Embed Size (px)
Citation preview

AVALIAÇÃO DOS PARÂMETROS DE PROCESSO NAS PROPRIEDADES
MECÂNICAS DE PEÇAS DE PLA/PBAT FABRICADAS POR IMPRESSÃO
3D
Rafaella Rabello Teixeira Perdone Coutinho
Projeto de Graduação apresentado ao Curso de
Engenharia de Materiais da Escola Politécnica,
Universidade Federal do Rio de Janeiro, como
parte dos requisitos necessários à obtenção do
título de Engenheiro.
Orientadores: Rossana Mara da Silva
Moreira Thiré
Paulo Henrique Machado
Cardoso
Rio de Janeiro
Fevereiro de 2017

iii
Coutinho, Rafaella Rabello Teixeira Perdone
Avaliação de Parâmetros de Processo nas
Propriedades de Peças de PBAT/PLA Fabricadas por
Impressão 3D / Rafaella Rabello Teixeira Perdone Coutinho
– Rio de Janeiro: UFRJ / ESCOLA POLITÉCNICA, 2016.
ix, 63, p.: il.; 29,7 cm
Orientadores: Rossana Mara da Silva Moreira Thiré
Paulo Henrique Machado Cardoso
Projeto de Graduação – UFRJ / Escola Politécnica /
Engenharia de Materiais, 2017.
Referências Bibliográficas: p. 60-63
1. PLA/PBAT. 2. Modelagem por fusão e deposição 3.
Impressão 3D. 4. Planejamento de experimentos, I. Thiré,
Rossana Mara da Silva Moreira et al. II. Universidade
Federal do Rio de Janeiro, UFRJ, Engenharia de Materiais
III. Avaliação de Parâmetros de Processo nas Propriedades
Mecânicas de Peças de PLA/PBAT Fabricadas por Impressão
3D.

iv
Nada é tão nosso quanto os nossos sonhos.

v
Agradecimentos
Em primeiro lugar, gostaria de agradecer ao meu pai, André Perdone, grande
responsável por esta conquista, pelo apoio e amor incondicional, em todas as etapas da minha
vida. Por sempre ter acreditado no meu potencial e por nunca ter medido esforços para me
criar e me educar da melhor maneira possível. Você é tudo para mim e o mérito das minhas
conquistas é nosso!
Às minhas queridas avós, Dyrce Perdone, e Nancy Rabello, que não está mais
presente comigo, mas que continua viva em meu coração. Obrigada por terem sido tão
presentes na minha criação e por todo amor, carinho e cuidado que sempre me ofereceram.
A minha irmã, Vitória Rabello, por toda a amizade e apoio, por fazer tanta questão de
ser presente em minha vida e por sempre torcer tanto pela minha felicidade e sucesso.
Aos demais familiares, por todo carinho e apoio.
Um agradecimento especial aos meus orientadores, Rossana Thiré e Paulo Henrique
Cardoso pela disponibilidade, boa vontade e paciência durante o desenvolvimento deste
trabalho. Pelos bons conselhos e boas conversas. Por ter sempre confiado e apostado no meu
potencial. À professora Rossana, especialmente por ter me orientado durante toda a
graduação, e ao Paulo Henrique, pela amizade construída neste último ano.
Aos meus amigos desde os tempos de escola, Diogo Jarque, Jéssica Ennes e Fernanda
Dias, que se fizeram presentes e me apoiaram em todos os momentos nos quais precisei
deles. Obrigada também pelo carinho e paciência.
Às melhores amigas que eu poderia ter, o maior presente que levo da UFRJ, Sara
Marques, Ligia Yassuda e Tassiany Yegros, por todo o suporte que me deram nesta jornada.
Por todos os momentos compartilhados dentro e fora da faculdade. Faltam-me palavras para
descrever o quanto vocês são importantes em minha vida.
Às amigas que fiz durante a graduação, Thaís Pintor, Karina Golfetto, Rafaella
Moritz, Nikolle Schardosim, Isabel de Freitas, Camila Jannotti e Maria Lima. Obrigada por
sempre acreditarem em mim e por estarem presentes nos momentos de luta e de glória.
À todos os amigos que fiz na UFRJ e na Metalmat, sem os quais eu não teria tantas
histórias para contar.
Aos meus colegas do laboratório de Biopolímeros pela convivência, pelo apoio e
pelos momentos divertidos que compartilhamos.

vi
À todos os professores da graduação de Engenharia de Materiais, pelo conhecimento
transmitido. Em especial, à professora Renata Simão, que sempre esteve disposta a ajudar em
minha formação como engenheira.
À professora Anna Carla Araujo e ao professor Célio Costa, pela disponibilidade em
compor a banca examinadora deste trabalho.
Aos técnicos do Laboratório Multiusuário de Caracterização de Materiais por todas as
amostras analisadas.
Ao Laboratório de Tecnologia de Materiais Poliméricos (LAMAP) do INT, pela
disponibilidade de equipamentos utilizados para a moldagem por injeção e para o ensaio de
flexão.
Ao professor Marcos Lopes, do Laboratório de Catálise para Polimerização,
Reciclagem e Polímeros Biodegradáveis (LCPRB), do IMA/UFRJ, pela análise de
cromatografia por permeação em gel.
A todos que de forma direta, ou indireta, me auxiliaram nesta jornada e na conclusão
deste trabalho.

vii
Resumo do Projeto de Graduação apresentado à Escola Politécnica/UFRJ como parte dos
requisitos necessários para a obtenção do grau de Engenheiro de Materiais.
AVALIAÇÃO DE PARÂMETROS EXPERIMENTAIS NAS PROPRIEDADES DE
PEÇAS DE PLA/PBAT FABRICADAS POR IMPRESSÃO 3D
Rafaella Rabello Teixeira Perdone Coutinho
Fevereiro/2017
Orientadores: Rossana Mara da Silva Moreira Thiré
Paulo Henrique Machado Cardoso
Curso: Engenharia de Materiais
O poliéster biodegradável PLA/PBAT(poli(ácido láctico)/poli(adipato de butileno-co-
terftalato)) é uma mistura polimérica que tem sido utilizada como um potencial substituta
para polímeros à base de petróleo. O PBAT reduz o elevado grau de rigidez do PLA
tornando-o pertinente em aplicações de materiais flexíveis com melhores propriedades
mecânicas. A modelagem por fusão e deposição (FDM) é o processo mais utilizado dentre as
diversas técnicas de manufatura aditiva disponíveis, devido à sua capacidade de fabricar
peças de geometria complexa por um processo simplificado e em um curto tempo de
fabricação. Nesta técnica, é difícil determinar as melhores condições de parâmetros do
processo, a fim de obter as melhores propriedades mecânicas de flexão da peça. Além disso,
as peças FDM apresentam vazios (air gaps), devido à natureza deste processo de fabricação.
O controle da fração volumétrica de air gaps é importante para obter um melhor desempenho
em propriedades mecânicas no produto final. O objetivo deste trabalho foi estudar a
utilização de filamentos de PLA/PBAT como matéria-prima para impressão 3D e também o
efeito de três parâmetros de processo com valores baixos e altos (espessura de camada (EC)
(0,10-0,35 mm), velocidade de impressão (VI) (40-80 mm/min) e ângulo de impressão (AI)
(45-90°)) utilizando a técnica de análise de variância (ANOVA). As variáveis estudadas não
tiveram influência significativa nas propriedades mecânicas em flexão. Os valores mais
baixos da variável de resposta air gap foram obtidos utilizando-se AI em seu nível alto (90º),
VI no nível alto (80 mm/min) e EC também em seu nível alto (0,35mm).
Palavras-chave: PLA/PBAT, modelagem por fusão e deposição, impressão 3D, planejamento
de experimentos, propriedades em flexão.

viii
Abstract of Undergraduate Project presented to POLI/UFRJ as a partial fulfillment or the
requirements for the degree of Materials Engineer.
EVALUATION OF PROCESS PARAMETERS ON PROPERTIES OF
PLA/PBAT PARTS FABRICATED BY 3D PRINTING
Rafaella Rabello Teixeira Perdone Coutinho
Fevereiro/2017
Advisors: Rossana Mara da Silva Moreira Thiré
Paulo Henrique Machado Cardoso
Course: Materials Engineering
PLA/PBAT (Polylactide/Poly(butylene adipate-co-terphthalate)) blend is a
biodegradable polyester which has been used as potencial replacement for petroleum-based
polymers. PBAT reduces the high-stifness of PLA making it relevant in flexible materials
applications with improved mechanical properties. Fused deposition modeling (FDM) is the
most commom used process among the several available additive manufacturing techniques
due to its capability to manufacture complex-shaped parts in a short build time and simple
process. In this technique it is difficult to determine the best fit of process parameters in
order to accomplish the best bending mechanical properties of FDM manufactured part. In
addition, FDM parts present air gaps inside due to the fabrication process. Controlling the air
gap quantity is important to obtain a better mechanical performance in final product. The aim
of this work was to study the use of PLA / PBAT filaments as raw material for 3D printing
and also the effect of three process parameters in their low and high values (layer thickness
(EC) (0.10-0.35 mm), deposition speed (VI) (40-80 mm/min) and raster angle (AI) (45-90º))
on these properties, using the analysis of variance (ANOVA) technique. The results indicate
that the layer thickness, deposition speed and raster angle have no impact on bending
mechanical properties. The lowest values of the air gap response were obtained using AI
(90º), VI (80mm/min) and EC (0.35mm) at their highest levels.
Key words: PLA/PBAT, fused deposition modeling, 3D printing, design of experiment,
bending properties.

viii
Sumário
1 Introdução ............................................................................................................................................... 1
2 Objetivo .................................................................................................................................................... 3
2.1.1 Objetivos específicos .......................................................................................................... 3
3 Revisão Bibliográfica ........................................................................................................................... 5
3.1 Materiais Poliméricos ................................................................................................................. 5
3.2 Polímeros biodegradáveis ......................................................................................................... 6
3.3 Poli(ácido láctico) – PLA ............................................................................................................ 6
3.4 Poli(adipato de butileno-co-tereftalato)) – PBAT ............................................................ 9
3.5 Blenda PLA/PBAT ...................................................................................................................... 10
3.6 Impressão 3D ............................................................................................................................... 11
3.6.1 FDM (Fused deposition modeling) ................................................................................ 13
3.6.2 Parâmetros de Processamento ..................................................................................... 15
3.7 Planejamento de Experimentos ............................................................................................ 18
4 Materiais e Métodos .......................................................................................................................... 21
4.1 Materiais ........................................................................................................................................ 21
4.2 Métodos .......................................................................................................................................... 21
4.2.1 Fabricação de filamentos de Ecovio® por extrusão ............................................ 21
4.2.2 Modelagem digital dos corpos de prova ................................................................... 22
4.2.3 Planejamento de Experimentos ................................................................................... 22
4.2.4 Produção das peças por FDM ........................................................................................ 24
4.2.5 Produção dos corpos de prova por Injeção ............................................................. 24
4.2.6 Cromatografia por Permeação em Gel (GPC) .......................................................... 25
4.2.7 Análise Termogravimétrica (TGA) .............................................................................. 25
4.2.8 Calorimetria Diferencial de Varredura (DSC) ......................................................... 26
4.2.9 Determinação da fração volumétrica de Air gap .................................................... 26
4.2.10 Ensaio de flexão em três pontos .................................................................................. 27
4.2.11 Microscopia Eletrônica de Varredura (MEV) .......................................................... 28
5 Resultados e Discussões .................................................................................................................. 29
5.1 Cromatografia de Permeação em Gel (GPC) ..................................................................... 29
5.2 Análise Termogravimétrica (TGA)....................................................................................... 29
5.3 Calorimetria Diferencial de Varredura (DSC) .................................................................. 30

ix
5.4 Avaliação do efeito dos parâmetros experimentais - fração volumétrica de Air gap 32
5.5 Avaliação dos parâmetros experimentais - Ensaio de flexão em três pontos ..... 39
5.6 Microscopia Eletrônica de Varredura (MEV) .................................................................. 45
6 Conclusões ............................................................................................................................................. 48
7 Sugestões para Trabalhos Futuros .............................................................................................. 49
8 Referências Bibliográficas ............................................................................................................... 50

