Embed Size (px)
Citation preview
C'' .f bo TO', A ; / < £
Report 2418-F 10 December 1982
NASA
Composite Material Application ToLiquid Rocket Engines
(NASA-CK-170697) COMPOSITE flATEEIAL N83-15360APPLICATION TO LIQUID ROCKET ENGINES FinalEeport (Aerojet Liquid Socket Co.) 31 <4 pHC A 1 4 / M F A01 CSCL 11D Uaclas____ ________ _________________ G3/24 _ 02337 _
Final Report
by
D. C. JuddAerojet Liquid Rocket Company
Prepared For
National Aeronautics and Space AdministrationGeorge C. Marshall Space Flight Center-
Huntsville, Alabama 35812
Contract NAS 8-34623
https://ntrs.nasa.gov/search.jsp?R=19830007089 2018-06-29T01:28:27+00:00Z
ORIGINAL PAGE ISOF POOR QUALITY
IT "Report No.
2418-F2. Government Accession No. 3. Recipient's Catalog No.
4. Title and Subtitle
Composite Material Applicationto Liquid Rocket Engines
5. Report Date
December 19826. Performing Organization Code
7. Author(s)
D. C. Judd
8. Performing Organization Report No.
10. Work Unit No.9. Performing Organization Name and Address
Aerojet Liquid Rocket CompanyP.O. Box 13222Sacramento, CA 95813
11. Contract or Grant No.
NAS 8-34623
12. Sponsoring Agency Name and Address
National Aeronautics and Space AdministrationGeorge C. Marshall Space Flight CenterHuntsville. Alabama 35812
13. Type of Report and Period Covered
Contractor Report, Final14. Sponsoring Agency Code
15. Supplementary Notes
Project Manager - Dennis GosdinNASA-Marshall Space Flight CenterHuntsville, Alabama 35812
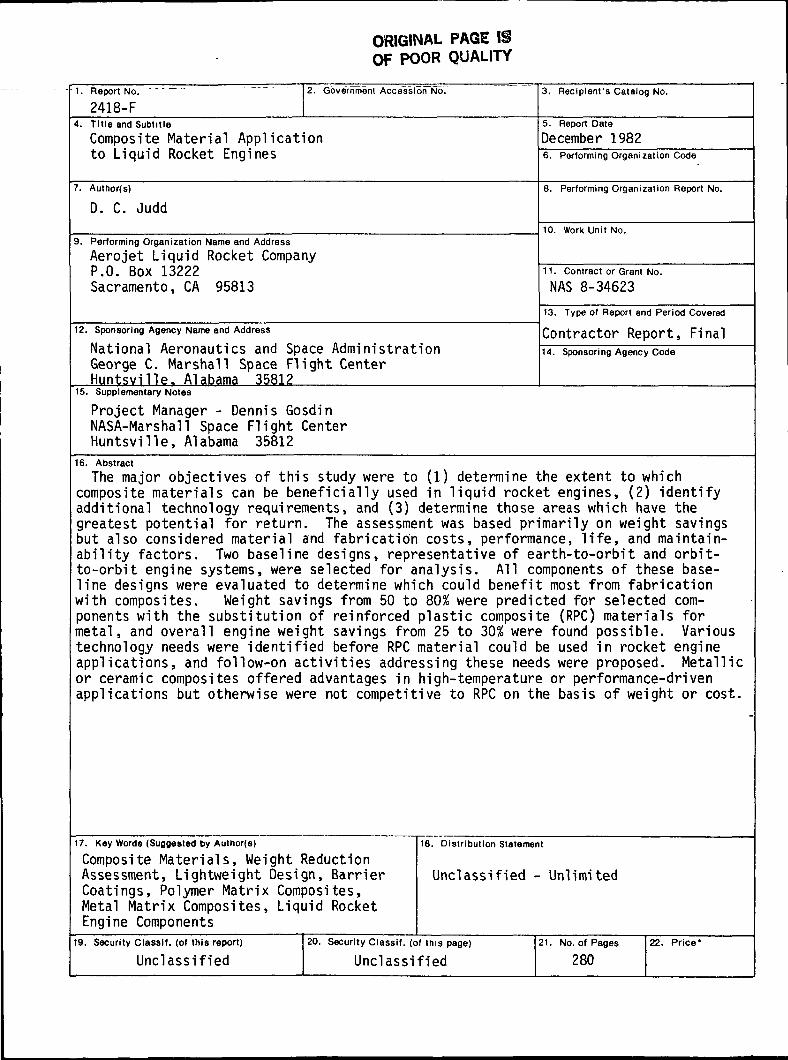
16. AbstractThe major objectives of this study were to (1) determine the extent to which
composite materials can be beneficially used in liquid rocket engines, (2) identifyadditional technology requirements, and (3) determine those areas which have thegreatest potential for return. The assessment was based primarily on weight savingsbut also considered material and fabrication costs, performance, life, and maintain-ability factors. Two baseline designs, representative of earth-to-orbit and orbit-to-orbit engine systems, were selected for analysis. All components of these base-line designs were evaluated to determine which could benefit most from fabricationwith composites. Weight savings from 50 to 80% were predicted for selected com-ponents with the substitution of reinforced plastic composite (RPC) materials formetal, and overall engine weight savings from 25 to 30% were found possible. Varioustechnology needs were identified before RPC material could be used in rocket engineapplications, and follow-on activities addressing these needs were proposed. Metallicor ceramic composites offered advantages in high-temperature or performance-drivenapplications but otherwise were not competitive to RPC on the basis of weight or cost.
17. Key Words (Suggested by Author(s)
Composite Materials, Weight ReductionAssessment, Lightweight Design, BarrierCoatings, Polymer Matrix Composites,Metal Matrix Composites, Liquid RocketEngine Components
16. Distribution Statement
Unclassified - Unlimited
19. Security Classif. (of this report)
Unclassified20. Security Classif. (of this page)
Unclassified21. No. of Pages
28022. Price"
FOREWORD
The work described herein was performed at the Aerojet Liquid Rocket
Company under NASA Contract MAS 8-34623, with Mr. Dennis Gosdin, NASA-
Marshall Spaceflight Center, as project manager. The ALRC program manager
was Mr. Roy Michel, and the project engineer was Mr. Craig Judd. ALRC
material engineering specialists for the study were Mr. George Janser and Mr.
Ed Carter.
The technical period of performance for the study was from 24 February
1982 to 30 November 1982.
The following individuals contributed significantly to this report:
Fred Fischietto (Structural Analysis)
Ralph Shultz (Drafting)
Craig Judd (Project Engineering)
George Janser (Materials Analysis)
Ed Carter (Materials Analysis)
Chuck O'Brien (Engine Systems)
PRECEDING PAGE BLANK NOT FElivlED
m
TABLE OF CONTENTS
I. Summary 1A. Study Objectives and Scope 1B. Results and Conclusions 3
II. Introduction 12A. Background 12B. Purpose and Scope 13C. Approach 13D. Program Schedule and Major Mileposts 15
III. Task I - Baseline Engine Configurations 17
A. Objectives 17
B. Engine Selections 17
C. Component Requirements Data Sheets 42
IV. Task II - Component Assessment and Identification 48
A. Objectives 48
B. Composite Properties and Fabrication Processes 48
C. Methodology and Evaluation Form 54
D. Component Selection 54
V. Task III - Conceptual Design Assessment 65
A. Objectives 65
B. Stress Analysis 65
C. Final Drawings and Weight Estimates 65
D. Outside Vendor Design Input Concerning Reinforced 73Plastic Composites
E. Outside Vendor Design Input Concerning Metal 81Matrix Composites
VI. Task IV - Cr1tical1ty Ranking of Technology Needs 84
A. Objectives 84
B. Technology Needs 84
C. Criticality Ranking of Technology Needs 92
TABLE OF CONTENTS (cont.)
Page
VII. Task V - Recommended Tasks 93
A. Objective 93
B. Recommendations 93C. Program Plans for the Selected Components 94
VIII. Conclusions and Recommendations 119A. Conclusions 119
B. Recommendations 120References 121
Appendices
A. Component Requirement Forms A-l
B. Reinforced Plastic Composite Properties B-l
C. Metal Matrix Composite Properties C-l
D. Task II Evaluation Forms D-l
E. Vendor Trip Memos E-lF. Technology Needs Definition Forms F-l
LIST OF TABLES
Table No. Page
I Technology Needs Cross-Reference Chart 5
II Advanced Expander Cycle Engine Weight Data 29III LOX/LCH4 Cycle C Engine Weight Data 43
IV Task II Evaluation Form 55
V Task II Selected Components 63VI Component Metallic Weight Versus Composite Weight 79
VII Outside Vendors Consulted 80VIII Plastic Matrix Versus Metal Matrix Comparison Chart 83
IX Technology Needs Listing 85
X Design and Analysis Steps for Recommended Parts 94
VI
LIST OF FIGURES
Figure No. Page
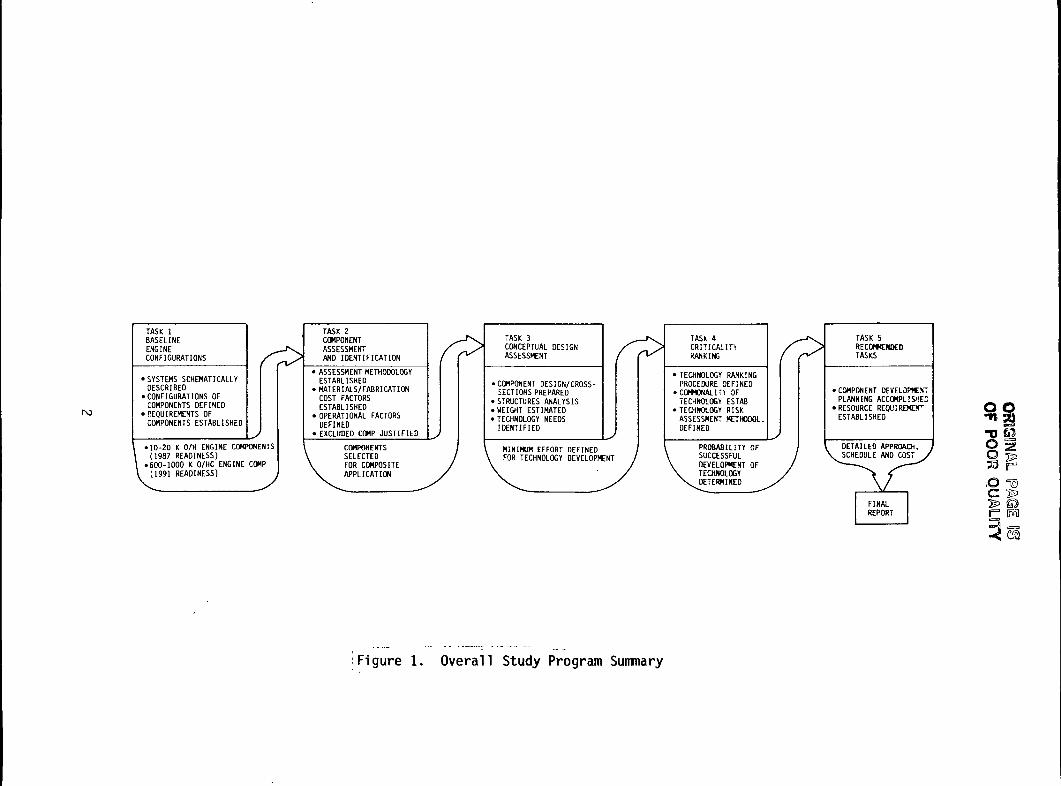
1 Overall Study Program Summary 2
2 OTV Valve Housing 7
3 LCH4 TPA Impeller Housing 8
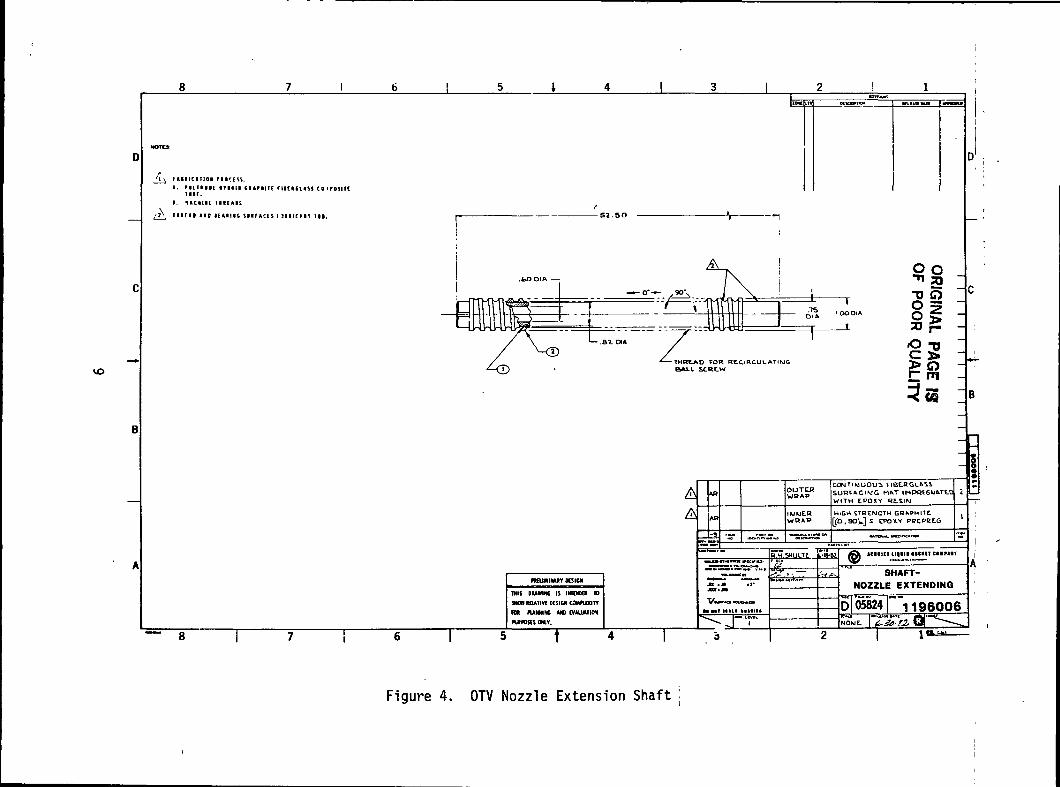
4 OTV Nozzle Extension Shaft 9
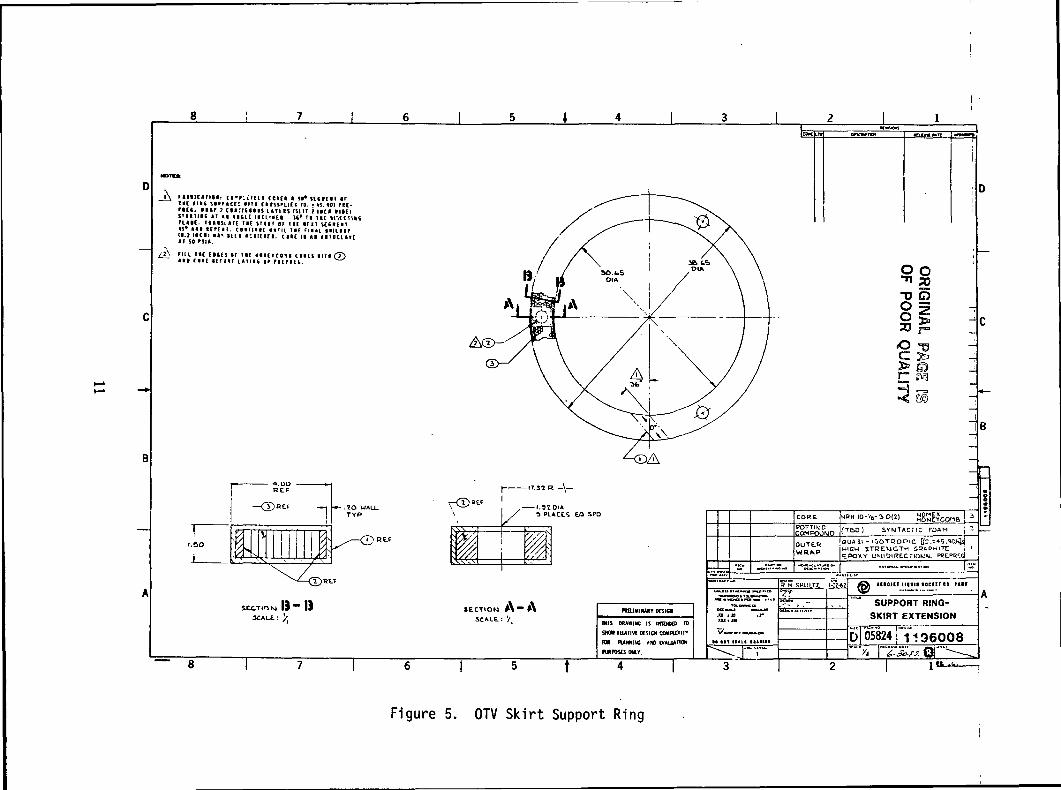
5 OTV Skirt Support Ring 11
6 Major Milestone Schedule 16
7 OTV Engine Layout 18
8 Igniter/Injector Assembly (ALRC Drawing No. 1191990) 21
9 Chamber and Tube Bundle Nozzle {ALRC Drawing No. 1191991) 22
10 L02 Boost Pump (ALRC Drawing No. 1191994) 23
11 L02 Boost Pump (ALRC Drawing No. 1191996) 24
12 LH2 TPA (ALRC Drawing No. 1191997) 25
13 L02 TPA (ALRC Drawing No. 1191999) 26
14 Shutoff Valve (ALRC Drawing No. 1193176) 27
14A OTV Flow Schematic 28
15 LOX/LCH4 Engine Layout 33
16 High-Speed LCH4 TPA 35
17 High-Speed LOX TPA 36
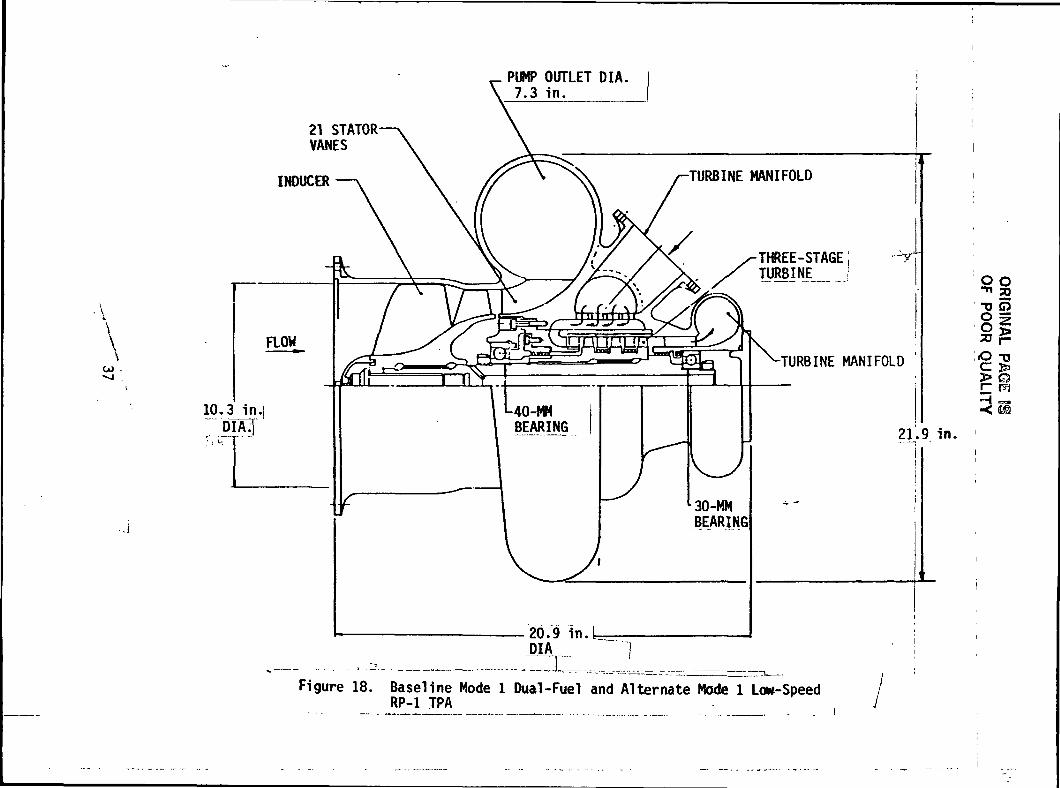
18 Baseline Mode 1 Dual-Fuel and Alternate Mode 1 37Low-Speed RP-1 TPA
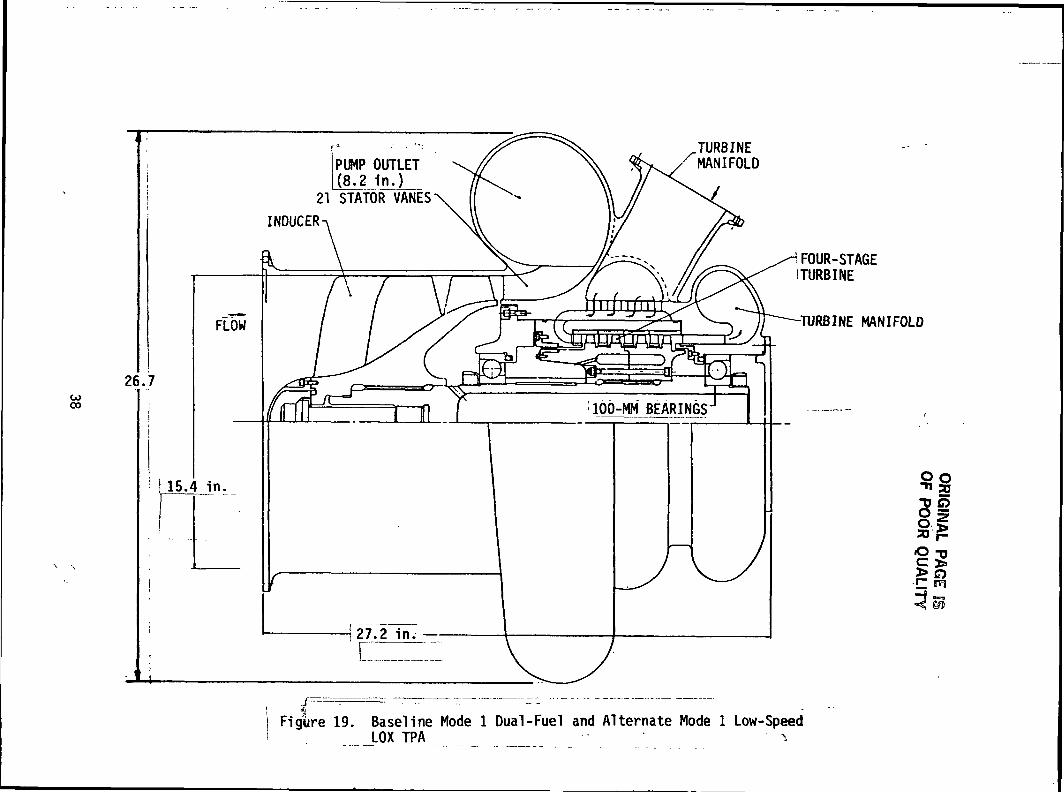
19 Baseline Mode 1 Dual-Fuel and Alternate Mode 1 38Low-Speed LOX TPA
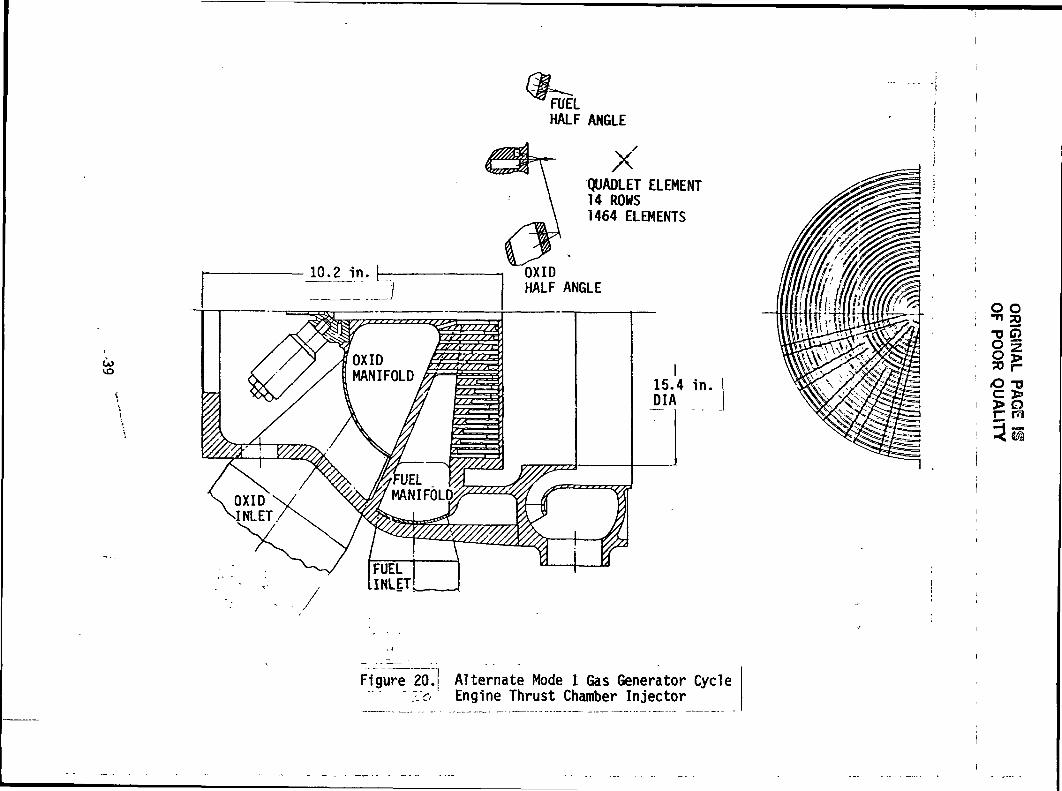
20 Alternate Mode 1 Gas Generator Cycle Engine Thrust 39Chamber Injector
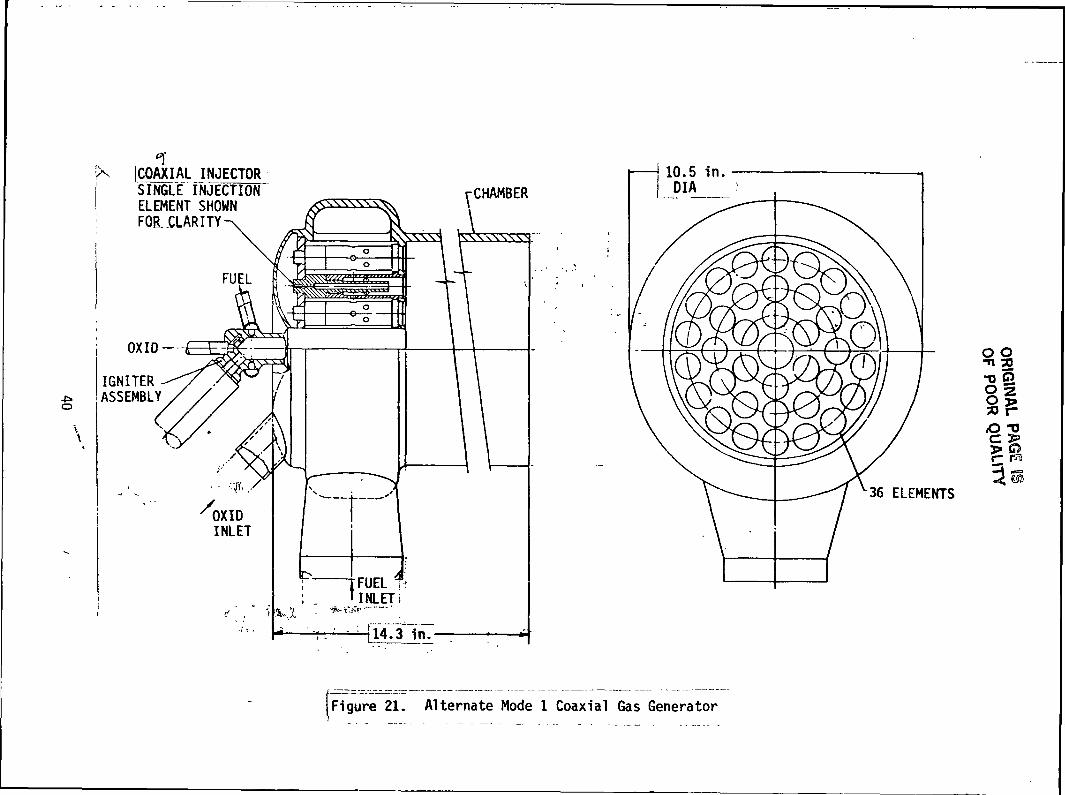
21 Alternate Mode 1 Coaxial Gas Generator 40
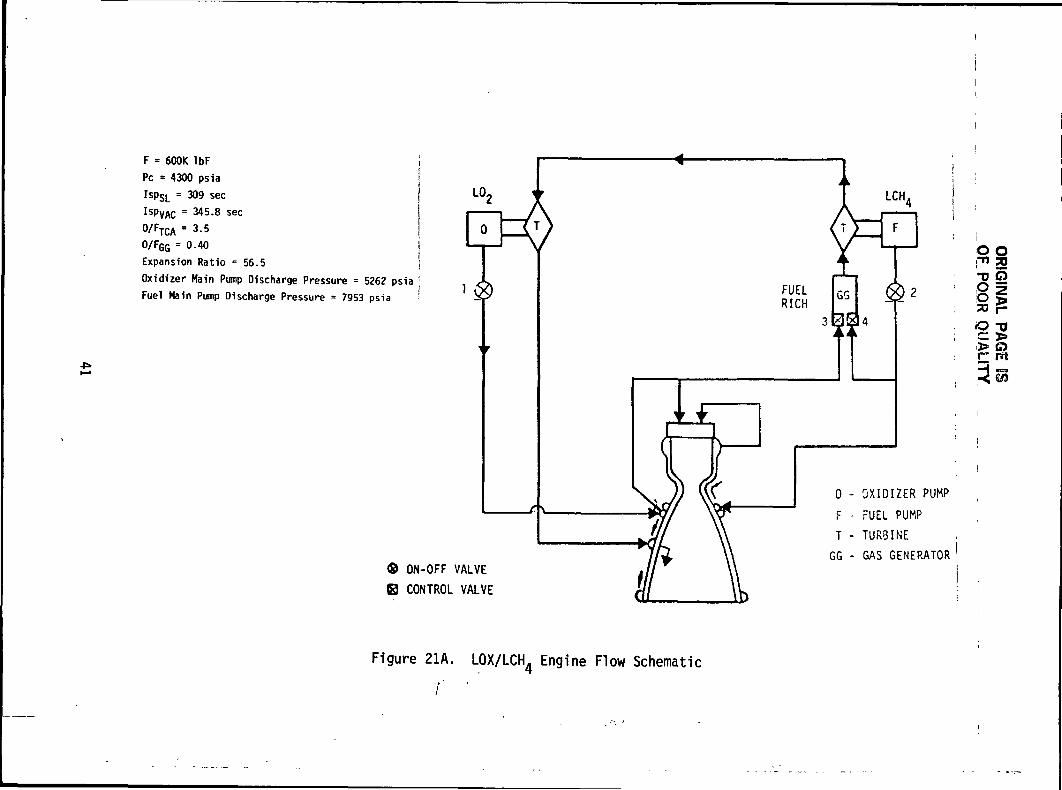
21A LOX/LCH4 Engine Flow Schematic 41
22 Sample "Component Requirements" Form 47
23 Task II Schematic 49
24 Fabrication Processes 50
25 Reinforcement Characteristics 51
vn
LIST OF FIGURES (cont.)
