Introducción al control de calidad, importancia, ventajas, control estadistico, medidas de calidad herramientas de control
Repblica Bolivariana de VenezuelaMinisterio del Poder Popular
para la Educacin SuperiorUniversidad Nacional Experimental
Politcnica de Las Fuerzas ArmadasU.N.E.F.ASabaneta- BarinasIng.
AgroindustrialSemestre VII
Control de Calidad
Bachilleres: Caballero, Rosa c.i. 19.620.525 Gallego Ingrid c.i.
18.790.065
Presentado a: Prof. Ing. Mara Briceo
Sabaneta, Edo. Barinas, abril de 2012. Introduccin
Una de las reas de la actividad humana en la que la aplicacin de
tcnicas estadsticas ha tenido gran difusin y al mismo tiempo un
enorme xito, es en la de aquellos aspectos que se relacionan con el
control de calidad de produccin de bienes y suministro de
servicios. En los aos 80 la aplicacin de la filosofa y tcnicas del
control de calidad en la produccin supuso un enfoque revolucionario
y tremendamente competitivo, que fue aprovechado sobre todo por la
industria japonesa para colocarse a la cabeza del mercado mundial,
lo que resulta curioso, siendo americanos los "padres" del control
de calidad, puesto que la industria americana slo se subi al carro
del control de calidad una vez que la presin ejercida en el mercado
por la superioridad de los productos japoneses les oblig a
considerar las bondades de la nueva filosofa, en la que la calidad
constituye un concepto global que no slo se aplica al producto sino
a todo el proceso de fabricacin, incluyendo el control de costes,
precios y beneficios, gestin de los suministros y plazos de
entrega.Laevolucindelconceptodecalidaden laindustriay en
losserviciosnosmuestraque pasamos de una etapa donde la calidad
solamente se refera al controlfinal, para separar losproductosmalos
de los productos buenos, a una etapa de Control de Calidad en
elproceso, con el lema: "La Calidad no se controla, se
fabrica".
Finalmente llegamos a una Calidad deDiseoque significa no solo
corregir o reducir defectos sino prevenir que estos sucedan, como
se postula en el enfoque de la Calidad Total.El camino hacia
laCalidad Totaladems de requerir el establecimiento de
unafilosofade calidad, crear una nuevacultura, mantener
unliderazgo, desarrollar alpersonaly trabajar un equipo,
desarrollar a losproveedores, tener un enfoque alclientey
planificar la calidad.
Demandavencer una serie de dificultades enel trabajoque se
realiza da a da. Se requiere resolver las variaciones que van
surgiendo en los diferentes procesosdeproduccin, reducir los
defectos y adems mejorar los niveles estndares de actuacin.
Para resolver estosproblemaso variaciones y mejorar la Calidad,
es necesario basarse en hechos, de all la conveniencia de basarse
en hechos reales yobjetivos. Adems es necesario aplicar un conjunto
deherramientasestadsticassiguiendo un procedimientosistemtico y
estandarizado de solucin de problemas.
Importancia del control de calidad La calidad de los productos
es importante, porque sta se ha convertido en el factor clave de
las decisiones de compra de cualquier producto. El mercado valora
el nivel de calidad que desea el consumidor, por lo tanto, la
empresa que quiere incrementar sus ventas y aumentar la ganancia de
su negocio, ha de prestar atencin a la calidad que espera en ese
mercado. 17 Si una empresa ha proporcionado a sus clientes buenas
ventas y ha ofrecido la calidad esperada, ha fortalecido su
reputacin con ellos y lo ms probable es que sigan en su
preferencia. Lo ms importante de todo es que el cliente se
convierte en una fuente de publicidad para los productos de la
empresa. En vista de que cada da la calidad se ha convertido en la
clave de xito de las empresas, es por esta razn que se tiene que
aplicar tcnicas que mejoren y que controlen la calidad de los
productos. Como es, en este caso el control de calidad, es de gran
importancia en vista que est encaminado a prevenir las ocurrencias
de errores y los defectos lo ms tempranamente posible en el ciclo
industrial y a tomar medidas preventivas o correctivas
oportunamente. Los mtodos estadsticos, son herramientas eficaces
para mejorar el proceso de produccin y reducir sus anomalas. Con
frecuencia se intentan disminuir los defectos de produccin
remontndose directamente a la causa de la imperfeccin, ste es un
enfoque directo y a primera vista parece que es eficiente. Pero, en
la mayora de los casos, las causas encontradas por medio de esa
orientacin son las verdaderas. El primer paso para encontrar la
autentica causa de ese defecto, es una observacin cuidadosa del
fenmeno. En este aspecto, los mtodos estadsticos cumplen un factor
importante, pues proporcionan un medio eficaz para desarrollar una
nueva tecnologa y controlar la calidad en los procesos de
manufactura y en las empresas de servicios. El conocimiento de los
mtodos estadsticos, se ha convertido en parte normal de la
capacitacin del elemento humano, pero el comprenderlos no
proporciona inmediatamente la habilidad para usarlos; por eso
decimos que lo importante no es slo el entendimiento de estos
mtodos, sino ms bien la actitud mental hacia su
utilizacin.Objetivos del control de calidad Promover la
normalizacin y certificacin de calidad a nivel de las empresas.
