Embed Size (px)
Citation preview

_____________________________________________________________________________________
Fatec Garça
CURSO DE TECNOLOGIA EM MECATRÔNICA INDUSTRIAL
LUCAS RODRIGUES HONORATO
EMPILHADEIRA AUTOMATIZADA: Automação de Ambientes de Armazenamento.
Garça - SP Dezembro/2013
_____________________________________________________________________________________
Fatec Garça
CURSO DE TECNOLOGIA EM MECATRÔNICA INDUSTRIAL
LUCAS RODRIGUES HONORATO
EMPILHADEIRA AUTOMATIZADA: Automação de Ambientes de Armazenamento.
Trabalho de Conclusão de Curso apresentado
à Faculdade de Tecnologia de Garça –
FATEC, como requisito para conclusão do
Curso de Tecnologia em Mecatrônica
Industrial.
Profº Ms. Ildeberto de Gênova Bugatti
Profº Dr. José Antônio Poletto Filho
Profº Ms. Marçal Luiz Bissoli
Data da Aprovação: 03/12/2013
Garça - SP Dezembro/2013
1
EMPILHADEIRA AUTOMATIZADA: Automação de Ambientes de Armazenamento.
Profº. Ms. Ildeberto de Gênova Bugatti e Lucas Rodrigues Honorato²
RESUMO: O objetivo desse trabalho foi projetar e construir uma empilhadeira
automatizada para ser utilizada no armazenamento de produtos e organização de
estoques. Atualmente as organizações necessitam realizar trabalhos de forma
eficiente, garantindo cada vez mais a segurança das pessoas, instalações e
processos. A robótica e a automação aliada a conceitos e técnicas da mecatrônica
possibilitam a obtenção de soluções que disponibilizam segurança e também
eficiência com aumento de produtividade. A empilhadeira automatizada
desenvolvida contribui com aumento de segurança, eficiência e organização do
estoque de empresas que atuam no mercado atacadista. Esse trabalho apresenta
resultados relevantes na logística inerente ao controle e organização do ambiente
físico e virtual de um estoque. Pois a empilhadeira estará interligada diretamente
com o sistema de controle administrativo e logístico da empresa. A segurança no
ambiente de trabalho é também obtida, tanto através da eliminação de funções
repetitivas e monótonas que podem gerar problemas de saúde e induzir acidentes
causados por operadores de empilhadeiras, quanto como a consequente
organização do tráfego de empilhadeiras no ambiente físico do estoque.
A empilhadeira desenvolvida apresenta os benefícios descritos com uma relação de
custo/benefício adequada.
Palavras-chave: Automação, Robótica, Logística, Empilhadeira, Estoque.
2
AUTOMATED FORKLIFT: Automation of Storage Environments.
Profº. Ms. Ildeberto de Gênova Bugatti and Lucas Rodrigues Honorato²
ABSTRACT: The objective of this work was to design and build an automated forklift
to be used in products storage and organization inventory. Currently organizations
need to carry out work efficiently, ensuring increasing the security of people, facilities
and processes. Robotics and automation combined with concepts and techniques of
mechatronics allow to obtain solutions that provide safety and also efficiency with
increased productivity. The developed automated forklift helps with increased safety,
efficiency and organization of the stock of companies that operate in the wholesale
market. This work presents results relevant in logistics inherent to control and
organization of the physical and virtual environment of a stock. Because the forklift
will be linked directly with the management control system and logistic company.
Safety in the workplace is also obtained, both by eliminating repetitive and
monotonous functions that can lead to health problems and induce accidents caused
by forklift operators, as the consequent organization of forklifts traffic on the physical
environment of the stock. The developed forklift presents the described benefits with
a proper benefit-cost ratio.
Keywords: Automation, Robotics, Logistics, Forklift, Inventory.
3
1 INTRODUÇÃO
Na sociedade atual e nos centros tecnológicos, há uma crescente necessidade de
se realizar trabalhos com eficácia, precisão, economia e, principalmente, com
segurança. Existem trabalhos a serem realizadas em lugares onde a presença
humana se torna difícil, arriscada e até mesmo impossível, tais como: dutos,
câmaras frigoríficas, fornos, ambientes fabris e hospitalares que apresentam
toxidade, no fundo do mar, na imensidão do espaço, locais atingidos por fenômenos
naturais, como terremotos e inundações e locais atingidos por radioatividade e
outras contaminações acidentais.
Os robôs são criados e adaptados para sobreviverem em ambientes
grosseiros, onde mesmo a vida humana não suportaria. Por exemplo, em
ambientes com elevados níveis de temperatura, radiação. Com os robôs
não se tem uma preocupação que teria com o ser humano. (CAMARGO,
Daiana e SILVA, Mario, 2010, p. 01).
Há uma crescente preocupação e leis que buscam soluções em relação à
insalubridade em ambientes de trabalho e riscos de acidentes gerados por
repetitividade e, como consequência, o entediamento e a desatenção do operador.
Para realizar esses trabalhos e evitar situações de risco, faz-se necessária a
presença de dispositivos autônomos, entre eles robôs, que realizem tarefas de
localização, deslocamento, movimentação e transporte de cargas sem colocar em
risco as pessoas ou trazer prejuízos ao patrimônio da organização.
Com um sistema de deslocamento por coordenadas, assistido via câmera, por
dispositivo de reconhecimento visual ou sistema de sensoriamento, é possível criar
dispositivos robóticos que executem diversas tarefas de movimentação e transporte
com níveis de precisão adequada para as mais diversas aplicações. A criação de
sistemas robóticos eficientes envolve pesquisa e domínio das seguintes informações
ou áreas de conhecimento: características e formas de sensoriamento, formas e
características de atuação e controle; características de dispositivos e ferramentas
instaladas no sistema robótico, formas de movimentação, localização de objetos,
identificação de obstáculos, sistemas microcontrolados e microprocessados,
tomadas de decisão e da sinergia e integração entre todas essas informações.
4
A robótica trata de máquinas multifuncionais e reprogramáveis que podem
executar tarefas normalmente associadas a seres humanos, possuindo
também a capacidade de identificar alterações nas condições e restrições
colocadas pela tarefa e/ou pelo meio envolvente, decidir quais ações que
devem ser tomadas e planejar a sua execução. (J. NORBERTO PIRES,
2002, p. 14 e 15).
A robótica é uma área que torna possível o desenvolvimento destes dispositivos; é
uma área multidisciplinar, ativa, que busca o desenvolvimento e a interação de
técnicas e algoritmos para a criação de robôs, com inteligência com capacidade
identificar analisar informações e tomar decisões confiáveis e adequadas ao
processo em execução.
O presente trabalho tem por objetivo geral o desenvolvimento de um sistema
robótico de deslocamento por coordenadas capaz de reconhecer os terrenos por
onde deve trafegar e suas obstruções e obstáculos de forma autônoma e
automatizada.
Desta forma, outros objetivos, os específicos, entram em cena, tais como:
desenvolvimento de sistema robótico de deslocamento por coordenadas com baixo
custo, capaz de realizar leitura do local ou terreno onde se encontra e realizar
tarefas que estiverem programadas utilizando as ferramentas ideais, trafegar e
realizar trabalhos em locais de difícil acesso e tarefas de risco para os seres
humanos.
Estes objetivos foram os norteadores para o desenvolvimento do protótipo robótico.
1.1 AMBIENTE MODELO
O projeto tem como finalidade suprir uma demanda real de um mercado atacadista
instalado na cidade de Marília; em automatizar o processo de transporte de
mercadorias no interior de suas instalações.
Realizando uma pesquisa no ambiente modelo, foi possível constatar três aspectos
principais que deverão ser tratados pelo sistema, são eles: mapa do ambiente (I),
modo de endereçamento (II) e obstáculos do ambiente.
Inicialmente será feita uma simulação do sistema em um protótipo e em um
ambiente reduzido, porém com as mesmas características do ambiente real.
5
1.2 MAPA DO AMBIENTE
Durante o levantamento de requisitos e estudo do ambiente que servirá de modelo
para o desenvolvimento do projeto, foram detectadas características fundamentais
que auxiliarão na forma de endereçamento das mercadorias no estoque e de
execução e implantação de transporte de carga de forma automatizada no ambiente
proposto.
