-
Confidential
© 2014
エネルギー高効率化手法Energy Reduction Improvements(ERI-20)の取組み手順と方法
エネルギー高効率化手法Energy Reduction Improvements(ERI-20)の取組み手順と方法
-
1© 2014
1.省エネルギー改善手法の必要性(Energy Reduction Improvements 20%)
省エネルギー改善の取り組みには、『多面的問題把握』が必要です。
①モノづくり工程でのEnergy消費は・・・・Material変換がEnergyの主目的・物理的、化学的現象で、生産技術と直結
・製法、運転条件、操作方法から受ける影響大
・物質収支と強く関係
・建物、設備の配置とも関連
・マネジメントの方法(生産計画、設備管理、作業管理、品質管理等)
とも関連
というように極めて多面的な問題です。広義の生産管理の視点から工程を俯瞰して
更に精査していく姿勢が不可欠です。
②モノづくり工程での省エネルギーを具体的に課題化していくには・・・
・工程機能に戻したEnergy入出力の解析・供給Systemと消費Systemのバランス解析・工程機能を目的状態に適正発現するための生産パラメータの管理と解析が重要
な取り組みの要件となります。
③モノづくり工程での省エネルギーを具体的にテーマにするためには・・
エネルギー消費量の数値化・可視化が改善の入り口となりますし、計測なく
して真の問題も発掘できません。近年、EMS(エネルギーマネジメントシステム)のITツールが普及して計測の効率化が進んでいますが、目的を明確にして、エネルギー消費量にとどまらず、生産に必要なパラメータ(生産
数、
速度、温度、圧力、濃度・・)をデータとして取り込むことが必要です。
以上を考えていきますと、決めつけ的な取り組みではなくSystematicなApproachこそが省エネルギー改善の取り組みであることがわかります。
-
2© 2014
1.現存設備の改良中心に、設備投資が少なくて、大きな改善
2.マテリアルの工程機能に注目するので、エネルギーと品質・歩留・生産性の
同時改善により大きな成果
3.マテリアル及びエネルギーの投入・加工・排出・回収・廃棄の全Cycleを対象にロス
を見える化
1.改善投資の効率が良く、経営生産性向上に寄与
調査、分析、改善の手順が確立
1.ロスの構造化と改善に結びつく分析手順
2.改善案策定及び評価の仕組みが明確
3.エネルギー計測ツールEMS(energy management system )を必要に応じて活用して数値化
2.Systematic なApproach
1.製造工程のマテリアル・フローの解析とエネルギー消費構造を工学的に分析
(理論必要エネルギーと消費実態の定量的把握)
2.エネルギー使用量低減から方式変更までを含むコスト低減の直接アプローチ
3.生産プロセスの本質的解析で、エネルギー費の直接的低減
1.F/N(Function/Needs)分析 2.稼動パターン分析 3.作用パターン分析4.機能ユニット・機能系統チャート
5.エネルギー消費マップ
6.機器構造・性能条件分析 7.FBS(Function Breakdown
Structure)手法8.代替案選択条件による有効性評価
9.難技術課題の工学的解決法(Engineering Science Approach)10.熱精算解析 etc.
