Embed Size (px)
Citation preview

KINETIC STUDY OF
CATALYTIC GLYCOLYSIS OF PET WASTES
WITH ZINC ACETATE
CHAN WEI TATT
UNIVERSITI MALAYSIA PAHANG
KINETIC STUDY OF
CATALYTIC GLYCOLYSIS OF PET WASTES
WITH ZINC ACETATE
CHAN WEI TATT
A thesis submitted in fulfillment of the requirements
for the degree of
Bachelor of Chemical Engineering
Faculty of Chemical and Natural Resources Engineering
University Malaysia Pahang
February 2013
vi
TABLE OF CONTENTS
TITLE
PAGE
SUPERVISOR’S ENDORSEMENT ii
DECLARATION iii
DEDICATION iv
ACKNOWLEDGEMENT v
ABSTRACT ix
ABSTRAK x
LIST OF TABLES xi
LIST OF FIGURES xii
LIST OF ABBREVIATIONS xv
LIST OF SYMBOLS xvi
LIST OF APPENDIX xvii
CHAPTER 1 - INTRODUCTION
1.1 Introduction 1
1.2 Problem statement 3
1.3 Research objectives 4
1.4 Research scopes 5
1.5 Expected outcomes 6
1.6 Significance of research 6
1.7 Summary of chapter 7
CHAPTER 2 – LITERATURE REVIEW
2.1 Introduction 8
2.2 Polyethylene Terephthalate(PET) 9
2.3 Synthesis of PET 11
2.4 Recycling of PET
2.4.1 Mechanical recycling
14
15
vii
2.4.2 Chemical recycling 16
2.5 Glycolysis
2.5.1 Glycolysis used in glycolysis
2.5.1.1 Di-ethylene glycol (DEG)
2.5.2 Catalyst used in glycolysis
2.5.2.1 Zinc Acetate
18
21
22
23
24
2.6 Optimization using Response Surface Methodology(RSM) 26
2.7 Kinetic study of glycolysis reaction 29
CHAPTER 3 - METHODOLOGY
3.1 Introduction 31
3.2 Materials, glassware and apparatus
3.2.1 Materials
3.2.2 Glassware and apparatus
32
32
32
3.3 Preparation of PET flakes 33
3.4 Glycolysis of PET 34
3.5 Characterization of glycolyzed PET waste 36
3.6 Optimization 37
CHAPTER 4 - RESULT AND DISCUSSION
4.1 Characterization of glycolyed PET 39
4.2 Thermal analysis of glycolyzed PET 42
4.3 Influence of reaction conditions
4.3.1 Influence of the glycolysis time
4.3.2 Influence of reaction temperature
4.3.3 Influence of the amount of catalyst
4.3.4 Influence of the amount of DEG
44
44
46
49
50
4.4 Optimization
4.4.1 Glycolysis conversion percentage
4.4.2 Optimization of glycolysis reaction
52
55
59
4.5 Kinetic study of glycolysis reaction 60
viii
CHAPTER 5 - CONCLUSION AND RECOMMENDATION
5.1 Conclusion 67
5.2 Recommendation 68
REFERENCES 69
APPENDICES 75

ix
KINETIC STUDY OF CATALYTIC GLYCOLYSIS OF PET WASTES WITH
ZINC ACETATE
ABSTRACT
Poly(ethylene terephthalate) (PET) was depolymerized by di-ethylene glycol
(DEG) in the presence of zinc acetate. Qualitative analysis showed that the main product
from glycolysis was bis(hydroxylethyl) terephthalate. Fourier Transform infra-red (FTIR)
was used for characterization of product while thermo-gravimetry analysis (TGA) and
differential scanning calorimetry (DSC) were used for thermal analysis. The respond
surface methodology (RSM) was used to predict the optimum conditions of reaction
which includes time, temperature, amount of catalyst and amount of DEG. Besides that,
the analysis of variance (ANOVA) was employed to evaluate the validity of the
developed model. The maximum conversion obtained from RSM was 99.79%, The
optimum temperature, time, amount of catalyst and amount of DEG were 183.37 °C,
0.82 hour, 0.09 g and 10.33 g respectively. Lastly, a simple theoretical power-law model
was developed to predict the time evolution of conversion. This kinetic model was found
to be consistent with the experimental data. From the study, activation energy and
enthalpy of reaction of 38.24 kJ/mol and 14.87kJ/mol were obtained, respectively.