ix
Índice de Figuras
Figura 1: Estrutura química do monômero do PLA................................................................... 7
Figura 2: Estrutura química dos isômeros do ácido láctico. ...................................................... 8
Figura 3: Diferentes formas dos isômeros do lactídeo. .............................................................. 8
Figura 4: Estrutura química do monômero do PBAT ................................................................ 9
Figura 5: Etapas da impressão 3D ........................................................................................... 12
Figura 6: Esquema de impressão 3D utilizando a técnica de FDM (Adaptado de CARNEIRO
et al.,2015) ............................................................................................................................... 14
Figura 7: Parâmetros de processo da técnica FDM (Adaptado de MOHAMED et al, 2015) . 17
Figura 8: Esquema da sinterização polimérica (Adaptado de (TURNER et al., 2014) ........... 18
Figura 9: Miniextrusora AX Plásticos (MOD: AX 16:26). ..................................................... 22
Figura 10: Gráfico TGA das amostras de Ecovio®, Ecovio
®_ext e Ecovio
®_imp. .................. 30
Figura 11: Gráfico DSC da amostra de Ecovio®
virgem. ........................................................ 31
Figura 12: Gráfico DSC da amostra de Ecovio®
impresso. ..................................................... 32
Figura 13: Diagrama de valores residuais versus valores preditos de fração volumétrica de air
gap............................................................................................................................................ 34
Figura 14: Diagrama de Pareto para a variável fração volumétrica de air gap. ....................... 34
Figura 15: Gráfico: a) de superfície; b) das curvas de nível. ................................................... 37
Figura 16: Gráficos de interação entre espessura de camada, velocidade de impressão e
ângulo de impressão. ................................................................................................................ 38
Figura 17: Diagrama de valores residuais versus valores preditos de módulo de elasticidade
em flexão. ................................................................................................................................. 40
Figura 18: Diagrama de valores residuais versus valores preditos de resistência máxima. .... 40
Figura 19: Diagrama de Pareto para a variável módulo de elasticidade em flexão. ................ 41
Figura 20: Diagrama de Pareto para a variável resistência máxima em flexão. ...................... 42
Figura 21: Comparação do módulo de flexão médio das peças impressas 3D e das peças
injetadas. .................................................................................................................................. 45
Figura 22: Comparação da resistência máxima entre as peças impressas 3D e injetadas. ...... 45
Figura 23: Regiões de fratura das amostras 1, 8 e 9(C). .......................................................... 46
Figura 24: Região de fratura da amostra moldada por injeção. ............................................... 47

1
1 Introdução
Nos últimos anos, os polímeros biodegradáveis e provenientes de recursos renováveis
têm recebido muita atenção devido aos problemas ambientais causados pelo alto consumo e
descarte inapropriado de polímeros à base de petróleo, mas também devido as suas aplicações
exclusivas, especialmente em embalagens e dispositivos biomédicos e, além disso, a
capacidade de serem compostados (GEORGIOPOULOS et al., 2014, MOUSTAFA et al.
2017, SAINI et al., 2016).
Entre eles, alguns poliésteres biodegradáveis alifáticos e alifáticos aromáticos são
amplamente utilizados tais como o poli(ácido láctico) (PLA) e o poli(adipato de butileno-co-
tereftalato) (PBAT) devido às suas propriedades semelhantes aos polímeros convencionais
como polietileno (PE), tereftalato de etileno (PET) e poliestireno (PS) (CARRASCO et al.,
2010, GEORGIOPOULOS et al., 2014, MOUSTAFA et al., 2017).
Por outro lado, o PLA apresenta algumas limitações quanto às suas propriedades
mecânicas, como baixa tenacidade. Essa questão pode ser contornada por meio da mistura do
PLA com o PBAT, formando uma blenda polimérica e tornando o material mais flexível
(GEORGIOPOULOS et al., 2014).
A tecnologia de impressão 3D, ou manufatura aditiva, se difere dos métodos
convencionais de processamento como usinagem e moldagem por injeção, por exemplo, pois
fabrica objetos tridimensionais a partir da adição de materiais, camada por camada, a partir
de um modelo digital. Assim, é mais econômica, pois gera menor quantidade de resíduos e
gasta menos tempo e energia para a produção de peças. Além disso, possibilita a produção de
geometrias complexas sem necessidade de moldes ou de posterior acabamento (HUANG et
al., 2013, KRAWCZAK, 2015, RANKOUHI et al., 2016).
Desenvolvida a partir dos anos 80, a manufatura aditiva abrange diversos métodos de
fabricação, tais como impressão a jato (inkjet printing), sinterização seletiva a laser (SLS),
modelação por fusão e deposição (FDM), estereolitografia (SLA), entre outros (GROSS et
al., 2014, MOHAMED et al., 2015, RANKOUHI et al., 2016).
A modelagem por fusão e deposição (FDM) é a tecnologia de impressão 3D mais
frequentemente utilizada para a fabricação de peças de polímeros no mundo moderno, devido
à sua capacidade de produzir formas geométricas complexas com facilidade e rapidez sem o
uso de ferramentas ou moldes, com menor custo e maior segurança (LE DUIGOU et al.,
2016, MOHAMED et al., 2016, TORRES et al., 2016).

2
Atualmente, os materiais mais utilizados por esta técnica incluem o poli(ácido
láctico)(PLA), polietileno de alta densidade (HDPE), estireno-butadieno-acrilonitrila (ABS),
policarbonato (PC) e poliamida (PA) (GROSS et al., 2014, CARNEIRO et al., 2015,
DAWOUD et al., 2016).
As peças fabricadas pela técnica de FDM apresentam uma estrutura anisotrópica,
onde podem ser encontrados vazios (air gaps) devido ao modo de construção em camadas,
intrínseco do processo. Além disso, existe uma grande disparidade entre a escolha dos
melhores parâmetros de processo para a fabricação da peça. Essas limitações podem
prejudicar as propriedades do produto final, assim como propriedades mecânicas, qualidade
no acabamento das peças, entre outras. Para contornar estas limitações, é necessária uma
seleção cuidadosa dos parâmetros do processo. É esperado, por exemplo, que peças com uma
estrutura mais densa apresentem maior resistência mecânica (LE DUIGOU et al., 2016,
MOHAMED et al., 2016).
Devido ao grande número de parâmetros disponíveis para a fabricação, o número de
experimentos necessários para avaliar os efeitos de cada parâmetro sobre a resistência
mecânica e a fração volumétrica de air gaps pode ser muito elevado (LE DUIGOU et al.,
2016; MOHAMED et al., 2016). O planejamento de experimentos permite o estudo do efeito
dos parâmetros e suas interações na resistência mecânica, por meio de um número reduzido
de experimentos, sendo uma alternativa para contornar esta limitação.
Este trabalho apresenta o estudo da influência de três parâmetros de processo de FDM
(espessura de camada, velocidade de impressão e ângulo de impressão) na resistência
mecânica de peças de PLA/PBAT, utilizando planejamento de experimentos. Na literatura
consultada, não foram encontrados trabalhos sobre o uso de FDM para este material.

3
2 Objetivo
O objetivo deste estudo consistiu na avaliação do efeito dos parâmetros de processo
(espessura de camada, velocidade de impressão e ângulo de impressão) nas propriedades
mecânicas de flexão de peças de blenda polimérica PLA/PBAT (Ecovio®) fabricadas pela
técnica de modelagem por fusão e deposição (FDM), visando desenvolvimento de
metodologia e determinação de melhores condições dos parâmetros de impressão para este
material, com o intuito de produzir peças de melhor qualidade e com melhores propriedades
mecânicas. Além disso, peças biodegradáveis de PLA/PBAT (Ecovio®
) não são usualmente
obtidas via tecnologias de impressão 3D, uma vez que não foram encontrados trabalhos com
esse material usando essa tecnologia, na literatura consultada.
2.1.1 Objetivos específicos
- Fabricação de filamentos de PLA/PBAT por extrusão;
- Planejamento experimental utilizando o programa Statistica 10.
- Fabricação das peças pela técnica de modelagem por fusão e deposição (FDM).
- Caracterização das peças de PLA/PBAT quanto às suas propriedades térmicas,
mecânica e morfológica.
- Análise de variância (ANOVA) para a avaliação do efeito dos parâmetros de
impressão nas propriedades de flexão e na fração volumétrica de air gap dos corpos
de prova.

4

5
3 Revisão Bibliográfica
3.1 Materiais Poliméricos
Os materiais poliméricos consistem em longas cadeias moleculares compostas por
pequenas unidades repetitivas, denominadas meros, ligadas covalentemente. Estas
macromoléculas são obtidas através de reações químicas de polimerização. (YOUNG, 1991,
CANEVAROLO, 2006).
As suas propriedades físicas, em sua maioria, dependem da sua estrutura e do
comprimento da molécula, ou seja, da sua massa molar. Dessa forma, os materiais
poliméricos apresentam grande variação em suas propriedades físicas, como a temperatura de
transição vítrea (Tg), por exemplo, por apresentarem uma larga faixa de valores de massa
molar (YOUNG, 1991, CANEVAROLO, 2006) .
Para que ocorra a síntese de um polímero, é necessário que moléculas bifuncionais de
baixa massa molar estejam envolvidas nesta reação. A bifuncionalidade ocorre quando as
moléculas apresentam dois ou mais sítios reativos, que podem ser duplas ligações e/ou
grupos funcionais(CANEVAROLO, 2006).
De acordo com os grupos funcionais que constituem a cadeia polimérica, os polímeros
se dividem em alguns grupos, como poliamidas, poliésteres, poliuretanos, poliolefinas, etc.
Quanto à diversidade de unidades repetitivas envolvidas na formação da cadeia, os
polímeros se dividem em homopolímero e copolímero, sendo o último formado por duas ou
mais unidades repetitivas diferentes (YOUNG, 1991, MANO & MENDES, 2004).
Os materiais poliméricos também podem ser classificados quanto ao tipo de reação,
divididos em: polímeros de adição e de condensação. As reações de adição ocorrem pelo
rompimento da dupla ligação de um monômero e sua posterior reação com outras ligações
duplas de outro monômero, sem a formação de subprodutos. A poliadição é uma reação em
cadeia, que apresenta três etapas: iniciação, propagação e terminação. A policondensação
apresenta o mecanismo de reação em etapas, na qual dois grupos funcionais reativos se
condensam até a formação da cadeia polimérica, com a eliminação de moléculas de baixa
massa molar como a água, por exemplo (BRAZEL & ROSEN, 1970, MANO & MENDES,
2004, CANEVAROLO, 2006).
De acordo com sua fusibilidade, classificam-se em termoplásticos ou termorrígidos.
Os termoplásticos podem ser fundidos e moldados quando submetidos à ação de temperatura

6
e pressão, em uma transformação física reversível. Por outro lado os termorrígidos, quando
aquecidos, sofrem uma reação química irreversível, assumindo uma estrutura reticulada (com
ligações cruzadas). Após o seu resfriamento, tornam-se infusíveis e insolúveis (BRAZEL &
ROSEN, 1970, MANO & MENDES, 2004, CANEVAROLO, 2006).
3.2 Polímeros biodegradáveis
O uso de polímeros biodegradáveis tem sido difundido devido à preocupação ambiental
com a grande quantidade de resíduos sólidos gerada pelo alto consumo de materiais plásticos.
Sendo assim, são estimados como alternativa ao uso de polímeros derivados do petróleo
(BRITO et al., 2011).
Os polímeros classificados como biodegradáveis referem-se aos materiais cuja
degradação é decorrente da ação de micro-organismos de ocorrência natural, como, por
exemplo, algas, fungos e bactérias. Neste processo, ocorre a cisão das cadeias poliméricas em
compostos de baixa massa molar, as quais são digeridas pelas bactérias em conjunto com
outros materiais orgânicos, como resíduos biológicos, gerando CO2, CH4, biomassa e água na
presença de oxigênio (FRANCHETTI & MARCONATO, 2006, MALI et al., 2010).
Dentre os principais polímeros biodegradáveis atualmente utilizados, destacam-se o
poli(ácido lático) (PLA), poli(ácido glicólico) (PGA), poli(hidroxibutirato) (PHB),
poli(hidroxibutirato-co-hidroxivalerato) (PHBV), policaprolactona (PCL), entre outros
(ORÉFICE et al., 2006).
O fato de alguns polímeros serem mais afetados pela ação de micro-organismos se deve
à presença de funções orgânicas em suas cadeias alifáticas, mas é importante salientar que
esta ação depende do tipo de micro-organismos presente e condições do meio, além das
propriedades do polímero como morfologia, massa molar e cristalinidade (FRANCHETTI &
MARCONATO, 2006, ORÉFICE et al., 2006).
3.3 Poli(ácido láctico) – PLA
O poli (ácido láctico) (PLA) (Figura 1) é um poliéster alifático termoplástico e
biodegradável, derivado de fontes renováveis, considerado um material sustentável, e por isso

