-
Pengendalian Kualitas Untuk Mengurangi Produk Cacat Sit Asap
Menggunakan Metode Failure Mode And Effects
Analysis (M.Darul Kutni ) 1
PENGENDALIAN KUALITAS UNTUK MENGURANGI PRODUK CACAT SIT ASAP
MENGGUNAKAN METODE
FAILURE MODE AND EFFECTS ANALYSIS
M.Darul Kutni
Mahasiswa Universitas Bina Darma Jalan Jenderal Ahmad Yani
No.12, Palembang
e-mail : [email protected]
Abstract : PT Sunan Rubber is one in the city of Palembang
rubber company that manufactures and crum rubber sheet in the
production of smoke which could not be separated from the quality
control is still not running perfectly. On research conducted in PT
Sunan Rubber discusses the problems that occurred in the quality
control system resulting in less run production by a number of
defects that conducted this research because of quality control
methods using Failure Mode And Effects Analysis (FMEA). before
performing quality control using the FMEA method, first consider
the potential failure of the rubber sheet to determine the value of
severity, Occurrence and Detection as well as the value of RPN RPN
after finding the highest value is 343 then take action
anticipation after taking action and implementing new anticipation
of hasi; implementation baruhlah nilanya gained 2.4% and then
compare the values before and after the implementation of the value
of production failure or defect down
Keywords: quality control, FMEA, Defect
Abstrak :. PT Sunan Rubber adalah Salah satu perusahaan karet di
kota palembang yang memproduksi crum rubber dan sit asap yang dalam
produksinya tak lepas dari pengendalian kualitas yang masih belum
berjalan dengan sempurna dikarnakan berbagai faktor yang
menyebabkan cacat produksi .pada penelitian yang dilakukan di PT
Sunan Rubber membahas tentang permasalahan yang terjadi pada sistem
pengendalian kualitas yang kurang berjalan dengan maksimal yang
mengakibatkan banyaknya cacat produksi oleh karna itu dilakukanlah
penelitian tentang pengendalian kualitas mengunakan metode Failure
Mode And Effects Analysis (FMEA). sebelum melakukan pengendalian
kualitas dengan menggunakan metode FMEA,terlebih dahulu
diperhatikan kegagalan karet sit dengan menentukan nilai severity,
Occurrence dan Detection serta nilai RPN setelah menemukan nilai
RPN yang paling tinggi yaitu 343 barulah melakukan tindakan
antisipasi setelah melakukan tindakan antisipasi baru melakukan
implementasi dan dari hasi; implementasi baruhlah didapat nilanya
yaitu 2,4% lalu bandingkan nilai implementasi sebelum dan sesudah
maka nilai kegagalan produksi atau cacatnya turun
Kata kunci: pengendalian kualitas ,FMEA, Defect
1. PENDAHULUAN
Perkembangan dunia industri saat ini semakin
pesat sehingga harus diiringi dengan
perkembangan kualitas yang menuntut
perusahaan untuk selalu menghasilkan sesuatu
yang benar-benar berkualitas. Pada mulanya
sistem untuk memonitor dan memanage
kualitas hanya berupa pengukuran saja
(inspection), yang pada akhirnya banyak
mengalami perkembangan sehingga dikenal
dengan sistem pengendalian kualitas (quality
control).
Pengendalian kualitas merupakan salah satu
kegiatan yang sangat erat kaitannya dalam
proses produksi, dimana pada pengendalian
kualitas dilakukan serangkaian kegiatan berupa
-
2 Pengendalian Kualitas Untuk Mengurangi Produk Cacat Sit Asap
Menggunakan Metode Failure Mode And Effects Analysis (M.Darul Kutni
)
pemeriksaan atau pengujian terhadap
karakteristik kualitas yang dimiliki oleh
produk. tuntutan terhadap kualitas produk ini
dari dahulu hingga sekarang mengalami
perubahan, yang pada awalnya kualitas suatu
produk tidak diperhatikan kini menjadi hal
yang sangat utama.kegiatan pengendalian
kualitas memiliki suatu tujuan utama yaitu
untuk kepuasan para konsumen, maka tentunya
kualitas produk tersebut harus selalu memenuhi
standar kualitas atau sesuai dengan spesifikasi
yang sudah ditetapkan serta didukung dengan
keahlian yang handal terhadap sistem
pengendalian kualitas.