x
KAJIAN KINETIC TERHADAP PEMANGKINAN GLIKOLISIS BAHAN
BUANGAN PET DENGAN ASETAT ZINC
ABSTRAK
PET diuraikan dengan menggunakan di-ethylene glycol (DEG) dengan kehadiran
zinc acetate sebagai pemangkin. Produk yang dihasilkan daripada glikolisis adalah
BHET telah dipastikan melalui analisis kualitatif. FTIR telah digunakan untuk pencirian
manakala TGA dan DSC telah digunakakn untuk melaksanakan analisis haba.
Sementara itu, RSM telah digunakan untuk mendapatkan keadaan optima untuk tindak
balas glikolisis seperti masa, suhu, jumlah pemangkin dan juga jumlah DEG. Selain itu,
ANOVA telah digunakan untuk mengesahkan model yang dicadangkan oleh RSM. Pada
keadaan optima, penukaran setinggi 99.79% telah direkodkan. Keaddan optima untuk
tindak balas glikolisis adalah pada 183.37oC, 0.82 jam, 0.09g zinc asetat dan 10.33g
DEG. Daripada pengajian tersebut, tenaga pengaktifan dan entalpi tindak balas yang
ditentukan adalah 38.24 kJ/mold dan 14.87 kJ/mol masing-masing.
xi
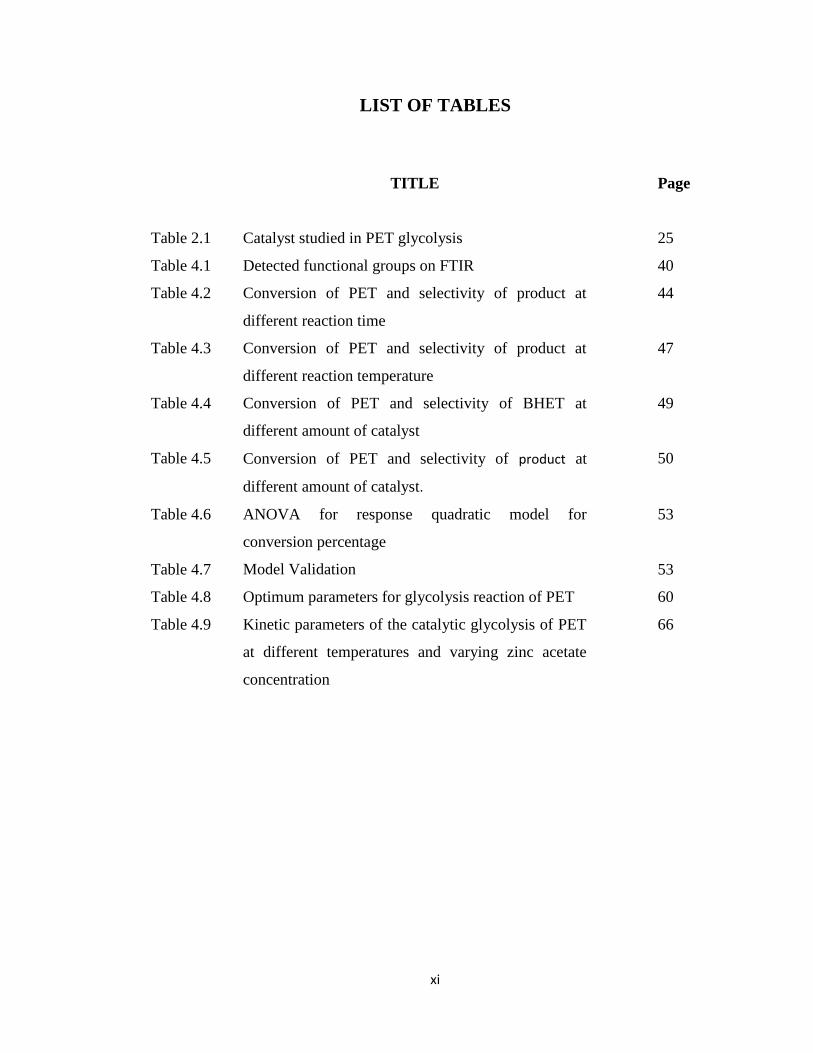
LIST OF TABLES
TITLE Page
Table 2.1 Catalyst studied in PET glycolysis 25
Table 4.1 Detected functional groups on FTIR 40
Table 4.2 Conversion of PET and selectivity of product at
different reaction time
44
Table 4.3 Conversion of PET and selectivity of product at
different reaction temperature
47
Table 4.4 Conversion of PET and selectivity of BHET at
different amount of catalyst
49
Table 4.5 Conversion of PET and selectivity of product at
different amount of catalyst.
50
Table 4.6 ANOVA for response quadratic model for
conversion percentage
53
Table 4.7 Model Validation 53
Table 4.8 Optimum parameters for glycolysis reaction of PET 60
Table 4.9 Kinetic parameters of the catalytic glycolysis of PET
at different temperatures and varying zinc acetate
concentration
66
xii
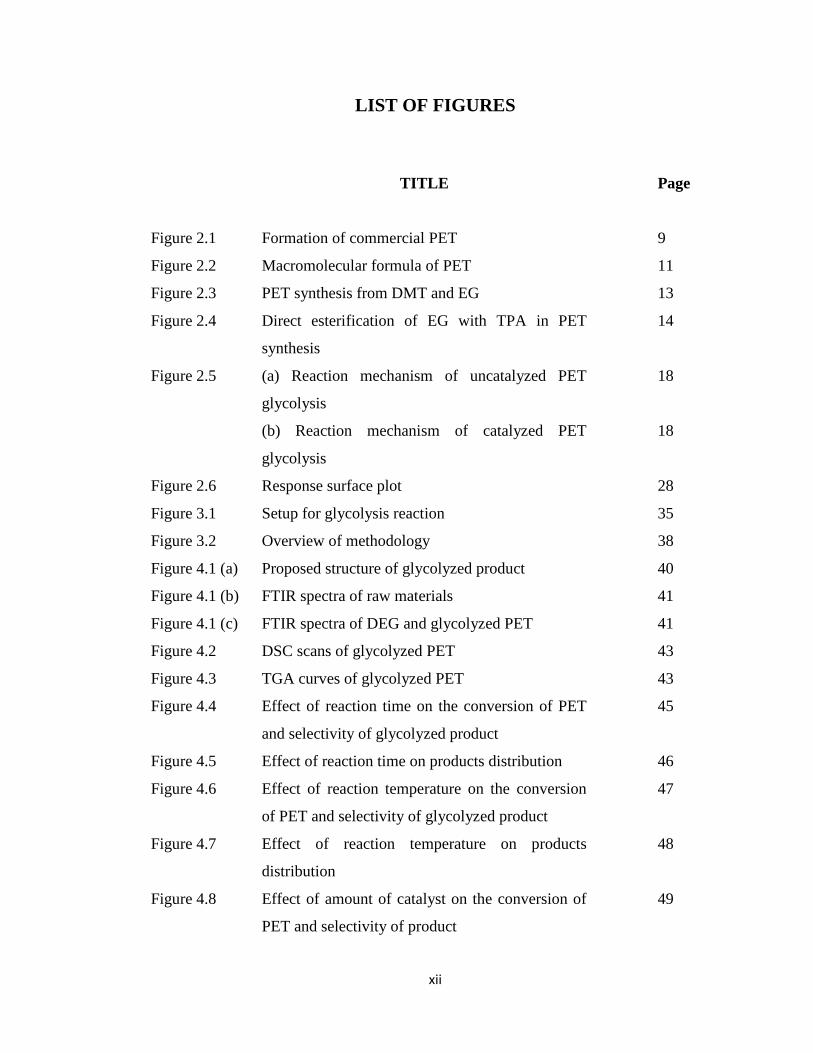
LIST OF FIGURES
TITLE Page
Figure 2.1 Formation of commercial PET 9
Figure 2.2 Macromolecular formula of PET 11
Figure 2.3 PET synthesis from DMT and EG 13
Figure 2.4 Direct esterification of EG with TPA in PET
synthesis
14
Figure 2.5 (a) Reaction mechanism of uncatalyzed PET
glycolysis
(b) Reaction mechanism of catalyzed PET
