inaugurating a new office in Gurgaon, to support its expanding operations recently, the company has now unveiled its latest yarn shade card ‘Rangoli’ (volume six) with 1000 colour options. Being a firm believer of reaching out to his consumers directly and supporting them in all ways possible, S.P. Oswal, Group Chairman Vardhman is confident that ‘Rangoli’, a mélange yarn that can be used for both woven and knitted applications, would give
The new office at Gurgaon is very spacious and tastefully done
designers options and help them play with their designs.
The industry present on the occasion, besides business partners from garment export houses and buying offices, also included prominent guests like Virender Uppal, Managing Director, Richa & Co.; Sandeep Gupta, Managing Director, Gupta Exim; K.K. Khurana, Managing Director, Knit Craft Overseas; and Sunil Arora, Managing Director Impulse. All of them were enthralled at the displays and many were seen studying the colour cards. “We will continue to give
For India, exports to the EU started on a negative note in January 2012 with decline in both value and volumes of exports to the tune of (-) 5.05% and (-) 14.93%, respectively. The average UVR stood at Euro 23.63 (per kg of fabric equivalent).
Indian garment exports to the US registered gains in value of 3.49% though the volumes were down (-) 2.12% in Jan.-Feb. 2012. The average UVR for Indian products was $ 3.72, higher than that of last year at $ 3.52.
Exports to Japan registered 20.31% increase in value; volumes increased by 111.58% during the period Jan.-Feb. 2012. Volumes from India of both knitted and woven garments increased by 39.71% and 143.73%, respectively.
Exports to the Canadian market in Jan.-Feb. 2012 saw a decline of (-) 3.32% in value. The major category to lose ground was the knitted segment with downfall of (-) 22.56%; the woven category saw gains of 15.77%.
industry solutions and look forward to their feedbacks to provide better services,” said Vardhman Group Chairman.
The company, with a turnover reaching almost US $ 1
billion, has 24 manufacturing facilities in five states across India, manufacturing yarns, grey & processed fabrics, sewing threads and garments. Speaking exclusively to Team StitchWorld on expansion plans, Oswal disclosed that they are in the process of investing Rs. 1600 crore in next two years on various schemes. “We are also enhancing our capacity in spinning as a group to one million; at present we are just short of 50,000 spindles. We will be the first group in the country to touch this milestone,” proudly concluded Oswal.
Vardhman is also enhancing its capacity in spinning as a group to one million; at present it is just short of 50,000 spindles. It will be the first group in the country to touch this milestone

CMYK
JUNE 2012 StitchWorld 23

CMYK
24 StitchWorld JUNE 2012

CMYK
JUNE 2012 StitchWorld 25

CMYK
26 StitchWorld JUNE 2012
News Track
BP International expands capacity in garment manufacturing
The SA8000 certified BP International has recently expanded its garment manufacturing unit in Salem,
Tamil Nadu. Established in the year 2002 with 150 machines, the company is manufacturing and exporting mainly woven ladies tops (yarn dyed, solids & prints) in large volumes to the European market with a setup of 300 sewing machines in all. Its export turnover for the last financial year was Rs. 20 crore. Being among the few garment manufacturers in the textile base, the company has access to a wide range of woven fabrics at a better price, quality and delivery time.
Guria Textiles, Surat foraying into Meditech
Guria Textiles of Surat, exporter of polyester, viscose and different blends in fabrics, made-ups and garments for
almost 20 years, is foraying into manufacturing meditech products namely surgical gowns and drapes. “We are in discussion with Ahlstrom, the Finnish non woven giant to convert their fabrics into surgical gown and drapes,” informed Subir Batra, Director. The company is exporting 95% of its fabrics and garments to Middle East, Africa, East Asia and Europe.
Kolkata based Jiwanram Sheoduttrai Industries expands facilities
Amajor player in the workwear segment, Jiwanram Sheoduttrai Industries is expanding in this financial
year both in garments, leather gloves and accessories with an investment of Rs. 40 crore. The company expects to more than double its turnover in the garmenting segment with the implementation of the new manufacturing facility. “Our last year garment turnover was Rs. 30 crore, this year we are targeting Rs. 72 crore. In leather gloves, goods and accessories the turnover was Rs. 80 crore last financial, this year we are targeting to achieve Rs.150 crore,” said Alok Prakash, Director.
Kaveri Fashions, Jaipur starts manufacturing value-added products
Kaveri Fashions from Jaipur, with 125 sewing machines and a turnover of one million USD, is going for value-
added products. “We were doing basics since 1994 and recently felt a saturation point. Therefore, we decided to concentrate on the value addition segment,” said Harish T. Punjabi, Director. The company has major exports in USA and Gulf, and has added two new buyers, one from UK and another from Switzerland.
IndustryWIre from AppArel onlIne India: Bonjour going for expansion through backward integration
Bonjour, one of the oldest socks manufacturing
companies of India and a leading domestic brand and exporter, which initiated its operations in 1988, is going for expansion through backward integration by beginning yarn production. The company is investing Rs. 5 crore on this project and is planning to produce initially two tonnes of yarn per day. It has also added 30,000 sq. feet space to its existing unit in Greater Noida for establishing its new yarn production unit, to be operational shortly.
“It is still difficult to get yarn as per our requirements and time schedules. We were unable to do expansion in socks manufacturing due to this barrier. To overcome this
issue, we initiate our own yarn-manufacturing unit. We will produce special processed yarn including Lycra covered yarn here,” said Raj K. Jain, MD, Zonac Knitting Machines, Greater Noida and the manufacturers of the Bonjour brand, to Team StitchWorld.
The company which is expecting a turnover of Rs. 50 crore this year is also planning to double its socks manufacturing capacity in the next two years from the present capacity of 40,000 pairs per day. Enthusiastic about the future Jain says, “There is tremendous growth in the domestic socks market and we are expecting to double our business in the coming years.”
Kuldeep Singh Nanhray, Founder of Apex Engineering Works, passes away
Kuldeep Singh Nanhray, Founder of Apex
Engineering Works, Ludhiana left for his heavenly abode on the 2nd of May. With no prior history of any major illness, 59-year-old Kuldeep suffered a massive heart attack leading to his sudden and untimely death. Kuldeep leaves behind two sons, Iqbal Singh and Mandeep Singh, to carry on his work.
Founded in 1996 by Kuldeep, Apex is claimed to be India’s largest manufacturer of computerized flat bed knitting machines. Kuldeep was a regular at all garment machine fairs. With over 40 years of industry
experience, he started his carrier with Ludhiana-based Elex Engineering before branching out on his own.
Team StitchWorld extends their condolence to the bereaved family and staff of Apex Engineering Works.

CMYK
CMYK
28 StitchWorld JUNE 2012
The broad categorisation of a bra is not only based on its type of
construction and function but also on the basis of the fabric used and whether it is with or without foam. A bra – whether seamless, structured, strapless, with foam, without foam, padded, moulded, wired, non-wired – is constructed on the foundation of the four building blocks, and they are – bra cups; the under bust band or the centre front; the centre back panels; and the straps. Among hundreds of variations of bra, the cotton bras are the most popular and preferred by women all across the world.
It is said that 30-35 different parts are used to construct
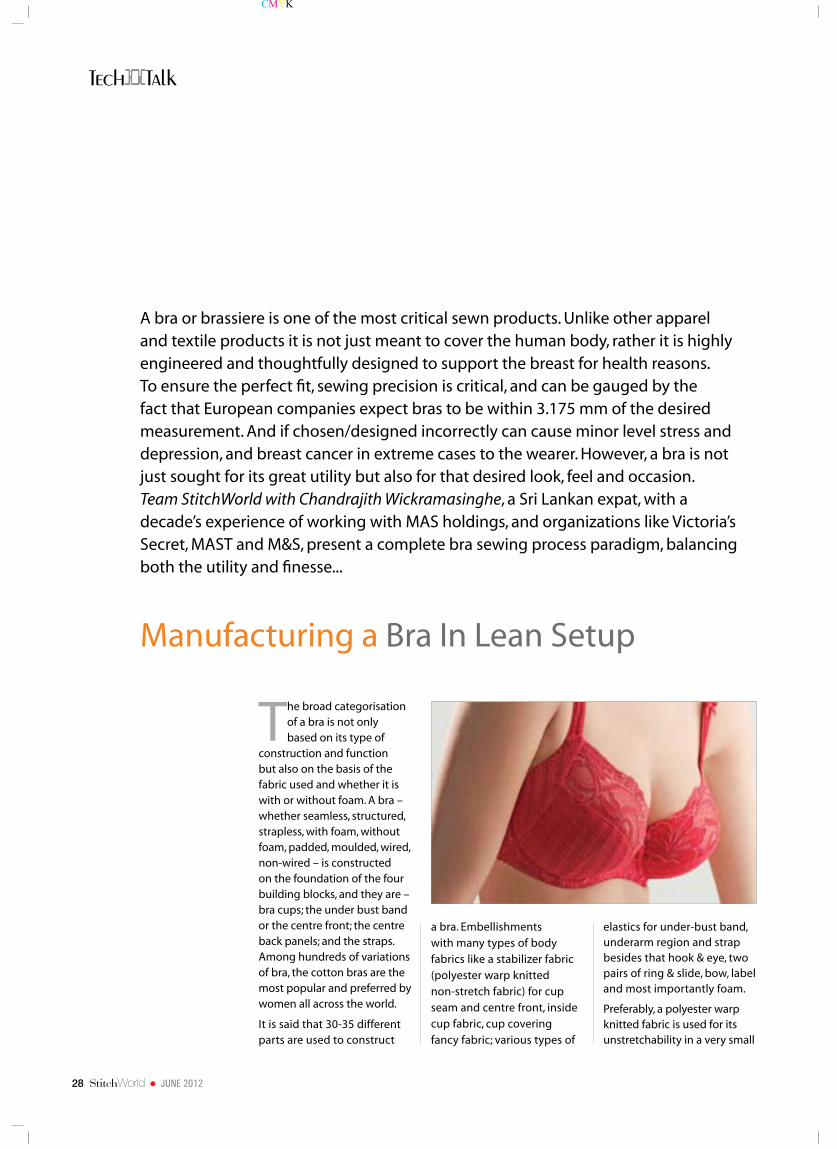
A bra or brassiere is one of the most critical sewn products. Unlike other apparel and textile products it is not just meant to cover the human body, rather it is highly engineered and thoughtfully designed to support the breast for health reasons. To ensure the perfect fit, sewing precision is critical, and can be gauged by the fact that European companies expect bras to be within 3.175 mm of the desired measurement. And if chosen/designed incorrectly can cause minor level stress and depression, and breast cancer in extreme cases to the wearer. However, a bra is not just sought for its great utility but also for that desired look, feel and occasion. Team StitchWorld with Chandrajith Wickramasinghe, a Sri Lankan expat, with a decade’s experience of working with MAS holdings, and organizations like Victoria’s Secret, MAST and M&S, present a complete bra sewing process paradigm, balancing both the utility and finesse...
Manufacturing a Bra In Lean Setup
a bra. Embellishments with many types of body fabrics like a stabilizer fabric (polyester warp knitted non-stretch fabric) for cup seam and centre front, inside cup fabric, cup covering fancy fabric; various types of
elastics for under-bust band, underarm region and strap besides that hook & eye, two pairs of ring & slide, bow, label and most importantly foam.
Preferably, a polyester warp knitted fabric is used for its unstretchability in a very small
Tech Talk