PT. Sunan Rubber adalah perusahaan karet
yang berdiri pada tahun 1987 yang mengelolah
latek karet menjadi karet setenga jadi yang
mana karet setenga jadi itu adalah crum rubber
dan sit asap
Proses produksi karet sit asap bersifat flow shop
yaitu proses dilakukan dari satu mesin ke mesin
yang lainya secara berurutan, dimana tahapan
prosesnyapengenceran,pembekuan,
penggilingan,pengasapan dan sortasi yang akan
dijelas kan secar rinci pada Bab IV dari kelima
proses ini sering terjadi kegagalan produk seperti
karet sit yang terlalu lunak warna yang tidak
seragam dan gelembung gas pada karet sit asap
Berdasarkan permasalahan diatas maka
dilakukanlah penelitian dengan metode FMEA,
dimana pengertian metode FMEA yaitu suatu
prosedur untuk mengindetifikasi dan mencegah
kegagalan produk sehingga output dari suatu
produksi dapat sesuai dengan keinginan
perusahaan. karna itu peneliti melakukan
penelitian dengan judul analisa pengendalian
kualitas untuk mengurangi produk cacat
menggunakan metode FMEA dimana metode
FMEA merupakan metode yang digunakan
untuk menganalisa bentuk kegagalan dan akibat
kegagalan dari proses produksi.
Agar penelitian ini lebih terarah maka
dibuatlah tujuan penelitian sebagai berikut:
. 1. Menentukan jenis kecacatan pada karet sit asap
2. Menentukan faktor penyebab kecacatan pada
karet sit asap
2. METODOLOGI PENELITIAN
Lokasi Penelitian
penelitian dilakukan di Perusahaan
PT Sunan Rubber Palembang yang berada di
Jl. pangeran Kecamatan Gandus Palembang.
.
Tempat dan Waktu Penelitian
Penelitian dan pengambilan data
dilakukan pada bagian produksi di PT Sunan
Rubber bulan juli tahun 2013.
Sumber Data
Data yang digunakan dalam penelitian
ini adalah :
1. Data Primer adalah data yang diperoleh
dari pengamatan dan penelitian secara langsung
dilapangan,yaitu hasil produksi karet sit
asap,proses produksi karet sita asap.
2. Data Sekunder adalah data yang
diperoleh dari literatur-literatur dan referensi
yang berhubungan dengan masalah yang
dibahas, yaitu jumlah cacat produksi karet sit
asap,data penyebab kegagalan produksi karet sip
asap
-
Pengendalian Kualitas Untuk Mengurangi Produk Cacat Sit Asap
Menggunakan Metode Failure Mode And Effects
Analysis (M.Darul Kutni ) 3
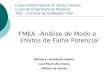
Diagram Metode Penelitian
Penelitian ini dilaksanakan secara
bertahap. Adapun langkah-langkah diagram
metode penelitian dapat dilihat seperti pada
gambar dibawah ini
Gambar 3.1 Diagram Metode Penelitian
3. HASIL DAN BAHASAN
Pengumpulan Data
Data yang dikumpulkan oleh penulis
selama melakukan penelitian pada PT.Sunan
Rubber adalah data proses produksi karet sit
asap dari awal sampai akhir Data jumlah cacat
produksi karet sit asap .