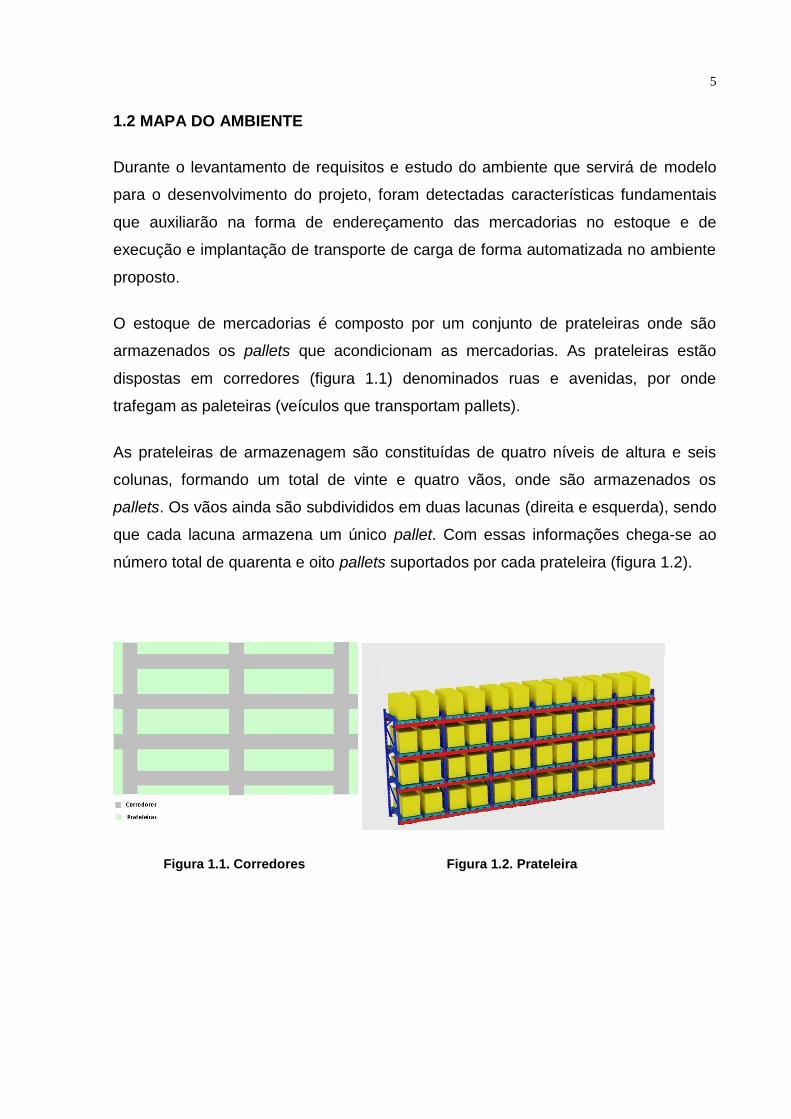
O estoque de mercadorias é composto por um conjunto de prateleiras onde são
armazenados os pallets que acondicionam as mercadorias. As prateleiras estão
dispostas em corredores (figura 1.1) denominados ruas e avenidas, por onde
trafegam as paleteiras (veículos que transportam pallets).
As prateleiras de armazenagem são constituídas de quatro níveis de altura e seis
colunas, formando um total de vinte e quatro vãos, onde são armazenados os
pallets. Os vãos ainda são subdivididos em duas lacunas (direita e esquerda), sendo
que cada lacuna armazena um único pallet. Com essas informações chega-se ao
número total de quarenta e oito pallets suportados por cada prateleira (figura 1.2).
Figura 1.2. Prateleira
Figura 1.1. Corredores

6
1.3 ENDEREÇAMENTO
Tendo como base uma etiqueta de endereçamento (figura 1.3), que é gerada após a
mercadoria ser endereçada pelo sistema da empresa, um funcionário leva o produto
até o endereço definido
São identificadas várias informações na etiqueta gerada, sendo que a única que
realmente interessa para o sistema em desenvolvimento é o endereço, representado
na figura 1.3 como “h.149.2”. Essa forma de representação de endereço é
interpretada da seguinte maneira:
“h”: corredor onde se localiza a prateleira
como essa seqüência de números termina com um número ímpar, isso indica
que a prateleira está do lado esquerdo do corredor.
“149”: contém as seguintes informações:
O número “1” da seqüência “149” indica qual o nível da prateleira o pallet se
encontra, sendo que os níveis são numerados com “100”, “200”, “300” e
“400”, onde “100” é o nível mais alto e “400” o nível mais baixo;
O número “49” da seqüência “149” indica a coluna da prateleira onde esta
endereçado o pallet;
O dígito 9 indica um número impar, e essa informação indica o lado da
prateleira no corredor. Impar do lado esquerdo e par do lado direito.
Todo o número “149” indica o vão que está armazenado o pallet, sendo que
cada vão é como um ponto que indica o cruzamento entre os níveis da
prateleira e suas colunas, isso pode ser melhor exemplificado na figura 1.4.
Figura1.3. Etiqueta de Endereçamento
7
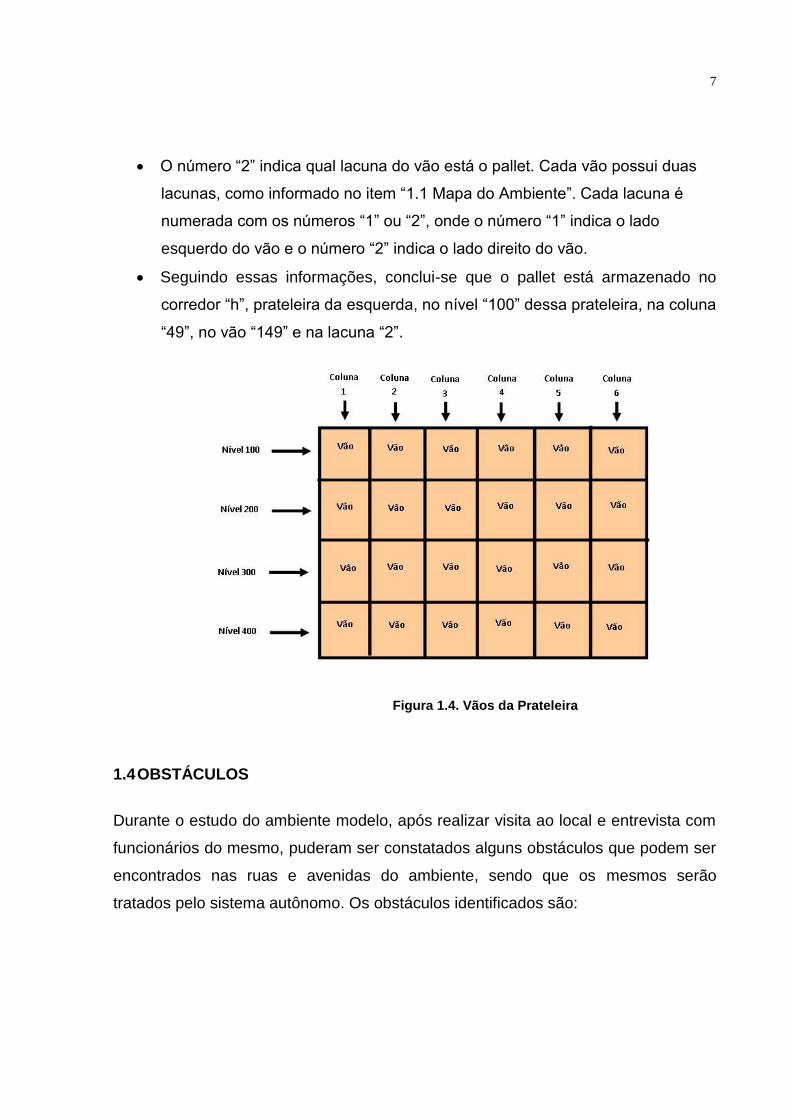
O número “2” indica qual lacuna do vão está o pallet. Cada vão possui duas
lacunas, como informado no item “1.1 Mapa do Ambiente”. Cada lacuna é
numerada com os números “1” ou “2”, onde o número “1” indica o lado
esquerdo do vão e o número “2” indica o lado direito do vão.
Seguindo essas informações, conclui-se que o pallet está armazenado no
corredor “h”, prateleira da esquerda, no nível “100” dessa prateleira, na coluna
“49”, no vão “149” e na lacuna “2”.
Figura 1.4. Vãos da Prateleira
1.4 OBSTÁCULOS
Durante o estudo do ambiente modelo, após realizar visita ao local e entrevista com
funcionários do mesmo, puderam ser constatados alguns obstáculos que podem ser
encontrados nas ruas e avenidas do ambiente, sendo que os mesmos serão
tratados pelo sistema autônomo. Os obstáculos identificados são:
8
1.4.1 Pessoas: No ambiente de estudo para o projeto de automação, deslocam-se
várias pessoas que podem interferir no deslocamento do pallet até seu endereço.