CMYK
JUNE 2012 StitchWorld 29
The lingerie market in India can be valued at Rs. 1600 crore and out of which around 50% is with the lingerie manufacturers in the Delhi-NCR region. Majorly being an unorganized sector, it is developing at a very rapid pace due to increase in consumer-awareness levels. There are about 12 big lingerie manufacturers in the Delhi-NCR region like VK Bajaj & Company, A P Enterprise (Tipsy brand), Groversons, Body Care, Belle Lingerie and Sakshi Lingerie, and they all are going for expansion. Bodycare in Noida, currently manufacturing with a setup of 500 machines would start off a unit in Noida with 1500 machines in the coming months. VK Bajaj has also expanded its manufacturing setup for seamless bras by purchasing 4 machines with a total investment of Rs. 3.5 crore. The company would also setup a unit in Bawana for the same purpose. Similarly, Tipsy brand manufacturer AP Enterprise, would
also setup a unit with 200 machines. All the companies are heavily influenced by E-commerce and are in process of setting up websites for selling their products online.
Due to the growth being witnessed by both the industry and the sector, a lot of apparel and home textile players are also eyeing this segment in a big way and some have even commenced the process of setting up a manufacturing facility.
The domestic manufacturers face no threat from the Chinese bras being smuggled in India as they are based on American sizing and use cheap quality raw materials, but are still preferred by the customers due to a variety of colours and designs.
Many claim that the demand is far greater than the total production and this being the reason manufacturers are eagerly seeking productivity and efficiency improvement systems and technologies. One of the major reasons accounted
for the inability to match the market demand is due to acute shortage of skilled labour and moreover absence of lingerie-specific training centres in lingerie manufacturing hubs in and around Delhi.
A lot of sourcing and procurement related supply chain weaknesses have been continuously adding to the manufacturing overheads of the sector. Firstly, there is absence of a lingerie specific accessories and fabric manufacturer or provider, due to which the sector is dependent upon China and other South Asian countries for quality fabric and accessories. Just-in-time inventory is not possible, as the manufacturers have to buy large quantities irrespective of their requirements. Since the availability of fabric in the specified colour can be dyed in small quantities, along with it the constraint to dye the accessories such as hooks and loops cost exorbitantly.
Domestic Market: Tremendous Growth Opportunity
Gopal Malhotra Director, Belle Lingerie
VK Bajaj Director, VK Bajaj & Co.
Anchal Bhutani MD, Groversons
Mohinder Singh Owner, A P Enterprises
Prateek Gupta Director, Sakshi Lingerie
“Due to the weak vendor base in India, we not only have to overstock everything, but also have to pay more and buy quantities much more than what is required.”
“The major problem faced by bra manufacturers is shortage of skilled labour, hence we have to train them by ourselves as no training institutes are available.”
“Our brand is not affected by the Chinese bras smuggled in India, as they are based on American size-charts and are made of cheap accessories and fabrics.”
“Our retail is only limited to North India and we are still struggling to satisfy the demands of the region; catering to the rest of India is still a distant dream.”
“This sector is currently prospering as the people are getting brand conscious and looking for a quality product. Around 20% of the customer base in India is for a branded bra.”
Tech Talk
CMYK
30 StitchWorld JUNE 2012
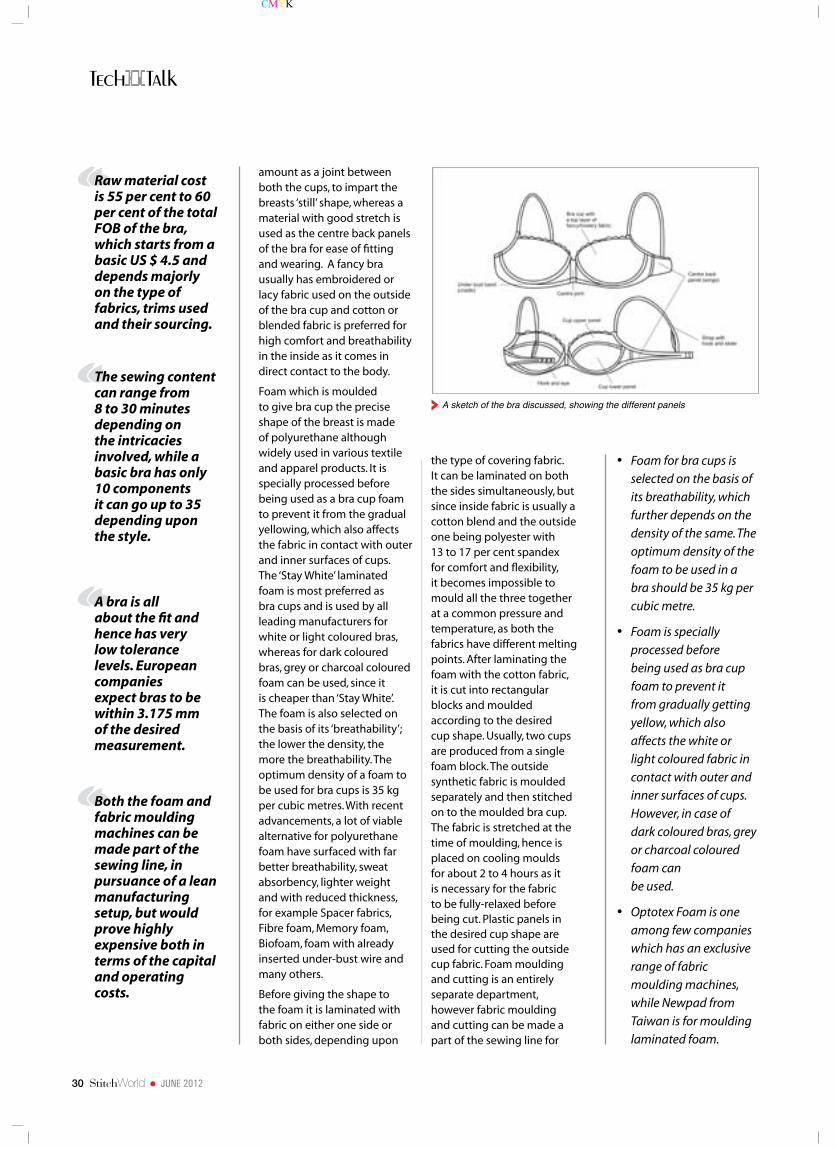
amount as a joint between both the cups, to impart the breasts ‘still’ shape, whereas a material with good stretch is used as the centre back panels of the bra for ease of fitting and wearing. A fancy bra usually has embroidered or lacy fabric used on the outside of the bra cup and cotton or blended fabric is preferred for high comfort and breathability in the inside as it comes in direct contact to the body.
Foam which is moulded to give bra cup the precise shape of the breast is made of polyurethane although widely used in various textile and apparel products. It is specially processed before being used as a bra cup foam to prevent it from the gradual yellowing, which also affects the fabric in contact with outer and inner surfaces of cups. The ‘Stay White’ laminated foam is most preferred as bra cups and is used by all leading manufacturers for white or light coloured bras, whereas for dark coloured bras, grey or charcoal coloured foam can be used, since it is cheaper than ‘Stay White’. The foam is also selected on the basis of its ‘breathability’; the lower the density, the more the breathability. The optimum density of a foam to be used for bra cups is 35 kg per cubic metres. With recent advancements, a lot of viable alternative for polyurethane foam have surfaced with far better breathability, sweat absorbency, lighter weight and with reduced thickness, for example Spacer fabrics, Fibre foam, Memory foam, Biofoam, foam with already inserted under-bust wire and many others.
Before giving the shape to the foam it is laminated with fabric on either one side or both sides, depending upon
A sketch of the bra discussed, showing the different panels
The sewing content can range from 8 to 30 minutes depending on the intricacies involved, while a basic bra has only 10 components it can go up to 35 depending upon the style.
Raw material cost is 55 per cent to 60 per cent of the total FOB of the bra, which starts from a basic US $ 4.5 and depends majorly on the type of fabrics, trims used and their sourcing.
A bra is all about the fit and hence has very low tolerance levels. European companies expect bras to be within 3.175 mm of the desired measurement.
Both the foam and fabric moulding machines can be made part of the sewing line, in pursuance of a lean manufacturing setup, but would prove highly expensive both in terms of the capital and operating costs.
the type of covering fabric. It can be laminated on both the sides simultaneously, but since inside fabric is usually a cotton blend and the outside one being polyester with 13 to 17 per cent spandex for comfort and flexibility, it becomes impossible to mould all the three together at a common pressure and temperature, as both the fabrics have different melting points. After laminating the foam with the cotton fabric, it is cut into rectangular blocks and moulded according to the desired cup shape. Usually, two cups are produced from a single foam block. The outside synthetic fabric is moulded separately and then stitched on to the moulded bra cup. The fabric is stretched at the time of moulding, hence is placed on cooling moulds for about 2 to 4 hours as it is necessary for the fabric to be fully-relaxed before being cut. Plastic panels in the desired cup shape are used for cutting the outside cup fabric. Foam moulding and cutting is an entirely separate department, however fabric moulding and cutting can be made a part of the sewing line for
• Foam for bra cups is
selected on the basis of
its breathability, which
further depends on the
density of the same. The
optimum density of the
foam to be used in a
bra should be 35 kg per
cubic metre.
• Foam is specially
processed before
being used as bra cup
foam to prevent it
from gradually getting
yellow, which also
affects the white or
light coloured fabric in
contact with outer and
inner surfaces of cups.
However, in case of
dark coloured bras, grey
or charcoal coloured
foam can
be used.
• Optotex Foam is one
among few companies
which has an exclusive
range of fabric
moulding machines,
while Newpad from
Taiwan is for moulding
laminated foam.
Tech Talk