Incrementar las operaciones de desarrollo y aplicacin de las normas
tcnicas. Promover el servicio de documentacin sobre normas. Motivar
la creacin de nuevos organismos de normalizacin. Acrecentar
nuestras relaciones con otros organismos de normalizacin en el
extranjero, en especial con la ISO (Organizacin de Normas
Internacionales) y COPANT (Comisin Panamericana de Normas Tcnicas)
Obtener la cooperacin de los diversos institutos de investigacin
cientfica y tecnolgica, as como los institutos de educacin superior
que funciona en el pas y su incorporacin a los trabajos de
normalizacin y certificacin de calidad. Poner de manifiesto la
importancia que la normalizacin tiene para el pas, en el sentido de
que a travs de ella puede asegurarse su adecuado uso de los
adelantos tcnicos en otros pases y de esta forma ser ms viable el
proceso de transferencia de tecnologa. Intentar la creacin de
departamentos de normas en empresas pblicas que as lo exijan.
Ventajas De manera general, se puede decir, que los beneficios
brindado por un plan de control de calidad para cualquier empresa.
Son los siguientes: Progreso en la calidad del producto y en el
diseo del mismo. Cuando un programa de control de calidad es bien
planeado y administrado, proporciona aumentos en la produccin, si
se hace en este sentido da beneficios en los diferentes campos
relacionados, porque la prdida se reducen al mnimo y casi todo los
productos satisfacen las normas de calidad, los planes de produccin
previstos se cumplen a plenitud y se eliminan las repeticiones de
operaciones, entre otros. El empleo adecuado de los sistemas de
control de calidad creada por la mejor moral de los operarios,
cuando ellos ven en sus productos no son rechazados por el
departamento de control de calidad, sta da mayor confianza, a la
vez que elimina cualquier clima de tensin entre el jefe y los
operarios, y entre el jefe y el inspector, en general siempre que
se obtengan productos de buena calidad estar creando una ptima
camaradera, un espritu de equipo. Otro beneficio que aporta el buen
funcionamiento del programa de control de calidad son las
disminuciones de los reclamos, de los productos defectuoso, en fin,
menores costos en la elaboracin de un producto o de prestacin de
servicios. Como beneficios secundarios se tienen mejora en los
mtodos de inspeccin, un establecimiento ms racional de estndares de
tiempos en la mano de obra, programas preventivos definidos para el
mantenimiento, oportunidad de acumular datos importantes para uso
en la propaganda y adquisicin de bases de actualidad para el clculo
de los costos debido a desperdicios, reproceso de inspeccin.
Desventajas No es posible que un departamento de control de
calidad, cuyo funcionamiento es adecuado exista un estado de paz y
armona continua. Dada la naturaleza de control de calidad, dicho
estado demostraran indiferencia y descuido. No existe un producto o
servicios fabricados por el hombre que sea perfecto y en
consecuencia est libre de riesgos, como desperdicios, recuperacin y
reproceso. El objetivo principal del control de calidad en la
minimizacin de estos riesgos. Probablemente, otro de los sntomas ms
graves del control de calidad deficiente sea el hecho de ignorar
las tarjetas rojas. Cuando el departamento de control de calidad
rechaza un proceso o un lote de productos slo el gerente del
departamento, o bien uno de sus superiores puede autorizar el uso
de proceso o de productos. Una tarjeta roja debe verse como el
juicio emitido por una corte. Cuando una tarjeta roja pierde su
significado sta resulta ser un sntoma de una organizacin muy
deficiente. Otro sntoma es que hasta cierto punto, el control de
calidad es semejante a la arterioesclerosis humana, para cuando el
control de calidad decide que algo anda mal, el producto o el
proceso ya se puede estar utilizando, ya sea porque la informacin
necesaria para tomar la decisin llega demasiado tarde o bien porque
tomar las decisiones se retrasa mucho. Sin embargo, tampoco es
deseable la tendencia opuesta a una condena prematura. Una decisin
rpida, pero errnea inspira poca confianza en el departamento de
control de calidad, entre stos dos extremos est la solucin
adecuada. El tiempo es muy valioso para el departamento de
produccin y no se deben tolerar los retrasos causados por la
decisin retardada o deficiente.Control estadstico del procesoLos
procedimientos de control de calidad estn para que se d un proceso
continuo de produccin de artculos. Con base en el muestreo y la
inspeccin del producto se toma una decisin de continuar la
produccin o ajustar el proceso para hacer que los artculos
producidos cumplan con las normas de calidad.Qu causa los productos
defectuosos?La respuesta universal a esta pregunta es:la variacinAn
cuando las normas estrictas de calidad se dan en las operaciones de
manufactura y produccin, la variacin en los materiales, en las
condiciones de la mquina, en los mtodos de trabajo y en las
inspecciones. Estas variaciones son las causas de los productos