Data jumlah cacat karet sit asap perbulan
dari total produksi yaitu
Jenis Cacat Jumlah Cacat rubber smoke sheet (rss)perbulan
Total
jan feb mar april mei juni
Memasukan bahan baku
100 100 200 200 100 100 800
Pengenceran 200 200 100 100 100 100 800
Pembekuan 100 300 100 200 100 100 900
Penggilingan 200 100 100 300 200 100 1000
Pengasapan 100 100 200 200 100 100 700
sortasi 20 20 60 40 40 20 200
Tabel 4.1 Data Kegagalan Karet Sit Asap
Setelah melakukan pengumpulan data tahap
selanjutnya mentukan nila severity,
Occurrence,detection
Nilai severity diperoleh melalui penilaian dari
pihak perusahaan terhadap dampak dan
gangguan yang di timbulkan dari potensi
kegagalan bila terjadi pada proses produksi
,berdasarkan penilaian yang di berikan oleh
pihak perusahaan kemudian di sesuaikan dengan
parameter dapat dilihat pada Tabel (Hariadi
,2007 :50-53)
Tabel 4.2 Nilai Severity No Fungsi
proses Potential failure mode
Potential failure effect
severity
keterangan
1 Memasukan baham baku
kotoran masi ada yang tidak tersaring
Cacat pada pengenceran
7 Gangguan terjadi saat penerimaan bahan baku
2 Pengenceran
Pengenceran karet tidak seragam
Cacat pada pembekuan
7 Gangguan terjadi pada lini produksi
3 Pembekuan Pembekuan tidak merata
Cacat pada penggilingan
6 Gangguan terjadi pada lini produksi
4 Penggilingan
Kadar air masi ada
Cacat pada penggilingan
7 Gangguan terjadi pada lini produksi
5 pengasapan Timbulnya jamur pada permukaan
Cacat pada sortasi
6 Gangguan terjadi pada lini produksi
6 sortasi Gelumbeung udara pada sit
Cacat cutting
7 Gangguan terjadi pada lini produksi
Berdasarkan pada nilai severity fungsi proses
yaitu memasukan bahan baku,pengenceran
penggilingan dan sortasi menyatakan bahwa
produk harus dipilah.sedangkan pada proses
pembekuan dan pengasapan menyatakan bahwa
produk harus dikerjakan ulang, nilai severity
dapat ditentukan melalui nilai ratting
Nilai Occurrence merupakan perbandingan
antara jumlah cacat dengan nilai total output
pada masing-masing fungsi proses,penilaian
-
4 Pengendalian Kualitas Untuk Mengurangi Produk Cacat Sit Asap
Menggunakan Metode Failure Mode And Effects Analysis (M.Darul Kutni
)
tersebut bersifat kuantitatif berdasar pada data
pengamatan langsung keperusahaan hasil
perbandingan tersebut merupakan perhitungan
dari posible failure rate ,nilai dari posible failure
rate dijadikan acuan untuk menentukan nilai
Occurrence menggunakan nilai interpolasi
disesuakan dengan parameter (Hariadi, 2007 :55-
57).
Tabel 4.3 Nilai Occurrence No
Fungsi proses
Potential failure mode
Potential failure effect
jumlah Total output
Posible failure rate
Nilai interpolasi
occurrence
1 Memasukan baham baku
kotoran masi ada yang tidak tersaring
Cacat paada pengenceran
800 25000 1:31,2 6.80 7
2 Pengenceran Pengenceran karet tidak seragam
Cacat pada pembekuan
800 25000 1:31,25 6.80 7
3 Pembekuan Pembekuan tidak merata
Cacat pada penggilingan
900 25000 1:27,77 6,91 7
4 Penggilingan
Kadar air masi ada
Cacat pada penggilingan
1000 25000 1:25 6,93 7
5 pengasapan Timbulnya jamur pada permukaan
Cacat pada sortasi
700 25000 1:35,71 6,75 7
6 sortasi Gelumbeung udara pada sit
Cacat cutting
200 25000 1:125 6,40 7
Berdasarkan pada nilai Occurrence
fungsi proses yaitu memasukan bahan
baku,pengenceran ,pembekuan, penggilingan dan
pengasapan menyatakan bahwa sangat
tinggi,sedangkan pada sortasi menyatakan
kegagailan hampir tidak bisa dihindari
Berikut merupakan perhitungan nilai
interpolasi dengan menggunakan nilai posible
failure rate untuk mendapatkan nilai occurrence,
untuk mencari nilai occurrence telah ditentukan
terlebih dahulu nilai batas atas dan bawah pada
occurrence yang telah ditentukan oleh
perusahaan.