Figure No. Page
26 Matrix Characteristics 52
27 Properties of Various Composites 53
28 Detailed Description of Task II Evaluation Form 57
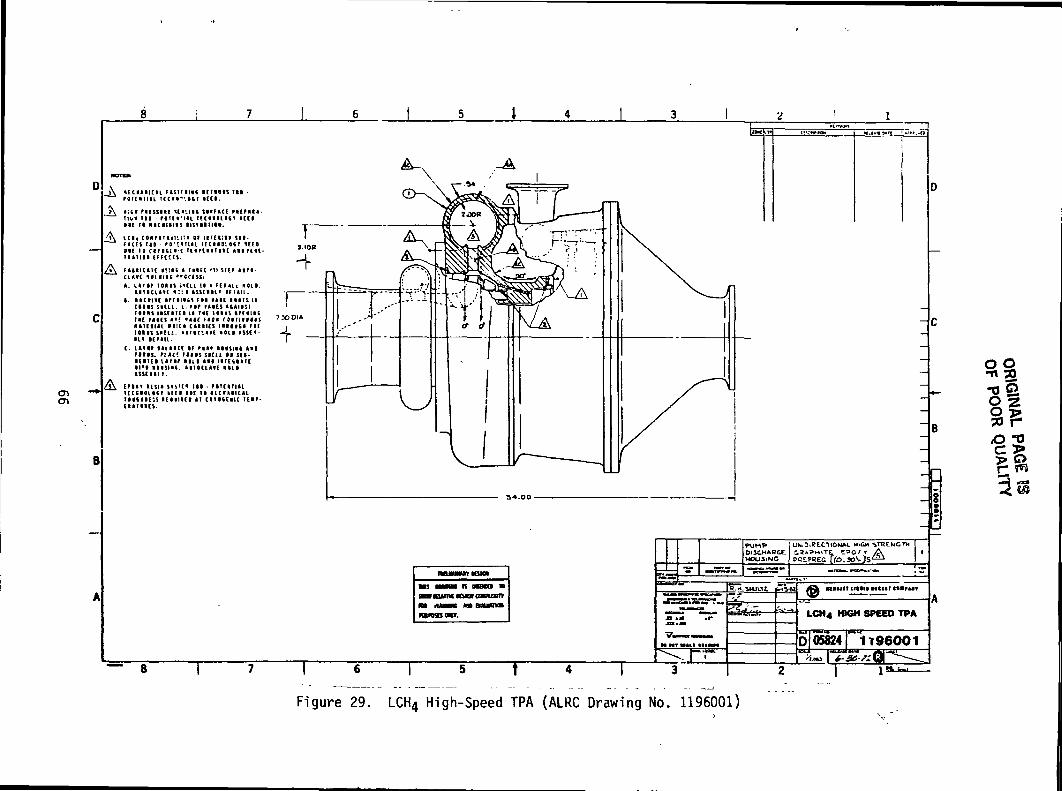
29 LCH4 High-Speed TPA (ALRC Drawing No. 1196001) 66
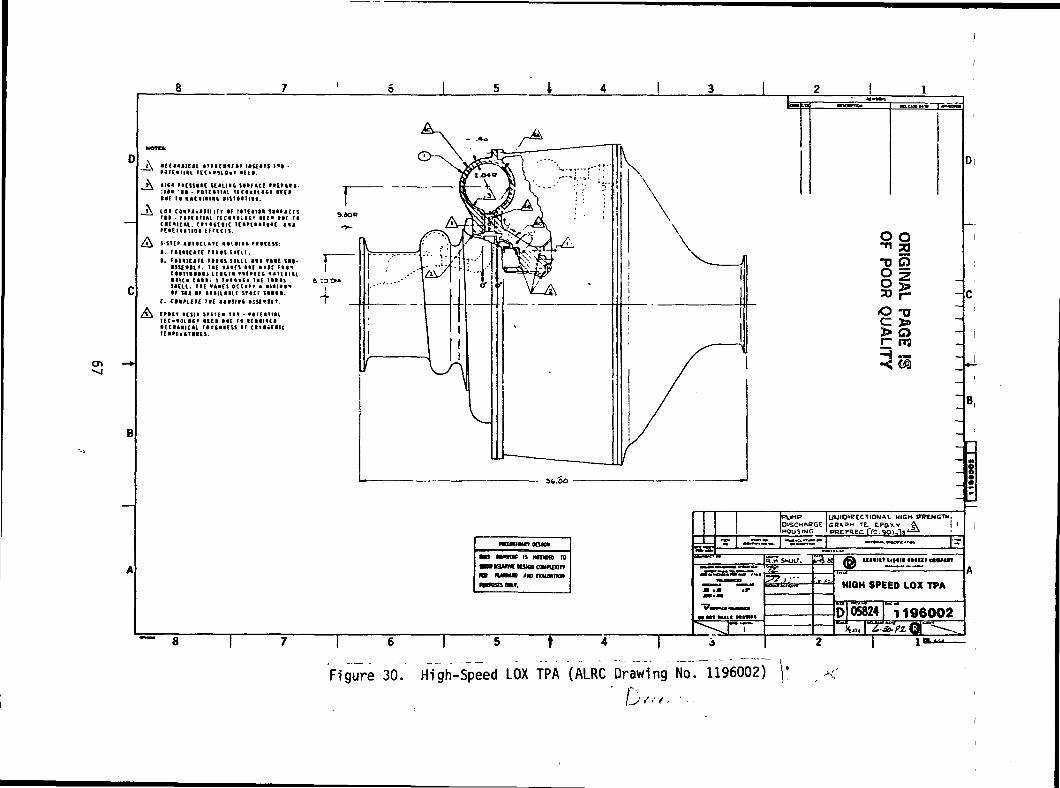
30 High-Speed LOX TPA (ALRC Drawing No. 1196002) 67
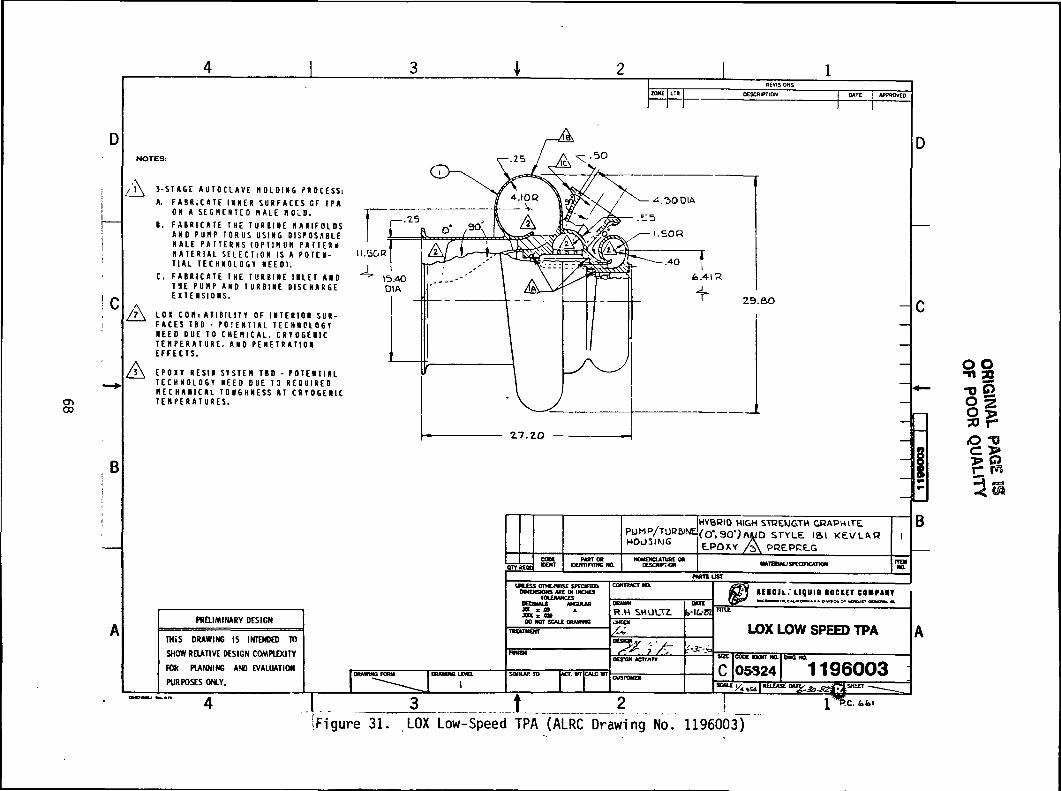
31 LOX Low-Speed TPA (ALRC Drawing No. 1196003) 68
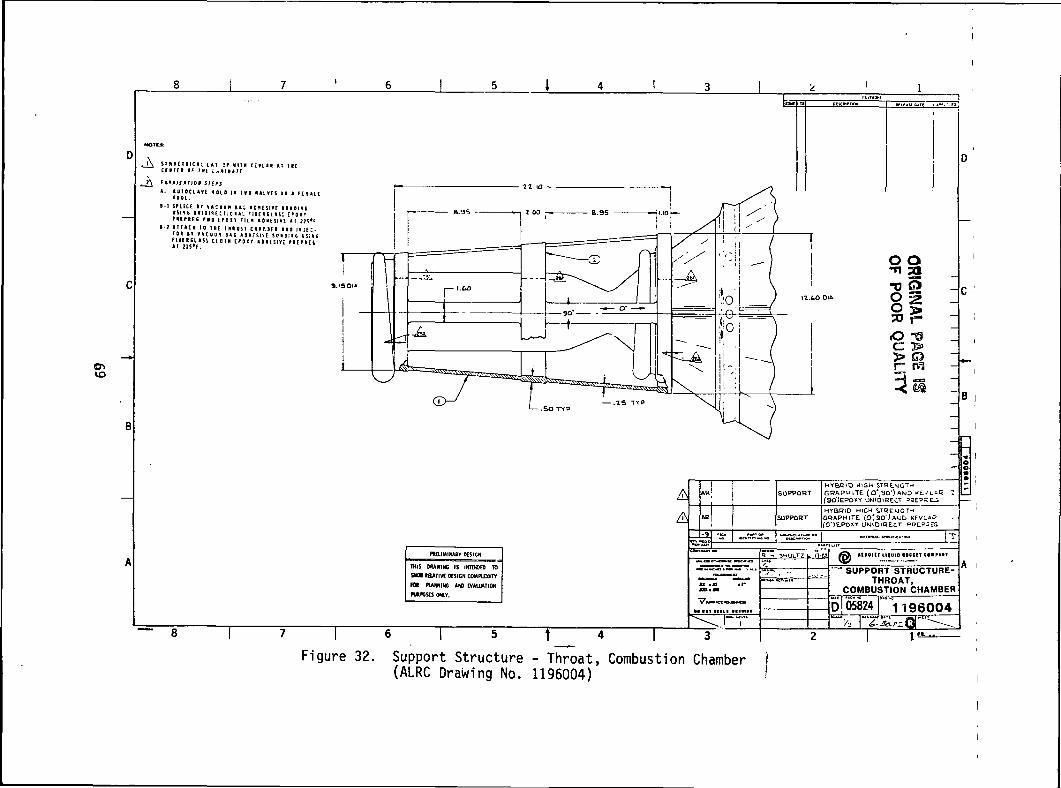
32 Support Structure - Throat, Combustion Chamber 69(ALRC Drawing No. 1196004)
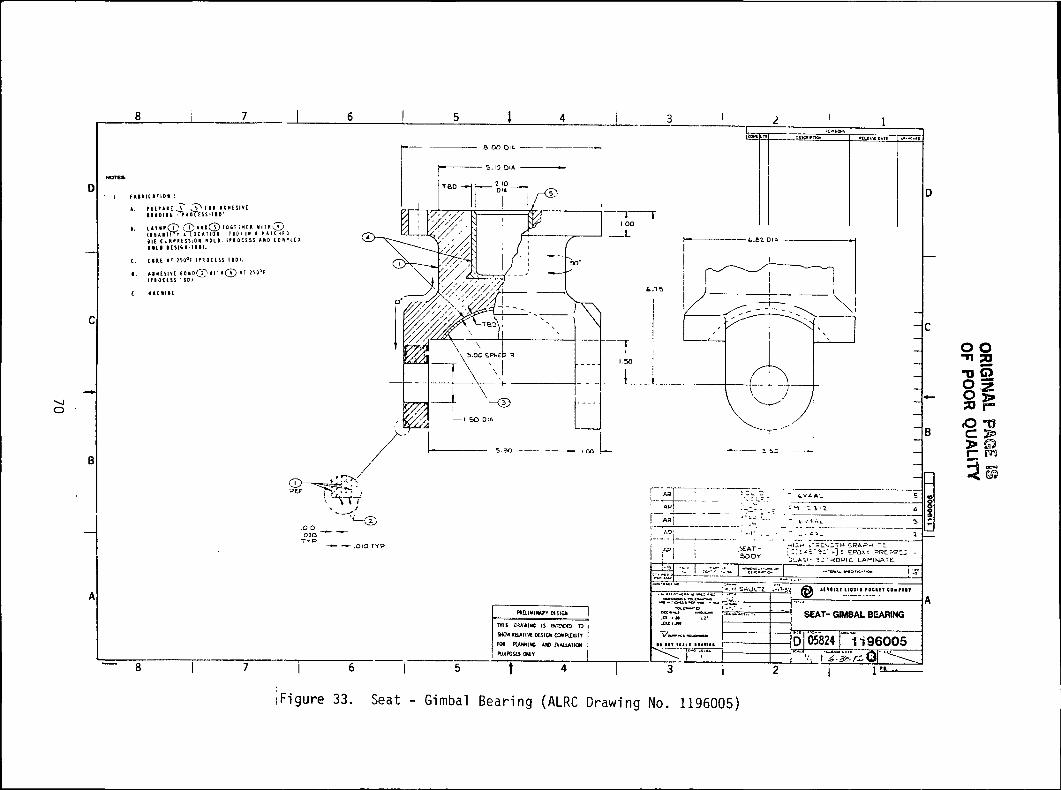
33 Seat - Gimbal Bearing (ALRC Drawing No. 1196005) 70
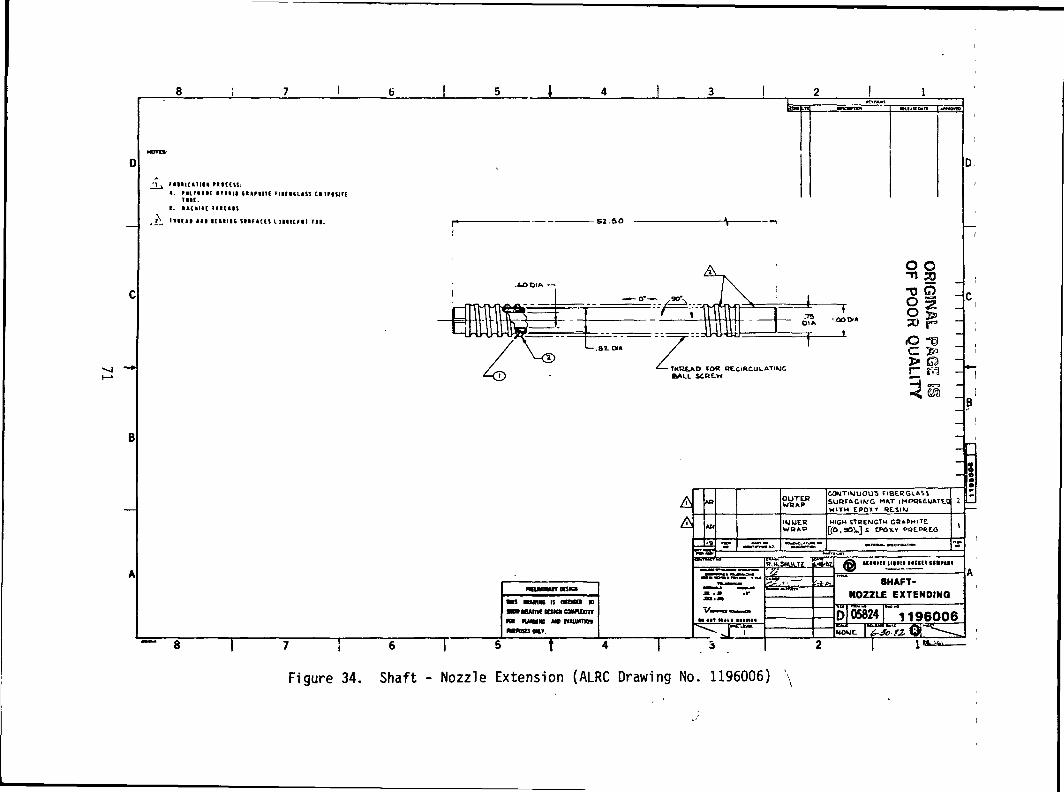
34 Shaft - Nozzle Extension (ALRC Drawing No. 1196006) 71
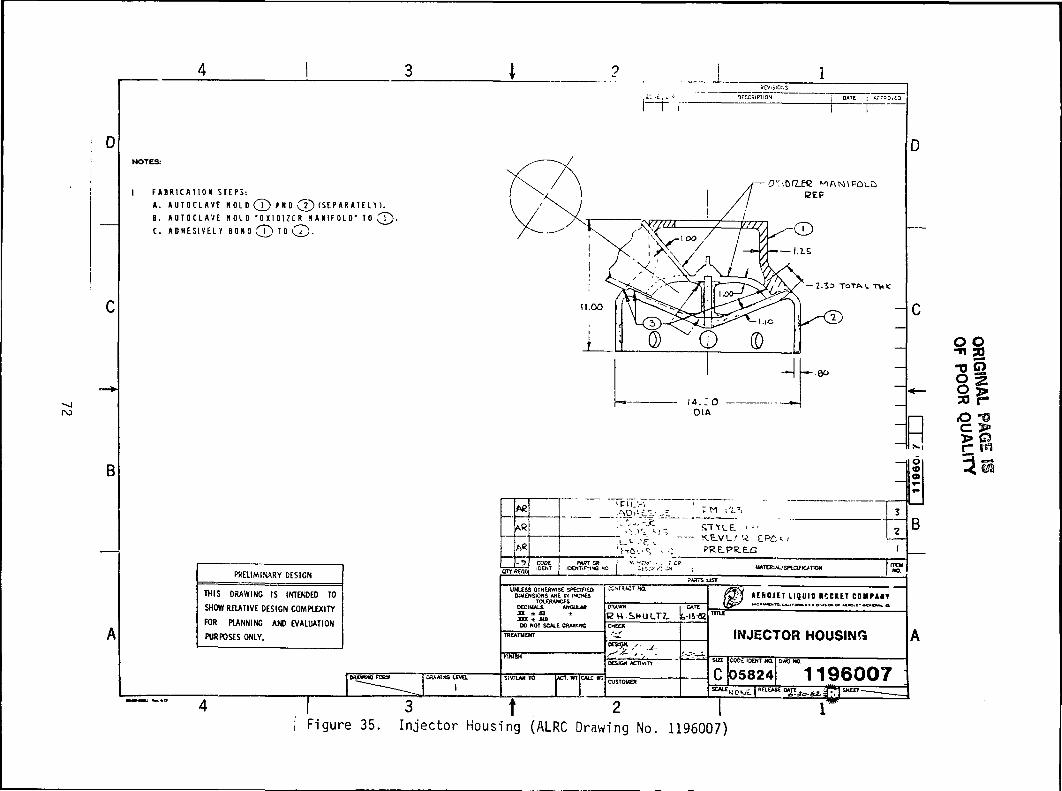
35 Injector Housing (ALRC Drawing No. 1196007) 72
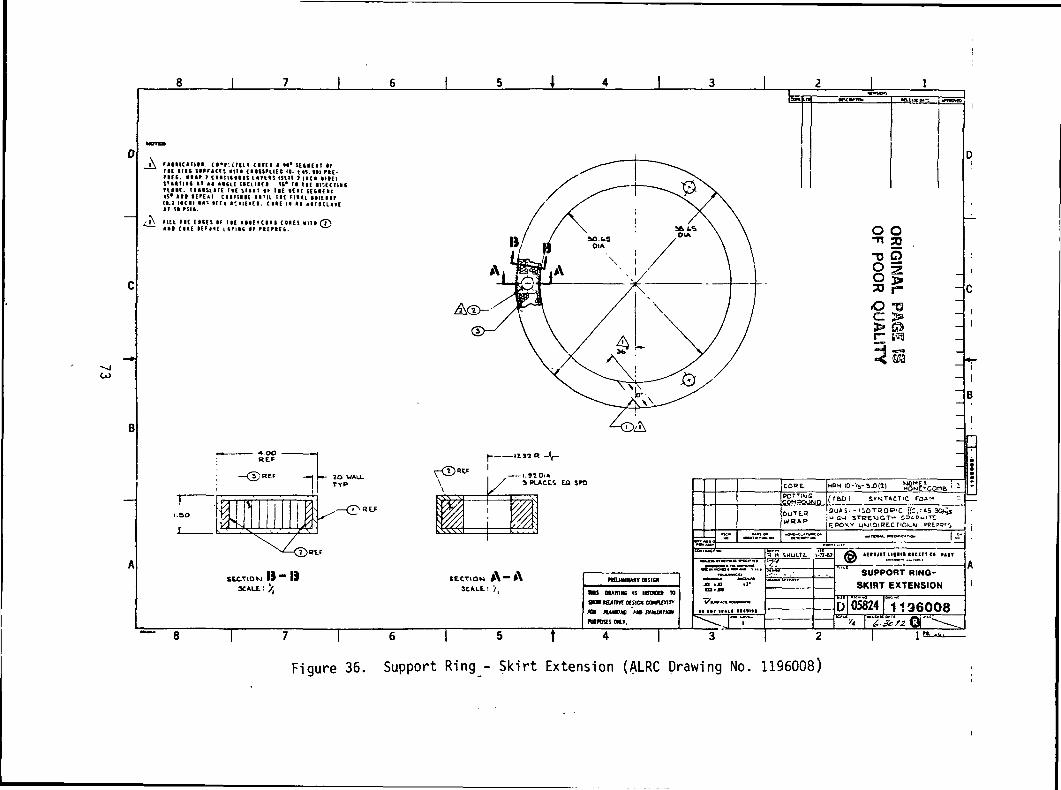
36 Support Ring - Skirt Extension (ALRC Drawing No. 1196008) 73
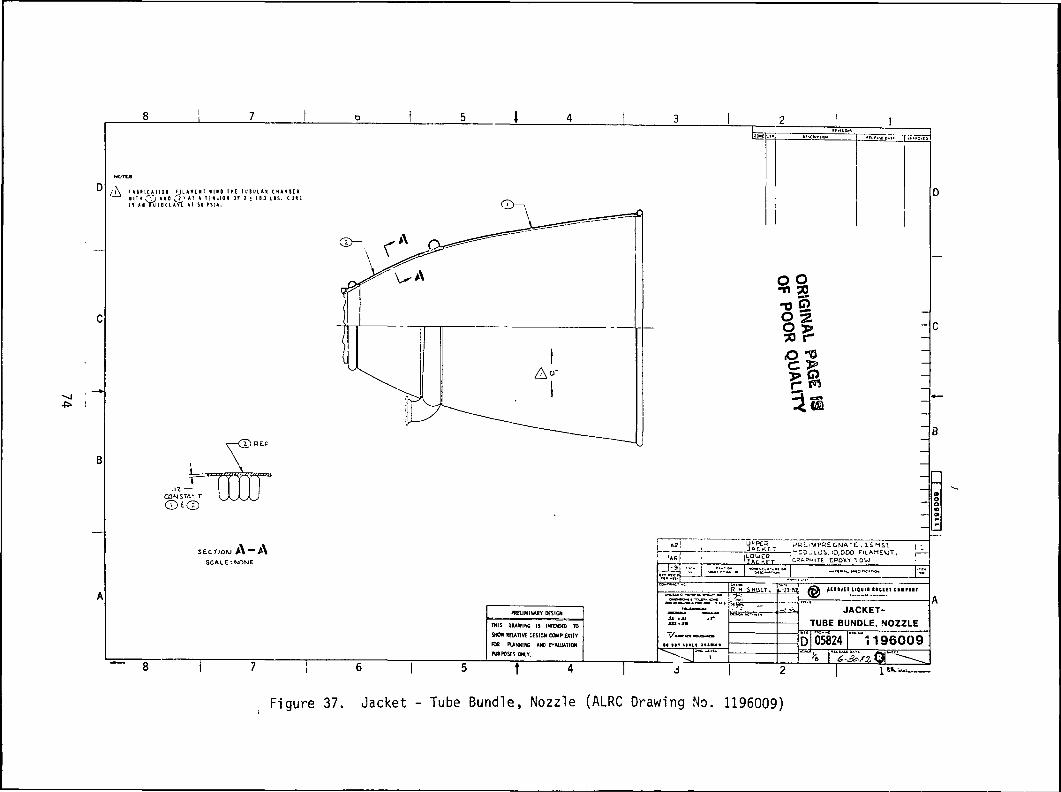
37 Jacket - Tube Bundle, Nozzle (ALRC Drawing No. 1196009) 74
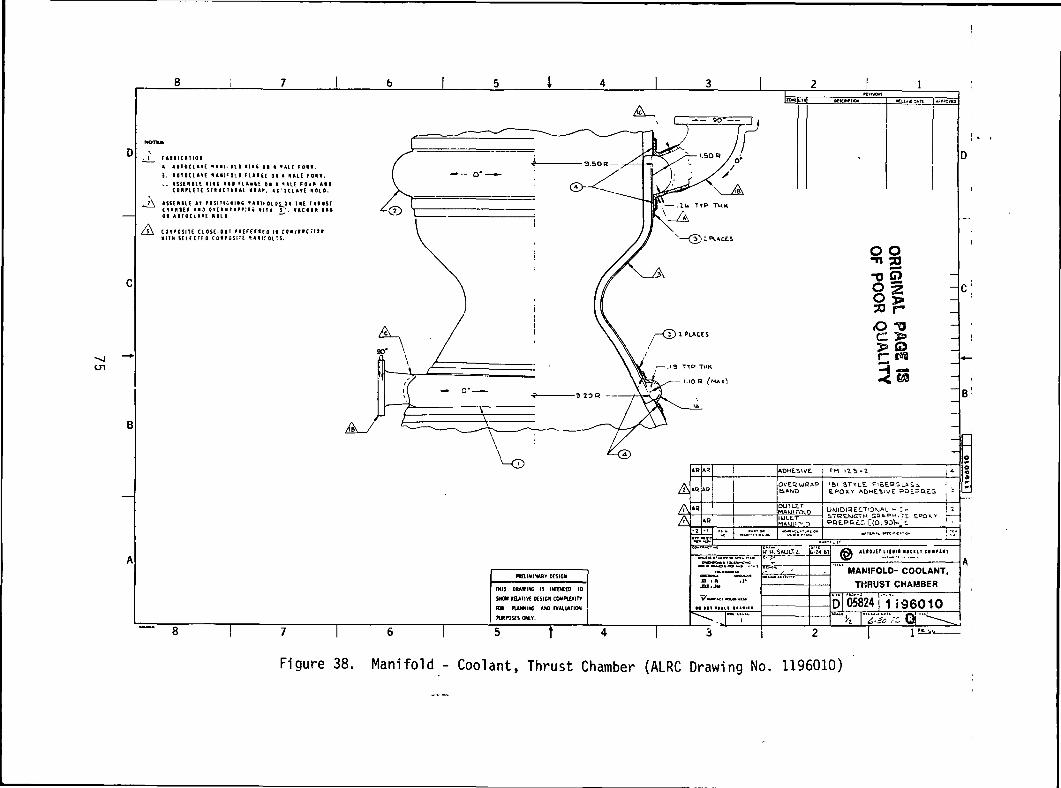
38 Manifold - Coolant, Thrust Chamber (ALRC Drawing No. 1196010) 75
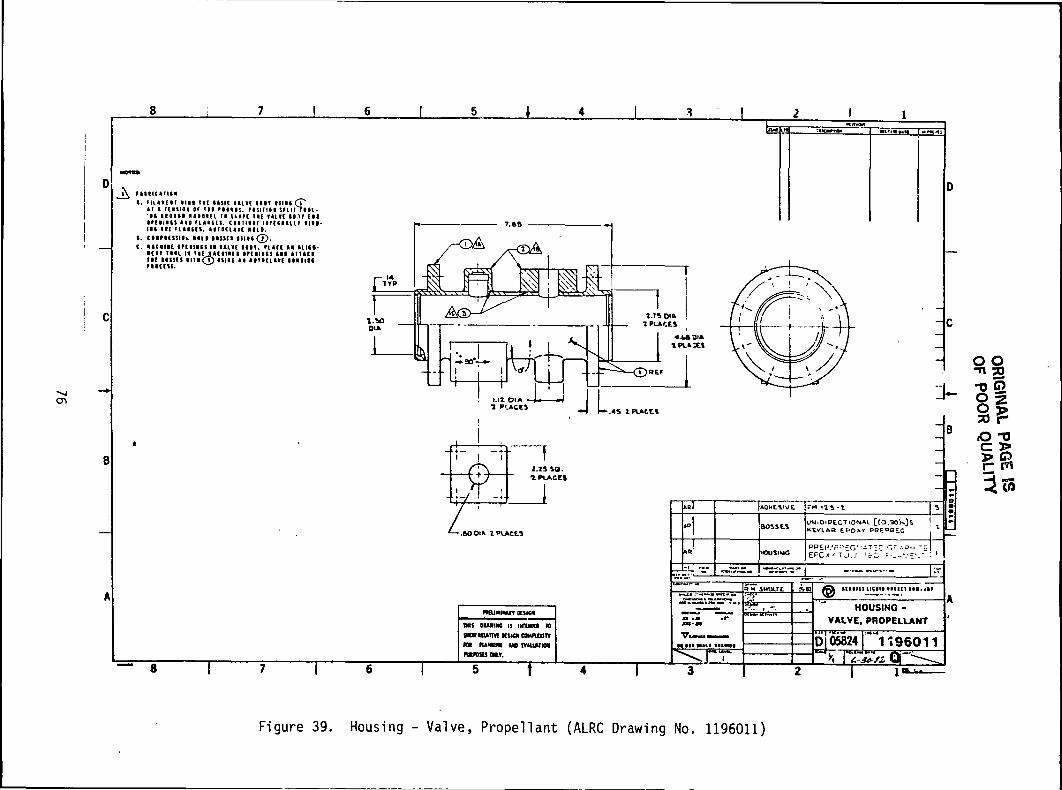
39 Housing - Valve, Propellant (ALRC Drawing No. 1196011) 76
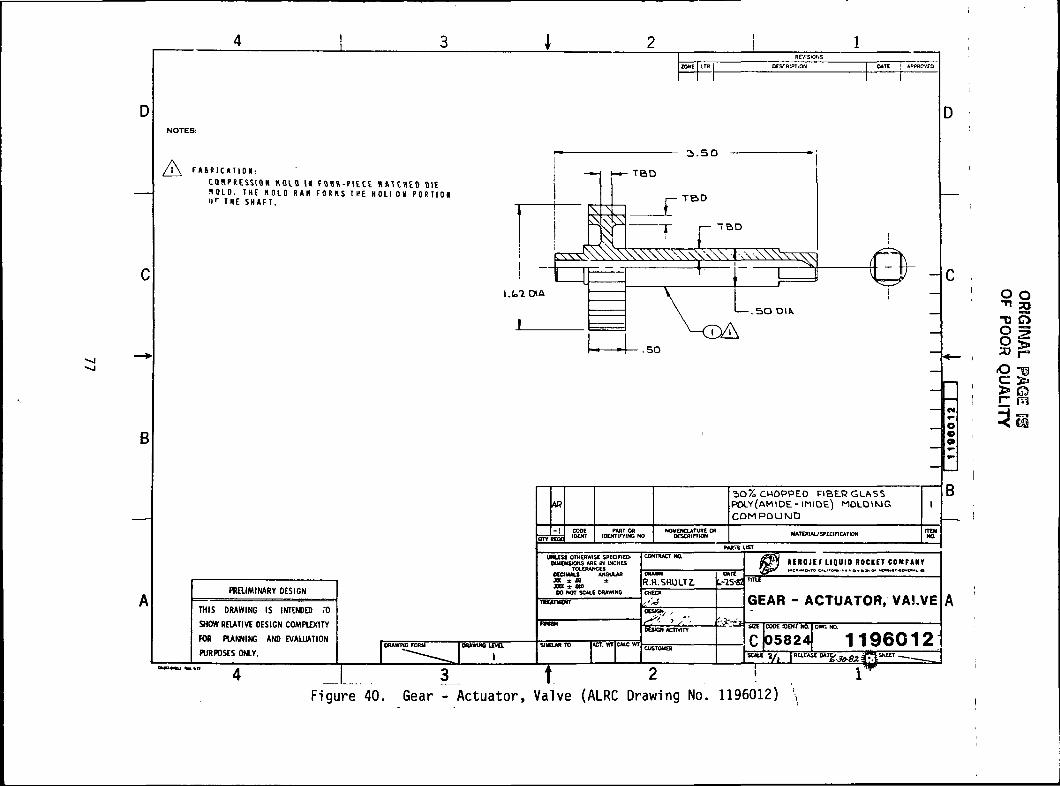
40 Gear - Actuator, Valve (ALRC Drawing No. 1196012) 77
41 Technology Risk Assessment Procedure 86
42 Technology Need Definition, Barrier Coating Process 88
43 OTV Valve Housing 100
44 OTV Valve Housing Fabrication Process Flowchart 101
45 1196011 Valve Housing Technology Program and 102Component Testing
46 Schedule and Budget for the OTV Valve Housing ' 103
47 LCH4 Impeller Housing 105
48 LCH4 TPA Impeller Housing Fabrication Process 106Fl owchart
49 1196001 LCH4 TPA Discharge Housing Technology ' 107Program and Component Testing
50 Schedule and Budget for the LCH4 TPA Impeller Housing ' 109
51 OTV Nozzle Extension Shaft Fabrication Process HOFlowchart
52 1196006 Shaft, Nozzle Extension Technology Program and mComponent Testing
vm
LIST OF FIGURES (cont.)
Figure No. Page
53 Schedule and Budget for the OTV Nozzle Extension 112
54 OTV Skirt Support Ring Fabrication Process Flowchart 114
55 1196008 Skirt Extension Support Ring Technology 115Program and Component Testing
56 Schedule and Budget for the OTV Skirt Support Ring 116
57 Schedule and Budget for Combining the Support Ring / 118and Extension Shaft
ix

I. SUMMARY
A. STUDY OBJECTIVES AND SCOPE
The major objectives of this study were to (1) determine the
extent to which composite materials can be beneficially used In liquid rocketengines, (2) Identify additional technology requirements, and (3) determinethose areas which have the greatest potential for return. The assessment isbased primarily on weight savings, but also considers materials and fabri-cation costs, performance, life, and maintainability factors as applicable.
The five-task study program summarized in Figure 1 was conductedto accomplish the stated objectives. Two engine systems were selected to bebaseline configurations for both orbit-to-orbit and earth-to-orb1t engines.All components from these baseline engines were assessed to Identify thosewhich could potentially benefit most from fabrication with composites.
Twelve components were ultimately selected for further study as aresult of this assessment. Preliminary drawings of the twelve selected com-ponents were reviewed by structural analysts to establish wall thicknessrequirements and to validate the design integrity. Subsequent to the struc-tural analysis, final cross-sectional drawings were prepared for the selectedcomponents, and accurate weights were determined by measuring the crosssections and determining the volumes.
Thought was then given to defining the technological barriersthat would need to be overcome in order to successfully build productionrocket components out of composite materials. A list of these technologyneeds was formulated, and a "Technology Needs Definition" form was filled out
for each of the individual technology needs. This form was used to defineeach technology need, assess its risk, suggest an approach to the problem,and propose a solution.
OF PO
OR Q
UA
LITY
aiu"> Xsis<C LU <C
H- Q£ 1—
t- (3
X UJ h
tf 5S
UJ % —
5* * 2
UJ O O
O CJ LU O
< DC UJ
Z (J LU OO
UJ Z (_> —
i
f« oe —
iISS
Z co (—
O —
J LU CO
O O. QC LU
• •
NIIO UJLU _l
-J =3
«— i a
<LU
t— zLU O
a oo
S
o
oz a
S
«—«
UJ
CQ
Q
m z
3
*: z
z ~
. u. t- co
t-^
U- O
00
«~i U
Jtx
LU
LU
ac x
C3
,—
§2
3§
sB_
j 3 <
_j _
j X a
o a
z o
o lo
LU
z u
j o z
z o
o z
3=
<_> f
X Z
LU
£O
O £
<-> o c
o u
.LU
a: o
LU LU
co LU
t— a
. o i-
i— <
c a
z§TASK 3CONCEPTUASSESSME
ooCO
§ a
Z [7
] >- O
CO
is 5
: _j iu
Q•—
i rf
«t
h- U
Joo 2
z <
uj
ss
a-
z
• COMPONENTSECTIONS P
• STRUCTURES• WEIGHT EST• TECHNOLOGY
LU
U.
i
JrcjS-C
T>
OQ.
: u
j zJ X
LU
: oo Q
> oo •-> is § ts
I 3
t;
?E
cc
«c5
So
o I
z Q
u; c
e o
_j
O(—
LU
-
,O
UJ <
U
z 3: o
o (—
z z
UJ o
o -J tJ co
O
Q5
1— 3
<; H
-t i— o
LU_J •—
U. _J h- LU
Qoo eg
oe
DQ «c z
rsU
J^U
Jt—
«
£(X
«—
<_
JO
Oh
-t—
C
O>
— U
JL
X.O
» O
^-J
_Jj at a.
o(U
^
^\
£ I \
o
z•—
f-H
>— 1 LJ
O
i LU
S
ut
OO
OO
O
Z«C
«t
ZO
Q
3
o
2-
OZ
00
t—
i— i L
i- «£
Z
Z LU
C
O111
I"1 O
11
111
co a
<
t— U
J t—
S>-> O
z of z
ac M
o *-• o
t— (->
LU
a. =
cu
00 0
0 Z
Z
0-Z
>- L
U O
O U
J O
•
•
•
0
0
X
uj
u,
2Z
LU
O O
O tj C
OZ
O
O Z
CO
z o
z
;!§*<UJ O
UJ
O
r^» •—
• "-
1
CM
OO
l
O1 C
T>
O C
T>
O —
' O
^
•
•
I, A, Study Objectives and Scope (cont.)
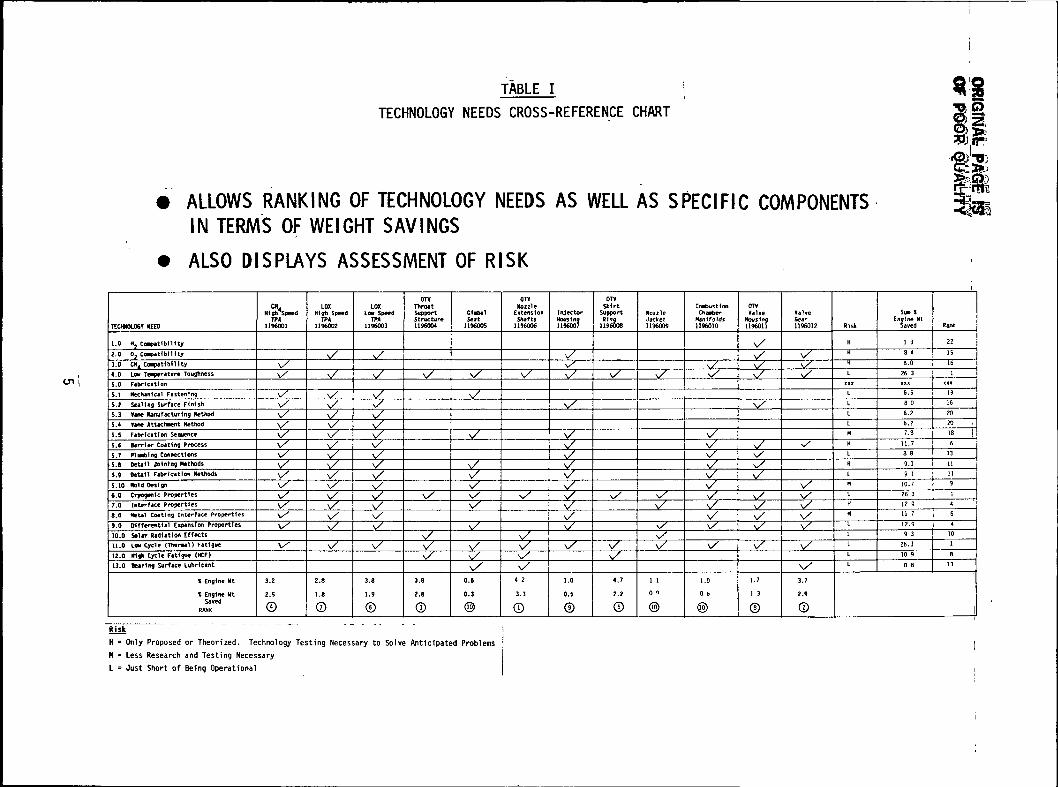
Using the previously generated weight data and the information
from the "Technology Needs Definition" forms, a "Technology Needs Cross-
Reference Chart" was formulated. This chart displayed the number of compon-
ents common to each technology and showed the percentage of weight reduction
associated with the application of each technology need. This allowed the
ranking of technology needs as well as specific components in terms of weight
reduction payoffs. It also displayed an assessment of the risk associated
with overcoming each technology barrier.
The "Technology Needs Cross-Reference Chart" was used in
selecting four follow-on tasks recommended for further study and fabrica-
tion. The selected components not only showed promising weight savings
through composite substitution, but their construction also encompassed the
solution of a wide variety of technology needs.
Finally, a plan, schedule, and budget were formulated for the
design, fabrication, and testing of the four selected components.
B. RESULTS AND CONCLUSIONS
This study determined that weight savings between 50 to 80% are
possible on selected components when substituting reinforced plastic compos-
ite (RFC) materials for metal. This translates to an engine weight savings
of 31.4% for the OTV engine and 25.5% for the LCfy 600K engine when compos-
ites are used wherever possible. The lower weight savings percentage for the
LCH4 600K engine results from its greater number of hot-gas components
(>350°F) which cannot use RPC substitution. Metal or ceramic matrix compos-
ites (MMC or CMC) could be used if high temperatures or performance became
bigger "drivers" than weight savings. For the purposes of this study, how-
ever, RPC's were selected over MMC's and CMC's because of their lower cost,
greater ease of fabricability, and higher specific strength.
I, B, Results and Conclusions (cont.)
It was also determined that a wide variety of technology needs(thirteen major categories) remain to be explored in substituting RPC's formetallic parts. Many of these technology needs lend themselves to easysolutions and were only included out of a desire for thoroughness (I.e.,solar radiation effects, bearing surface lubricant, etc.). It is believedthat the remainder of the more difficult technology needs can be solvedthrough straightforward laboratory and fabrication test programs, asdiscussed in Section VI,B of this report.
Table I is an abridgement of the results obtained in Tasks Ithrough IV and was used to select the follow-on tasks recommended for fabri-cation in Task V. The vertical columns show which technology needs areapplicable to a given component and also give the percentage of engine weightsavings possible if the component used composite substitution. The horizon-tal rows show the number of components common to each technology need, aswell as the potential for weight reduction associated with the application ofeach technology need. Consequently, Table I allows the ranking of technologyneeds as well as specific components in terms of weight savings. It alsodisplays our assessment of the risk associated with overcoming each techno-logy barrier. A rating of "high risk" in no way signifies "next to impos-sible" in this chart; it merely indicates that the technology has only beenproposed or theorized and that a reasonable amount of technology testingremains to be done to completely solve anticipated problems. A rating of"medium risk" indicates that less research and testing will be required toimplement a given technology. A "low risk" technology need is one that isjust short of being operational.
The recommended follow-on tasks were selected, using Table I as aguide. This ensured that a combination of promising weight savings and tech-nology advancement features were incorporated into a minimum-cost, low-riskprogram. The components selected for fabrication in a follow-on program areas follows:
ORIG
INA
L PAG
F
Ioa:ioooooacooooLUUJ
CDoo
oa.§OOOLU
a.oo00
ooooo00
«
r?
Q o
o °
uj °°
u- tr oo
O g
oo00
a.,00
oooo
fi
CortMjsttonOambf
Hanlfolds1196010
IIIiiThroatSupportStructure
^
\,
\\^
2 S
0
25
©
: s e
' "0
° " ©
2 S
©
2 £©
Ss.•s. s re s 5
CL oe
v>
-i * ^(A
II
It
I, B, Results and Conclusions (cont.)
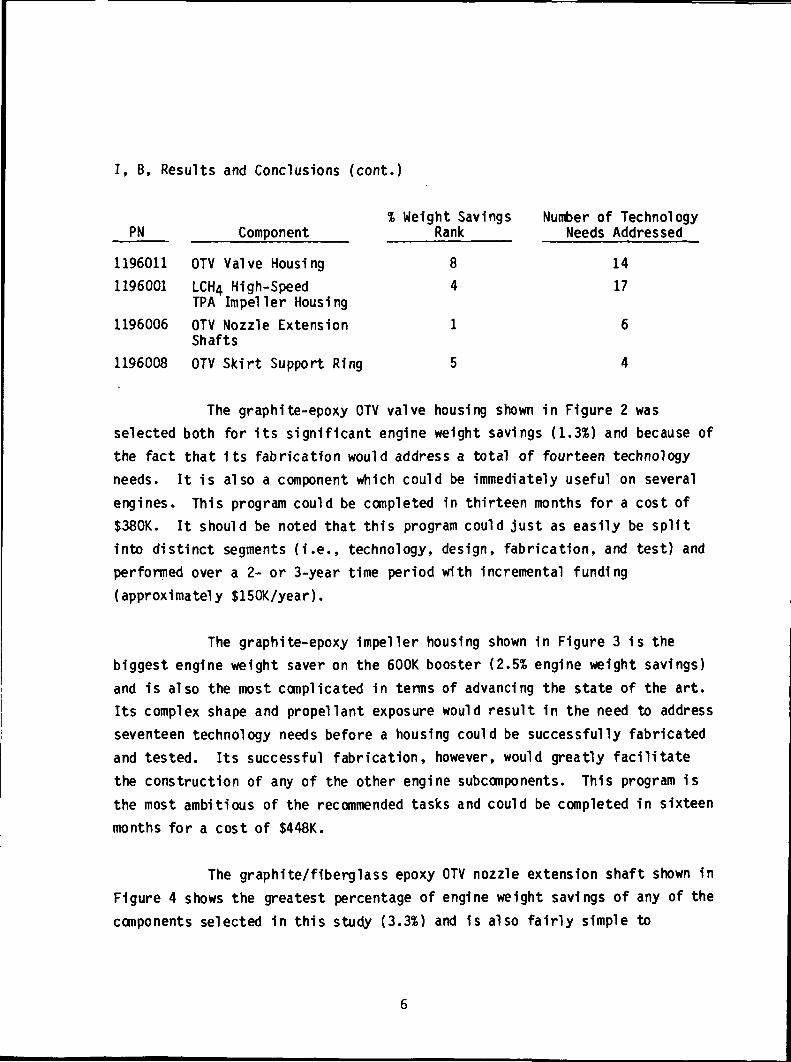
% Weight Savings Number of TechnologyPN Component Rank Needs Addressed
1196011 OTV Valve Housing 8 14
1196001 LCH4 High-Speed 4 17TPA Impeller Housing
1196006 OTV Nozzle Extension 1 6Shafts
1196008 OTV Skirt Support Ring 5 4
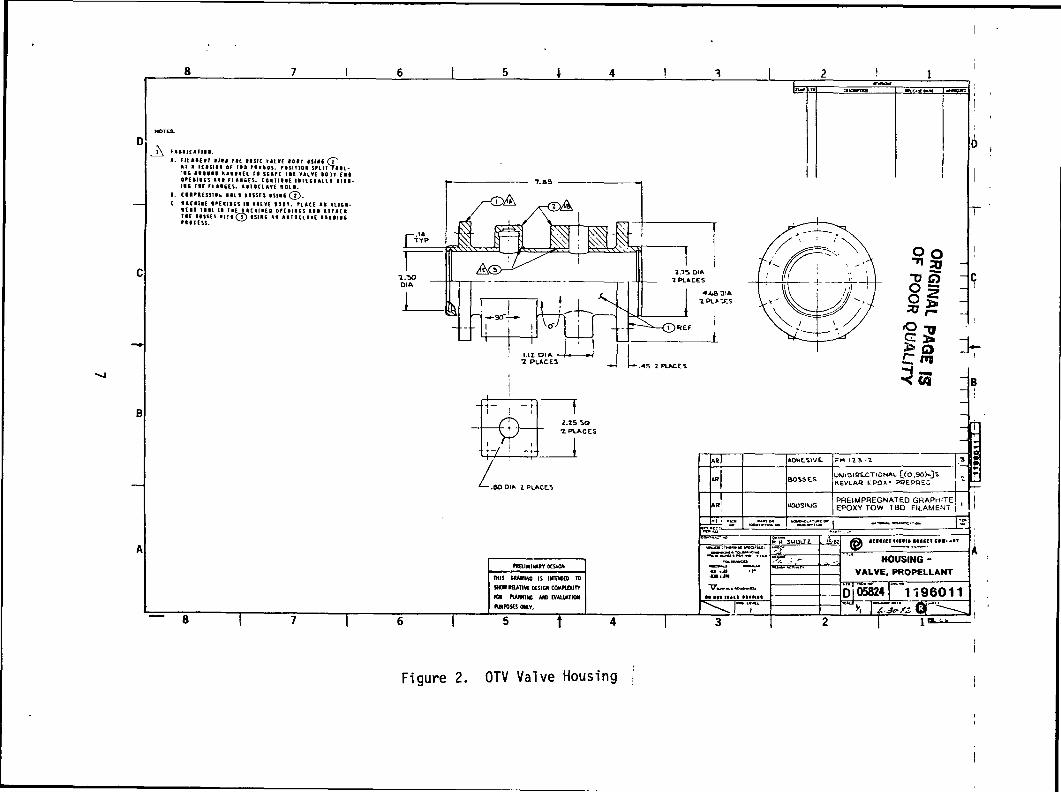
The graphlte-epoxy OTV valve housing shown In Figure 2 was
selected both for its significant engine weight savings (1.3%) and because of
the fact that its fabrication would address a total of fourteen technology
needs. It is also a component which could be immediately useful on several
engines. This program could be completed 1n thirteen months for a cost of
$380K. It should be noted that this program could just as easily be split
into distinct segments (i.e., technology, design, fabrication, and test) and
performed over a 2- or 3-year time period with Incremental funding
(approximately $150K/year).
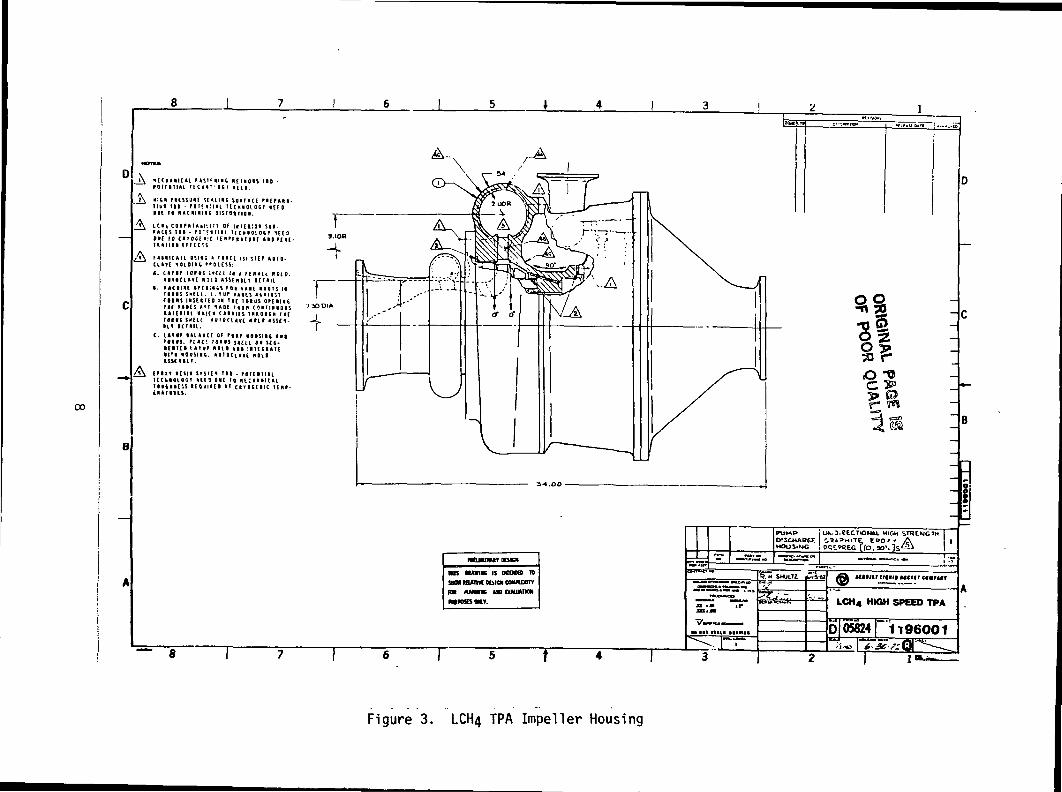
The graphite-epoxy Impeller housing shown 1n Figure 3 1s the
biggest engine weight saver on the 600K booster (2.5% engine weight savings)
and 1s also the most complicated in terms of advancing the state of the art.
Its complex shape and propellant exposure would result in the need to address
seventeen technology needs before a housing could be successfully fabricated
and tested. Its successful fabrication, however, would greatly facilitate
the construction of any of the other engine subcomponents. This program is
the most ambitious of the recommended tasks and could be completed in sixteen
months for a cost of $448K.
The graphite/fiberglass epoxy OTV nozzle extension shaft shown in
Figure 4 shows the greatest percentage of engine weight savings of any of the
components selected in this study (3.3%) and 1s also fairly simple to
ORIGINAL PAG
E ISPO
OR Q
UA
LITY ~n
iiTT
'£».a
lJa
oS
<!SSH. 03
UJO
«ro-Q
.UJ
fcC:
:2,
00
(9 uz n-
,1'; :
"H
ll',»till
enci/)oCV
J
ICT
)
00
O
CO
I I I I I I I I I I II
I >»»••» 1
'I'M i r
OF
CT
>
O(UcuQ.
ro0)
O1
00
15!it|ifc
J
0
-i m
1
1 W
O*»
iH -
^
1 1
i i i i i M
i i i i ~O
OR
IGIN
AL
PA
GE
IS
-1
OF
PO
OR
QU
ALIT
Y
'4,
its!3
*J
02
0
;
is5
r
J
/(
U
"? "
,n4
^5
= —
4%
=
i|l3 u
i i
3^Wo
o3
25j3(Jtt
3 i!
) a.
> "I
3 35!
S(!
o^
-- < - -- -
-
«!
EIMCTH GRfcPMlTE.S EPOX.Y PBEPRtG
s? /a
18 . (e>
-Q
i ,
I£o
! d
ji'B-
SS
!- ! -
I! P I
,1 sS?i
a -
! 2
- ! i !8
T i
j!
'
SHAFT- iZZLE EXTENDING :
824 f"i 196006[•iruHbAIC ^kjN^T ~
I tr*>-ri, ®r~~~-~^
i is -
I T
all
$- if- 1,, s
%!
5 •
If j!i~
pU i IT
1liU
iiJ;/
€ J
Kj
1'o!o
'inNI
s
111
_[1—4O
i
3 <!
I
1 N
: ss_j'
1 ^0
^®
fL^\
6 IIs
ill
^ S
9i ~
1i IM
!Ile
l
5p
i
5 :
I <
^f
"^]
i4
CMi«>l-
*-
int^00i
10.ccoa)+JXLU(Ur—MNO«d-
S-
OF POOR
I, B, Results and Conclusions (cont.)
fabricate. This program could be completed 1n thirteen months for a cost of$231K. This 1s one of the simplest and least costly programs which could be
performed and still result In significant weight savings.
The honeycomb/graphlte-epoxy OTV skirt support ring shown 1nFigure 5 shows an engine weight savings of 2.2% and is also simple to fabri-
cate. Additionally, it could be mated with the aforementioned extensionshaft to form a subassembly. The support ring could be developed and tested
in thirteen months for a cost of $231K. Developing both the extension shaftand support ring together would result 1n certain economies because of the
commonality in the technology testing and subcomponent tests. They could
both be developed in the same 13-month time frame for a cost of $281K.
It is recommended that a follow-on program be funded to 1)
resolve technology needs, 2) design and fabricate a RPC subcomponent, and 3)test and evaluate the subcomponent. At the very least, a fabrication and
materials technology program should be initiated to find solutions for theidentified technology needs.
10 .
«
OR
IGIN
AL P
AG
E
ISO
F POO
R Q
UA
LITY
00
0
uTn
-fr-,.U L
J1(1 F
Qt
o 2
o ""
COoo<Oe>
F
nilS = 5•*l
I
Ou.
Oul
*'«
ilsi
ce:oo.
Q.
ooI(U
ORIGINAL PAGE ISOF POOR QUALITY
II. INTRODUCTION
A. BACKGROUND
Many Improvements in liquid rocket propulsion are being evaluated
1n an effort to define an economical space transportation system. One such
Improvement Involves the use of composite materials in rocket engine design.
Composites are a family of high-performance materials consisting
of a matrix reinforced with a fiber. The matrix is usually a thermosetting
resin such as epoxy, a ceramic, or a metal such as aluminum. The reinforce-
ment can be Kevlar, fiberglass, graphite, or boron in the form of either con-
tinuous fibers, chopped fibers, or whiskers. The combination of a matrix and
a fiber results in a new composite material which 1s lighter, stlffer, and
stronger than either of Its constituents.
