Embed Size (px)
DESCRIPTION
obrada snopom elektrona
Citation preview

SADRŽAJ:
1. UVOD...............................................................................................................................................3
2. FIZIKALNE OSNOVE DOBIJANJA VISOKOENERGETSKOG SNOPA ELEKTRONA..........4
3. KARAKTERISTIKE FOKUSIRANOG SNOPA ELEKTRONA....................................................5
4. OSNOVI PROCESA OBRADE SNOPOM ELEKTRONA.............................................................6
4.1. OBRADE ODVAJANJEM ČESTICA MATERIJALA........................................................7
4.2. TOPLOTNE OBRADE..........................................................................................................8
5. PROIZVODNE OPERACIJE OBRADE SNOPOM ELEKTRONA...............................................9
6. STRUKTURA UREĐAJA ZA EBM-OBRADU...........................................................................10
7. KARAKTERISTIKE OBRADE SNOPOM ELEKTRONA..........................................................12
7.1. UTICAJNI PARAMETRI NA PROCES OBRADE...........................................................12
8. PROIZVODNOST, TAČNOST I KVALITET OBRADE.............................................................14
9. PODRUČJE PRIMJENE................................................................................................................15
9.1. OBRADE SKIDANJEM MATERIJALA............................................................................15
9.2 ZAVARIVANJE...................................................................................................................17
9.3 KALJENJE I POVRŠINSKO OPLEMENJIVANJE............................................................18
10. PREDNOSTI I NEDOSTACI.......................................................................................................19
11. ZAKLJUČAK...............................................................................................................................20
12. LITERATURA..............................................................................................................................21
2

1. UVOD
Razvoj i primjena snopa elektrona za obradu materijala datira još od 1905. godine kada je patentiran postupak i uređaj za topljenje metala u visokom vakuumu bombardovanjem pomoću snopa elektrona. Ovaj uređaj je posjedovao sve najvažnije karakteristike kasnijih uređaja za proizvodnju elektronskog snopa. Međutim, tek 1958. godine firma „Carl Zeiss” – Oberkochen SR Njemačka izradila je prvi industrijski uređaj za obradu skidanjem materijala i zavarivanje pomoću snopa elektrona, tako da se ova godina može smatrati pravim početkom primjene snopa elektrona za obradu materijala.[1] Šira primjena jonske implantacije je ograničena nedostatkom pouzdanih preporuka za uslove i režime jonske implantacije za konkretne elemente tehničkih sistema. Površinski slojevi tretirani jonskom implantacijom doživljavaju kompleksne promjene svojstava (hemijske, strukturne, fizičko-mehaničke, pa i geometrijske prirode), a očigledan, pozitivan efekat implantacije jona je povećanje mikrotvrdoće veoma tankog površinskog sloja, kojim se najčešće i tumači poboljšanje triboloških svojstava implantiranih površina.[2]
3

2. FIZIKALNE OSNOVE DOBIJANJA VISOKOENERGETSKOG SNOPA ELEKTRONA
Osnovu ove obrade čini visokoenergetski snop elektrona koji se dobija u uređaju čija je uproštena šema prikazana na slici 1. Elektroni se isijavaju iz tanke volframove žice - katode zagrijane električnim putem na temperaturu od oko 2500 °C. Struja elektrona koja izlazi iz katode reguliše se i oblikuje pomoću čašaste Veneltove elektrode. Zbog djelovanja snažnog električnog polja između katode i anode, elektroni se ubrzavaju do vrlo visoke brzine kojom se u snopu kreću prema površini obratka. Na tom putu snop elektrona prolazi kroz sistem za oblikovanje i vođenje i završava se fokusiranjem na malu površinu obratka. Sve ovo se odvija u visokom vakuumu, kako bi se izbjeglo rasipanje energije snopa elektrona pri sudaru sa molekulama gasova iz atmosfere.[2]
Slika 1. Šema uređaja za obradu snopom elektrona[1]
4