7
tem um papel central na substituição de polímeros derivados do petróleo para determinadas
aplicações (CASTRO-AGUIRRE et al., 2016).
Figura 1: Estrutura química do monômero do PLA.
Na área médica, o PLA é amplamente utilizado devido à sua biocompatibilidade com
o corpo humano, atuando em implantes reabsorvíveis, suturas cirúrgicas e dispositivos
médicos, além de liberação controlada de fármacos (CARDOSO, 2016, CASTRO-
AGUIRRE et al., 2016). Contudo, a evolução das técnicas de produção do PLA nos últimos
anos possibilitou a difusão do uso deste material também para as indústrias têxtil e de
embalagens, que passou a ser aplicado em fibras para roupas, embalagens de alimentos e
descartáveis, por exemplo (MURARIU & DUBOIS, 2016, SAINI et al., 2016).
Quanto às propriedades óticas, mecânicas, térmicas e de barreira, o PLA é
equivalente aos polímeros convencionais disponíveis comercialmente, como polipropileno
(PP), poli (tereftalato de etileno) (PET) e poliestireno (PS), o que possibilita aumentar sua
gama de aplicações comerciais (CARRASCO et al., 2010, CASTRO-AGUIRRE et al.,
2016).
Por outro lado, o PLA também tem suas limitações em suas propriedades físicas e
mecânicas, como baixa tenacidade, flexibilidade e resistência ao impacto, e para aprimorá-las
há pesquisas voltadas para modificação do PLA através de copolimerização, composição com
fibras ou nanopartículas e até preparação de blendas com outros polímeros (PEREIRA &
MORALES, 2014, SAINI et al., 2016).
Em geral, o PLA é sintetizado por policondensação direta do ácido láctico ou
polimerização por abertura do anel láctico (NAMPOOTHIRI et al., 2010)
O monômero que constitui o PLA é o ácido láctico, também conhecido como ácido 2-
hidroxipropiônico, que possui dois estereoisômeros, ácido L-láctico (PLLA) e ácido D-
láctico (PDLA), os quais possuem as mesmas propriedades físicas, exceto pelo PLLA girar

8
no sentido horário no plano de polarização, enquanto o PDLA gira no sentido anti-horário
(Figura 2: Estrutura química dos isômeros do ácido lácticoFigura 2).
Figura 2: Estrutura química dos isômeros do ácido láctico.
O PLA também pode ser obtido pela rota de abertura de anel de lactídeo e assim,
podem sem obtidas três formas estereoisômeras: L-lactídeo, D-lactídeo e meso-lactídeo
(poli(DL-lactídeo) -PDLLA) (Figura 3) (AVINC & KHODDAMI, 2009, NAMPOOTHIRI
et al., 2010).
Figura 3: Diferentes formas dos isômeros do lactídeo.
O PLA é um polímero helicoidal, com célula unitária ortorrômbica. As propriedades
do produto final produzido a partir desde polímero, como cristalinidade, propriedades
térmicas, mecânicas e de barreira são fortemente influenciadas por fatores como a
estereoquímica do polímero (razão dos componentes isômeros), temperatura de
processamento, tempo de resfriamento e massa molar. O PLA comercial é um copolímero de
PLLA e PDLA, sendo constituído em sua maior parte pelo isômero L (LIM et al., 2008,
AVINC & KHODDAMI, 2009, NAMPOOTHIRI et al., 2010, LASPRILLA et al., 2012).
É reportado na literatura que o PLA contendo mais de 90% de PLLA possui
propensão a ser cristalino e apresenta maior massa molar, sendo os valores de densidade para
o PLLA amorfo e cristalino de 1,248 g/mL e 1,290 g/mL, respectivamente. A temperatura de
transição vítrea pode variar em uma faixa de 55-70 ºC e a temperatura de fusão de 160 a
220ºC (GUPTA et al., 2007, AVINC & KHODDAMI, 2009).

9
A principal técnica para produção massiva de PLA de alto peso molecular consiste na
moldagem do polímero aquecido acima da sua temperatura de fusão e posterior resfriamento,
de modo a estabilizar suas dimensões finais. Este material pode ser processado por diferentes
processos de manufatura de termoplásticos como extrusão, moldagem por injeção, moldagem
por sopro, termoformagem, entre outros (CASTRO-AGUIRRE et al., 2016).
3.4 Poli(adipato de butileno-co-tereftalato)) – PBAT
O poli (adipato de butileno-co-terftalato) (PBAT) é um copoliéster alifático-aromático
à base de petróleo (GEORGIOPOULOS et al., 2014). Sua síntese se dá a partir do monômero
butanodiol, ácido adípico e ácido tereftálico (Figura 4).
Figura 4: Estrutura química do monômero do PBAT.
Sua relevância se deve ao fato de ser completamente biodegradável, flexível e
resistente, o que o torna adequado para aplicações como filmes plásticos e embalagens de
alimentos.
O PBAT pode ser misturado ao poli(ácido láctico) (PLA), visando melhoria nas
propriedades mecânicas. Sendo o PBAT um poliéster flexível e o PLA um polímero de alta
rigidez, a mistura (blenda) destes produz materiais flexíveis com rigidez reduzida
(GEORGIOPOULOS et al., 2014). O grupamento carbonila do PBAT torna este polímero
compatível com o PLA durante o processo de mistura por fusão (melt-blending). A mistura
com o PBAT reduz a fragilidade e retarda a cristalização do PLA. Esta blenda polimérica tem
recebido atenção significativa, devido à melhora nas propriedades mecânicas do PLA mesmo
a baixos teores de PBAT (SIGNORI et al., 2015, WANG et al., 2016, DHANDAPANI et al.,
2016, PAN et al., 2016)
PBAT exibe boas propriedades térmicas e mecânicas com uma concentração de ácido
tereftálico acima de 35% molar, sendo ao mesmo tempo altamente biodegradável com uma
concentração de fração aromática de 55% molar. Suas propriedades em tração se comparam

10
às do polietileno de baixa densidade (PEBD) devido à sua elevada massa molar e estrutura
molecular ramificada (MUTHURAJ et al., 2015, PAN et al., 2016).
3.5 Blenda PLA/PBAT
O PLA, dentre os polímeros biodegradáveis e sintetizados a partir de recursos
renováveis, tem se destacado devido à superioridade das suas propriedades em relação a
outros polímeros biodegradáveis, e semelhança com polímeros derivados do petróleo.
Contudo, ainda apresenta restrições quanto às suas propriedades térmicas, mecânicas e de
barreira, prejudicando sua atuação em setores industriais como agrícola e de suprimentos
alimentícios, que necessitam de produtos com rápida degradação. Assim, devido à
necessidade de melhoria nas propriedades mecânicas do PLA, tem sido reportada na literatura
a mistura do PLA com outros polímeros, constituindo uma blenda polimérica. Este é
considerado um modo simples e econômico de aperfeiçoar as propriedades do PLA, como a
taxa de cristalização, resistência ao impacto e flexibilidade, maximizando seus benefícios e
versatilidade (GEORGIOPOULOS et al., 2014, OZDEMIR et al., 2016, PHETWAROTAI
& AHT-ONG, 2016).
A blenda (mistura polimérica) de PBAT (produzido pela BASF sob o nome comercial
Ecoflex®) e PLA é comercializada pela BASF sob o nome comercial Ecovio
®, o qual possui
uma boa combinação de propriedades mecânicas com completa biodegradabilidade sendo,
em certas aplicações, um ótimo substituto de polímeros convencionais, como polietileno ou
poliestireno, por exemplo. Este material oferece possibilidades de aplicação versáteis, devido
a possuir um equilíbrio adequado entre flexibilidade e resistência (MOUSTAFA et al., 2017).
A gama de atuação abrange aplicações como sacos de lixo orgânico, sacos de compras ou
filmes de cobertura agrícola para redes de malha, filmes retráteis, cartão de papel revestido e
embalagem de espuma rígida, também podendo ser utilizado para dispositivos biomédicos e
compostagem industrial (SIEGENTHALER et al., 2012).
Devido à sua estrutura química especial, o Ecovio® pode ser biodegradado quando
compostado em usinas de compostagem, nas condições ideais de temperatura e umidade,
como: alta temperatura, alta umidade, teor de oxigênio definido – o processo de
biodegradação tem duração de apenas algumas semanas (BASF).
O Ecovio® é composto em 80% por recursos renováveis, sugerindo assim que o
conteúdo de PLA na mistura varia entre 70-80% em peso. No entanto, a composição química

11
exata da mistura, especialmente quanto aos aditivos, é confidencial (SIGNORI et al., 2015).
Há diferentes versões comerciais para esta blenda. Ecovio® T2308, por exemplo, pode ser
utilizado para extrusão de filme fundido e posterior termoformação, pois oferece maior
estabilidade térmica. Segundo o fabricante, também possui propriedades como alta
resistência ao impacto e boa processabilidade em linhas de extrusão, assim como boa
capacidade de impressão (BASF).
3.6 Impressão 3D
O primeiro processo de fabricação capaz de criar objetos tridimensionais camada por
camada utilizando CAD (computer-aided design) foi a prototipagem rápida (RP),
desenvolvida nos anos 80 para produzir moldes e partes de protótipos. Também chamada de
manufatura aditiva (AM) e conhecida popularmente como tecnologia de impressão 3D, esta
técnica produz a peça final adicionando material, ao contrário das técnicas convencionais de
processamento, como usinagem ou estampagem, que fabricam produtos por remoção de
material. Além disso, faz uso eficiente de matérias-primas, possibilitando a fabricação de
peças de alta complexidade geométrica com mínimo gasto de material. Através da
manufatura aditiva, um modelo computacional pode ser diretamente transformado em um
produto final, sem a necessidade de uso de moldes ou ferramentas de corte ( HUANG et al.,
2013, GROSS et al., 2014).
Em 1986, Charles Hull desenvolveu a primeira impressora 3D, que utilizava a técnica
de estereolitografia, e também o formato de arquivos .STL (Standard Tesselation Language)
derivado de um software CAD. No ano de 1990, Scott Crump patenteou a técnica de
modelagem por fusão e deposição (FDM – fused deposition modeling). Em 1993, Michael
Cima e Emanuel Sachs criaram o primeiro aparato denominado "Impressora 3D", o qual
podia imprimir peças de polímeros, cerâmicos e metais. Depois disso, muitas indústrias
desenvolveram impressoras 3D para aplicações comerciais (GROSS et al., 2014).
Os processos existentes de manufatura aditiva constroem e consolidam camadas
utilizando materiais poliméricos, cerâmicos e metálicos na forma líquida ou solução, sólida
na forma de filamentos poliméricos e compósitos ou na forma de pós. São estas algumas das
técnicas: estereolitografia (SLA), impressão a jato (inkjet printing), sinterização seletiva a
laser (SLS), fabricação de objetos por laminação (LOM – laminate objects manufacturing) e
modelagem por fusão e deposição (FDM – fused deposition modeling) deposição direta de

12
metal (DMD) e modelagem por fusão e deposição de cerâmicos (FDC – fused deposition
ceramics) (WONG & HERNANDEZ, 2012, GROSS et al., 2014, MOHAMED et al., 2015).
As técnicas de impressão 3D apresentam as principais etapas em comum: modelagem
digital da peça em arquivo CAD, escaneamento 3D ou tomografia, conversão do arquivo
CAD para o formato .STL e posterior fatiamento, determinação do padrão, criação do código
G e finalmente a impressão camada por camada da peça (Figura 5).
Figura 5: Pricipais etapas da tecnologia de impressão 3D.
Os modelos tridimensionais podem ser gerados em programas digitais CAD
(AutoCAD, Autodesk, SolidWorks), imagens obtidas por tomografia computadorizada (TC),
ressonância magnética (MRI) ou scanners 3D. Os dados obtidos são convertidos para o
formato .STL, o qual capta a informação de cada superfície do modelo 3D na forma de
seções triangulares, onde as coordenadas espaciais dos vértices são definidas e transmitidas à
impressora para fabricação do objeto. O software da impressora promove o fatiamento do
arquivo gerando o código G (G-code). Posteriormente, o código G é enviado para a
impressão de consecutivas camadas do material designado (GROSS et al., 2014).
A ampliação do uso da tecnologia de impressão 3D se deve às suas vantagens em
relação às técnicas de fabricação convencionais, como moldagem, injeção e extrusão, por
exemplo. Além da fabricação de peças em tempo reduzido e com menor custo, esta
tecnologia possui capacidade de produção de peças de alto grau de complexidade geométrica
e sem a necessidade de moldes; capacidade de obter diferentes texturas em uma mesma peça
e de utilizar múltiplos materiais em um mesmo modelo; facilidade de instalação em
ambientes não industriais, pois há no mercado opções de impressoras inclusive portáteis;
Modelagem digital da peça em arquivo CAD
Conversão do arquivo em .STL, fatiamento e criação do código G
Fabricação da peça, camada por camada