4.確立した分析・改善手法
1.熱管理、電力管理、設備管理、IE、VE、QC等を総合化した省Energy推進体制と管理Systemの確立
2.既存設備の改善だけでなく、新Process導入の検討まで含めた活動
5.製造管理/製造力革新の一環としての活動推進
2.ERI-20の5つの特徴
-
3© 2014
生産設備 省 Energy の Lebel
既存工場・既存設備 新 規
現 状 一部改造
~10%節減
・ 節約運動
・点検整備
・整理整頓
・ 断熱保温
・ 過大設備の交換
・ Layout 変更
etc
15~25%
・ 操作条件変更
・ 操業体制の変更
・ 排熱回収
・ System の改善
Process 機能の組み替え、
変更、最適化
・省 Energy 型設備の導入 etc
・新規工場 etc
30%以上
・処方・条件の変更
・ 設備方式の変更・改良
・ 製法・工法の見直し
・ Process 原理の変更
・ Energy 源の変更
etc
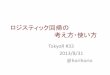
ERI-20の対象
ERI
-20は、製造工程全体を対象にして、エネルギーの投入の仕方を見直し、効果的な改善を行います。下記にその取組エリアを示します。
まず、大まかな認識として
省エネルギー10%の削減:
製造工程のヒト、モノ、設備の運用基盤の効率的強化とエネルギーの供給と使用のバランス化、放熱ロス等
の削減により達成されます。
省エネルギー20%の削減:
エネルギー原単位(エネルギー÷産出量)生産性を上げる取組が中心です。最適な操業方式・条件、工程機
能とエネルギー消費方式の適正化等の生産技術的ア
プローチが主です。
省エネルギー30%の削減:
この段階は、生産技術開発を基本にした工法開発が中心となり、実現のための費用と工数のリスクも同時
に出てきます。
3.ERI -20のAttack・Area
ERI-20%のアタック・エリア
-
4© 2014
燃焼効率UP受変電Loss低減配線・配管・Valve類Loss低減
処方・操作条件変更、製法のProcess変更(反応の促進、ワーク性状変更)設備方式・構造変更、小型化、連続化、変換効率向上(Inverter制御含む)
保温、断熱性強化
負荷追随台数制御、空運転防止、制御の最適化、点検・整備
Drain回収、廃熱回収
操業体制の最適化、稼働率向上
上水を回収水に
Energy消費効率の高い機器の採用(LED照明、Heat-Pump方式)Peak電力の低減(Demand管理)
力率改善
受入方式変更
(PPS:新電力)
E供給系統のLossを減らす
基本対策例効果的なApproachが必要な今日の
重点的課題領域
温室G
as/
Energy
を下げるには!
変動量を下げる E消費系
統のLossを減らす
正味必要量を下げる
設備必要量を下げる
設備損失量を減らす
管理損失量を減らす
回収再利用
安い単価又は効率的なEnergy方式に切換える
基本量を下げる
契約料を下げる
購買方式を変える
使用時間を減らす
4.エネルギー低減の体系と観点
単位時間当り使用量を減らす
E使用量を減らす
-
5© 2014
5.ERI-20の基本推進手順
Phase1 Step1 Step2 Step3 Step4 Step5
Phase2 Step1 Step2 Step3 Step4 Step5
Phase3 Step1 Step2 Step3 Step4 Step5
Phase4 Step1 Step2 Step3 Step4 Step5
Phase5 Step1 Step2 Step3
目標設定
問題点抽出と要因分析
改善テーマの発掘
改善案の構想と設計
改善総合化
重点工程と改善方向設定
診断対象及び範囲設定
工程別基準Data作成
Material Flow作成
改善目標設定
重点工程での計測点設定
重点工程でのEnergy量算出
重点工程での変動要因分析
重点工程でのEnergy Loss分析
問題把握と要因分析の考察
重点工程の
機能展開(Function)作成
重点工程の決定要因(Needs)の作成
改善Themeの導出
改善Themeの展開とLevel設定
Energy効率化改善企画
FBS法による改善の構想と具体化
生産挙動の考察と解析
Data解析・実験計画による構想指針化
ES手法による構想指針化
改善実施案作成
改善案の評価・実現性/経済性
実施順序/体系の策定 改善総合評価