3. KARAKTERISTIKE FOKUSIRANOG SNOPA ELEKTRONA
Fokusirani snop elektrona na površinu obratka predstavlja energetski snažan i vrlo precizan alat za obradu koji ima sljedeće važne karakteristike:
Postojan je za vrijeme obrade, nema habanja ni drugih promjena tokom obrade koje bi uticale na tačnost
Precizan je i vrlo malih dimenzija, pa kao takav može da obradi filigranski složene konture sa oštrim ivicama i malim prelaznim radijusima
Univerzalan je, jer se bez ikakvih promjena, naravno osim energetskih, koristi za bušenje otvora, glodanje gravura, sečenje, zavarivanje, što znači da nema uobičajenih priprema i izmjena alata tokom obrade
Radi bezkontaktno, pa prema tome ne vrši nikakav pritisak na obradak i ne deformiše ga, što je veoma važno kod obrade djelova osjetljivih na spoljašne sile, odnosno deformacije
Moguće je bezinercijalno pomjeranje snopa elektrona pri obradi pomoću magnetnih sočiva za skretanje u krugu od nekoliko cm, što omogućuje vrlo visoke brzine obrade, naročito kod primjene ovog postupka za perforiranje limova.
Slika 2. Fokusirani snop elektrona[3]
5

4. OSNOVI PROCESA OBRADE SNOPOM ELEKTRONA
Fokusirani snop ubrzanih elektrona udara u površinu obratka i tu dolazi do pretvaranja njegove kinetičke energije u toplotnu. Razvijena toplota izaziva čitav niz termičkih procesa kao što su: zagrijavanje, topljenje, isparavanje i sagorijevanje materijala, uz pojavu eksplozivnog izbacivanja rastopljenog dijela i čvrstih čestica materijala obratka.Energija snopa elektrona, pored zagrijavanja materijala obratka, troši se još i na toplotno i rentgensko zračenje. Ovo posljednje se javlja iz dubine materijala i poput drugih kvantnih zračenja, biološki je štetno za ljude ako je njegov intenzitet iznad određenog nivoa. To nameće potrebu da se pri gradnji i eksploataciji uređaja preduzmu stroge mjere zaštite u cilju smanjenja intenziteta ovog štetnog zračenja. Gubitak energije usljed rendgenskog zračenja manji je od 1%. U zavisnosti od visine i načina korištenja razvijene toplote, u osnovi se odigravaju dvije vrste procesa obrade snopom elektrona i to:
obrada odvajanjem čestica materijala i toplotna obrada.[1]
6

4.1. OBRADE ODVAJANJEM ČESTICA MATERIJALA
Ukoliko se podesi snop elektrona visokog intenziteta i fokusira na vrlo malu površinu prečnika Ds, slika 2, sa kratkim vremenskim djelovanjem od svega nekoliko μs, onda elektroni prodiru u tanak sloj materijala dubine δ, koja je manja od 100 μm, pa tako nastaje snažan površinski izvor toplote. Pretvaranje kinetičke energije elektrona u toplotu vrši se u ovom sloju praktično trenutno, što dovodi do isparavanja, sagorijevanja i eksplozivnog izbacivanja rastopljenog materijala iz tog sloj. S obzirom na vrlo visoke temperature na koje je zagrijan taj sloj materijala, koje se kreću od 4000 do 6000 K, može se pretpostaviti da dominira odvajanje materijala isparavanjem i sagorijevanjem u odnosu na izbacivanje rastopljenog materijala i čvrstih čestica.
Slika 3. Šematski prikaz procesa obrade skidanjem materijala pomoću snopa elektrona[2]
Pri ovoj obradi se dio toplotne energije koji se iz zone djelovanja snopa odvodi provođenjem svodi na najmanju moguću mjeru. To se postiže vrlo visokim temperaturama u tankom sloju pregrijanog
materijala zapremine Ds2 ∙π4∙ δ, s obzirom da toplota provođenja raste linearno, a pritisak
isparavanja eksponencijalno sa temperaturom, kao i primjenom impulsnog djelovanja snopa elektrona, tako da impulsi pri kojima se postiže željeni efekat isparavanja traju od 10-6 do 10-7 s, dok je pauza između dva impulsa za 50 do 100 puta duža.Prema tome, za uspješno sprovođenje ove vrste obrade snopom elektrona moraju biti ispunjena dva bitna uslova:
visoka koncentracija energije snopa, kojom se u kratkom vremenskom intervalu postižu visoke temperature i
impulsni rad uređaja.[2]
7