13
flexibilidade no controle dos parâmetros de processo e baixa geração de resíduos (WONG &
HERNANDEZ, 2012, GROSS et al., 2014).
A tecnologia de impressão 3D apresenta algumas limitações como menor resolução e
acabamento da peça final, derivada da natureza do software de corte (slicer) e do arquivo
CAD (GROSS et al., 2014).
A tecnologia de impressão 3D oferece novas oportunidades para a indústria de
transformação de plásticos ao desenvolver aplicações para produtos industriais de alta
tecnologia e de consumo, por exemplo, no setor automotivo e aeroespacial para a impressão
de protótipos de peças de automóveis e aviões, na arquitetura para a impressão de modelos
estruturais, na medicina e odontologia para a produção de modelos pré-cirúrgicos e protéticos
dentários, na indústria farmacêutica em sistemas de liberação de fármacos, na área biomédica
em arcabouços de tecidos e na indústria de bens de consumo para desenvolvimento de
protótipos. Ademais, pode ser amplamente utilizada em engenharia para produtos
personalizados, modelos funcionais e modelos conceituais (GROSS et al., 2014,
KRAWCZAK, 2015).
Dentre os principais materiais poliméricos aplicados a esta tecnologia, pode-se
destacar o poli(ácido lático) (PLA), poliamida (PA), poliestireno (PS), estireno-butadieno-
acrilonitrila (ABS) e o policarbonato (PC), além de materiais compósitos(GROSS et al.,
2014, MOHAMED, et al., 2015).
3.6.1 FDM (Fused deposition modeling)
A técnica de modelagem por fusão e deposição (FDM) é a mais utilizada entre as
técnicas de manufatura aditiva, pois possui alto potencial de fabricação de peças plásticas,
competindo com técnicas convencionais de processamento. Além disso, tem uma larga escala
de aplicação, da fabricação de protótipos a produtos finais das áreas aeronáutica e médica,
por exemplo.
No processo FDM, um filamento de polímero termoplástico adaptado a um carretel
passa por cilindros de pressão e é aquecido por uma unidade de controle de temperatura para
o estado semi-fundido e então extrudado por um bico de impressão que se move sobre uma
plataforma ajustável, depositando o material nos três eixos axiais (x, y, z), como mostrado na
Figura 6. A deposição se inicia no perímetro do objeto, seguido pelo preenchimento interno,
de modo que o material depositado se solidifique a temperatura ambiente, construindo

14
camada por camada um modelo tridimensional completo (GROSS et al., 2014, CARNEIRO
et al., 2015, WANG, J. et al., 2016).
Figura 6: Esquema de impressão 3D utilizando a técnica de FDM (Adaptado de
CARNEIRO et al.,2015).
As vantagens da técnica incluem o fato de a mesma ser altamente confiável, além de
requerer um baixo investimento inicial e possibilitar a utilização de materiais de baixo custo.
Os principais polímeros utilizados são o estireno-butadieno-acrilonitrila (ABS), poli(ácido
lático) (PLA), policarbonato (PC) e poliamida (PA). Além de polímeros convencionais,
podem ser usados polímeros reforçados com vidro, metais e cerâmicos. É possível operar a
técnica de FDM em ambientes sem condições especiais e em tempos curtos, principalmente
para peças de paredes finas; com pouco desperdício de material e é permitido o uso de
diferentes materiais ou cores no mesmo objeto ou camada, além de permitir fabricar objetos a
partir de vários tipos de materiais, conferindo maior controle ao usuário para fabricação de
dispositivos experimentais.
Em contrapartida, os materiais utilizados devem ter baixo ponto de fusão, as peças
podem apresentar defeitos de superfície como desnivelamentos resultantes do fatiamento
feito pelo software e do arquivo .STL e defeitos internos provenientes de heterogeneidades
no diâmetro do filamento e na densidade, que podem interferir no modo como o filamento é
extrudado pelo bico extrusor. No caso de as peças necessitarem de suportes para construção
de ressaltos, estas poderão ter o acabamento superficial prejudicado e aparência granulosa,
exigindo trabalho manual para melhoria estética das mesmas (GROSS et al., 2014,
CARNEIRO et al., 2015).

15
3.6.2 Parâmetros de Processamento
As condições de processamento da manufatura aditiva devem ser estabelecidas de
acordo com o material utilizado e sua aplicação. O sucesso na aplicação desta técnica
depende da seleção adequada dos parâmetros de processamento, pois estes possuem um papel
importante na qualidade das peças fabricadas, precisão dimensional, redução de desperdício
de material, aumento da produtividade e redução do tempo de produção e do custo. A técnica
de FDM pode ser considerada complexa sob o ponto de vista das dificuldades em determinar
uma combinação ótima de parâmetros, uma vez que são muitos e algumas vezes conflitantes.
Estes parâmetros irão influenciar diretamente na resistência mecânica e na qualidade das
peças fabricadas (LEE et al., 2005, LIM et al., 2008, CARNEIRO et al., 2015, MOHAMED
et al., 2015).
Na literatura, são relatados trabalhos para o controle e otimização de parâmetros em
peças fabricadas utilizando FDM em diferentes tipos de polímeros para melhorar as
propriedades mecânicas, mas o avanço tem sido lento devido à natureza complexa do
processo FDM e à inconsistente influência destes parâmetros do processo.
Na literatura, há muitos estudos que visam melhorar as propriedades mecânicas das
peças fabricadas quando sujeitas a carregamento estático, os quais relatam que é de suma
importância a seleção adequada dos parâmetros. A velocidade de varredura foi relatada como
o fator mais significativo para distorções de peças, seguido pela espessura de camada. Além
disso, as tensões residuais aumentam com a espessura de camada e com a largura da linha de
deposição, para pequenas extensões. Entre os principais parâmetros, também estão a
porosidade, o ângulo de varredura e a orientação de construção. Estudos revelaram que a
resistência das peças pode ser aumentada com a diminuição da porosidade e orientação de
construção e com aumento no ângulo de preenchimento (COLE et al., 2016, MOHAMED et
al., 2016).
Onwubolu e Rayegani (2014) analisaram o efeito da orientação de construção, ângulo
de fabricação, largura do filamento de arraste e fração volumétrica de air gaps na resistência
à tração de peças de ABS. Os resultados indicaram que a resistência das peças melhorou com
a diminuição da fração volumétrica de air gaps e da orientação de construção e aumento do
ângulo de fabricação. Estudos em peças de poli(ácido láctico) (PLA) fabricadas por FDM
foram feitos por Torres et al (2016). Os autores examinaram o efeito da temperatura,
velocidade de impressão, direção de preenchimento, densidade de preenchimento e espessura
de camada na rigidez, resistência e ductilidade usando o método de Taguchi de planejamento

16
de experimentos. Eles observaram que as mudanças nos parâmetros FDM têm grande
influência nas propriedades mecânicas. Durgun e Ertan (2014) relataram como as peças de
estireno-butadieno-acrilonitrila (ABS) construídas por FDM com diferentes orientações de
camada e ângulos de varredura influenciam a rugosidade superficial, resistência à tração e
resistência à flexão. Esta pesquisa mostrou que a orientação de construção da peça tem maior
efeito sobre a rugosidade superficial e desempenho mecânico do que o ângulo de fabricação.
Segue uma breve descrição sobre os principais parâmetros encontrados na literatura
(Figura 7):
- Orientação de construção (build orientation) – se refere à maneira como a peça é
orientada sobre a plataforma na qual a mesma é construída, em relação aos eixos X,
Y, Z.
- Espessura de camada (layer thickness) – espessura da camada depositada pelo bico
extrusor da impressora, a qual depende do material utilizado e do diâmetro da ponta
do bocal.
- Lacuna de ar (air gap) – refere-se à lacuna entre caminhos adjacentes em uma
mesma camada.
- Ângulo de arraste / fabricação (raster angle) – ângulo padrão de arraste em relação
ao eixo X da camada inferior da peça. Tipicamente, está entre 0º a 90º.
- Largura do filamento de arraste (raster width) – largura do filamento que preenche
a peça, também determinada pelo diâmetro da ponta do bocal.
- Largura do contorno (contour width) – largura do contorno que circunda a peça.
- Número de contornos – total de contornos internos e externos necessários para a
construção da peça. Contornos adicionais podem reforçar as paredes do perímetro.
- Lacuna de ar entre os contornos – espaço entre os contornos definidos para a peça.
- Lacunas de ar entre o perímetro e os filamentos de deposição – espaço
remanescente entre o contorno mais interno à peça e o filamento de preenchimento da
peça (MOHAMED, OMAR A. et al., 2015).

17
Figura 7: Parâmetros de processo da técnica FDM (Adaptado de MOHAMED et al,
2015).
Além destes parâmetros determinantes e inerentes à técnica de FDM, há outros
parâmetros importantes, definidos pelo software Slic3r®, utilizado para fatiar o arquivo .STL
e produzir o G-code:
- Velocidade de impressão – velocidade de deposição e construção da peça.
- Densidade de enchimento – define a quantidade de material que será depositada para
o preenchimento da peça. A escolha de um padrão de preenchimento dependerá do
tipo de modelo, da resistência estrutural desejada, da velocidade de impressão e da
especificação desejada da peça.
- Espessura da primeira camada – espessura com que a camada base da peça é
depositada influencia diretamente na aderência da peça com a plataforma.
- Espessura de camada – espessura das camadas seguintes da peça influencia
diretamente na qualidade das peças produzidas. (http://manual.slic3r.org/)
Embora os parâmetros de processamento tenham impacto muito significativo na
resistência final da peça, também é importante considerar a relação entre o processo de
adesão entre as camadas da peça e a resistência mecânica final, parâmetros com dependência
direta. Esta avaliação pode ser feita verificando a adesão que ocorre durante a construção da
peça, num processo conhecido como sinterização polimérica. Este processo ocorre através de
fluxo viscoso e difusão molecular de cadeias poliméricas através da interface entre duas
seções esféricas, até serem randomizadas, como ilustrado para filamentos de raio a e
comprimento de pescoço 2y na Figura 8 (TURNER et al., 2014).

18
Figura 8: Esquema da sinterização polimérica entre os filamentos (Adaptado de
(TURNER et al., 2014).
3.7 Planejamento de Experimentos
O planejamento experimental pode ser representado por um conjunto de ensaios
estipulado com critérios científicos e estatísticos, com o objetivo de determinar a influência
de diversas variáveis independentes nos resultados de um dado sistema ou
processo(CALADO & MONTGOMERY, 2003).
As variáveis estudadas nesta técnica podem ser alteradas simultaneamente em seus
diferentes níveis (valores que a variável pode assumir) por meio de um planejamento de
experimentos. Assim, é possível avaliar quais das variáveis e interações entre elas são
realmente importantes para obtenção da tendência ou otimização da resposta em um
determinado sistema. O uso do planejamento fatorial traz consigo a vantagem de fornecer
informações com significância estatística comprovada, normalmente com 95% de
confiança(CALADO & MONTGOMERY, 2003).
O planejamento experimental permite a redução da variação de um processo, redução
do tempo e custo operacional, melhoria do rendimento, seleção de parâmetros otimizados que
melhorem o desempenho de um determinado produto ou processo, entre outras vantagens.
Os planejamentos fatoriais são desenvolvidos por meio da escolha criteriosa das
variáveis e de seus respectivos níveis que podem influenciar em um determinado sistema. Em