Funcionários, promotores de marcas e clientes, inclusive alguns acompanhados de
crianças e carrinhos de bebê, circulam pelo ambiente e com freqüência interrompem
o andamento normal do transporte das mercadorias.
1.4.2 Carrinhos de compras: o ambiente que serve de modelo, é a estrutura de um
mercado atacadista, que por ser um comércio que permite que o cliente selecione
seus produtos em prateleiras, o mesmo fornece carrinhos para que seus clientes
possam carregar com mais facilidade suas compras, entretanto os carrinhos
constantemente são abandonados nas ruas e avenidas, dificultando a passagem do
pallet.
1.4.3 Pallets: o pallet deva estar alocado em seu endereço, quando não, o mesmo
deve ser armazenado no RM (recebimento de mercadorias). Entretanto muitos
pallets sem produto algum são deixados nas ruas e avenidas por um período de
tempo.
1.4.4 Mercadorias: Embora as mercadorias sejam colocadas constantemente em
ordem, podem ser encontrados produtos derrubados nas ruas e avenidas, sendo
este um empecilho no andamento normal do transporte.
1.5 ENDEREÇAMENTO IMPLEMENTADO
Realizando a análise do ambiente modelo para o desenvolvimento do sistema, foi
constatado que o sistema de representação de endereço não é o mais adequado
para o sistema autônomo identificar o caminho que ele deve percorrer para alcançar
seu destino e alocar a mercadoria no espaço desejado.
O modelo não apresenta algumas características fundamentais para que o carrinho
do sistema autônomo possa localizar o endereço de destino como, por exemplo, a
identificação da prateleira em uma variável separada das demais, pois a
identificação dessa variável é feita identificando se o final do endereço é par ou
ímpar. Outra característica constatada do modelo é que o mesmo apresenta uma
grande quantidade de representação de endereços e a notação utilizada não é de
fácil interpretação para as pessoas que não atuam no controle de estoque.
9
Para sanar essas questões, foi idealizado um modo de endereçamento que tem
como base o modelo, mas que utiliza outra identificação das variáveis de endereço.
A principal mudança realizada foi criar um modelo de identificação para as
prateleiras.
Na nova forma de endereçamento cada prateleira é numerada de “1” à “5”, sendo
cinco o número máximo de prateleiras encontradas em uma rua (figura 1.5),
lembrando que o sistema autônomo é adaptável a qualquer outro tipo de ambiente,
com mais ou menos prateleiras e com um maior número de ruas. Seguindo o mapa
de disposição das prateleiras (figura 1.1), nota-se que a rua “A” possui duas
prateleiras, portanto elas serão numeradas como “1” e “2”, a rua “D” possui cinco
prateleiras que serão numeradas de “1” à “5” e assim sucessivamente.
Com essa mudança, foi determinado que o endereço que é tratado pelo sistema
autônomo é composto pela identificação da rua, da prateleira, do vão, da lacuna e
do nível respectivamente. Assim, o tratamento e decodificação do endereço pelo
sistema automatizado também será feito nessa ordem.
O novo método de endereçamento é representado da seguinte maneira:
R P V L N
Onde “R” identifica a rua; “P” identifica a prateleira, “V” identifica o vão, “L” identifica
a lacuna e “N” identifica o nível onde será armazenada a mercadoria.
A quantidade de informações será a mesma do modelo, entretanto cada variável
será tratada independentemente uma da outra ao contrario do que acontecia no
ambiente modelo, onde a rua era tratada primeiro, depois um número de três dígitos
que identificava a prateleira, o vão e o nível ao mesmo tempo e finalmente a lacuna.

10
Figura 1.5. Mapa Modelo.
11
2 MATERIAIS E MÉTODOS
Para a realização do trabalho, baseado no referencial teórico como fundamento para
a situação apontada, por meio de documentos disponibilizados na literatura coerente
com o tema, optou-se como metodologia a construção de um protótipo de
empilhadeira automatizada que tem como aplicação e estudo de caso, a execução
de tarefas de armazenamento de produtos em um ambiente de um supermercado
atacadista. Sua construção permite utilizar e otimizar sistemas de controle de
posicionamento e interoperabilidade entre sistemas mecânicos, eletrônicos e
computacionais.
Assim, juntamente com a pesquisa bibliográfica e a pesquisa de campo sobre
sistemas robóticos semelhantes e já existentes, que são essenciais para o
desenvolvimento do protótipo, será possível determinar construção, funções,
recursos e soluções do dispositivo. Esse procedimento metodológico possibilitou a
construção de um dispositivo capaz de executar tarefas de deslocamento em
armazéns através de coordenadas.
2.1 COMPONENTES UTILIZADOS NO PROTÓTIPO
Os itens que seguem descrevem os materiais e componentes utilizados na
construção do protótipo, tais como: microprocessador, motores, sistemas mecânicos,
sensores e atuadores e ferramentas de software.
2.1.1 Microcontrolador: PIC 16F877A-40P
O microcontrolador PIC, da Microchip, foi utilizado no projeto por oferecer
versatilidade, boa capacidade de memória e de portas de I/O aliados ao baixo custo
do componente, além de atender todas as necessidades requeridas pelo protótipo.
[...] o microcontrolador está provido internamente de memória de programa,
memória de dados, portas de entrada e/ou saída paralela, timers contadores
comunicação serial, PWMs, conversores analógico digitais, etc. [...]
(Desbravando o PIC, Souza, David José, 2005, p. 22).
12
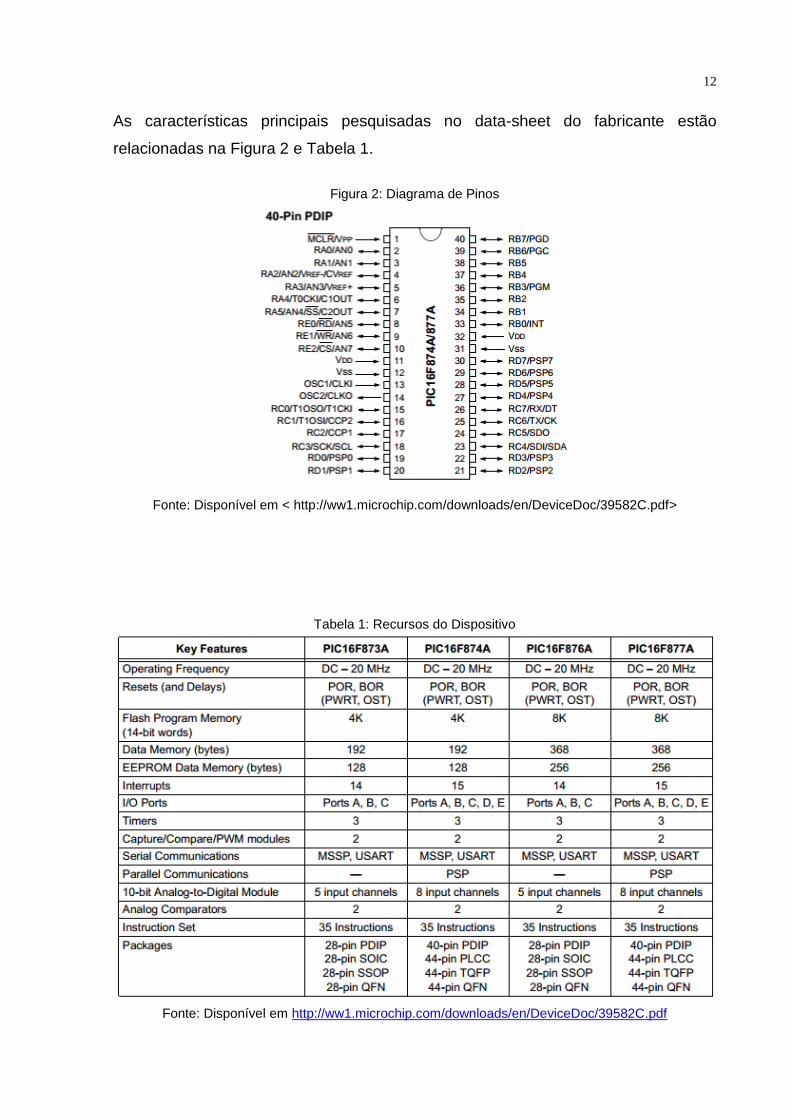
As características principais pesquisadas no data-sheet do fabricante estão
relacionadas na Figura 2 e Tabela 1.