4.2. TOPLOTNE OBRADE
U ovu grupu spadaju obrade u kojima se razvijena toplota koristi za zagrijavanje ili rastapanje materijala. Najvažniji predstavnik ove grupe je zavarivanje, pa se na njemu i objašnjava proces obrade, koji je u osnovi sličan kod svih vrsta toplotne obrade.Zavarivanje se ostvaruje djelovanjem snopa elektrona određenog intenziteta na površinu obratka koja je nešto većeg prečnika Ds, nego kod prethodno opisane obrade, koji uz to djeluje u dužem vremenskom intervalu. Pri tim parametrima obrade dolazi do isparavanja samo manjeg površinskog sloja materijala. Veći dio materijala koji je zahvaćen dejstvom snopa se intenzivno zagrijava, a preko bočnih površina ova toplota se provodi u bližu okolinu, što ima za posljedicu topljenje materijala u uskoj zoni delovanja snopa na velikoj dubini H.
Slika 4. Šematski prikaz procesa zavarivanja snopom elektrona[2]
Prestankom djelovanja snopa elektrona, dolazi do naglog hlađenja i očvršćavanja rastopljenog materijala. Ovakav način djelovanja snopa elektrona koristi se za zavarivanje, tzv. dubinsko zavarivanje. Ako se snop elektrona pomjera, duž sastava dva lima ili dijela, onda nastaje njihovo spajanje, vrši se zavarivanje i to bez ikakvog dodatnog materijala. Ovim postupkom se mogu spajati i materijali koji se inače ne mogu zavarivati drugim postupcima, npr. keramika-keramika, metal-keramika.[2]
8

5. PROIZVODNE OPERACIJE OBRADE SNOPOM ELEKTRONA
Operacije obrade elektronskim snopom koje se koriste u mašinskoj industriji su brojne i raznovrsne od kojih se najvažnije šematski prikazane na slici 4.
Slika 5. Najvažnije operacije obrade snopom elektrona sa potrebnim kretanjima[1]a) izrada uskih prorezab) izrada ravnih gravurac) izrada prostornih gravurad) zavarivanjee) siječenje; f) izrada cilindričnih ili koničnih rupa/otvora g) perforiranje tankih limova h) graviranje – označavanje djelovai) kaljenje i površinsko oplemenjivanje.
Najveći broj prikazanih operacija ostvaruje se odvajanjem čestica materijala, slika 4/a,b,c,e,f,g,h. One se izvode pomjeranjem obratka ili skretanjem snopa elektrona, čime se postiže kontinualno skidanje tankog sloja materijala debljine δ, kako je opisano u prethodnoj tački. Način na koji se obrada odvija je vrlo sličan obradi klasičnim glodanjem ili bušenjem, pa se za ovu obradu ponekad koristi i naziv „glodanje/bušenje snopom elektrona”. Kao što se iz navedenih primjera vidi, snop elektrona se ovde koristi kao svojevrsno „glodalo”, odnosno „burgija” i može da izvodi sve one obrade koje izvode i klasični alati ove vrste. Za ovo su razvijene i posebne mašine, tzv. „elektronske glodalice” i one po pravilu imaju CNC - upravljanje u više osa kako je to naznačeno uz svaku operaciju prikazanu na slici 4. [1]
9

6. STRUKTURA UREĐAJA ZA EBM-OBRADU
Uređaj za EBM obradu sačinjava nekoliko karakterističnih jedinica koje se mogu analizirati kao zasebne celine, a to su:
Elektronsko-optički stub za dobijanje, oblikovanje i vođenje snopa elektrona, tzv. elektronski top;
Radna komora za smeštaj radnih predmeta pri obradi; Vakuumska jedinica koja obezbjeđuje potreban vakuum u elektronskom topu i radnoj
komori; Jedinica za nadzor i upravljanje procesom obrade i radom cijelog uređaja.
Na uređaju za obradu snopom elektrona, mogu se uočiti dvije najvažnije jedinice, odnosno elektronski top i radna komora. Elektronski top, čiji spoljni izgled je prikazan na slici 5, sačinjavaju dva dijela: izvor snopa elektrona, uključujući i elemente za regulisanje njegove jačine, i sistem za oblikovanje i vođenje snopa elektrona. [4]
Slika 6. Elektronsko-optički stub uređaja za EBM-obradu[2]
10