glycolysis
18
18
Figure 2.6 Response surface plot 28
Figure 3.1 Setup for glycolysis reaction 35
Figure 3.2 Overview of methodology 38
Figure 4.1 (a) Proposed structure of glycolyzed product 40
Figure 4.1 (b) FTIR spectra of raw materials 41
Figure 4.1 (c) FTIR spectra of DEG and glycolyzed PET 41
Figure 4.2 DSC scans of glycolyzed PET 43
Figure 4.3 TGA curves of glycolyzed PET 43
Figure 4.4 Effect of reaction time on the conversion of PET
and selectivity of glycolyzed product
45
Figure 4.5 Effect of reaction time on products distribution 46
Figure 4.6 Effect of reaction temperature on the conversion
of PET and selectivity of glycolyzed product
47
Figure 4.7 Effect of reaction temperature on products
distribution
48
Figure 4.8 Effect of amount of catalyst on the conversion of
PET and selectivity of product
49
xiii
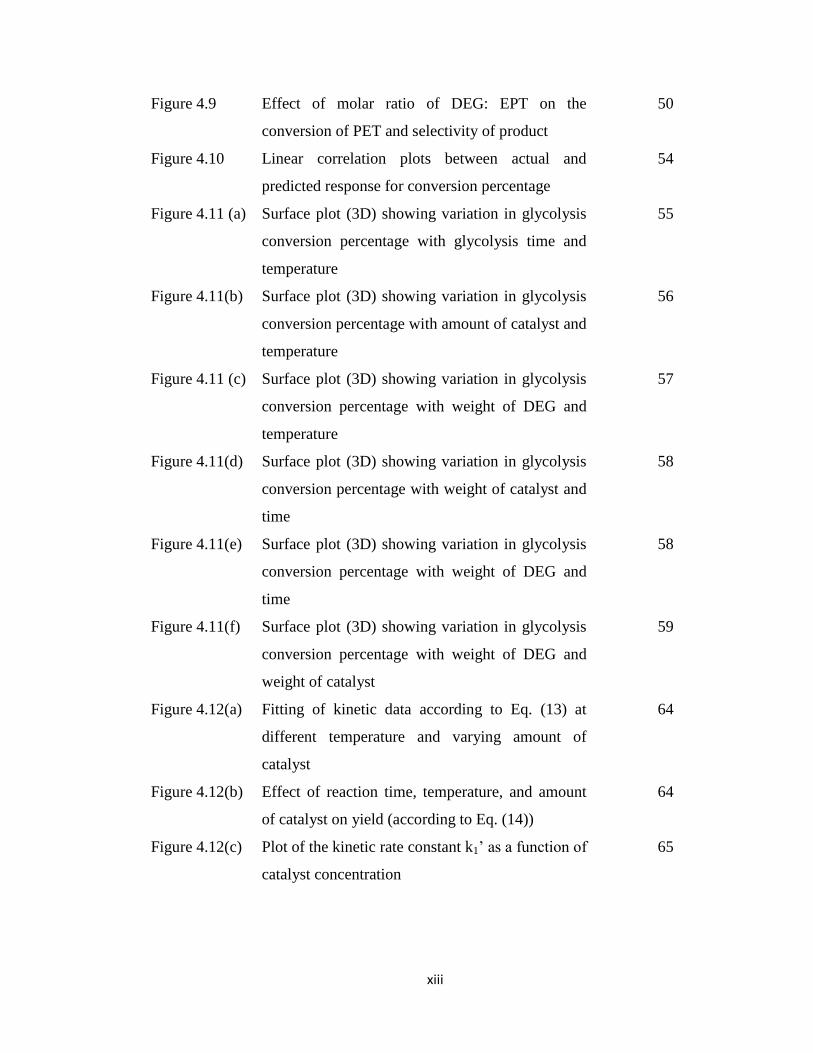
Figure 4.9 Effect of molar ratio of DEG: EPT on the
conversion of PET and selectivity of product
50
Figure 4.10 Linear correlation plots between actual and
predicted response for conversion percentage
54
Figure 4.11 (a) Surface plot (3D) showing variation in glycolysis
conversion percentage with glycolysis time and
temperature
55
Figure 4.11(b) Surface plot (3D) showing variation in glycolysis
conversion percentage with amount of catalyst and
temperature
56
Figure 4.11 (c) Surface plot (3D) showing variation in glycolysis
conversion percentage with weight of DEG and
temperature
57
Figure 4.11(d) Surface plot (3D) showing variation in glycolysis
conversion percentage with weight of catalyst and
time
58
Figure 4.11(e) Surface plot (3D) showing variation in glycolysis
conversion percentage with weight of DEG and
time
58
Figure 4.11(f) Surface plot (3D) showing variation in glycolysis
conversion percentage with weight of DEG and
weight of catalyst
59
Figure 4.12(a) Fitting of kinetic data according to Eq. (13) at
different temperature and varying amount of
catalyst
64
Figure 4.12(b) Effect of reaction time, temperature, and amount
of catalyst on yield (according to Eq. (14))
64
Figure 4.12(c) Plot of the kinetic rate constant k1’ as a function of