1. Memasukan bahan baku
2. Pengenceran
=
-
Pengendalian Kualitas Untuk Mengurangi Produk Cacat Sit Asap
Menggunakan Metode Failure Mode And Effects
Analysis (M.Darul Kutni ) 5
6,80 = 7
Nilai Detection merupakan kemampuan untuk
mendektesi potensi dari kegagalan yang dapat
terjadi pada proses produksi ,nilai tersebut di
peroleh melalui pengolahan terhadap data
pengamatan langsung pada bulan juni terhadap
sistem pengukuran sit dengan suatu parameter
tertentu dimana pengolahan tersebut dilakukan
untuk mengetahui kemampuan dari sistem
pengukuran pada proses produksi,dapat dilihat
pada parameter Tabel 4.4 (Hariadi, 2007 :58-60)
Tabel 4.4 Detection
No
Fungsi proses
Potential failure mode
%
R&R
%
Repeata Bility
%
Reproduci Bility
N Detection
1 Memasukan baham baku
kotoran masi ada yang tidak tersaring
46,38
43,85 15,09 2 6
2 Pengenceran
Pengenceran karet tidak seragam
24,02
24,08 9,01 2 7
3 Pembekuan
Pembekuan tidak merata
29,86
23,62 18,27 4 5
4 Penggilingan
Kadar air masi ada
30,11
29,90 19,01 4 4
5 pengasapan
Timbulnya jamur pada permukaan
30,54
24,78 26,18 5 6
6 sortasi Gelumbeung udara pada sit
35,25
34,74 22,12 6 6
Pada Tabel 4.4 nilai Repeata Bility and
Reproduci Bility(R&R), Repeata Bility
Reproduci Bility adalah nilai yang telah menjadi
ketentuan dari perusahaan dibagian produksi
sedangkan nilai N dan Detection nilai yang telah
ditentukan
Berdasarkan hasil pengolahan yang
dilakukan untuk mencari nilai
severity,occurrence,detection maka dapat
digunakan untuk menentukan nilai RPN,nilai
RPN merupakan hasil perkalian dari
severity,occurrence,detection,
( Fajar Hariadi.M 2007)
-
6 Pengendalian Kualitas Untuk Mengurangi Produk Cacat Sit Asap
Menggunakan Metode Failure Mode And Effects Analysis (M.Darul Kutni
)
Tabel 4.5 Nilai RPN
Contoh untuk mencari nilai RPN yaitu dengan
mengunakan rumus
RPN=
RPN=
RPN=294
Setelah melakukan tahap pengumpulan
data dan pengolahan data maka tahap selanjutnya
adalah analisa dan interpretasi,pada tahap ini
dilakukan pengurutan pada nilai (RPN) yang
mana akan dijadikan suatu pertimbangan untuk
melakukan upaya perbaikan cacat produksi
Nilai RPN yang telah didapat nantinya akan
diurutkan berdasarkan fungsi proses yang
memiliki nilai RPN yang terbesar sampai yang
terkecil urutan nilai RPN
No Fungsi proses
Potential failure mode
Severity
Occurrence
Detection
RPN
1 Memasukan baham baku
kotoran masi ada yang tidak tersaring
7 7 6 294
2 Pengenceran Pengenceran karet tidak seragam
7 7 7 343
3 Pembekuan Pembekuan tidak merata
6 7 7 210
4 Penggilingan Kadar air masi ada
7 7 4 196
5 pengasapan Timbulnya jamur pada permukaan
6 7 4 252
6 sortasi Gelumbeung udara pada sit
7 6 6 252
-
Pengendalian Kualitas Untuk Mengurangi Produk Cacat Sit Asap
Menggunakan Metode Failure Mode And Effects
Analysis (M.Darul Kutni ) 7
Tabel 4.6 Urutan Nilai RPN
No Fungsi proses Potential failure mode
Severity
Occurrence
Detection
RPN
1 Memasukan baham baku
kotoran masi ada yang tidak tersaring
7 7 6 343
2 Pengenceran Pengenceran karet tidak seragam
7 7 7 294
3 Pembekuan Pembekuan tidak merata
6 7 7 252
4 Penggilingan Kadar air masi ada
7 7 4 252
5 pengasapan Timbulnya jamur pada permukaan
6 7 4 210