CMYK
JUNE 2012 StitchWorld 31
A bra being manufactured at one of the facility of MAS Intimates, Sri Lanka, one of the most renowned lingerie manufacturers in the world
For accurate and precise bundle management, bra manufacturers around the world use Pigeon Hole tables with big holes and a bag attached under each, for storing all small parts and components of a bra.
A bundle of the bra is made of sub-bundles for bra cups, cradle, wings and centre front panel. The operator opens the bundle he/she is supposed to work upon and leaves the rest untouched.
Most critical on the sewing floor is the presence of various gauges and attachments for not only deskilling a specific operation but also for helping operators sew small and critical seams.
pursuing a lean manufacturing setup but is not done due to high operating and capital expenditures. Also the foam moulding department has to be fully dust-free to avoid dust moulding with the white foam.
The bra cups (foam) are moulded in dye-cast moulding machines. The moulds can be changed according to the size of the cup to be prepared and are also responsible for altering the density of the foam. The whole process is dependent on the temperature, pressure and timing, and out of these three, the temperature is the most critical as it can be more or less depending on the fabric used; in case of polyester the temperature applied is between 1800C to 2100C. Similar moulding machines are also available for moulding the outer fabric covering. Unlike cost effective Chinese and Taiwanese machines available for moulding foam, the fabric moulding machines are generally expensive. Optotex Foam is one among few companies which has an exclusive range of fabric moulding machines, while Newpad from Taiwan is for moulding laminated foam.
Fully-finished and customised cups are also available from
CMYK
32 StitchWorld JUNE 2012
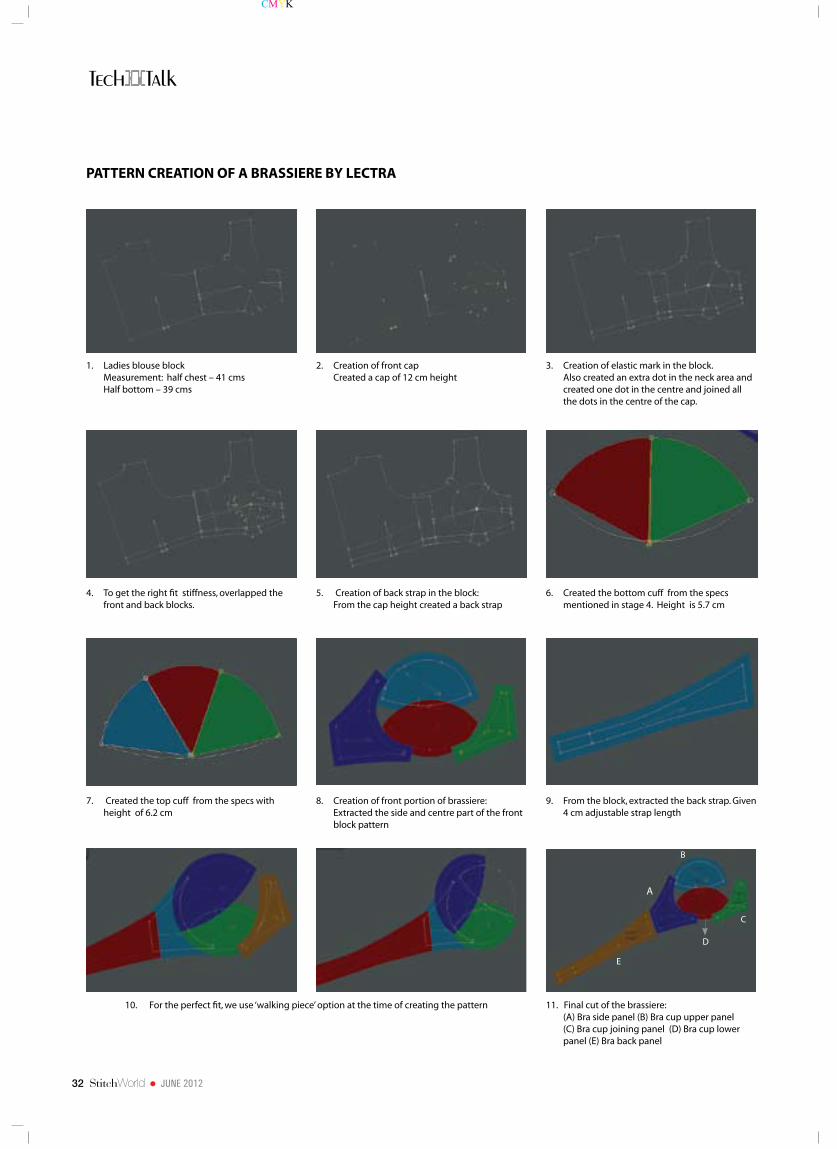
1. Ladies blouse block Measurement: half chest – 41 cms Half bottom – 39 cms
4. To get the right fit stiffness, overlapped the front and back blocks.
7. Created the top cuff from the specs with height of 6.2 cm
2. Creation of front cap Created a cap of 12 cm height
5. Creation of back strap in the block: From the cap height created a back strap
8. Creation of front portion of brassiere: Extracted the side and centre part of the front
block pattern
3. Creation of elastic mark in the block. Also created an extra dot in the neck area and
created one dot in the centre and joined all the dots in the centre of the cap.
6. Created the bottom cuff from the specs mentioned in stage 4. Height is 5.7 cm
9. From the block, extracted the back strap. Given 4 cm adjustable strap length
PATTERN CREATION OF A BRASSIERE BY LECTRA
10. For the perfect fit, we use ‘walking piece’ option at the time of creating the pattern 11. Final cut of the brassiere: (A) Bra side panel (B) Bra cup upper panel
(C) Bra cup joining panel (D) Bra cup lower panel (E) Bra back panel
A
B
C
D
E
Tech Talk
CMYK
JUNE 2012 StitchWorld 33
Tech Talk
various lingerie accessory suppliers in India like Kotak Overseas, Mumbai.
Manufacturing ProcessThe cutting of bra fabric is generally done by dye cutter or band knife or in case of larger volumes computerized reciprocating knife cutter, but only after the fabric has been ‘relaxed’ by following appropriate shrinkage control methods. This is necessary as the fabrics have high spandex content and the tolerance levels being very tight, while pre-shrunk fabrics would have the same dimensions throughout their lifespan.
As bra patterns are very small parts and require absolute accuracy to cut, straight knife and round knife cutting is generally not advised. Also one bra may consist of multiple types of fabrics, laces and accessories, therefore small separate markers are prepared for different materials. Again due to small and several pattern components (multiple size and styles in same marker), very efficient markers can be done, as the small parts are easy to adjust on the marker, resulting in high marker efficiencies.
In the entire manufacturing process it is the effective bundling and marker management which is the most tedious process all because the parts of the bra of different sizes look quite similar, it is important to ensure that they do not get mingled together, as different cut parts may get attached to a different size set. To solve this problem, manufacturers devised a special storing system similar to ‘pigeon holes’. A pigeon hole table has big holes on its surface
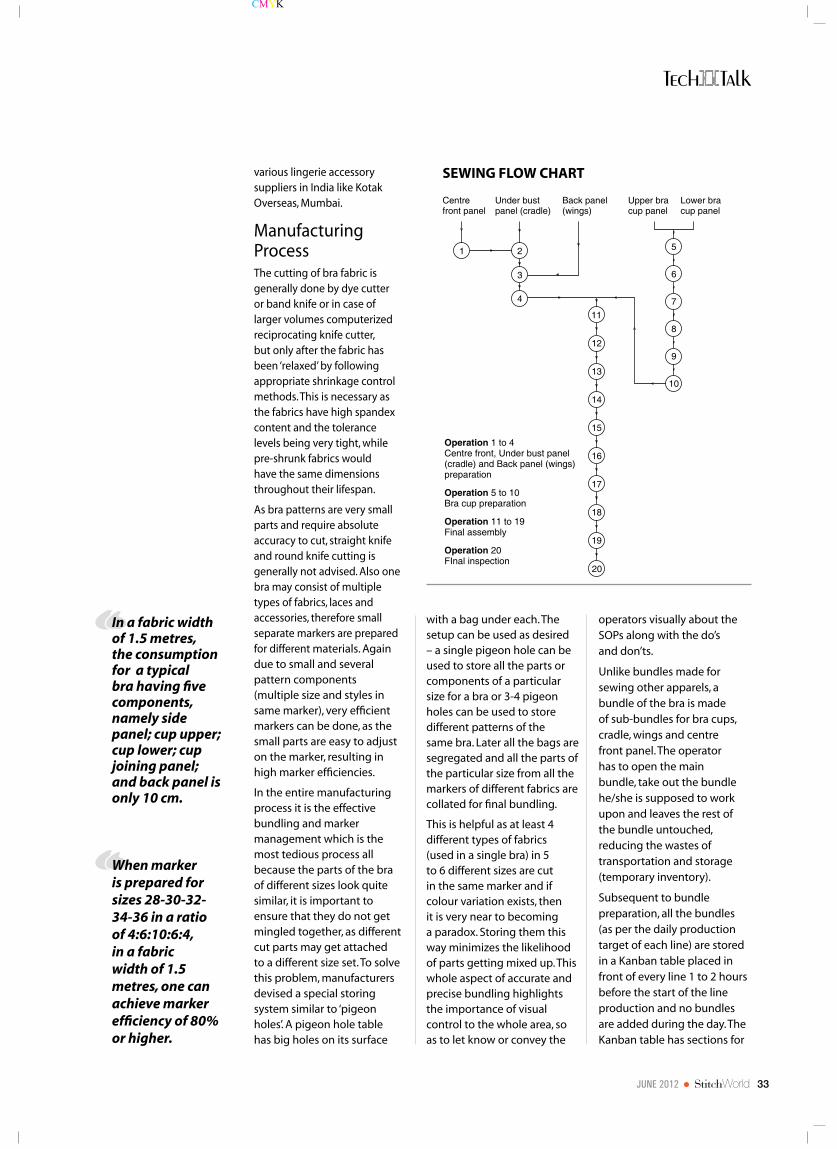
Operation 1 to 4 Centre front, Under bust panel (cradle) and Back panel (wings) preparation
Operation 5 to 10 Bra cup preparation
Operation 11 to 19 Final assembly
Operation 20 FInal inspection
When marker is prepared for sizes 28-30-32-34-36 in a ratio of 4:6:10:6:4, in a fabric width of 1.5 metres, one can achieve marker efficiency of 80% or higher.
In a fabric width of 1.5 metres, the consumption for a typical bra having five components, namely side panel; cup upper; cup lower; cup joining panel; and back panel is only 10 cm.
Centre front panel
Under bust panel (cradle)
Back panel (wings)
Upper bra cup panel
Lower bra cup panel
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
2
3
4
1
SEWING FLOW CHART
with a bag under each. The setup can be used as desired – a single pigeon hole can be used to store all the parts or components of a particular size for a bra or 3-4 pigeon holes can be used to store different patterns of the same bra. Later all the bags are segregated and all the parts of the particular size from all the markers of different fabrics are collated for final bundling.
This is helpful as at least 4 different types of fabrics (used in a single bra) in 5 to 6 different sizes are cut in the same marker and if colour variation exists, then it is very near to becoming a paradox. Storing them this way minimizes the likelihood of parts getting mixed up. This whole aspect of accurate and precise bundling highlights the importance of visual control to the whole area, so as to let know or convey the
operators visually about the SOPs along with the do’s and don’ts.
Unlike bundles made for sewing other apparels, a bundle of the bra is made of sub-bundles for bra cups, cradle, wings and centre front panel. The operator has to open the main bundle, take out the bundle he/she is supposed to work upon and leaves the rest of the bundle untouched, reducing the wastes of transportation and storage (temporary inventory).
Subsequent to bundle preparation, all the bundles (as per the daily production target of each line) are stored in a Kanban table placed in front of every line 1 to 2 hours before the start of the line production and no bundles are added during the day. The Kanban table has sections for
CMYK
34 StitchWorld JUNE 2012
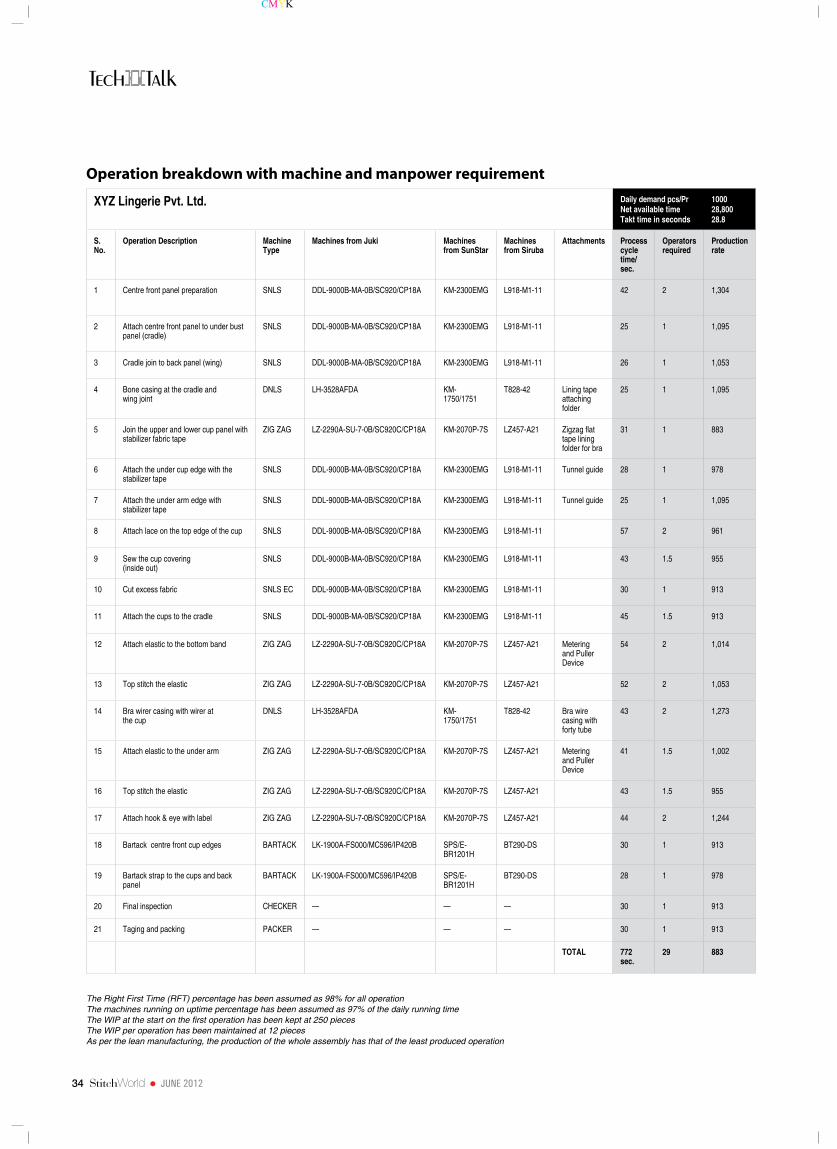
XYZ Lingerie Pvt. Ltd. Daily demand pcs/PrNet available timeTakt time in seconds
100028,80028.8
S. No.
Operation Description Machine Type
Machines from Juki Machines from SunStar
Machines from Siruba
Attachments Process cycle time/ sec.
Operators required
Production rate
1 Centre front panel preparation SNLS DDL-9000B-MA-0B/SC920/CP18A KM-2300EMG L918-M1-11 42 2 1,304
2 Attach centre front panel to under bust panel (cradle)
SNLS DDL-9000B-MA-0B/SC920/CP18A KM-2300EMG L918-M1-11 25 1 1,095
3 Cradle join to back panel (wing) SNLS DDL-9000B-MA-0B/SC920/CP18A KM-2300EMG L918-M1-11 26 1 1,053
4 Bone casing at the cradle and wing joint
DNLS LH-3528AFDA KM-1750/1751
T828-42 Lining tape attaching folder
25 1 1,095
5 Join the upper and lower cup panel with stabilizer fabric tape
ZIG ZAG LZ-2290A-SU-7-0B/SC920C/CP18A KM-2070P-7S LZ457-A21 Zigzag flat tape lining folder for bra
31 1 883
6 Attach the under cup edge with the stabilizer tape
SNLS DDL-9000B-MA-0B/SC920/CP18A KM-2300EMG L918-M1-11 Tunnel guide 28 1 978
7 Attach the under arm edge with stabilizer tape
SNLS DDL-9000B-MA-0B/SC920/CP18A KM-2300EMG L918-M1-11 Tunnel guide 25 1 1,095
8 Attach lace on the top edge of the cup SNLS DDL-9000B-MA-0B/SC920/CP18A KM-2300EMG L918-M1-11 57 2 961
9 Sew the cup covering (inside out)
SNLS DDL-9000B-MA-0B/SC920/CP18A KM-2300EMG L918-M1-11 43 1.5 955
10 Cut excess fabric SNLS EC DDL-9000B-MA-0B/SC920/CP18A KM-2300EMG L918-M1-11 30 1 913
11 Attach the cups to the cradle SNLS DDL-9000B-MA-0B/SC920/CP18A KM-2300EMG L918-M1-11 45 1.5 913
12 Attach elastic to the bottom band ZIG ZAG LZ-2290A-SU-7-0B/SC920C/CP18A KM-2070P-7S LZ457-A21 Metering and Puller Device
54 2 1,014
13 Top stitch the elastic ZIG ZAG LZ-2290A-SU-7-0B/SC920C/CP18A KM-2070P-7S LZ457-A21 52 2 1,053
14 Bra wirer casing with wirer at the cup
DNLS LH-3528AFDA KM-1750/1751
T828-42 Bra wire casing with forty tube
43 2 1,273
15 Attach elastic to the under arm ZIG ZAG LZ-2290A-SU-7-0B/SC920C/CP18A KM-2070P-7S LZ457-A21 Metering and Puller Device
41 1.5 1,002
16 Top stitch the elastic ZIG ZAG LZ-2290A-SU-7-0B/SC920C/CP18A KM-2070P-7S LZ457-A21 43 1.5 955
17 Attach hook & eye with label ZIG ZAG LZ-2290A-SU-7-0B/SC920C/CP18A KM-2070P-7S LZ457-A21 44 2 1,244
18 Bartack centre front cup edges BARTACK LK-1900A-FS000/MC596/IP420B SPS/E-BR1201H
BT290-DS 30 1 913
19 Bartack strap to the cups and back panel
BARTACK LK-1900A-FS000/MC596/IP420B SPS/E-BR1201H
BT290-DS 28 1 978
20 Final inspection CHECKER — — — 30 1 913
21 Taging and packing PACKER — — — 30 1 913
TOTAL 772 sec.
29 883
The Right First Time (RFT) percentage has been assumed as 98% for all operationThe machines running on uptime percentage has been assumed as 97% of the daily running timeThe WIP at the start on the first operation has been kept at 250 piecesThe WIP per operation has been maintained at 12 piecesAs per the lean manufacturing, the production of the whole assembly has that of the least produced operation
Operation breakdown with machine and manpower requirement
Tech Talk
CMYK
JUNE 2012 StitchWorld 35
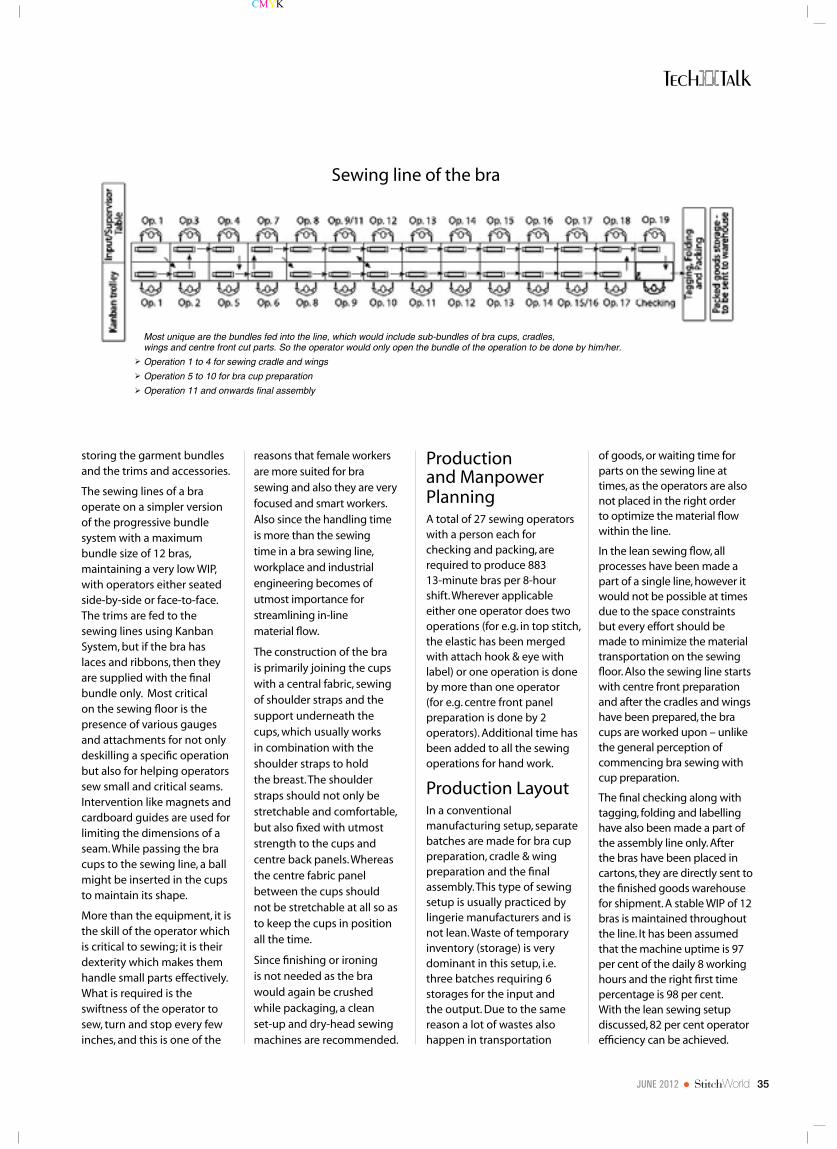
Most unique are the bundles fed into the line, which would include sub-bundles of bra cups, cradles, wings and centre front cut parts. So the operator would only open the bundle of the operation to be done by him/her.Operation 1 to 4 for sewing cradle and wingsOperation 5 to 10 for bra cup preparationOperation 11 and onwards final assembly
Sewing line of the bra
Tech Talk
storing the garment bundles and the trims and accessories.
The sewing lines of a bra operate on a simpler version of the progressive bundle system with a maximum bundle size of 12 bras, maintaining a very low WIP, with operators either seated side-by-side or face-to-face. The trims are fed to the sewing lines using Kanban System, but if the bra has laces and ribbons, then they are supplied with the final bundle only. Most critical on the sewing floor is the presence of various gauges and attachments for not only deskilling a specific operation but also for helping operators sew small and critical seams. Intervention like magnets and cardboard guides are used for limiting the dimensions of a seam. While passing the bra cups to the sewing line, a ball might be inserted in the cups to maintain its shape.
More than the equipment, it is the skill of the operator which is critical to sewing; it is their dexterity which makes them handle small parts effectively. What is required is the swiftness of the operator to sew, turn and stop every few inches, and this is one of the
reasons that female workers are more suited for bra sewing and also they are very focused and smart workers. Also since the handling time is more than the sewing time in a bra sewing line, workplace and industrial engineering becomes of utmost importance for streamlining in-line material flow.
The construction of the bra is primarily joining the cups with a central fabric, sewing of shoulder straps and the support underneath the cups, which usually works in combination with the shoulder straps to hold the breast. The shoulder straps should not only be stretchable and comfortable, but also fixed with utmost strength to the cups and centre back panels. Whereas the centre fabric panel between the cups should not be stretchable at all so as to keep the cups in position all the time.
Since finishing or ironing is not needed as the bra would again be crushed while packaging, a clean set-up and dry-head sewing machines are recommended.
Production and Manpower PlanningA total of 27 sewing operators with a person each for checking and packing, are required to produce 883 13-minute bras per 8-hour shift. Wherever applicable either one operator does two operations (for e.g. in top stitch, the elastic has been merged with attach hook & eye with label) or one operation is done by more than one operator (for e.g. centre front panel preparation is done by 2 operators). Additional time has been added to all the sewing operations for hand work.
Production Layout In a conventional manufacturing setup, separate batches are made for bra cup preparation, cradle & wing preparation and the final assembly. This type of sewing setup is usually practiced by lingerie manufacturers and is not lean. Waste of temporary inventory (storage) is very dominant in this setup, i.e. three batches requiring 6 storages for the input and the output. Due to the same reason a lot of wastes also happen in transportation
of goods, or waiting time for parts on the sewing line at times, as the operators are also not placed in the right order to optimize the material flow within the line.
In the lean sewing flow, all processes have been made a part of a single line, however it would not be possible at times due to the space constraints but every effort should be made to minimize the material transportation on the sewing floor. Also the sewing line starts with centre front preparation and after the cradles and wings have been prepared, the bra cups are worked upon – unlike the general perception of commencing bra sewing with cup preparation.
The final checking along with tagging, folding and labelling have also been made a part of the assembly line only. After the bras have been placed in cartons, they are directly sent to the finished goods warehouse for shipment. A stable WIP of 12 bras is maintained throughout the line. It has been assumed that the machine uptime is 97 per cent of the daily 8 working hours and the right first time percentage is 98 per cent. With the lean sewing setup discussed, 82 per cent operator efficiency can be achieved.