defectuosos. Si no existiera ninguna de esas variaciones, todos los
productos seran idnticos y no habra variaciones en la calidad, y no
existira la ocurrencia de productos defectuosos y no
defectuosos.Son todos los defectos iguales? Debemos tratar a todos
los defectos por igual?No es lo mismo un defecto considerado leve
como ser una imperfeccin superficial en la etiqueta de un producto,
que una medida fuera de especificaciones en un repuesto para motor
de automviles que lo haga absolutamente inservible.Y
consecuentemente, no ser el mismo criterio para tolerar la
presencia de ambos defectos, y eso dar paso a distintos planes de
calidad segn el tipo de defecto.Clasificacin de los defectos,
muestrario de defectos.Existen distintas maneras de
clasificarlos:Defectoscrticos: son aquellos que violan leyes,
agreden al consumidor o hacen inservible al
producto.Defectosmayores: producen una disminucin en el correcto
funcionamiento o utilizacin del producto y es notado por el
consumidor.Defectosmenores:producen una disminucin leve en el
correcto funcionamiento o utilizacin del producto, probablemente no
lo note el consumidor, pero si lo nota, el personal calificado de
produccin y de control de calidad,Cada tipo de defecto ser objeto
de un estudio acabado por las partes interesadas y deber finalizar
en unmuestrario dedefectos,debidamente clasificado por tipo de
defecto y firmado por las partes involucradas.En todos los casos
posibles deber construirse el muestrario con defectos situados
justo en los lmites de aceptacin o rechazo.Cules son las causas de
la variacin? No hay dos productos exactamente iguales. Siempre
existe alguna variacin. Existen dos fuentes de variacin generales
en un proceso: casualidad y asignable. * Variacin por azar: este
tipo de variacin no se puede eliminar por completo a menos que
ocurra un cambio importante en el equipo o material que se utiliza
en el proceso. * Variacin asignable: se puede eliminar o reducir
investigando el problema y encontrando la causa.Si la variacin en
la calidad del producto se debe a causas asignables, como el
desgaste de herramientas, malos ajustes de la maquinaria, materia
prima de mala calidad o error del operador, el proceso se ajustar o
corregir lo ms pronto posible. Si la variacin se debe a lo que se
denomina causas comunes, esto es, variaciones aleatorias en los
materiales, en la temperatura, en la humedad, etc., que
posiblemente no pueda controlar el fabricante, el proceso no
necesita ser ajustado. Por lo tanto, el principal objetivo del
control estadstico del proceso es determinar si las variaciones en
el producto son por causas asignables o por causas comunes.Siempre
que se detectan causas asignables se considera que el proceso est
fuera de control. En ese caso se debe emprender una accin
correctiva para regresar el proceso hacia un nivel de calidad
aceptable. Sin embargo, si la variacin en el producto slo se debe a
causas comunes, se considera que el proceso est bajo control
estadstico, o simplemente bajo control, por lo que no son
necesarios cambios o ajustes.Una friccin interna en la mquina,
ligeras variaciones en el material o condiciones del proceso (como
la temperatura del molde que se usa para hacer las botellas de
vidrio), condiciones atmosfricas (como temperatura, humedad y el
contenido de polvo en el aire) y vibraciones transmitidas a una
mquina desde un elevador de carga son algunos ejemplos de fuentes
de variacin de casualidad.Si el orificio que se perfor en una pieza
de acero es demasiado grande debido a que el taladro tena una broca
sin filo, se puede afilar o colocar una nueva. Un operador que
continuamente ajusta la mquina de manera incorrecta se puede
sustituir o cambiar. Si el rollo de acero que se va a usar en el
proceso no tiene la resistencia correcta a la tensin, se puede
rechazar. Los anteriores son ejemplos de variaciones
asignables.Algunas medidas de calidad de productos.
Densidad de defecto: Se refiere al nmero de imperfecciones por
lneas de cdigo/definiciones de funcin/ lneas en pantallas de
entrada (en ingls: lines on input screens).
Tiempo medio de fallo: El tiempo promedio que pasa antes de que
el producto experimente un fallo. Esta medida es importante para
sistemas como el control de trfico, que deben sumar no ms de unos
segundos en estado de fallo en todo un ao.
Problemas del cliente: Es la medida de los problemas que el
cliente ha encontrado mediante el uso total del producto. Esta
medida toma en consideracin que mltiples instancias del producto
puedan ser usadas al mismo tiempo, lo cual efectivamente multiplica
la longitud de tiempo que el producto ha estado operando por el
nmero de licencias de producto. Es utilizada por la mayora de los
desarrolladores en la industria del software.
Satisfaccin del cliente: Generalmente consiste en una encuesta
pidiendo al cliente que valore su grado de satisfaccin con respecto
al producto y/o sus caractersticas basado en una escala de cinco
puntos.
Algunas medidas de calidad de proceso.