catalyst concentration
65

xiv
Figure 4.12(d) Arrhenius plot of pseudo first order rate constant
k1 for the direct reaction of PET glycolysis in the
presence of zinc acetate
65
Figure 4.12(e) Van’t Hoff plot of the equilibrium constant of
PET glycolysis
66
xv
LIST OF ABBREVIATIONS
ANOVA - Analysis of variance
BHET - bis(2-hydroxyethylene) terephthalate
CV - Coefficient of variance
DEG - Di-ethylene Glycol
DMT - Dimethyl terephthalate
DSC - Differential Scanning Calorimetry
EG - Ethylene glycol
FTIR - Fourier Transform Infra-Red
n. d. - no date
PE - Polyester
PEG - Polyethylene glycol
PET - Polyethylene terephthalate
PP - Polypropyl
R2 - Correlation coefficient value
R2
adj - Adjusted correlation coefficient value
RSM - Response Surface Methodology
TGA - Thermo-Gravimetry Analaysis
TPA - Terephthalic acid
UF - Urea formaldehyde
UV - Ultraviolet
xvi
LIST OF SYMBOLS
% - percent
atm - atmosphere
C - concentration
cm - centimetre
g - gram
h - hour
Hg - mercury
K - Kelvin
kg - Kilogram
kJ - kilojoule
L - litre
m - meter
mL - mililitre
mm - milimeter
oC - degree celcius
t - time
xvii
LIST OF APPENDICES
Page
APPENDIX A Gantt Chart for URP I and II 75
APPENDIX B FTIR Spectra 77
APPENDIX C Thermographs of DSC and TGA 78
APPENDIX D Results of Optimization 79
1
CHAPTER 1
INTRODUCTION
1.1 Background of research
The usage of industrial synthesized polymer are widely discovered in many
consumer end products, especially the polyethylene terephthalate (PET), being one of
the most popular in the polyester families. According to a reported technical paper, PET
consumption was approximately 15.3 million tons in 2009 (GBI, 2010). As the
population increases from year to year, the usage of PET may be doubled, and most
likely will be tripled in the future. PET is characterized by its high strength, low density,
low gas permeability and good aesthetic appearance (Liu, Wang, and Pan, 2011). The
products of PET cover a wide range of application, which includes plastic drinking
bottles, plastic bags, food containers, and even toys for kids. Indeed, the invention and
commercial application of PET has brought a lot of benefits and conveniences to