19
modelos planejados simples, as variáveis assumem no máximo dois níveis denominados alto
(codificado com o sinal +) e baixo (codificado com o sinal -), que correspondem aos valores
limites dos fatores no sistema em estudo. Há a possibilidade de um terceiro nível que seria
um ponto entre os limites superior e inferior do plano comumente denominado de ponto
central e codificado como 0 (CALADO & MONTGOMERY, 2003).
A técnica de Planejamento Fatorial 2k é utilizada – onde 2 significa o número de
níveis empregados no planejamento e k, o número de fatores. O planejamento fatorial 2k cria
um modelo linear que inclui os efeitos principais e as interações dos fatores independentes
(aqueles que se deseja analisar o efeito) na resposta, que é chamada de variável dependente.
Esse tipo de planejamento é especialmente utilizado nos estágios iniciais de um trabalho
experimental, quando se tem muitas variáveis para investigar. Com ele, um menor número de
experimentos com os k fatores podem ser realizados em um planejamento fatorial completo e
é possível analisar as interações dos fatores (CALADO & MONTGOMERY, 2003).
Frequentemente, a tendência ou otimização de respostas em planejamentos fatoriais é
obtida empregando-se a metodologia de superfície de resposta. São obtidos modelos que
expressam a relação entre as variáveis independente e dependente, e representam a superfície
de resposta dentro das condições estudadas (CALADO & MONTGOMERY, 2003).
A análise de variância (ANOVA) fornece a significância estatística dos efeitos das
variáveis independentes sobre a resposta que está sendo estudada. A coluna F na tabela
Anova representa o teste Fisher. Primeiro deve-se apresentar o significado do teste de
hipóteses, onde são feitos duas considerações (CALADO & MONTGOMERY, 2003).
1. Admitir que não há diferença entre dois sistemas, hipótese nula ou H0;
2. Admitir que existe alguma diferença entre os sistemas, hipótese alternativa ou H1.
O nível de significância (α) representa a probabilidade de estar errado. Por exemplo,
um α de 0,05 significa que existe apenas 5% de chance de cometer um erro ao assumir que
H0 é falsa, quando na realidade for verdadeira, condição em que α=0,05. Ao rejeitar H0, tem-
se que ao menos uma variável independente contribui significativamente para o modelo.
Logo, o teste F (Fisher) tem como objetivo validar a hipótese H0 (CALADO &
MONTGOMERY, 2003).
O coeficiente de determinação (R²) exprime a relação da variável de resposta com um
ou mais fatores. Porém, o coeficiente de determinação ajustado (R2
aj) representa o número de
variáveis do modelo. Quanto mais próximo de 1 o R2aj for, maior o número de parâmetros

20
relacionados aos efeitos significativamente estatísticos (CALADO & MONTGOMERY,
2003).
A significância estatística dos efeitos é mais facilmente analisada pelo valor do nível
p. O valor p representa a probabilidade de erro que envolve em aceitar os valores observados
como válidos. Para identificar que um fator influencia estatisticamente na resposta analisada,
seu valor p deve ser menor ou igual a 0,05, o que garante 95% de probabilidade em afirmar a
influência da variável na resposta. Valores de p entre 0,05 e 1,00 são considerados
marginalmente significativos (CALADO & MONTGOMERY, 2003).
A pesquisa consistiu em planejar o experimento e avaliar a influência de três fatores
(variáveis) na fabricação de peças usadas como corpos de prova para ensaio de flexão em três
pontos. As três variáveis foram: espessura de camada (EC), velocidade de impressão (VI) e
ângulo de impressão (AI).

21
4 Materiais e Métodos
4.1 Materiais
Para a fabricação dos filamentos, foi utilizada a blenda polimérica comercial Ecovio
®
T 2308 (Lote: 40462516K0), composto pelo poliéster biodegradável Ecoflex® (poli(adipato
de butileno-co-terftalato) (PBAT)) e por 80% de recursos renováveis provenientes de
poli(ácido lático) (PLA), fabricado pela BASF (Tabela 1).
Tabela 1: Propriedades do Ecovio® T 2308 (BASF S/A)
Propriedades Valores
Densidade (g/cm3) 1,24-1,26
MVR* 190°C, 5kg (ml/10min) 7,5-11,5
Temperatura de transição vítrea (°C) 55
Temperatura de fusão (°C) 140-155
Temperatura de cristalização (°C) 110-120
Transmissão Opaco
Módulo de Tração (MPa) (ISO 527) 2,680 / 2,240
Resistência à Tração (MPa) (ISO 527) 56 / 40
Resistência Máxima (MPa) (ISO 527) 27 / 20
Alongamento na Ruptura (%) (ISO 527) 56 / 38
*Taxa volumétrica de vazão de fundido (Melt Volume-Flow Rate)
4.2 Métodos
4.2.1 Fabricação de filamentos de Ecovio® por extrusão
O Ecovio® na forma de pellets foi seco em estufa por 1h à temperatura de 100°C e
posteriormente resfriado em dissecador por 20 minutos. O Ecovio® foi alimentado em uma
minextrusora (Ax Plásticos – MOD: AX 16) (Figura 9), para fabricação de filamentos. No
processamento foi utilizada a velocidade da rosca de 20 rpm e a velocidade do bobinador foi
ajustada em 35rpm, com o perfil de temperatura de 170/180/190°C. Os filamentos foram
produzidos com diâmetro médio de aproximadamente 1,75mm.

22
Figura 9: Miniextrusora AX Plásticos (MOD: AX 16).
4.2.2 Modelagem digital dos corpos de prova
Os modelos computacionais no formato CAD foram produzidos utilizando o software
SolidWorks®. Para o teste de flexão foram confeccionados corpos de prova retangulares (63,5
x 12,7 x 3,2mm) de acordo com a norma ASTM D 790 (2016) – “Standard Test Methods for
Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating
Materials”. Para o teste de porosidade (air gap) foram confeccionados corpos de prova nas
dimensões 12 x 9,5 x 3,5mm.
4.2.3 Planejamento de Experimentos
Para a observação da influência dos parâmetros de impressão (espessura de camada
(EC), velocidade de impressão (VI) e ângulo de impressão (AI)) nas propriedades de flexão e
fração volumétrica de air gap dos corpos de prova de ECOVIO® fabricados por FDM, a fim
de alcançar o melhor modelo de fabricação, foi desenvolvido um planejamento experimental
2³ completo, com três pontos centrais. A Tabela 2 apresenta as variáveis independentes e os
níveis utilizados no planejamento. Os valores utilizados foram baseados nas condições
padrão da impressora.
Banho de
resfriamento
Alimentador
Bobinador

23
Tabela 2: Planejamento experimental completo 2³ com os parâmetros espessura de
camada, velocidade de impressão e ângulo de impressão conforme os níveis -1, 0 e +1.
Parâmetros Níveis
-1 0 +1
Espessura de camada (mm) 0,10 0,225 0,35
Velocidade de impressão (mm/min) 40 60 80
Ângulo de impressão (º) 45 67,5 90
A Erro! Fonte de referência não encontrada. apresenta o planejamento
experimental completo, com o arranjo das variáveis independentes de cada amostra, dispondo
de 11 combinações de parâmetros de processamento, sendo que três delas se repetem em
iguais, pontos centrais, para o cálculo do erro experimental.
Tabela 3: Condições experimentais utilizadas no planejamento experimental, com
variáveis codificadas e reais.
Amostras
Variáveis
Codificadas
Variáveis
Reais
EC (mm) VI (mm/min) AI (º) EC (mm) VI (mm/min) AI (º)
01 -1 -1 -1 0,10 40 45
02 +1 -1 -1 0,35 40 40
03 -1 +1 -1 0,10 80 45
04 +1 +1 -1 0,35 80 45
05 -1 -1 +1 0,10 40 90
06 +1 -1 +1 0,35 40 90
07 -1 +1 +1 0,10 80 90
08 +1 +1 +1 0,35 80 90
09 0 0 0 0,225 60 67,5
10 0 0 0 0,225 60 67,5
11 0 0 0 0,225 60 67,5
Foram realizados os ensaios de flexão em três pontos e air gap de todas as amostras
impressas por FDM como resposta ao planejamento experimental. Os ensaios executados
foram estudados por meio de análise de variância (ANOVA) por meio do programa

24
statistica® 10. Os gráficos e tabelas encontram-se com os títulos em inglês, uma vez que
foram gerados do programa.
4.2.4 Produção das peças por FDM
Após a geração do código G pelo programa Slic3r
®, as peças foram produzidas com
densidade ajustada no software para 100%, a partir de filamentos fabricados de Ecovio®
(BASF) em uma impressora 3D Cloner (Microbrás, Brasil). A temperatura de extrusão no
bico de impressão foi ajustada em 220°C. Os corpos de prova para ensaio de flexão foram
fabricados de acordo com a matriz gerada no planejamento de experimentos.
4.2.5 Produção dos corpos de prova por Injeção
Foram fabricados por injeção cinco corpos de prova para ensaio de flexão em três
pontos a fim de comparar as propriedades mecânicas dos mesmos com as peças fabricadas
por modelagem por fusão e deposição. Os corpos de prova foram moldados por injeção em
uma máquina de injeção semi-industrial (modelo Battenfeld™ Plus) com razão L/D igual a
15, do Laboratório de Tecnologia de Materiais Poliméricos (LAMAP) do INT, segundo a
norma ASTM D 790 (2016) – “Standard Test Methods for Flexural Properties of
Unreinforced and Reinforced Plastics and Electrical Insulating Materials”. Os parâmetros de
injeção são mostrados na Tabela 4.
Tabela 4: Parâmetros de injeção do PLA/PBAT
Parâmetros de Injeção
Temperatura das Zonas (ºC) 190 / 180 / 170
Pressão (MPa) 13
Velocidade (rpm) 50 – 70
Temperatura do Molde (ºC) 25 (com circulação de água)
Pressão de Recalque (MPa) 9
Pressão de Fechamento de Molde (MPa) 11
Tempo de Resfriamento do Molde (s) 30

25
No processo de moldagem por injeção, o polímero é extrusado e em seguida injetado,
pela própria rosca da extrusora, nas cavidades de um molde. Quando o molde se fecha, o
bocal é aberto e a rosca avança, injetando o polímero fundido na cavidade do molde. Uma
vez que o polímero contrai durante o resfriamento, o parafuso é mantido na posição de
injeção, mantendo a pressão estável, e então o bocal é fechado para que o parafuso comece a
retrair. O tempo de resfriamento deve ser suficiente para produzir peças estáveis e o tempo de
ciclo da peça durante a injeção é extremamente importante para controlar a retração das
mesmas, evitando que sejam fragilizadas. Além disso, para evitar uma redução excessiva de
tamanho, os parâmetros de processamento tais como a temperatura do molde, a pressão de
empacotamento, a taxa de resfriamento e o tratamento pós-resfriamento do molde devem ser
adequadamente controlados (CASTRO-AGUIRRE et al., 2016).
4.2.6 Cromatografia por Permeação em Gel (GPC)
As médias e a distribuição de pesos moleculares das amostras de PLA virgem, após
extrusão e impressão foram obtidas através da técnica de cromatografia líquida por
permeação em gel (GPC). As medições foram realizadas utilizando um cromatógrafo Agilent
com uma coluna linear de polímero a 25°C, pertencente ao Laboratório de Catálise para
Polimerização, Reciclagem e Polímeros Biodegradáveis (LCPRB), do IMA/UFRJ. Utilizou-
se clorofórmio como solvente e o caudal foi de 1,0 mL/min com um volume de injeção de 20
μm.
4.2.7 Análise Termogravimétrica (TGA)
Esta análise foi realizada com o intuito de observar mudanças na estabilidade térmica
do Ecovio® após os processos de extrusão e impressão. Para a análise, foram utilizadas
amostras com massa em torno de 9 a 15mg. A análise foi realizada sob atmosfera de
nitrogênio (N2) com uma taxa de aquecimento de 10ºC/min até 800ºC. Foi utilizado o
analisador termogravimétrico Shimadzu (modelo TGA-50).

26
4.2.8 Calorimetria Diferencial de Varredura (DSC)
O experimento de DSC foi realizado em um DSC 8000 Differential Scanning
Calorimeter (PerkinElmer), sob atmosfera de N2. As análises foram realizadas em dois ciclos
de aquecimento e um resfriamento. No primeiro ciclo de aquecimento, as amostras foram
aquecidas de 40°C até 210°C a uma taxa de 10°C/min, a fim de verificar a história térmica da
amostra. Em seguida, foi realizado um resfriamento rápido a uma taxa de 150°C/min até
40°C. O segundo ciclo de aquecimento foi conduzido com as mesmas condições do primeiro
ciclo. A partir da curva do segundo ciclo de aquecimento foi possível obter a temperatura de
cristalização (Tc) e a temperatura de fusão (Tf), além da entalpia de fusão (ΔHf) e de
cristalização (ΔHc). A temperatura de transição vítrea (Tg) não foi observada. A massa de
cada amostra variou entre 6 e 8 mg, aproximadamente.
4.2.9 Determinação da fração volumétrica de Air gap
Para a determinação da densidade, foi utilizada balança hidrostática, de forma a obter
a massa real e a massa aparente das peças. A densidade do etanol foi determinada 0,79 g/cm3,
de acordo com as condições de temperatura do ambiente. Estes valores foram aplicados à
Equação 1, sendo Wseco a massa referente ao corpo seco, Wmolhado a massa referente ao corpo
imerso em etanol e ρetanol a densidade do etanol na temperatura de execução do experimento.
Equação 1
A partir das dimensões das amostras, foi possível determinar o volume real (Vreal) dos
corpos de prova, utilizando a Equação 2:
Equação 2

27
A fração volumétrica de air gap é dada através da relação entre o volume real e o
volume de vazios do corpo de prova. A Equação 3 fornece o volume de air gaps presentes no
corpo:
Equação 3
Assim, a porosidade aparente pode ser determinada de acordo com a Equação 4:
Equação 4
4.2.10 Ensaio de flexão em três pontos
Este ensaio foi realizado para avaliação da influência dos parâmetros de impressão
planejados nas propriedades de flexão das peças de Ecovio® fabricadas por FDM. Além
disso, corpos de prova fabricados por injeção nas mesmas medidas, também foram ensaiados
para a comparação das propriedades de flexão dos mesmos com as peças de flexão impressas.
O ensaio de flexão em três pontos foi executado segundo a norma ASTM D 790
(2016) – “Standard Test Methods for Flexural Properties of Unreinforced and Reinforced
Plastics and Electrical Insulating Materials”.
Os ensaios foram realizados em corpos de prova de dimensões 63,5 x 12,7 x 3,2 mm,
em máquina universal EMIC, modelo DL 3000, utilizando célula de carga de 1kN do
Laboratório de Tecnologia de Materiais Poliméricos (LAMAP) do INT. Foi adotado o
Procedimento A, descrito na norma, com velocidade de avanço do travessão de 1,3 mm/min,
distância entre apoios de 54,4 mm, temperatura de 23 ± 5ºC e umidade relativa de 50 ± 0,5
%. O módulo elástico foi determinado entre 1% e 2% de deformação. Os resultados foram
obtidos nos corpos de prova impressos a partir do planejamento de experimentos e nos corpos
de prova injetados a partir da média de cinco corpos de prova.