Las medidas de calidad de proceso estn destinadas estrictamente
a evaluar y mejorar la efectividad de los procesos de desarrollo y
mantenimiento. Formalmente estn menos definidas que las medidas de
productos y su prctica tiene gran variabilidad entre los
desarrolladores de software. En algunos casos la medida de procesos
significa simplemente seguir la aparicin de defectos durante la
fase de prueba, mientras que en otros (organizaciones con programas
de medidas de software bien establecidas) abarca varios parmetros
en cada fase del ciclo de desarrollo.Densidad de defecto durante la
fase de prueba: Valores de defectos altos encontrados durante la
fase de prueba, son un indicador de que el software ha
experimentado una inyeccin de errores durante el desarrollo de su
proceso, a no ser que el alto valor de defectos se deba a un
esfuerzo de prueba extraordinario (pruebas adicionales o una nueva
aproximacin de prueba por considerrsele ms efectiva en la deteccin
de defectos). El anlisis hacia una correlacin positiva es simple:
esta medida simple de defectos por KLOC (miles de lneas de cdigo) o
puntos de funcin de software, nunca sigue una distribucin uniforme;
por lo que si un pedazo de cdigo o un producto tiene mayores
defectos de prueba, esto es resultado de una prueba ms efectiva o
es la causa de la presencia de un valor de defectos ms altos en el
cdigo.Es especialmente til monitorear versiones posteriores de un
producto en la misma organizacin de desarrollo.
Patrn de aparicin de defecto durante la fase de prueba:
La densidad de defectos durante la fase de prueba es un
indicador resumen. Por lo que, el patrn de aparicin de defectos
durante esta fase brinda ms informacin.Incluso con el mismo valor
total de defectos durante la fase de prueba, la existencia de
patrones de aparicin de defectos diferentes indica un nivel de
calidad diferente.El objetivo que se persigue es lograr estabilizar
la aparicin de defectos a un nivel bien bajo o hacer mayores los
tiempos de aparicin de fallos, antes de terminar la fase de prueba
y que el software sea entregado. En numerosos casos, tales patrones
de disminucin de la aparicin de defectos durante la fase de prueba
son la base de muchos modelos de fiabilidad de software. Las
unidades de tiempo para la observacin del patrn de aparicin son
usualmente semanas y ocasionalmente, meses.
Cuando se habla de patrn de aparicin de defectos durante la fase
de prueba, existen tres medidas ligeramente diferentes que deben
ser analizadas simultneamente:
1. Aparicin de defectos (defectos reportados) durante la fase de
prueba por intervalos de tiempo. Estas apariciones no son todos
defectos vlidos.
2. El patrn de aparicin de defectos vlidos, cuando la
determinacin del problema se ha hecho sobre la base de los defectos
reportados. Este es el verdadero patrn de defectos.
3. El patrn del historial de defectos en tiempo extra. Esta
medida es necesaria porque las organizaciones de desarrollo no
pueden investigar y ajustar todos los problemas reportados de forma
inmediata. De manera que esta medida se basa en un registro de los
ajustes realizados en el tiempo. En otras palabras, si hay muchos
defectos por ajustar al final del ciclo de desarrollo y muchos
arreglos pendientes de ser integrados al sistema, la estabilidad y
por tanto la calidad del sistema se ver afectada. No se necesitan
pruebas de regresin para asegurar que los niveles de calidad del
producto han sido alcanzados.
Patrn de eliminacin de defectos basado en fases:
Es una extensin de la medida de densidad de defectos de prueba.
Adems de la fase de prueba, requiere el seguimiento de defectos en
todas las fases del ciclo de desarrollo, incluyendo las revisiones
de diseo, las inspecciones de cdigo, y verificaciones formales
antes de la prueba. Debido a que un alto porcentaje de los defectos
de programacin estn relacionados con problemas de diseo, llevar a
cabo revisiones formales o verificaciones funcionales para mejorar
la capacidad de eliminacin de defectos del proceso en la fase de
diseo reduce cantidad de errores. El uso del patrn de eliminacin de
defectos basado en fases garantiza la eliminacin de defectos
durante el proceso de desarrollo.
En relacin con las medidas para las fases de diseo y
codificacin, muchas organizaciones de desarrollo utilizan, adems de
las tasas de defectos, otras medidas tales como la cobertura de
inspeccin (en ingls: inspection coverage) y el esfuerzo de
inspeccin (en ingls: inspection effort) para la gestin de calidad
en proceso. Algunas compaas incluso, establecen valores modelos y
lmites de control para diversos indicadores de calidad en proceso.
Por ejemplo, en (Cusumano 1992) se reportan valores modelos y
lmites de control para determinadas medidas como: la tasa de
cobertura de revisin (en ingls: review coverage rate), la tasa de
defecto y la tasa de mano de obra de revisin (en ingls: review
Manpower rate) que se calcula como las horas de mano de obra de
revisin / horas de trabajo de diseo).