6 sortasi Gelumbeung udara pada sit
7 6 6 196
Berdasarkan pengurutan nilai RPN dapat
dilihat bahwa proses pengenceran dengan bentuk
kegagalan potensial berupa pengenceran karet sit
tidak seragam. tidak sesuai dengan spesifikasi
memiliki nilai RPN yang terbesar , hal ini
menandakan bahwa pada proses pengenceran
memiliki potensi kegagalan yang paling besar
,sehingga pada fungsi proses harus deberi
perhatian lebih
Tindakan antisipasi
Cacat merupakan permasalahan utama
yang harus dihadapi oleh perusahaan terutama
pada proses produksi dalam perusahaan oleh
karna itu perusahaan selalu berupaya untuk
mencari penyebab kegagalan utama dan
memberikan solusi untuk melakukan perbaikan
pada proses yang memiliki bentuk kegagalan
yang potensial,dengan mengetahui penyebab
kegagalan dan mengimplimentasikan solusi yang
telah dibuat oleh penulis tentunya telah
mendapat persetujuan dari perusahaan,dari hasil
rekomendasi jumlah cacat yang terjadi pada
proses produksi dapat semakin berkurang dan
tentunya akan memberi dampak yang positif bagi
perusahaan
Dari tabel 4.6 telah diurutkan nilai RPN dari
mulai yang tertinggi sampai nilai yang terendah
dengan pengurutan tersebut akan memberikan
kemudahan dalam menentukan fungsi proses
mana yang perlu implimentasikan ,perusahaan
telah menetapkan bahwa bentuk kegagalan
potensial yang memiliki nilai RPN diatas nilai
250 sudah dikatagorikan tinggi hal ini
disebabkan karna jumlah cacat yang dihasilkan
pada masing-masing fungsi proses banyak dan
dampak yang akan terjadi besar jika fungsi
proses tidak dijalankan dengan benar sehingga
potensi kegagalan yang akan terjadi semakin
besar terdapat empat bentuk kegagalan yang
potensial yang perlu mendapatkan perhatian
lebih untuk dilakukan perbaikan,
-
8 Pengendalian Kualitas Untuk Mengurangi Produk Cacat Sit Asap
Menggunakan Metode Failure Mode And Effects Analysis (M.Darul Kutni
)
Tabel 4.7 tindakan antisipasi
No Fungsi proses Potential failure mode
Potential failure effect
Potential cause Recomended action
1. Memasukan baham baku
kotoran masi ada yang tidak tersaring
cacat pada pengenceran
operator tidak teliti saat melakukan penyaringan
sehingga pasir dan kotoran lainya ikut tercampur sehingga
mempengarui proses pengenceran
memberikan standar pengawasan yang lebih ketat saat memasukan
bahan baku
bahan baku
2. Pengenceran Pengenceran karet tidak seragam
Cacat pada pembekuan
Kesalahan terjadi dikarnakan kadar air untuk proses pengenceran
memiliki kadar logam yang melebihi batas standar
Harus sering melakukan pengujian terhadap standar air yang
digunakan untuk proses pengenceran
3. Pembekuan Pembekuan tidak merata
Cacat pada penggilingan
Perbandingan lateks air dan asam semut tidak sesuai
Operator harus sering melakukan uji perbandingan lateks,air,dan
asam semut
4. Penggilingan Kadar air masi ada
Cacat pada pengasapan
Waktu penirisan terlalu cepat
Waktu penirisan harus sesuai dengan tepat agar kadar air dalam
sit tidak ada
5. pengasapan Timbulnya jamur pada permukaan
Cacat pada sortasi
Pada waktu pengasapan waktunya terlalu lama sehingga
mengakibatkan warna karet sit tidak sesuai yang di inginkan serta
munculnya jamu pada sit asap.