Radna komora, u kojoj vlada vakuum od 1 do 10-2 Pa, služi za odvijanje samog procesa obrade snopom elektrona. Oblik i veličina radne komore zavisi od veličine radnih predmeta i veličine serije koja se obrađuje. U komori se nalazi radni sto za obratke koji može imati više translatornih i obrtnih kretanja.
Slika 7. CNC-uređaj za obradu metala snopom elektrona[2]
Slika 8. Postrojenje za zavarivanje sa pokretnim elektronskim topom[5]
Slika 7 prikazuje izgled manjeg uređaja za obradu snopom elektrona koji ima sljedeće karakteristike: snaga snopa 1 kW, zapremina komore 1,3 m3, raspolaže manipulatorom za obratke sa tri NU-ose i ima sistem za potpuno automatsko upravljanje uz pomoć računara. Na slici 8 prikazano je vrlo veliko postrojenje za zavarivanje sa pokretnim 60/30 kV elektronskim topom.[4]
11

7. KARAKTERISTIKE OBRADE SNOPOM ELEKTRONA
7.1. UTICAJNI PARAMETRI NA PROCES OBRADE
U zavisnosti od područja primjene, pri obradi snopom elektrona se mogu regulisati sljedeći parametri obrade, s obzirom da oni bitno utiču na proces EBM-obrade:
Intenzitet snopa elektrona pomoću struje grijanja katode i napona upravljanja Wehnelt-ovom elektrodom;
Prečnik snopa na površini obratka fokusiranjem pomoću magnetnih sočiva; Vrijeme dijelovanja snopa, kontinualnim ili impulsnim radom; Brzina kretanja snopa po površini obratka.
12

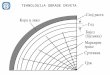
Dva najvažnija parametra obrade kojima se definiše područje primjene snopa elektrona su: Intenzitet snopa elektrona u fokusu Vrijeme djelovanja impulsa snopa elektrona
Slika 9. Pregled područja različitih primjena obrade snopom elektrona[1]
13

8. PROIZVODNOST, TAČNOST I KVALITET OBRADE
Proizvodnost pri obradi elektronskim snopom zavisi od niza faktora kao što su: specifična snaga u fokusu vrijeme impulsa i pauze površina na koju se snop fokusira položaj fokusa u odnosu na površinu obratka broj impulsa brzina kretanja obratka toplotno - fizičke karakteristike materijala koji se obrađuje
Tačnost obrade elektronskim snopom zavisi od: energetskih parametara snopa i njihove stabilnosti sistema za fokusiranje tačnosti sistema za upravljanje impulsima i tačnosti mehaničkih uređaja za pomak
Ona je vrlo visoka i obično se kreće u granicama 2÷4 μm. Konusni oblik fokusiranog snopa elektrona utiče da i oblik izbušenog otvora ima blagi konus kako je prikazano na slici . Ovdje se radi o vrlo malim otvorima koji se buše sa jednim ili više impulsa bez skretanja snopa. Međutim, kod većih prečnika otvora ova greška se može ispraviti zakretanjem snopa tako da jedna strana konusa bude paralelna sa osom otvora, a potom njihovim rotiranjem u krug.
Slika 10. Tačnost obrade [2]
Kvalitet obrade koji se postiže elektronskim snopom spada u područje srednje fine obrade i kreće se od N7 do N9, dok je obrađena površina čista. Treba znati da se povećanjem kvaliteta obrade smanjuje proizvodnost pri obradi, pa zbog toga treba ići na minimalni kvalitet obrade koji zadovoljava funkciju djela koji se obrađuje.[1]
14