Recent studies indicate that weight reductions of 30 to 45% can
be achieved for specific components of existing engines by using current and
near-term composite technology. The Advanced Oxygen-Hydrocarbon Rocket
Engine Study (NAS 8-33452), conducted by ALRC for NASA-MSFC, suggested that
weight savings of 30 to 40% are possible for an entire LOX/hydrocarbon
booster engine employing near-term and future composite technology.
Previous applications of composites in military, NASA, and com-
mercial projects provide a broad base of experience. Rocket engine applica-
tion, however, will impose additional material, design, and fabrication
requirements due to such factors as hot gas and cryogenic temperature
extremes, maintainability requirements, and a dynamic environment. Further,
past experience has shown that the application of composites requires much
hands-on development of design procedures and fabrication techniques which
are unique to specific components.
12
II, Introduction (cont.)
B. PURPOSE AND SCOPE
The major objectives of this program were to 1) determine the
extent to which composite materials can beneficially be used 1n liquid rocket
engines, 2) Identify additional technology requirements, and 3) determine
those areas which have the greatest potential for return.
The scope included examining all major components from both
earth-to-orbit and orbit-to-orbit engines to determine which could benefit
most from composite substitution. The study guidelines dictated that the
major consideration be weight savings, although cost, life performance, and
maintainability were also considered. Drawings were made, technology needs
were assessed, and a program plan was presented for designing, fabricating
and testing four selected components.
C. APPROACH
To accomplish the program objectives, an effort Involving five
technical tasks was conducted. The tasks conducted were as follows:
1. Task I - Baseline Engine Configurations
Establish baseline representative engine configurations for
both orbit-to-orbit and earth-to-brb1t engines. This task was limited to
schematic descriptions of the two selected engine systems and to documenting
the general configurations and requirements of the engine components.
13
II, C, Approach (cont.)
2. Task II - Component Assessment and Identification
Establish a methodology for assessment of the component con-
cepts. Apply this methodology to all baseline components from Task I and
identify the components which can potentially benefit from fabrication withcomposites. A brief justification was also provided for each component wherecomposite materials do not show a benefit.
3. Task III - Conceptual Design Assessment
Prepare conceptual design drawings (cross sections) of each
component with potential composite application. Perform appropriate struc-
tural analyses as required to obtain realistic weight estimates. Define theminimum effort needed to illustrate the feasibility of technology development
for each component.
4. Task IV - Criticality Ranking of Technology Needs
Establish a critical 1ty ranking of identified technology
needs. The degree of risk for successfully developing the technology wascategorized between low (for components that are just short of being opera-
tional) to high (for components that have only been proposed or theorized).The degree of risk assessment Included such factors as commonality, cost,schedule, and performance. Life-cycle cost data, where available or readilyapproximated, were also utilized.
5. Recommended Tasks
Recommend a minimum of two follow-on tasks Involving compon-
ent fabrication and testing. The recommendations encompass the integration
.14
II, C, Approach (cont.)
of multiple technology needs and Include a detailed approach, schedule, andestimate of the resources required.
D. PROGRAM SCHEDULE AND MAJOR MILEPOSTS
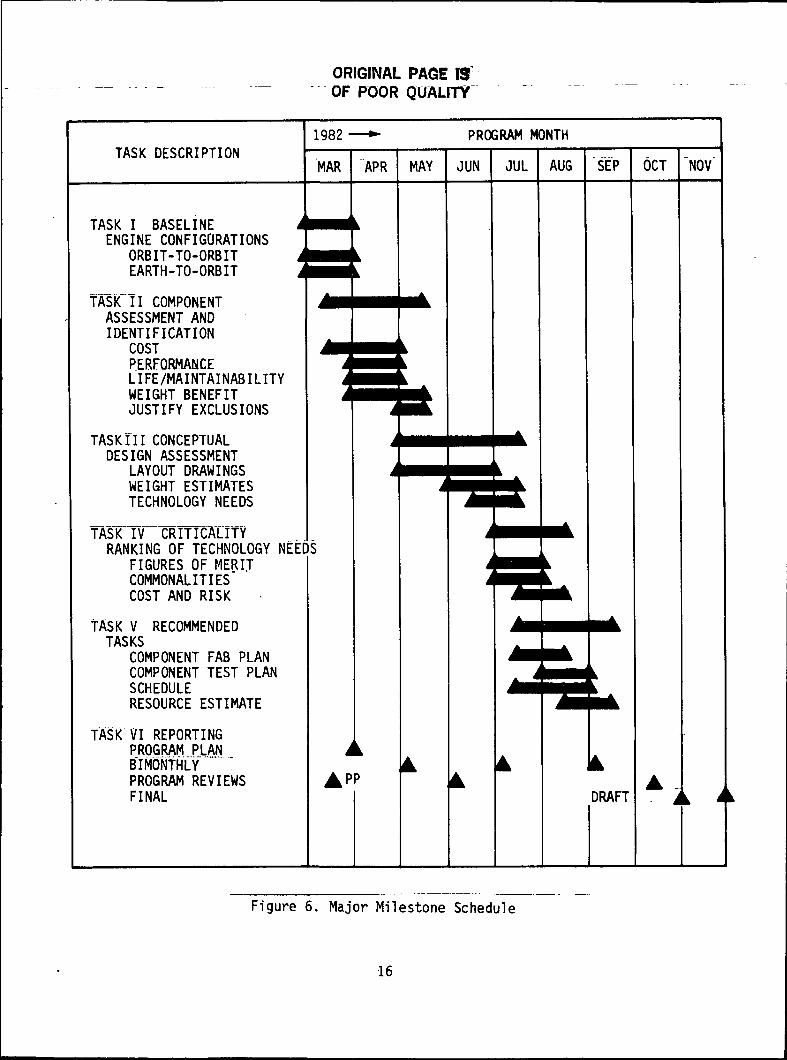
Figure 6 presents a detailed program schedule of the events 1n
Tasks I through V. The mlleposts shown Include submlttal of data for NASA
approval, reviews, and task completions.
15
ORIGINAL PAGE ISOF POOR QUALITY
TASK DESCRIPTION
TASK I BASELINEENGINE CONFIGURATIONS
ORBIT-TO-ORBITEARTH-TO-ORBIT
TASK" 11 COMPONENTASSESSMENT ANDIDENTIFICATION
COSTPERFORMANCELIFE/MAINTAINABILITYWEIGHT BENEFITJUSTIFY EXCLUSIONS
TASK III CONCEPTUALDESIGN ASSESSMENT
LAYOUT DRAWINGSWEIGHT ESTIMATESTECHNOLOGY NEEDS
TAST TV~WTTCALTTYRANKING OF TECHNOLOGY NEEDS
FIGURES OF MERITCOMMONALITIES"COST AND RISK
TASK V RECOMMENDEDTASKS
COMPONENT FAB PLANCOMPONENT TEST PLANSCHEDULERESOURCE ESTIMATE
TASK VI REPORTINGPROGRAM PLANBIMONTHLYPROGRAM REVIEWSFINAL
Figure 6. Major Milestone Schedule
16
III. TASK I - BASELINE ENGINE CONFIGURATIONS
A. OBJECTIVES
The objective of Task I was to establish baseline representativeengine configurations for both orbit-to-orbit and earth-to-orbit engines.
The task was limited to schematic descriptions of the selected engine systemsand to general configurations and engine component requirements.
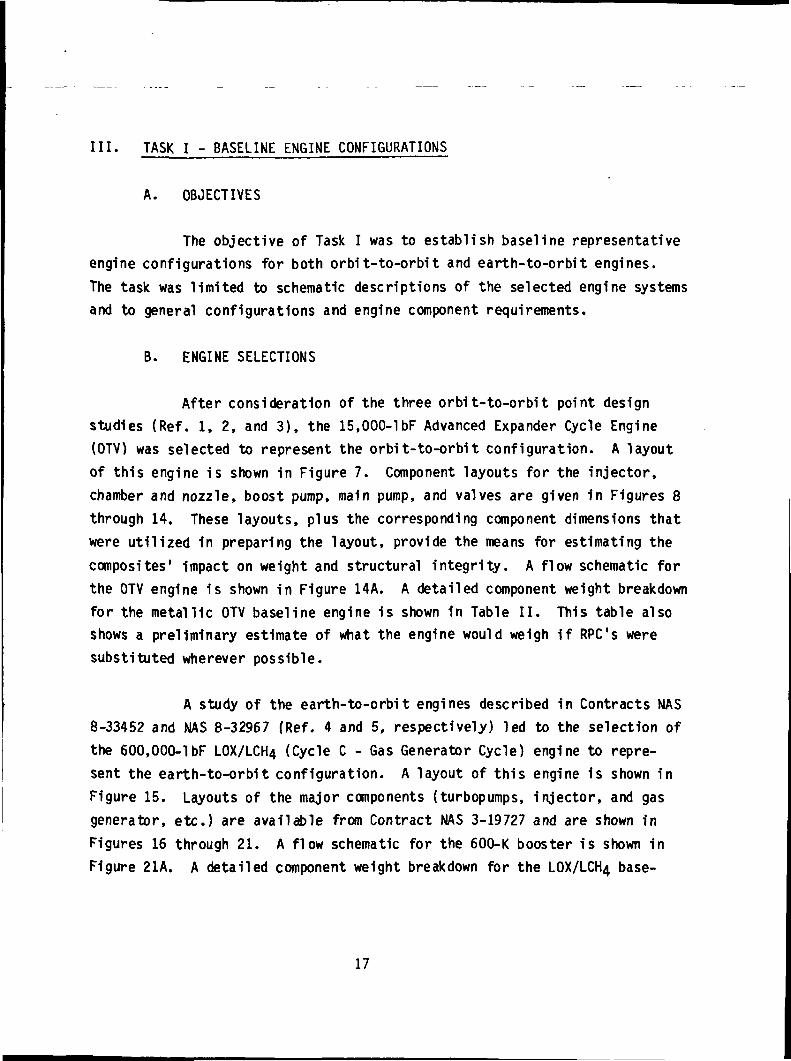
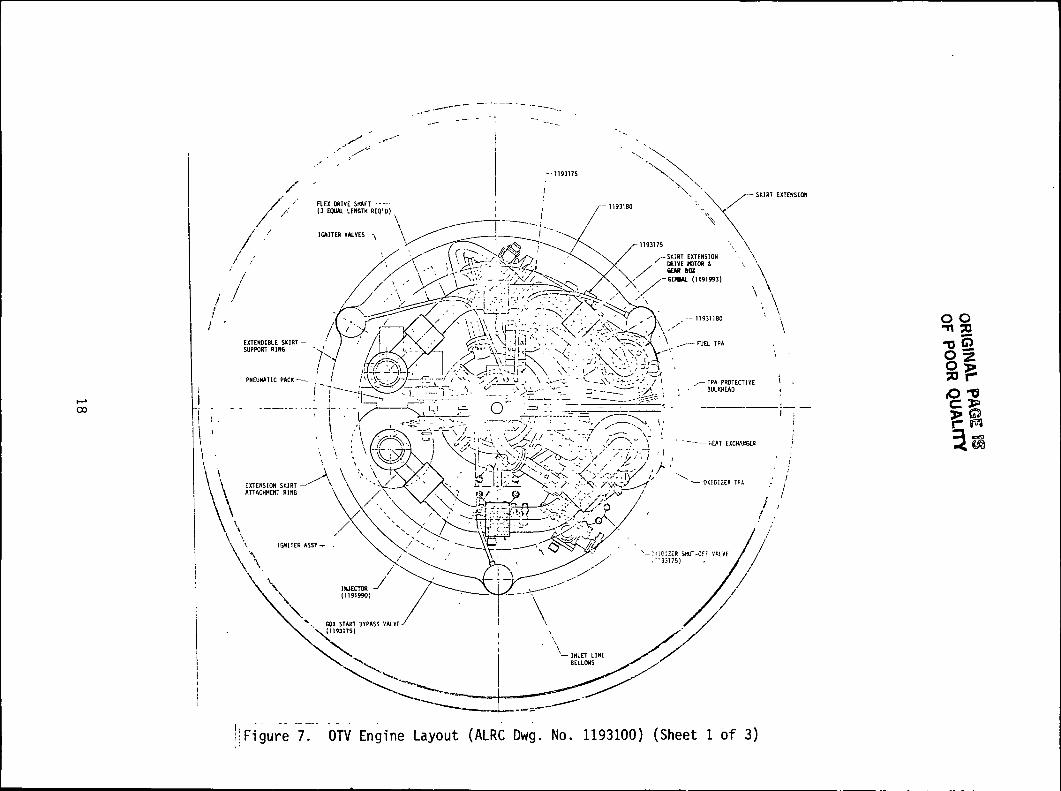
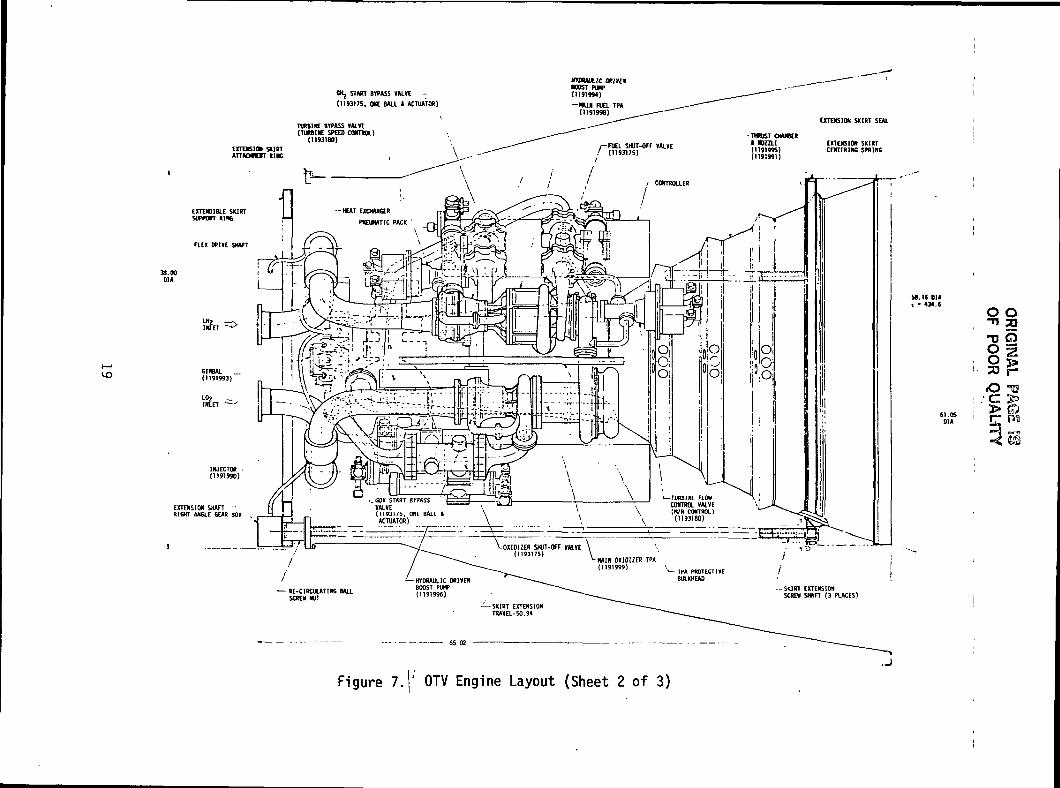
B. ENGINE SELECTIONS
After consideration of the three orbit-to-orbit point design
studies (Ref. 1, 2, and 3), the 15,000-1bF Advanced Expander Cycle Engine(OTV) was selected to represent the orbit-to-orbit configuration. A layout
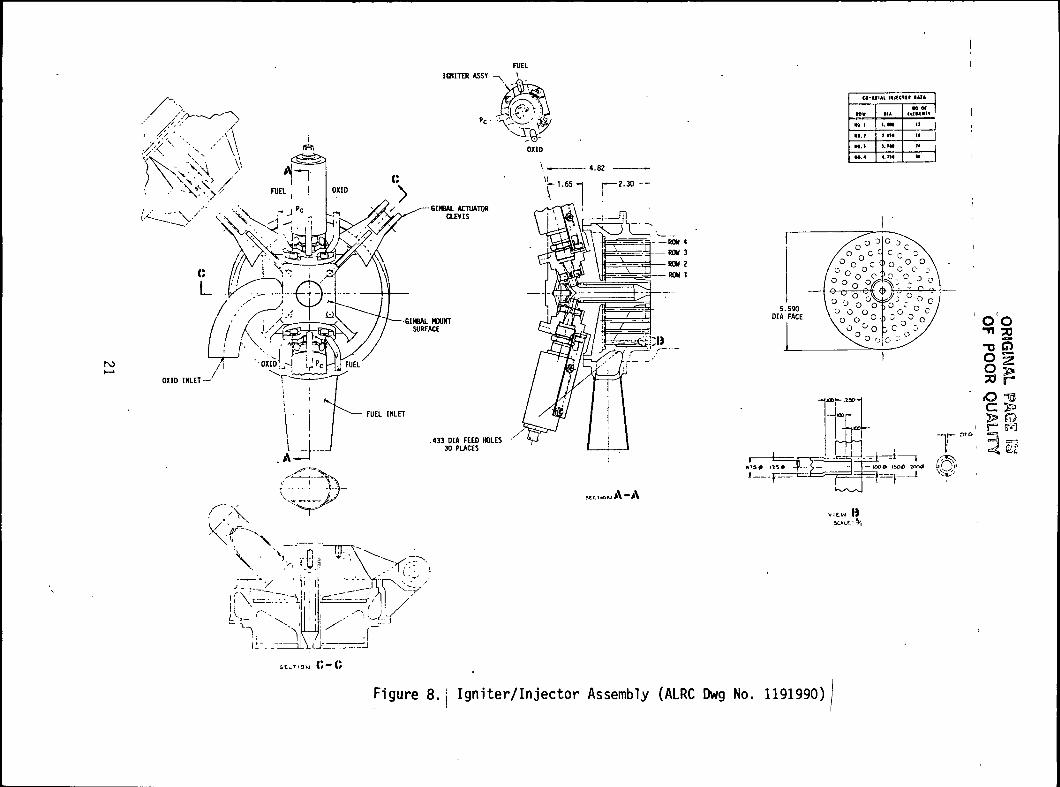
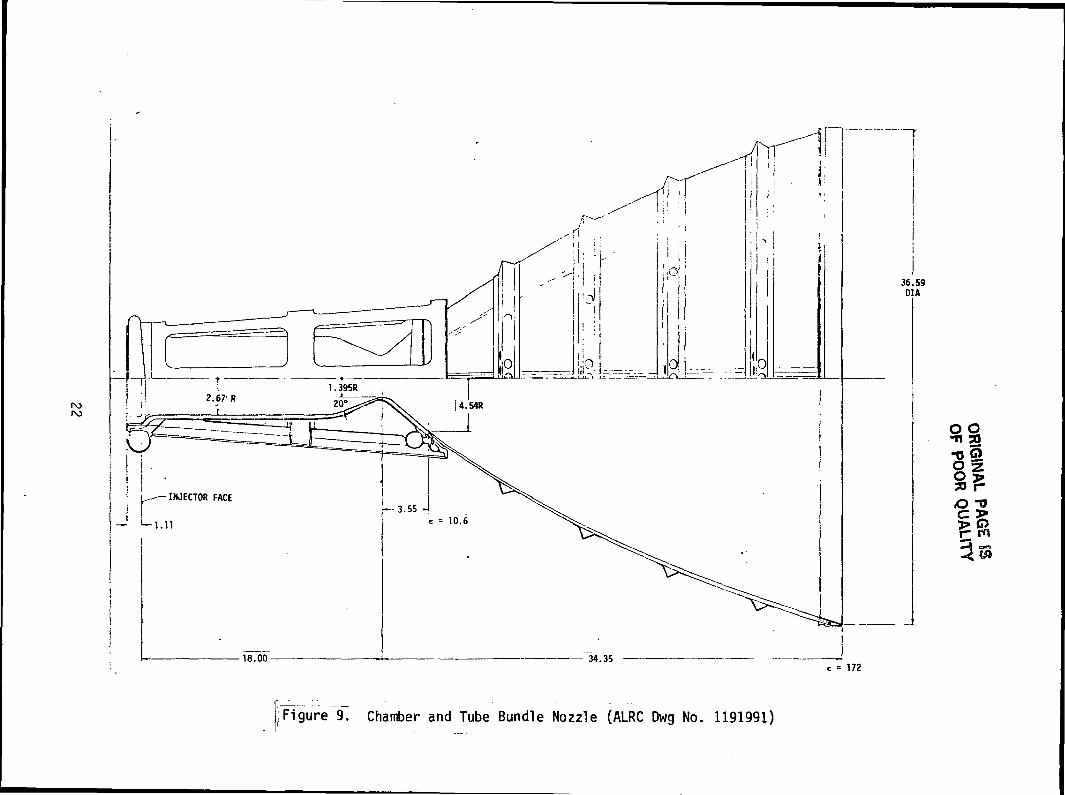
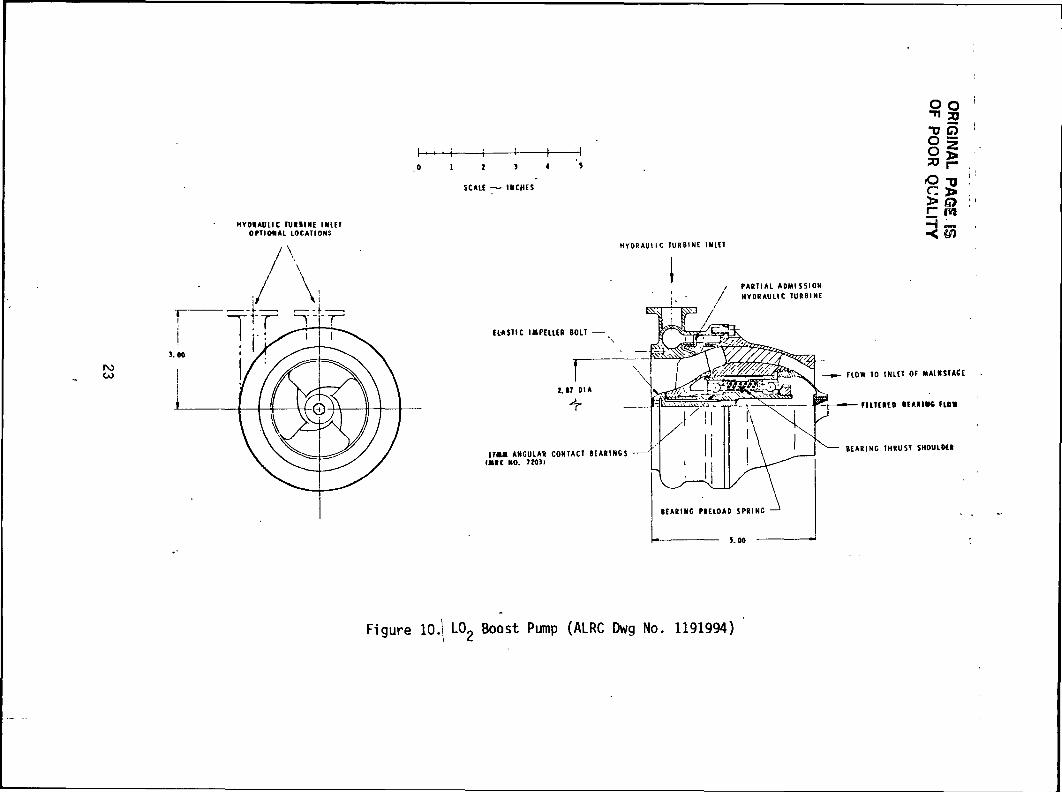
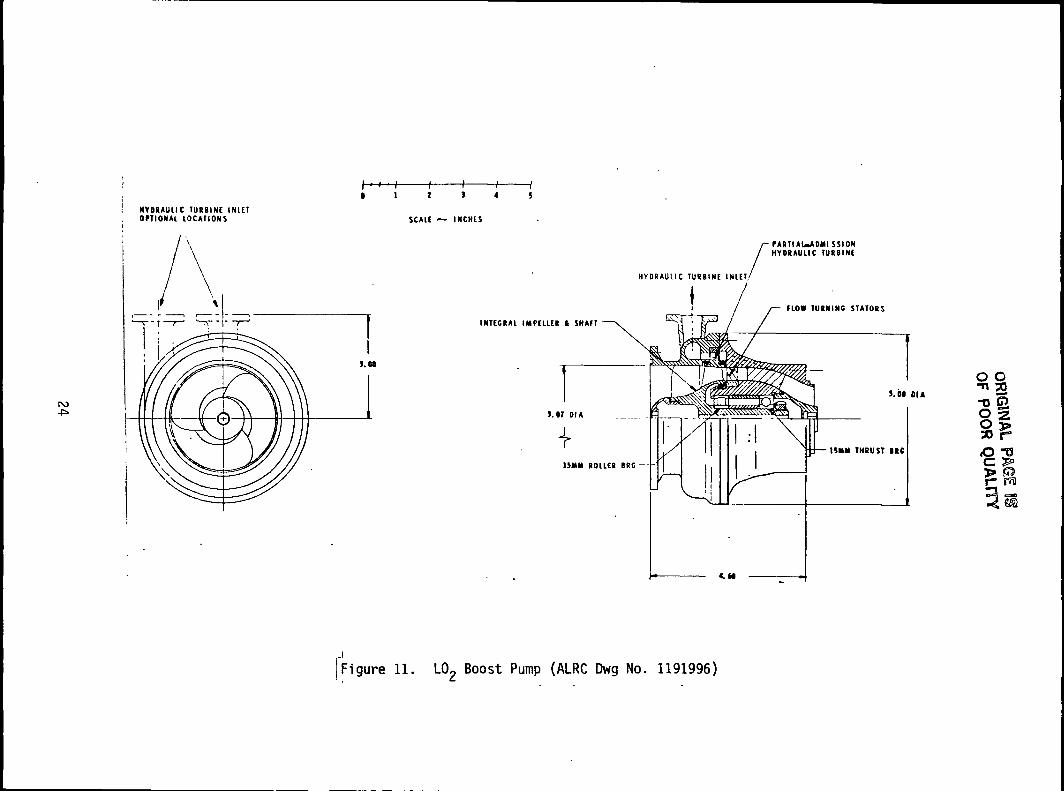
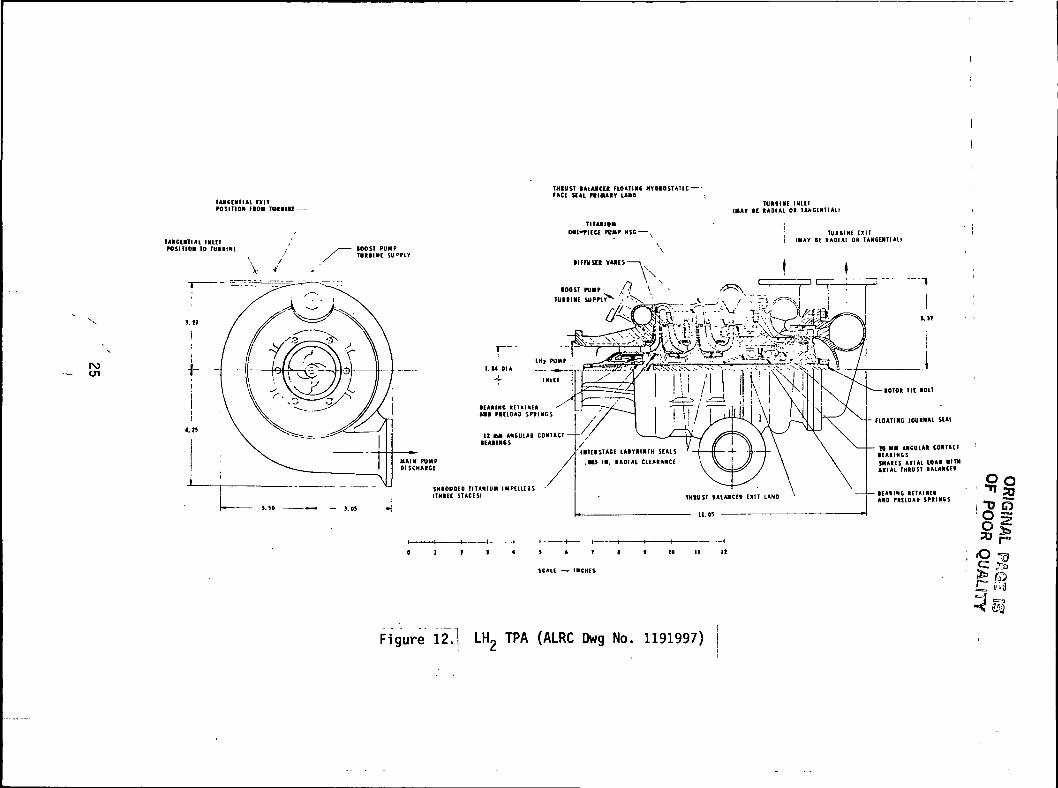
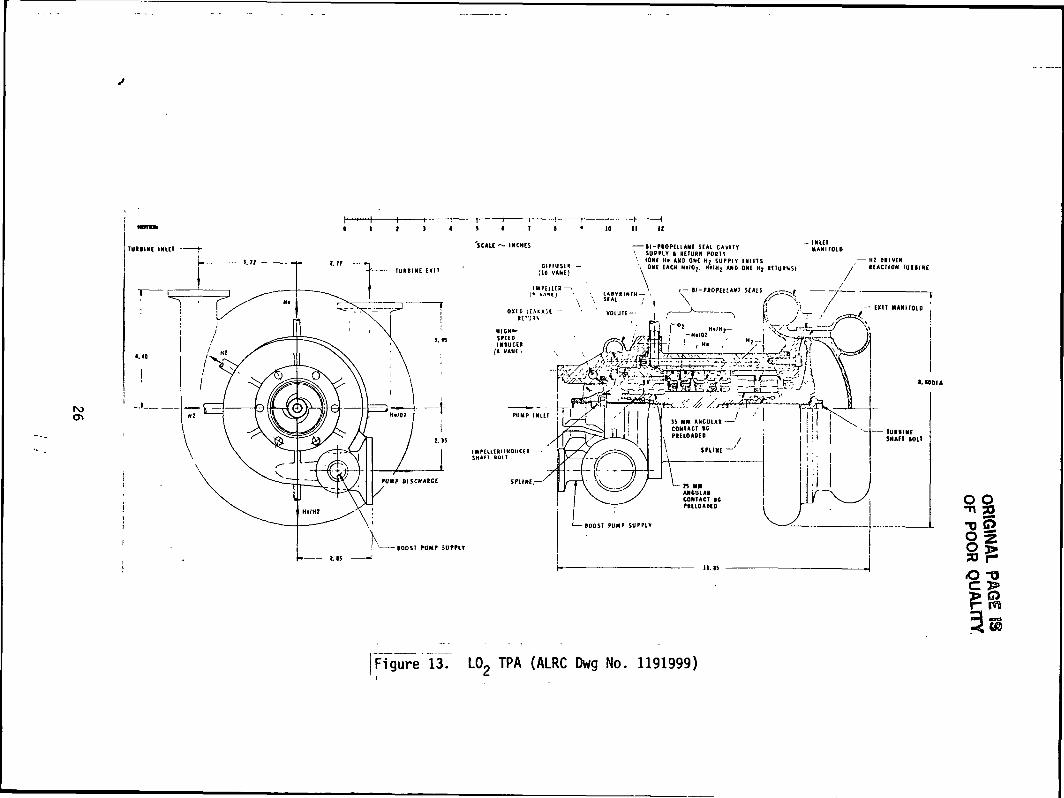
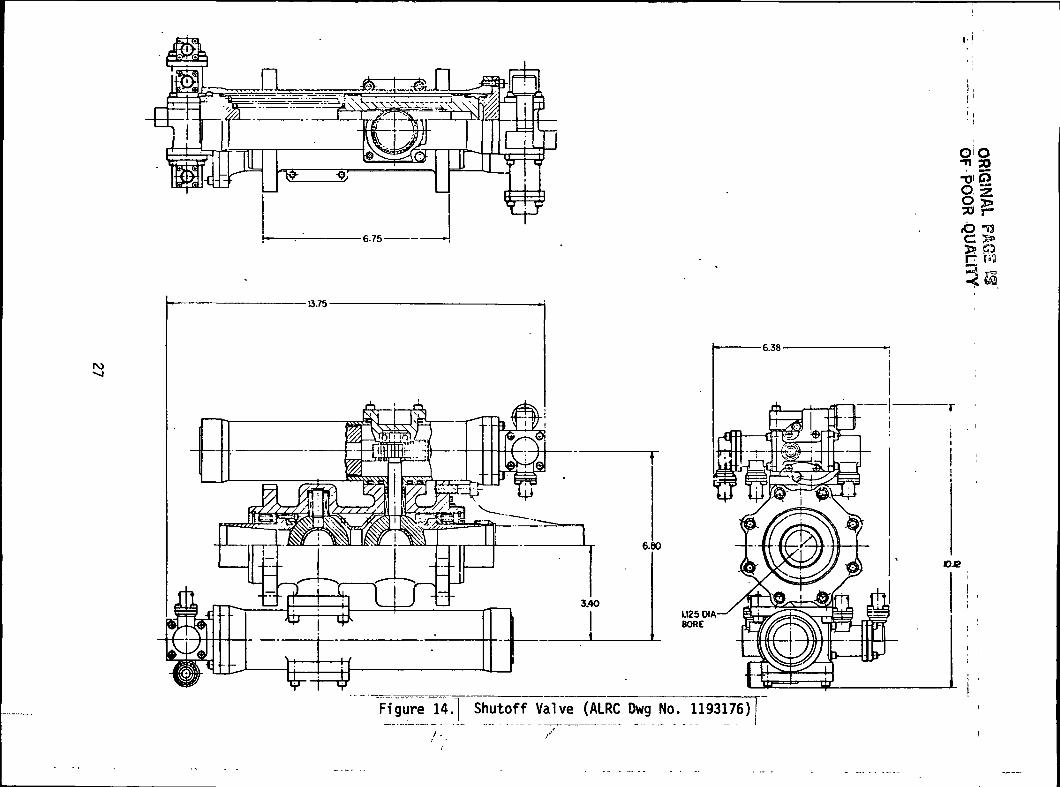
of this engine is shown in Figure 7. Component layouts for the injector,chamber and nozzle, boost pump, main pump, and valves are given in Figures 8through 14. These layouts, plus the corresponding component dimensions thatwere utilized in preparing the layout, provide the means for estimating the
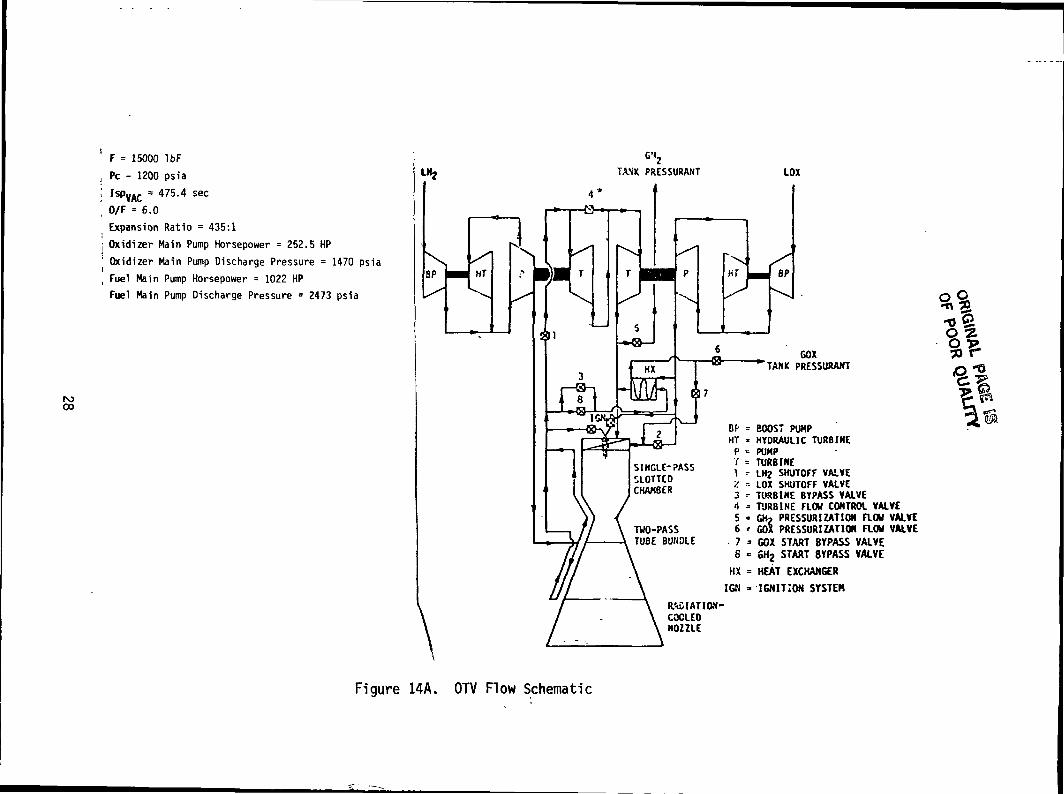
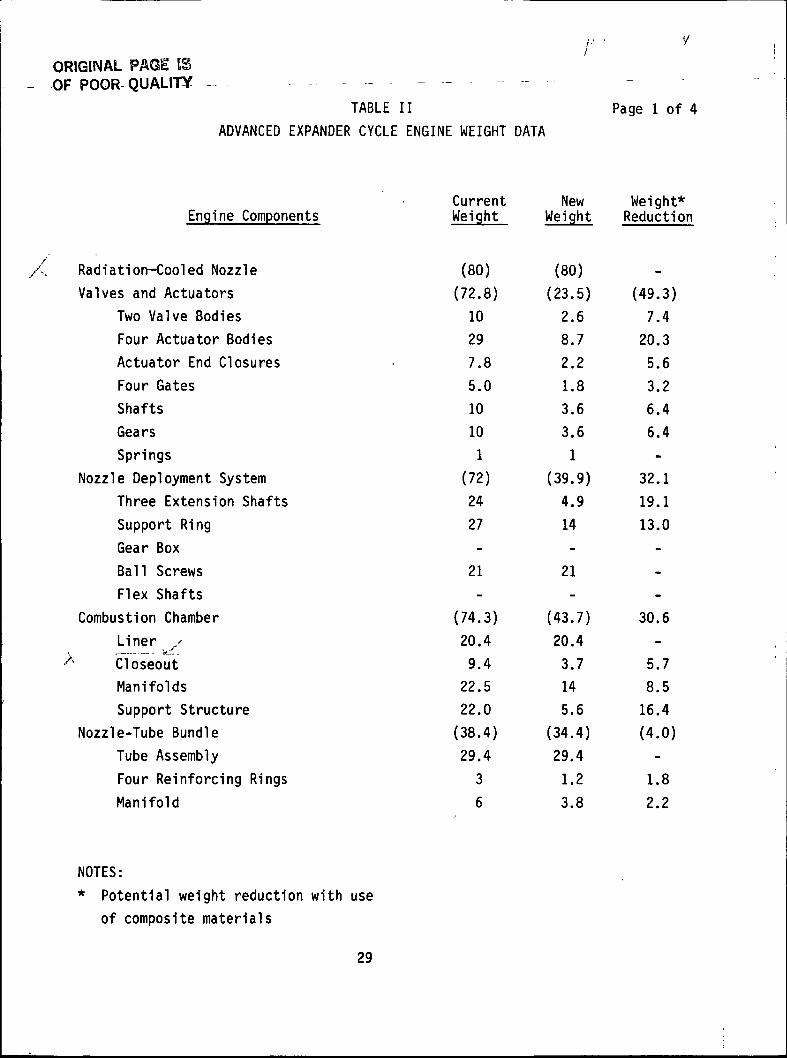
composites' impact on weight and structural integrity. A flow schematic forthe OTV engine is shown in Figure 14A. A detailed component weight breakdownfor the metallic OTV baseline engine is shown in Table II. This table alsoshows a preliminary estimate of what the engine would weigh if RPC's were
substituted wherever possible.