Efectividad de eliminacin de defectos (DRE): Esta medida puede
ser definida como sigue:
Debido a que no se conoce el nmero total de defectos latentes en
un producto en cualquiera de sus fases, el denominador de la medida
slo puede ser un valor aproximado. Usualmente este se estima
por:
Los defectos eliminados durante la fase + los defectos
encontrados en etapas posteriores
Se puede calcular esta medida durante todo el proceso de
desarrollo, para las primeras etapas (antes de la integracin del
cdigo), o para cada fase. Se denomina eliminacin de defectos
iniciales y efectividad de fase, cuando la medida se usa para las
primeras etapas y para fases especficas respectivamente.
Mientras ms alto sea el valor de la medida, ms efectivo ser el
proceso de desarrollo y menos defectos escaparn a la prxima fase o
al campo. Esta medida es un concepto clave en el modelo de
eliminacin de defectos para el desarrollo de software. Por ejemplo,
calculada para fases especficas, la efectividad de fase se comporta
como sigue:
ndice de gestin del historial: Mide la efectividad del proceso a
travs de la comparacin del nmero de problemas que surgen con el
nmero de problemas que han sido ajustados durante un perodo
especfico.
Calidad de ajustes: Mide el nmero arreglos defectuosos
comparados con el nmero de arreglos exitosos. Se considera que un
ajuste es defectuoso cuando no repara el problema reportado o lo
repara introduciendo nuevos defectos en el producto.
Tiempo de respuesta al ajuste: Se refiere al tiempo que
transcurre entre el reporte de un problema y su correspondiente
ajuste.
Calidad de ajustes: La calidad de ajustes o el nmero de arreglo
de defectos es otra medida de calidad importante para la fase de
mantenimiento.
Densidad de defecto.
El nmero de defectos en un producto de trabajo es una medida
importante, ya que nos proporciona una referencia para medir el
grado de satisfaccin del cliente (defectos que surgen durante el
proceso de explotacin), el volumen de trabajo que se necesita
realizar, el nivel de eficiencia de los procesos de inspeccin, los
procesos que an requieren inspeccin, y los componentes del sistema
que son propensos a presentar errores. Por lo tanto, el conteo de
defectos brinda evidencia no slo de la calidad del producto, sino
tambin de la calidad del proceso relacionado.
Mtodos estadsticos utilizados en control de calidadEl control de
los procesos es una actividad de vital importancia para cualquier
organizacin, ya que le permite visualizar su posicin respecto a la
planificacin inicial de sus actividades y en funcin de esta tomar
las decisiones pertinentes a cada caso. En el campo estadstico
existen diversas formas de deteccin, anlisis e interpretacin de
datos, las actuales tendencias del mercado han generado la
necesidad de prestarle mayor importancia al cliente, de manera tal
que el mismo se transforma en la razn de ser de las organizaciones
es por ello que la bsqueda de la satisfaccin de los clientes es el
norte de toda empresa.
Con base en esta necesidad se han diseado una gran cantidad de
herramientas que permiten el control y anlisis de los procesos, con
el fin nico de optimizarlos y asegurar la satisfaccin del cliente.
Existen Siete Herramientas Bsicas que han sido ampliamente
adoptadas en las actividades de mejora de la Calidad y utilizadas
como soporte para el anlisisy solucin de problemas operativos en
los ms distintos contextos de unaorganizacin.El ama de casa posee
ciertas herramientas bsicas por medio de las cuales puede
identificar y resolver problemas de calidad en su hogar, estas
pueden ser algunas, tijeras, agujas, corta uas y otros. As tambin
para la industria existen controles oregistrosque podran llamarse
"herramientas para asegurar la calidad de una fbrica", esta son las
siguientes:1. Hoja de control (Hoja de recogida dedatos)2.
Histograma3. Diagrama de pareto4. Diagrama de causa efecto5.
Estratificacin (Anlisis por Estratificacin)6. Diagrama de scadter
(Diagramade Dispersin)7. Grfica de controlLa experiencia de los
especialistas en la aplicacin de estos instrumentos o Herramientas
Estadsticas seala que bien aplicadas y utilizando unmtodo
estandarizado de solucin de problemas pueden ser capaces de
resolver hasta el 95% de los problemas.En la prctica estas
herramientas requieren ser complementadas con
otrastcnicascualitativas y no cuantitativas como son: La lluvia de
ideas (Brainstorming) La Encuesta La Entrevista Diagrama de Flujo
Matriz deSeleccinde Problemas, etc.. Las siete herramientas sirven
para: Detectar problemas Delimitar el rea problemtica Estimar
factores que probablemente provoquen el problema Determinar si el
efecto tomado como problema es verdadero o no Prevenir errores
debido a omisin, rapidez o descuido Confirmar los efectos de mejora
Detectar desfasesLosprocedimientospara establecer un control
estadsticoLos procedimientos para establecer un control estadstico
del comportamiento de la empresa1. establecer la "capacidad del
proceso",2. crear un grfico de control;3. recoger datos peridicos y
representarlos grficamente;4. identificar desviaciones;5.
