-
7/28/2019 Fmea & Cp Forms
1/16
Six Sigma Consultants, 1996
PFMEA Number:
Process Name:
Process Responsibility:
Prepared By:
Affected Product(s):
PFMEA Key Date:
PFMEA Origination Date:
PFMEA Revision Date:
Core Team Members:
Potential Failure Modes andEffects Analysis (Information
Sheet)
PFMEA Information Sheet
-
7/28/2019 Fmea & Cp Forms
2/16
Process or Product Name:
Responsible:
The highest value process steps from the C&E matrix. In what
ways might the process potentially fail to
meet the process requirements and/or design intent?
What is the effect of each fail
mode on the outputs and/or
customer requirements?
The customer could be the ne
operation, subsequent operat
another division or the end us
Process Function Potential Failure ModePotential Effects
of Failure
-
7/28/2019 Fmea & Cp Forms
3/16
FMEA Master
Process or
Product Name:Prepared by:
Responsible: FMEA Date (Orig) ________
The highest value
process steps from
the C&E matrix.
In what ways might the
process potentially fail to meet
the process requirements
and/or design intent?
What is the effect of each failure
mode on the outputs and/or
customer requirements?
The customer could be the next
operation, subsequent operations,
another division or the end user.
HowSevereistheeffect
tothecusotmer?
How can the failure occur?
Describe in terms of something that
can be corrected or controlled. Be
specific. Try identify the causes
that directly impacts the failure
mode, i.e., root causes.
owoten
oeste
causeorfailuremode
occur?
What are the existing controls an
procedures (inspection and test)
either prevent failure mode from
occurring or detect the failure sh
occur? Should include an SOP
number.
Current
Process
Controls
Process
FunctionPotential Failure Mode
Potential Effects
of Failure
S
E
V
Potential Cause(s)/
Mechanism(s) of Failure
O
C
C
Process / ProductFailure Modes and Effects Analysis
(FMEA)
Page 3
-
7/28/2019 Fmea & Cp Forms
4/16
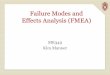
Severity of Effect Rating
May endanger machine or operator.
Hazardous without warning10
May endanger machine or operator.Hazardous with warning
9
Major disruption to production line.
Loss of primary function, 100% scrap8
Reduced primary function performance.
Product requires sorting, some scrapping7
Minor disruption of production. Some Scrap.
Loss of secondary function performance6
Minor disruption to produciton. 100% Rework.Reduced secondary
function performance.
5
Minor defect noticed by most customers
Product requires sorting and some reworked.4
Fit& Finish/Squeak & Rattle item. Minor defect
noticed by some customers.3
Defects may be reworked on-line.
Minor defect noticed by observant customers.2
None
No effect 1
Extreme
High
Moderate
Low
-
7/28/2019 Fmea & Cp Forms
5/16
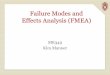
Likelihood of Occurrence
Failure
Rate
1 in 2
1 in 3
1 in 8
1 in 20
1 in 80
1 in 400
1 in 2000
Low
Process is in statistical control. 1 in 15k
Ver y
Process is in statistical control. Only isolated
failures associated with almost identical processes.1 in
150k
Re-
mo
te Failure is unlikely. No known failures associatedwith almost
identical processes. 1 in 1.5M
Failure is almost inevitable
Process is not in statistical control.
Similar processes have experienced problems.
Process is in statistical control but with isolated
failures.
Previous processes have experienced occasionalfailures or
out-of-control conditions.
Very
High
High
Moderate
-
7/28/2019 Fmea & Cp Forms
6/16
Capability
(Cpk) Rating
< .33 10
> .33 9
> .51 8
> .67 7
> .83 6
> 1.00 5
> 1.17 4
> 1.33 3
> 1.50 2
> 1.67 1
-
7/28/2019 Fmea & Cp Forms
7/16
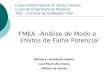
Likelihood that control will detect failure DPPM
Ver y No known control(s) available to detect failure mode.
100,000
50,000
20,000
10,000
5,000
2,000
1,000
500
200
100
The process automatically detects failure.
Controls will almost certainly detect the existence of a
failure.
Controls have a good chance of detecting the existance of
a failure
Low
Moderate
High
Very
High
Controls have a remote chance of detecting the failure.
Controls may detect the existence of a failure
-
7/28/2019 Fmea & Cp Forms
8/16
Probability Rating
1 in 10 10
1 in 20 9
1 in 50 8
1 in 100 7
1 in 200 6
1 in 500 5
1 in 1,000 4
1 in 2,000 3
1 in 5,000 2
1 in 10,000 1
-
7/28/2019 Fmea & Cp Forms
9/16
Customer Requirement(Output Variable) MeasurementTechnique
%R&R or P/TRatio
Upper
SpecLimit
Target
Lower
SpecLimit
Cp
Key Process Output VariableCapability Status Sheet
-
7/28/2019 Fmea & Cp Forms
10/16
Cpk SampleSize Date Actions
-
7/28/2019 Fmea & Cp Forms
11/16
Date: Revision:
Product:
Process:
Process StepWhat's
Controlled?
Input or
Output?
Spec. Limits /
Requirements
Measurement
Method
-
7/28/2019 Fmea & Cp Forms
12/16
-
7/28/2019 Fmea & Cp Forms
13/16
Sample Size FrequencyWho/What
Measures
Where
Recorded
Decision Rule/
Corrective Action
Approved by:
-
7/28/2019 Fmea & Cp Forms
14/16
Approved by:
Approved by:
-
7/28/2019 Fmea & Cp Forms
15/16
SOP's
-
7/28/2019 Fmea & Cp Forms
16/16