28
4.2.11 Microscopia Eletrônica de Varredura (MEV)
Para a avaliação da morfologia da região de fratura dos corpos de prova impressos e
injetados, foi utilizado o microscópio eletrônico de varredura JEOL (modelo JSM 6460 LV),
pertencente ao Laboratório Multiusuário de Microscopia Eletrônica do
POEMM/COPPE/UFRJ. O ensaio foi realizado com o intuito de avaliar a densidade e adesão
dos filamentos nas peças fabricadas.

29
5 Resultados e Discussões
5.1 Cromatografia de Permeação em Gel (GPC)
A Tabela 5 apresenta os valores de massa molar numérica média (Mn), massa molar
ponderal média (Mw) e de polidispersão (Mw/Mn) para as amostras de Ecovio® v (virgem),
Ecovio® ext (extrudado) e Ecovio
® imp (impresso).
A partir do processo de extrusão ocorreu a quebra das cadeias dos polímeros e,
consequentemente, aumento no número de cadeias. Estes resultados podem ser comprovados
pela redução do valor de Mw e aumento no valor de Mn, respectivamente.
Após o processo de impressão, houve um aumento na polidispersão, o que significa que
a distribuição de massa molar aumentou. Assim, sugere-se que após este processo, o material
passou a ter maior número de cadeias com tamanhos diferentes. O Ecovio® mostrou-se,
então, bastante sensível à degradação termomecânica resultante do processamento, apesar de
ter sido empregado um grade adequado para extrusão.
Tabela 5: Valores de massa molar e polidispersão das amostras de Ecovio
® v, ext e imp.
Amostra Mn (g/mol) Mw (g/mol) Polidispersão
(Mw/Mn)
Ecovio® v 112.133 223.454 1.99
Ecovio® ext 117.503 202.507 1.72
Ecovio®
imp 84.290 185.461 2.20
5.2 Análise Termogravimétrica (TGA)
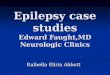
A Figura 10 apresenta as curvas de TGA para as amostras de Ecovio®, Ecovio
® ext e
Ecovio® imp. Foi observado o mesmo padrão de decomposição para todas as amostras. Sendo
assim, apesar da redução de massa molar, possivelmente não houve alteração da estabilidade
térmica do material durante o processamento por extrusão e na fabricação dos corpos de
prova por modelagem por fusão e deposição.

30
Por meio das curvas, observou-se que o material sofreu completa decomposição na
faixa de 300-500°C, com temperatura de início de decomposição (Tonset) em torno de 350°C,
referente à blenda polimérica PLA/PBAT.
Figura 10: Gráfico TGA das amostras de Ecovio®, Ecovio
®_ext e Ecovio
®_imp.
5.3 Calorimetria Diferencial de Varredura (DSC)
Nesta análise foi possível analisar o efeito da modelagem por fusão e deposição na
temperatura de fusão e na entalpia de fusão do Ecovio®.
A curva verde na Figura 11 e na Figura 12 retrata o primeiro aquecimento, realizado
com o objetivo de verificar a história térmica do material. Após o 1º aquecimento, as
amostras foram resfriadas rapidamente, de modo a evitar a cristalização nesta etapa.
A partir das curvas DSC relativas ao 2º aquecimento (curvas em vermelho), é possível
obter a entalpia de fusão (ΔHf) e as temperaturas de transição vítrea (Tg) e de fusão (Tf) das
amostras, conforme exibido na Tabela 6.
A partir destes dados, observa-se que as temperaturas de fusão apresentadas pelas
amostras foram semelhantes, o que significa que os cristais são semelhantes em qualidade e
fundem à mesma temperatura. No material impresso, contudo, o pico de fusão apresenta
maior entalpia de fusão. Assim, provavelmente houve quebra de cadeias devido à energia
fornecida pelo processo de extrusão e/ou de impressão, conforme mostrado nos resultados de

31
GPC, facilitando a reorganização das cadeias e consequentemente possibilitando a formação
de cristais no segundo aquecimento.
Figura 11: Gráfico DSC da amostra de Ecovio
® virgem (1º aquecimento: verde; 2º
aquecimento: vermelho).

32
Figura 12: Gráfico DSC da amostra de Ecovio® impresso (1º aquecimento: verde; 2º
aquecimento: vermelho).
Tabela 6: Transições térmicas obtidas nas curvas do 2º aquecimento do DSC.
Amostra Tg (°C) Tf (°C) ΔHf (J/g)
Ecovio® virgem 58,90°C 150,18 1,21
Ecovio®
impresso 58,89°C 149,10 10,32
5.4 Avaliação do efeito dos parâmetros experimentais – fração
volumétrica de Air gap
A Tabela 7 apresenta os resultados experimentais do ensaio da fração volumétrica de
air gap para os corpos de prova em todas as combinações definidas pelo planejamento
fatorial 23 + 3PC.

33
Tabela 7: Resultado da avaliação de parâmetros experimentais – fração volumétrica de
air gap.
Amostras EC (mm) VI (mm/min) AI (º)
Fração
volumétrica de
air gap (%)
01 -1 -1 -1 18,41
02 +1 -1 -1 20,32
03 -1 +1 -1 35,39
04 +1 +1 -1 30,63
05 -1 -1 +1 32,34
06 +1 -1 +1 33,32
07 -1 +1 +1 31,94
08 +1 +1 +1 6,82
09 0 0 0 32,05
10 0 0 0 30,54
11 0 0 0 33,16
Primeiramente, o modelo 3-way interactions foi escolhido, pois, desta forma, foi
possível analisar a influência de cada variável e da interação entre duas e três variáveis na
resposta, tornando a avaliação do planejamento mais completa. Foi escolhido com a opção de
Pure Error – a fim de analisar somente o erro do experimento, e não o do modelo –
empregando um nível de confiança de 95%.
No planejamento experimental, primeiramente avaliou-se se não há tendência nos
erros por meio do diagrama de valores residuais e valores preditos apresentado na Figura 13
para a resposta fração volumétrica de air gap.

34
Figura 13: Diagrama de valores residuais versus valores preditos de fração volumétrica
de air gap.
Observando a Figura 13, os valores preditos estão dispersos aleatoriamente no
diagrama conforme os valores residuais e não apresentam tendências, significando que as
análises podem ser prosseguidas.
A Figura 14 apresenta o diagrama de Pareto para verificação da influência das
variáveis independentes avaliadas de forma prática sobre a variável de resposta fração
volumétrica de air gap.
Figura 14: Diagrama de Pareto para a variável fração volumétrica de air gap.

35
Conforme pode ser observado no diagrama de Pareto (Figura 14), foram significativos
os valores de p menor do que 0,05 somente para a variável independente espessura de
camada (EC). Além disso, a curvatura e as interações entre todas as variáveis independentes
estudadas mostraram efeito significativo na fração volumétrica de air gap das peças
produzidas.
A tabela de análise de variância (ANOVA) para a resposta fração volumétrica de air
gap (Tabela 8) foi gerada para uma observação mais detalhada da significância estatística dos
efeitos. Os valores em vermelho representam os resultados das variáveis com influência
significativa na resposta estudada.
Tabela 8: Tabela ANOVA para a resposta fração volumétrica de air gap com R² = 0,
9955.
Fator SQ df MQ F p
Curvatura 72,6369 1 72,6369 41,8842 0,023053
(1)EC 91,1416 1 91,1416 52,5545 0,018501
(2)VI 0,0189 1 0,0189 0,0109 0,926331
(3)AI 0,0134 1 0,0134 0,0077 0,937911
1 by 2 134,2640 1 134,2640 77,4199 0,012672
1 by 3 56,6586 1 56,6586 32,6707 0,029271
2 by 3 367,1312 1 367,1312 211,6968 0,004691
1*2*3 47,2631 1 47,2631 27,2530 0,034790
Erro Puro 3,4685 2 1,7342
SQ Total 772,5961 10
Conforme pode ser observada na Tabela 8, O R² foi igual a 0,9955, indicando que
0,45 % das respostas não são explicadas pelo modelo. Já o R²aj foi de 0,9775 e sendo assim,
pode-se dizer que o modelo está bem ajustado, indicando que o modelo linear descreve
satisfatoriamente o comportamento experimental da influência dos parâmetros de processo
(EC, VI e AI) sobre a variável fração volumétrica de air gap. Observou-se a influência da
variável espessura de camada e das combinações das variáveis na fração volumétrica de air
gap. Porém, não foi verificado o efeito individual das variáveis velocidade e ângulo de
impressão. Deste modo, poderia se repetir a análise de variância (ANOVA) excluindo-se as
variáveis que não foram significativas e assim observar a falta de ajuste no modelo por meio
do R²aj. No entanto, houve significância das interações entre as variáveis impedindo a
exclusão dessas variáveis não significativas.

36
Posteriormente, a análise de regressão foi empregada para estimar os efeitos e avaliar
a significância estatística das variáveis independentes (espessura de camada, velocidade de
impressão e ângulo de impressão) suas respectivas interações sobre a resposta air gap, além
de fornecer condições de avaliação do modelo e da falta de ajuste.
A tabela de efeitos para o modelo é apresentada na Tabela 9:
Tabela 9: Tabela de efeitos para o modelo de regressão da resposta air gap.
Fator Coeficiente Erro padrão Efeito t(2) p
Interação média 26,15173 0,465595 26,1517 56,1684 0,000317
Curvatura 5,76991 1,783094 11,5398 6,4718 0,023053
(1)EC -3,37531 0,931190 -6,7506 -7,2494 0,018501
(2)VI 0,04864 0,931190 0,0973 0,1045 0,926331
(3)AI -0,04096 0,931190 -0,0819 -0,0880 0,937911
1 by 2 -4,09671 0,931190 -8,1934 -8,7989 0,012672
1 by 3 -2,66126 0,931190 -5,3225 -5,7158 0,029271
2 by 3 -6,77432 0,931190 -13,5486 -14,5498 0,004691
1*2*3 -2,43061 0,931190 -4,8612 -5,2204 0,034790
A partir da Tabela 9, pode-se obter os coeficientes de regressão das variáveis
escalonadas, que dão origem à equação do modelo de regressão para a variável de resposta
air gap, AG (%), representado pela Equação 6, onde o coeficiente de interação médio (26,15)
representa a média global de fração volumétrica de air gap. Os coeficientes positivos indicam
que o efeito do termo é diretamente proporcional na variável de resposta e, coeficientes
negativos, que é inversamente proporcional. Quanto maior o valor do coeficiente, maior sua
influência na variável de reposta.
Equação 5
Nota-se que os efeitos com maiores valores são dos fatores que apresentam maior
significância estatística (p<0,05). Se o efeito é negativo, a variável de resposta diminui com
seu aumento e, para valores positivos, aumenta.
Os gráficos de superfície e de curvas de nível estão apresentados na Figura 15 (a) e
(b). Os gráficos foram feitos considerando a relação entre os fatores espessura de camada

37
(EC) e ângulo de impressão (AI), mantendo fixo a velocidade de impressão (VI) no nível
máximo (80 mm/min) e curvatura em 0.
Figura 15: Gráfico: a) de superfície; b) das curvas de nível.
A partir do gráfico de superfície observou-se maiores valores da resposta fração
volumétrica de air gap para valores mínimos de EC e de AI e menores valores da resposta
para valores altos de AI e altos de EC. O gráfico mostrou a suposta condição de mínimo de
air gap através da região verde do gráfico, dentro da faixa de trabalho estudada para
espessura de camada. Já para o ângulo de impressão, supõe-se que uma extensão do ângulo
de impressão para um valor aproximado de 100º poderia levar à obtenção de uma peça
totalmente densa. Essas condições apresentadas possivelmente seriam ideais para a melhor
adesão entre as camadas da peça e consequentemente, para um número de vazios irrelevante.
Dessa forma, é esperado que as peças apresentem maior resistência mecânica.
O gráfico de curvas de nível apresenta a resposta fração volumétrica de air gap a
partir das cores, de acordo com a legenda. As mesmas observações feitas para o gráfico de
superfície podem ser feitas para o gráfico de curvas de nível. Porém, ficou mais evidente que
AI não influencia a resposta fração volumétrica de air gap, mas que a interação de EC*AI
apresentou a tendência à obtenção de menores valores de air gap.
Os gráficos de interação (Figura 16) representam a interação 3-way interactions entre
os fatores. Estes gráficos facilitam a interpretação dos efeitos apresentados e discutidos
acima.