Melakukan seting waktu yang tepat saat melakukan proses
pengasapan untuk menghindari timbulnya jamurpada sit
6
sortasi Gelumbeung udara pada sit
Cacat cutting Saat melakukan sortasi masih ada cacat dikarnakan
operator tidak teliti sehingga dilakukan pengguntingan sit atau
cutting
Seluru operator produksi sit asap harus melakukan pengawasan
mutu dari awal proses sampai akhir proses sehingg saat melakukan
sortasi sit tidak ada yang cacat
-
Pengendalian Kualitas Untuk Mengurangi Produk Cacat Sit Asap
Menggunakan Metode Failure Mode And Effects
Analysis (M.Darul Kutni ) 9
Usulan perbaikan yang diberikan pada setiap
bentuk kegagalan potensial yang ada di harapkan
dapat memberi masukan bagi perusahaan dan
tentunya akan memberikan hasil positif untuk
mengurangi cacat ,setiap usulan perbaikan yang
telah di berikan akan bertujuan untuk menurun
setiap jenis cacat yang terjadi pada proses
produksi sit asap ,setiap usulan perbaikan yang
di berikan tidak semuanya bisa di aplikasikan
dalam proses produksi dikarnakan perlu adanya
kebijakan dan pertimbangan dari perusahaan
untuk mewujudkan usulan perbaikan tersebut
Setiap rekomendasi usulan perbaikan
tentunya akan di pikirkan baik- baik
perusahaan ,sudah menjadi prioritas bagi
perusahaan apabila rekomendasi usulan
perbaikan harus ditinjau juga dari segi biaya
yang dikeluarkan oleh perusahaan.perusahaan
tidak akan mengeluarkan biaya yang besar untuk
mengatasi cacat produksi apabila hasil yang
didapat setelah melakukan pengujian tersubut
hasil penurunan cacat tidak menunjukan
perubahan yang singnifikan
Tindakan yang dilakukan dalam
menurunkan jumlah cacat lebih di utamakan
pada setiap bentuk kegagalan potensial yang
sering terjadi berulang kali ,sampai pada bentuk
kegagalan potensial yang sering terjadi ,karna
setiap bentuk kegagalan yang terjadi memiliki
bentuk kegagalan potensial yang lebi besar bagi
perusahaan dari pada bentuk kegagalan yang
jarang terjadi .
Perusahaan mengharapkan terjadinya
penurunan cacat secara signifikan melalui
rekomendasi usulan perbaikan yang ada ,dilain
sisi perusahaan juga tidak dapat melakukan
implementasi dari seluru rekomendasi tindakan
antisipasi tersebut mengingat beberapa
pertimbangan yang sudah dijabarkan
diatas,dimana perusahaan tersebut belem
mengetahui berapa besar tingkat cacat yang
dapat diturunkan melalui implementasi
rekomendasi tindakan antisipasi dengan besarnya
usaha yang dilakukan (. Susilo dkk, 2010).
Perbedaan dari kondisi sebelum dan sesudah
implementasi rekomendasi tindakan
antisipasi
implementasi merupakan suatu tindakan yang
dilakukan untuk mewujudkan hasil usulan
perbaikan dimana nantinya hasil dari tahap
implementasi ini akan dijadikan sebagai
pembanding dengan kondisi proses sebelum
implementasi untuk mengetahui jumlah cacat
yang dihasilkan namun perbandingan tersebut
hanya dapat dilihat pada fungsi proses yang
memiliki kegagalan yang potensial.
-
10 Pengendalian Kualitas Untuk Mengurangi Produk Cacat Sit Asap
Menggunakan Metode Failure Mode And Effects Analysis (M.Darul Kutni
)
Tabel 4.8 Jumlah cacat sebelum implementasi
No Fungsi proses Potential failure mode
Potential failure effect
Jumlah cacat
(a)
Total output (b)
%cacat
( )
1 Memasukan baham baku
kotoran masi ada yang tidak tersaring
cacat pada pengenceran
800 25000
3,2
2 Pengenceran Pengenceran karet tidak seragam
Cacat pada pembekuan
800 25000 3,2
3 Pembekuan Pembekuan tidak merata
Cacat pada penggilingan
900 25000 3,6
4 Penggilingan Kadar air masi ada
Cacat pada pengasapan
1000 25000 4
5 pengasapan Timbulnya jamur pada permukaan
Cacat pada sortasi
700 25000 2,8
6 sortasi Gelumbeung udara pada sit
Cacat cutting
200 25000 0,8
Tabel 4.9 Jumlah Cacat Sesudah Implementasi No Fungsi