15

9. PODRUČJE PRIMJENE
Tehnologija obrade snopom elektrona razvija se u nekoliko karakterističnih pravaca: Obrada skidanjem materijala, Zavarivanje i lemljenje mikro elemenata, Topljenje i isparavanje metala; Kaljenje i površinsko oplemenjavanje.
Koristi se za obradu svih vrsta materijala (metalnih i nemetalnih), bez obzira na njihova mehanička svojstva i hemijski sastav. S obzirom na dimenzije „reznog alata”, koje mogu biti mikrometarske vrijednosti, ovim postupkom se obavljaju prvenstveno mikro obrade, ali je isto tako moguća primjena i za makro obrade (zavarivanje velikih delova i rezervoara). U nastavku se daju neki karakteristični primjeri primene EBM–obrade.
9.1. OBRADE SKIDANJEM MATERIJALA
Skidanje materijala primjenom EBM obrade mogu se bušiti otvori (normalni, duboki malog prečnika, konični ili pod određenim uglom), perforirati tanki limovi, obrađivati profilni prorezi i gravure, vršiti različite vrste graviranja, sječi različiti materijali i dr.
9.1.1. Bušenje otvora elektronskim snopom
Ovim postupkom se mogu bušiti različiti otvori, kako po geometrijskom obliku, tako i po dubini i položaju ose. Ako je odnos dubina otvora/prečnik veći, onda se to smatra klasičnim bušenjem i izvodi se sa više impulsa koji slijede jedan za drugim. Međutim, ako je odnos dubina otvora/prečnik manji (najviše 5:1), što je slučaj kod tankih limova, a uz to je i broj istih otvora vrlo veliki, onda se to naziva perforiranjem, koje se tako izvodi da se sa jednim impulsom najčešće obradi jedan otvor.Raznovrsnost materijala koji se na ovaj način mogu obrađivati (čelik, mesing, aluminijum, rubin, safir, sintetički i prirodni dijamant ) i mogućnost bušenja ekstremno malih otvora prečnika svega 10 μm, glavne su odlike i prednosti ovog postupka u odnosu na druge konvencionalne i nekonvencionalne metode obrade.[6]
16

Slika 11. Primer bušenja glave komore za sagorevanje kod helikoptera[1]
Na slici 14 prikazana je glava komore za sagorijevanje kod helikoptera prečnika 317 mm od legure kobalta sa 3730 kosih otvora Ø0,9 mm sa uglovima nagiba između 90° i 25° u odnosu na površinu obratka, koji služe za hlađenje. Ovi otvori su izbušenih snopom elektrona sa tolerancijom međusobnog položaja ±0,1 mm, tako da vrijeme takta, koje se računa od početka rada vakuumske pumpe za radnu komoru do izlaska izbušenog dijela, iznosi oko 20 min. Ovi podaci dovoljno govore o efikasnosti postupka EBM–obrade.
9.1.2. Izrada profilnih proreza i gravura
Obrada otvora, proreza, gravure i drugih formi složenih oblika sa jednim jedinim impulsom se ne može uvek ostvariti. U takvim slučajevima se koristi višeimpulsna tehnika koja najčešće podrazumijeva i skretanje elektronskog snopa ili pomjeranje obratka. Skidanje materijala snopom elektrona ostvaruje se slično obradi klasičnim glodanjem ili bušenjem. Skretanje elektronskog snopa i pomijeranje obratka ostvaruje se odgovarajućim računarskim programima saglasno datoj konturi, uz istovremeno djelovanje snopa elektrona visokom frekvencijom.Na ovaj način se može obrađivati: metal, grafit, staklo, keramika, sintetički materijali. Na slici 18 dat je primer profilnih proreza izrađenih EBM–glodanjem.
Slika 12. Profilni prorezi izrađeni EBM–glodanje17

9.1.3. Graviranje metala i keramike
Visoka preciznost i brzina obrade snopom elektrona omogućile su još jedno područe njegove racionalne primjene, koje je ranije bilo ograničeno na hemijsko nagrizanje ili mehaničko graviranje. Radi se, dakle, o graviranju, koje ovdje nije ograničeno samo na označavanje dijelova radi identifikacije, već znatno šire. Na slici 19 dat je primjer sitnih gravura na valjku za duboku štampu izrađenih pomoću snopa elektrona.Napredak elektronske industrije, posebno kompjuterske tehnike, umnogome zavisi od načina gradnje i proizvodnih postupaka koji će omogućiti dobijanje finih struktura. Graviranje i bušenje nepečene keramike snopom elektrona dovodi do proizvodnje dijelova višeslojne keramike. Više tanko graviranih ploča (širina gravure oko 50 μm), se postave jedna na drugu, a fini kanali se zaliju metalom, čime se dobija trodimenzionalno sastavljeni sistem mreže provodnika.
Slika 13. Primjeri gravura na valjcima za duboku štampu izrađenih snopom elektrona a), b) i c) – primjeri udubljenja za prijem boje različitog prečnika i dubine
9.2 ZAVARIVANJE
Pretežni udio dosadašnje industrijske primjene elektronskog snopa pripada oblasti zavarivanja. Sa elektronskim snopm je moguće zavariti skoro sve metale naročito one koji imaju viskou tačku topljenja,metale osjetljive na gas i sa naročitim legiranjima. Različite vrste spojeva kao što su sučeoni, preklopni i tačkasti se mogu izvesti bez dodatnog materijala. Elektronskim snopom se zavaruje u vakuumu, pod zaštitinim gasom ili u slobodnoj atmosferi.
Slika 14. Zona uticaja toplote za različite postupke zavarivanja[1]
18