Figura 2: Diagrama de Pinos
Fonte: Disponível em < http://ww1.microchip.com/downloads/en/DeviceDoc/39582C.pdf>
Tabela 1: Recursos do Dispositivo
Fonte: Disponível em http://ww1.microchip.com/downloads/en/DeviceDoc/39582C.pdf

13
2.1.2 Sensor Ultrassônico HC-SR04
Os sensores ultrassônicos são muito utilizados em ambientes e aplicações
industriais através do uso de ultra-sons. Estes sensores são capazes de detectar a
passagem de objetos ou pessoas, detectar presença de pessoas e objetos e
também medir níveis de substâncias armazenadas em reservatórios apropriados.
Eles se caracterizam por emitir um tipo de radiação limpa e não sujeita a
interferência eletromagnética, sendo eficiente na detecção de objetos e pessoas em
distâncias curtas ou longas. Baseia-se no princípio do Sonar, observado em
morcegos que utilizam essa técnica para identificar obstáculos e presas. Por essas
características este sensor torna-se o mais adequado na aplicação do protótipo, que
é a identificação de obstáculos, obstruções e pessoas em seu trajeto, e de acordo
com a distância do obstáculo detectado, tomar diferentes decisões com auxílio do
programa desenvolvido e instalado na placa de controle projetada.
Sinais ultra-sônicos são como ondas de som audíveis, porém com
frequências muito mais altas. Os trandutores ultra-sônicos têm cristais
piezoelétricos que ressonam a uma frequência desejada e convertem
energia elétrica em energia acústica e vice-versa. [...] Um sinal de saída do
transdutor é produzido para executar algum tipo de indicação ou controlar
uma função (Sensores Industriais, Thomazini, D. e Albuquerque, P., 2011,
p. 37).
O sensor escolhido foi o HC-SR04, conforme Figura 3, que consegue medidas com
precisão de 3 mm em distância contidas entre 2cm até 400cm e um ângulo de
medição de 15º. Em uma mesma placa encontramos o emissor, receptor e circuito
de controle com alimentação de 5Vcc.

14
Figura 3: Sensor Ultrassonico HC-SR04
Fonte: Autor (2013)
Seu funcionamento também é simples. Para iniciar uma medição precisamos dar um
pulso de 5V com duração mínima de 10µs no seu pino de entrada de Trigger. Após a
borda de descida deste pulso ele emite 8 ciclos de um ultrassom de 40KHz e
aguardo o “eco”. O Eco permite calcular a distância que o objeto se encontra em
uma largura de pulso proporcional à distância real. O Diagrama de Tempo está
representado conforme Figura 4.
Figura 4: Diagrama de Tempo
Fonte: Disponível em <http://elecfreaks.com/store/download/HC-SR04.pdf (2013)
15
A expressão que segue permite determinar a distância de um obstáculo detectado
(Range). Um dos cálculos para se chegar à distância é determinada pela equação 1:
Equação 1: Diagrama de Tempo
Fonte: Disponível em <http://elecfreaks.com/store/download/HC-SR04.pdf (2013)
2.1.3 Alimentação
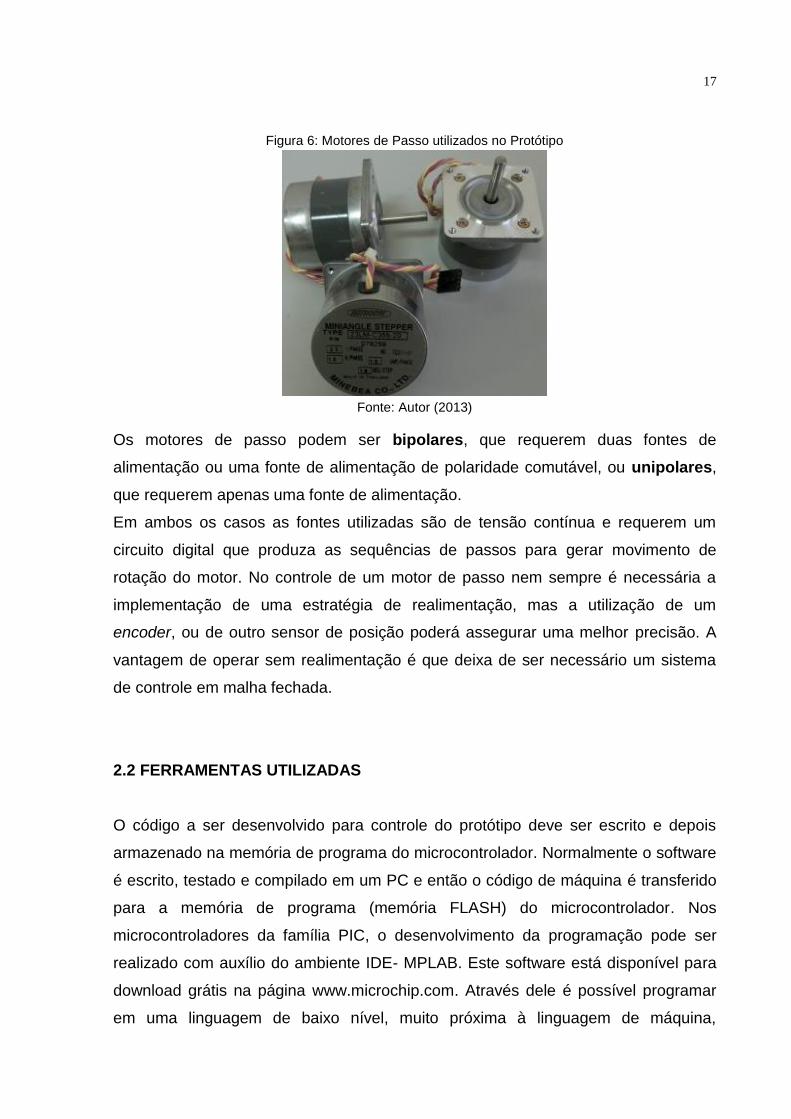
Para possibilitar autonomia de trabalho do protótipo, foi utilizada para alimentar com
energia o protótipo uma bateria selada de chumbo ácido de 12V/7Ah, que permite
uma autonomia de aproximadamente 5 horas de uso ininterrupto ao protótipo.
Fatores como custo/benefício, tamanho e capacidade de fornecimento de carga ao
protótipo foram decisivos na escolha da bateria. A única dificuldade em utilizar esta
bateria é seu peso devido ao chumbo, que causará um consumo mais elevado de
carga por parte dos motores que a transportarão. A bateria utilizada é apresentada
na Figura 5.
Figura 5: Bateria utilizada no protótipo
Fonte: Autor (2013)

16
2.1.4 Motores de passo
O motor de passo consiste num motor de corrente contínua (DC) de magnetização
permanente ou de relutância variável que apresenta as seguintes características de
desempenho:
1. Rotação em ambas as direções;
2. Variações incrementais de precisão angular;
3. Repetição de movimentos bastante exatos;
4. Um torque de sustentação à velocidade zero; e
5. Possibilidade de controle digital.
Um motor de passo pode mover-se em incrementos angulares bastante exatos,
conhecidos como passos, em resposta a pulsos digitais aplicados a um driver a
partir de um controlador digital, no nosso caso um circuito digital contido na placa de
controle gera os pulsos na intensidade e frequência adequada para os
deslocamentos do robô. A quantidade de pulsos e a cadência com que estes pulsos
são aplicados controlam a posição e a velocidade do motor, respectivamente.
Geralmente os motores de passo podem ser fabricados com 12, 24, 72, 144 e 200
passos por revolução, que resultam em incrementos de 30, 15, 5, 2.5, 2 e 1.8 graus
respectivamente.
O motor de passo (“Stepper Motor” ou “Step Motor”), pode-se dizer, que se
trata de um transdutor que converte pulsos elétricos em movimento
mecânico de rotação. A rotação do eixo do motor é caracterizada por um
especifico ângulo incremental de passo para cada pulso de excitação. Esse
ângulo incremental é repetido precisamente a cada pulso, gerado por um
circuito excitador apropriado. O erro que possa existir num determinado
ângulo incremental, é geralmente menor que 5%, sendo este erro não
acumulativo. O resultado é preciso e de movimento fixo, sendo que a cada
pulso tem-se o movimento de um único ângulo incremental de passo, o que
possibilita um eficiente controle de posição. (Motor de Passo, Souza, Paulo
José Alves de, 2006, p. 4).