CMYK
36 StitchWorld JUNE 2012
Sewing Machines for Bra ManufacturingAgainst the general
perception that bra sewing
requires highly automated
solutions because of it
being an engineered
product, it just requires
basic sewing machines
with few additional
features and extensive
use of attachments and
work aids for deskilling
the overall sewing
operations. The common
features across all types
of machines are semi-dry
heads, light-duty and
direct-drive motors.
Zigzag Lockstitch for the stretch and finishProviding a unique look with extra stretch, comfort and fit in certain areas, zigzag is the second most important stitch-type after lockstitch in sewing a bra. Zigzag machines comes preloaded with around 20 different zigzag, T-stitch, blind stitch and cover stitch patterns grouped into 14 different types, and a maximum of 99 patterns can be stored with the self-pattern input function. A single unit of a Zigzag sewing machine is extremely versatile and can perform straight, standard zigzag, 2-step zigzag, 3-step zigzag, scallop and blind stitch. As a result, the machines are available for a far wider range of applications. Fine stitches of 1.3 mm to 10 mm width
Pattern Tacking for extra-strong seamsBartack is specifically done on areas which require extra strength like the bra cup and strap joining as the breasts are supported by this sole joint. The bartack machines can achieve a maximum sewing speed of 3000 stitches per minute, enhancing the start-up speed at the beginning and ending of sewing, as well as the speed of thread trimming, thus reducing the total cycle time and enhancing productivity.
In addition to the high-speed sewing performance, the machine’s starting, stopping, thread-trimming and automatic presser lifting speeds have been increased to significantly shorten total cycle time and are equipped
can be produced with the help of the innovative Zigzag sewing machines. The rotary hook used in the machines is devised to form a thread loop at uniform intervals from side to sides by adopting a rotary hook shaft offset mechanism, which not only provides the fine sewing quality but also prevents the thread breakage and stitch-skipping problem.
with a vertical presser foot specially for bra. The machine that comes with 50 pre-fed patterns and can store up to 200 bartack patterns. All being computer-controlled the stitches can be customised for quality and look to the finest of detail.
The LZ457A-40 Zigzag lockstitch machine from Siruba, can perform straight, standard zigzag, 2-step zigzag, 3-step zigzag, scallop and blind stitch
The LK-19100A Pattern and bar tacking machine from Juki comes with special vertical presser foot for sewing lingerie
Tech Talk
CMYK