identificar las causas de las desviaciones;6. perpetuar los efectos
positivos y corregir las causas de los negativos.Descripcin de las
herramientas estadsticas Hoja de controlLa Hoja de Control u hoja
de recogida de datos, tambin llamada deRegistro, sirve para reunir
y clasificar las informaciones segn determinadas categoras,
mediante la anotacin y registro de sus frecuencias bajo la forma de
datos. Una vez que se ha establecido el fenmeno que se requiere
estudiar e identificadas las categoras que los caracterizan, se
registran estas en una hoja, indicando la frecuencia
deobservacin.Lo esencial de los datos es que el propsito este claro
y que los datos reflejen la verdad. Estas hojas de recopilacin
tienen muchasfunciones, pero la principal es hacer fcil la
recopilacin de datos y realizarla de forma que puedan ser usadas
fcilmente y analizarlos automticamente.De modo general las hojas de
recogida de datos tienen las siguientes funciones: Dedistribucinde
variaciones devariablesde los artculos producidos (peso,volumen,
longitud, talla,clase, calidad, etc.). De clasificacin de artculos
defectuosos. De localizacin de defectos en las piezas. De causas de
los defectos. De verificacin de chequeo o tareas
demantenimiento.Una vez que se ha fijado las razones para recopilar
los datos, es importante que se analice las siguientes cuestiones:
Lainformacines cualitativa o cuantitativa. Como, se recogern los
datos y en qu tipo de documento se har. Cmo se utiliza la
informacin recopilada. Cmo de analizar. Quin se encargar de la
recogida de datos. Con qu frecuencia se va a analizar. Dnde se va a
efectuar.Esta es una herramientamanual, en la que clasifican datos
a travs demarcassobrela lecturarealizadas en lugar de escribirlas,
para estos propsitos son utilizados algunos formatos impresos, los
objetivos ms importantes de la hoja de control son: Investigar
procesos de distribucin Artculos defectuosos Localizacin de
defectos Causas de efectosUna secuencia de pasos tiles para aplicar
esta hoja en un Taller es la siguiente:1. Identificar el elemento
de seguimiento2. Definir el alcance de los datos a recoger3. Fijar
la periodicidad de los datos a recolectar4. Disear el formato de la
hoja de recogida de datos, de acuerdo con la cantidad de informacin
a recoger, dejando un espacio para totalizar los datos, que permita
conocer: las fechas de inicio y trmino, las probables
interrupciones, lapersonaque recoge la informacin, fuente, etc.
HistogramasEs bsicamente la presentacin de una serie de medidas
clasificadas y ordenadas, es necesario colocar las medidas de
manera que formen filas y columnas, en este caso colocamos las
medidas en cinco filas y cinco columnas. La manera ms sencilla es
determinar y sealar el nmero mximo y mnimo por cada columna y
posteriormente agregar dos columnas en donde se colocan los nmeros
mximos y mnimos por fila de los ya sealados. Tomamos elvalormximo
de la columna X+ (medidas mximas) y el valor mnimo de las columnas
X- (medidas mnimas) y tendremos el valor mximo y el valor
mnimo.
Teniendolos valoresmximos y mnimos, podemos determinar el rango
de la serie de medidas, el rango no es ms que la diferencia entre
losvalores mximos y mnimos.
Rango = valor mximo valor mnimo
Ejemplo:Rango=3.673.39milmetrosRango= 0.28 N=numero de medidas
que conforman la serie N=25
Es necesario determinar el nmero de clases parapoderas tener el
intervalo de cada clase. Ejemplo:
28=4.6 numero de clase 6, intervalo de cada clase 4.6
El intervalo de cada clase lo aproxima a 5 o sea que vamos a
tener 6 clases y un intervalo de 5 por clase.
Lamarcade clase es el valor comprendido de cada clase y se
determina as:X=marca de clase=lmite mximo + lmite mnimo con la
tabla ya preparada se identifican los datos de medida que se tiene
y se introducen en la tabla en la clase que le corresponde a una
clase determinada.El histograma se usa para: Obtener
unacomunicacinclara y efectiva de la variabilidad del sistema
Mostrar el resultado de uncambioen el sistema Identificar
anormalidades examinando la forma Comparar la variabilidad con
loslmitesde especificacinProcedimientos de elaboracin:1. Reunir
datos para localizar por lo menos 50 puntos de referencia2.
Calcular la variacin de los puntos de referencia, restando el dato
del mnimo valor del dato de mximo valor3. Calcular el nmero de
barras que se usaran en el histograma (un mtodo consiste en extraer
la raz cuadrada del nmero de puntos de referencia)4. Determinar el
ancho de cada barra, dividiendo la variacin entre el nmero de
barras por dibujar5. Calcule el intervalo o sea la localizacin
sobre el eje X de las dos lneas verticales que sirven de fronteras
para cada barrera6. Construya una tabla de frecuencias que organice
los puntos de referencia desde el ms bajo hasta el ms alto de
acuerdo con las fronteras establecidas por cada barra.7. Elabore el
histograma respectivo.