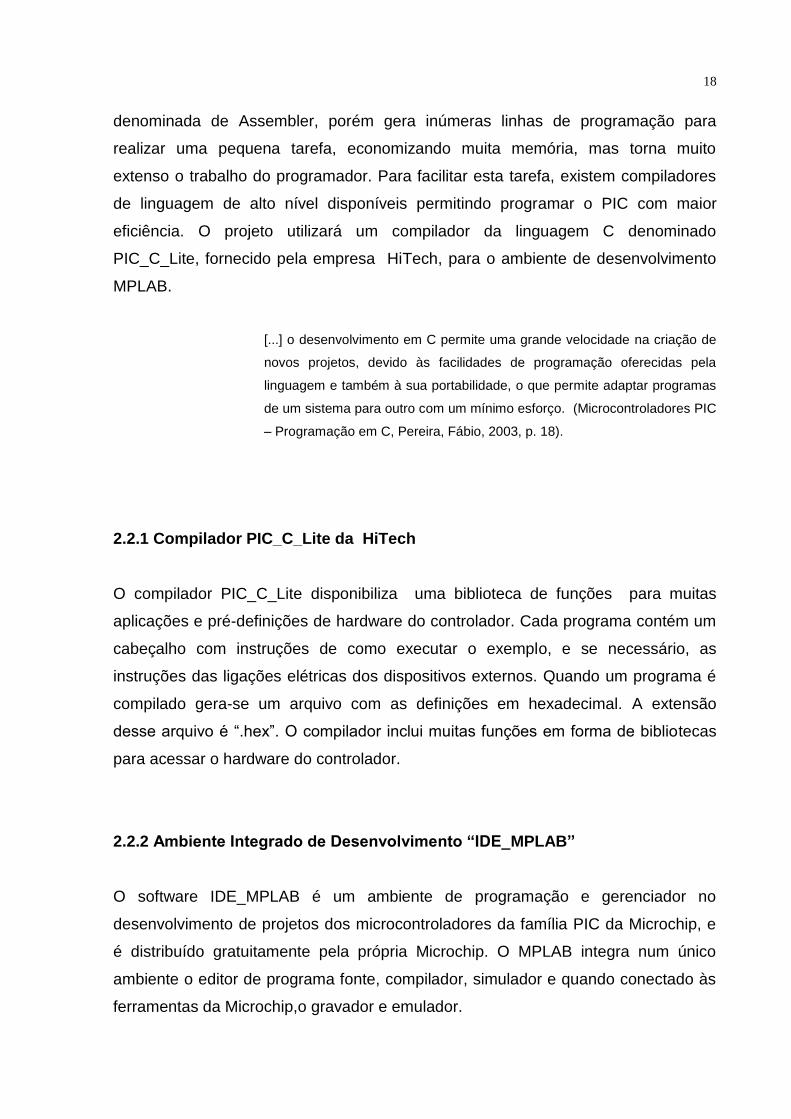
Os motores de passo utilizados no protótipo possuem uma precisão de 1.8º por
passo, 1.2A de corrente e tensão de 12V e são do fabricados pela empresa
Minebea Astrosyn. A Figura 6 apresenta imagens desse motor.
17
Figura 6: Motores de Passo utilizados no Protótipo
Fonte: Autor (2013)
Os motores de passo podem ser bipolares, que requerem duas fontes de
alimentação ou uma fonte de alimentação de polaridade comutável, ou unipolares,
que requerem apenas uma fonte de alimentação.
Em ambos os casos as fontes utilizadas são de tensão contínua e requerem um
circuito digital que produza as sequências de passos para gerar movimento de
rotação do motor. No controle de um motor de passo nem sempre é necessária a
implementação de uma estratégia de realimentação, mas a utilização de um
encoder, ou de outro sensor de posição poderá assegurar uma melhor precisão. A
vantagem de operar sem realimentação é que deixa de ser necessário um sistema
de controle em malha fechada.
2.2 FERRAMENTAS UTILIZADAS
O código a ser desenvolvido para controle do protótipo deve ser escrito e depois
armazenado na memória de programa do microcontrolador. Normalmente o software
é escrito, testado e compilado em um PC e então o código de máquina é transferido
para a memória de programa (memória FLASH) do microcontrolador. Nos
microcontroladores da família PIC, o desenvolvimento da programação pode ser
realizado com auxílio do ambiente IDE- MPLAB. Este software está disponível para
download grátis na página www.microchip.com. Através dele é possível programar
em uma linguagem de baixo nível, muito próxima à linguagem de máquina,
18
denominada de Assembler, porém gera inúmeras linhas de programação para
realizar uma pequena tarefa, economizando muita memória, mas torna muito
extenso o trabalho do programador. Para facilitar esta tarefa, existem compiladores
de linguagem de alto nível disponíveis permitindo programar o PIC com maior
eficiência. O projeto utilizará um compilador da linguagem C denominado
PIC_C_Lite, fornecido pela empresa HiTech, para o ambiente de desenvolvimento
MPLAB.
[...] o desenvolvimento em C permite uma grande velocidade na criação de
novos projetos, devido às facilidades de programação oferecidas pela
linguagem e também à sua portabilidade, o que permite adaptar programas
de um sistema para outro com um mínimo esforço. (Microcontroladores PIC
– Programação em C, Pereira, Fábio, 2003, p. 18).
2.2.1 Compilador PIC_C_Lite da HiTech
O compilador PIC_C_Lite disponibiliza uma biblioteca de funções para muitas
aplicações e pré-definições de hardware do controlador. Cada programa contém um
cabeçalho com instruções de como executar o exemplo, e se necessário, as
instruções das ligações elétricas dos dispositivos externos. Quando um programa é
compilado gera-se um arquivo com as definições em hexadecimal. A extensão
desse arquivo é “.hex”. O compilador inclui muitas funções em forma de bibliotecas
para acessar o hardware do controlador.
2.2.2 Ambiente Integrado de Desenvolvimento “IDE_MPLAB”
O software IDE_MPLAB é um ambiente de programação e gerenciador no
desenvolvimento de projetos dos microcontroladores da família PIC da Microchip, e
é distribuído gratuitamente pela própria Microchip. O MPLAB integra num único
ambiente o editor de programa fonte, compilador, simulador e quando conectado às
ferramentas da Microchip,o gravador e emulador.
19
O MPLab é um programa para PC, que roda sobre a plataforma Windows, e
serve como ambiente de desenvolvimento de programas para PICs. Ele é
uma ferramenta muito poderosa e um dos principais responsáveis pela
popularização do PIC, pois junta, no mesmo ambiente o gerenciamento de
projetos, a compilação, a emulação e a gravação do chip. [...] (Desbravando
o PIC, Souza, David José, 2005, p. 51).
O código fonte, ou simplesmente fonte do programa, é uma sequência de texto,
escrita numa linguagem de programação que será convertida em códigos de
máquina para ser gravado no PIC.
O Compilador é o programa que converte a fonte em códigos de máquina. O
Simulador é o programa que simula o funcionamento da CPU (PIC), conforme o
programa fonte desenvolvido. O Projeto no MPLAB é um conjunto de arquivos e
informações em um ambiente integrado que dizem qual o PIC utilizado, qual a
frequência de clock, qual a linguagem de programação utilizada.
O MPLAB se integra ao ambiente Windows e Linux, permitindo cópia de arquivos de
textos de um aplicativo para outro de uma forma simplificada.
2.2.3 Proteus
Software para desenvolvimento de diagramas eletrônicos esquemáticos com
diversas ferramentas de testes e simulação de circuitos e componentes. Através do
desenho esquemático ele também gera o layout para a confecção da placa de
circuito impresso do circuito projetado. Ele disponibiliza também uma lista de
materiais que foram utilizados e visualização tridimensional. O circuito eletrônico de
controle do protótipo foi desenvolvido utilizando este ambiente de criação e
simulação de circuitos. Outra ferramenta muito importante disponibilizada pelo
software é a capacidade de simular o microcontrolador e o código fonte gerado no
ambiente IDE_MPLAB, possibilitando assim a construção da placa e testes em
menor tempo com segurança e confiabilidade. A Figura 7 mostra uma tela gerada no
software Proteus.