A study of the earth-to-orbit engines described in Contracts MAS8-33452 and MAS 8-32967 (Ref. 4 and 5, respectively) led to the selection of
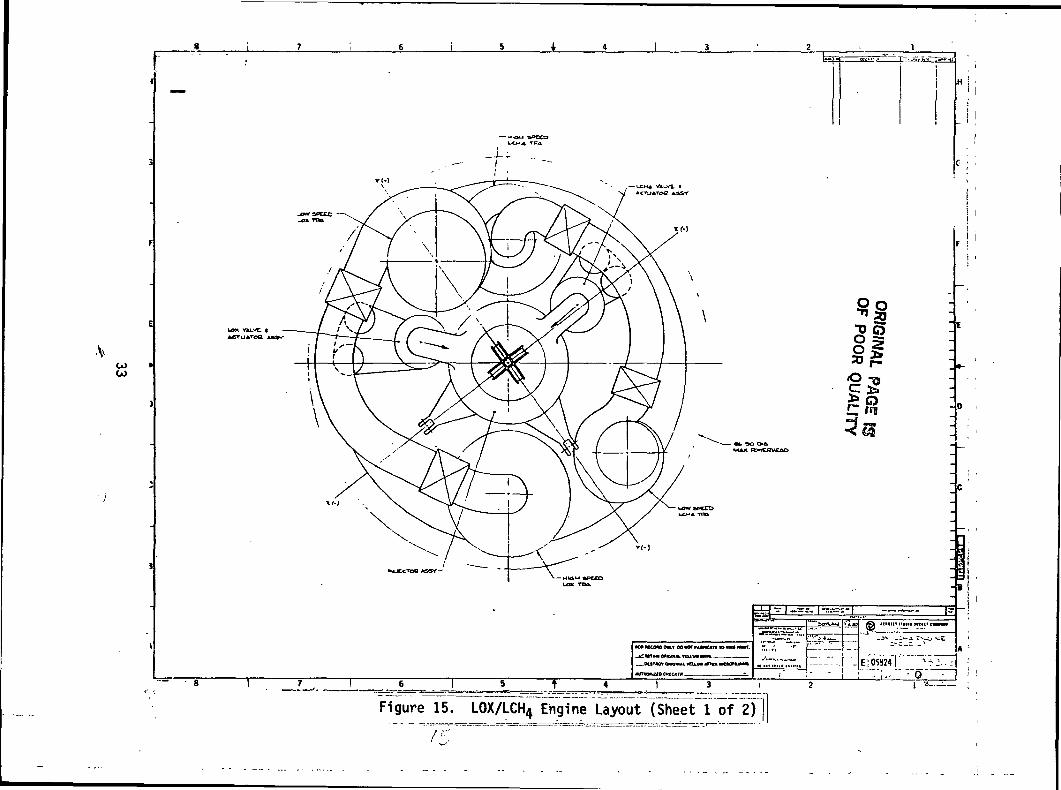
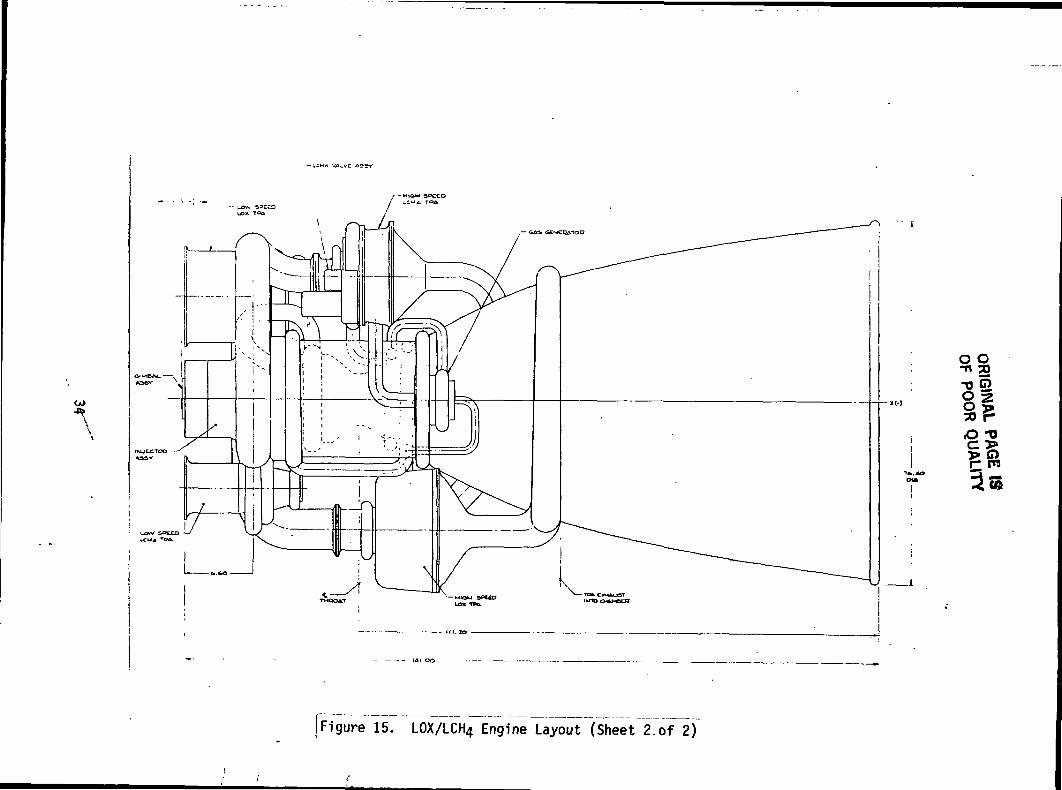
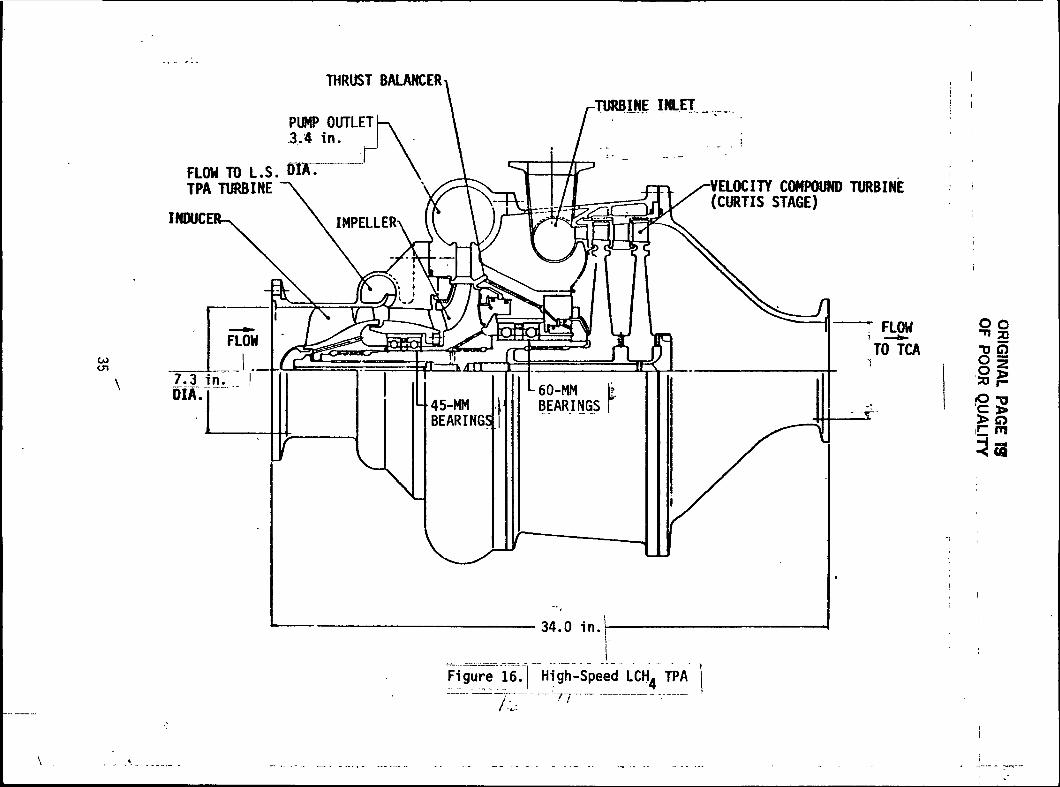
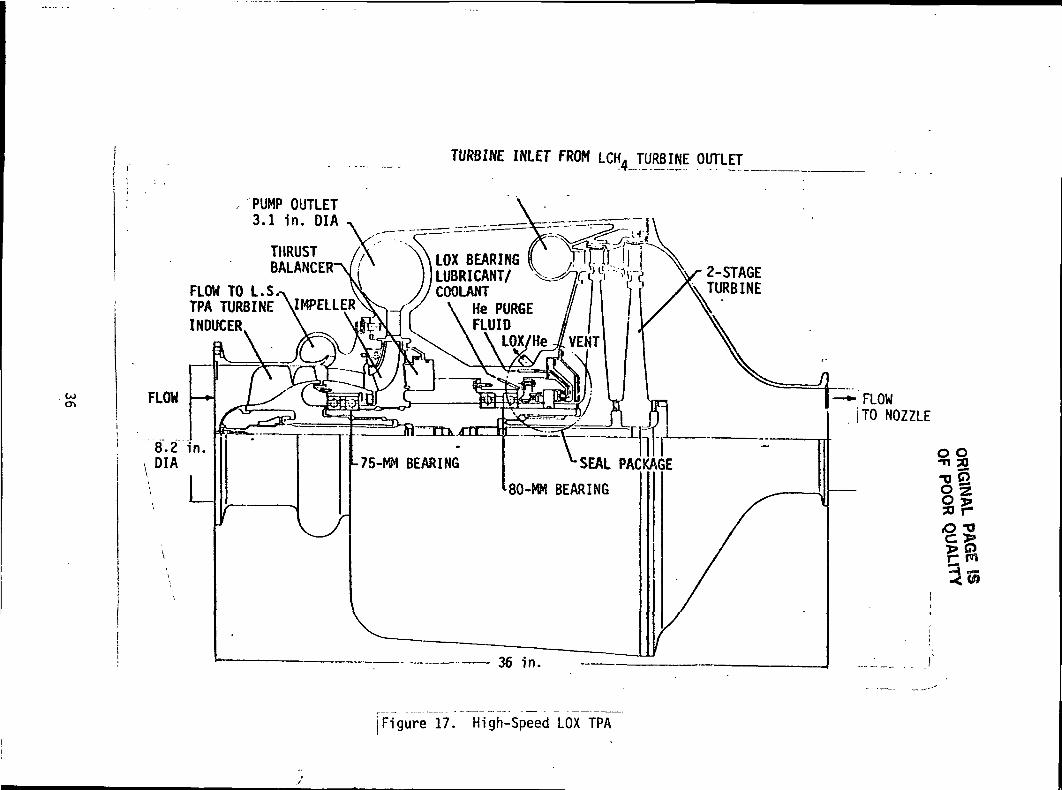
the 600,000-1bF LOX/LCH4 (Cycle C - Gas Generator Cycle) engine to repre-sent the earth-to-orbit configuration. A layout of this engine is shown inFigure 15. Layouts of the major components (turbopumps, injector, and gasgenerator, etc.) are available from Contract MAS 3-19727 and are shown in
Figures 16 through 21. A flow schematic for the 600-K booster is shown inFigure 21A. A detailed component weight breakdown for the LOX/LCfy base-
17
OR
IGIN
AL
OF POOR
18
OR
IGIN
AL P
AG
E
Ei
OF P
OO
R Q
UA
LITY
19
ORIGINAL PAGE ISOF POOR QUALITY
.LH,
- 3
Figure 7. OTV Engine Layout (ALRC Dwg. No. 1193100) (Sheet 3 of 3)
20
suianiJO M
1 Wl 10S!:i •
3
BS
sIS
-:s
z s
* c
0t W
s i
OR
1G!
3AL
OF
P
OO
R
o<nCT
V
oCD
oocg>>0
)COCOt.oS
-cuO
)
00O)
=)o>
21
ORIG
INA
L PAG
E ISO
F POO
R QU
ALITY
enenenooOLat
"NNIo0)
3COCOt.OJ
•i(O
I en(U1*5: en
22
OR
IGIN
AL
PA
GE
JSO
F P
OO
R
QU
ALIT
Y
<r\ou>
oo:3O.C
VJ
o
d)
o>
23
ORIG
INA
L PAG
E H
OF PO
OR Q
UA
LITY
CTi
Ocn
oa:GL
Ea.COOOooC
VJ
oaiCD
24
OR
IGIN
AL
OF
POO
R
siII
Ii
crvcrt
oo:CVJ
CM0)
25
ORIGINAL PAG
E JSO
F POO
R QU
AU
TY.
cr>oCT
)
oc.5:CMOO
J
O)
26
OR
IGIN
AL
PA
GE
»'
OF P
OO
R Q
UA
LITY
27
of
O•r-4->(OO
J
O~
o<«d-
CL
0
VO
CNJin
£o.
5-3CD
u. ••-
J3
W>
r—
a.
a01»-(
l/l O
s-oz
II
. «• 5
I
o
i-vi
N
isijj ^5 „ „&_ >j—
•/—a s ^T
3
r—
r-•<
- 0)
0)X
3
3O
U
_ U
_
28
ORIGINAL PAGE ESOF POOR QUALITY
TABLE II
ADVANCED EXPANDER CYCLE ENGINE WEIGHT DATA
Page 1 of 4
Engine Components
Radiation-Cooled NozzleValves and Actuators
Two Valve BodiesFour Actuator BodiesActuator End ClosuresFour GatesShaftsGearsSprings
Nozzle Deployment SystemThree Extension ShaftsSupport RingGear BoxBall ScrewsFlex Shafts
Combustion ChamberLiner y
•* CloseoutManifoldsSupport Structure
Nozzle-Tube BundleTube AssemblyFour Reinforcing RingsManifold
CurrentWeight
(80)(72.8)10297.85.010101
(72)2427
21
(74.3)20.4
9.4
22.5
22.0
(38.4)
29.4
3
6
NewWeight
(80)(23.5)2.68.72.2
1.83.63.61
(39.9)4.914
21
(43.7)20.43.7145.6
(34.4)29.41.23.8
Weight*Reduction
(49.3)7.420.35.63.26.46.4-
32.119.1
13.0
-
30.6-5.78.516.4(4.0)-
1.82.2
NOTES:* Potential weight reduction with use
of composite materials
29
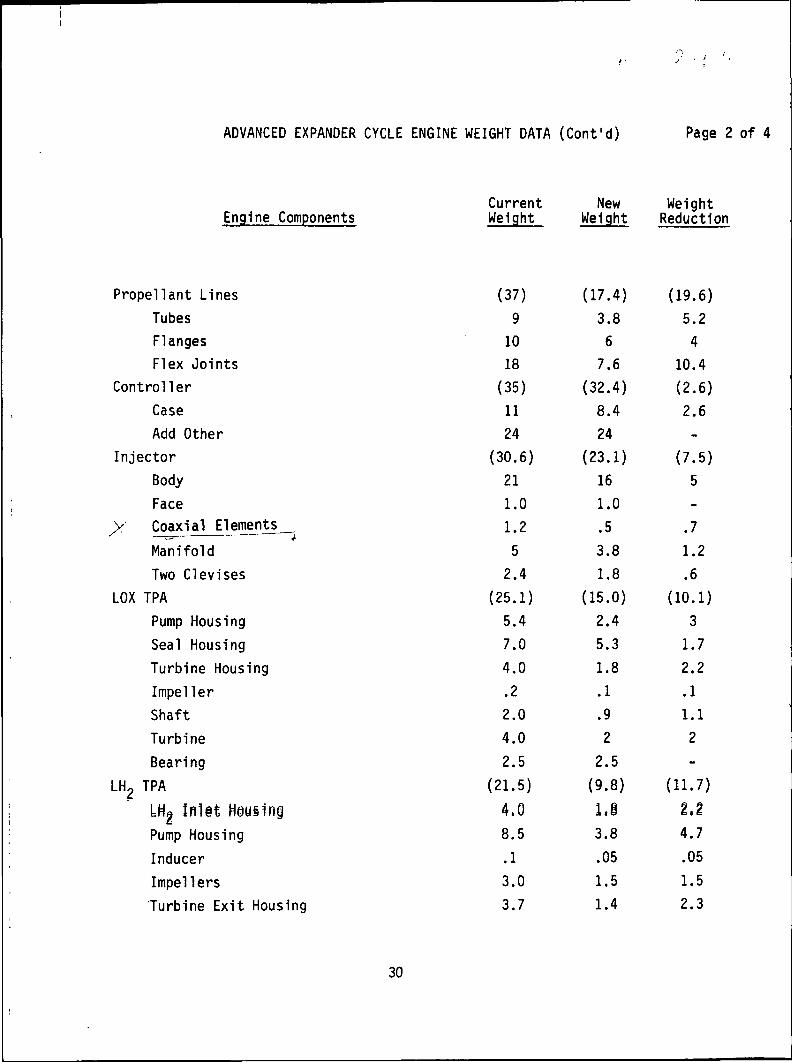
ADVANCED EXPANDER CYCLE ENGINE WEIGHT DATA (Cont'd) Page 2 of 4
Engine ComponentsCurrent New WeightWeight Weight Reduction
Propellent Lines
TubesFlangesFlex Joints
Controller
CaseAdd Other
Injector
Body
FaceV Coaxial Elements/ • —z*— 1
Manifold
Two Clevises
LOX TPA
Pump Housing
Seal HousingTurbine Housing
ImpellerShaftTurbineBearing
LH2 TPA
LHg Inlit Hey§ingPump Housing
Inducer
ImpellersTurbine Exit Housing
(37)9
1018
(35)11
24
(30.6)21
1.01.2
5
2.4
(25.1)5.4
7.0
4.0
.2
2.0
4.0
2.5
(21.5)
4.0
8.5
.1
3.0
3.7
(17.4)3.8
6
7.6(32.4)
8.4
24
(23.1)16
1.0.5
3.8
1.8(15.0)
2.4
5.3
1.8
.1
.9
2
2.5
(9.8)
L83.8
.05
1.51.4
(19.6)5.2
4
10.4(2.6)2.6-
(7.5)5-
.7
1.2
.6
(10.1)3
1.7
2.2
.1
1.12
-
(11.7)2,24.7.05
1.52.3
30
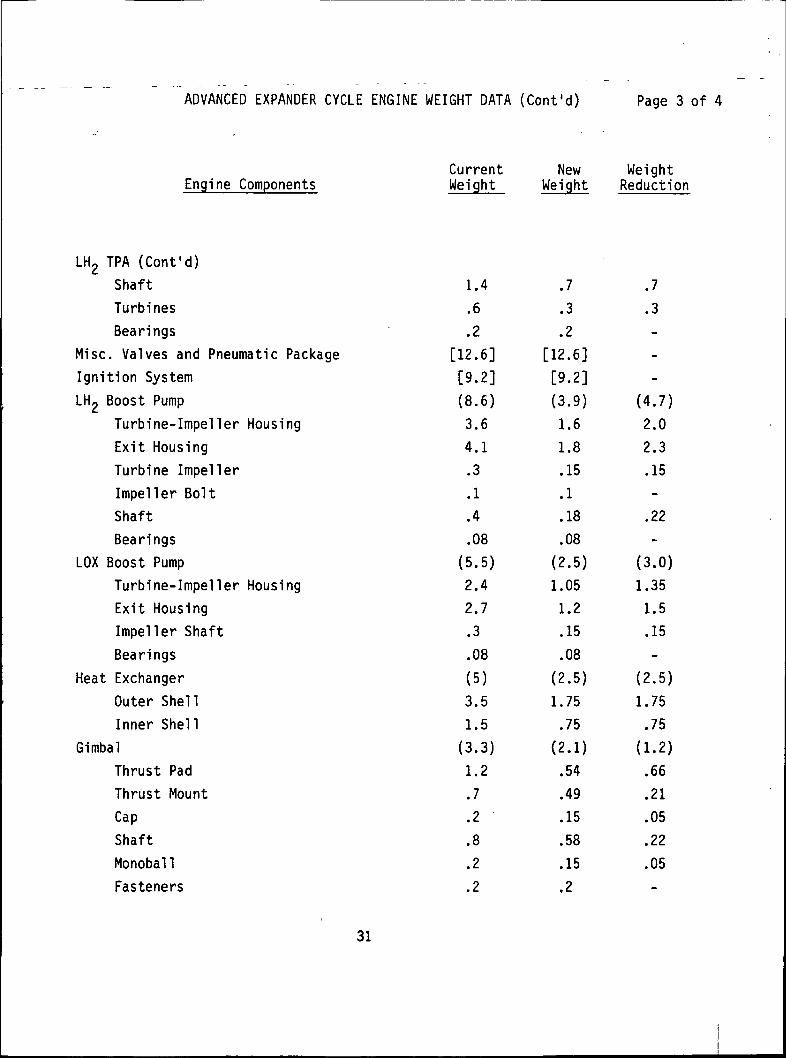
ADVANCED EXPANDER CYCLE ENGINE WEIGHT DATA (Cont'd) Page 3 of 4
Engine Components
LH2 TPA (Cont'd)ShaftTurbinesBearings
Misc. Valves and Pneumatic PackageIgnition SystemLhL Boost Pump
Turbine-Impeller HousingExit HousingTurbine ImpellerImpeller BoltShaftBearings
LOX Boost PumpTurbine-Impeller HousingExit HousingImpeller ShaftBearings
Heat ExchangerOuter ShellInner Shell
GimbalThrust PadThrust MountCapShaftMonoballFasteners
CurrentWeight
1.4.6
.2[12.6][9.2](8.6)3.64.1
.3
.1
.4
.08(5.5)
2.4
2.7
.3
.08
(5)
3.5
1.5
(3.3)1.2
.7
.2
.8
.2
.2
NewWeight
.7
.3
.2[12.6][9.2](3.9)1.61.8.15.1.18.08
(2.5)1.051.2.15.08
(2.5)1.75.75
(2.1).54.49.15.58.15.2
WeightReduction
.7
.3---
(4.7)2.02.3.15-.22-
(3.0)1.351.5.15-
(2.5)1.75.75
(1.2).66.21
.05
.22
.05_
31
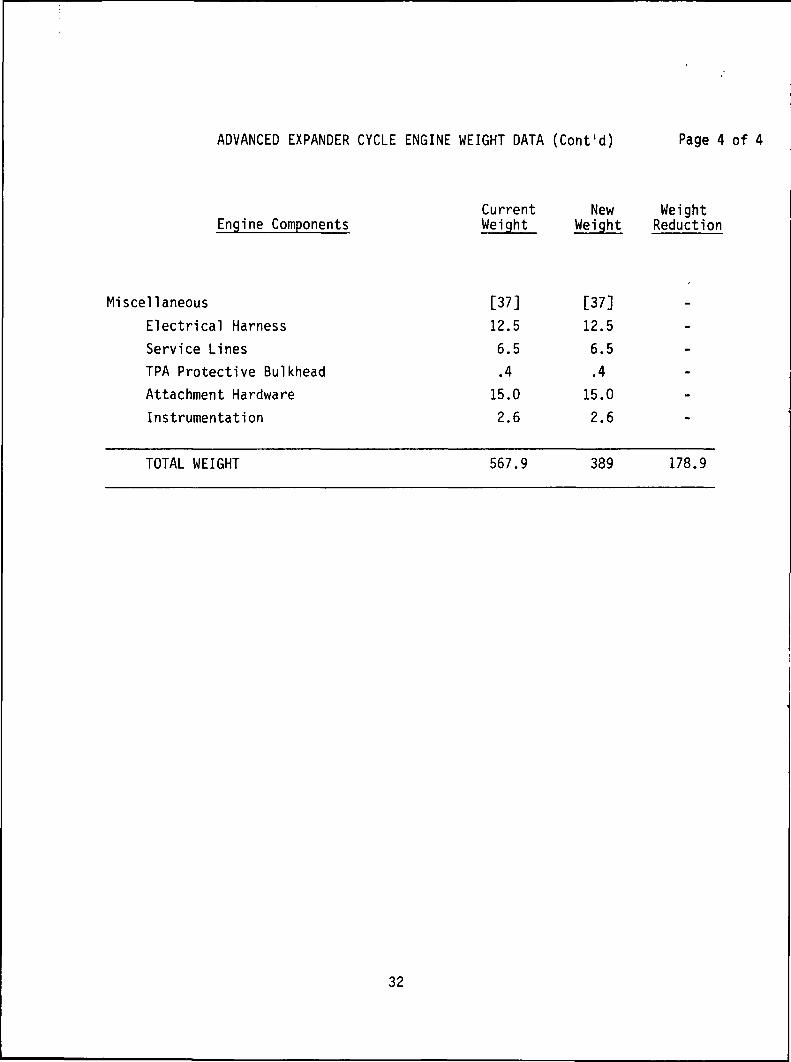
ADVANCED EXPANDER CYCLE ENGINE WEIGHT DATA (Cont'd) Page 4 of 4
Engine ComponentsCurrentWeight
NewWeight
WeightReduction
Miscellaneous
Electrical Harness
Service Lines
TPA Protective Bulkhead
Attachment Hardware
Instrumentation
[37]
12.5
6.5
.4
15.02.6
[37]
12.5
6.5
.4
15.0
2.6
-
-
-
-
-
-
TOTAL WEIGHT 567.9 389 178.9
32
* . i i M i i n
i i M
i i i i i i i t yi i i r
:i
OF PO
OR
QU
AL
rr*
ri!TT!
CM
I a!§>
j O
||s-i •!;
ilis |^0)
'
33
PA
GE
IS
OF P
OO
R Q
UA
LITY
<ucncXo=iCD
ORIG
INA
L PAG
E ISO
F POO
R Q
UA
LITY
u. o
tJ i
<U i
O)
'0.
«/>h-
Z
i
,£!
35
fci
o.
Ut
ORIG
INA
L PAG
E «
OF PO
OR Q
UA
LITY
Q. C
O
!SI 01Q.
ooO)
36
OR
IGIN
AL
PA
GE
ISO
F POO
R
QU
ALIT
Y
37
oo
OR
IGIN
AL
PA
GE
ISO
F PO
OR
Q
UA
LITY
<uTJO0>
4->(Oi.O
J
<•oR)
ocu•ooOl
'c«
t•i- D
.
"oJin x
(O O00 —
I
Ol
38
OR
IGIN
AL P
AG
E IS
OF PO
OR
Q
UA
LITY
oi_ S_
o o
•U -M
« u
1.
0)
o> •!-»c c
V)
(O
•a •»->
o o
s: =»O
) -C
4J H
-10C
(!)
I- C
a> •^ >
+j en
' i O
C.
I ^
i •'.
|l *'
:! ov
-39
OR
.GIN
AL
PA
GE
ISO
F P
OO
R Q
UA
LITY
S-
o4->£0)
0)
<3(OXIt)o0)•ao<u•4->
03CCM0)
cn
40
OR
IGIN
AL
PA
GE
B$
OF
. PO
OR
QU
ALIT
Y
u•r~+->(O0))
Xo
Q.
I—
t-t
41

Ill, B, Engine Selections (cont.)
line engine is shown in Table III. (The table includes estimates for engine
weight using composites wherever possible.) The majority of the component .weights shown in Tables II and III were based only on scaling equations or
preliminary drawing volumes. The ten components selected for further studyduring Task III (Section V of this report) were stress-analyzed and drawn in
detail to obtain more precise weights. (See Table VI.)
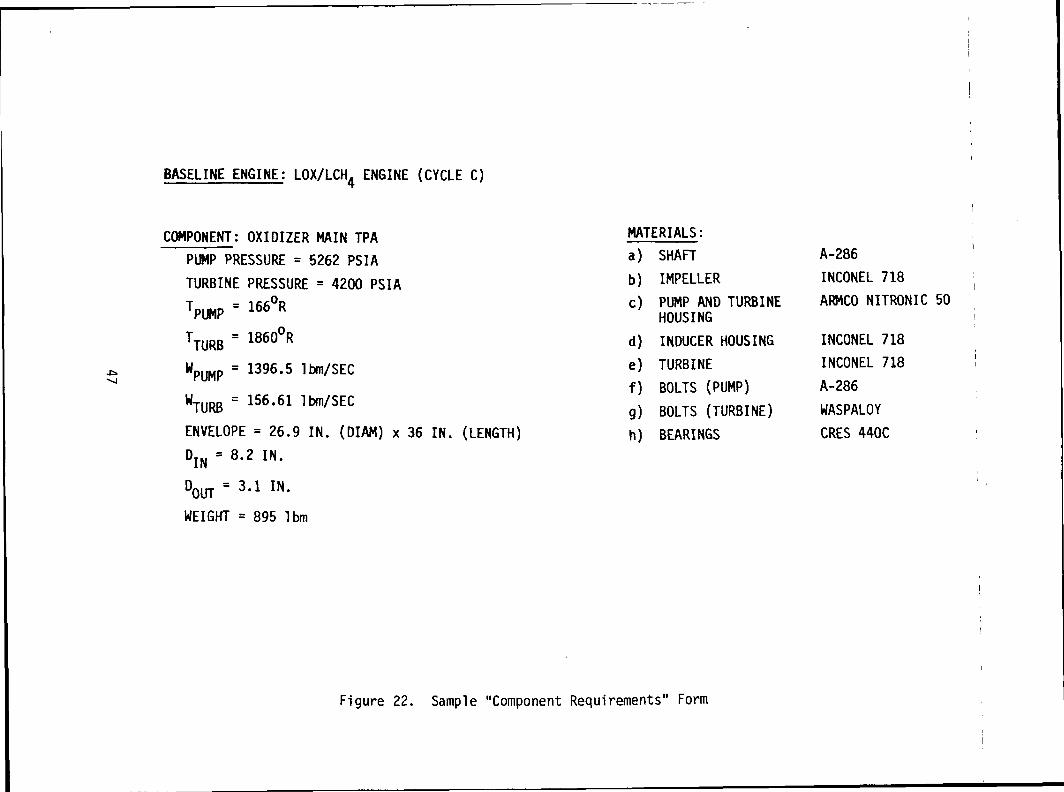
C. COMPONENT REQUIREMENTS DATA SHEETS
After selecting the two baseline engine configurations, physical
requirements for the major engine components were documented on "Component
Requirement Sheets." An example of a "Component Requirements Sheet" for theoxldizer TPA on the LOX/LCH4 engine is shown in Figure 22. The remainderof these data sheets is contained 1n Appendix A. This evaluation of eachcomponent's physical characteristics (i.e., thrust, Isp, temperature, pres-sure, weight, etc.) laid the groundwork for beginning Task II.
42
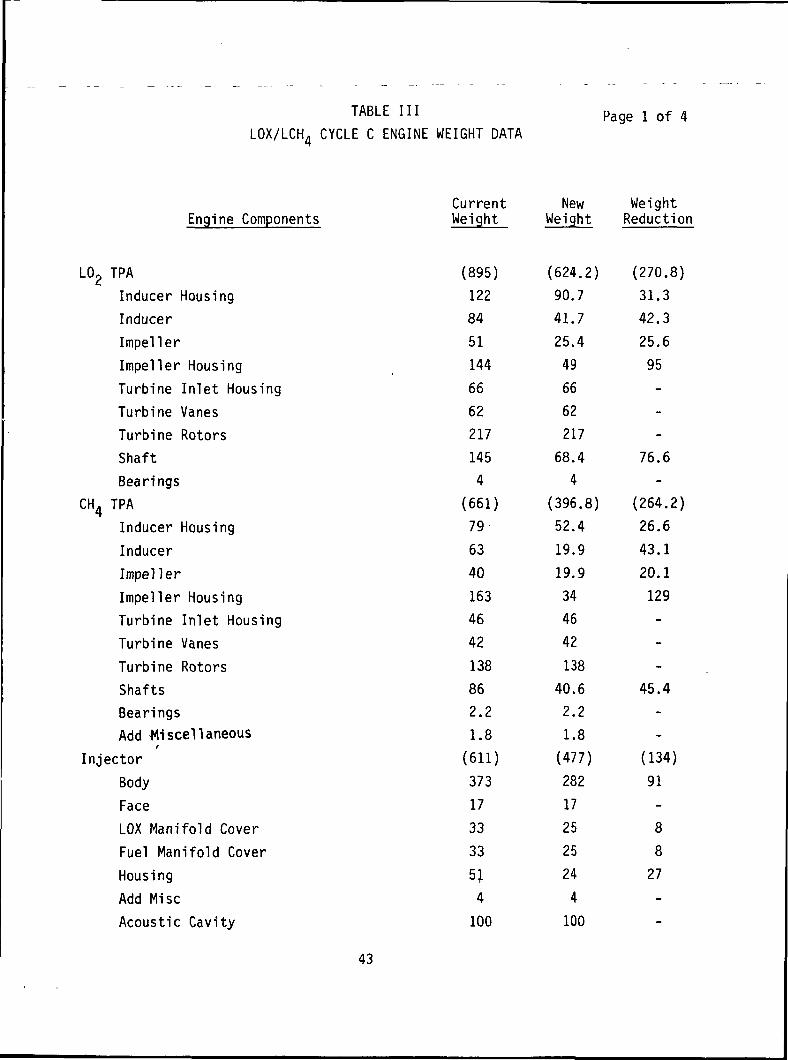
TABLE III
LOX/LCH4 CYCLE C ENGINE WEIGHT DATAPage 1 of 4
Engine Components
L02 TPAInducer HousingInducerImpellerImpeller HousingTurbine Inlet HousingTurbine VanesTurbine RotorsShaftBearings
CH4 TPAInducer HousingInducerImpellerImpeller HousingTurbine Inlet HousingTurbine VanesTurbine RotorsShaftsBearingsAdd Miscellaneous
r
InjectorBodyFaceLOX Manifold CoverFuel Manifold CoverHousingAdd MiscAcoustic Cavity
CurrentWeight
(895)122845114466
62
217
145
4
(661)
79
63
40
163
46
42
138
86
2.2
1.8
(611)
373
17
33
33
514
100
NewWeight
(624.2)90.741.725.4496662217
68.4
4
(396.8)
52.4
19.9
19.9
34
46
42
138
40.6
2.2
1.8
(477)
282
172525244100
WeightReduction
(270.8)31.342.325.695
-
-
-
76.6-
(264.2)
26.6
43.1
20.1
129
-
-
-
45.4
-
-
(134)
91
-
8
8
27
-_
43
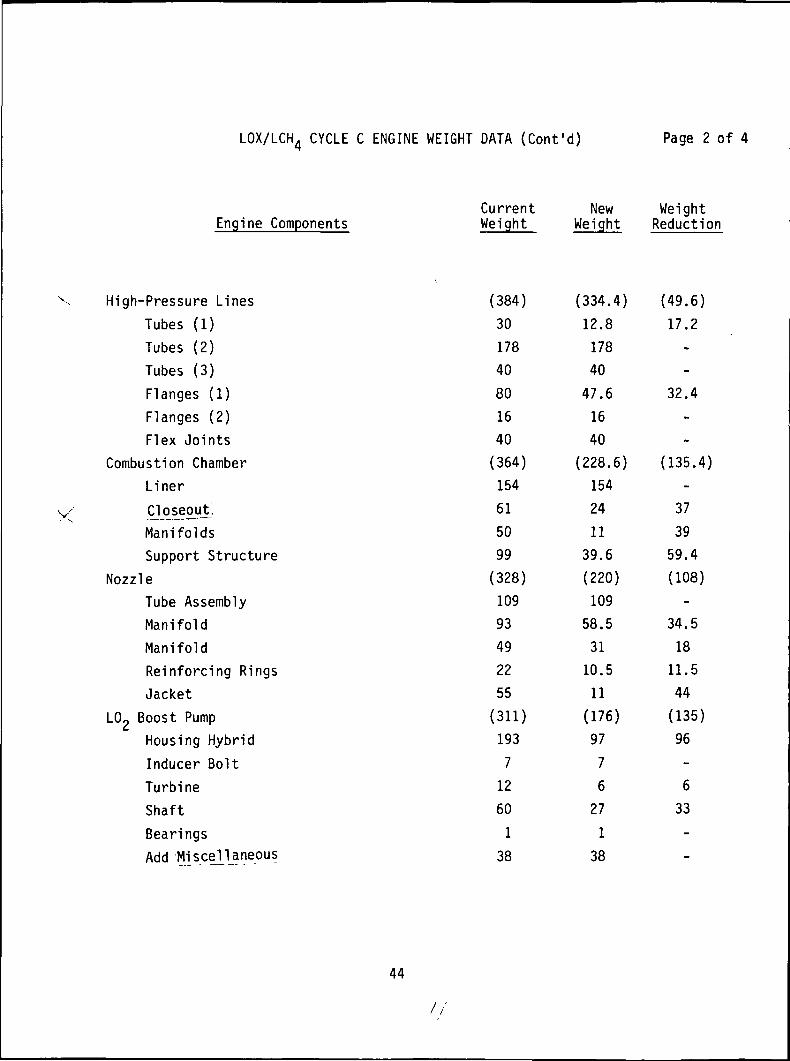
LOX/LCH4 CYCLE C ENGINE WEIGHT DATA (Cont'd) Page 2 of 4
Engine Components
V High-Pressure LinesTubes (1)Tubes (2)Tubes (3)Flanges (1)Flanges (2)Flex Joints
Combustion ChamberLiner
V Qlqseoyt-ManifoldsSupport Structure
NozzleTube AssemblyManifoldManifoldReinforcing RingsJacket
L02 Boost PumpHousing HybridInducer BoltTurbineShaftBearingsAdd Miscellaneous
CurrentWeight
(384)3017840801640
(364)
154
61
50
99
(328)
109
93
49
22
55
(311)
193
7
12
60
1
38
NewWeight
(334.4)12.81784047.61640
(228.6)
154
24
11
39.6
(220)
109
58.5
31
10.5
11
(176)
97
7
6
27138
WeightReduction
(49.6)17.2
--
32.4
-
-
(135.4)-3739
59.4
(108)
-
34.5
18
11.5
44
(135)
96
-
633
-_
44
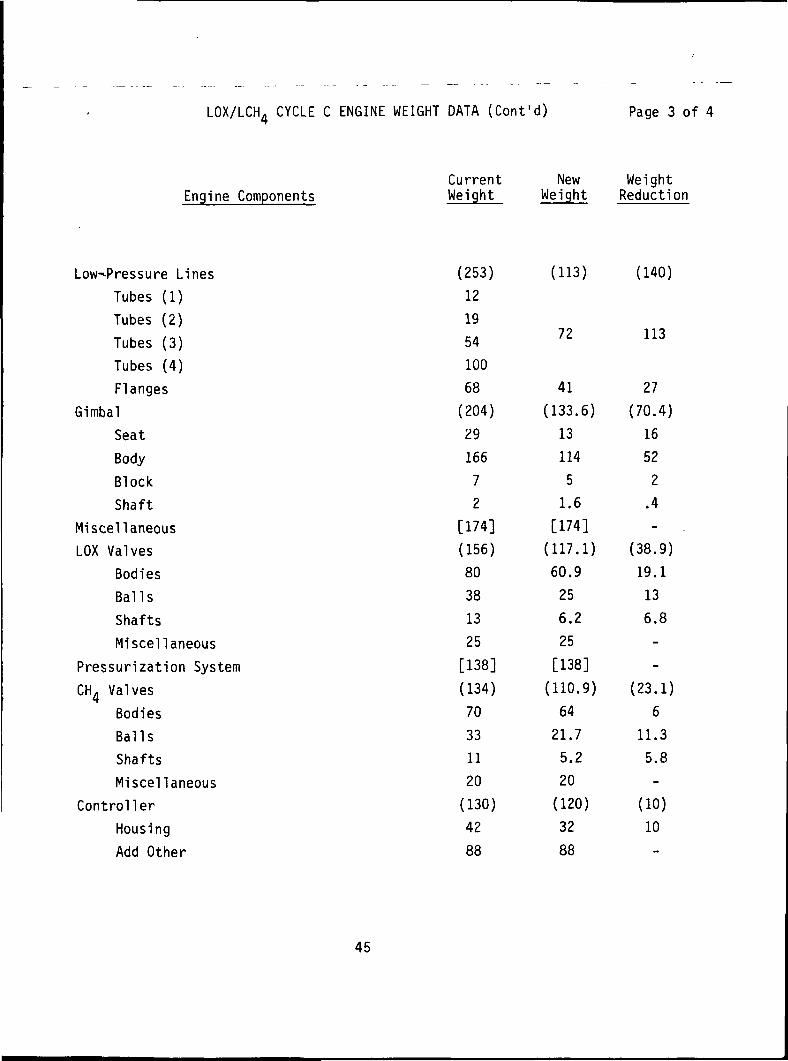
LOX/LCH. CYCLE C ENGINE WEIGHT DATA (Cont'd) Page 3 of 4
Current New WeightEngine Components Weight Weight Reduction
Low-Pressure Lines (253) (113) (140)Tubes (1) 12Tubes (2) 19Tubes (3) 54 72 113
Tubes (4) 100Flanges 68 41 27
Gimbal (204) (133.6) (70.4)Seat 29 13 16Body 166 114 52Block 7 5 2Shaft 2 1.6 .4
Miscellaneous [174] [174]LOX Valves (156) (117.1) (38.9)
Bodies 80 60.9 19.1Balls 38 25 13Shafts 13 6.2 6.8Miscellaneous 25 25
Pressurization System [138] [138]CH4 Valves (134) (110.9) (23.1)
Bodies 70 64 6Balls 33 21.7 11.3Shafts 11 5.2 5.8Miscellaneous 20 20
Controller (130) (120) (10)Housing 42 32 10Add Other 88 88
45
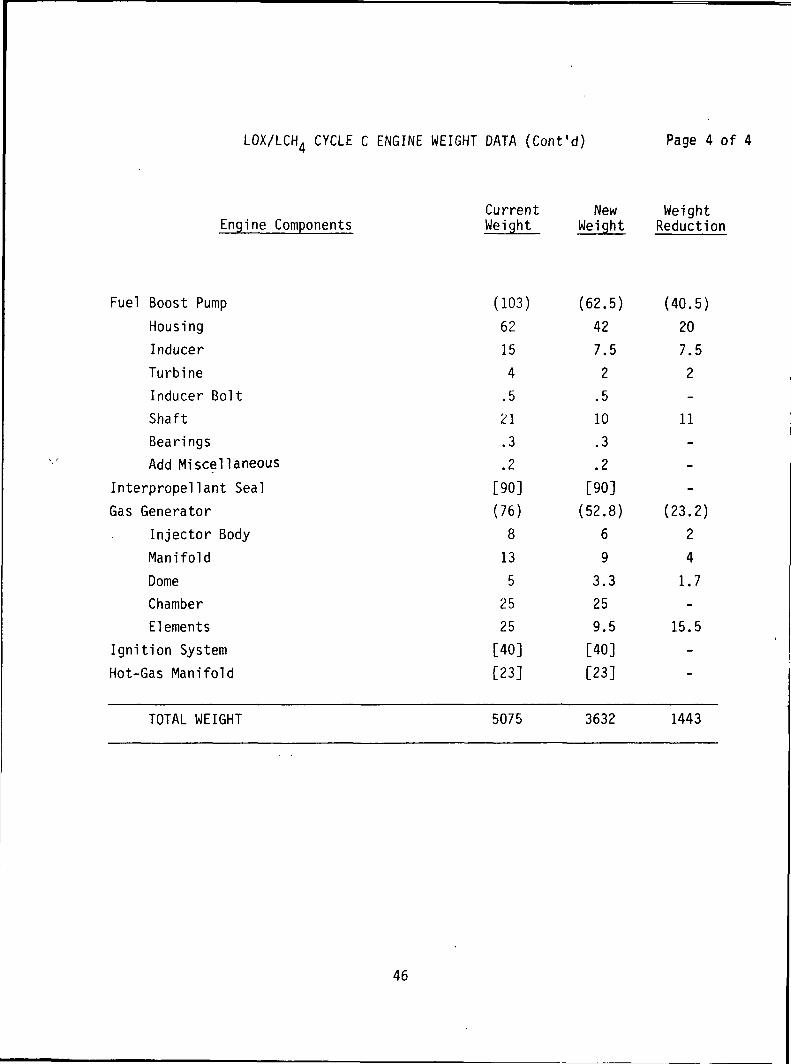
LOX/LCH4 CYCLE C ENGINE WEIGHT DATA (Cont'd) Page 4 of 4
Engine Components
Fuel Boost PumpHousingInducerTurbineInducer BoltShaftBearingsAdd Miscellaneous
Interpropellant SealGas Generator
Injector BodyManifoldDomeChamberElements
Ignition SystemHot-Gas Manifold
CurrentWeight
(103)62154.5
21
.3
.2
[90]
(76)
8
13
5
25
25
[40]
[23]
NewWeight
(62.5)427.52.5
10
.3
.2
[90]
(52.8)
6
9
3.3
25
9.5
[40]
[23]
WeightReduction
(40.5)207.52-
11---
(23.2)
2
4
1.7
-
15.5
-
-
TOTAL WEIGHT 5075 3632 1443
46
00I
00 00
vo z o
00 O O
CM o s:
I Z §
<C
i-" <C
LU LU
_l «*
z z vo «c
o o oo a. co
O
CJ CM CO UJ
Z Z I «t DC
•-<•-•<: 3 o
UJ
t/)i—i
§>-"
ZCO
-—- HH
=> =?
O- OQ
I— O
IE OS
•X.
•=>
13O
O_ I— 00
Z CD QC UJ •—
CD
< Z LU Z
Zi—i
o >-< oo
oo •—ia. co
r> OQ
i— i—
cc."S£. •=>
O
OC _l _J «C
=3 O Z =3 O O LU
a. 3: •-" l—
co OQ
co
a>O)cu3CT
ca>oa.
ooovoCO
CDZ
<LU
a.I—
•sj-•x:
zO
•-"
_j
<
^
§o
a:
_J
LUM
LUZi— i
CDZLULU»-H
LU
i2OQ
1—4
a•— iX0• •
1—LU
1i§0
<I-H
coa.
CMvoCM
voIILUC
£.=3
coooLUa:
o.
o.
a.
coa.
CM
"*IILU
a£3coooLUex.0.
LUZ(— 1
§1-
Q£
0V
OV
Oi—
l
IIa.
a.
Q£
OOVO
00
t-HII1
1—
<_>
LUOO
_g
^_
IT)•
voencor— 1
IICu
0-
c_>LUooiI-H
VO•
voif>i— i
n§
^^SE5I-HQ
•
IMH
c?>voCMii1 1 1Q
-o_
lLULU
•
z1— 1
CM
COIIZt—
1a
cua.roooCMCMcu
co£ 2 LT>CTi00
CD
IV. TASK II - COMPONENT ASSESSMENT AND IDENTIFICATION
A. OBJECTIVES
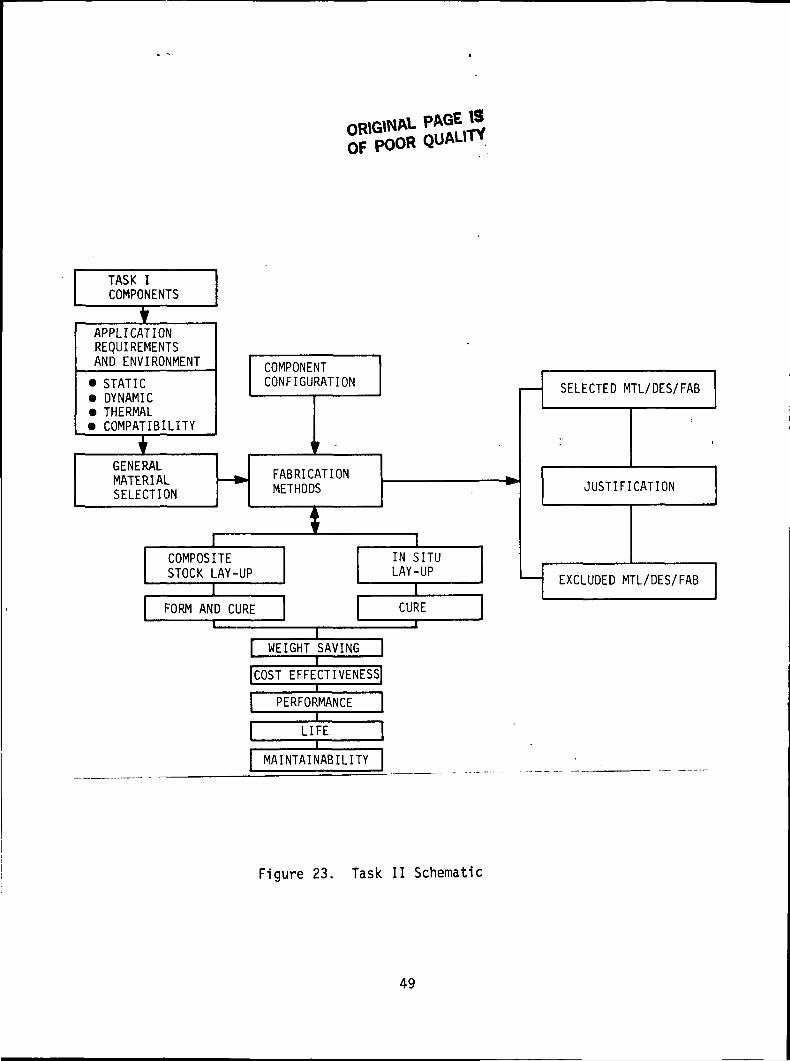
Task II involved the assessment of all baseline engine componentsfrom Task I and the identification of those components which could poten-
tially benefit the most from composite material substitution. Figure 23 dis-plays a schematic which outlines the steps taken in performing this task.