Tool:工程診断/MFCA分析Output:重点改善工程、改善目標
Tool:製造工程の見える化Output:重点工程に対する問題点及び要因
Tool: F/N分析Output:改善Theme設定。Themeの取組難易度Level 区分
Tool: FBS技法、多変量解析、ES技法Output:改善Scenario及び実施案策定
Tool:経済性評価(ROI)、生産性指標(RP)Output:改善成果
(省Energy)
F/N分析:Function/Needs分析FBS技法:Function Breakdown Structure
技法ES技法:Engineering Science技法
-
6© 2014
1)押出機の場合
•流量を減らす•圧力を下げる•温度を下げる
•モーターを効率Maxで使う•伝達効率を上げる•E伝達方式を変える
設備損失を減らす
純粋必要量を
減らす
設備特性の必要量を減らす
運転条件のばらつきを減らす
設備効率低下動力を減らす
必要動力を減らす
動力を下げる
配管・配線ロスを減らす
管理不良でのロスを減らす
管理損失を減らす
•制御精度を上げる•原料の濃度・温度のばらつきを減らす
•伝達ロスを減らす
•もれを減らす•圧損を減らす
• 空運転時間を減らす•保全不良による運転停止頻度・時間を減らす•製品不良を減らす
•銘柄切換頻度を減らす•切換頻度を減らす
生産計画からのロスを減らす
(機器別要素の例)
6.Energy効率化の決定要因(N)の参考例
対象の生産設備の省エネルギーの消費特性に合わせて、エネルギー削減のN(Needs)を設定します。このNの効果的作り方がテーマの発掘を左右します。
-
7© 2014
F/N分析手法は、対象工程・設備のF(Function)とN(Needs)をマトリックスで対応させて、網羅的に、体系的に節減テーマを抽出する極めて優れた方法である。
手段
(部位)省エネル
ギー
決定要因
目的機能
必要機能
移 送
スクリューに回転を与える
Vベルト
モーターV
S スクリュー
シリンダー
F
N
VSモーターの
必要動力を減らす→(節減テーマ化)
(F)=
①
② × × ××
×
×
××
動力を減らす
必要動力を減らす
純理論必要量を減らす
設備特性の必要量を減らす
運転条件のばらつきを減らす
設備損失を減らす
管理損失を減らす
F/N分析のルール
①人の発言は否定しない
②人の着想に真似る
③何でも結構
7.F/N分析手法による節減テーマの抽出について
-
8© 2014
(蒸留工程)
Idea9 (考え方2×操作条件)・・・・・・
Idea10 (考え方2×留出順序)・・・・・・
Idea11 (考え方2×相平衡)・・・・・・
Idea12 (考え方3×操作条件)・・・・・・
Idea13 (考え方3×流れ)・・・・・・
Idea14 (考え方3×留出順序)・・・・・・
F.B.S(Function Breakdown Structure)手法
取組みTheme
各因子と処理能力、回収率、Energyの関係を明確にして処理能力、回収率、EnergyがCost-Minimumになる操業条件を求める
蒸留工程 基本Theme1Energy使用量と××回収量が最適(Cost Minimum)となる操業条件を求める
目的、狙い
出来るだけ少ないEnergyで出来るだけ多くの××を回収しCost Minimumとする。
考え方1××を出来るだけ多く回収する
考え方2Recycle量を出来るだけ少なくする
考え方3Energy使用量を出来るだけ少なくする
観点1相平衡・気-液平衡・液-液平衡
観点2操作条件・圧力・還流比・抜出量・Feed量
観点3流れ・気-液接触状態
観点4熱伝達・伝熱係数
観点5留出順序
Idea1(考え方1×相平衡操作条件)・気-液平衡を変えて(圧力を変えて)××の分離をよくする
Idea2(考え方1×操作条件)・圧力・還流比・抜出量を最適化し××を出来るだけ多く回収する
Idea3(考え方1×流れ)・蒸留塔Trayを効率的なものに変更して理論段数をupする
Idea4(考え方1×流れ)
・蒸留塔Trayを見直しScale付着を防止して理論段数をupする
Idea5 (考え方1×留出順序)・・・・・・・
Idea6 (考え方2×相平衡)・・・・・・・
Idea7 (考え方2×相平衡)・・・・・・
課題毎に着想を導出する思考の枠組みをつくり、考え方×観点から具体着想を得ます!