proses Potential failure mode
Potential failure effect
Jumlah cacat
(a)
Total output (b)
% cacat
1 Memasukan baham baku
kotoran masi ada yang tidak tersaring
cacat pada pengenceran
600 25000
2,4
2 Pengenceran Pengenceran karet tidak seragam
Cacat pada pembekuan
700 25000 2,8
3 Pembekuan Pembekuan tidak merata
Cacat pada penggilingan
700 25000 2,8
4 Penggilingan Kadar air masi ada
Cacat pada pengasapan
600 25000 2,4
5 pengasapan Timbulnya jamur pada permukaan
Cacat pada sortasi
500 25000 2
6 sortasi Gelumbeung udara pada sit
Cacat cutting 100 25000 0,4
Berdasarkan pada Tabel 4.9 jumlah cacat
sesudah melakukan implementasi mengalami
penurunan
-
Pengendalian Kualitas Untuk Mengurangi Produk Cacat Sit Asap
Menggunakan Metode Failure Mode And Effects
Analysis (M.Darul Kutni ) 11
Selisih cacat setelah melakukaan tindakan
implementasi
Setelah jumlah cacat menurun sesudah
melakukan tindakan implimentasi maka bisa
dikatagorikan jumlah cacat sudah mendekati
stabil oleh karna itu kita harus melihat besarnya
selesih sebelum dan sesudah melakukan
implementasi
Tabel 4.10 Selisih Cacat Sebelum Dan Sesudah Implementasi No
Fungsi
proses Potential failure mode
Potential failure effect
% sebelum implementasi (a)
% sesudah implementasi (b)
% selesih (a-b)
1 Memasukan baham baku
kotoran masi ada yang tidak tersaring
cacat pada pengenceran
3,2 2,4 0,8
2 Pengenceran Pengenceran karet tidak seragam
Cacat pada pembekuan
3,2 2,8 0,4
3 Pembekuan Pembekuan tidak merata
Cacat pada penggilingan
3,6 2,8 0,8
4 Penggilingan Kadar air masi ada
Cacat pada pengasapan
4 2,4 0,8
5 pengasapan Timbulnya jamur pada permukaan
Cacat pada sortasi
2,8 2 1,6
6 sortasi Gelumbung udara pada sit
Cacat cutting
0,8 0,4 0,4
Pada tabel diatas dapat dilihat bahwa
pada semua fungsi proses mengalami penurunan
tingkat cacat ,penurunan tingkat cacat terbesar
terdapat pada fungsi proses penggilingan dengan
cacat pada pengasapan yaitu sebesar 1,6%
kemudian funsgsi proses memasukan bahan baku
dengan cacat pada pengenceran sebesar 0,8%
,fungsi proses pembekuan dengan cacat pada
penggilingan sebesar 0,8% ,fungsi proses pada
pengasapan dengan cacat saat melakukan sortasi
sebesar 0,8%,fungsi proses pada pengenceran
dengan cacat pada pembekuan 0,4% dan fungsi
proses pada sortasi dengan cacat pada cutting
sebesar 0,4%
Setelah tingkat cacat pada karet sit asap
menurun setelah melakukan tindakan
implementasi, tingkat penurunan cacat yang
paling besar ada di fungsi proses
penggilingan yang cacatnya mempengaruhi pada
proses pengasapan yaitu sebesar 1,6%
Diagram Fishbone
Diagram ini disebut juga dengan diagram
tulang ikan karena bentuknya seperti ikan.
Selain itu disebut juga dengan diagram
Ishikawa berasal dari Jepang. Diagram ini
digunakan bertujuan untuk menganalisa dan
menemukan faktor-faktor penyebab cacat
produk yang terjadi pada proses produksi sit
asap.diagram ini juga berpengaruh secara
signifikan dalam menentukan karakteristik
kualitas mutu produksi sit asap serta dapat
mencari penyebab-
enyebab yang sesungguhnya dari suatu masalah.
penyebab utama yang signifikan yang perlu
-
12 Pengendalian Kualitas Untuk Mengurangi Produk Cacat Sit Asap
Menggunakan Metode Failure Mode And Effects Analysis (M.Darul Kutni
)
diperhatikan yaitu metode kerja, mesin /
peralatan lain, bahan baku, manusia dan faktor
lingkungan
Gambar 4.1 Diagram Fishbon
Analisis Diagram Fishbone
Mencari penyebab utama yang signifikan dalam
produksi sit asap yaitu
1. Manusia
penyebab yang sering terjadi pada cacatnya karet
sit asap yaitu operator kurang disiplin yang
disebabkan oleh perasaan jenu tetapi bisa juga
dikarnakan operator kurang terampil dalam
bekerja yang mengakibatkan kelalaian saat
pemasukan bahan baku sehingga bahan baku
tidak sesuai.