38
Figura 16: Gráficos de interação entre espessura de camada, velocidade de impressão e
ângulo de impressão.
Pode-se observar no gráfico à esquerda na Figura 16 que, ao fixar AI no nível baixo, a
variável dependente air gap aumenta bastante quando VI passa do nível baixo para o alto em
ambos os níveis de EC. Como as retas se cruzam, evidenciou uma interação significativa
entre estes fatores para o nível baixo de ângulo de impressão (AI), que é a condição de
maiores valores de air gap em porcentagem, 35%, aproximadamente.
No gráfico à direita da Figura 16, AI foi fixado no nível alto, e foi possível verificar
que o aumento do nível baixo para o alto de VI resultou na redução mais pronunciada da
fração volumétrica de air gap quando maiores valores de EC foram utilizados. Logo, pode-se
concluir a partir do gráfico de interação que, para obtenção de valores mais baixos da
variável de resposta air gap, devem-se utilizar AI em seu nível alto (90º), com VI no nível
alto (80 mm/min) e EC também em seu nível alto (0,35mm).
Esse resultado não era esperado, pois a utilização de espessura de camada em menores
valores levaria a fabricação do corpo de prova com mais camadas para seu total
preenchimento e então, maior seria a difusão das moléculas na sinterização e
consequentemente menor a fração volumétrica de vazios (air gaps). O mesmo aconteceria
com a velocidade de impressão. Utilizando-se velocidades menores, maior seria o tempo para
a adesão das camadas até a camada posterior ser depositada. Sendo assim, menor seria o
número de vazios. Isso pode ter ocorrido, possivelmente, devido ao valor de air gap
encontrado experimentalmente para a amostra 8. Este valor pode ser interpretado como um

39
possível outlier. Uma maneira de contornar este problema seria fazer a repetição desta
amostra ou incluir réplicas no experimento.
5.5 Avaliação dos parâmetros experimentais - Ensaio de flexão em três
pontos
A Tabela 10: Resultado do ensaio de flexão em três pontosTabela 10 apresenta os
resultados experimentais do teste de flexão para os corpos de prova em todas as combinações
definidas pelo planejamento fatorial 23 + 3PC.
Tabela 10: Resultado do ensaio de flexão em três pontos
Amostras EC (mm) VI (mm/min) AI (º) Módulo em
Flexão (GPa)
Resistência
máxima (MPa)
01 -1 -1 -1 1,536 32,32
02 +1 -1 -1 1,293 30,99
03 -1 +1 -1 1,685 35,11
04 +1 +1 -1 0,928 23,17
05 -1 -1 +1 1,737 30,03
06 +1 -1 +1 2,117 42,63
07 -1 +1 +1 1,774 28,44
08 +1 +1 +1 1,799 36,99
09 0 0 0 2,206 52,49
10 0 0 0 1,309 27,05
11 0 0 0 1,842 37,48
Primeiramente, o modelo 3-way interactions foi escolhido, pois, desta forma, pôde-se
analisar a influência de cada variável e da interação entre duas e três variáveis na resposta,
tornando a avaliação do planejamento mais completa. Foi escolhido com a opção de Pure
Error – a fim de analisar somente o erro do experimento, e não o do modelo – empregando
um nível de confiança de 95%.
No planejamento experimental, primeiramente avaliou-se se não há tendência nos
erros por meio do diagrama de valores residuais e valores preditos apresentado na Figura 17 e

40
na Figura 18, para as respostas de módulo de elasticidade e resistência máxima em flexão,
respectivamente.
Figura 17: Diagrama de valores residuais versus valores preditos de módulo de
elasticidade em flexão.
Figura 18: Diagrama de valores residuais versus valores preditos de resistência
máxima.

41
Observando a Figura 17 e a Figura 18, os valores preditos estão dispersos
aleatoriamente no diagrama conforme os valores residuais e não apresentam tendências,
significando que as análises podem ser prosseguidas.
A Figura 19 e a Figura 20 apresentam os diagramas de Pareto para verificação da
influência das variáveis independentes avaliadas de forma rápida e prática, sobre as variáveis
de resposta módulo de elasticidade em flexão e resistência máxima, respectivamente, das
amostras. O gráfico mostra as estimativas dos efeitos organizados pelos seus tamanhos
absolutos. Os valores apresentados ao lado de cada efeito são os encontrados na tabela de
efeitos na coluna de Student's t Distribution. A linha em vermelho vertical indica o valor
mínimo para que os efeitos sejam estatisticamente significantes (valor p).
Figura 19: Diagrama de Pareto para a variável módulo de elasticidade em flexão.

42
Figura 20: Diagrama de Pareto para a variável resistência máxima em flexão.
Como já explicado na seção 5.4, a significância estatística dos efeitos pode ser
verificada pelo valor do nível p. Para identificar que um fator influencia estatisticamente na
resposta analisada, seu valor p deve ser menor ou igual a 0,05, o que garante 95% de
probabilidade em afirmar a influência da variável. Valores de p entre 0,05 e 1,00 são
considerados marginalmente significativos. A partir dos gráficos de Pareto, pode-se observar
que todos os fatores (EC, VI e AI) e suas interações não apresentaram significância estatística
para as respostas de flexão estudadas, uma vez que todos os fatores estudados e suas
interações apresentaram valor de p acima de 0,05.
As tabelas de análise de variância (ANOVA) para as respostas de módulo de
elasticidade em flexão e resistência máxima (Tabela 11 e Tabela 12) foram geradas para uma
observação mais detalhada da significância estatística dos efeitos.

43
Tabela 11: Tabela ANOVA para a resposta de módulo de elasticidade em flexão com R²
= 0,70666.
Fator SQ df MQ F p
Curvatura 0,068698 1 0,068698 0,337364 0,620085
(1)EC 0,044205 1 0,044205 0,217086 0,687087
(2)VI 0,030871 1 0,030871 0,151601 0,734558
(3)AI 0,492688 1 0,492688 2,419517 0,260093
1 by 2 0,094306 1 0,094306 0,463122 0,566384
1 by 3 0,246617 1 0,246617 1,211098 0,385866
2 by 3 0,000541 1 0,000541 0,002658 0,963569
1*2*3 0,003193 1 0,003193 0,015682 0,911797
Erro Puro 0,407262 2 0,203631
SQ Total 1,388381 10
Tabela 12: Tabela ANOVA para a resposta de resistência máxima em flexão com R² =
0,50601.
Fator SQ df MQ F p
Curvatura 93,5569 1 93,5569 0,571977 0,528420
(1)EC 7,7361 1 7,7361 0,047296 0,848007
(2)VI 18,7786 1 18,7786 0,114806 0,767004
(3)AI 33,9808 1 33,9808 0,207748 0,693244
1 by 2 26,9021 1 26,9021 0,164471 0,724343
1 by 3 148,1559 1 148,1559 0,905778 0,441684
2 by 3 0,6039 1 0,6039 0,003692 0,957073
1*2*3 5,3841 1 5,3841 0,032917 0,872752
Erro Puro 327,1350 2 163,5675
SQ Total 662,2334 10
Conforme observado nas Tabelas 11 e 12, os fatores analisados não foram
estatisticamente significativos para as propriedades em flexão, uma vez que os valores de p
são maiores do que 0,05. A tabela ANOVA para o módulo de elasticidade em flexão (Tabela
11) apresentou coeficiente de determinação R2 = 0,70666, que indica que 70,66% dos valores
obtidos experimentalmente são representados pelo modelo, mostrando que 29,34 % das
respostas não são explicadas pelo modelo. Os resultados de módulo de elasticidade em flexão
variaram de 0,926 a 2,206 GPa.
A tabela ANOVA para resistência máxima em flexão (Tabela 12) apresentou
coeficiente de determinação R2 = 0,50601, o qual representa que somente 50,60% da variação

44
da variável de resposta explicada pela relação com um ou mais fatores, indicando que
49,40 % das respostas não são explicadas pelo modelo. Os resultados de resistência máxima
em flexão variaram de 23,17 a 52,49 MPa, como visto na Tabela 10.
Entretanto, o modelo ainda não é confiável o bastante para realizar previsões com
precisão, uma vez que somente 50,6% da variabilidade na resposta em torno da média pode
ser explicada pelo modelo final.
De acordo com o que foi observado, é possível aferir que nenhum dos fatores, nas
regiões estudadas, foram estatisticamente significativos nas propriedades em flexão dos
corpos de prova de ECOVIO®, fabricados por FDM. Portanto, qualquer valor utilizado de
espessura de camada, velocidade de impressão e ângulo de impressão nas faixas estudadas
pode ser utilizados sem que altere a propriedade mecânica em flexão do material. Sendo
assim, para esse material, podem ser escolhidas as condições de impressão nas faixas
estudadas que possam gerar menor custo e tempo de fabricação. Além disso, outro
planejamento experimental pode ser realizado, porém utilizando outros valores para as
variáveis de estudo, em regiões diferentes, para avaliação da influência das mesmas no
desempenho em flexão.
A Figura 21 e a Figura 22 apresentam os gráficos dos valores de módulo de
elasticidade em flexão e resistência máxima, respectivamente, comparando os valores para os
corpos de prova impressos 3D e moldados por injeção.
As peças fabricadas por moldagem por injeção apresentaram maior resistência
mecânica e maior rigidez em flexão (Figura 21 e Figura 22). Isto pode estar relacionado com
o fato de as peças injetadas apresentarem maior densidade, uma vez que este processo de
fabricação envolve a aplicação de altas pressões, resultando em maior compactação do
material (DAWOUD et al., 2016).
Os corpos de prova impressos, por outro lado, são construídos camada por camada, de
modo que possuem uma fração volumétrica de air gaps, devido à menor adesão entre as
camadas relativa à natureza do processo de FDM, que impossibilita a produção de peças
100% densas. Os air gaps possivelmente atuam como concentradores de tensão, fragilizando
as peças e reduzindo as propriedades em flexão (MOHAMED, OMAR AHMED et al., 2016;
TORRADO; ROBERSON, 2016).
Assim, as amostras injetadas apresentaram melhor desempenho em resistência à flexão
do que as amostras fabricadas por impressão 3D.

45
Figura 21: Comparação do módulo de flexão médio das peças impressas 3D e das peças
injetadas.
Figura 22: Comparação da resistência máxima entre as peças impressas 3D e injetadas.
5.6 Microscopia Eletrônica de Varredura (MEV)
A Figura 23 mostra as regiões de fratura das amostras com valores dos níveis alto e
baixo e do ponto central. A amostra 1 (níveis mais baixos das variáveis) aparentemente
apresentou maior adesão entre as camadas, conforme visto na figura. O mesmo pode ser visto
para a amostra 9(C) (ponto central). Isto possivelmente se deve aos menores valores de

46
espessura de camada e velocidade de impressão utilizados para fabricação destas amostras.
Quanto menor a espessura de camada utilizada, mais camadas são necessárias para a
fabricação da peça e assim, maior será a compactação e o preenchimento da peça. Uma vez
que haja maior compactação, espera-se que ocorra maior adesão entre as camadas.
Conforme mostrado na Figura 23, o oposto disto ocorreu com a amostra 8, fabricada
com as variáveis em seus níveis máximos. Neste caso, observou-se que maiores valores das
variáveis estudadas provocaram menor compactação e adesão das camadas. Sendo assim, era
esperado que houvesse uma tendência voltada para maiores valores de air gap. Porém, a
análise de variância (ANOVA) mostrou que esta amostra teria a melhor condição de
fabricação para obtenção de peças com menor fração volumétrica de air gaps, indicando que
possivelmente esta amostra se configura como um outlier.
Figura 23: Regiões de fratura das amostras 1, 8 e 9(C).
A Figura 24 permitiu a visualização da região de fratura da amostra injetada, a qual se
apresentou como uma peça mais densa (sem a presença de vazios) em comparação às peças
fabricadas por modelagem por fusão e deposição. Isto se deve possivelmente à natureza do
processo de moldagem por injeção, o qual produz peças mais compactas, devido às altas

47
pressões utilizadas. Desse modo, a obtenção de maior resistência mecânica em relação às
peças impressas 3D pode ser comprovada.
Figura 24: Região de fratura da amostra moldada por injeção.

