Embed Size (px)
Citation preview

30 Plastics in Packaging © 2016 Sayers Publishing Group • January
INNOVATIONS
Marking its 15th anniversary, the‘PETnology PET Passion Week’formed part of the traditional mid-
November annual get together of the beer andbeverage industry at Brau-Beviale in Germany.It was an opportunity for the PET-relatedsectors to showcase incremental innovationsand it spawned news across digital printing,thermoforming and filling.
Making the commercial cutThe challenge of thermoforming bottles andcontainers has been tackled many times overthe past few decades but none had ever suc-ceeded in making it to final commercialisation.Until now.
The idea of making bottles out of thin sheetis fascinating; saving 20-50 per cent in materialusage compared with extrusion blow mouldingjust by changing to reels.
Back in 1981, the German Klocke Gruppefollowed by Austrian firm Hol-Pack Verpack-ungen proposed a twin-sheet forming technologyfor bottles up to 1.25-litre. Bottle halves couldbe formed either horizontally or verticallywith novel design options. But the technologyfailed to attract investors and was eventuallydropped. Later on, Holzleitner patented atwin-sheet thermoforming technology for dis-posable bottles up to 1.25-litre.
The usual target for thermoformed bottletechnology has been single-portion yoghurtand juice drinks as an extension of form-fill-seal machinery. Part of the Oystar Group inGermany, Erca Formseal developed an ‘OpenMold’ thermoforming process for bottles in2003, which was showcased at the 2010Emballage show in France.
This patented process is reported to make6,000-18,000 standard yoghurt cups or 9,000-16,800 thermoformed bottles per hour with0.7mm thick walls for material savings of 20per cent. The patent describes ‘a plastic stretch-ing device to reduce the plastic bottom webthickness in the unused thermoforming areas’.But according to Erca, the technology was notin fact material efficient and is no longer beingoffered.
In 2008, form-fill-seal machine maker IlligMaschinenbau also entered the market withBottleform, which was demonstrated for thefirst time at the Interpack show in 2011. Theequipment can reportedly produce 25,000 20clbottles or cups an hour depending on size andshape, using sheets in thicknesses from 0.4mmto 2.0mm. Bottles can have steep undercutsfor necks or even pedestal shapes.
The technology can partially mould threadednecks, but Illig says that the necks cannotwithstand the torque of screw caps and so foil-seal or shrink-sleeve labels are applied to thebottles. Illig’s process is now also called ‘Open
Mold Forming’ because it can thermoformstandard cups as well as bottles.
So far, Illig has not sold the technologycommercially, but says it is in discussion withpackaging companies both in Europe and inthe US
French filling and capping machine manu-facturer Serac Group is credited with the firstcommercialisation of thermoformed bottles.
Serac bought the patent from the startupAgami Technologies France, which launchedin 2009 and developed a film-to-bottle machine
technology called Roll ‘N’ Blow. Initially Seracbought 10 per cent of Agami with worldwidedistribution rights to the machines, whichSerac introduced at Interpack in 2011. In themiddle of 2014, it acquired 100 per cent ofAgami and introduced the technology for thefirst time in the US at the NPE show inFlorida last March.
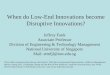
The process begins with thin sheets readyfor thermoforming, which are slit in themachine direction into strips, before shapingthem around blow air pipes into cylinders and
Stage leftThree significant developments at a recent event shared one thing incommon: The elimination of a stage in the value chain. Are we witnessing thefuture of many innovations? Dominique Huret and Jean Schrurs report
Serac’s Roll ‘N’ Blow turns strips of sheet into bottles usingthe thermoforming process
PIP 01-16 030-031_PIP 14/12/2015 16:44 Page 30

Plastics in Packaging © 2016 Sayers Publishing Group • January 31
ENERGY MANAGEMENT
welding them along the open seam tomake tubes. The tubes are heatedand blown into bottle cavities atlow pressure (less than 6-bar) andbelow 150 deg C.
As the Agami process formsbottles from a continuous tube ofsheet and not by deep drawing flatsheets, the bottle height is unlimitedand no undercuts are needed. Theprocess can potentially use standardblow mould tooling.
The technology is used commer-cially to make 5-30cl bottles at 7,000-20,000 an hour depending on sizeand shape, but it could also makebottles up to 50cl, according to Serac.Bottles can have foil lids or screwcaps and are shrink labelled. Filmscan also be pre-printed before theyare made into bottles.
One machine with two cavitieshas so far been sold to a US firm forR&D purposes, while two machineswith four cavities have been sold forthe commercial production of yoghurt bottlesin Europe. A further two machines with sixcavities have been installed with a Europeancustomer for the production of yoghurt bottlesusing PS or PP sheet. They could potentiallybe made from HDPE and PLA sheet too, butadditional testing is required.