Slika 15. Dubina penetracije pri zavarivanju različitih materijala(Al,nehrđajući čelik i Cu)
9.3 KALJENJE I POVRŠINSKO OPLEMENJIVANJE
Kod postupka kaljenja i oplemenjivanja površina, energija snopa elektrona se koristi za zagrijavanje površinskog sloja materijala obratka na određenu temperaturu koja se može regulisati u skladu sa sljedećom jednačinom:
θ=I s ∙U s
c √ t i3πgdje je: US (V) - napon ubrzanja,
Is (A) - jačina struje snopa, c (J/kg·K) - specifična toplota materijala obratka i ti (s) - vreme djelovanja impulsa snopa elektrona.
Pod kaljenjem se podrazumijeva transformacija strukture materijala u čvrstoj fazi bez rastapanja, dok se površinsko oplemenjavanje odvija topljenjem preko faza: čvrsta - tečna - čvrsta. Temperaturski ciklus pri kaljenju bez topljenja traje od 10-5 do 10-1 s, a pri površinskom oplemenjavanju sa topljenjem od 10-3 do 1 s.[2]
19

10. PREDNOSTI I NEDOSTACI
Prednosti postupka obrade snopom elektrona su:
Bušenje otvora velikim brzinama Jedonstavna izmjena parametara obrade tokom obrade Nema mehaničkog dejstva alata na obrađivani predmet Nema ograničenja vezanih za tvrdoću obratka,žilavost te reflektivnost površine. Mogućnost postizanja viskoe tačnosti i ponovljivosti Postiže se najbolji kvalitet obrade u poređenju sa ostalim procesima Relativno niska cijena pri bušenju veoma mallih otvora Mogućnost postizanja velikog odnosa dubine otvora i prečnika,te obrada otvora pod
različitim uglom u odnosu na površinu obratka.
Nedostaci ovog postupka su:
Visoki troškovi opreme Dugo vrijeme proizvodnje Potrebna pomoć pratećeg materijala[1]
20

11. ZAKLJUČAK
Danas se postupak obrade snopom elektrona primjenjuje za širok spektar proizvodnih operacija kao što su: bušenje malih otvora, izrada prostornih gravura, sečenje materijala, graviranje, topljenje i isparavanje metala, zavarivanje i lemljenje, termička obrada i oplemenjavanje površina. Danas se sve više primjenjuje u odnosu na konvencionalne postupke. Ima veliki značaj zato što ima mogučnost obrade elektroprovodnih materijala bez obzira na mehaničke osobine. Ovaj postupak daje visoku proizvodnost i veliku tačnost obrade jer je lahko optimizirati parametre obrade. Ima tendenciju u budučnosti da postane jedan od primarnih postupaka obrade, ali mu to još uvijek ne dozvoljava cijena opreme koja je relativno skupa.
21

12. LITERATURA
[1] Begić Đ., Nekonvencionalni tehnološki postupci, 2011, skripta[2] B. Vasiljević i B. Nedić, Modifikovanje Površina, Kragujevac, 2003., [3] http://www.psiltd.co.uk/Products/DepositionSystems/tabid/237/language/en-GB/
Default.aspx[4] http://en.wikipedia.org/wiki/Electron_beam_machining[5] http://www.directindustry.com/prod/cambridge-vacuum-engineering/welding-machine-
electron-beam-17327-400541.html[6] http://hr.swewe.net/word_show.htm/?42687_1&Elektronskim_snopom_obradu , datum
pristupa 20.04.2015.
22