CMYK
38 StitchWorld JUNE 2012
Single Needle Lockstitch for strength and stabilityLockstitch is majorly used in joining the whole bra for its strength and stability. All the machines are made keeping in mind the ergonomics required specifically for sewing a bra, for example all types of levers and clutches present in a basic lockstitch machine are repositioned specifically for bra operation and the presser foot can be lifted to a minimal height of just 15 mm, unlike regular lockstitch machines. The machines are also equipped with smooth and swift under-bed trimmers, which also prevent the nuance of ‘Bird’s Nest’ formation at the start of sewing, common in machines
Double Needle Lockstitch for tape and wire attachingDouble needle lockstitch is majorly used for giving extra strength to tape and wire attaching operations and also for reducing the time consumed in doing seams requiring two parallel lockstitches. For effective control over the delicate lingerie fabrics, the presser foot can be lifted by a very minute amount by adjusting the eccentric pin located in the presser lifter lever section, thereby reducing the pressure on the fabric, which helps sew shaggy and elastic fabrics. The thread trimming mechanism in the machines has a wide operating facet, which enables uniform thread
The MHA-600BB Bra strap sewing machine from Human Apparel Solutions (HAMS) Japan, has combined the whole process of cutting the strap, inserting the 8-shaped ring, closing its end by sewing and then inserting the O-shaped ring in a single operation, that too in an
operators. This machine can also incorporate functions of detecting thread shortage, ring metal shortage, tape material shortage and tape seams. The machine although being a high-end automat is simple in operation, thanks to its Japanese design, and with a few gauge changes the
with under-bed trimmers. With the ability to sew at the speed of 5000 RPM, the machine is equipped with features like reverse feeding, auto-thread trimmer and thread wiper.
trimming even when the sewing thread width keeps varying, barring the need to change the thread trimmer’s setting with the change in the sewing thread.
unbelievable time of just 5 seconds, producing up to 4600 straps in a single day. The machine has in-built photocells which senses the required length of the strap and actuate the cutter to cut the strap at the required length, minimizing the labour requirement to just a single operator from three
Special Operation Machines for Bra Strap Preparation
The KM-1750/1751A Double needle lockstitch machine from SunStar, is specially required for tape and wire attaching operations The MHA-600BB Bra strap sewing machine from Human Apparel Solutions
(HAMS) Japan, combining the whole process of bra strap preparation in a single operation
machine can operate on straps with a maximum width of 18 mm. The standard life span of the machine is 10 years, and the ROI can be achieved in about 5 years. Due to the nature of the machine, it is placed not on the sewing floor but rather in the trims store, where straps are prepared size-wise and allotted to the lines.
Tech Talk