On the cusp of commercialisation, but not before 2018A potential game-changing technology thatcombines bottle forming and filling into onestep, LiquiForm was developed some timeago as a 50-50 project by Amcor and Sidelalongside Japan’s Yoshino Kogyosho (Plasticsin Packaging, September 2014).
The process uses consumable, pressurisedliquid instead of compressed air to formplastics containers, which results in energycost reductions. For standard blow moulding,the air compression cycle is only 35-40 percent efficient and consumes approximately 70per cent of the total amount of energy used inthe blow-moulding process. LiquiForm claimsto use much less electricity to hydraulicallydrive incompressible fluid into the containerwhile it is forming at a much higher efficiency.
At the PETnology 2015 forum, LiquiFormstaff shared more information regardingspecific advantages of the technology, such asbottles with potentially sharper definition,greater filling accuracy and a larger designwindow for PP and HDPE applications. Byeliminating the conveying of empty bottles,further savings are made.
The company explained that additionaladvantages can be achieved on aseptic lines
because the removal of the filler elim-inates the need for sterilisation inthe filling zone.
When asked if Amcor was jeop-ardising its own business by allowingbrand owners to form their ownbottles, Ann O’Hara, president ofLiquiForm made an interestingcomment: “Amcor feels that thistransformation was coming anyway.It offers us an opportunity to expandinto other [global] markets. Per Amcorand Sidel’s timeline, the predictedpath forward for LiquiForm is tohave the first commercial productionapplication by 2018, with broaderadoption and continuous develop-
ment in three-plus years.“The things we think are con-
straints today are things that wejust haven’t figured out yet.”
Ready and ableA system for direct printing onplastics containers was premiered
three years ago by Krones (Plastics in Pack-aging, Dec 2013) and has now been proven tomeet the toughest quality specifications (evenin industrial applications) featuring HDPE,PET and glass, according to the German com-pany.
Containers can be fed into as many as 21stations in the DecoType direct printingsystem, which prints different patterns onfour bottle types simultaneously. This meansthat up to 120 containers per hour can behandled manually.
As a laboratory system, DecoType can bean attractive option for clients wanting todevelop new product designs or test a marketbut, says head of bottling and labelling tech-nology Stefan Richter, it does not end there.
“Two big players from the cosmetics andhealth industry have already ordered theequipment,” he explained. “They are chal-lenging the flexibility of DecoType technologyfor small batches and a large number ofSKUs. We are witnessing here a tremendous‘r’evolution as packers will become printers aswell.”
This technology can not only solve theproblem of over-production of labels or adhe-sives, but can also make container decorationpossible on embossed structures that are cur-rently impossible to handle using conventionallabelling technologies.
Approximately 40 per cent of the energycosts in polymer processing are the result ofelectric motor use, yet many are neglectedwhen considering their energy consumption.
Most obvious when energy is consideredare the motors in the main processing equip-ment such as injection moulders and extrud-ers, but the majority are ‘hidden’ in otherequipment such as compressors, pumps andfans.
At current energy prices, the cost to runa motor of virtually any kW rating for morethan 500 hours will exceed the purchasecost of the motor.
If low efficiency motors are chosen thenthe energy cost can exceed the purchase costafter only 210 hours of continuous operationand even if the most efficient motor isselected then the energy costs exceed thepurchase cost in little more than 480 hours.
If the ‘whole life costs’ are consideredthen the cost of energy to run the motor isgenerally more than 150 times the purchasecost of the motor. Failing to manage motorsand taking short-term decisions to initiallysave small amounts can be very expensive.In most companies there is little thoughtgiven to motors and this will embed energyinefficiency into the system.
Most plastics processors are relativelyunaware of the cost of motors to the site andeven the smallest motor will use a substantialamount of energy over the operational year.The approximate operational costs for avariety of motor sizes running for variousoperating hours is shown at lower right. A‘small’ 22kW motor will cost over £19,000(US$29,000) per year to run and there aremany of these at the average plastics pro-cessing site. When a typical cooling waterinstallation will have at least two 22kWpumps operating, the costs soon mount up. More information from:
Amcor www.amcor.comKrones www.krones.comSerac www.serac-group.comSidel www.sidel.com
Next month: Motors - minimise demand and optimise supply
Dr Robin Kent
LiquiForm uses pressurised liquid
instead ofcompressed air to
form plasticscontainers
Managingmotors
PIP 01-16 030-031_PIP 14/12/2015 16:44 Page 31