mankind in the aspect of improvement on the standard of life; however, the excess usage
of PET has also caused a lot of serious environmental issues. These environmental
2
issues can be reviewed from various aspects, such as recycling, landfill disposal,
incineration as well as marine pollution. Out of the issues arisen, the disposal of PET
products can be considered as a very critical issue and needed to be solved as soon as
possible. PET can be classified into two categories, namely biodegradable and non-
biodegradable PET. Due to the economical factor, majority of the PET produced are
non-biodegradable, as they are much cheaper in the production cost. Actually, the
biodegradable PET has been existed for a long time, but the high expense has never
made it become a commercial option (Chong and Kim, 2007). When the amount of
produced PET increases from years to years and yet no better alternatives to deal with
the environmental issues arisen, it will eventually lead to serious environmental
problems. For an example, the villagers in the rural areas disposed the PET products
such as bottles and plastic bags by open burning, which is a very unwise decision and
action since the toxic fumes are released to the air and it will harm both the environment
and mankind significantly.
The productions of PET are most probably encouraged by the economic factor,
which is a critical and vital aspect to be considered in any production processes. The low
manufacturing and processing costs of PET is definitely an important factor behind the
progressive development of PET usages. When the amount of PET increases, the
problems of PET wastes disposal are created. Among all the alternatives available,
recycling is the most well-known, commercial and common solution. Since most of the
PET products are non-biodegradable, it is always a wise decision to recycle or reuse the
PET products (waste to wealth). More and more researches are currently directed
towards the recycling of PET waste, and they are mainly encouraged and motivated by
3
both the environmental and economic reasons. The recycling of plastic became popular