CMYK

CMYK
40 StitchWorld JUNE 2012
A visible trend in the knitting sector in North India has been the upgradation of technology
from labour intensive hand flat machines to swift, user-friendly and computerized flat
knitting machines by all the major knitwear manufacturers in the region. Almost everyone
with a setup of at least 200 hand flat knitting machines is shifting its production to
computerized machines and adding a few new machines year after year. This is not only
due to the acute shortage of labour that the industry is facing, but also due to the change
in types of sweaters done by them and the emerging demand for finer flat knitted fashion
products, analyses Team StitchWorld…
High Value Flat Knits An Emerging Niche for Delhi-NCR
this region. All major retailers/brands like Vero Moda, Forever 21, Trussardi, H&M, J. Crew, Macy’s, Bloomingdales, Banana Republic, Mango, Zara, Vera Wang, Marc Jacobs and Calvin Klein to name a few have added summer cardigans in their product basket.
There are however apprehensions on working with cotton yarn, essential in the making of a summer cardigan, as it spoils the needle latch which costs almost Rs. 3 lakh for repair. The problem arises because of the tendency of fine yarns to abrasion, so it is important to use good quality
segment of cotton, polyester and blended yarns …
Over the last two years capacities in flat knitting machines have been building up in the Delhi-NCR region. Though not a completely new segment for the industry, major investments have not gone unnoticed. There are many reasons for the increasing investment in flat knit capacities, the first of course being the growing demands for flat knit products from high-end customers, who have always been the core clientele base of exporters in
Considered a seasonal garment till recently, sweaters have evolved as a full year category
with the addition of what is popularly termed as ‘summer cardigans’. As the fashion and utility value of sweaters extends throughout the year, the business prospects for flat knit garment manufacturers working in this category has increased manifold. Interestingly, while traditional manufacturers in Ludhiana are still mostly working on winter wear, exporters in the Delhi-NCR region are looking to capitalize on the fashion
Courtesy - Fashion Forward Trends
Tech Talk

CMYK
JUNE 2012 StitchWorld 41
Summer sweaters are high value items because first you need to invest a lot in the machines and then that machine only makes 20-30 sweaters per day, the yarns are also expensive, the average FOB works to around 4-5 Euro for Europe and $ 10 for the US.
yarn and run the machine with care. Also the cotton yarn needs to be mercerized before being used otherwise it tends to strain the needles. Skilled operators should keep vigilant watch on the yarn feeding for laxity and ensure that the machine is cleaned often for smooth functioning. Besides operational problems, since bulk orders do not exist, it raises questions regarding the viability of producing the summer cardigan.
Yet, many forward thinking players are much clued into the trend and are growing on this segment, with all of them claiming that the demand for cotton sweaters is rising
Though buyers are looking for volumes in winter and summer sweaters, the focus is on finer knits which give higher UVRs. Summer sweaters are high value items because first you need to invest a lot in the machines and then that machine only makes 20-30 sweaters per day, the yarns are also expensive, the average FOB works to around 4-5 Euro for Europe and $ 10 for the US. There is also an increased use of fine blends and fancy yarns which are being imported.
There is lot of potential in this category as this technique is different from woven and knitted garments and there
faster than that for traditional sweaters. Sweaters have become a summer fashion statement with light weight cotton sweaters with various embellishments being in vogue for women, also light weight Golf sweaters in 100% cotton and cotton blends are year round trend. Earlier, golf sweaters were made of premium yarns like mercerized cotton, Pima/Modal, etc. with some structures, Jacquards, stripes and also some specialized products which are combination of fine knits and sweaters but looking at increased demand in fashion sweaters, new products like Intarsia Argyles, finer 14gg fabrics, garment dyed sweaters and also sweaters with various embellishment are now being manufactured.
are endless possibilities of designing on the new flat knitting machines available in the market. Further, the easy availability of summer specific yarns for flat knits in fine counts like 2/40s and 2/50s in cottons, viscose and various blends have helped to cater to the international demands but the range of fancy/specialized yarns availability in comparison to China is still a limitation out of India.
It cannot be denied that China and Bangladesh have the volumes in flat knits and an average factory setup is 200-3000 flat knitting machines under one roof, yet there is a lot of untapped potential in this category for export out of India for value-added/fashion oriented sweaters.

CMYK
42 StitchWorld JUNE 2012
Finest Japanese Flat Knitters from Shima SeikiAmong the variety of knitting machines offered from Shima Seiki, the “wide-gauge” Series NSSG 122SV, the latest Economy Model SSR112SV and the exclusive machine for Intarsia – Model MSIG2 with 40 Intarsia Feeder, are some of the popular machines being used by majority of flat knitter. All the three innovations are equipped with Digital Stitch Control System (DSCS), Rapid Response R2CARRIAGE System, Spring-type sinkers and Stitch presser system.
Considered one of the most significant breakthroughs in modern-day knitting, the patented DSCS monitors yarn consumption continuously and adjusts yarn feeding and tension to yield consistency throughout the fabric to within a remarkable ±1% tolerance. The Rapid Response R2CARRIAGE System achieves quicker carriage returns after each course, resulting in a significant increase in productivity. Spring-type sinkers operate full-time regardless of carriage position, and provide gentle hold-down movement, realizing significant improvement in quality and texture for complicated three-dimensional fabrics.
The patented stitch presser system features a special motor-driven system which allows the pressers to carry out individual on/
off adjustments in both knit and transfer in either course direction. These pressers are able to hold down fabric gently for improved consistency and control, contributing significantly to quality shaping. Another innovation present in the machines is the yarn cutter and gripper
system consisting of two yarn grippers and one yarn cutter that work in precise coordination with each other. Since the gripper and cutter are separate units, they can be independently activated to delay cutting while holding, or perform holding alone.
“Investing in Chinese machines might be good as an entry point to this industry, but for consistent performance and long-term growth investing with leading companies like Shima Seiki is only growth strategy,” says Ashwani Behl, MD, Janaksons International – the sole suppliers of Shima Seiki in India. He adds, “Even in China, where there are over 200 local manufacturers of flat knit machines, Shima Seiki is supplying around 8000 machines every year to the industry because of the features which make it far superior to local
Flat Knitting Technology Options
As Indian flat knitters
are increasingly
upgrading their
knitting capabilities,
many global suppliers
of the technology are
supplying to India
either directly or
through dedicated
agents. Among the
international leaders in
flat knitting machines
are Shima Seiki (Japan),
Stoll (Germany), Protti
(Italy), Universal
(Germany) and Steiger-
Zamark (Switzerland/
Italy). With price being
a major consideration
many Chinese
manufacturers are also
present in the market
like Cixing, Kauo Heng,
Ningbo Yuren Knitting
Machine, to name a few
popular ones.
The main accessories to
a flat knitting machine
are the knitting
needles, supplied by
third party companies.
Among these, Groz-
Beckert (Germany),
Sugiura Needle
(Japan) and Christoph
Liebers (Germany)
are well established
suppliers. All of them
have representatives
and some also have
showrooms in India.
The yarn counts used have to match the gauge, as the space between the needles restricts the thickness of the yarn. There is no mathematical rule which would correlate the gauge of the machine with the yarn count, as a lot depends on the structure of the yarn.
The latest economy model SSR 112SV from Shima Seiki is very popular among the Flat knitters in North India
Tech Review