20
Figura 7: Software Proteus no desenvolvimento do circuito
Fonte: Autor (2013)
2.3 ESTRUTURA MECÂNICA
Na construção do veículo foi utilizado o princípio de tração diferencial em suas duas
rodas frontais. Cada roda possui um motor responsável por tracioná-las. Quando
são acionadas simultaneamente no mesmo sentido e com a mesma velocidade o
carro se desloca para frente ou para trás. Quando reduzimos a velocidade de uma
das rodas ele realiza curvas com um raio de acordo com a velocidade em cada roda,
quanto mais rápida uma das rodas e mais lenta a outra menor é o raio da curva, e a
curva é feita para o lado com menor rotação. Se umas das rodas for travada e a
outra continuar em movimento o carro fará uma curva em torno da roda travada. Se
cada roda for colocada em movimento, porém em sentido de rotação contrária, o
veículo gira em torno de seu próprio eixo. O terceiro ponto de apoio é composto por
uma esfera de transferência de movimento (ponto louco), responsável por equilibrar
e dar estabilidade à estrutura mecânica.
Essas características de deslocamento garantem ao protótipo grande mobilidade e
graus de liberdade para realizar manobras e trafegar em ambientes com espaço
reduzido, para acomodação das mercadorias e superação de obstáculos.
21
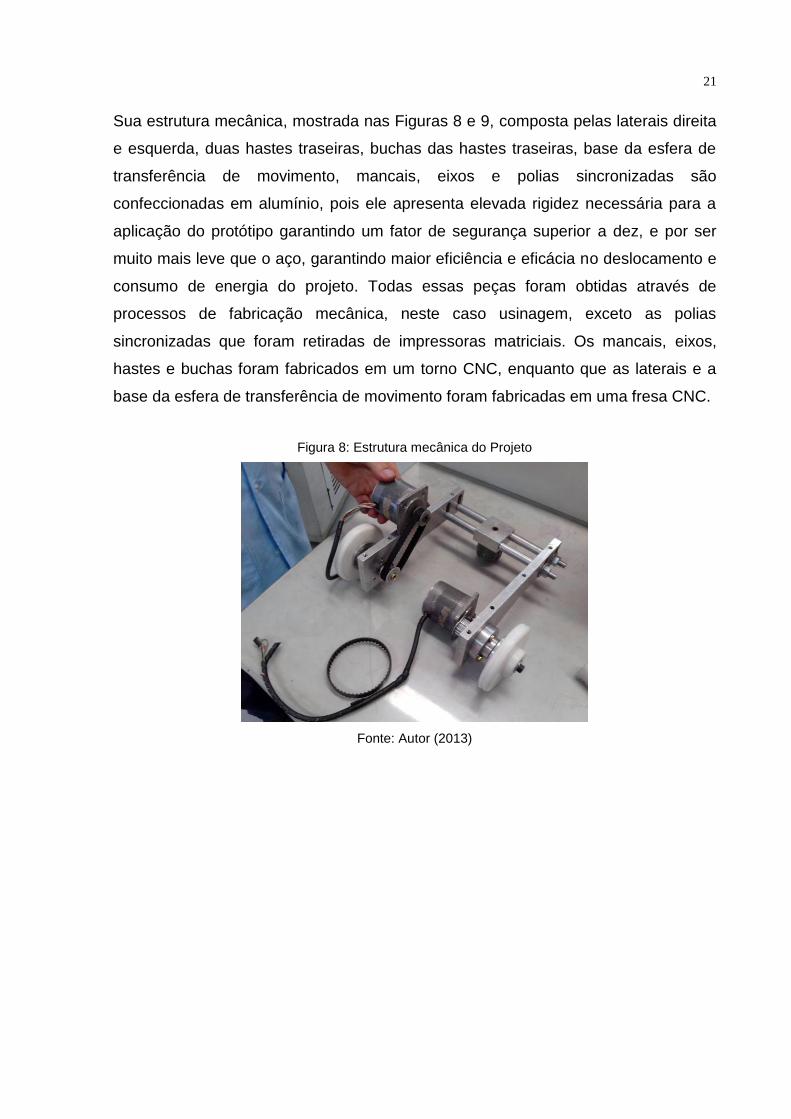
Sua estrutura mecânica, mostrada nas Figuras 8 e 9, composta pelas laterais direita
e esquerda, duas hastes traseiras, buchas das hastes traseiras, base da esfera de
transferência de movimento, mancais, eixos e polias sincronizadas são
confeccionadas em alumínio, pois ele apresenta elevada rigidez necessária para a
aplicação do protótipo garantindo um fator de segurança superior a dez, e por ser
muito mais leve que o aço, garantindo maior eficiência e eficácia no deslocamento e
consumo de energia do projeto. Todas essas peças foram obtidas através de
processos de fabricação mecânica, neste caso usinagem, exceto as polias
sincronizadas que foram retiradas de impressoras matriciais. Os mancais, eixos,
hastes e buchas foram fabricados em um torno CNC, enquanto que as laterais e a
base da esfera de transferência de movimento foram fabricadas em uma fresa CNC.
Figura 8: Estrutura mecânica do Projeto
Fonte: Autor (2013)

22
Figura 9: Estrutura mecânica do Projeto em vista Explodida no software SolidWorks
Fonte: Autor (2013)
As laterais possuem dois oblongos cada, para que quando fixada a haste com
porcas de forma à obter um ajuste na altura do terceiro ponto de equilíbrio, caso haja
alguma rampa, para que ela possa transpo-la sem dificuldades.
As buchas das hastes são as responsáveis pelo ajuste das distâncias entre as
laterais e o posicionamento da base da esfera de transferência de movimento que
possui dois furos passantes para as hastes. Foram utilizadas duas hastes, pois
quando fixadas junto com as buchas e a base da esfera temos como resultado da
distância adotada entre as duas hastes, a estrutura mecânica, o chassi do protótipo.
As rodas foram feitas em nylon, por ser um material de fácil usinagem, menor custo
e com a resistência adequada à aplicação. Como pneus foram utilizados anéis de
vedação do tipo O-ring, para dar melhor atrito, evitando patinações que podem gerar
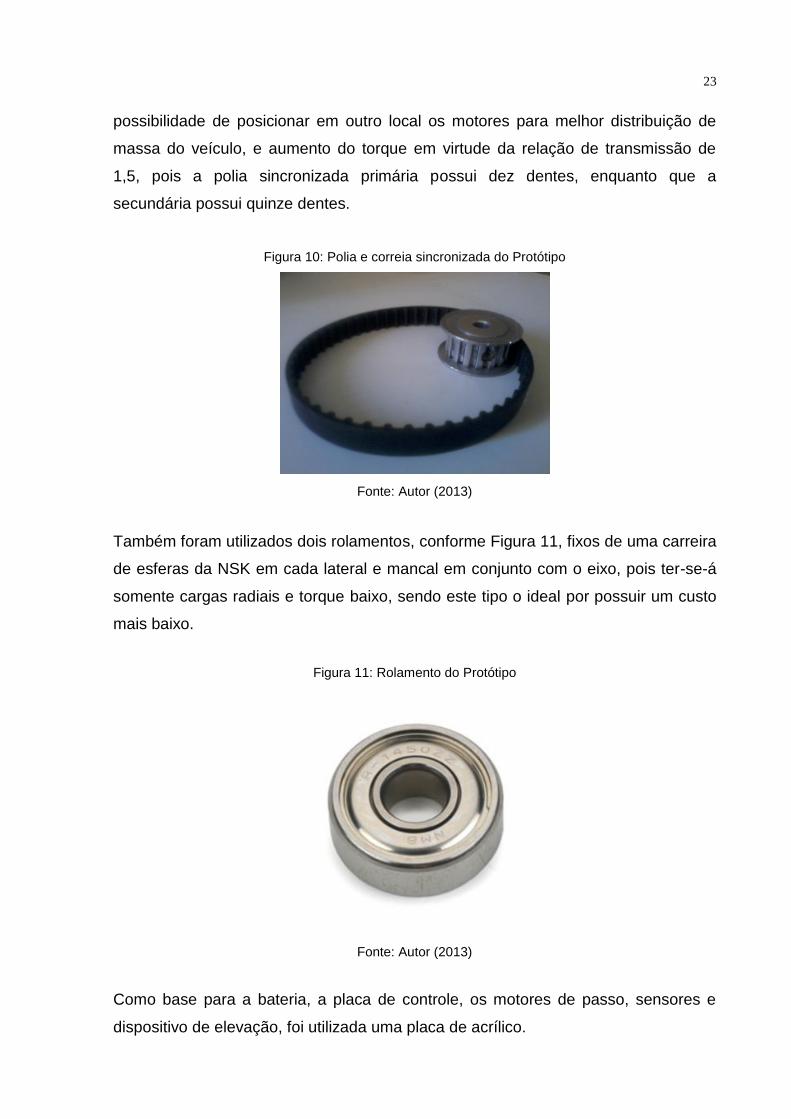
imprecisões nos movimentos. Foram utilizadas polias sincronizadas, conforme
Figura 10, com o principal intuito de amortecer e absorver possíveis vibrações
geradas pelo motor de passo em determinadas faixas de rotação para não serem
transferidas para as rodas do veículo, causando desvios de trajetória. Outras
características importantes fornecidas pelas correias e polias sincronizadas, foram a
23
possibilidade de posicionar em outro local os motores para melhor distribuição de
massa do veículo, e aumento do torque em virtude da relação de transmissão de
1,5, pois a polia sincronizada primária possui dez dentes, enquanto que a
secundária possui quinze dentes.