The basic contractual ground rules from NASA-MSFC mandated thatthe selections for composite substitution be based primarily on weightsavings, and secondarily on cost, life, and maintainability. It was also
desired that the selections address a variety of new technology needs and notmerely represent a direct application of existing airframe composite techno-logy to simple components such as frames and gimbal rings.
B. COMPOSITE PROPERTIES AND FABRICATION PROCESSES
The initial effort in Task II was to gather and organize infor-mation pertinent to the uses and limitations of composite materials.
Material properties for the most commonly used reinforced plas-
tic composites (RPC's) are contained in Appendix B. The material proper-ties data were obtained from one of the following sources: 1) vendor data,2) Air Force Composite Design Guide (Ref. 6), 3) technical seminars, 4) text-books (Ref. 7), and 5) literature search of technical papers. Appendix Ccontains similar material properties data for the most commonly used metalmatrix composites (MMC).
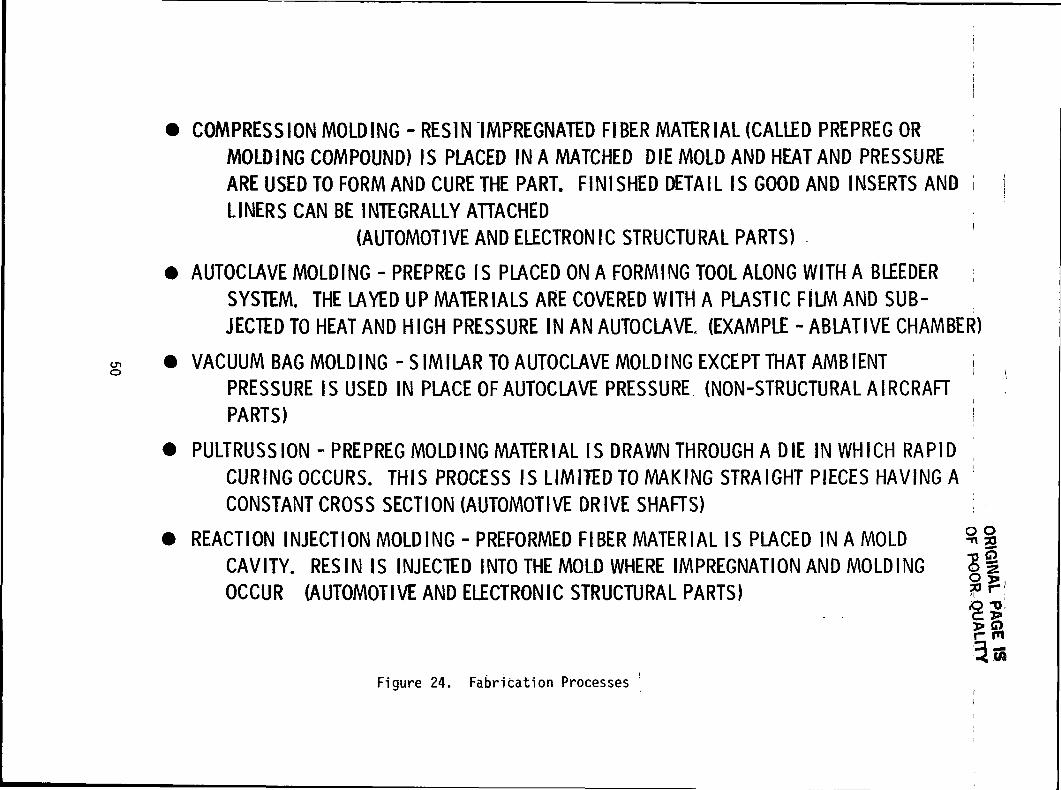
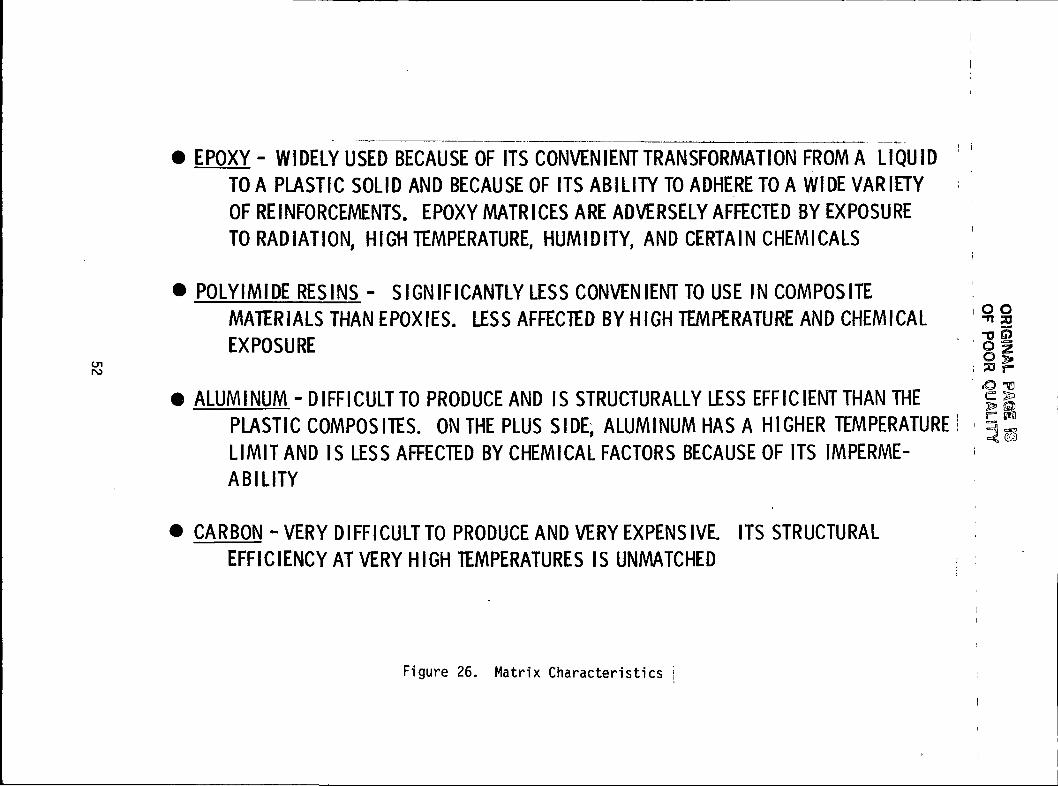
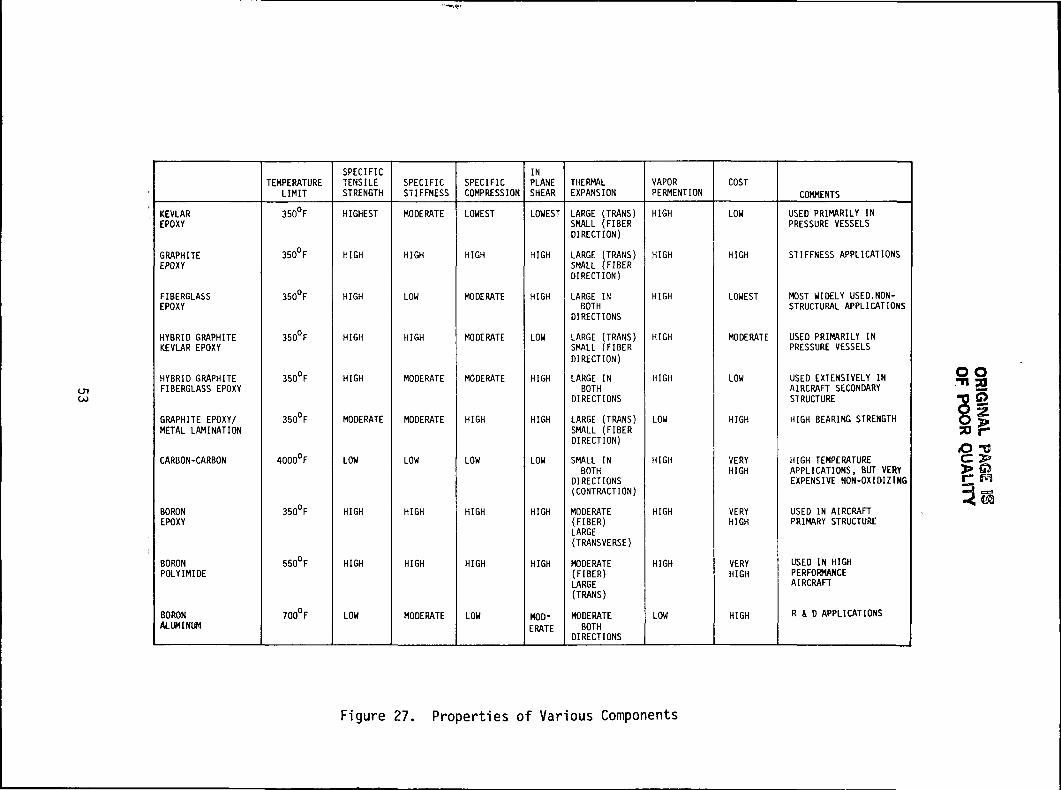
A short summary of composite fabrication processes, reinforcement
characteristics, matrix characteristics, and material properties is shown inFigure 24 through 27, respectively. These figures are included for the
48
ORIGINAL PAGE *OF POOR QUALITY
TASK ICOMPONENTS
APPLICATIONREQUIREMENTSAND ENVIRONMENT
• STATIC• DYNAMIC• THERMAL• COMPATIBILITY
COMPONENTCONFIGURATION
GENERALMATERIALSELECTION
FABRICATIONMETHODS
COMPOSITESTOCK LAY-UP
IN SITULAY-UP
SELECTED MTL/DES/FAB
JUSTIFICATION
FORM AND CURE_L
CURE
1— EXCLUDED MTL/DES/FAB
I WEIGHT SAVING 1'
[COST EFFECTIVENESS)
P E R F O R M A N C E |i
LIFE
MAINTAINABILITY |
Figure 23. Task II Schematic
49
ino
COMPRESSION MOLDING - RESIN IMPREGNATED FIBER MATERIAL (CALlfD PREPREG ORMOLDING COMPOUND) IS PLACED IN A MATCHED DIE MOLD AND HEAT AND PRESSUREARE USED TO FORM AND CURE THE PART. FINISHED DETAIL IS GOOD AND INSERTS AND iLINERS CAN BE INTEGRALLY ATTACHED
(AUTOMOTIVE AND ELECTRONIC STRUCTURAL PARTS) '
AUTOCLAVE MOLDING - PREPREG IS PLACED ON A FORMING TOOL ALONG WITH A BLEEDER ;SYSTEM. THE LAYED UP MATERIALS ARE COVERED WITH A PLASTIC FILM AND SUB-JECTED TO HEAT AND HIGH PRESSURE IN AN AUTOCLAVE. (EXAMPLE - ABLATIVE CHAMBER)
VACUUM BAG MOLDING - SIMILAR TO AUTOCLAVE MOLDING EXCEPT THAT AMBIENT jPRESSURE IS USED IN PLACE OF AUTOCLAVE PRESSURE (NON-STRUCTURAL AIRCRAFTPARTS) !
PULTRUSSION - PREPREG MOLDING MATERIAL IS DRAWN THROUGH A DIE IN WHICH RAPIDCURINGOCCURS. THIS PROCESS IS LIMITED TO MAKING STRAIGHT PIECES HAVING ACONSTANT CROSS SECTION (AUTOMOTIVE DRIVE SHAFTS) i
REACTION INJECTION MOLDING -PREFORMED FIBER MATERIAL IS PLACED IN A MOLD SCAVITY. RESIN IS INJECTED INTO THE MOLD WHERE IMPREGNATION AND MOLDING JOCCUR (AUTOMOTIVE AND ELECTRONIC STRUCTURAL PARTS)
Figure 24. Fabrication Processes
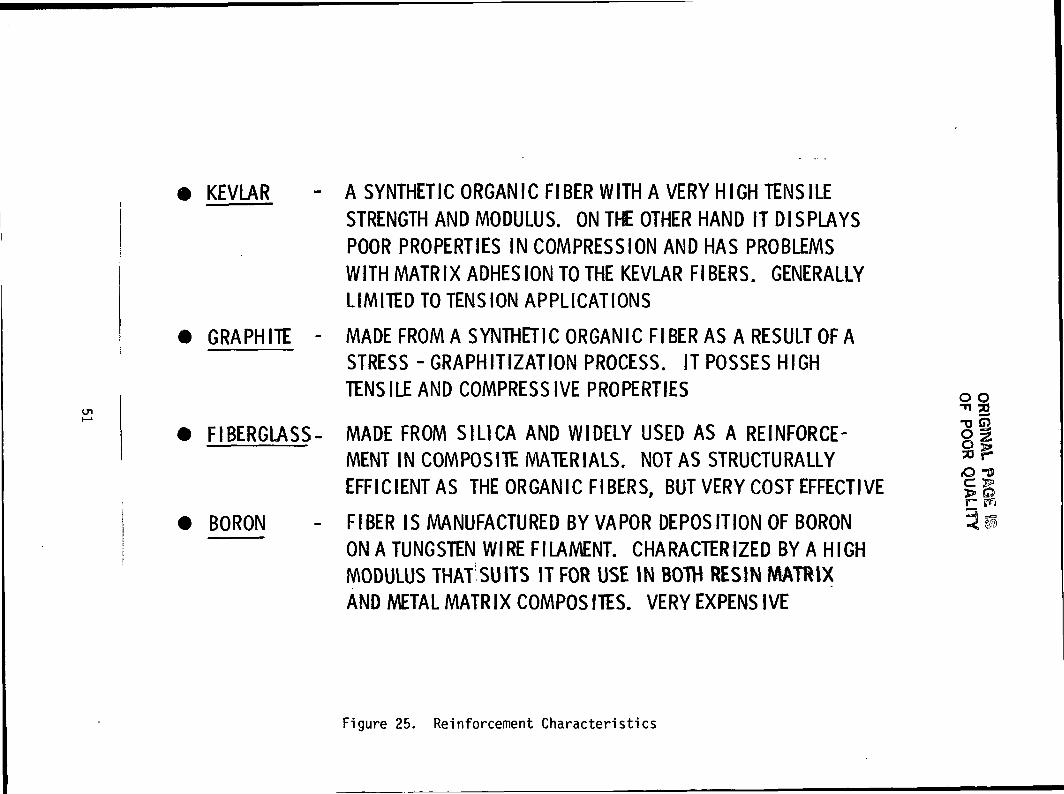
KEVLAR
GRAPHITE
FIBERGLASS-
BORON
A SYNTHETIC ORGANIC FIBER WITH A VERY HIGH TENSILESTRENGTH AND MODULUS. ON THE OTHER HAND IT DISPLAYSPOOR PROPERTIES IN COMPRESSION AND HAS PROBLEMSWITH MATRIX ADHESION TO THE KEVLAR FIBERS. GENERALLYLIMITED TO TENS ION APPLICATIONS
MADE FROM A SYNTHETIC ORGANIC FIBER AS A RESULT OF ASTRESS - GRAPHITIZATION PROCESS. IT POSSES HIGHTENSILE AND COMPRESSIVE PROPERTIES
MADE FROM SILICA AND WIDELY USED AS A REINFORCE-MENT IN COMPOSITE MATERIALS. NOT AS STRUCTURALLYEFFICIENT AS THE ORGANIC FIBERS, BUT VERY COST EFFECTIVE
FIBER IS MANUFACTURED BY VAPOR DEPOSITION OF BORONON A TUNGSTEN WIRE FILAMENT. CHARACTERIZED BY A HIGHMODULUS THAT SUITS IT FOR USE IN BOTH RESIN MATRIXAND METAL MATRIX COMPOSITES. VERY EXPENS IVE
o o
O j530 ¥
o -o
Figure 25. Reinforcement Characteristics
enro
°
EPOXY - WIDELY USED BECAUSE OF ITS CONVENIENT TRANSFORMATION FROM A LIQUIDTO A PLASTIC SOLID AND BECAUSE OF ITS ABILITY TO ADHERE TO A WIDE VARIETYOF REINFORCEMENTS. EPOXY MATRICES ARE ADVERSELY AFFECTED BY EXPOSURETO RADIATION, HIGH TEMPERATURE, HUMIDITY, AND CERTAIN CHEMICALS
POLYIMIDE RESINS - SIGNIFICANTLY LESS CONVENIENT TO USE IN COMPOSITEMATERIALS THAN EPOXIES. LESS AFFECTED BY HIGH TEMPERATURE AND CHEMICALEXPOSURE o|
:i£
ALUMINUM -DIFFICULT TO PRODUCE AND IS STRUCTURALLY LESS EFFICIENT THAN THE f|PLASTIC COMPOSITES. ON THE PLUS SIDE, ALUMINUM HAS A HIGHER TEMPERATURE ™
'
LIMIT AND IS LESS AFFECTED BY CHEMICAL FACTORS BECAUSE OF ITS IMPERME-ABILITY
CARBON -VERY DIFFICULT TO PRODUCE AND VERY EXPENSIVE. ITS STRUCTURALEFFICIENCY AT VERY HIGH TEMPERATURES IS UNMATCHED
Figure 26. Matrix Characteristics i
ORIGINAL PAGE IS
OF PO
OR
QUALITY
COMMENTS
8
ZO1—zC
Y* ' •
I
£S
< U
J>• 0
_o<£ tO
UJ O
-X
X
1 —
UJ
UJ C
C
§2Z
—
1 X
•-• D
- tOz0C
J 10
O C
LU
l ZO
- O
to CJ
CJ tO
u_ z
t— t
U_
CJ U
-LLJ
•-•
CL.
h-
to to
CJ
X•-. U
J h
-
CJ tO
UJ
UJ Z
CC
CL. UJ t—
to h
- to
UJ
ce=3
i:- 1Ul
t—
Z
USED PRIMARILYPRESSURE VESSE
§xXto ce
3
CO
^—""
1— U
_
Oh-C
D —
1 UJ
i to o
h-too1
I—CO
UJ
gt
U)
s0E,_UJ
XCD
Xu_ooC
O
cc<c >•=» oU
J C
L.^
UJ
£oCJSTIFFNESS APPL
CD
XCD
X1/1 ce
t- u, oi—
CD _J
Ul
cc <r ce—
i to d
gxCD
X5XXCD
Xu_
°0CO
UJ
O. X
CD
U
J
to.§
0 h
-
• oMOST WIDELY USSTRUCTURAL APP
i—gi
XCD
X
toZ
0
X K
-
O O
U
JC
C C
O
CC
<
K-.
CDXsUJ
oi3OXCDXU.
ootoUJ X
CO O
—i C
L.U
. UJ
USED PRIMARILYPRESSURE VESSE
Ul
sg5X10 C
C
Sco -—
.•—
z
H- U
. 0h-
cc «t cc
_J tO
Q
gUl
o5xXCD
X
°0C
O
UJ
X >
-
ssCD
U
J
o c
cce _i
^<USED EXTENSIVE
AIRCRAFT SECONSTRUCTURE
CD1
XCD
X
toz
oX
1—
CC CO
CC
3
S
CD
XUJ
soUl
sUJ
o*:gX
oC
D
CO
UJ X
t- £X
UJ
StoCO_1
Q C
D
CC
U
JC
O
CO
x u
_
XUl
cct—00
iUJ
COXCD
xCD
Xg-1
to ce
SC
O —
.1-1
Z\—
U
. CDt—
cc < ce
1 i/l Q
CD
XCD
Ul
§UJ
agUJ
UJ
ogooUf)
z
x t—
g§III |_4
UJ §
f— —
1X
_J
O. <C
Sfc
Ul Z
£5
^ Q
uj 5
x2
co o
HIGH TEMPERATUAPPLICATIONS,EXPENSIVE NON-
ce CDU
J •—
> X
5X
2"
tO 1
-1
Z
O C
J
Xt-S
SC
O C
C O
•-t 0
10
Q —
go— 1
o1
goooozssoCJ
UJ
CatID
CJ 3
ce ce<£U
J H
- 1
to ce
ID Q
_
CC
C
DU
J i—
i
> X
CD
Ul
UJ
g ce
to
lillC
D
XCD
CDXgX
ooroz >
-S
x0
So.
UJ
USED IN HIGHPERFORMANCEAIRCRAFT
ce CD
UJ •—
Z> X
CD
UJ
<c ce to
UJ C
O C
D <
o •—
cc 2
CD
XgXCDXgX
ooingZ
•-•
gd
co a.
tos
R & D APPLICATCD
Xg
ZU
J
O
ce i— o
i^s
M £ u
i
gl
S0*o_Ji
11
t/)+Jc0)oQ
.
OOin3O•r~S-
10I/)O)
S-
OJ
Q.
OCL.
CMi_
53
IV, B, Composite Properties and Fabrication Processes (cont.)
reader's quick reference and information and are not intended to supplant theinformation in Appendices B and C.
C. METHODOLOGY AND EVALUATION FORM
The next effort in Task II was to establish a methodology for the
assessment of the component concepts. This was accomplished by preparing anevaluation form containing logic which led to the selection of components
most likely to benefit from composite substitution.
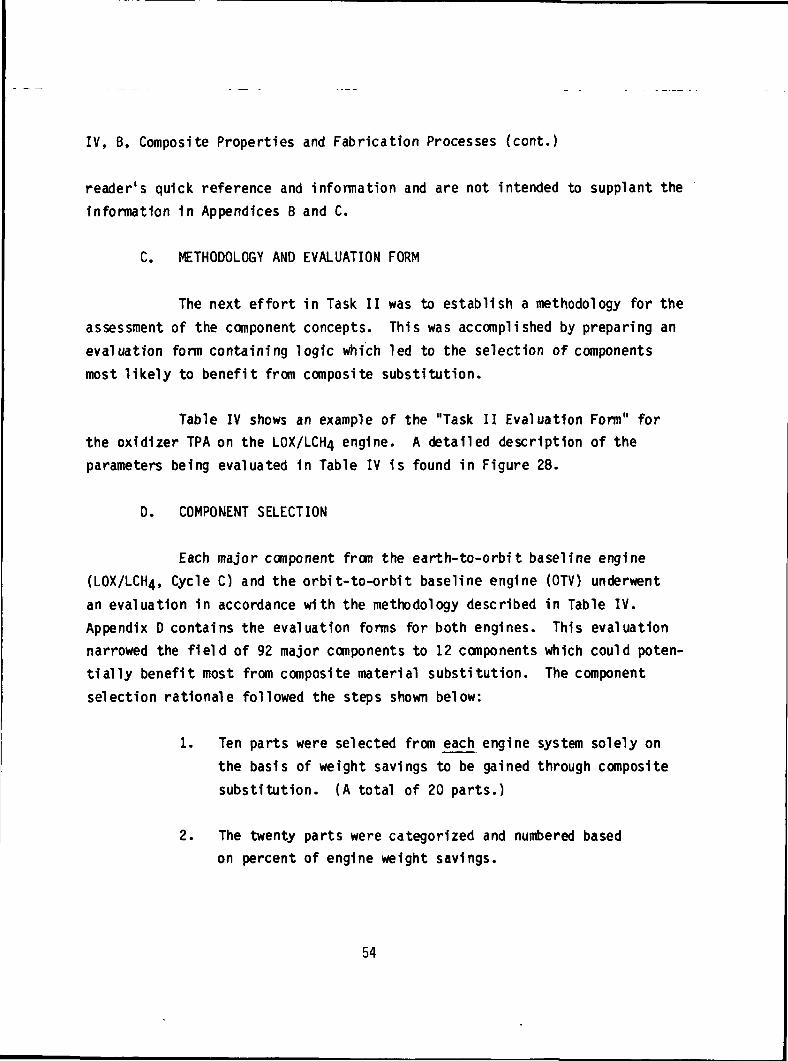
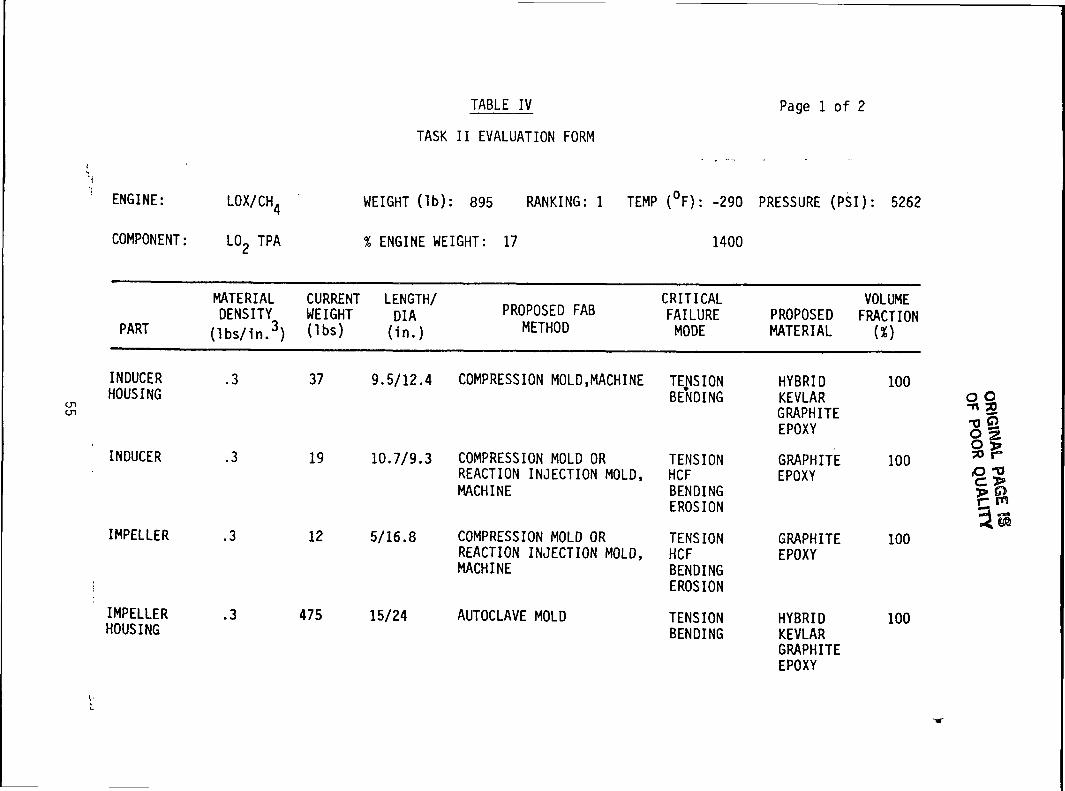
Table IV shows an example of the "Task II Evaluation Form" forthe oxidizer TPA on the LOX/LCfy engine. A detailed description of theparameters being evaluated in Table IV is found in Figure 28.
D. COMPONENT SELECTION
Each major component from the earth-to-orbit baseline engine(LOX/LCH4, Cycle C) and the orbit-to-orbit baseline engine (OTV) underwent
an evaluation in accordance with the methodology described in Table IV.Appendix D contains the evaluation forms for both engines. This evaluationnarrowed the field of 92 major components to 12 components which could poten-tially benefit most from composite material substitution. The component
selection rationale followed the steps shown below:
1. Ten parts were selected from each engine system solely onthe basis of weight savings to be gained through compositesubstitution. (A total of 20 parts.)
2. The twenty parts were categorized and numbered basedon percent of engine weight savings.
54
OR
IGIN
AL
PA
GE *
Of
PO
OR
Q
UA
LITY
CM
^Oi— i
CD
tao.
H-l
LU
1
CO
1—
CM
VO
CM
in•1
00o_^~"*
LU
ce:
oo00
LU
a:
OL.
o
o1
en
oC
M
^3-I~~
l
..
LU
0
D.
luJ
t-t— 1
1
0LU
Z1—4
o
zP
c?
S^
«^_l
<-•>
LO
1 1 i
ry\
• •C
O
t-1—
1 *^
>— i
CD
i
*1C
. LU
OO
J3
36
<C
r—
*"" Z
I—
HH
=E
CD
CD
ZI—
< LU
LU^
T
«3C
C
u0
I—
X
CM
o
oLU
1 1 1
2^
Z
0
3
z:
LU
O
_
LU O
S
t— ' —
•_
)<
->
«
"* L
UQ _
lLU
«=CO
O 1—
io
ce.D
- LU
li,<C
{£
+-• = Q
H~ r~?
f~j5
Sz:
o u"
co2sl
Co E
C3 *^
o;
O-
^^3:
^_^C
D «C
•
UJ
Q^
H~
LU 3
Z^^
o: CD v>
a: •-• jo
— iii , —
03
-
—
CO
S ' —
c
^
OO
"
|3|Q.
OO
LU
O C
C |li
5 _l £
XC
O =>
<f
O>-
LU
c2
O
.3T ^
C
D LU
Z C
D0 Z
oo o
••
sLU
LU
1—
CO
1 1 1Z3CO^z:Q
^
O•z.o»—
1ooLU
D-
OO1'
CM
(
LO•
enCO
CO
ce. CDLU Z
CJ »-!
gS
z o
•-i 0=
oo. LU
1—»— t
0. X
§ Q
.
CD
LU
Z
CD Z
O
Z O
OO
O
OO
Z Lu Z
OLU
o
LU o:
1 —
3^
CO
LU
^QQy"
ce:o
z1 '
-
ISz z
O t-
iH—
too
zO
O O
LU
LU
I-H Z
ce. H-
i-tC
U O
3Z
z: <
c o
O L
U <
o a
: z
CO
en*oi—
i
enT~i
CO
ce.LU0Qfc-4
OoLUh-
i— i
:n >-
D. X
CD
LU
Z
CD
ZO
Z
O
CO
Q
OO
Z Lu Z
O
LU o
LU o:
h-
3C
CO
LU
QOz:
cco z
o2
o c
jz: LUz z
o •-«
h-H
oo z
00 O
LU
LU
i— i
Zce: i—
i— i
Cu 0
31
z: <
c o
O L
U <
o
ce: a?
COvcif-H
LO
CM
i— 1
CO
LU
LUC
uz:
oo
LUt—Q
C
C t-.
ce _i ex.C
Q >
<C
>- LU
c23= ^
CD
Z C
DO
Z
oo o•z. zLU
LU(—
co
ooLU
_J
o1CM
toLO
r-.
coLU C
D_l Z
LU O
O0. =
»z: o•-i 3
:
X0Q.
LU
55
CM4-OCMcucr>toa.
O o
•-«
H-l
h- C
O
53
Ex
CO
££=>
0
o o
ui u
ii—
o
O ID
UI _l
_J OU
I XCO U
I
C3
cs «/>
I t-H
-O
ORIG
INA
L PA
GE ES
OF PO
OR
Q
UA
LITY
UI
_l
UI
coCO
%o c
oZ
i—i
>-> co
Si
o <cou
iQ
o o
eZ 0
.coC
D
a:
0
<CCO
OXLU
QUI
QOX
0<COoui
oXUI
oco
roen
CO
inco
cr>C
O
ro
CMiot—
iivo
CM
VO
invo
CD
tM
561
ORIGINAL PAGE SSOF POOR QUALITY
Engine:Component:Weight:
% Engine Weight:Ranking:
Temperature and Pressure:Part:Material Density:Current Weight:
Length/Diameter:Proposed Fabrication Method:
Critical Failure Mode:
Proposed Material:
Volume Fraction:
New Weight:
AWeight:
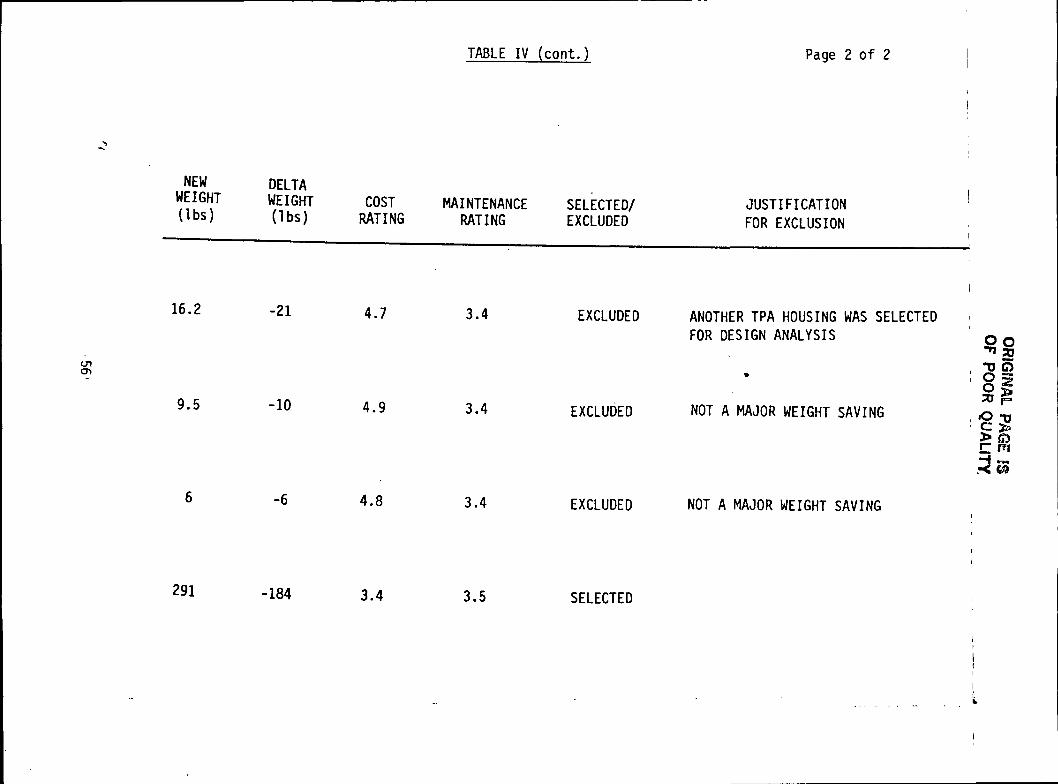
Either LOX/LH2 OTV or LOX/LCH4 Cycle CName of major component (i.e., turbopump)Baseline metallic weight of componentComponent weight/total engine weightEach component is ranked according to percent ofengine weight. The heaviest is ranked No. 1.Design conditions that the component experiences.Subcomponent (i.e., shaft or rotor of the turbopump)Current metallic densitySubcomponent metallic weight (Estimated by obtainingthe approximate volume of the subcomponent andmultiplying it by the metallic density).Subcomponent envelopeA fabrication process will be selected for the com-posite component on the basis of cost, quality level,and functional properties.Most likely mode of failure, determined by pre-liminary structural analysis. This assessment aidsin the preliminary composite material selection.A composite material will be selected as a substitutefor the metallic part on the basis of the following:(1) propellent compatibility, (2) low temperaturetoughness, (3) elevated temperature and pressurestability and strength, and (4) storage deteriorationcharacteristics. An extensive material propertiesliterature search, in conjunction with consultationof material engineering specialists, will providethe information necessary to make these selections.Estimated percentage of the subcomponent which canbe replaced with a composite material.Obtained by multiplying the metallic volume by thecomposite density. The volume estimate will be refinedin Task III if the structural analysis indicatesany wall thickness changes.Difference in weight between the baseline metallicpart and its composite substitute.
Figure 28. Detailed Description of Task II Evaluation Form (Sheet 1 of 5)
57
ORIGINAL PAGE S3OF POOR QUALITY
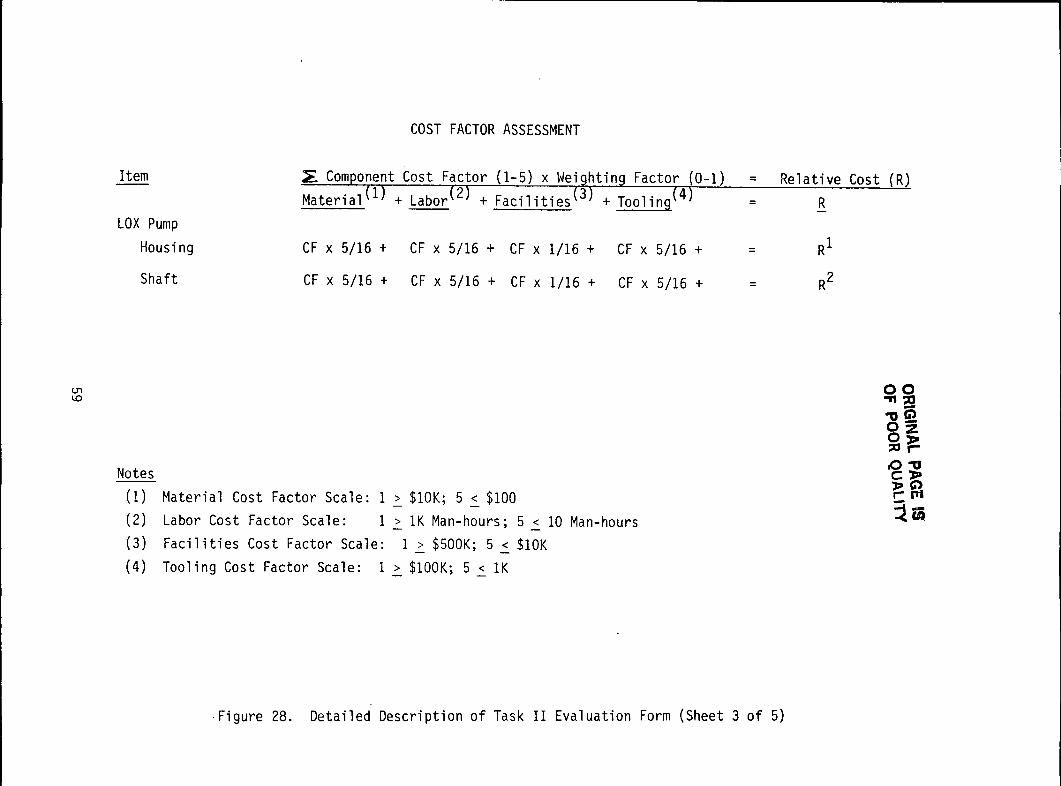
Cost: The cost factor assessment methodology is illustrated onSheet 3 of this figure. It provides a relative cost com-parison for rocket engine components made from compositematerials. Manufacturing costs are broken down intofour categories: materials, labor, facilities andtooling. Material cost data are obtained from materialsuppliers. Labor manhours are estimated on the basisof the part's complexity and the required fabricationprocess. Tooling costs are similarly estimated.Facility costs are determined by the process selectedand are estimated only on a very general basis.The tooling, material, and labor costs are weightedequally because these manufacturing expenses are totallyrecovered in the price of the part. The facility costis assigned a weighted factor one fifth (1/5) that ofother component costs as these are prorated over otherproducts produced at the facility.Industrial engineering man-hour data available in theAir Force Composite Materials Design Guide (Manufacturing,Volume III) are being evaluated for use in estimatingmanufacturing costs (labor and tooling). Proposedmanufacturing flow sheets, vendors, and subcontractorsare also being used as sources of manufacturing costdata.
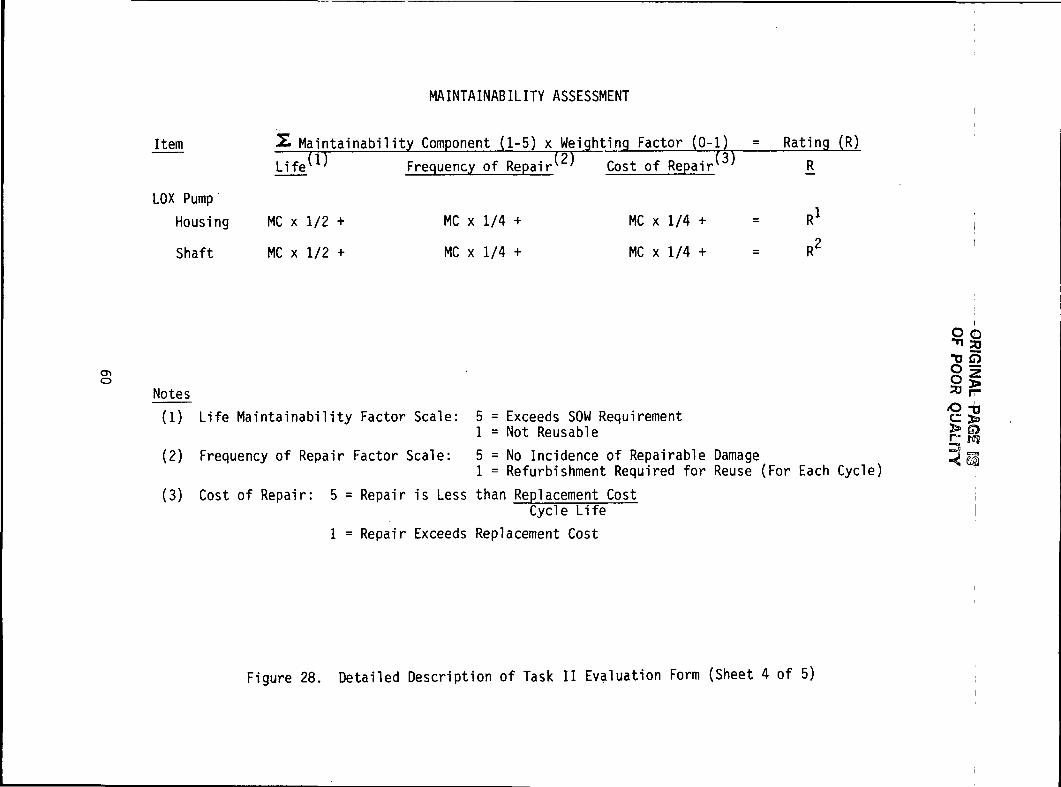
Maintainability: The maintainability assessment methodology is illustrated onSheet 4 of this figure. It provides a relative maintain-ability comparison for rocket engine components madefrom composite materials.The maintainability factor is broken down into threecategories: life, frequency of repair, and cost ofrepair. The life of a particular component is estimatedfrom the stability of the material in the operationalenvironments and/or its low cycle fatigue properties.The frequency of repair is estimated from the wear onthe component due to chemical or mechanical erosion(abrasion) and/or its high cycle fatigue properties.The cost of repair is estimated from the amount ofrefurbishment required to restore the part to an acceptablelevel of performance.A weighting factor of one fourth (1/4) was used to assessthe effects of the frequency of repair and the cost ofrepair maintainability factors. The life component ofmaintainability was weighted higher (1/2) than the othercomponents because it directly determines any need formaintenance.
Figure 28. Detailed Description of Task II Evaluation Form (Sheet 2 of 5)
58
coQO)
roOl
ORIG
INA
L PAG
E 53O
F POO
R Q
UA
LITY
CMOf.
OCO
ID
1 _._.,f_
•ZLU
lscoC
O1 1 1C
OC
O•=cQ
L01—C
O•a:u_1—COoo
o+->0rou_si1X _toii.o+J0«'u_4->COo
.0dO)
coCHEl
0CO
wl
Ol
c•rt
r-O:°
<^
unXU4_O
5 .:
coCD•r~4->
^3Oro
V4^
1 —
I
1 —
1
Xu_oLL.
++
^O
—>
r-^C
M
\
•~~* un
s»oJ3ro—
1
+
x:u_C
J
"•^
+<—
i• —
• 10
roi-cu•4-*roS
1 — 1
^^
unXLJ_to
^^
unXito-t-vor-
1
i— 1
Xu_to+ID1 — 1
•*N
^
unXu_o+VO
1 — f
^x^
unXu.
co
01
cQ
. ••-
Xo
toS-3OJZIcrov|
oi—i
Lf)
-faq-Oo
• •> v
i^i—
I tO
r—
I<&
s_
unI
=> vl
v I o
•«.c
^
inun
i o
co
-"
• " ro
un
:*:
^
2!
<=9- O
o
o.—
I i
A
,-1
•ta T-I
'to-A
| A
|
Ol
A|
00
COCD
-l->O
O>
(—roOCOS-
o+Jo(O1 14->COOC
J
^«—ro•i —S
-O
l+Jro2:
, N
1
(
*"
• •
CDr—roOCOs_o-[ ^orOU.
-»->toOC_)
s_oJOro—
1
*
X
CM
' — '
roOCOS_O4->O(0U
.1 ^toOc_>COO
)• p—4->• r—r—• r-Oro
U_
-.ro^ —
'
. .OJroOCOS
-o4->0rrl10
Ll_
4->COOOO)
C•1 —f—0o*.«x*3-
(UO)
COEocoCO
roS-
OCOCD
•o<uroa>aooCMa>s-o>
59
OR
IGIN
AL
P
A©
E 5§
OF
PO
OR
Q
UA
LITY
o
CT
Croa:
a:
1—z:
UJ
^T
ooooUJ
OO
OO
<C>-
1—1—4
_J
1 —
1
CO
•z.S1—z:
>— i^^^^
i0s_ooroU
.
CT
CCT
• r«
CU3X,•—
LO1
i— 1
4->SCoa.