2. Bahan Baku.
Pada saat pemasukan bahan baku operator tidak
teliti saat memasukan bahan baku sehingga
bahan baku yang di butukan tidak sesuai standar
yang disebabkan oleh bahan baku dan kelalaian
operator yang mengakibatkan proses produksi
terganggu
3. Metode Kerja
Metode kerja yang sudah diterapkan oleh
perusahaan tidak dilakukan dengan benar yang
disebabkan oleh minimnya pengawasan terhadap
kinerja karyawan yang mengakibatkan
terganggunya proses produksi
4. Mesin
perawatan mesin diabaikan yang disebabkan
oleh minimnya pengetahuantentang mesin yang
mengakibatkan mesin menjadi terganggu
5. Lingkungan
Kuranganya perawatan lingkungan didalam
pabrik yang disebabkan oleh kurang
mementingkan kebersihan menyebabkan udara
pabrik menjadi kotor
4. SIMPULAN DAN SARAN
Berdasarkan pengolahan data yang telah
dilakukan setelah melakukan implementasi
sebagai usaha untuk menurunkan jumalah
tingkat cacat dengan menggunakan metode
FMEA maka dapat diambil kesimpulan dan
saran yang diharapkan dapat menjadi masukan
untuk perusahaan yaitu
Simpulan Berdasarkan hasil penelitian ini maka
dapat disimpulkan bahwa
1. jenis kegagalan produksi karet sit asap
yang terjadi yaitu
A. Kotoran masi tidak tersaring
B. Pengenceran tidak seragam
C. Pembekuan tidak merata
D. Kadar air masi ada
E. Timbulnya jamur pada sit
F. Gelumbung udara pada sit
-
Pengendalian Kualitas Untuk Mengurangi Produk Cacat Sit Asap
Menggunakan Metode Failure Mode And Effects
Analysis (M.Darul Kutni ) 13
2. Faktor penyebab terjadinya kegagalan
produksi ada 5 faktor yang didapat dari diagram
fishbone yaitu
A.Manusia
penyebab yang sering terjadi pada cacatnya karet
sit asap yaitu operator kurang disiplin yang
disebabkan oleh perasaan jenu tetapi bisa juga
dikarnakan operator kurang terampil dalam
bekerja yang mengakibatkan kelalaian saat
pemasukan bahan baku sehingga bahan baku
tidak sesuai.
B Bahan Baku.
Pada saat pemasukan bahan baku operator tidak
teliti saat memasukan bahan baku sehingga
bahan baku yang di butukan tidak sesuai standar
yang disebabkan oleh bahan baku dan kelalaian
operator yang mengakibatkan proses produksi
terganggu
C Metode Kerja
Metode kerja yang sudah diterapkan oleh
perusahaan tidak dilakukan dengan benar yang
disebabkan oleh minimnya pengawasan terhadap
kinerja karyawan yang mengakibatkan
terganggunya proses produksi
D Mesin
perawatan mesin diabaikan yang disebabkan
oleh minimnya pengetahuan tentang mesin yang
mengakibatkan mesin menjadi terganggu
E Lingkungan
Kuranganya perawatan lingkungan didalam
pabrik yang disebabkan oleh kurang
mementingkan kebersihan menyebabkan udara
pabrik menjadi kotor
Saran Saran yang dapat digunakan berkaitan
dengan penelitian yang telah dilakukan adalah
A. Diharapkan perusahaan untuk segera
melakukan tindakan pencegahan pada tiap
bagian produksi untuk mencega terjadinya cacat
produk
B. Untuk seterusnya diharapkan perusahaan
melakukan tindakan implementasi secara total
DAFTAR RUJUKAN
Fajar Hariadi ,M, (2007), jurnal Upaya
Menurunkan Jumlah Cacat Pada Mesin
Dual Daptc 611 Dengan Menggunakan
Metode Fmea PT. Filtrona Indonesia, Vol.
7 No. 4. Hlm 50-66.
Ishikawa,kaouru.,2010 Cause and Effect
Diagram termuat dalam www.fishbone-
kaoru-ishikawa-sebagai-alat-pengendali-
mutu.com, diakses 19 april 2013
Leo J. Susilo dan Victor Riwu Kaho, Manajemen
Risiko berbasis ISO 31000 untuk industri
non perbankan termuat dalam www.9
langkah lakukan fmea.com diakses 11 juni
2013