Figura 10: Polia e correia sincronizada do Protótipo
Fonte: Autor (2013)
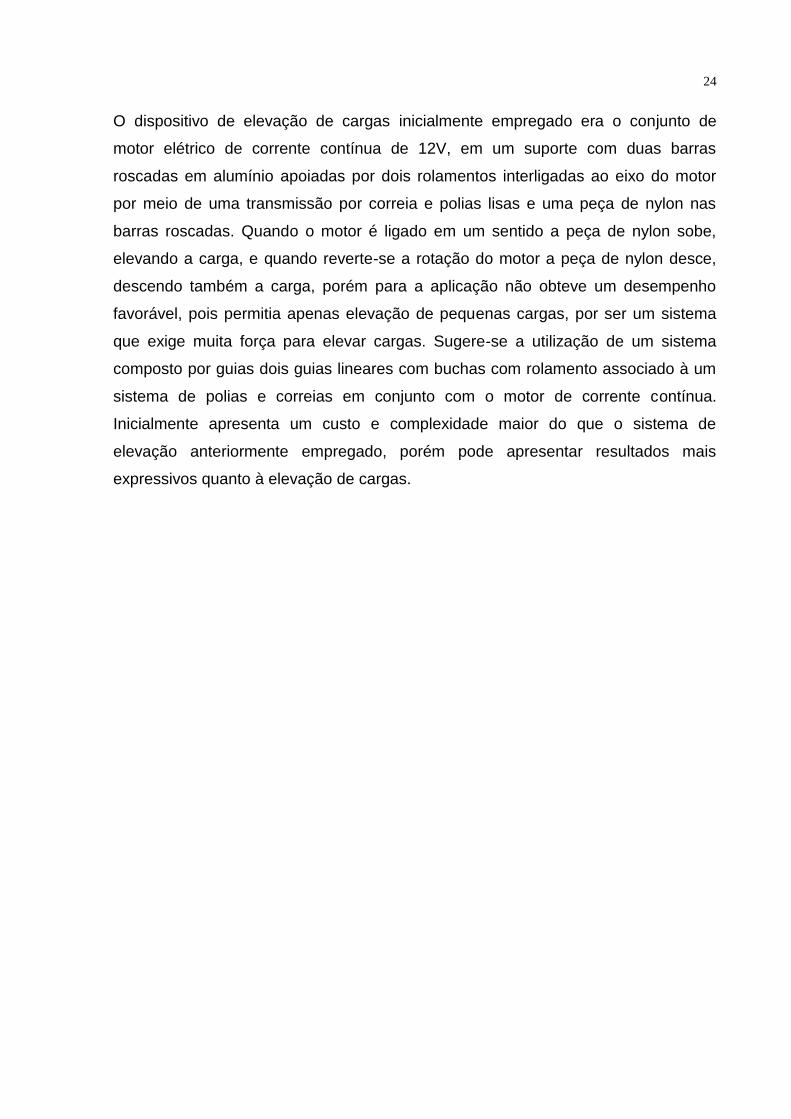
Também foram utilizados dois rolamentos, conforme Figura 11, fixos de uma carreira
de esferas da NSK em cada lateral e mancal em conjunto com o eixo, pois ter-se-á
somente cargas radiais e torque baixo, sendo este tipo o ideal por possuir um custo
mais baixo.
Figura 11: Rolamento do Protótipo
Fonte: Autor (2013)
Como base para a bateria, a placa de controle, os motores de passo, sensores e
dispositivo de elevação, foi utilizada uma placa de acrílico.
24
O dispositivo de elevação de cargas inicialmente empregado era o conjunto de
motor elétrico de corrente contínua de 12V, em um suporte com duas barras
roscadas em alumínio apoiadas por dois rolamentos interligadas ao eixo do motor
por meio de uma transmissão por correia e polias lisas e uma peça de nylon nas
barras roscadas. Quando o motor é ligado em um sentido a peça de nylon sobe,
elevando a carga, e quando reverte-se a rotação do motor a peça de nylon desce,
descendo também a carga, porém para a aplicação não obteve um desempenho
favorável, pois permitia apenas elevação de pequenas cargas, por ser um sistema
que exige muita força para elevar cargas. Sugere-se a utilização de um sistema
composto por guias dois guias lineares com buchas com rolamento associado à um
sistema de polias e correias em conjunto com o motor de corrente contínua.
Inicialmente apresenta um custo e complexidade maior do que o sistema de
elevação anteriormente empregado, porém pode apresentar resultados mais
expressivos quanto à elevação de cargas.
25
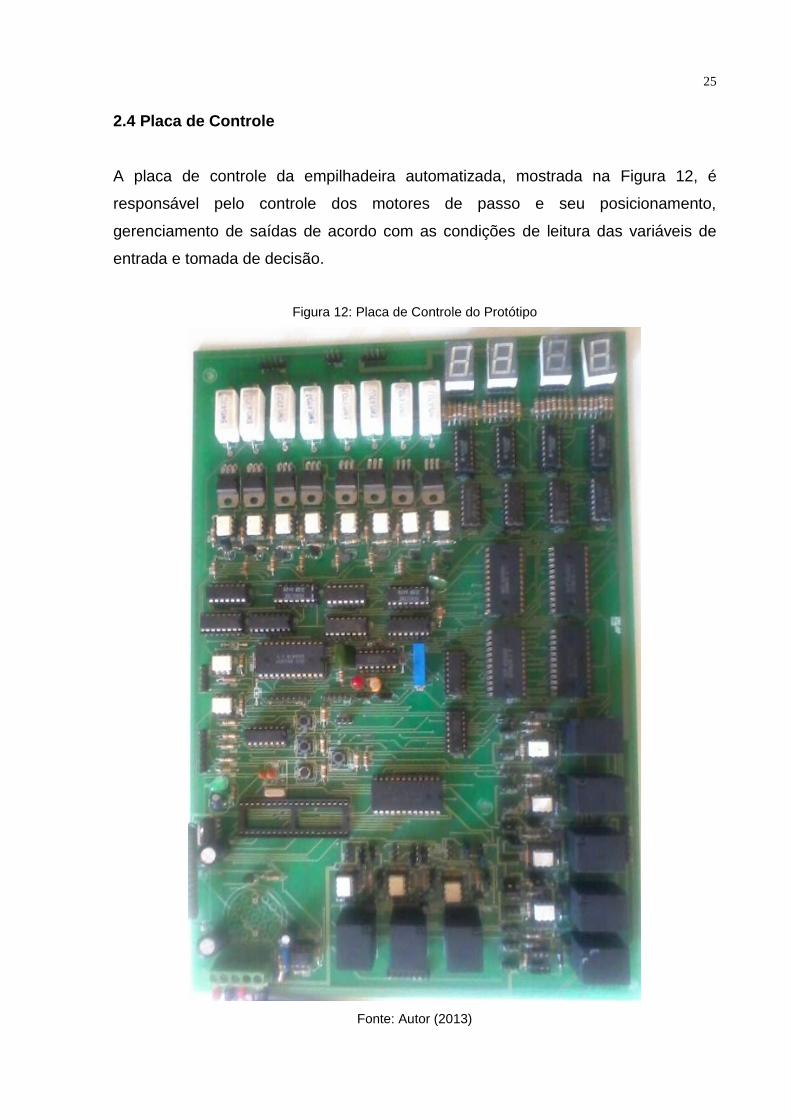
2.4 Placa de Controle
A placa de controle da empilhadeira automatizada, mostrada na Figura 12, é
responsável pelo controle dos motores de passo e seu posicionamento,
gerenciamento de saídas de acordo com as condições de leitura das variáveis de
entrada e tomada de decisão.