EOCJ>,
s-• r—roO
.CUa:
14_OCO
cS
•4.
+
«^
*
^^
^^
1-H
^H
X
X
o
cj
^
*-
CM
S.
•r*a.QJ
C£.
O>,
ocCU3CTCU
U-
-f. ^~
«*
«*
1— 1
1— 1
X
X
CJ
CJ
:c .
J3Cro
W
Ii
CM
CM
X
X
o
cj
CT
Ca.
T- 4->
33
rO
a.
o
J=z
oo
Xo
CO
QJ
O
4_)Ca>EQ
JS_
•r—3CT
QJ
r>*
QJ
3 •—
O -Q
oo toC
OC
O
3T3
OJ
QJ D
iQ
JO
4->
X
0uj z
:ii
iiLT>
i-l
• •Q
J1—reooos_o4
^o<TJu,^•r—
•r-.arocroC•r—roz:QJ
•r—1
^—^
i— 1
*
OroU
JS_0u_
QJ
CT> Q
Jro
co
c -^
ro
QJ
CU S-
>—
OJ3
M-
ros- -a•r-
0)
fl3 t-
Q.-I-
OJ
3oc
a-CU
M-
a:o
4-3
CD C
O
OJ
c E
cu -c-O
C
O'I—
fr~
O jQ
C
S-
>— «
3c
.o
a>z: o
iii
iiun 1-1
• •QJ
r—roUOOs_o4^Oro
1 1S-
a.
QJ
rv0OCCUCT
CUi.t- L-
*~^
CM
4->t/^0o4->cCUECUo(O^~Q.
CUC
CrOf4->COCOCU_Jco
• r—s_• r-roQ
.Q
Ja:iiLD• •
S-
•f-a.
cu
^—04JCOOCJ
.-—
CO
QJ
M-
•r—_JCU
r—CJ
>>
o
4^CO04_>COJ
ECUora
"a.
cuo;CO
•CUCUoXUJc^
• r—(0Q.
CUQ
i
II
r— (
LO
«t-oQ
JQ
J
oos_oc:orac:os_ocoQJ
-oa>00
CMQJ
L.
3cn
60
Selected/Excluded: All of the above-mentioned parameters will beevaluated for an acceptance-exclusion decision.AWeight will be given major consideration in thisdecision, with cost, maintainability, performance,and life being considered secondarily.
Justification for Exclusion: This will consist of a brief explanation why asubcomponent did not meet the requirements forcomposite substitution.
Figure 28. Detailed Description of Task II Evaluation Form (SheetJ5 of_5)
61
IV, D, Component Selection (cont.)
3. Any parts which duplicated the technology needs ofanother part were eliminated from consideration (retaining
the one with the highest percent of engine weight savings.)
4. Finally, the number of parts was narrowed based on cost,life, and maintainability.
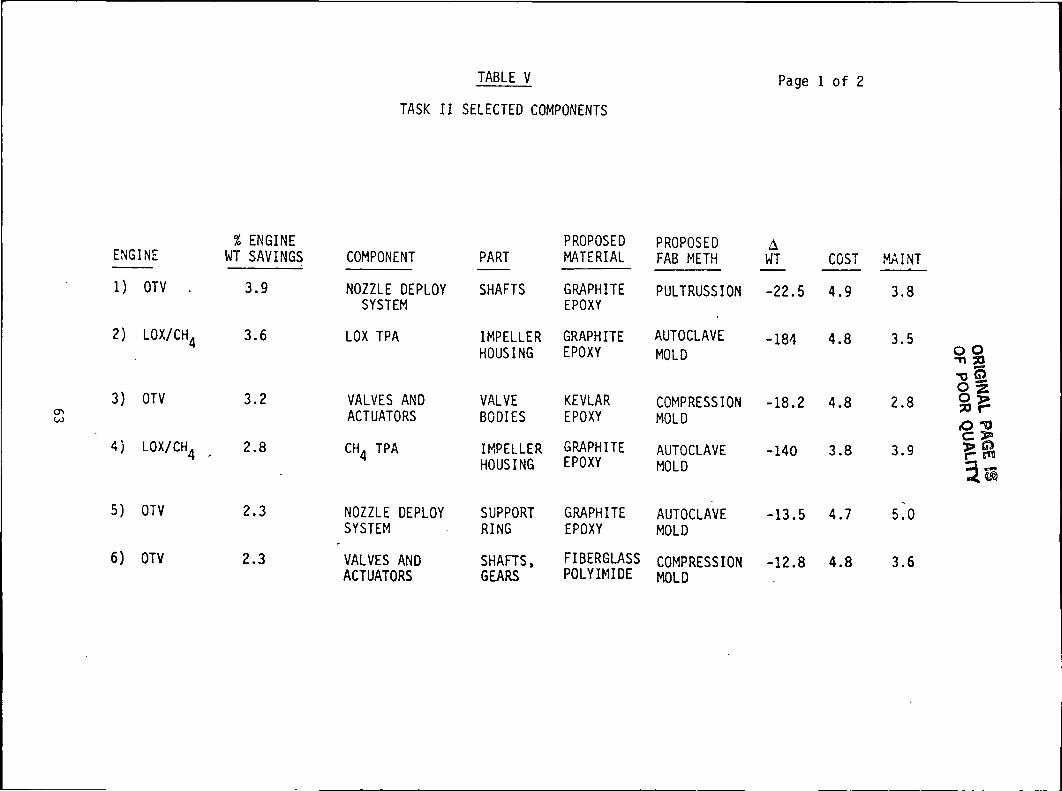
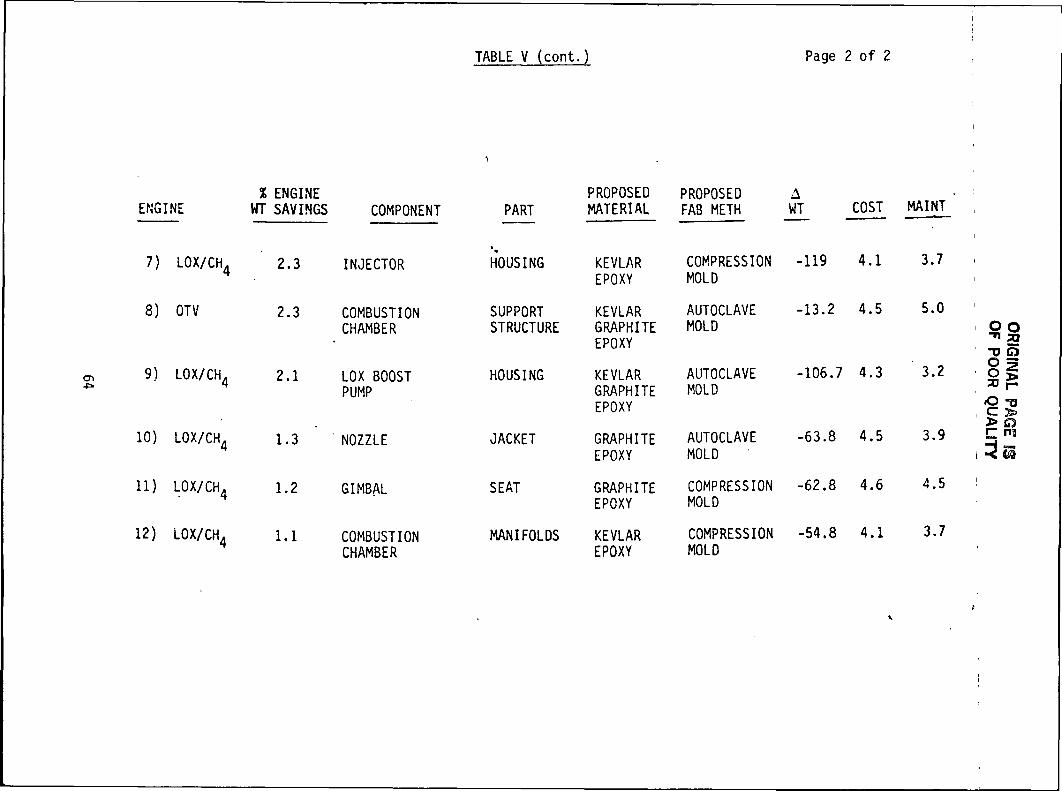
Table V shows a list of the twelve selected components, along ;
with information on weight savings, proposed composite material, and proposedfabrication method. It must be stressed that these twelve components were
selected primarily on the basis of weight savings and secondarily on thebasis of cost, maintainability, performance, etc. It should also be under-stood that the numbers in the "Change in Weight" (AWT) column in Table V were
based solely on preliminary structural analysis at this point in time. These
numbers, however, were considered sufficiently accurate to select the best"weight savers." A more precise AWT number was obtained by measuring thecross-sectional area of the twelve finished drawings during Task III.
62
OR
IGIN
AL P
AG
E*
r,c P
OO
R Q
UA
LfTY
ooon•CO
ooCM
CO
voro
CM
4-OooOCJ
cnCO
CO
oo•CO
00
cuen(Oa.
CO•
CMCMI
OO
CM•
OO
f—<I
orHI
incoi—ii
00CM
t—1I
Q 3C
UJ H-
CO UJ
o 2:
DuO 03
CC <£.
CL. U_
O9—4
OO
COCOUJa:a. a
2: _io o
o z:
O Q
\— _lZ3 O
O Q
H- _J
Z3 O
oCOCO
ccQ.
oQ-
oo
Q _J
UJ «X
CO >—«o a:
Q- UJ
O t—
Q; <D- 2-
3: >-ex x<r oo2 G.CO LU
a: >-a. x
<c oQ: a.
O Lul
>-xoa.UJ
a: >-a. x
<r occ o_CO LU
COCO LU
LU
«=C O
t-
_J H-.
•—. co z:
a! X
LU £
< O
CQ_J
O- Gu
t—i o
O UJ U. Q.
CO
CO1—
1 — u_
<S;eC.
CO
ocLU1LUQ-z:
toz:CO
C33:
LU_l
eC
COLUt— •riOCQ
a:LU_l_l
LUa.3C>— * to2:)
— 4
OOrD03:
H-a:oa.Cl-IOCO
coz:^QC
«CO
tsc c31 LU
CO CD
CO<c
oa_
O_LUa z:
I CO
i >-CO
•fa.xo
Qzr co«x o:oCO I—
LU <£.
Orvl CO
o >-
z: oo
co
co iLU
<; <_>
coLU CO
CO >
•zz «:LU CO
CO
CO
CM
CO
00
CM
CO
CM
CO
CM
Xo
oxo
CO
CM
CO
63
OR
IGIN
AL P
AG
E 13
OF
POO
R Q
UA
LITY
r-ro
CMro
ro
CM
<4-OCMO)
O>
(OD
-
OOoo
on.-tt—
<i
CMCO
«—II
COo•—
II
00CO
IO
IOCO*
CM
VOI
00
ini
S£
o.
o c
oceo:a. u
.
ooooUJ
ccD-
Q2: —
JO
O
OO Q
I—
_l
ro o<: z:
o o
t—
_irD
o<f. z:
O Q
I—
_J
Z3 O
o00
00
ccQ. Q
0 0
o 2
:
00
OO
CC
CX
. O
CDo
o _
iU
J <
Ci/) •-«o
cc
D-
UJ
0 t—
01 <
CO
. Z-
cc«=C >-
_ IX
>• O
UJ O
.SOL
UJ
_ I Q
_ X
> ct O
UJ C
C D
.^ O
U
J
a: >-.
<: z
>-
_j a
. x>
<t o
uj cc
a.
z >
-ex.
x:r
>- <C
>-O
- X
_J X
<: o
>
occ e
x
uj
a.
CO
1/1
Z3
O
cc h-o
oa. ra
a. o
:
OQ-
oUJ
(/) UJ
^ C
Qco z:s: <
o :n
o t_)
oooocaQ
-x 2
:O
Z3
_l C
U
ca
(_ C
C00
UJ
^)CQ
CQ S
il
CU >
2= <
UJ 0
0
oo
CM
roCM
CM
CM
UJ
z.
*—«
C3
OxOoco
Xo
oXoO
Xo
31oXoCM
64
V. TASK III - CONCEPTUAL DESIGN ASSESSMENT
A. OBJECTIVES
The major objectives of Task III were to prepare conceptualdesign drawings (cross sections) of each of the twelve components selected inTask II and to perform appropriate structural analyses as required to obtainrealistic weight estimates. A secondary objective was to visit outside ven-dors in order to supplement our knowledge of cost, life, fabrication, andmaintainability.
B. STRESS ANALYSIS
Preliminary drawings of the twelve selected concepts werereviewed by both structural and material engineering specialists, and thefollowing analysis steps were taken with respect to each drawing:
1. On- and off-axis material structural property calculations2. Von Mises failure criteria for biaxial mechanical stability3. Residual thermal stress calculations for interlaminar and
coating-interfacial stability at cryogenic temperatures4. Stress analysis calculations to determine minimum section
requirements
C. FINAL DRAWINGS AND WEIGHT ESTIMATES
Subsequent to the structural analysis, the final cross-sectionaldrawings were prepared for each of the twelve selected components. Thesedrawings, shown in Figures 29 through 40, contain fabrication notes andinformation on technology needs.
65
OF PO
OR
QO
Tto
oM
tt'li i I I r
O
11. o>
. c
:1a; o
US
0)a.toO
)
oCMa)3a>
S
is
~66
o
OR
IGIN
AL
PA
GE
5SO
F
PO
OR
Q
UA
LIT
Y
in
CVJ
1 oCT
Ic
* '«: <cXO•oQJ!
<ui C
Li to'
Ioro
67
OR
IGIN
M. P
AG
E IS
OF
PO
OR
QU
ALIT
Y
68
ORIG
INA
L PAG
EO
F POO
R Q
UA
LITY
69
OR
IGIN
AL
PA
GE
IS
OF
PO
OR
Q
UA
LITY
IT)
Oo1X5
CT
l
0>c:03aQ
iI<t
raCDC
Q(OJDnoaiCO
CO
POO)
3
70
o
i eo
,iii
i n
Mr~
i i r
I -1
OR
IGIN
AL PA
GE
Si
OF PO
OR
Q
UA
LIT
Y|O 2
Q
3 aa
>u
*
!!
-a
w i!itajj /ill!
ilsl
oo
96006oO)
<oa
k- §•r*COCa>•(->x
in LUO
)n-»NNOCO§C
D
00
71
ORIGINAL PAG
E B
OF PO
OR Q
UA
HTY
72
OR
IGIN
AL
PA
G!
OF
PO
OR
Q
UA
LITY
00ooO
)creQOoI/)
*- . xoo-i
tC
D
1-oCLa.
3coCOS-3cn
•r-U
_
73
o
i,II
II I I I I
I I
80
0B
8U
]
OF PO
OR
u_lNNOI
Z
iu in"
jii'p! i}li Iri ii
/
i *
52
~ s s- S
"* s
*
OOIDCTi
Ores-0OQ
)
NIMOO)
i —-aziC
QOl
Ol
o(O
ooO)
Ol
74
OR
IGIN
AL
PA
GE
ISO
F POO
R
QU
ALITY
o<—I
ooo
—
<cS-0>JDC
O3s-ooo-ar—OCO
COO)
S-
75
ORIG
INA
LO
F POO
R QUALITY
oV£>
QOc(OO)
Q.
OQ.
O)
>O)
O3:
CT
iCO(1)S
-3O
)
76
OR
IGIN
AL
PA
GE
Eg
OF
PO
OR
Q
UA
LITY
O
1
II
Z1
09
6U
I I
I I
I I
' I '
I I
ICO
om
c\j
ro
c/i ^-3O
oa
£ul®
-Zu
o
o!
n
'a uiS
e31
Si
Ii^ I
u*
o
I!»^
UJ
<>ofo<3OIocUJ
o
CMOCOG>
§0
i :^
s-
s t I111
5 S
£~ § §
1C
J/i <
LU
o
°
SS
>
•'5
£
M 5
I 5 I S1 i 5
S2 § « SS
5
§
£
OC
D
CM
<oooa:a>IOorau«t
PO
<oO)
a)CT
)
77
ORIGINAL PAGE ISOF POOR QUALITY
V, C, Final Drawings and Weight Estimates (cont.)
The weights of the composite-substituted components were then
determined by using Simpson's rule to calculate part volume from the final
drawing dimensions. Table VI contains data on component metallic weight,
corresponding composite weight, and the percent weight savings achieved
through composite substitution.
D. OUTSIDE VENDOR DESIGN INPUT CONCERNING REINFORCED PLASTICCOMPOSITES
The design concepts for the twe>ve selectee' parts benefited from
consultation with a great variety of expert sources outside of ALRC during
the course of the program. Table VII contains a complete list of every
company contacted for consultation purposes.
A meeting was held with nonmetallic composite experts from the
Aerojet Strategic Propulsion Company (ASPC) to review the twelve cross-
sectional drawings from Task III. Their major commopts were as follows:
1) Some of the more complex shapes would be a challenge from a
fabrication standpoint, but are all considered feasible.
2) Extensive use of chopped molding compound (isotropic
material) in low stress areas would promote the produci-
bility of thick sections and complex surfaces where
maintaining fiber alignment is difficult.
3) The use of woven fiber in low stress areas instead of uni-
directional prepreg would aid in controlling fiber align-
ment.
78
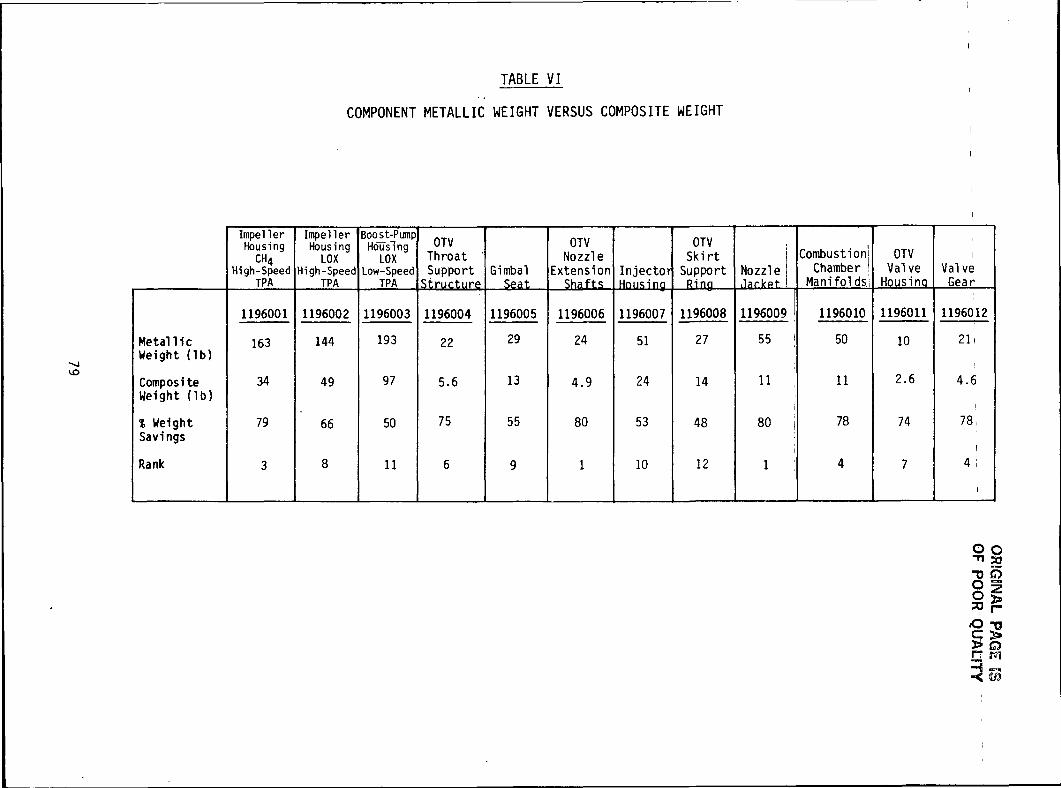
CO
OQ.
ooa:en*—»U
J2oOfXoo
0) S
->
<0
i—
<U(O
CD
o <
o
O
*-•t—
d>
i—
+-> _O
O
3
(O •!-
-Q .C
E C
J JO
OCJ
01r—
Q
?.?!o .*
£x-<-
to 3i/iO
•
<UCtt) O
H-
M C
O
O
CU
.
jQE
<o o
20. O
O. 3
g a>
cu
"V |-i- x
a. <
4j
on o
</>
Q-
CO
•oi-
en
01O
l C
<U
r- •!-
X Q
.<i—
in
O t/>
O-
CU 3
_J I
'
t£
-&•oS
- C
TI O
)CU
C
O
Ji—
-i- «a-o
.«t
"oi
3 C
J I
I—O
. O
JZ
Js "•"
1-1
S
0U3
OLOininooo
oooS01
r-.oo
nin
tooosC
Tl
•a-oC
O
oo8C
Ot-H
inin
8CVJO
J
IDin
CD
in10vo
<0 O
)
CU CU
i-
-C «/)
VI 4
-* C
7) O
iO
.C
••- C
ex oi C
D-I-
_*:CU
10»« to
<oce
OR
IGB
NA
L PA
GE
58O
F P
OO
R D
UA
LIT
Y
79
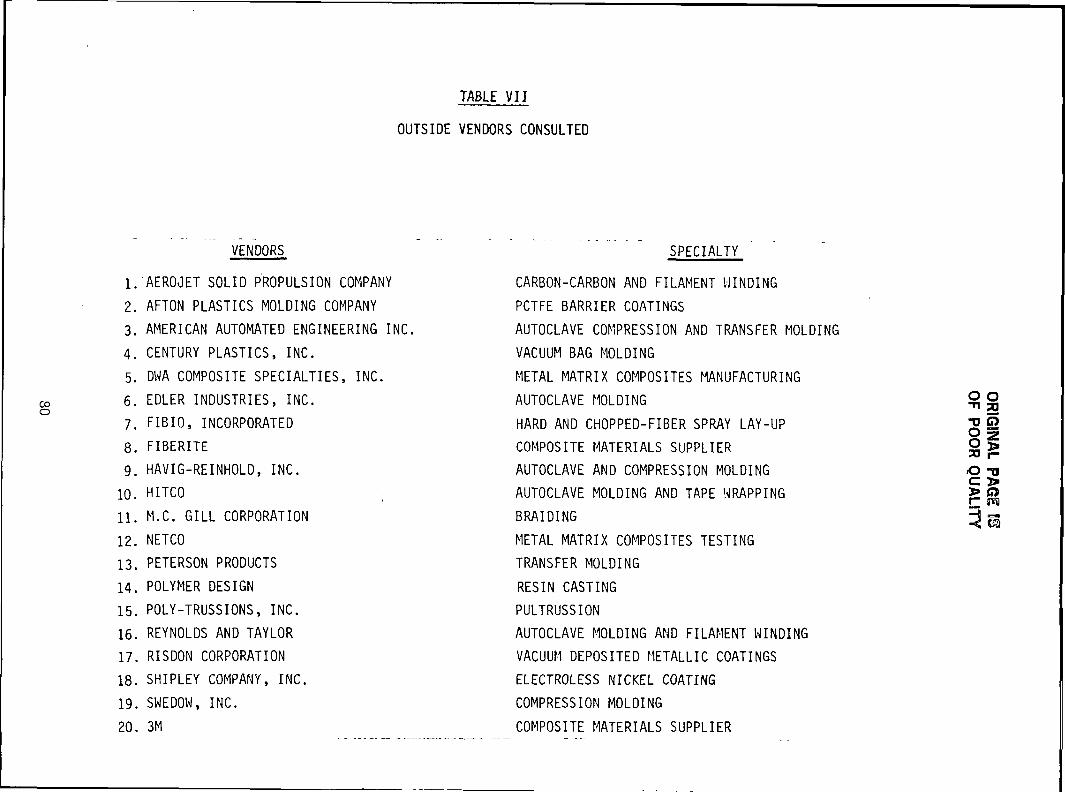
OR
IGIN
AL
PA
G!
ISO
F
PO
OR
Q
UA
LITY
CJ3OLD
G
•>-h-—
1<ct—
IC
JLU
o_CO
CO
oCO
CDZ.
CD
*— t
h-z:LUs:— i»_H
u_CD•z.roCQo;<jCJ1*oCQoreC
CO0z.\ — ii—<cooo;LUK-t
ccC£.eCCQLU
Ll-H-OQ_
AND TRANSFER 1
•z.o1— 1COCOLUQiQ.
0CJ
LU>et1
0I—et
CD^i — tt
\iOCDCQ
•s— i
(_j<c
S MANUFACTURIILU1—t— tCOoQ_y0CJ
XI — 1C£.1—"i
<h-LUs:
CDi— iCD—
1OLU
<3H
— 1CJoh-=><c
o_1— 1
o_ooC£LUCQ
»-«(u_1t
>UJo_0-oreCJQ•z.<:Qo:<£3:
PPLIER
ID00
00
I<c
h— IOiLU1—£*
LU1—
I-H
CO0D-!0CJ
ION MOLDING
0000LUccQ-2:OCJCDZ.etLU>•<
1CJ01—«i
TAPE WRAPPING
CDz:•a;CD~t— tCD1Os:UJ><_Joo1—el
CD
•z.H
-4
h-
ooLUt—OO
LU
h-
t—i
00oQ
_s:
CD
o sr
CJ
i—i
CD
X
Ii—
i O
on s:
cC
DC
•SL U
Ju_
_I
00
QZ.
00
i—i
CD
3
Z.
t—I
z:
<LU
o
2:
o_l
Ot—
( t—
<U
_ _l
_1
CD
<
<C
LU
z: C
Di—
i LU
CD
I—
CD
_I
i—i
Z:
O C
O•- 1
z
s:
oH
- O
O
-C
O
i—(
LU
LU«C
oo
>
Q
O
00
<C
ID
_i s:
z: or
cj :D
—c
I—
o =3
CO
I
I—
CJ
CD
KH
I—«=coC
J
_l
LU:oI*H
200
CO
LU_)
OQi
OLULU
CDZ.
i—i
CDI
OO»—1
CO
CO
LUC
£
a:LU
t—(
_JD-
Q.
Z3
CO
COI
fitt—
Ha:
LUiLU
I—»—i
COo
o o
CJ
CJ
ca
LUQ
00
o;
oCDz:
LU
<C
>-
CD
CL z:
z:o
a. o
;C
J
S
LU
O
LU
•z. cj
zro
—
•i—
i C
D
CD
oo z.
z:
—I
i—(
LU
rs C
DD
- _1
QO
O
LU
a; s:
i—'D
- <C
00
.C
D
CJ
O
00
LU
i—<
i—t
t—i
CD
CJ
LU
«
LU
«
I—
Q-
00
O00
00
<C
CO
CJ
CO
LU
i—i
t—t
1—
LU
C£
00
h-
I—«C
i—
' 00
I 00
^3
Q-
O
CD
D-
z:LU
ra
z:
o o
Di
I—LU
U
_<c
<c
CJ
Qi
LU
CD
^ ^Q
_
_l
Q:
oo
:ncj
z:
z: i—
"»-•
LU
LU(—
or
• >
-i i
O
C£ C
D
O»—
H
I I I t—
I C
J
CQ
CQ
>
t—
Z.
o•—t
«a:Q
ioD
_D
ioC
J
00
CD
C
DO
•—
co:
oo
Q.
LUQ
a:oo
co i—
•<
z:
"Z. Q
—
^XO
Q
O
Q
-Q
.
OCO
LU
0£.
LU
OO.
00
00
o:
h-i
CD
Q_
etD
iO
O
O00
OQ
•>
-_i
z: LU
O
O
_1
•Z
Q
0-
CO
I-H
UJ
o;
oi
ooCDLUC
O
CO
C
O
i—I
CM
C
OLT)
10
oo en
o
I-H
C
M co
CO
en o
t—I
CM
80
V, D, Outside Vendor Design Input Concerning Reinforced PlasticComposites (cont.)
These comments were incorporated into the design of the compon-
ents which were recommended for fabrication in Task V of this program.
In addition to the ASPC consultation, a trip was made to Los
Angeles to meet with six fabricators of reinforced plastic composite mater-
ials. Appendix E lists the persons contacted during the visits, along with
the product lines of the companies. Seven of the completed Task III drawings
were reviewed by each of the contractors, and they were asked to assess their
capabilities to make the parts together, listing the anticipated processing
difficulties. They made comments on minor part-geometry redesign which would
simplify fabrication and also indicated that they would like to be involved
in the design of any part which would ultimately be fabricated at their
facility. We also feel that if the bigger companies with composite design
experience were involved in the design from the beginning, a lot of unneces-
sary and expensive supporting technology testing could be avoided in any
follow-on fabrication program. All of the companies felt that the components
would be satisfactory for manufacturing, and some of the companies prepared
price quotes for inclusion in the Task V section of this report.
E. OUTSIDE VENDOR DESIGN INPUT CONCERNING METAL MATRIX COMPOSITES
Outside vendor consultations (Table VII) were made during the
course of the program with regard to the application of metal matrix compo-
sites to the selected components. The companies visted were Nevada Engi-
neering & Technology Corporation (NETCO), DWA Composite Specialities, and
Aerojet Solid Propulsion Company. A summary of their major comments is
presented in the following listing. (Also see Appendix E.)
81
V, D, Outside Vendor Design Input Concerning Reinforced PlasticComposites (cont.)
1) Selected parts too complex for fabrication by laying upMMC laminates and diffusion bonding.
2) TPA impeller housing is well beyond state of the art.
3) In complex shapes with multidirectional stress distri-butions, boron-aluminum and graphite aluminum becomeinefficient.
4) Valve housing could be fabricated from an aluminum-silicon carbide composite (powder metallurgy) such asDWA-AL. This material, however, possesses poor weldability.
5) MMC components would be lighter than those made from unrein-forced metal but heavier than those made from RPC's .
6) No problems with permeability or compatibility.
Based on the recommendations of both outside expert sources
and ALRC materials engineering experts, it was decided that reinforced
plastic composites were preferable for fabricating the selected designs (Task
V). Metal matrix composites are out of consideration at the present time
because of their higher cost, lower specific strength, and greater fabrica-
tion difficulties. Table VIII contrasts the weights and fabrication risks of
three individual components made from 1) RPC, 2) boron-aluminum, 3) silicon
carbide-aluminum, and 4) baseline metal, respectively. The weights in Table
VIII were determined analytically by performing a stress analysis to deter-
mine the appropriate wall thickness for each material. It can be seen that
the RPC components are lighter in every case and pose far fewer fabrication
difficulties.
If higher temperatures and greater performance become more
important "drivers" than weight savings in future programs, it is possible
that the use of certain MMC or ceramic materials would be indicated. For the
present study, however, it is clear that RPC components are lighter and more
cost-effective.
82
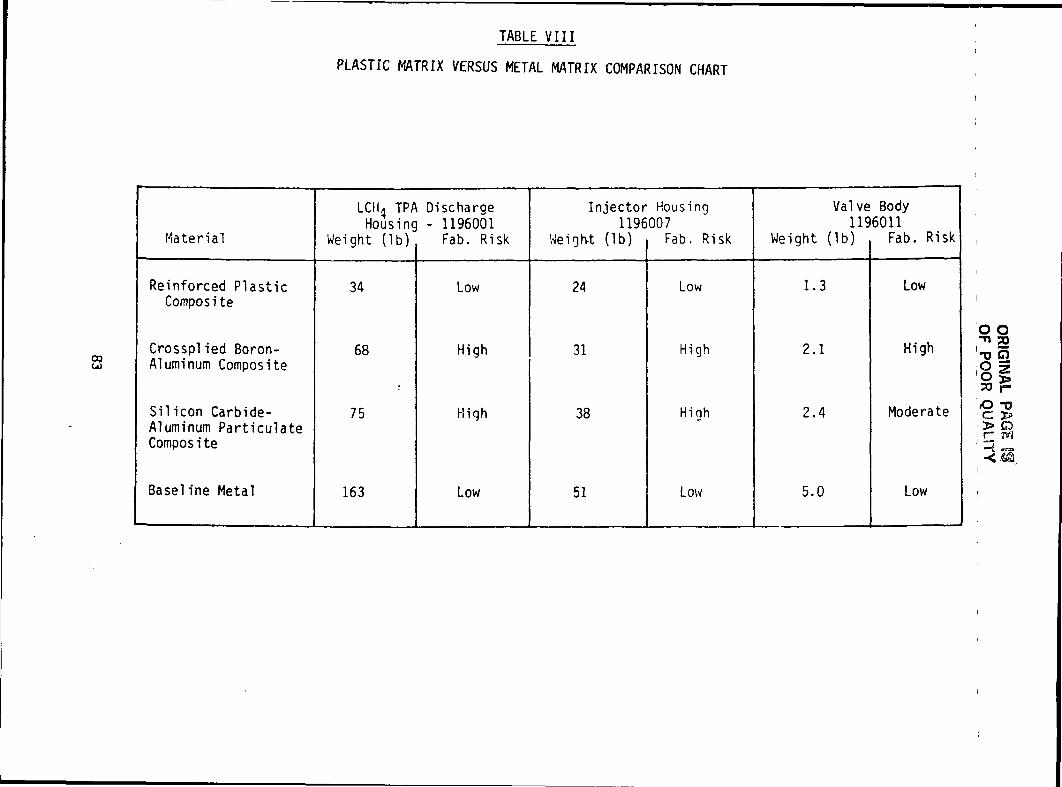
OR
IGIN
AL P
AG
E
Si'
OF PO
OR
QU
AU
TY
ccos:
ooot-H
a:a.
u2ooC£
CO
IX
•ss•
>> -Q
T3
t—
1 IX
Jo
«— • IA-CQ
OUD
i ».cenQ
J
U1
cl/l JQ
O r-. u
.OC
CDO
i- V
D
""O
CT>
0
-O<L)
i —
C•— »
•1-'
JJ1/1
QJ
• — ' '•—
o>o o
is-
o03
\£>
•x:
CM
J3o
•—
• ia
U1 r-l
U-
0 I
et
CD
~~
d.
c: —
^:
Oo
3: -»->
cr>
QJ
<T3
llOl
4-*
<o?*
x:
3
o>
o
•*-_J
DC
CO
r-H
t— (
CS
J
S
"&>
o
••-i
:E
oo
roc~3
cn
O
••-_J
Z
..
•a- °°
ro
v°
o
<l>
•r- 1
+J
^^1
^ .f_
tn
o »
/><o
s- o
r—
00
.ex.
CO
Eo>
o"O
-M
"O
t_>
Q)
-r- O
l0
V
}
T- E
1-0
r- 3
o a.
a. c
*4—
E
(/> -r-
co
in E
•r-
<
_)
O
3<u
s- .—a;
t_> «a:
QJ
IDS-
QJ
0^J
^00cr>
•i —^ex)ro:c
r•r—LC
ID1 —
QJ
4->ro
1
3dj
o"O
•'—•r-
4^
/*^ ^_
1-
03
10 DL
O
QJ
E
••->C
3
••-0
C
to0
••- O
•r- £
0-
•—
3
E
*/> <
t O
3O—1
oLT)
26— i
ID30— 1
CO
•£>
,»-
iaOJ
QJ
c•r—f^
-O
JC
OID
CQ
83
VI. TASK IV - CRITICALITY RANKING OF TECHNOLOGY NEEDS
A. OBJECTIVES
The first objective of Task IV was to define the technology needsinvolved in developing the twelve selected concepts and to evaluate thoseneeds in terns of level of risk involved in bringing those technologies tooperational status. The second objective of Task IV was to provide a criti-cality ranking of the identified technology needs and to justify the rankingswith narrative and figures of merit.
i
B. TECHNOLOGY NEEDS
At the commencement of Task IV, a great deal of thought was givento defining the technological barriers that would need to be overcome inorder to successfully build production rocket components out of reinforcedplastic composites. A list of these technology needs is shown in Table IX.
Each of these technology needs was evaluated to establish theimpact of required technology. Figure 41 is a schematic which outlines thesteps taken during this evaluation. Each major component was examined toidentify any parts that had not been developed. Except for rocket nozzles,where composite nozzles have been used, essentially all composite-substitutedcomponents fall into the new-with-composite screening category.
Those parts requiring further development were then evaluated interms of the level of risk that would be involved in bringing them to opera-tional status. The degree of risk was categorized between low (for compon-ents that are just short of being operational) to high (for components thathave only been proposed or theorized). The sensitivity of each component tothese risks was assessed in terms of cost, schedule, performance, life,weight, and commonality of technology. The results of this evaluation were
84
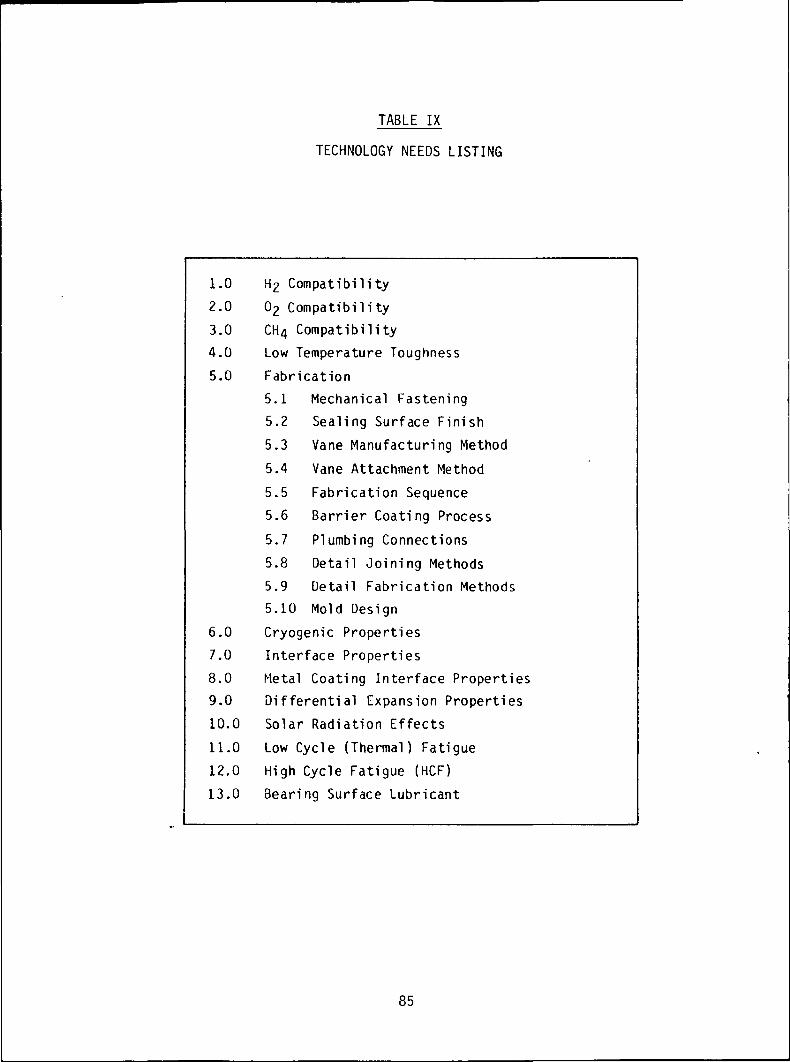
TABLE IX
TECHNOLOGY NEEDS LISTING
1.0 H2 Compatibility
2.0 02 Compatibility
3.0 CH4 Compatibility
4.0 Low Temperature Toughness
5.0 Fabrication
5.1 Mechanical Fastening
5.2 Sealing Surface Finish
5.3 Vane Manufacturing Method
5.4 Vane Attachment Method
5.5 Fabrication Sequence
5.6 Barrier Coating Process
5.7 Plumbing Connections
5.8 Detail Joining Methods
5.9 Detail Fabrication Methods5.10 Mold Design
6.0 Cryogenic Properties
7.0 Interface Properties
8.0 Metal Coating Interface Properties
9.0 Differential Expansion Properties
10.0 Solar Radiation Effects
11.0 Low Cycle (Thermal) Fatigue
12.0 High Cycle Fatigue (HCF)
13.0 Bearing Surface Lubricant
85
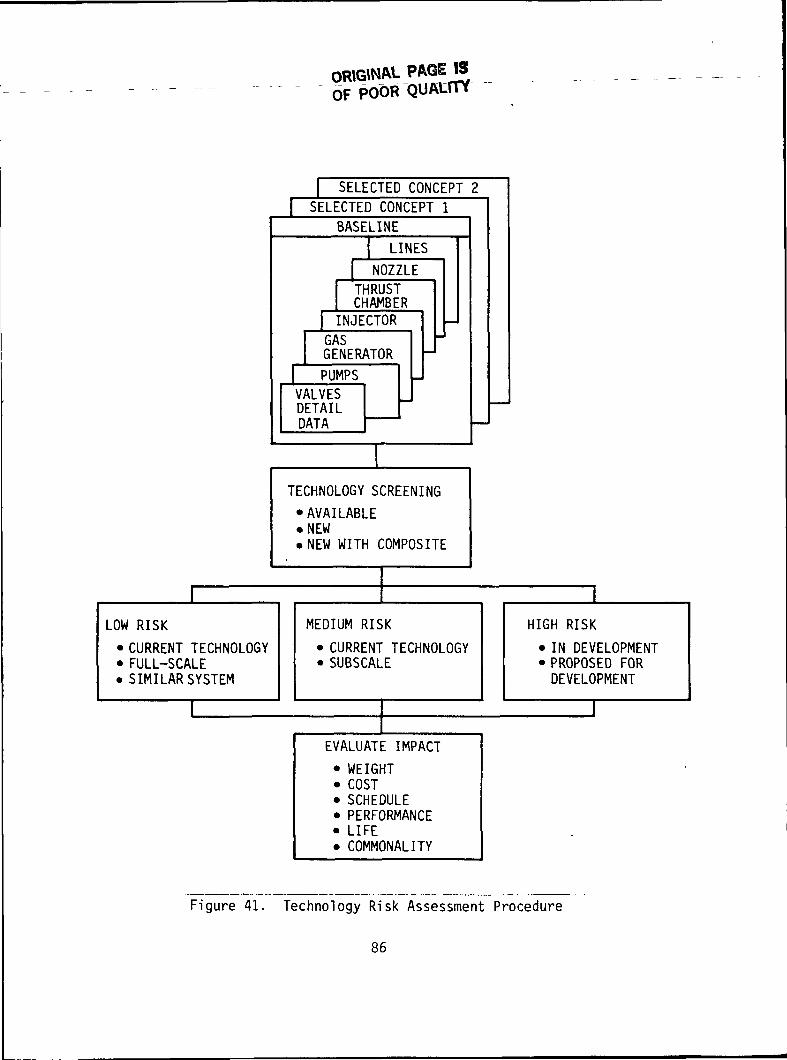
ORIGINAL PAGE IS6F POOR QUAUTY
I SELECTED CONCEPT 2SELECTED CONCEPT 1
TECHNOLOGY SCREENING
•AVAILABLE• NEW• NEW WITH COMPOSITE
LOW RISK
• CURRENT TECHNOLOGY• FULL-SCALE• SIMILAR SYSTEM
I
MEDIUM RISK
• CURRENT TECHNOLOGY• SUBSCALE
EVALUATE IMPACT
WEIGHTCOSTSCHEDULEPERFORMANCELIFECOMMONALITY
1
HIGH RISK
• IN DEVELOPMENT• PROPOSED FORDEVELOPMENT
J
Figure 41. Technology Risk Assessment Procedure
86
VI, B, Technology Needs (cont.)
documented in a series of "Technology Need Definition" forms. One of theseforms was filled out for each of the categories shown in Table IX. This formdefined the technology need, assessed its risk, suggested an approach to theproblem, and proposed a solution. An example of one of these forms is shownas Figure 42 (Barrier Coating Process), and the balance is included asAppendix F in this report.
Many of the thirteen technology needs lend themselves to easysolutions and were only included out of a desire for thoroughness (i.e.,solar radiation, bearing surface lubricant, etc.). It is believed that thebalance of the technology needs can be solved through straightforwardlaboratory and test programs. This optimism about the ability to quicklysolve the thirteen technology needs through technology programs is based onthe following rationale:
1.0-3.0 Propel!ant Compatibility - Problems which can resultfrom chemical incompatibility or from freeze-thaw cycling (causing cracks)will be precluded by the application of internal barrier coatings. (See 8.0bel ow.)