in the era of 1990s. Two classes of plastics are thermosetting and thermoplastics. For
thermoplastics, they were melted and remoulded to form new products; for
thermosetting plastics, they were normally ground up and used as filler.
In this research, the collected PET waste will be recycled using glycolysis
process, in which the di-ethylene glycol (DEG) is used as the main glycol chemical and
zinc acetate is used as trans-esterification agent (catalyst).
1.2 Problem statement
The varieties of PET products seem to be an endless list as they can be found
commonly all around the world. Most of the manufacturers will choose to produce non-
biodegradable PET rather than those with biodegradable one since the cost of production
between these two PETs is considerably huge in their difference. As the production of
PET products give a profitable return to the country, however, when the amount of PETs
produced are growing more rapidly than the amount of PETs disposed or recycled, it
started to create environmental problems.
Malaysia is one of the countries that facing this problem. A clear indication can
be observed that the PET products such as plastic bottles and containers occupy the
majority quantities of the trash collected. There are many alternatives available
nowadays to deal with the PET waste, utilizes them by turning them from waste to
4
wealth being the wisest choice. However, before they can be integrated into particular
product, it is necessary to go through the characterization process so that their chemical
and physical properties can be determined. It helps the experts to decide whether they
can be integrated into which products by looking at the characterization results.
1.3 Research objectives
Based on the problem statement that had been identified, the following
objectives are proposed:
i. To carry out the glycolysis process using the DEG as glycol and zinc
acetate as trans-esterification agent.
ii. To investigate the impacts of reaction parameters on the glycolysis
process of PET.
iii. To carry out the optimization of parameters for the glycolysis process.
iv. To perform the kinetics study of glycolysis process.