Figura 12: Placa de Controle do Protótipo
Fonte: Autor (2013)
26
Na construção da placa foram utilizados diversos tipos de Circuito integrados (CI’s),
a saber: 4017(Contador Johnson), 4027(Flip-Flop JK), 4051(Mux/Demux),
4070(Exclusive Or de 2 entradas), 4508(Latch/Trinco), 4511(decoder de BCD para 7
segmentos), 4518(Contador BCD dual), 4585(Comparador de magnitude de 4 bits),
40106 (Porta inversora com Schmitt Trigger), transistores (BC557), transistores de
potência para alimentação dos motores de passo de 1,2A (TIP122), resistores,
diodos, relés, capacitores, oscilador de 20MHz, capacitores, leds, conectores e
acopladores ópticos (4N25) nas entradas e saídas com o intuito de eliminar ruídos e
possíveis correntes e tensões que possam gerar danos ao controlador.
A placa de controle dispõe de 6 entradas de sinal para sensores, um botão de Start
(quando acionado inicia a trajetória salva em sua memória e sequencia de decisões
definidas pelo programa), um botão de Reset (reinicia todos os parâmetros,
interrompe a programação em andamento e volta para a condição inicial aguardando
o comando de start), um botão adicional para qualquer função extra definida pelo
programador, um buzzer para emitir alerta sonoro quando em funcionamento e um 8
saídas à relé para acionamentos externos. Neste projeto foram utilizados 2 relés
para o gerenciamento de energia dos motores de passo, que quando não
necessitarem de travamento, eles cortam sua alimentação para aumentar a
autonomia do protótipo e economizar a carga da bateria. Mais 2 relés foram
utilizados no sistema de elevação de carga, ligados com um motor DC de 12V, e são
responsáveis pela reversão dos polos, proporcionando assim uma reversão na
rotação do motor, possibilitando elevar e baixar a carga a ser transportada.
A placa de controle também incorpora um sistema eletrônico de controle do motor de
passo. Este sistema eletrônico utiliza a técnica half-step (meio-passo), por
possibilitar maior precisão e torque. Este sistema de controle recebe uma frequência
de clock. A partir de cada clock o sistema de controle gera uma sequencia nas fases
do motor de passo, denominada de passo. A cada clock é dado um passo, fazendo
com que o motor se gire. É a partir da frequência de clock que é determinada a
velocidade do motor. Neste projeto o clock é constante e a variação de velocidade
será realizada através de circuitos integrados (4017 Mux/demux) acionados e
gerenciados pelo microcontrolador. Outra função disponibilizada pelo circuito é a
possibilidade de reversão da rotação através de um bit enviado pelo
microcontrolador ou controle manual para a reversão da sequencia gerada para as

27
fases do motor de passo. Entre os motores de passo e o circuito de controle existe
um driver de potência, responsável por amplificar a tensão e corrente necessárias
para o motor de passo (através dos acopladores ópticos e transistores TIP122), sem
comprometer o funcionamento do circuito de controle, pois ele também isola os dois.
O diagrama eletrônico do controle de motor de passo, está conforme a figura 13.
Figura 13: Diagrama eletrônico do controle de motor de passo
Fonte: Autor (2013)
Os pulsos de clock são paralelamente enviados para outro subcircuito responsável
por convertê-los em código BCD e enviá-los para um quatro displays de 7
segmentos que nos mostrarão a quantidade de clocks enviados ao motor. Este
subcircuito também possui a tarefa de enviar uma palavra de 16 bits dividida em dois
pacotes para o microcontrolador, contendo a informação de clocks necessários de
um ponto a outro, percorrido pelo protótipo. A outra tarefa é de informar ao
microcontrolador que o número de clocks definido já foi atingido e parar o envio de
clock. O subcircuito de contagem e dos displays está conforme as figuras 14 e 15.
28
Figura 14: Diagrama eletrônico do controle dos Displays
Fonte: Autor (2013)
Figura 15: Diagrama eletrônico do controle dos Displays
Fonte: Autor (2013)
A placa de controle possui entradas que também possibilitam a inserção manual
(função manual) de parâmetros de controle. A função manual possibilita a inserção e
determinação dos pontos que define a trajetória do protótipo, gerando, através do
software de controle gerar o número de clocks necessários para percorrer o trajeto
pré determinado e quais os recursos que serão utilizados para o protótipo atingir o
objetivo. O software de controle contém as seguintes funções para executar o
trajeto: função de curvas, curvas com raio, curvas em torno do próprio eixo,
comando de parada, redução de velocidade. O controle manual possui importância e
relevância para solucionar situações e problemas emergenciais.
29
3 Considerações Finais
A pesquisa realizada para elaboração do artigo do Trabalho de Conclusão de Curso
foi baseada nas fontes disponíveis na literatura atual e pertinente ao tema escolhido,
e como estudo de caso foi desenvolvido um robô controlado por microcontrolador
PIC16F877A. Para elaboração do circuito foi utilizado o software Proteus, e para a
programação do microcontrolador PIC16F877A em linguagem C a IDE MpLab e
compilador PIC C Lite da HiTech.
Por meio das ferramentas empregadas, foi elaborado um robô com capacidade
percorrer trajetórias pré-definidas via controle manual com alta eficiência e baixo
consumo.
O protótipo provou que funciona proporcionando segurança e precisão, tornando
possíveis mudanças significativas no desenvolvimento interno dos ambientes de
armazenagem, reduzindo os acidentes e custos desnecessários no processo de
estocagem, armazenamento e transporte de materiais e outros recursos, podendo
ser utilizado nestes ambientes.
Conclui-se que a prática, por meio do protótipo, é condizente com a teoria, pois a
aplicação demonstrou que há possibilidades de implementação de uma empilhadeira
em dimensões reais totalmente robotizada, gerando significativa contribuição na
segurança dos ambientes de armazenagem e eficiência no transporte, alocação e
acomodação de mercadorias.

30
Figura 16: Protótipo Pronto
Fonte: Autor (2013)
O protótipo inicial foi apresentado e contribuiu para a obtenção dos objetivos do
trabalho. No entanto, inúmeros melhoramentos e funções são visualizados. Existe
interesse em dar continuidade no projeto e fica como sugestão a geração de
integração do protótipo com sistemas de gestão e logística de estoques, com
utilização de softwares que se comuniquem e troquem informações com a
empilhadeira automatizada, como: posicionamento; trajetos; rotas alternativas;
alertas de segurança e situações anômalas no ambiente.
31
REFERÊNCIAS BIBLIOGRÁFICAS
Disponível em <http://elecfreaks.com/store/download/HC-SR04.pdf>. Acesso em
16/03/2013.
AUTOMAÇÃO “Robôs estão chegando às pequenas e médias indústrias”.
Disponível em: <http://www.nei.com.br/artigos/artigo.aspx?i=88>. Acesso em:
18/04/2012.
ASSIS, W. O.; COELHO A. D. Automação industrial e robótica. 2009. Disponível
em: <http://www.mecatronicaatual.com.br/secoes/leitura/569>. Acesso em: 28 mar.
2012.
CAMARGO, Daiana e SILVA, Mario, Fundamentos de Robótica, 2010, p. 01
FIALHO, A. B.SolidWorks Premium 2009, Editora Erica,, 1a Edicao, São Paulo,
2009.
JONES, J.L.; FLYNN A.M. Mobile robots: inspiration to implementation. Wellesley
(Mass): A.K.Peters, 1993.
MAES P. Designing autonomous agents. MIT Press / Elsevier, (3rd printing) 1994.
MARTINS, Agenor. O que é robótica. 1. ed. Brasília/DF: Brasiliense, 1993.
MAYER, Raymond R. Administração da produção. 1. ed. São Paulo: Atlas, 1990.
NIKU, B. S. Introduction to robotics: Analysis, systems, aplications. New Jersey:
Prentice Hall, 2001.
NORBERTO PIRES, J., Os Desafios da Robótica Industrial, Universidade de
Coimbra, 2002, p. 14 e 15.
PEREIRA, Fábio. Microcontroladores PIC – Programação em C, 2003, p. 18.
SOUZA, David J. Desbravando o PIC, 2005, p. 22.
SOUZA, David J. Desbravando o PIC, 2005, p. 51.
SOUZA, Paulo J. A. de. Motor de Passo, 2006, p. 04.
THOMAZINI, D.; ALBUQUERQUE, P.; Sensores Industriais, 2011, p. 37.