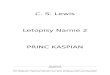
Diagrama de paretoEs una herramienta que se utiliza para
priorizar los problemas o las causas que los genera. El nombre de
Pareto fue dado por el Dr. Juran en honor del economista italiano
VILFREDO PARETO (1848-1923) quien realiz un estudio sobre la
distribucin de la riqueza, en el cual descubri que la minora de
lapoblacinposea la mayor parte de la riqueza y la mayora de la
poblacin posea la menor parte de la riqueza. El Dr. Juran aplic
este concepto a la calidad, obtenindose lo que hoy se conoce como
la regla 80/20.
Segn este concepto, si se tiene un problema con muchas causas,
podemos decir que el 20% de las causas resuelven el 80 % del
problema y el 80 % de las causas solo resuelven el 20 % del
problema.
Procedimientos para elaborar el diagrama de Pareto:1. Decidir el
problema a analizar.2. Disear una tabla para conteo o verificacin
de datos, en el que se registren los totales.3. Recoger los datos y
efectuar elclculode totales.4. Elaborar una tabla de datos para el
diagrama de Pareto con la lista de tems, los totales individuales,
los totales acumulados, la composicin porcentual y los porcentajes
acumulados.5. Jerarquizar los tems por orden de cantidad llenando
la tabla respectiva.6. Dibujar dos ejes verticales y un eje
horizontal.7. Construya un grfico de barras en base a las
cantidades y porcentajes de cada tem.8. Dibuje la curva acumulada.
Para lo cual se marcan los valores acumulados en la parte superior,
al lado derecho de los intervalos de cada tem, y finalmente una los
puntos con una lnea continua.9. Escribir cualquier informacin
necesaria sobre el diagrama.Para determinar las causas de mayor
incidencia en un problema se traza una lnea horizontal a partir del
eje vertical derecho, desde el punto donde se indica el 80% hasta
su interseccin con la curva acumulada. De ese punto trazar una lnea
vertical hacia el eje horizontal. Los tems comprendidos entre esta
lnea vertical y el eje izquierdo constituyen las causas cuya
eliminacin resuelve el 80 % del problema.
Diagrama de causa efectoDetermina los tipos de datos que se
emplearan para confirman si ciertos factores seleccionados fueron
las verdaderas causas.Sirve tambin para la prevencin de causas
potenciales de un problema adoptando controles apropiados.Muestra
la habilidad del personal encargado en el proceso, mientras mas
alto sea el nivel, mejor ser el diagrama. Sirve para solventar
problemas de calidad y actualmente es ampliamente utilizado
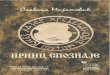
alrededor de todo el mundo. Cmo debe ser construido un diagrama de
causa efecto? Por ejemplo, tenemos el cocinado de un arroz especial
del cual consideraremos el sabor como si esto fuera una
caracterstica de la calidad para lograr su mejora.
. El diagrama se elabora de la siguiente manera:1. Ponerse de
acuerdo en la definicin del efecto o problema.2. Trazar una flecha
y escribir el "efecto" del lado derecho.3. Identificar las causas
principales a travs de flechas secundarias que terminan en la
flecha principal.4. Identificar las causas secundarias a travs de
flechas que terminan en las flechas secundarias, as como las causas
terciarias que afectan a las secundarias.5. Asignar la importancia
de cada factor.6. Definir los principalesconjuntosde probables
causas:materiales, equipos, mtodos de trabajo, mano de obra,medio
ambiente(5 Ms).7. Marcar los factores importantes que tienen
incidencia significativa sobre el problema.8. Registrar
cualquierinformacinque pueda ser deutilidad.
Asignar la importancia de cada factor. Definir los principales
conjuntos de probables causas: materiales, equipos, mtodos de
trabajo, mano de obra, medioambiente(5 Ms). Marcar los factores
importantes que tienen incidencia significativa sobre el problema.
Registrar cualquier informacin que pueda ser de utilidad.
La estratificacinEs lo que clasifica la informacin recopilada
sobre una caracterstica de calidad. Toda la informacin debe ser
estratificada de acuerdo a operadores individuales
enmquinasespecficas y as sucesivamente, con el objeto de asegurarse
de los factores asumidos. Es la separacin de datos en categoras o
clases. Los datos observados en un grupo comparten unas
caractersticas comunes que definen la categora. Se puede decir que
la estratificacin es la base para otras herramientas de
calidad.
Se observara que despus de algntiempolas piedras, arena, lodo
yaguapuede separase, en otras palabras, lo que ha sucedido es una
estratificacin de losmateriales, este principio se utiliza en
manufacturera. Los criterios efectivos para la estratificacin son:
Tipo de defecto Causa y efecto Localizacin del efecto Material,
producto, fecha de produccin,grupodetrabajo, operador, individual,
proveedor, lote etc.Diagrama de Scadter (Diagrama de dispersin)
Es el estudios de dos variables, tales como lavelocidaddel pin y
las dimensiones de una parte o la concentracin y la gravedad
especifica, a esto se le llama diagrama de dispersin. Estas dos
variables se pueden embarcarse as: Una caracterstica de calidad y
un factor que la afecta, Dos caractersticas de calidad
relacionadas, o Dos factores relacionados con una sola
caracterstica de calidad.Para comprender la relacin entre estas, es
importante, hacer un diagrama de dispersin y comprender la relacin
global.