5
1.4 Research scopes
By identifying the scopes of the study, it provides a guideline in conducting the
experiment. The study concentrates on the scopes as listed as below in order to achieve
the objectives stated above.
i. The glycolysis process will be conducted using di-ethylene glycol (DEG),
and zinc acetate as trans-esterification agent (catalyst).
ii. Fourier Transform Infrared Spectrometry (FTIR), Thermogravimetry analysis
(TGA) and Differential Scanning Calorimetry (DSC) will be used for
characterization of glycolyzed PET.
iii. The Response Surface Methodology (RSM) will be used to perform the
optimization for glycolysis reaction.
iv. The kinetic study of glycolysis was developed using a simple theoretical
power-law model.
6
1.5 Expected outcomes
By doing this research, the following expected outcomes are formulated:
i. It is expected that the glycolysis of PET wastes can be carried out successfully.
ii. It is expected that the characterization of PET waste can be done so that it can
provide useful information about the glycolysis process.
iii. It is expected that the optimization of reaction variables can be performed so that
optimum glycolysis reaction can be achieved.
iv. It is expected the kinetics study can be developed to provide insight into the
glycolysis reaction.
1.6 Significance of research
This research is able to provide information about the changes to PET waste in
glycolysis process. The qualitative and quantitative analysis of the chemical process will
also provide useful information about the PET waste and optimum temperature and time
can be obtained. The optimization carried out will help researchers to perform the same
experiment more effectively. Furthermore, the kinetics study is able to provide useful
information that will help people to understand more about the glycolysis reaction.
7
1.7 Summary of chapter
Overall, this chapter gives explanation and elaboration about the research that is
going to be conducted. In early stage, there are some descriptions on the background of
the problem that exists currently. This includes the environmental issues brought upon
the vast usage of PET products. After all the problems had been clarified, the next step is
to set the expected outcomes to achieve the objectives within the scopes of research.
Finally in this chapter is the significance of the research, which provides explanation on
the importance of conducting this research to provide useful information about the
glycolysis process.
8
CHAPTER 2
LITERATURE REVIEW
2.1 Introduction
Literature review is a preliminary study for related topics before developing a
research, in this case. It is one of the important techniques used in gathering data and
information, as well as facts in a research development. Literature review can be done
through researching and study of previous and similar researches. Study on the previous