48
6 Conclusões
O planejamento de experimentos viabilizou a redução do número de experimentos na
obtenção das melhores condições para a fabricação de peças por FDM.
Os parâmetros estudados (espessura de camada, velocidade de impressão e ângulo de
impressão) não tiveram efeito estatisticamente significativo nas propriedades de flexão das
peças impressas. Concluiu-se então que qualquer valor dos parâmetros de impressão nas
faixas estudadas pode ser utilizado, mantendo-se a propriedade mecânica. Com isso, é
permitido o uso das melhores condições de fabricação em que haja economia de material,
menor geração de resíduos, maior produtividade e consequentemente menor tempo de
fabricação e gasto de energia.
Os resultados indicaram que para obtenção de valores mais baixos da variável de
resposta air gap, deve-se utilizar AI em seu nível alto (90º), com VI no nível alto (80
mm/min) e EC também em seu nível alto (0,35mm).
As peças fabricadas por FDM apresentaram propriedades mecânicas inferiores em
relação às peças moldadas por injeção, como observado nas análises de microscopia
eletrônica de varredura. Porém, isso não invalida o uso de peças de FDM em algumas
aplicações. As peças podem ser utilizadas em aplicações que não requerem alta performance
mecânica, como por exemplo filmes flexíveis e embalagens de alimentos, entre outras.
Este estudo foi promissor em relação ao uso do Ecovio® como matéria-prima para
produção de peças por impressão 3D, em especial por FDM.

49
7 Sugestões para Trabalhos Futuros
- Estudar a influência de outros parâmetros de processo de impressão, assim como
largura do contorno e número de contornos, por exemplo, nas propriedades de flexão.
- Estudar as propriedades de impacto do PLA/PBAT.
- Comparar as propriedades mecânicas do PLA/PBAT com o PLA puro.
- Fabricar peças de PLA/PBAT a partir de modelos digitais mais complexos, contendo
ângulos, furos, ressaltos, etc., para avaliar a qualidade de acabamento e a acurácia
dimensional das peças.

50
8 Referências Bibliográficas
AVINC, O., KHODDAMI, A., 2009, "Overview of Poly(lactic acid) (PLA) Fibre", Fibre
Chemistry, v. 41, n. 6, p. 391-401.
BRAZEL, C. S.; ROSEN, L. S., Fundamental Principles of Polymeric Materials. New
Jersey, Wiley, 1970.
BRITO, G. F. et al., 2011, "Biopolímeros, Polímeros Biodegradáveis e Polímeros Verdes",
Revista Eletrônica de Materiais e Processos, v. 6.2, p. 127-139.
CALADO, V., MONTGOMERY, D. C., Planejamento de Experimentos usando Statistica,
Rio de Janeiro, E-Papers Serviços Editoriais, 2003.
CANEVAROLO, S. V., Ciência dos Polímeros: um texto básico para tecnólogos e
engenheiros, São Paulo, 2006.
CARDOSO, P. H. M. Fabricação e caracterização de peças à base de nanocompósitos de
PLA/Negro de fumo/Alumina fabricadas utilizando tecnologia de impressão 3D, 2016,
(Qualificação para Tese de Dsc.), COPPE/UFRJ, UFRJ, Rio de Janeiro, RJ, Brasil.
CARNEIRO, O. S., SILVA, A. F., GOMES, R., "Fused deposition modeling with
polypropylene", Materials & Design, v. 83, p. 768-776, 2015.
CARRASCO, F. et al., "Processing of poly(lactic acid): Characterization of chemical
structure, thermal stability and mechanical properties", Polymer Degradation and Stability,
v. 95, n. 2, p. 116-125, 2010.
CASTRO-AGUIRRE, E. et al., "Poly(lactic acid)-Mass production, processing, industrial
applications, and end of life", Advanced Drug Delivery Reviews, v. 107, p. 333-366, Dec 15
2016.
COLE, D. P. et al., "Interfacial mechanical behavior of 3D printed ABS", Journal of
Applied Polymer Science, v. 133, n. 30, 2016.
DAWOUD, M., TAHA, I., EBEID, S. J., "Mechanical behaviour of ABS: An experimental
study using FDM and injection moulding techniques", Journal of Manufacturing Processes,
v. 21, p. 39-45, 2016.
DHANDAPANI, S., NAYAK, S. K., MOHANTY, S., "Analysis and evaluation of biobased
polyester of PTT/PBAT blend: thermal, dynamic mechanical, interfacial bonding, and
morphological properties", Polymers for Advanced Technologies, v. 27, n. 7, p. 938-945,
2016.
FRANCHETTI, S. M. M., MARCONATO, J. C., "Polímeros biodegradáveis - uma solução
parcial para diminuir a quantidade dos resíduos plásticos", Química Nova, v. 29, p. 811-816,
2006.

51
GEORGIOPOULOS, P., KONTOU, E., NIAOUNAKIS, M., "Thermomechanical properties
and rheological behavior of biodegradable composites", Polymer Composites, v. 35, n. 6, p.
1140-1149, 2014.
GROSS, B. C. et al., "Evaluation of 3D printing and its potential impact on biotechnology
and the chemical sciences", Anal Chem, v. 86, n. 7, p. 3240-53, 2014.
GUPTA, B., REVAGADE, N., HILBORN, J., "Poly(lactic acid) fiber: An overview",
Progress in Polymer Science, v. 32, n. 4, p. 455-482, 2007.
HUANG, S. H. et al., "Additive manufacturing and its societal impact: a literature review",
The International Journal of Advanced Manufacturing Technology, v. 67, n. 5, p. 1191-
1203, 2013.
KRAWCZAK, P., "Additive manufacturing of plastic and polymer composite parts: Promises
and challenges of 3D-printing", Express Polymer Letters, v. 9, n. 11, p. 959-959, 2015.
LASPRILLA, A. J. R. et al., "Poly-lactic acid synthesis for application in biomedical devices
- A review", Biotechnology Advances, v. 30, n. 1, p. 321-328, 2012.
LE DUIGOU, A. et al., "3D printing of wood fibre biocomposites: From mechanical to
actuation functionality", Materials & Design, v. 96, p. 106-114, 2016.
LEE, B. H., ABDULLAH, J., KHAN, Z. A., "Optimization of rapid prototyping parameters
for production of flexible ABS object", Journal of Materials Processing Technology, v. 169,
n. 1, p. 54-61, 2005.
LIM, L. T., AURAS, R.; RUBINO, M., "Processing technologies for poly(lactic acid)",
Progress in Polymer Science, v. 33, n. 8, p. 820-852, 2008.
MALI, S., GROSSMANN, M. V. E., YAMASHITA, F., "Filmes de amido: produção,
propriedades e potencial de utilização", Semina: Ciências Agrárias, v. 31, n. 1, p. 137,
2010.
MANO, E. B., MENDES, L. C., Introdução a polímeros. São Paulo, Edgard Blücher, 2004.
MOHAMED, O. A., MASOOD, S. H., BHOWMIK, J. L., "Optimization of fused deposition
modeling process parameters: a review of current research and future prospects", Advances
in Manufacturing, v. 3, n. 1, p. 42-53, 2015.
MOHAMED, O. A. et al., "Effect of Process Parameters on Dynamic Mechanical
Performance of FDM PC/ABS Printed Parts Through Design of Experiment", Journal of
Materials Engineering and Performance, v. 25, n. 7, p. 2922-2935, 2016.
MOUSTAFA, H., GUIZANI, C., DUFRESNE, A., "Sustainable biodegradable coffee
grounds filler and its effect on the hydrophobicity, mechanical and thermal properties of
biodegradable PBAT composites", Journal of Applied Polymer Science, v. 134, n. 8, 2017.
MURARIU, M., DUBOIS, P., "PLA composites: From production to properties", Advanced
Drug Delivery Reviews, v. 107, p. 17-46, 2016.

52
MUTHURAJ, R., MISRA, M., MOHANTY, A. K., "Hydrolytic degradation of
biodegradable polyesters under simulated environmental conditions", Journal of Applied
Polymer Science, v. 132, n. 27, 2015.
NAMPOOTHIRI, M. K., NAIR, N. R., JOHN, R. P., "An overview of the recent
developments in polylactide (PLA) research", Bioresource Technology, v. 101, n. 22, p.
8493-8501, 2010.
ORÉFICE, R. L., PEREIRA, M. D. M., HERMAN, S. M., 2006, Biomateriais; fundamentos
e aplicações, Rio de Janeiro, Brasil, Cultura Médica.
OZDEMIR, E., TINÇER, T., HACALOGLU, J., "Characterization of
polylactide/poly(ethylene glycol) blends via direct pyrolysis mass spectrometry", Journal of
Analytical and Applied Pyrolysis, v. 122, p. 315-322, 2016.
PAN, H. et al., "Mechanical properties, hydrophobic properties and thermal stability of the
biodegradable poly(butylene adipate-co-terephthalate)/maleated thermoplastic starch blown
films", Fibers and Polymers, v. 17, n. 10, p. 1540-1549, 2016.
PEREIRA, R. B., MORALES, A. R., "Estudo do comportamento térmico e mecânico do
PLA modificado com aditivo nucleante e modificador de impacto", Polímeros Ciência e
Tecnologia, v. 24, n. 2, p. 198-202, 2014.
PHETWAROTAI, W., AHT-ONG, D., "Isothermal crystallization behaviors and kinetics of
nucleated polylactide/poly(butylene adipate-co-terephthalate) blend films with talc", Journal
of Thermal Analysis and Calorimetry, v. 126, n. 3, p. 1797-1808, 2016.
RANKOUHI, B. et al., "Failure Analysis and Mechanical Characterization of 3D Printed
ABS With Respect to Layer Thickness and Orientation", Journal of Failure Analysis and
Prevention, v. 16, n. 3, p. 467-481, 2016.
SAINI, P., ARORA, M., KUMAR, M. N. V. R., "Poly(lactic acid) blends in biomedical
applications", Advanced Drug Delivery Reviews, v. 107, p. 47-59, 2016.
SIEGENTHALER, K. O. et al., "Ecoflex® and Ecovio®: Biodegradable, Performance-
Enabling Plastics" In: RIEGER, B.;KÜNKEL, A., et al (Ed.). Synthetic Biodegradable
Polymers, Berlin, Heidelberg, Springer Berlin Heidelberg, p.91-136, 2012.
SIGNORI, F. et al., "Evidences of Transesterification, Chain Branching and Cross-Linking
in a Biopolyester Commercial Blend upon Reaction with Dicumyl Peroxide in the Melt",
Macromolecular Materials and Engineering, v. 300, n. 2, p. 153-160, 2015.
TORRADO, A. R., ROBERSON, D. A., "Failure Analysis and Anisotropy Evaluation of 3D-
Printed Tensile Test Specimens of Different Geometries and Print Raster Patterns", Journal
of Failure Analysis and Prevention, v. 16, n. 1, p. 154-164, 2016.
TORRES, J. et al., "An approach for mechanical property optimization of fused deposition
modeling with polylactic acid via design of experiments", Rapid Prototyping Journal, v. 22,
n. 2, p. 387-404, 2016.

53
TURNER, B. N., STRONG, R., GOLD, S. A., "A review of melt extrusion additive
manufacturing processes: I. Process design and modeling", Rapid Prototyping Journal, v.
20, n. 3, p. 192-204, 2014.
WANG, J. et al., "A novel approach to improve mechanical properties of parts fabricated by
fused deposition modeling", Materials & Design, v. 105, p. 152-159, 2016.
WANG, L.-F., RHIM, J.-W., HONG, S.-I., "Preparation of poly(lactide)/poly(butylene
adipate-co-terephthalate) blend films using a solvent casting method and their food packaging
application", LWT - Food Science and Technology, v. 68, p. 454-461, 2016.
WONG, K. V., HERNANDEZ, A., "A Review of Additive Manufacturing", ISRN
Mechanical Engineering, v. 2012, p. 1-10, 2012.
YOUNG, R. J. L., P. A., 1991, Introduction to Polymers London, UK.