4.0 Low Temperature Toughness - Thermoset polymer matrix com-posites are brittle materials at room temperature. Evidence of this is seenin the resin microcracking that results from the residual thermal stress fromcuring at elevated temperature. These composite materials, however, exhibita remarkable toughness capability because of the many individual fiber andresin interfaces, each of which is structurally redundant. This results in afracture process that is progressive rather than sudden, as is characteristicof conventional brittle materials. Such behavior is characteristic of out-standing fracture toughness. Because the strength of polymer matrix compos-ites is known to increase slightly at cryogenic temperatures, their fracture
87
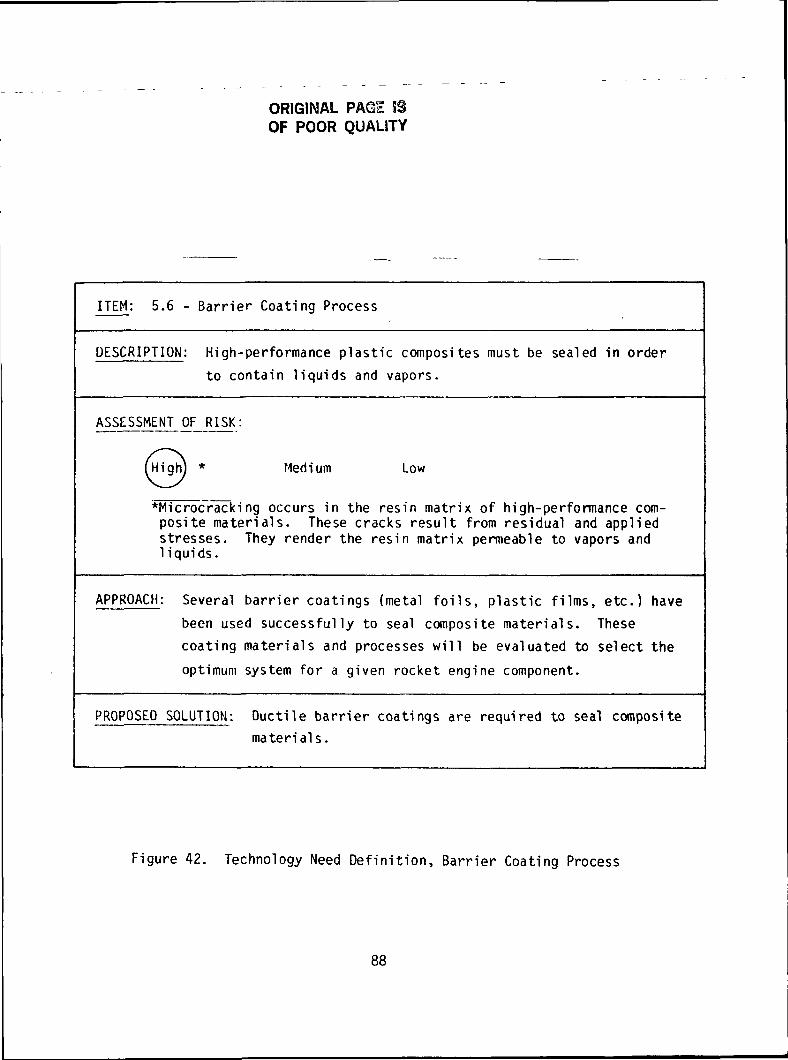
ORIGINAL PAGE S3OF POOR QUALITY
ITEM: 5.6 - Barrier Coating Process
DESCRIPTION: High-performance plastic composites must be sealed in orderto contain liquids and vapors.
ASSESSMENT OF RISK:
* Medium Low
*Microcracking occurs in the resin matrix of high-performance com-posite materials. These cracks result from residual and appliedstresses. They render the resin matrix permeable to vapors and1iquids.
APPROACH: Several barrier coatings (metal foils, plastic films, etc.) havebeen used successfully to seal composite materials. Thesecoating materials and processes will be evaluated to select the
optimum system for a given rocket engine component.
PROPOSED SOLUTION: Ductile barrier coatings are required to seal compositematerials.
Figure 42. Technology Need Definition, Barrier Coating Process
88
VI, B, Technology Needs (cont.)
toughness is not expected to decrease significantly at low temperaturesbecause of any embrittling effects.
Structural element tests (including impact) at cryogenictemperatures are planned to confirm that this is true for the candidate com-posite materials and processes being considered for this program.
5.0 Fabrication - Any potential fabrication problems (i.e.,fastening, barrier coating, sealing surface finish, etc.) will be solvedthrough the development of manufacturing techniques during the technologyprograms. None of the identified fabrication technology needs pose a seriousproblem in view of the current state of the art with RPC's.
6.0 Cryogenic Properties - This is a low-risk technology needdue to the existence of commercial composite materials which display highstrength and good fracture toughness at cryogenic temperatures. Before fina-lizing any design, the structural and physical properties of the candidatematerial will be verified by structural testing at cryogenic temperatures.
7.0 Interface Properties - Strong adhesive bonds between twocomposite parts or between a composite and a metal part have been demon-strated successfully in the aircraft industry. The stability of these adhe-sive bonds at cryogenic temperatures will be analyzed, and each proposed com-bination will be tested to validate the predictions. In the event that thepredicted structural performance is not attained because of poor adhesivebonding, other design alternatives will be investigated (i.e., bolting,riveting, sewing, etc.).
89
VI, B, Technology Needs (cont.)
8.0 Metal Coating Interface Properties - The use of metallicbarrier coatings is anticipated in order to protect the composite materialfrom degradation caused by contact with the liquid rocket propellants. Thelarge temperature excursions caused by cryogenic conditions are expected toresult in significant bondline strain. This strain problem can be partiallymitigated by tailoring the thermal expansion properties of the compositethrough control reinforcement and fiber volume (Ref. 8). Another techniquewhich has been successfully used is to apply an elastomeric adhesive tie coatthat approximates the expansion characteristics of the metal barrier (Ref.9). A stable metal coating interface should result if the adhesive bond tothe composite is strong enough to prevent separation during thermal excur-sions. The use of more than one tie coat adhesive introduces additionalinterfaces and reduces the stress at the two key interfaces for greater bondstability.
Satisfactory metal-lined tanks and propellant (LOX) linesof polymer composite have been fabricated and tested by the Martin Companyunder contract to NASA (Ref. 10 and 11).
9.0 Differential Expansion Properties - Differential expansionbetween contacting dissimilar materials results in interfacial stress.Stress rupture and disbonding are two harmful effects of differential expan-sion. A preliminary structural analysis performed at ALRC indicated thatsatisfactory dissimilar material interfaces can be developed over the temper-ature ranges anticipated (see 8.0 above).
10.0 Solar Radiation Effects - The surface of epoxy matrix com-posite materials is degraded by solar radiation. This degradation results insurface crazing and decreases the composites' chemical resistance. Thisappears to be a low-risk technology need since protective coatings are
90
VI, B, Technology Needs (cont.)
available to block solar radiation. The effectiveness of these coatings canbe demonstrated in ultraviolet (UV) weatherometer exposure tests.
11.0 Low Cycle Fatigue (LCF) - Low cycle (thermal) fatigueresults from structural damage in which thermal stress was a contributingfactor. In composite materials, these stresses can result because of flawsin the material, dissimilar material interfaces, anisotropy, or poor bonding.Past experience shows that once the cause of the structural damage has beenidentified (through structural element testing), one can design around it.Examples of composite components in use today which are designed to success-fully withstand low cycle thermal fatigue are 1) fiberglass LN£ bottles, 2)natural gas vessels, and 3) parts in cryogenic wind tunnels.
12.0 High Cycle Fatigue (HCF) - High cycle (thermal) fatigueresults from structural damage that is caused by stress-induced microstruc-tural changes in the material. These changes occur generally because of somediscrete mechanism that allows the stress to reach a destructive level. Thismechanism depends upon a crack, void, disbond, or dissimilar material inter-face and a dynamic change in the level of stress due to vibration or move-ment.
In the case of RPC's , designing for HCF is a low-risk tech-
nology need. Example of RPC's used in HCF applications abound (i.e., gears,machinery, compressor blades, etc.). This serves to underscore the fact thatcomposites are lighter, stiffer, and more structurally efficient than theirmetallic counterparts.
13.0 Bearing Surface Lubricant - Polymer composite materialsabrade more easily than metallic materials because of the resin micro-cracking. A lubricant can be helpful in sealing the surface and providing asmooth, low friction surface to reduce abrasion damage due to sliding and
91
VI, B, Technology Needs (cont.)
rubbing. It should be a simple task to select a commercial lubricat ion sys-tem compatible with composite materials, the l iqu id rocket engine environ-ment, and the vacuum conditions of space.
C. CRITICALITY RANKING OF TECHNOLOGY NEEDS
Using the weight data from Table VI and the information from the"Technology Needs Definition" forms, a "Technology Needs Cross-Reference
Chart" was formulated (see Table I). This chart displays the number of com-ponents common to each technology and shows the percentage of weight reduc-
tion associated with the application of each technology need. This allowsthe ranking of technology needs as well as specific components in terms of
weight reduction payoffs. It also displays our assessment of the risk asso-ciated with overcoming each technology barrier.
Since Table I is basically a compendium of the studies conducted
in Tasks I through IV, it was used as a guide in selecting the follow-ontasks recommended for Task V of this study. Those selected for fabrication
in Task V represent the components which provide the greatest percentage ofweight savings through composite substitution and which also encompass thesolution to a wide variety of technology needs.
92
VII. TASK V - RECOMMENDED TASKS
A. OBJECTIVE
The purpose of Task V was to recommend a minimum of two follow-on
tasks involving component fabrication and testing. It was desired that the
selected components not only show promising weight savings with composite
substitution but that their construction also encompass the solution to a
wide variety of technology needs, thus paving the way for a large number of
composite substitutions in the future.
Another objective of Task V was to formulate a schedule and bud-
get for the analysis, design, fabrication, and testing of the selected com-
ponents.
B. RECOMMENDATIONS
The recommended follow-on tasks were selected by using the
critical technology need ranking developed in Task IV (see Table I). This
ensured that a combination of weight reduction and technology advancement
features were incorporated into a minimum-cost, low-risk program.
The components selected for fabrication and further study in a
follow-on program are as shown below:
% Weight Savings Number of TechnologyPN Component Rank Needs Addressed
1196011 OTV Valve Housing 8 14
1196001 LCH4 High-Speed TPA 4 17Impeller Housing
1196006 OTV Nozzle Extension 1 6Shafts
1196008 OTV Skirt Support Ring 5 4
93
ORIGINAL PAGE ISOF POOR QUALITY
VII, B, Recommendations (cont.)
The OTV valve housing shows significant weight savings and
requires the solution of fourteen technology needs. This component could be
immediately useful on several engines while solving problems connected with
many other components.
The LCH4 high-speed impeller housing is the biggest weight
saver on the 600K-lbF booster engine when made with composites. It also pre-
sents the most complications in terms of advancing the state of the art in
composite fabrication technology. If this component could be successfully
built, construction of any of the twelve components selected in Task III
would be facilitated greatly.
The OTV extension shaft yields the greatest percentage of engine
weight savings. At the same time, its fabrication process is fairly simple
and would address the solution of only six technology needs. The extension
shafts can be inserted directly into the OTV skirt support ring to form a
subassembly. This support ring was also selected because it is simple to
fabricate and shows a good weight savings.
Notice should be taken that the four recommended tasks are not
merely the four top weight savers based on the Task III weight analysis.
They were selected not only to show good weight savings but also to cover the
spectrum of technology needs from the simplest to the most complex. They may
be fabricated either together or singly, depending on NASA's schedule and
budgetary needs.
C. PROGRAM PLANS FOR THE SELECTED COMPONENTS
Table X shows a schematic representation of the general design
and analysis steps that would be followed for any of the four recommended
tasks.
94
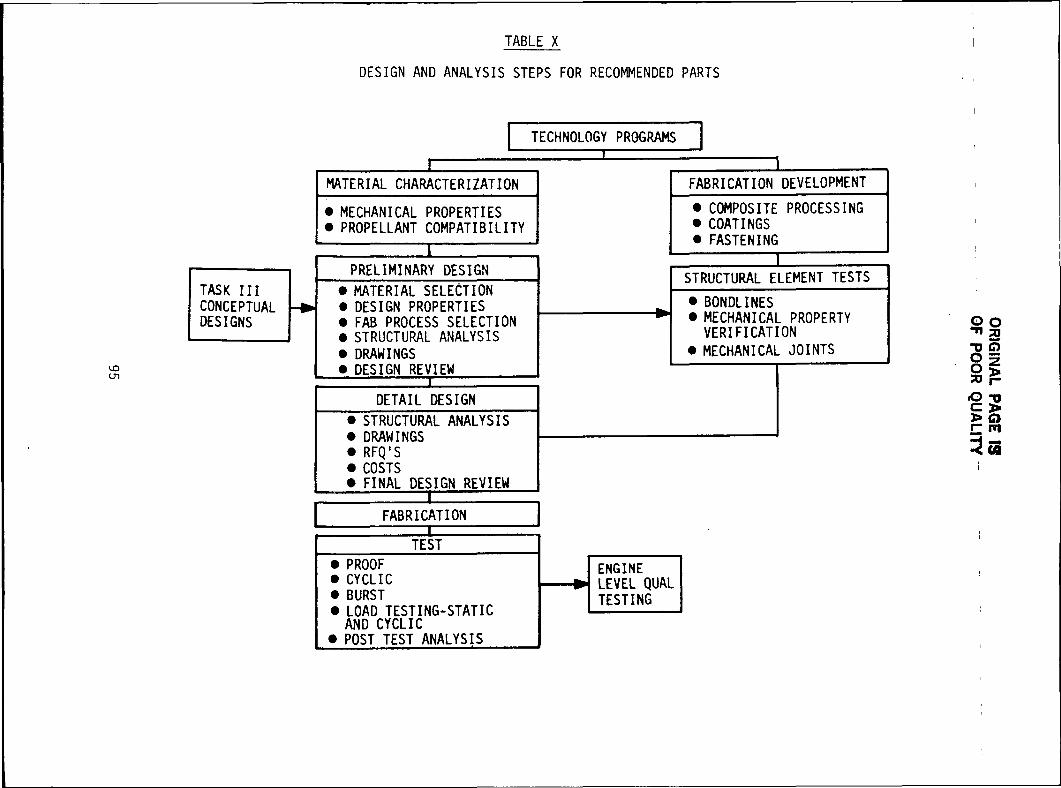
OR
IGIN
AL
PA
GE
ISO
F P
OO
R
QU
ALITY
o.
o
CD
<:
00
t—ce.<ca.aU
Joooa:oooQ
.
00
00
h— I
00
>-«t
<cQ00
LU
00
00
UJ
ooocQ_
I— 0
0 Z
I— 1 to
•—
Ioo z
z
O
i— i U
JO
. t—
I—Z
•* to
oo
<:
<_> o u.
a-
zo
>-i
QC o
oouj c_)<t
_J«t U
. «C
zo
5 o
O LU
UJ U
J
a:«co<c»—4
a:
oo _i
UJ
i— i
i— i o
o
uu <CQ
- a.
os:
QC oQ
- O
:n o.o o
LU
IX.
*: o.
1 00
O
00 '
I—
LU
<a: 0
0 Z
LU
<C
Q. O
OO
O
O —
IQ
; i.ief
a. oc2 oo £
C3 Q
. CJ i—
i O
oo CQ
at. *f oo
LU
<C
I—
DC
LU
o u
. oo o
o
Z I
UJ
,
z»—•
I h-
oo
00
>-_<:
K
131—1ooLUQ
O
>— i 0
0 00
«ro2 u.o a
:o>—
io u
.
I
00I
00
>-
O _J 0
0
§£
§O
- O C
Q
i— i H
- 00
l-l Q
. Z
LU
CJ
i
<J 1— 1
00 Z
00
»—
O O U
JQ
95
ORIGINAL PAGE ISOF POOR QUALITY
VII, C, Program Plans for the Selected Components (cont.)
The proposed program for each recommended task consists of fiveelements: (1) technology programs addressing the technology needs identified
for each selected part; (2) a preliminary design incorporating the results of
the material characterization portion of the techno1oqy programs and the
conceptual design from Task III; (3) a final design "corporating the resultsof the preliminary design and the fabrication development portion of the
technology programs; (4) fabrication; and (5) testing and evaluation of thetested part.
Each recommended task is costed separately, with a breakdown by
element to allow funding options for a follow-on activity.
Technology Programs
A general description of each technology need is given in Section
VI,B of this report. These programs are concerned with (1) the determina-
tion of mechanical and physical properties of candidate materials, (2) theeffect of propellant exposure on these properties, and (3) the development of
fabrication techniques for application to the final design. The purpose ofthe programs is to minimize risk in the design by providing the data requiredfor material selection, structural analysis, and the processing parametersrequired for fabrication of the part. Each program will be formulated to
identify the candidate materials, test specimens, test procedures, specialtest equipment, and test parameters. The results of cryogenic mechnical
tests will be evaluated for ductility and toughness values with respect to
those at room temperature. Propel lant compatibility tests results will be
evaluated as to chemical reactions and the effect of static and cyclicexposure on mechanical properties.
96
VII, C, Program Plans for the Selected Components (cent.)
Preliminary Design
The conceptual designs of Task III will be the basis for thedevelopment of a preliminary design that also incorporates the results of thematerial characterization portion of the technology programs (i.e., finalmaterial selection and design allowable properties). The Task III structuralanalysis hand calculations for the conceptual design will be refined todetermine new section sizes and detail design features such as laminate ori-entations and thicknesses, bond lines, and mechanical joints. The prelimi-nary design drawings will be reviewed with NASA for their approval.
Structural elements, based on the preliminary design, will befabricated and mechanically tested to verify design property selection andthe structural analyses. Failure to verify the conceptual design throughstructural element testing would require an iteration of the structuralelement tests.
Detail Design
The detail design will incorporate the results of the preliminarydesign and the structural element testing. A final computerized finite ele-ment structural analysis will be conducted to refine section sizes, bondareas, and mechanical joint details. Detail part and assembly drawings willbe presented at a final review with NASA.
The detailed designs will be submitted to ALRC manufacturing andto outside suppliers that provided quotes for the study to finalize costs.
97
VII, C, Program Plans for the Selected Components (cont.)
Fabrication
The selected fabricators will be monitored to assure con-formance to drawing requirements and quality control procedures, includingraw material inspection, process controls, and nondestructive inspection offabricated parts.
Testing
The test plan for the completed part will be formulated to simu-late the duty cycle. If the part requires pressure testing, it will besealed by using the attachment method to the adjoining part as indicated inthe component design. The part will be proof-tested prior to cyclicpressure-testing with the propellant. In the event of failure during cyclictesting, a destructive post-test failure analysis will be conducted in aneffort to determine failure mode and to determine the degree of materialdegradation. If cyclic testing reaches full duration, the part will bevisually and nondestructively inspected to determine material degradation.At this time, the part will either be destructively analyzed or burst-testedand destructively analyzed.
As each of the four recommended subcomponents is entirelydifferent in function and fabrication complexity, it necessitates a separatebudget, schedule, and test plan for each one. The paragraphs which followdescribe a unique program plan for each of the recommended parts. Theseprogram plans consist of the following: 1) a conceptual drawing of thesubcomponent, 2) a fabrication process flowchart, 3) a summary of therequired technology and component testing, and 4) a detailed schedule andbudget for each program plan.
98
V I I , C, Program Plans for the Selected Components (cont.)
1. OTV Valve Housing
The OTV valve housing, shown in Figure 43, was selected bothfor its s ignif icant engine weight savings (1.3%) and because its fabricationwould address a total of fourteen technology needs. It is also a componentwhich could be immediately useful on existing engines.
Figure 44 shows that the valve body would be filament-woundfrom graphite epoxy and thereafter autoclave-molded. The valve bosses wouldthen be compression-molded separately from Kevlar-epoxy prepreg. Aftermachining openings in the valve body, the bosses would be adhesively attachedvia an autoclave bonding process. The internal barrier coating could beperformed on the mandrel before fi lament-winding the body, or they could bedeposited internally by a variety of methods (i.e., electro deposition,vacuum deposition, etc.) after the valve body is completed. The specificbarrier coating method selected would depend on the results of priorfabrication technology programs.
Figure 45 contains a summary of the material and fabricationtechnology tests which would be performed prior to fabricating the subcompon-ent. These tests would include 1) laboratory coupon tests to determine^,mechanical , thermal, and propel 1 ant compatibili ty properties, 2) fabricationand material process trials, and 3) structural element testing. After devel-oping the technology and fabricating a valve housing, the housing would beproof-tested, cyclic pressure-tested (in LOX, LH2, and LCH4), and des-tructively burst-tested in LOX.
The schedule and budget for performing the technology,design, fabricat ion, subcomponent testing, and evaluation of the valve bodyare shown in Figure 46. The entire program would take place in a 13-month
99
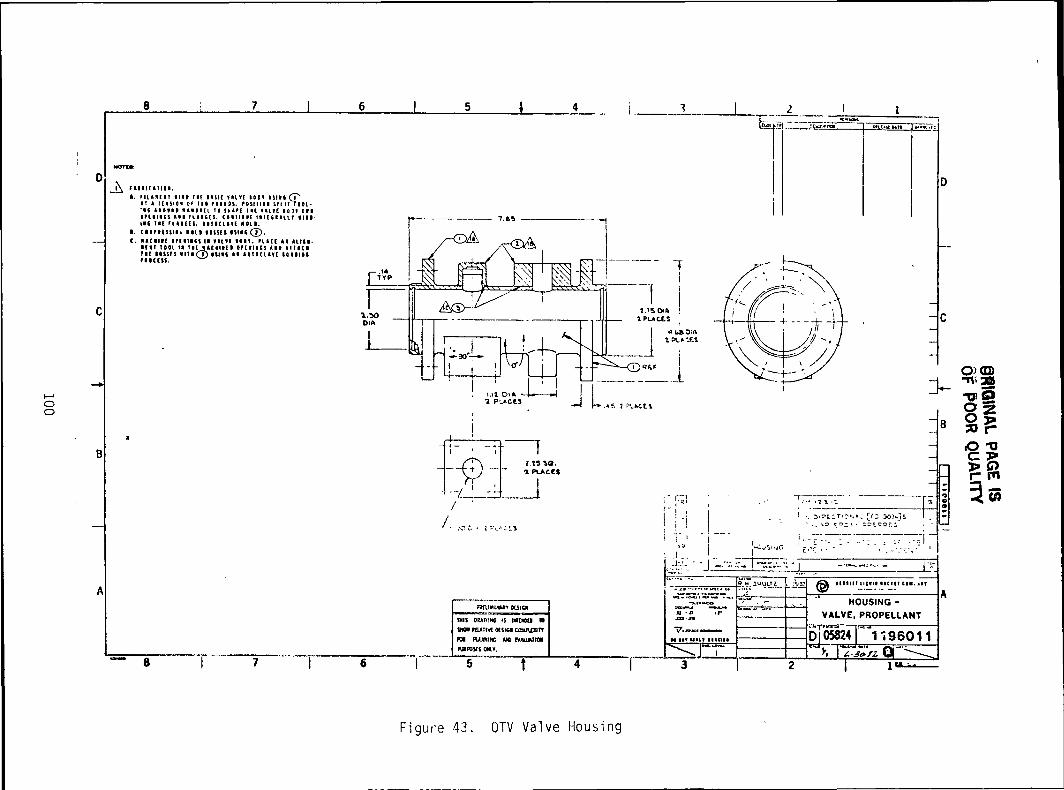
OR
IGIN
AL
PA
GE
IS6F
P
OO
R
QU
ALITY
1
m
| | no
»»
n | IT
n
I i
I i
|| |,,i
,' T
Tsl'i•s
>s
•^ill O
u»
s P
Q3
l^1 Ii
'ii ?j?» f!5«i 8
^9 £•
e e
CD
>(O?J
CD
=6
100
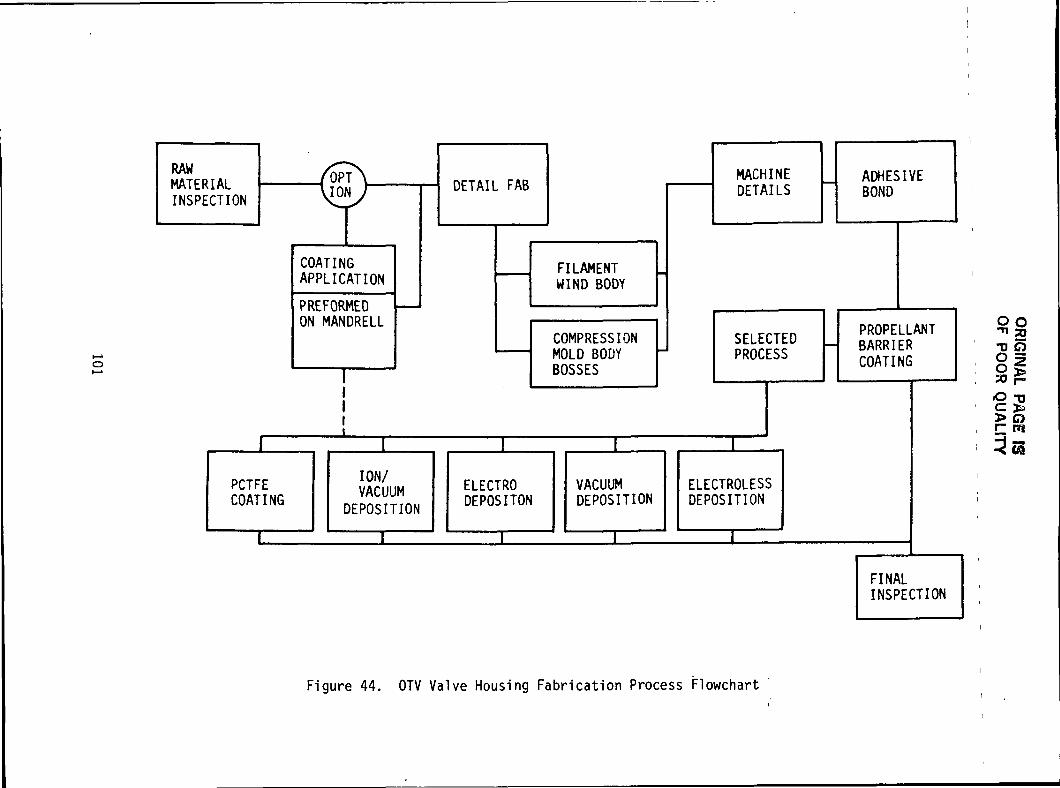
OR
IGIN
AL
P
AG
E
ISO
F P
OO
R
QU
ALIT
Y
ooUJ O
<C 00
I OC. CJ3
CL. C
£. \—
o c
c «
t0£ <
O
CL
CO
CJ
OLUCL.
00
LU O
O
o
OLU
00
I— 00
(_>
LU
LU O
LU
C£
oo a.
o_l >-<<C
K
-!-« V
_)
o; LULU
QL
; t— oo
I/Oco z:LU
o_i •-«o
i—cc. •-•t—
00
o o
LU C
L.
o o
o^ o
O C
L.
<C LU
> Q
S-
(OJ=oo<DOOC
L.
c:oCOO03u_o>c:•r—toO01>O
)
101
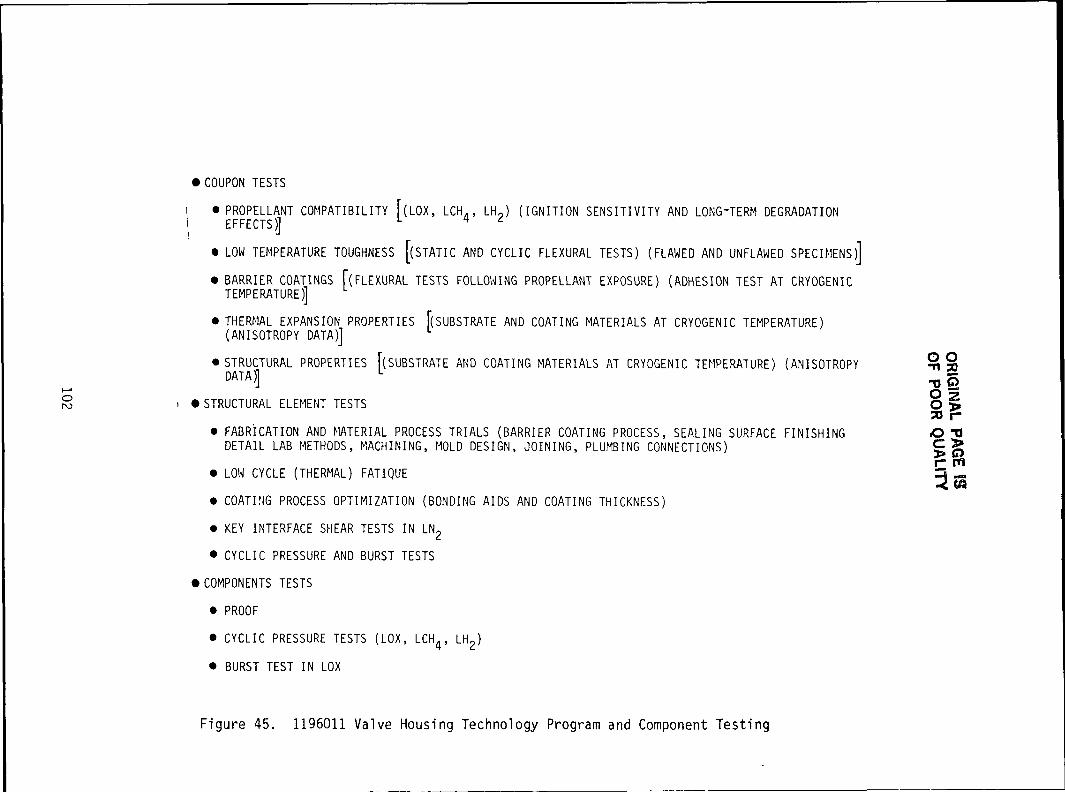
OR
IGIN
AL
PA
GE
IS
OF
PO
OR
QU
ALIT
Y
DEGRADATIONG-TY ANDSENS
00
UJ
CD
CL.
O
CH4OXTY
OCJ
LU <_>
Q- L
UO
Li-
ce U
.Q
. LU
ENSD AND UNFLAWED SPECSTSFLEXURAL
_J
CJ
>-
oCD
§l_>i—
i
•a:
oo«^
00
00
LU
ZC
ZD
CD
LU
o:
enUJ
a.
TEST AT CRYOGENICESADNG PROPELLANT EXPOSURE
O
Iou.
ooI—00
LU
t—<Co:
ZPXLU
00
<J3
<C
LU
O C
t:O
ZD
o: e
tLU
cct—
i LU
Cd
Q_
cc: 2:C
f LU
CO
I—
SOTROP'
RATERIALS AT CRYOGENAND COATINGBS
00
LU
(—ccLUa.
oo •<
oo <C2: C
D
D.
>-
x a
.LU
CD
•a: oE
: ooo: 1—
1
PETERIALS AT CRYOGENICAND COATINGRABS
ooLU
a:
LUa.
§O-
00
LU
LULU
LU
NGSHSEALING SURFACEECTIONS)
00 O
OO
OLU
(_> O
CD
2:
ce 1—1
Q_
m
03
ZD
2: —
I1—
1 Q
.I—<
«
O C
Oo
2:
a: 2:
LU 1—
1^i O
cc o
o:
ec
•C
Q
2:
— o
oo oo—
1
LUet C
D
CC
. Q
I—
—I
O00 'S
iO
OLU
«
(_>
OC
D
2:
ce •—i
a. 2:
_j zc
< <_>
a; s:LU
h-
"•a: ooz: C
DoQ
ZC
2: I—
<t. U
J
O C
Q1—
1 <C
LU
ZC
—1
ff.•a;
c_> _i
=> "S
<c
h- C
Q I—
<_) <C
U
JZD
U
_ CD
orI—
•oo
CKNESSG AIDS AND COATBOZATION
CL.
OOO
00
CD
O-
CD
=1
OCJ
CM
2: oo
OO
LU
LUZC
00
C£.
UJ
CQ
CD
<LU
ZD
OO
00
LU
00
LU
CD
O.
0
zc0Xo00
LU
LU
ceZD
00
OO
UJ
o;
o.
CD
o>cHI
oQ.
T3c.03cnOcnOocuCCOOQJ
Oo
Xo00
LU
00
cc<DS
-
cr>
102
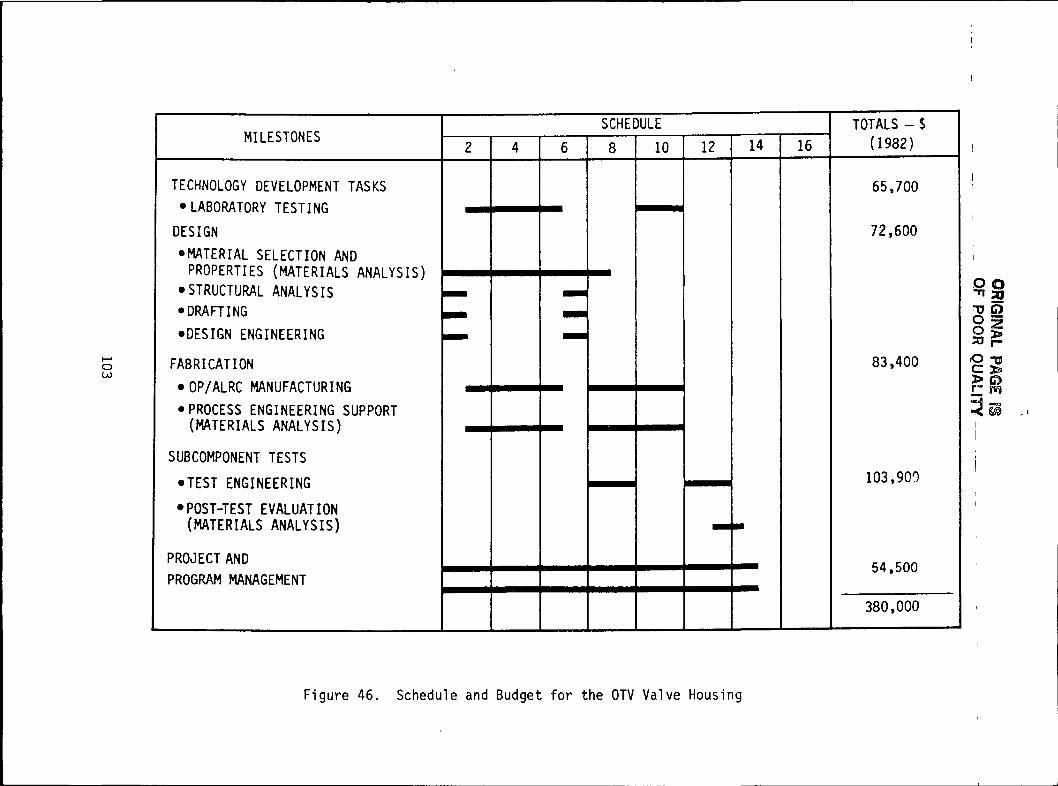
OR
IGIN
AL
P
AG
E B
SO
F P
OO
R
QU
ALIT
Y
OO
00
o"">£>
CMooUD
CVJ
CO
LU
OI—CO
oor~.Mtf>V
O
00CVJ
CO<
OO«***
COC
OO
oooo00CO
III
1 1
1
o
CO
>-I
<<: oo
enOJ
>OQJ
S_OOJCD
T33CO
-acto0)
"OOJ
oooUDO)
=£ oo:
co
z
rr ^y ^
_,
=3
,-• CO
H-
Of
>-
• O
O
s 5>-,
Jr; 5
<:o
>-
00
§§
Ou
Q.
103
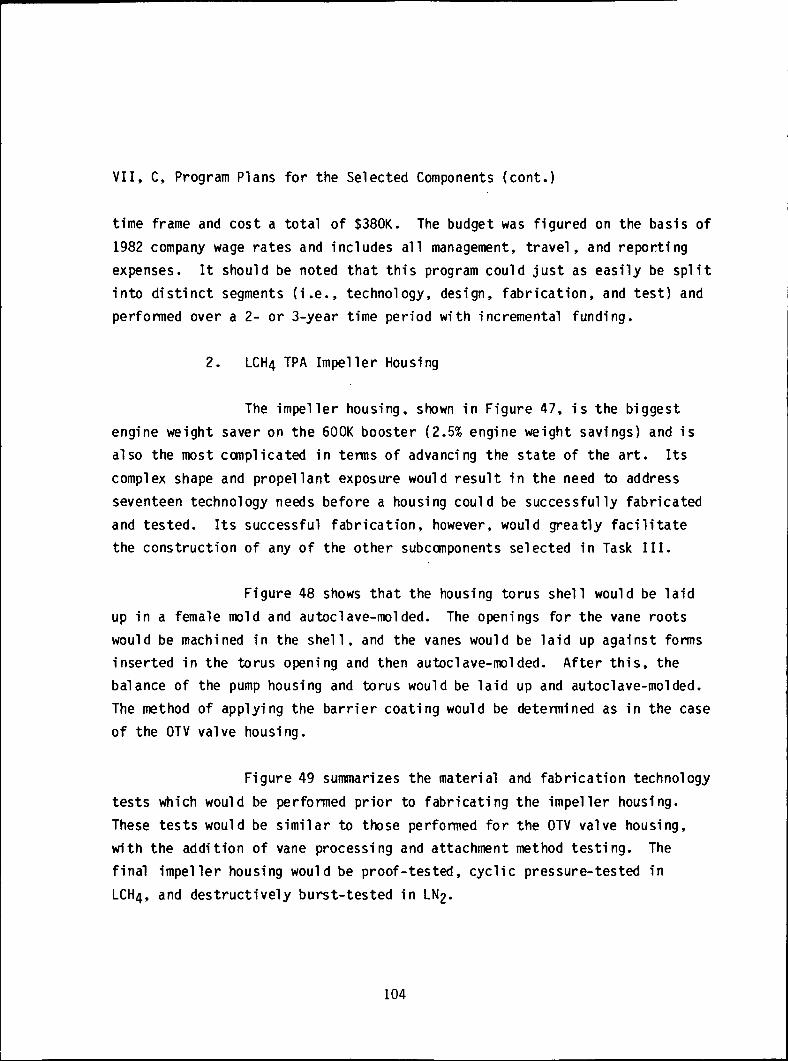
VII, C, Program Plans for the Selected Components (cont.)
time frame and cost a total of $380K. The budget was figured on the basis of
1982 company wage rates and includes all management, travel, and reporting
expenses. It should be noted that this program could just as easily be split
into distinct segments (i.e., technology, design, fabrication, and test) and
performed over a 2- or 3-year time period with incremental funding.
2. LCH4 TPA Impeller Housing
The impeller housing, shown in Figure 47, is the biggest
engine weight saver on the 600K booster (2.5% engine weight savings) and is
also the most complicated in terms of advancing the state of the art. Its
complex shape and propellant exposure would result in the need to address
seventeen technology needs before a housing could be successfully fabricated
and tested. Its successful fabrication, however, would greatly facilitate
the construction of any of the other subcomponents selected in Task III.
Figure 48 shows that the housing torus shell would be laid
up in a female mold and autoclave-molded. The openings for the vane roots
would be machined in the shell, and the vanes would be laid up against forms
inserted in the torus opening and then autoclave-molded. After this, the
balance of the pump housing and torus would be laid up and autoclave-molded.
The method of applying the barrier coating would be determined as in the case
of the OTV valve housing.
Figure 49 summarizes the material and fabrication technology
tests which would be performed prior to fabricating the impeller housing.
These tests would be similar to those performed for the OTV valve housing,
with the addition of vane processing and attachment method testing. The
final impeller housing would be proof-tested, cyclic pressure-tested in
LCH4, and destructively burst-tested in LN2-
104
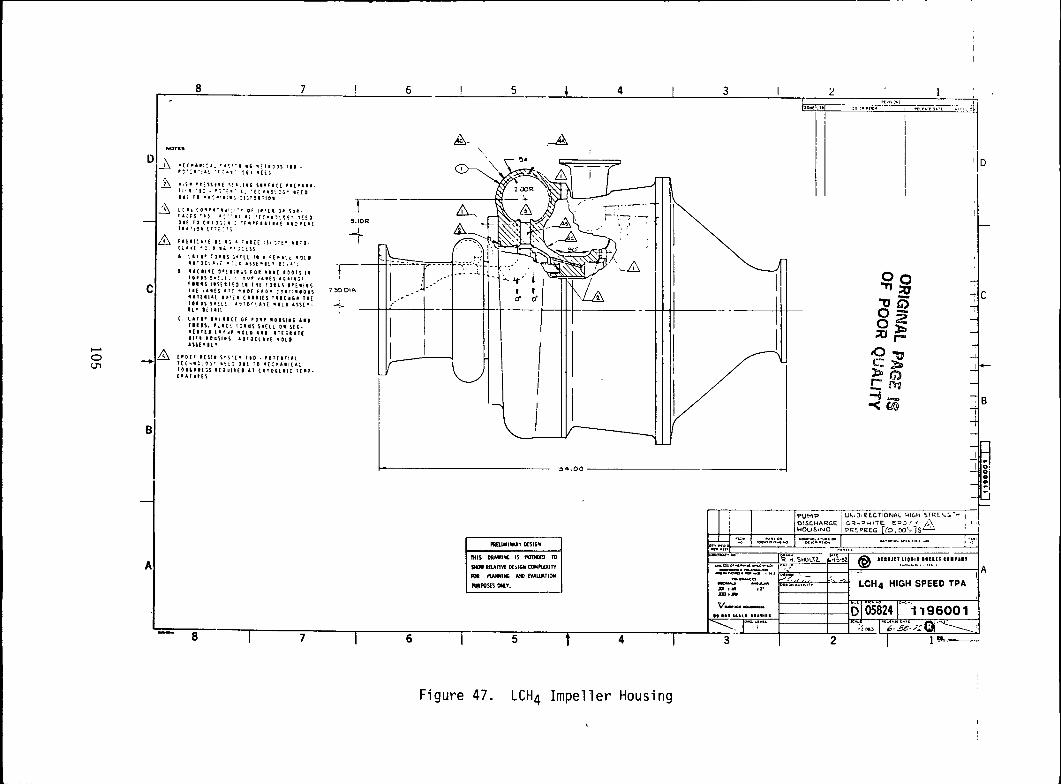
I I- I- I
1 i- 1
-( I
I - •(—ft
1 n
~r
I I
OR
IGIN
AL
P
AG
EO
F P
OO
R Q
Un S
n ( u,
3 O
a
(9
for
!l: 5
-
ii!.h'«
'•
e|i; s
g
j|||iis
i
L
Zl
os-cuO)
Q.
cuCD
oCO
105
ORIG
INA
L PM
E»
OF
POO
R
(OJ=ooO)
Oon.<oos_
JO03
Os_OJ
OJQ.
•a:Q
-
oo
106
OR
IGIN
AL P
AG
E 13
OF .P
OO
R
QU
ALITY
-
ool—oooQ-
OC_J
«s-3:
O
DEGRADUATION EFFECTSG-TY
CQ
1—4
<O_
ooLU
Q.
Oo:
D_
UNFLAWEDD AFLEXURAL TESTSAND CYCLSTATOUGHNESS
LU O
OQ
- ZTs: LULU
z:
3 L
UO
0.
—1 O
O
00
LU
00
LU O
OO
LU
<C <_>
U_
OD
: D:
=> CL.oo
IDC
3 z:
" <c<c oLU
<_>oo
o:
~LUe> 1
-1 '--
•z. cc o
•-i cc:
TT:s: <
: 1-1
LU
03
-Z
.
OO
- 1C
<c cn <_>u. z
: <_j
<_> "~<C
z:
"c_> LU
z:
•—i =
3
Oz:
o-i—•=C LU
oo
31 0
0 L
UO
Q
LU z:
E: o
Q
P o
00 <
t S
_J O
<3^ , ,
^i—
i CC
C
3cc C
Q z:
(—<>-,u. z:
OO
•—
!00
"O
LU
1— -~3
c_> z:
O LU
I
c£. E: •—i
Q. 3: <C
.01—
O
-—
i -a: LU
•—
ieE
I— Q
I—
ce <c
- u.
LU oo
i— Q
z: ^^
ct z
: o
_i
E: <
1-1
<c LU
Q
C3 c_)
z: z; LUoo
z:zr oo C
Do
LU
c_>1—
1 C
JI—
C
D O
=C a
: z:
<_> D- i—
i-i
CQ
a:
LU
E:
CQ z: =>
or:LU
o:
l—oo
SSCKDS AND COATINGBOZ A T I O N
i—D_
O00
00
LU
•a:0o
00
LU
LU
<LJ«=CLu
a:LU
OO
LUOO
cc=3
CO
LU
CC
OO
OO
LU
Oi
a_ooLU
ooLU
oo00
a:D_ooLU
LU
11 ,__,
Oo o
O
£*
>-
^>CL
a. cj
CQ ooex
fO<oi.enoi.CL.Cn
OOCDC7>CC
O3O(UenS-
(Ox:oto•
r-
Q01
«C
CQ
. -r-I—
-Pco
<5t- O>
_t-H
O>
o c
o o
UD
O
.
CTl
ai
107
VII, C, Program Plans for the Selected Components (cont.)