8.具体策をつくる F.B.Sの展開例
Idea8 (考え方2×操作条件)・・・・・・・
-
9© 2014
9.改善への展開方法の一例(ES法)
機能とは、生産(処理)対象の初期状態から目的状態(終期状態)への状態変換であり、この3項目で表現できる。
大気
生産対象:水(液)
状態変換:温度上昇
容器材
熱エネルギ蒸気
熱エネルギ
④③
②
燃焼ガス
熱エネルギ
①
出力媒体
出力
生産対象の状態変換(最初に考察する)
入力
入力媒体
入力
入力媒体
②入出力の場の構造化/駆動伝達過程の考察/状態変数考察(お湯を沸かす事例)
①機能の定義(お湯を沸かす事例)
生産対象
初期状態 目的状態
20℃ 85℃
省エネルギーテーマの解決には、場合により難技術化したテーマの解決が求められることもあります。難技術ですので容易ではありませんが、一見複雑に思える生産プロセスの挙動を機能的(原理・原則に戻して)に記述して再考することにより改善への導出も可能になります。
※次ページに続くこの方法は、広重哲実氏により、ES(Engineering
Science)手法として体系化されたものです。(※図書:「技術者のためのものづくり問題解決法」参照)
-
10© 2014
④「水の加熱を例に取り、エネルギー効率化ための」改善指針の設定例
仮説 仮説の観点及び状態変数の展開大きくするか小さくするか
対策案
①「燃焼ガスからの熱流束」
燃焼ガスの熱流束
放射熱流束
対流熱流束
②「容器壁から水への伝熱熱流束」
伝熱熱流束
容器の熱伝導率
③「水自体の対流
熱流束」
対流熱流束
水の流速
・他の熱源に変更
・炎のあたる面積を大きくする
・材質を変える
・薄い容器にする
・容器を小さくする
・茶葉を少し入れておく
④「気泡生成と気泡離脱
による同伴流」
気泡が生成するには、気泡の内圧が表面張力にもとづく気泡生成圧力に打ち勝つ必要がある。
気泡生成圧力<気泡の内圧気泡の生成圧力
水の表面張力
界面活性物質濃度気泡核の径
容器表面祖度
・内面を少し粗くしておく
水の表面張力
燃焼ガス温度
燃焼ガス温度燃焼ガス流速燃焼ガス通過時間
燃焼ガス温度
容器内外温度差
燃焼ガス温度容器厚み
器壁と水の温度差
気泡による同伴流
受熱面積 受熱面積
「水を加熱する」例・水の温度上昇の時間パターンは、変曲点を持ち、低温時及び沸点真近くでは
ゆるやかとなる。即ち温度によって水の熱伝達が異なっている。・水への熱伝達は、燃焼ガスからの熱流速と容器内壁から水への伝導熱流速、水自体の対流熱流速による。・容器壁での安定気泡生成と気泡離脱による同伴流によって対流は促進される。〔但し、燃焼ガス種、燃焼状態は一定としている。〕
③仮説の設定
-
11© 2014
区分 TQM TPM ERI-20
目的 顧客品質の満足と企業体質強化
設備生産性向上と企業体質強化
環境保全と経営生産性の両立
改善・管理対象 品質 設備 Energy(資源)
目的達成の手段 業務・現場の管理の標準化・体系化(System化)
設備総合効率の向上と保全体制の確立
Energy Lossの見える化と技術課題解決
改善の中心点 管理技術中心(QC手法)
設備技術中心(設備管理、保全技術)
工程(プロセス)機能中心(MaterialBalance &Energy Balance)
活動方法 自主活動 職制と現場の一体化
現場知の活用、統合化
目標 PPM Levelの品質
設備LossのZero化
Energy LossのZero化
各企業では、既に色々な改善活動が行われています。本ERI-20は、温室ガス削減・エネルギーの効率化を目的に活動を行う効果的・効率的な製造革新のためのProgramです。
10.既存の生産管理改善手法と省エネルギー手法 ERI-20との特徴比較