CMYK
JUNE 2012 StitchWorld 43
machines which includes productivity of at least 45% more, versatility in design applications, long life of over 35 years as against a maximum of 8-10 years for a local machine, besides the backing of a company that has over 50 years of industry understanding.”
Stoll Flat Knitting machines – Made in ChinaThe Stoll TSM-252 is the economy version of the German Stoll machine and is manufactured by a subsidiary of the company in China with the same German precision and accuracy. The flat knitting machine with double system comes in gauge
ranges of 12 GG, 10 GG, 8 GG, 7 GG and 5 GG. Cost-effective variants of the same machines with single knitting system are also available, offering the same gauge range. Knit transfer, Tuck, Pointelle, Non-Dasheed Intarsia, Jacquard, Chiaroscuro narrowing and other regular knitting variants are possible with ease on the machine. The sinker system, controlled via stepping, can be adjusted as per different fabrics to reduce the effect of narrowing and widening in knitting. The machine is equipped with a touch screen LCD panel, which not only makes the machine easy to control but also displays all the relevant details of knitting available.
Supplying the machines in North India, Manjit Singh Saini of S&D Fabrics, claimed that the Chinese versions are not only cheaper but also better than the original German machine and said, “The machine would cost you 5 times less than a German Stoll and would also give optimum productivity for 10 years at least.” The Stoll flat knit is claimed to be the only machine capable of working with all the three widely used software in knitting machines, i.e. M-1, Picasa and Thank Su. Hence, there is no need to convert the designs to a single file format. The maximum speed of the machine is 1.2 metres per second and is adjustable according to the width and
pattern of the knitwear, avoiding unnecessary movement and attaining greater productivity. “The clippers and nippers in the machine are controlled by 6 different motors and their operations can be programmed, enabling increased work efficiency and reduction in yarn wastage,” adds Manjit.
Cost-effective and durable Flat Knitters – CixingThe GE2-52C Flat knitter has a single carriage with double cam system and comb system. The machine is equipped with an improved comb device (including a clip and a cutter), which helps the compose needle
Tech Review

CMYK
44 StitchWorld JUNE 2012
to catch or release the yarn. The proper movement of the comb with clip reduces yarn wastage and increases the production efficiency. The machine uses digital patterns for transfer, tuck, Intarsia, Jacquard, apparent shape, hidden shape and other regular shapes using digital functions. It can knit basic single or double jersey plain fabric, irregular multi-colours Jacquard, Intarsia, cable and Pointelle structure patterns. The machine is capable of doing Intarsia with 15 feeders. The SFT yarn storage device maintains yarn tension and gives fabric an even appearance, which is a must requirement of quality. The machine is available in 5 to 16 gauges with the knitting width of 45, 52 and 56 inches.
Supplying machines of the company in the Delhi-NCR region, Udayan Khanna of T Khanna & Co., is convinced that mixing and matching high-end machines with Chinese machines is a good viable option. “According to me people need to understand how to use Chinese machines in the most profitable manner. What we suggest is to take the Chinese machines with the high-end German or Japanese flat knitters, and make optimum use of the high-end specialized machines by only doing the Jacquard or Intarsia designs on them, for which they are specifically made, and do the rest of the basic panels, on the Chinese machine. This would not only improve the ROI of the whole project but also reduce the knitting costs per sweater,” he says.
The Chinese Stoll would cost 5 times less than a German Stoll and would also give optimum productivity for 10 years at least. It claims to be the only machine capable of working with all the three widely used software in knitting machines, i.e. M-1, Picasa and Thank Su. Hence, there is no need to convert the designs to a single file format.
The Stoll TSM-252 is the economy version of the German Stoll machine and is manufactured by a subsidiary of the company in China
The GE2-52C Flat knitter from Cixing is capable of doing Intarsia with 15 feeders
Technologies for assembling Flat Knit panelsFully fashioned panels are linked mesh by mesh with a circular linking machine (also called dial linking machine) using an end of the knitting yarn. This process is used to link all seams including shoulder, armhole, neck, placket, arm and side seams. Generally, the linking machines are circular and will match the gauge of the knit. Among the leading suppliers of circular linking machines are KMF, Germany, Exacta, Italy, and several other, mostly Chinese suppliers. Marui, Japan offers flat-type linking machines for the long and straight side, sleeve or front seams in gauges from 3 to 20.
Another option is mock linking machines that are quicker and cheaper. These flatbed machines simulate the chain stitch, which will be executed with an end of the knitting yarn. Obviously, the gauge of the knit will influence the stitch length, the sewing thread tension and the choice of sewing needle. A typical example of the machine is from Erbe, France.
A rather new application on flat knits is taping. The technology is used for waterproofing seams and on fine circular or warp knits for active sportswear, swimwear and lingerie. Stoll has run a series of tests lately with the Italian company Framis, a supplier of thermo bonding devices and materials. Rolling edges, seams, plackets and lapels can be stabilised with the elastic silicone bands and cut pieces. The thermo bonding is done at 120° C and would be washable with 60° C – which is more than sufficient for knitwear.
Tech Review
CMYK

CMYK
46 StitchWorld JUNE 2012
Should Flat Knitters Mix Machines for Better ROIs?
In India, about 75% of the sweaters being manufactured
are basic in nature, while the rest are more complicated Intarsia and Jacquard designs requiring high-end specialised machines. While there is a section of knitters who are mixing high-end machines for intricate panels with more basic machines to produce basic panels to get better ROIs, for others this only means decrease in quality and loss of business.
For the manufacturers mixing different machines for better ROIs, the justification is simple – with a right mix of machines (high- and low-end) — the company according to them can reduce their production costs and overheads by almost 50%. Impressive no doubt, but not all agree to the logic. Industry stalwart, Mukesh Gupta, CEO, Cleantech, is very vocal in his views against the concept of mix and matching of different machines in a single product. “Knitting is defined by the two parameters of shape of the knitted loop and stitch length of the same, and no two machines even from the same company can produce two identical knitted loops. Hence, the difference in the fabrics is perceivable by the human eye, i.e. making the quality of the overall garment questionable,” he says.
Gauge of a machine defines the space between individual needles (sometimes known as ‘pitch’) and according to Gupta, machines of different make, even of same gauge, do not have the same pitch. Therefore, the shape of the “Knitted loop” cannot be identical from different machines. Further, the concept of “stitch length” or the length of yarn in a “knitted loop” cannot be easily measured on flat knitting machines; therefore it is impossible to produce identical fabrics on different machines. It is also impossible to knit identical fabric on two identical machines. Due to
both the above mentioned phenomenon, the variation in the loop structure further varies the overall look of the garment, which cannot defeat the human eye. This also can arise due to different tension settings on the machines, giving rise to ‘Barre’ effect.
However, even Gupta adds a rider..., “All these variations are more prominent in case of coarse count yarns; however there are chances of tricking the human eye in case of finer counts exceeding 40’s, similar to the type of yarn used by flat knitters in the Delhi-NCR region,” concludes Gupta.
There are a few knitters who are mixing machines for optimal operations like Boutique International, headed by Ramandeep Singh that has a total of 20 computerised flat knitters, 4 from Shima Seiki and the rest from Cixing, i.e. 20% high-end computerised and the rest 80% cost-effective basic machines from Cixing. “Initially we were doing flat knits on hand flat knitting machines, but now due to shortage of labour have started shifting our production from manual to computerised knitting machines. And moreover buying the right mix of computerised machines has enabled us to reduce our knitting cost per piece by Rs. 50, which is great,” says Ramandeep.
The right choice when selecting machines is invariably dependent on the buyer profile of the company and how quality is perceived by the company... but many factors have to be taken into consideration like productivity, downtime, labour input required, service/maintenance requirements, durability and ROI. After all, the buyer does not place an order based on what machines a company has, but eventually what quality of product is delivered. It is the prerogative of the knitters to select the machines best suited to their operations.
SANDEEP GUPTAMD, Gupta Exim
VIMAL SINGHLA MD, Manglam Apparels
RAMANDEEP SINGH Partner, Boutique International
Tech Review
Gupta Exim, one of the best equipped vertical plants for fine knits with annual capacities of approx. 6,00,000 pcs., has 30 computerized knitting machines – 40 feeder Intarsia machines from Shima Seiki, and 32 feeder Intarsia machines from Stoll.
Manglam Apparels first added three Stoll 32 colour Intarsia fully computerized machines in 2010 and soon expanded its capacity by adding 9 more Stoll Intarsia machines this year, taking its capacity to 25,000 flat knitted garments per month.
Boutique International has gained a respectable position as a flat knit manufacturer in the Delhi-NCR region in a short span of time. The company currently has 20 computerized flat knitting machines and 450 hand flat knitting machines, producing more than 30,000 pieces per month.