Cuadro de los datos depresindelairede soplado y porcentaje de
defectos de tanqueplstico.FechaPresin de aire(Kg/cm2)Porcentaje
deDefectos (%)FechaPresin de aire(Kg./ cm2)Porcentaje deDefectos
(%)
Oct.
123458910111215161718198.68.98.88.88.48.79.28.69.28.78.48.29.28.79.40.8890.8840.8740.8910.8740.8860.9110.9120.8950.8960.8940.8640.9220.9090.905Oct.
222324252629303112567898.78.59.28.58.38.79.38.98.98.38.78.98.79.18.70.8920.8770.8850.8660.8960.8960.9280.8860.9080.8810.8820.9040.9120.9250.872
Se utilizan para estudiar la variacin de un proceso y determinar
a qu obedece esta variacin.
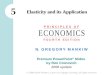
Grfico de ControlDiagrama que sirve para examinar si un proceso
se encuentra en una condicin estable, o para indicar que el proceso
se mantiene en una condicin inestable. Es decir, permiten
distinguir entre variabilidad aleatoria y no aleatoria. Un grfico
de control es una grfica lineal en la que se han determinado
estadsticamente un lmite superior (lmite de control superior) y un
lmite inferior (lmite inferior de control) a ambos lados de la
media o lnea central. En el grfico se van anotando los valores
sucesivos de la caracterstica de calidad que se est controlando.
Los datos se registran durante el funcionamiento del proceso de
fabricacin y a medida que se obtienen.La lnea central refleja el
producto del proceso. Los lmites de control
proveensealesestadsticas para que laadministracinacte, indicando la
separacin entre la variacin comn y la variacin
especial.Estosgrficosson muy tiles para estudiar las propiedades de
los productos, los factores variables del proceso, loscostos, los
errores y otros datos administrativos.Este grfico se realiz basado
en las mediciones del dimetro de ciertas piezas:
Un grfico de Control muestra:1. Si un proceso est bajo control o
no2. Indica resultados que requieren una explicacin3. Define los
lmites de capacidad delsistema, los cuales previa comparacin con
los de especificacin pueden determinar los prximos pasos en un
proceso de mejora.Este puede ser de lnea quebrada o de crculo. La
lnea quebrada es a menudo usada para indicar cambios dinmicos. La
lnea quebrada es la grfica de control que provee informacin
delestadode un proceso y en ella se indica si el proceso se
establece o no. Ejemplo de una grfica de control, donde las medidas
planteadas versus tiempo.
En ella se aclara como las medidas estn relacionadas a los
lmites de control superior e inferior del proceso, los puntos
afuera de los lmites de control muestran que el control esta fuera
de control.El control de calidadElcontrol de calidado garanta de
calidad se inici con la idea de hacer hincapi en la inspeccin.Para
aplicar desde el comienzo la garanta de calidad en la etapa
dedesarrollode un producto nuevo, ser preciso que todas las
divisiones dela empresa y todos sus empleados participen en el
control de calidad.La garanta de calidad tiene que llegar a esta
tercera fase de desarrollo, que es la aplicacin de la garanta de
calidad desde las primeras etapas de desarrollo de un producto. Al
mismo tiempo, el control de calidad ha acogido el concepto de la
participacin total por parte de todas las divisiones y sus
empleados. La convergencia de estas dos tendencias ha dado origen
al control de calidad en toda la empresa, la caracterstica ms
importante del Control de Calidad japons hoy.En la fabricacin de
productos de alta calidad con garanta plena de calidad, no hay que
olvidar el papel de los trabajadores. Los trabajadores son los que
producen, y si ellos y sus supervisores no lo hacen bien, el
Control de Calidad no podr progresar.
B. La satisfaccin de un trabajo bien hecho con calidad. Esto
incluye lo siguiente: El gozo de completar unproyectoo alcanzar una
meta El gozo de escalar una montaa simplemente porque est all.
Se sugiere que se establezcan fabricantes especializados en sus
propios campos, al menos en cada provincia. De lo contrario no
podremos mejorar la calidad ni aumentar laproductividad.
Fuentes electrnicas
http://www.monografias.com/trabajos30/control-estadistico-calidad/control-estadistico-calidad.shtml
http://html.rincondelvago.com/control-de-calidad_15.html
http://www.google.co.ve/url?sa=t&rct=j&q=ejemplo%20de%20hoja%20de%20control%20de%20calidad&source=web&cd=6&ved=0CGoQFjAF&url=http%3A%2F%2Fwww.uv.es%2F~sagrado%2FPresen_libro1.ppt&ei=8VuzT6HOC4Gk8gSU18XRCA&usg=AFQjCNEkk2lBbce0MPiyBCVNbYl0OFdhTg
http://www.slideshare.net/jcarreto/07-grficos-de-control-32528
http://optyestadistica.wordpress.com/2009/04/11/ejemplo-grafico-de-control-xbarra-r-de-medias-y-rangos/