researches will help to generate solutions for improving or create new innovative ideas
in the functions of the research, and hence new implementation can be done for the
benefits of mankind.
9
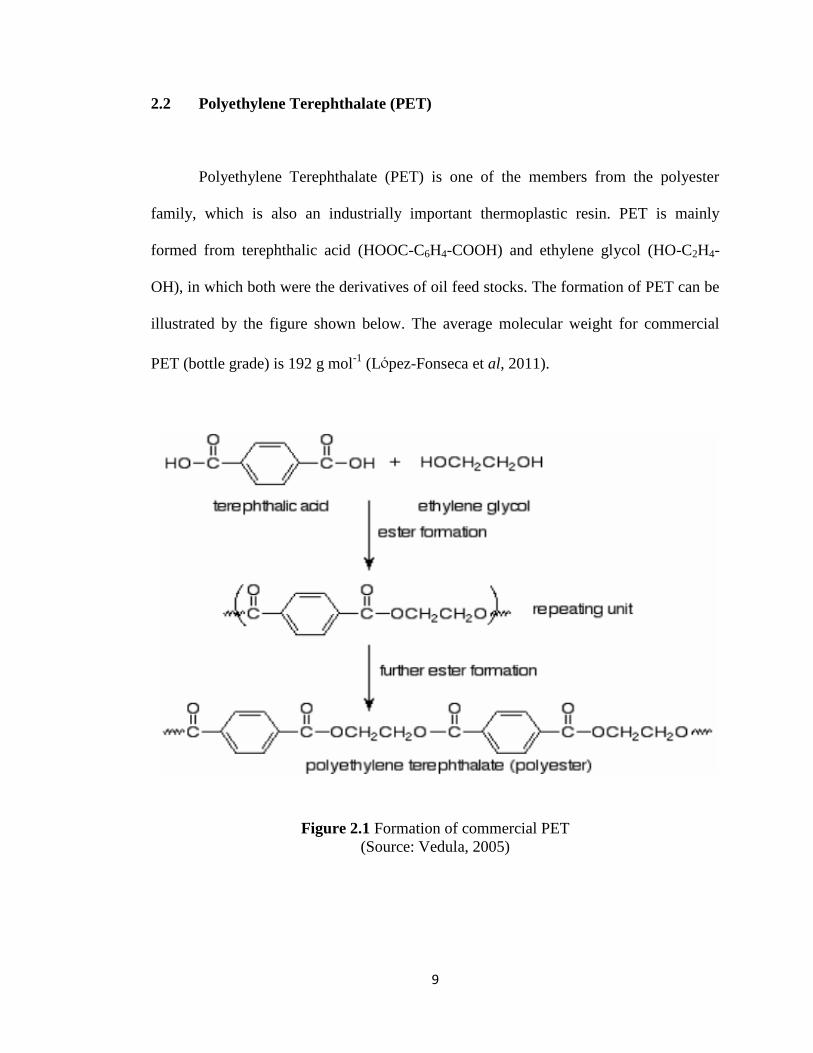
2.2 Polyethylene Terephthalate (PET)
Polyethylene Terephthalate (PET) is one of the members from the polyester
family, which is also an industrially important thermoplastic resin. PET is mainly
formed from terephthalic acid (HOOC-C6H4-COOH) and ethylene glycol (HO-C2H4-
OH), in which both were the derivatives of oil feed stocks. The formation of PET can be
illustrated by the figure shown below. The average molecular weight for commercial
PET (bottle grade) is 192 g mol-1
(López-Fonseca et al, 2011).
Figure 2.1 Formation of commercial PET
(Source: Vedula, 2005)
10
PET is a semi-crystalline polymer composed of both crystalline and amorphous
regions, as well as a versatile engineering plastics material with excellent thermal and
chemical resistance and mechanical performance (Vedula, 2005). Due to its properties of
chemically flexible nature which can be modified and applied commercially, the PETs
have been studied extensively since a long time ago. It has a high melting point of 250oC
and glass transition temperature of 80oC, PETs can still retain its excellent mechanical
properties up to 175 - 180oC. Because PET exists as a semi crystallizer, its crystallinity
varies from amorphous to fairly high crystalline degree. It can be highly transparent and
colourless, but thicker samples are usually opaque and off-white. Overalls, PET is a hard,
stiff, strong, dimensionally stable material that absorb very little amount of water.
Furthermore, it has good barrier properties and has good chemical resistance except to
alkalis, which it can be recycled chemically using alkaline hydrolysis process (Vedula,
2005).
The application of PET can be found almost everywhere. Its product varies from
the manufacture of video and audio tapes, X-ray films, high strength fibres, food
packaging, especially of soft-drink bottles (Joshi, 2011; Kao, Cheng, and Wan, 1996).
Typical applications of PET include in the automotive, electrical, and packaging fields.
For the automotive field, PET is applied in the production of sunroof rails and wiper
blade supports. For the electrical field, PET is produced as computer fans, fuse holder
and insulated housings. On the other hands, PET is used a soft drink container and
packaged food containers. Generally, the usage of PET almost can be seen everywhere
surrounding the mankind.









![Kinetic Overview of Catalytic Reforming Units (Fixed and ......Kinetic Overview of Catalytic Reforming Units…P a g e | 247 function of temperature and time. Also, Behin et al., [16]](https://img.pdfslide.net/doc/110x75/60b76fcf34ec5450cb3b28c0/kinetic-overview-of-catalytic-reforming-units-fixed-and-kinetic-overview.jpg)