CMYK
CMYK
48 StitchWorld JUNE 2012
Always open to new ideas and quick to pick up evolving
needs of the industry, Jain joined his father’s business in 1982, which also proved to be the turning point for the company. “We were initially into supplying electrical goods like wires, cables, switches for the same industry, but it was Dinesh ji who advised us to get into the garment finishing industry, as the area was fast picking up in the 80’s,” reminisces Jain. Later it was again DJH who showed them the direction for investing in the equipment spare parts in the late 90’s.
A humble man, Jain is fast to add that apart from DJH, owners of Shahi Exports, BRFL Scotts Garments, Creative Group , Meerena Creations,
Gemini, Texport Group, Indian Design, Prateek Apparels, and many other industry stalwarts have supported him wholeheartedly in his pursuit of innovation and helped him to reach the position he
enjoys in the market. “They not only gave me business but also guided me with ideas, as the industry at that time was depending majorly on Japanese and German companies for parts, which
For many companies the journey of growth is a memorable experience which not only defines the milestones of the company but also the defining moments of the industry. Started by his father P. Mangilal Jain in 1974, M L Jain, Director, Mahaveer Industrial Suppliers, is very humbled by the way the industry stalwarts like Dinesh J Hinduja (DJH), the former MD of Gokaldas Exports, were catalyst in their growth, guiding and supporting new initiatives. In a nostalgic mood, Jain who is popularly known in the industry as Raju Jain, shares with Team StitchWorld the changing face of the industry and how he always responded to the change to stay a favourite supplier to the industry.
‘Gauge’ Responding to Industry NeedsFolders and Attachments a Major Growth Area
ML Jain proudly poses with his two sons Mahaveer and Hitesh
The most important service to the industry is to deliver the spares on time, so that production is not hampered and is of good quality.
Tech Interview
CMYK

CMYK
50 StitchWorld JUNE 2012
The company takes two weeks for new developments and it is possible because of strong backward links. Also there are no minimum order requirements, but there is a minimum cost of development, which has to be borne by the industry. Gokaldas Exports was the first company that placed an order for attachments, while Toniy Attachments in Taiwan was the first company that Jain worked with for attachments.
Today, Bombay Rayon Fashions is the single largest buyer for the company for attachments, spares and machines of FDM. In fact, Aman Agrawal has personally been with Jain to China to see the manufacturing plant of attachments and was very much impressed with the setup. “Both Aman and Prashant Agrawal are very proactive and discuss in detail what they need and based on that we source various attachments to support them. Naseer Ahmed of Scotts Garments is another exporter who has continuously guided us with new ideas,” avers Jain.
In fact, industry responsiveness according to Jain is their biggest strength and asset. “All our ideas are generated from the industry’s needs. There was a time when people used to talk about safety safety of the workers at their factories while others laughed at the thought, but we sensed the change and started importing safety items like gloves,” avers Jain. He recalls the time when they started importing hand gloves, which used to cost 6 times more compared to now.
All of the value adds that the company has expanded into are now very critical to the industry and it is serviced from the Bangalore headquarters. For this, the company has tied-up with Blue Dart/First Flight
Toniy Attachments and KH Company/Kenlen.
The next major milestone for the company came a few years later with the advent of attachments to make operations simpler and faster. “An important division of our company today is that of attachments and folders, which was started in 1995-96, when the labour-reducing productivity revolution started in the industry. We first developed the folders in Taiwan, but when the quantities increased after 10 years or so, we started getting it manufactured from China,” informs Jain. The folder and attachment segment of his business is very innovative, as one is always striving to find new solutions to aid production, and Jain travels regularly to China to develop them as per industry demands. “This is not a straight product import business and we interact regularly with the industry to understand their needs and then get it developed,” says Jain.
were very expensive, so we needed to create products to suit the industry in both quality and price,” recalls Jain. It was from the need generated from the industry that the company started importing steam irons, spares for Sussman, Trevil and other finishing equipments brands.
The industry started to invest in new imported machines in the 90’s, as buyers became very quality-conscious, with many German and Japanese companies supplying to the country. “It was in 1994 that we decided that there is a big market for sewing machine spare parts in the country, and we also stepped into this market segment and started importing spare parts from Taiwan, Germany and China under the brand name Gauge sewing machines and spares. With time China became a big player in the machine segment and today nearly 75% of our imports are from China,” says Jain. The first few companies that Jain started working with were Strong H,
The folder and attachment segment of his business is very innovative as one always has to find new solutions to aid production, and Jain travels regularly to China to develop them as per industry demands. The company takes two weeks for new developments and it is possible because of strong backward links.
ML Jain (centre) with his core team at their Bangalore headquarters
Tech Interview

CMYK
JUNE 2012 StitchWorld 51
affordable price, for this we plan to start manufacturing in India by 2014-15, because the labour cost in China is growing so it will be difficult to sustain,” concludes Jain. His vision is supported by his two sons – Mahaveer
and Hitesh Luniya who are now a part of the business, leaving him free to concrete the vision with greater focus on sourcing better and affordable products while they handle the operations part of the business.
check the quality of each spares in China/Taiwan and then select the supplier for the parts… We live by our slogan, which says – ‘Your productions will never stop’,” avers Jain.
Jain is confident that his business can only grow. “As labour is still cheap as compared to other countries, the focus is certainly on productivity tool and that is where folders and attachments come handy,” reasons Jain. Among the products which are most popular with the Indian market is – Strong H spare parts, which is a Taiwan based company, that Jain claims has very high quality spare parts at a reasonable price. Other popular products include Edge make hook sets, Edge garment marking pens, Edge invisible markers, Loopers, Toniy pressure foots and Toniy folders.
Not losing focus, Jain admits that the biggest challenge in the future is “How competitive we are. Business is not going to be a big issue, but running it competitively is the challenge and by 2014 we want to have online ordering system so that we remove all middle men and reduce the transaction cost. We also want to make folders and attachments at an
to ensure that all the orders received before 6:30 pm are dispatched to the factory on the same day. Servicing for Mahaveer is about responding quickly to needs. “We have a website, where all the products can be seen, but it gets very difficult to take orders on the website as we have 45,000 inventory items so we have an email system, where clients can send us pictures of the products they require and we send counter samples for their approval within a maximum lead time of one hour,” informs Jain.
Having worked with the industry for three decades, Jain understands the nuances of the business well and since 50% of the parts are interchangeable among the various brands of machinery, the company can serve its clients 90% times within 24 hrs of the demand generation. “To earn the reputation of a one-stop-solution for all machine spare parts and attachments, the company maintains stock levels 90% of the times,” says Jain.
The most important service to the industry is to deliver the spares on time, so that production is not held-up and is of good quality. maintain timely execution. “I personally
Stocks of spare parts and folders are maintained systematically The front desk of the headquarters where customers can directly place orders
Tech Interview

CMYK
52 StitchWorld JUNE 2012
Believing in the ideology of “Growing Together”, Raymond, India’s leading textile
and apparel brand and leader in worsted fabric and garments, has launched
India’s first training centre in Bihar with the support of Bihar Government to
impart tailoring skills to underprivileged youth and tailors. Inaugurated in Patna
by the Chief Minister Nitish Kumar and Gautam Singhania, CMD, Raymond, the
centre is geared to train 250 candidates in suit, shirt and trouser making in the
first academic year.
knowledge and ideas, while providing customers with quality tailored garments. The Raymond Tailoring Centre shall train over 10,000 students in various aspects of tailoring including suit, shirt and trouser making over the next five years.
The minimum qualification for admission to the Raymond Tailoring Centre is 8th standard pass. At the time of enrolment, the student will need to pay the fees of Rs. 2000 each for shirt and trouser making course and Rs. 5000 for suit making. These fees are refundable once the course is successfully completed by the student. The initial course fee is to ensure that the Centre attracts serious candidates, in keeping with the high standards of its training modules.
Speaking at the launch in Patna, Gautam Singhania, Chairman and MD, Raymond Ltd. said, “The tailoring community is one of the key spokes of the textile and apparel industry. It is
Raymond launches India's first tailor training centre in Bihar
(L to R) – Bihar Chief Minister Nitish Kumar with Deputy Chief Minister Sushil Modi; Labour Minister Janardan Singh Sigriwal; and Raymond CMD Gautam Singhania inaugurating India’s first Raymond Tailoring Centre in Patna
It has been Raymond’s endeavour to rejuvenate
the fading art of tailoring and in this direction has initiated several steps. The Raymond Tailoring Centre holds the vision of imparting training skills to unemployed, underprivileged youth
and the existing tailoring community, by upgrading their current skill sets and encouraging employment and entrepreneurship.
Raymond through this initiative aims to create a network of skilled stylist tailors across India for sharing of
Tech Talk

CMYK
JUNE 2012 StitchWorld 53
important for tailors to be abreast of styling trends and be able to implement them in the garments to suit evolving customer tastes, given constant upgradation in fashion. Considering technological advancements in the sector, our module includes training candidates on the latest modern technology machinery and use of the world’s best tailoring practices at no financial expense to the students. Special focus shall be given to encourage women to pursue our programmes, through special reservation for them. We are proud to have the support of the Government of Bihar in our first step in this direction.”
Ram Bhatnagar, President – Emerging Business, Raymond Ltd., shared with StitchWorld
that Raymond will assist the trained students in placements in the 680 ‘The Raymond Shops’ and other multi-brand outlets. Raymond will also provide them career opportunities in around 100 Raymond workshops which will be setup during this period.
The trained tailors will be encouraged to setup tailor shops and Raymond shall support them in their endeavour in becoming trained stylist tailors. “We plan to launch 20 centres across India to employ trained tailors over the next five years,” states Ram.
RAM BHATNAGAR President – Emerging Business, Raymond Ltd.
Raymond will assist the trained students in placements in the 680 ‘The Raymond Shops’ and other multi-brand outlets
Speaking after the inauguration, Nitish Kumar urged Singhania to setup a garment unit in Bihar to give further boost to the State in terms of employment and revenue. He is ready to give all possible help to the private investors who want to setup their manufacturing units in the State.
With a capacity of 31 million metres in wool and wool blended fabrics, Raymond commands over 60 per cent market share in worsted suiting in India and ranks amongst the first three fully integrated manufacturers of worsted suiting in the world. The company has around five garmenting units out of which Silver Spark Apparel, Everblue Apparel and Celebrations Apparel based out of Bangalore are catering to the export market.
Tech Talk

CMYK
CMYK
CMYK





