The schedule and budget for developing the LCfy TPAimpeller housing is shown in Figure 50. The program would have a duration of
16 months and cost a total of $448K. This is the most ambitious and costlyof the recommended tasks, but its successful completion would solve the
majority of identified technology needs connected with RPC substitution.^
3. OTV Nozzle Extension Shaft
The OTV nozzle extension shaft, depicted in Figure 34, showsthe greatest percentage of engine weight savings of any of the componentsselected in Task III (3.3%) and is also fairly simple to fabricate.
Figure 51 shows that the extension shaft would be fabricatedby co-pultruding graphite fiber overwrapped with fiberglass. The threadswould thereafter be machined in the fiberglass material overlay and lubri-cated. This simple process would result in a high-strength, lightweight,
hollow extension shaft which could be used as part of a nozzle extensionmechanism.
Figure 52 contains a summary of the material and fabricationtechnology testing which would be performed prior to fabricating the shaft.These tests would include 1) fabrication and material process trials,
2) structural properties testing at ambient and cryogenic temperatures (i.e.,torsion, bending, tension, shear, and impact testing), and 3) durability
tests at ambient temperature. The completed shaft would be subjected tovibration testing, cyclic testing (torsion and bending), and destructive tor-
sion testing.
The schedule and budget for developing the OTV extension
shaft are shown in Figure 53. The program would take place over 13 months
108
OR
IGIN
AL
PA
GE
ISO
F PO
OR
-QU
ALIT
Y
1 <M
00
OOVO
CMooVO
CVJ
MILESTONESOOC
O
ooo•I
If)0>
oooooC
O
ooooo03
II 1
II 100
oo«K
oo•—*
OO
00
22 S2
oD-
00
050
-
O)
£Z(/)3os-(UO)
Q.
•a:Q
.
OI
O)
O)
CT
>•o •3CQ
T3C(Od)
-oO)
ooooLOO)
3.'
or
.Q
£CL.
O£
Q.
109
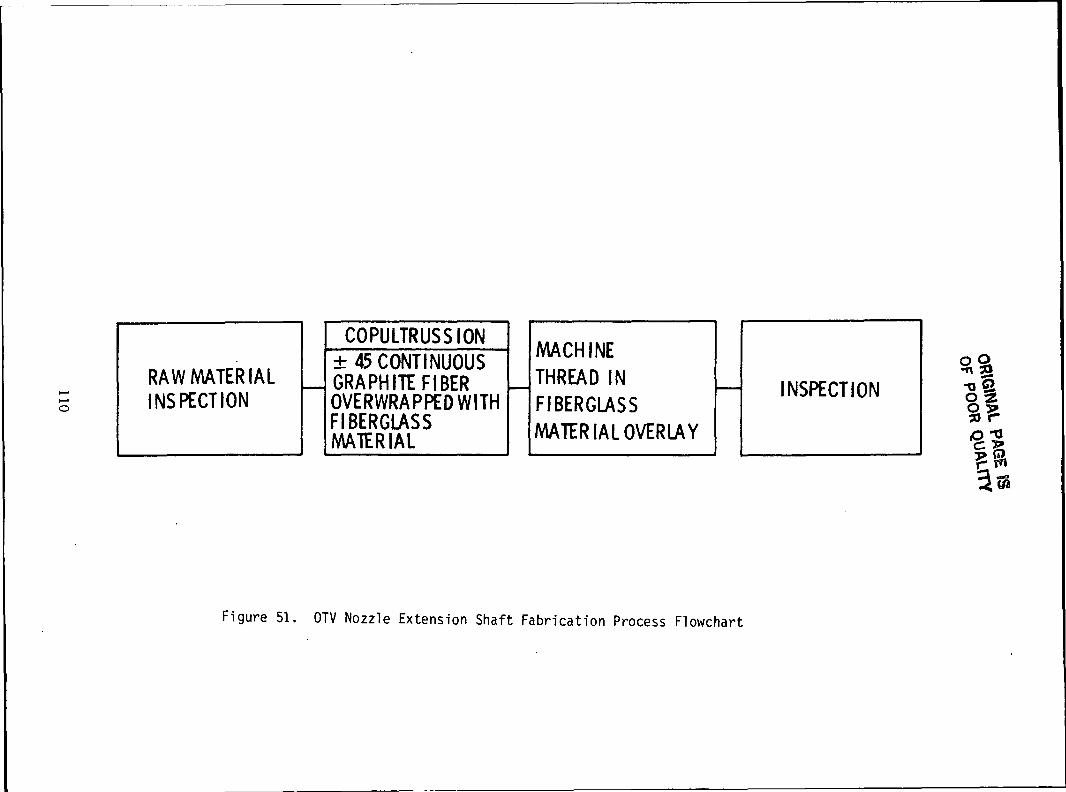
oo
o
~
ooO)
OOcorao
toCO
Q.
OO
co
tl
o-Hoon::
re01+->XLUO)
NO
a: ^
uj o
at
110
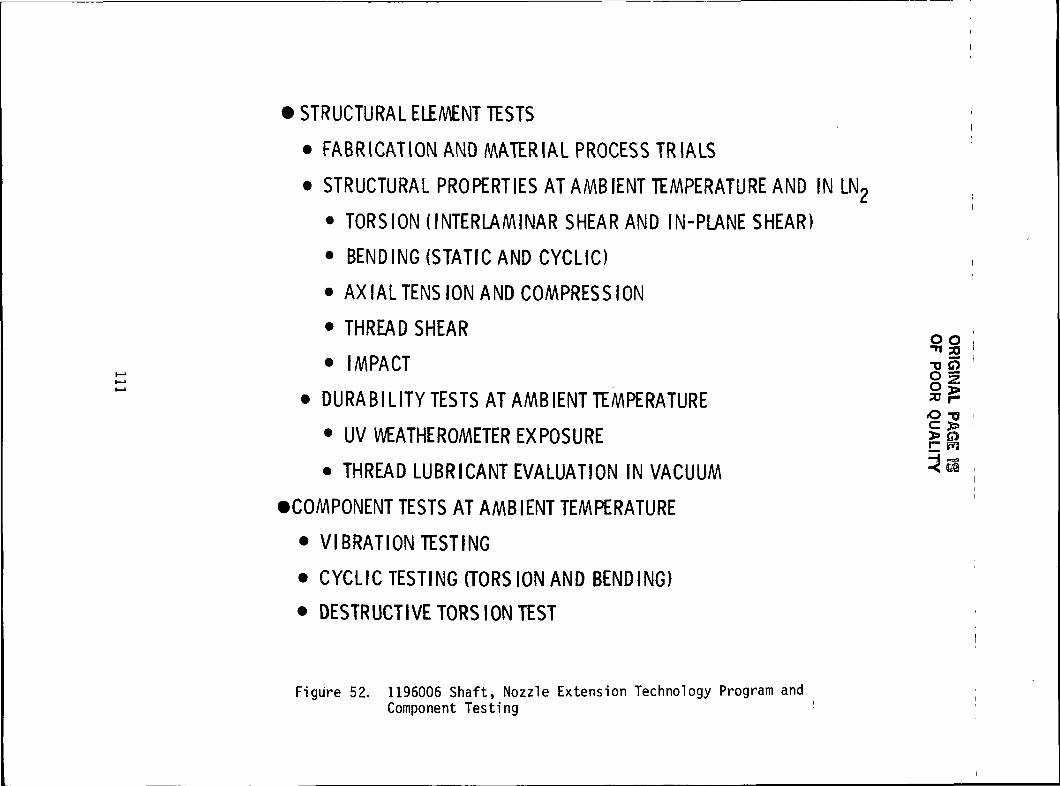
OR
IGIN
AL
PA
GE
ISO
F PO
OR
Q
UA
LITY
CM
LSESS TR
PERATURE AND
<CUJ
1CCO
UJ
CO
CO
\2H-
2:
UJ.
ZJ
UJ
— 1
<Ca:
~~>i—0ZD
a:
%H
^
Oa:
— 1
a:
<C
_,
^~O»—<co0£
00
<cu_
CO
^i__I<C
OU
J
or
ffioC^
Q_
— I
<Cor:ZD
OZD
a:
i—CO
»^h_
UJ
CO
a:
<55o:
UJ
i—~2L
•ZLOC
Oa:
Oi—*
ooooo1 —^CO
oQUJ
DQ*
CO
CO
UJ
r\fkJt_
0.
OOO<£^
OCO
LU
1—<CX^•
f^f
^1
UJ
CO
< 0
iTi
^Ca:
£:
31
^
*
•
a:
ZDI—<a:
ffi.^£I—CO
I—-
CO
I—CO
UJ
GO
<Ca:
ZDO
O
UJ
Z3
COoQ_
XUJ
a:
UJ
UJ
Oa:
UJ
n:
K—
$LU
I—1a:CO
z>—i
Qoe:
PERATURELU
I—UJ
CD
G
CO
C
O
&
CO
CO
UJ
uj
<;
~ZL a:
O
CQ
D_
—
O
aO
w
G
00
O< «-
•ZL C
O
2 ^
CO
Za:
oe s-
Q:
o
O^ i-
K >
- 5
O
Z3
S^ C
O>-
LU
O
Q
T3C(CCOS-
o>oa.enOo(Uc:otoCa>xUJIMNo a>
z c
4-> to
«f-
0)
<o I—C
O
+->cU
D
O)
o c
o o
vo a.
&>
E«-H
O
I-l <_J
CM
LO0)s-•3o>
111
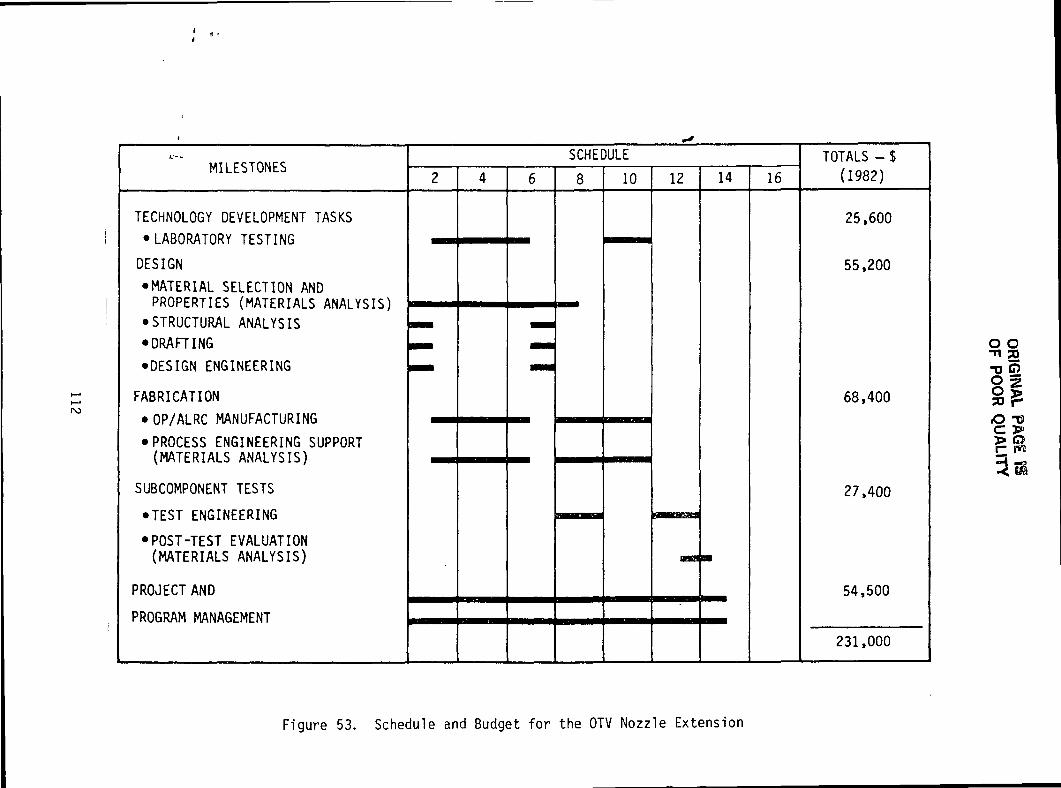
ORIG
INA
L PAG
E 18O
F POO
R QU
ALITY
oo
oo
h- ~
—OO
ooVO
CM
00
UJ
O00
O0LOC
M
o0CM
00OO
00
02•«*•CM
ooIf)•t
*a-in
0ooCO
CM
III
1 1
1
OO
00
>-
ooO
cc oo
=?i—
' UJ >
- _
<J
00
•—<
CD
OO
ID
i—i 00
I- o: >
-C
_J 1
11
io
o o
ooo>-
UJ
oo
oo
8
12 8
o•r—10c0)XUJOl
NNOOOl
S-
oen-aC
O
-oCD3-ooooCO
LT
)
O)
s_
112
VII, C, Program Plans for the Selected Components (cont.)
and cost a total of $231K. This is one of the simplest and least costly
programs which could be performed and still result in significant weight
savings.
4. OTV Skirt Support Ring
The OTV skirt support ring, shown in Figure 36, shows an
engine weight savings of 2.2% and is also simple to fabricate. Additionally,
it could be mated with the aforementioned extension shaft to form a sub-
assembly.
Figure 54 shows that the support ring would be fabricated by
machining a honeycomb core and tape wrapping the honeycomb with graphite-
epoxy. The ring would then be cured in an autoclave mold and finish-
machined.
Figure 55 contains a summary of the material and fabrication
technology testing which would be performed prior to fabricating the ring.
These tests would include 1) laboratory coupon tests to explore low temper-
ature toughness and 2) structural element testing (i.e., fatigue, bending,
and pull-out testing). The completed support ring would then be subjected to
vibration testing, cyclic testing, and destructive bend testing.
The schedule and budget for developing the OTV skirt support
ring are shown in Figure 56. The program would take place over 13 months and
cost a total of $23IK.
It has been found that combining the development programs
for both the OTV nozzle extension shaft and the OTV skirt support ring
results in certain economies due to commonality in the technology testing and
113
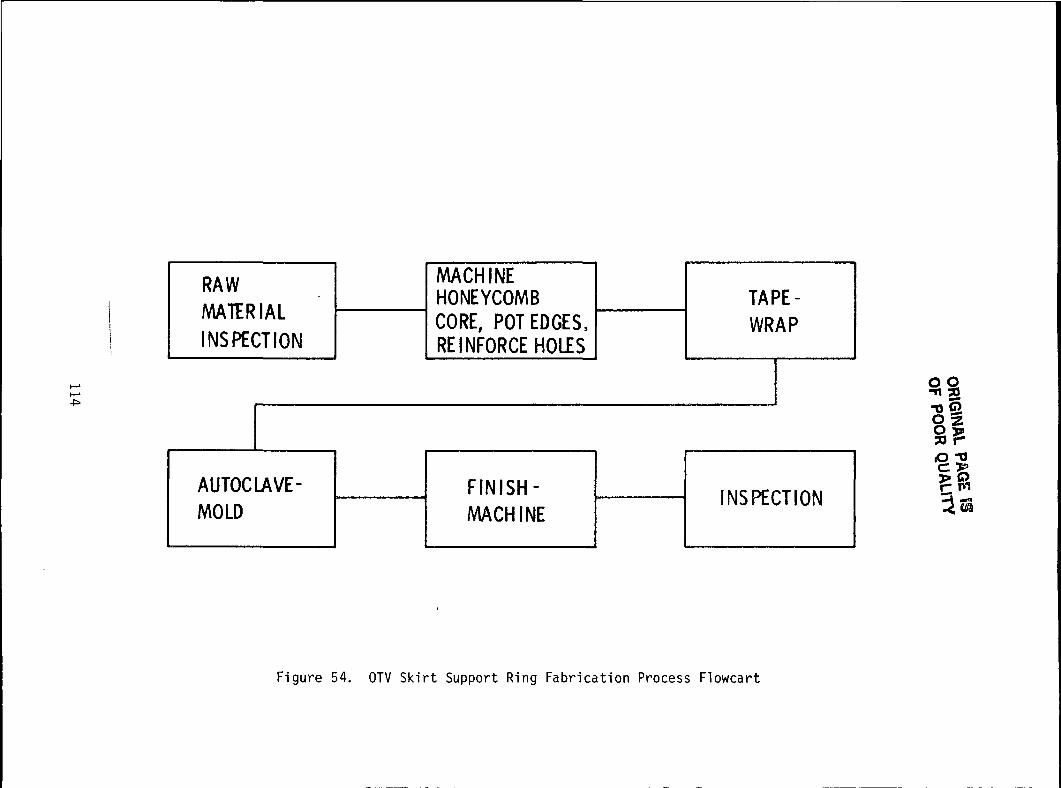
OR
IGIN
AL
PAGE li
OF
POO
R Q
UA
LITY
Q_<C
Q
LU
O O
x o
<ct:
Oco
O\—'
oGO
s-fOoo0)
ooCOIBOS-
_a
~ o
oa.
a.
s-3O5
3
114
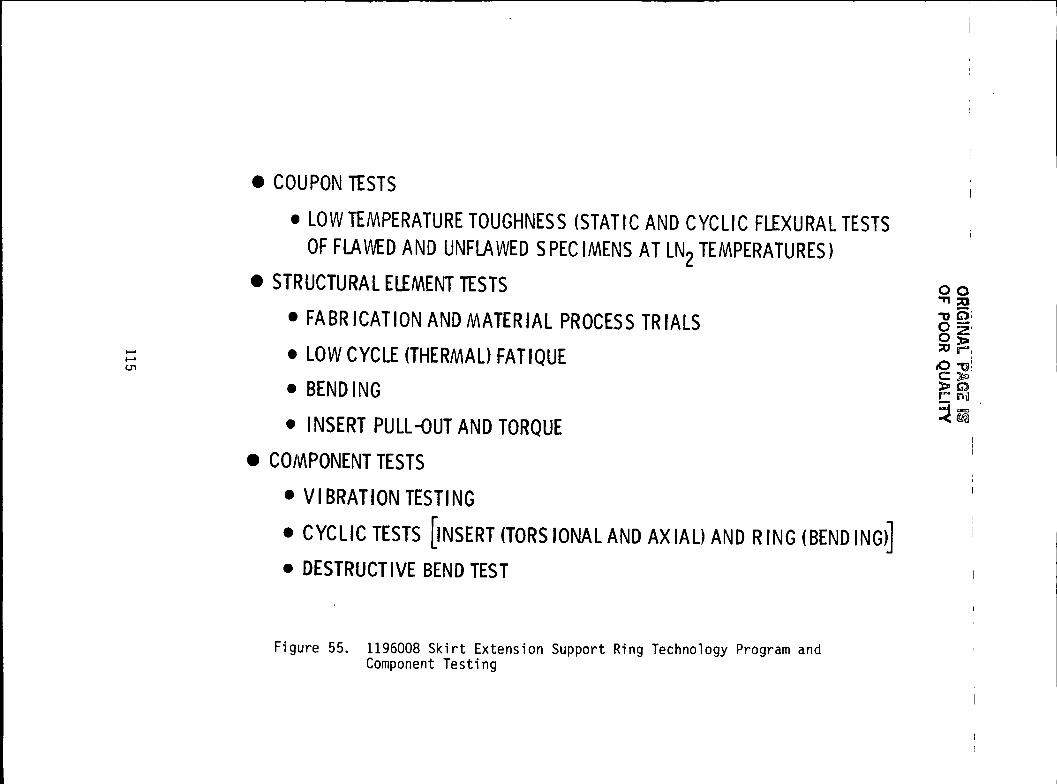
OR
IGIN
AL
"PA
GE
IfO
F
PO
OR
Q
UA
LITY
!E TOUGHNESS (STATIC AND CYCLIC FLEXURAL TESTSINFLAWED SPECIMENS AT LN2 TEMPERATURES)
TESTS
CO
1—CO
F=OQ.
oo
cy
i
s §
Ce:
<C
£ Q
1 , 1
^^
£2 S
•
^ LU
LU
— 1
^orID1—OID1—CO
D MATERIAL PROCESS TRIALS
ZZ
^ O<OorC
O
Lt_
•
LU
IDorLU
1^^"
Oo1
•
o0LU
CO•
LU
OO01—9— 1
Q_
1 —o±LU
CO•
CO
H—
CO
LU
L^
r**~
LU
0a.
oo
1 —CO
LU
1—Ot—C£
CO
•
SERT (TORS IONAL AND AX IAD AND RING (BEND ING)"
•2J
CO
CO
LU
o13
O0
i
CO
LU
O1 i 1
iMbd
CO
oIDorCO
LU
Ot
rt Extension Support Ring Technology Program and=sting
^tCO
-M
00
Ol
o c
o o
{£}
0C
M
Er-H
0
i— t
O
Lf)
IDO)
O)
ul
115
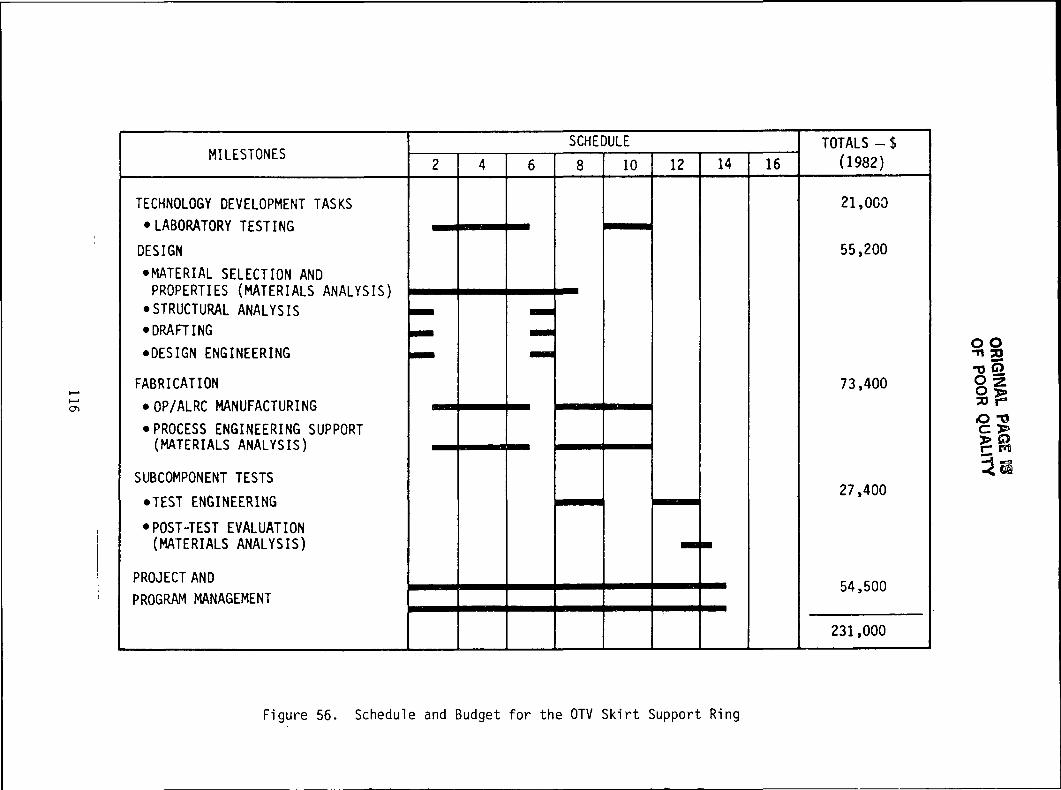
ORIGINAL PAG
E B
OF PO
OR QUALITY
00
00_l O
><
C
r-t
OOoCM
OOCMLf>
OO«a-•co
OOr>.C
M
O0inLO
ooocoCM
CM
CHEDULE
CO
VO
CO
III
III
CD
C•r—o:oQ.
Q.
oo4->5-
oo
>oO)
O)
CT
)T
3
CO
-ac:fO
00^00
OO
LESTONES
o:
g-
^5J^ 00
S ^H
? 5
^o
uj_
j
1 «
iI 3
"*
<
>- 2
8 5
So
§ §
0.
Q-
(J00
LDO)
S-
cn
116
VII, C, Program Plans for the Selected Components (cont.)
subcomponent tests. Figure 57 shows that a combined program could be per-
formed in the same 13-month time frame for a cost of $281K. An added benefit
would be the ability to test the two components assembled together as a sub-
assembly.
117
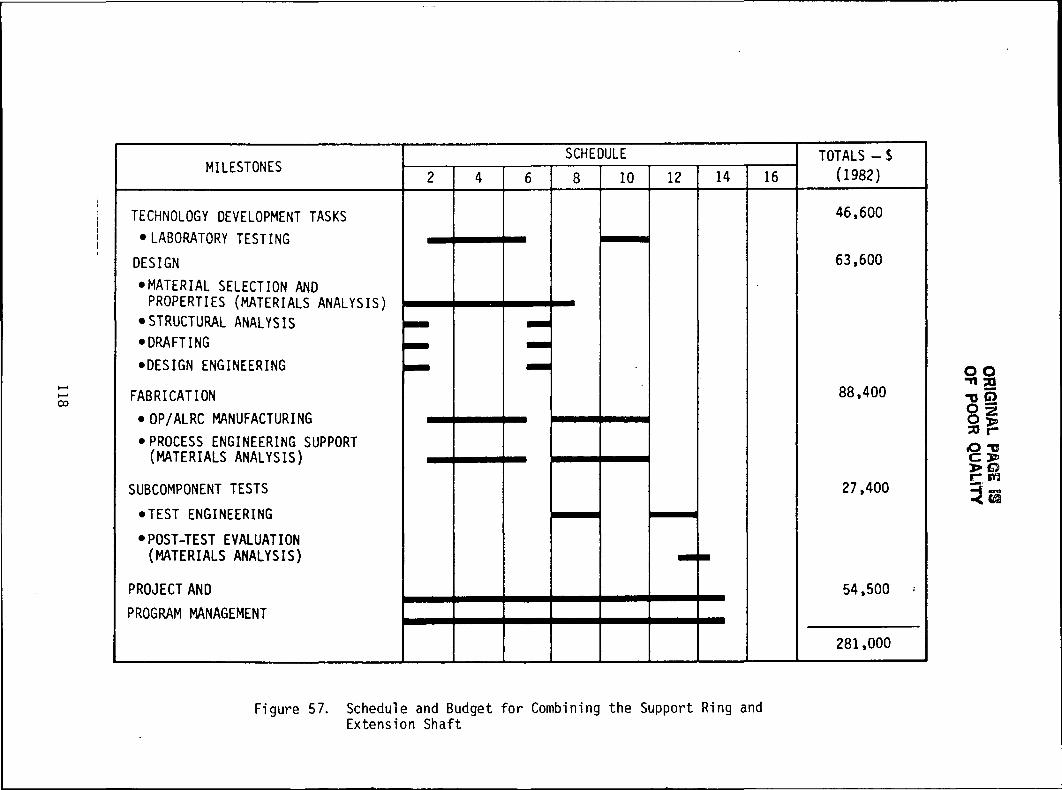
ORIGINAL PAGE
SiO
F POO
R QUALITY
oo
oo§V
O§S
3
11
o0oCO
«SJ
(JO
SCHEDULE
ooVO
C\J
1 1 1
III
OO
MILESTONES
CO
CO
*"~t3
00
00
00
00
5
00
00
_oz
uj
a.
=3
iz
S^
ot
-o
ar
cr
oo
^<
:I'-
<<
:Q:I
—
2u
jo
-J oo
sro
. oo
Q
QL
U.
UJ
. •
••
•—
Qoo
§§
a- Q
-
aicOQ.
a.
3OOaien<=.oCJs_oCDCD
•o
(OT
3 .C
C O
Ore)ca>
or—
'
"3
(/)
-o cai cu: +->o x
OO
LlJ
r-.uncuS
-3O
l
118
VIII. CONCLUSIONS AND RECOMMENDATIONS
A. CONCLUSIONS
The following conclusions are drawn from this work:
1. Weight savings of up to 80% are possible on selected compon-nents when composite materials are substituted for metal.
2. Engine weight savings from 25 to 30% are possible with useof current composite technology. Future composite techno-may save 30 to 40% of the engine weight.
3. A variety of technology needs remain to be explored in sub-stituting composite materials for metallic parts. Thesetechnologies can be developed through straightforward lab-oratory and fabrication test programs.
4. Reinforced plastic composites were selected over metalmatrix composites because of their lower cost, greaterfabricability, and higher specific strength. If high-temperature applications become more important, or if
propellant compatibility becomes a major problem, the use ofMMC's would be more clearly indicated.
5. A variety of follow-on programs could be performed todesign, fabricate, test, and evaluate rocket engine sub-
components made from composite materials. The period of
performance would range from 13 to 16 months, with the
cost ranging from $231 to $448K for the simplest andthe most complex tasks, respectively.
119
VIII, A, Conclusions (cont.)
6. A follow-on program could just as easily be split into dis-
tinct segments (i.e., technology testing, design, fabrica-
tion, and test) and performed over a 2- or 3-year time
period with incremental funding (approximately $150Kper year).
B. RECOMMENDATIONS
The following recommendations are made on the basis of the pro-
gram results:
1. Conduct technology programs that address the fabrication,material properties, and propellant compatibility of rein-forced plastic composites.
2. Fabricate and test an engine subcomponent which shows prom-
ising weight savings with the use of composite materials and
which solves a wide variety of technology needs (togetherwith, or separate from, the technology programs, depending
on schedule and budget restraints).
3. Extend composite technology to additional rocket engine com-ponents as the technology is developed.
120
REFERENCES
1. Mellish, J.A., "Orbit Transfer Vehicle (OTV) Advanced Expander CycleEngine Point Design Study," Aerojet Liquid Rocket Company FinalReport 33574F, Contract MAS 8-33574, December 1980.
2. Brown, J.R., "Orbit Transfer Vehicle (OTV) Advanced Expander CycleEngine Point Design Study," United Technologies, Pratt & WhitneyAircraft Report FR 14615, Contract MAS 8-33567, March 1981.
3. Anon., "Orbit Transfer Vehicle Advanced Expander Cycle Engine PointDesign Study," Rocketdyne Report RI/R80-218-2 (Study Results),Contract NAS 8-33568, December 1980.
4. O'Brien, C.J. and Ewen, R.L., "Advanced Oxygen-Hydrocarbon RocketEngine Study," Aerojet Liquid Rocket Company Final Report 33452F,Contract NAS 8-33452, April 1981.
5. O'Brien, C.J., "Dual-Fuel, Dual-Throat Engine Preliminary Analysis,"Aerojet Liquid Rocket Company Final Report 32967F, Contract NAS8-32967, August 1979.
6. Advanced Composites Design Guide, Vol. I, 3rd ed., Air ForceMaterials Laboratory, Wright-Patterson AFB, March 1973.
7. Tsai, Steven W. and Hahn, H. Thomas, "Introduction to CompositeMaterials," 1980.
8. Wigley, D.A., "Properties of Materials: The Effect of Low Temperatureon the Strength and Toughness of Materials," AGARD Lecture Series No.Ill, Cryogenic Wind Tunnels, 1980.
9. Wigley, D.A., Properties of Materials: "The Physical Properties ofMetals and Non-Metals," AGARD Lecture Series No. Ill, Cryogenic WindTunnels, 1980.
10. Hall, C.A., Laintz, D.J., and Phillips, J.M., "Composite PropulsionFeedlines for Cryogenic Space Vehicles," NAS 3-14370, August 1973.
11. Caudill, C.L. and Kirlen, R.L., "Composite Overwrapped MetallicTanks," NAS 3-12023, March 1972.
121
APPENDIX A
COMPONENT REQUIREMENT FORMS
A-l
ADVANCED EXPANDER OTV
COMPONENT REQUIREMENTS
A-2
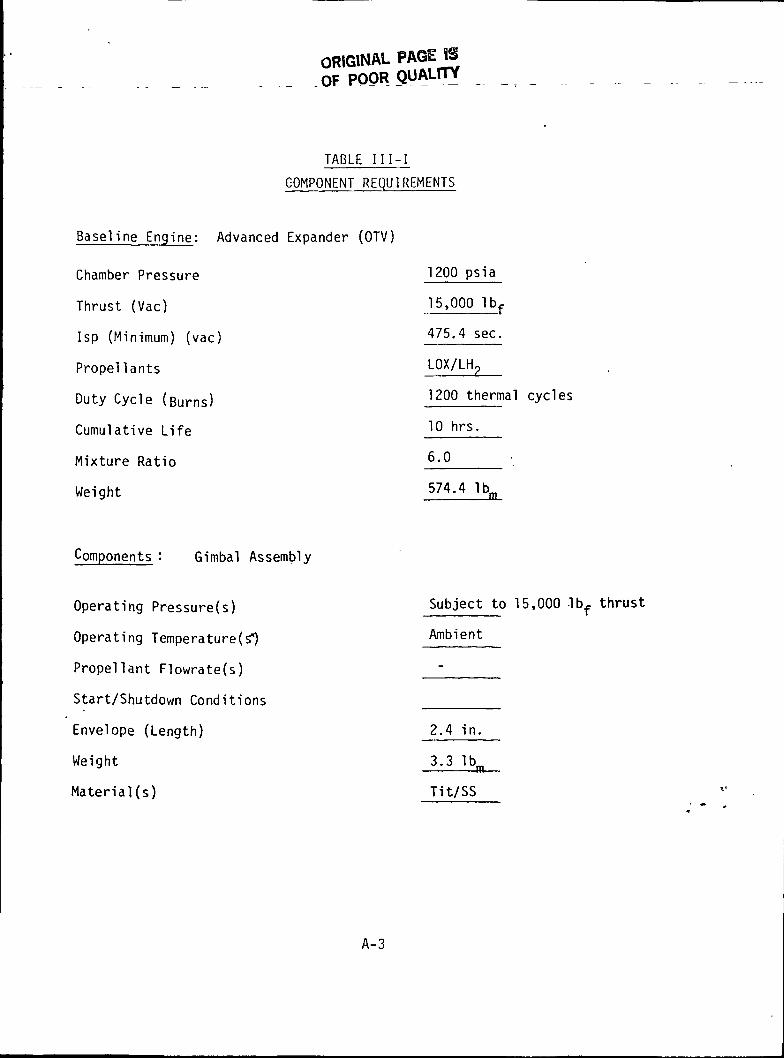
ORIGINAL PAGE ISOF POOR O.UALITY
TABLE III-I
COMPONENT REQUIREMENTS
Baseline Engine: Advanced Expander (OTV)
Chamber Pressure
Thrust (Vac)
I s p ( M i n i m u m ) ( v a c )
Propellants
Duty Cycle (Burns)
Cumulative Life
Mixture Ratio
Weight
1200 psia
15.000 1bf
475.4 sec.
LOX/LH?
1200 thermal cycles
10 hrs.
6.0
574.4 Ib.JD_
Components : Gimbal Assembly
Operating Pressure(s)
Operating Temperature(s")
Propellant Flowrate(s)
Start/Shutdown Conditions
Envelope (Length)
Weight
Material(s)
Subject to 15,000 lbf thrust
Ambient
2.4 in.
3.3 lb_
Tit/SS
A-3
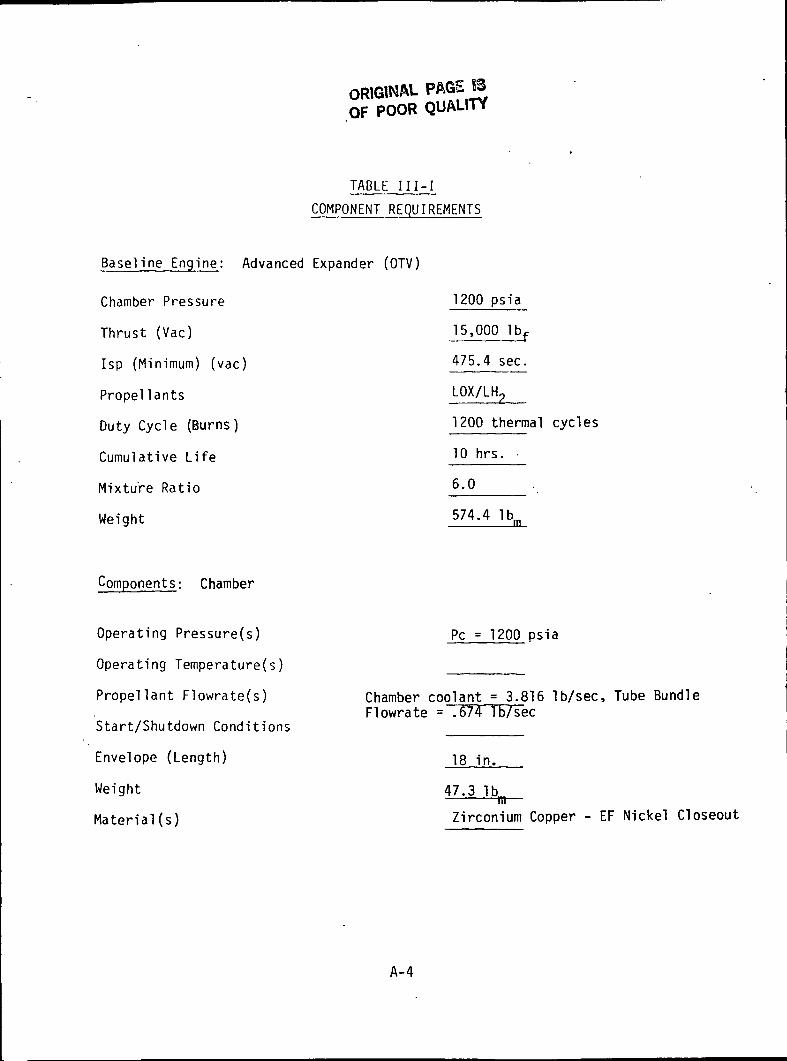
ORIGINAL PAGE BOF POOR QUALITY
TABLE III-I
COMPONENT REQUIREMENTS
Baseline Engine: Advanced Expander (OTV)
Chamber Pressure
Thrust (Vac)
Isp (Minimum) (vac)
Propellants
Duty Cycle (Burns)
Cumulative Life
Mixture Ratio
Weight
1200 psia
15,000 1bf
475.4 sec.
LOX/LH?
1200 thermal cycles
10 hrs. •
6.0
574.4 Ibm
Components: Chamber
Operating Pressure(s)
Operating Temperature(s)
Propellant Flowrate(s)
Start/Shutdown Conditions
Envelope (Length)
Weight
Material(s)
PC = 1200 psia
Chamber coolant = 3.816 Ib/sec, Tube BundleFlowrate = .674 Ib/sec
18 in.
47.3 lbnimZirconium Copper - EF Nickel Closeout
A-4
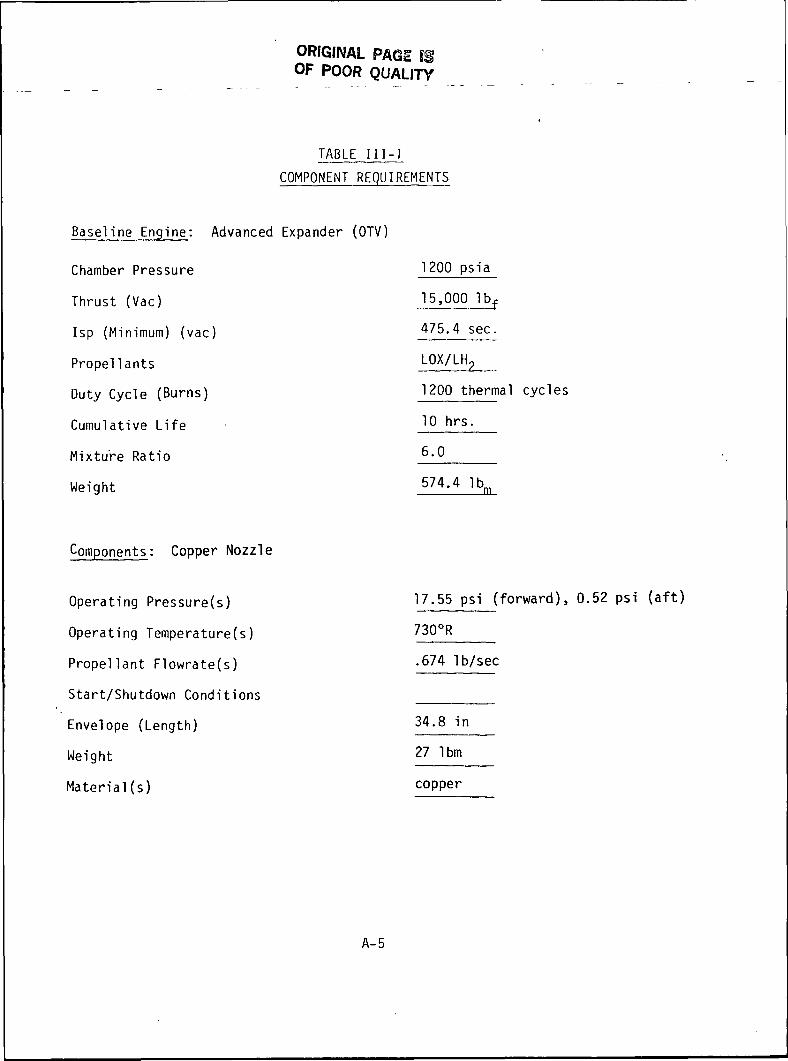
ORIGINAL PAGE ISOF POOR QUALITY
TABLE 111-1
COMPONENT REQUIREMENTS
Basel ing Engine: Advanced Expander (OTV)
Chamber Pressure
Thrust (Vac)
Isp (Minimum) (vac)
Propellants
Duty Cycle (Burns)
Cumulative Life
Mixture Ratio
Weight
1200 psia
15,000 1bf
475.4 sec.
LOX/LH?
1200 thermal cycles
10 hrs.
6.0
574.4 Ib
Components: Copper Nozzle
Operating Pressure(s)
Operating Temperature(s)
Propellant Flowrate(s)
Start/Shutdown Conditions
Envelope (Length)
Weight
Material(s)
17.55 psi (forward), 0.52 psi (aft)
730°R
.674 Ib/sec
34.8 in
27 Ibm
copper
A-5
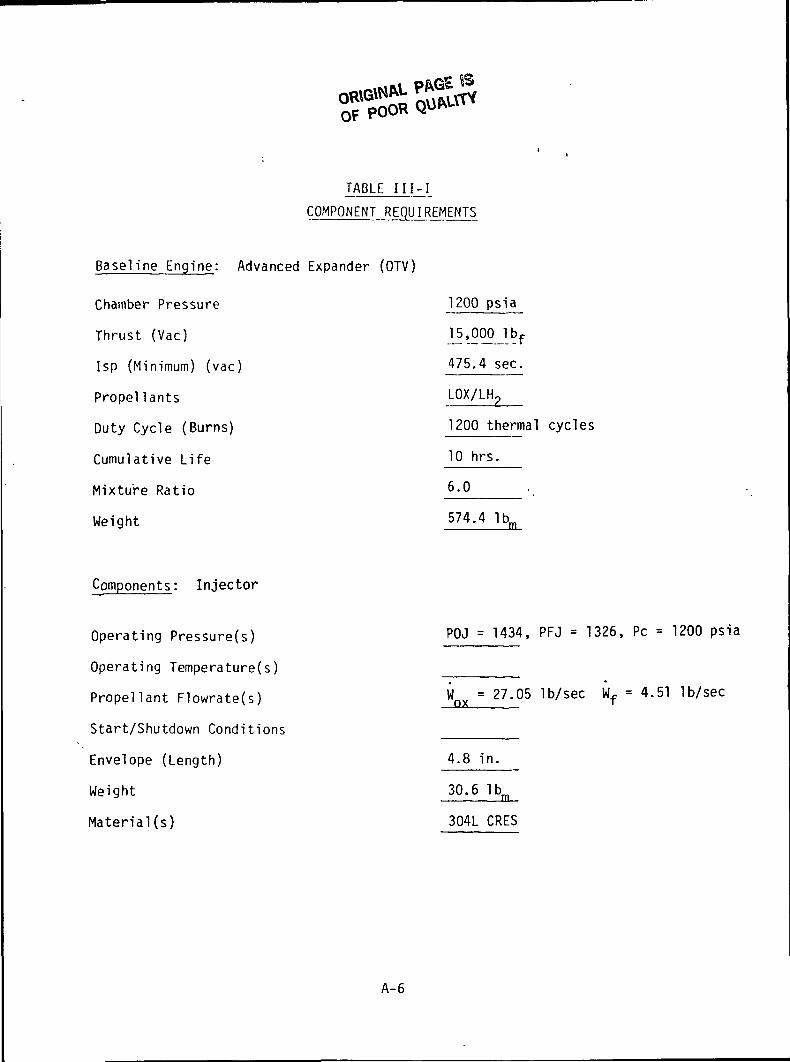
TABLE III-I
COMPONENT REQUIREMENTS
Baseline Engine: Advanced Expander (OTV)
Chamber Pressure
Thrust (Vac)
Isp (Minimum) (vac)
Propellants
Duty Cycle (Burns)
Cumulative Life
Mixture Ratio
Weight
1200 psia
15,000 Jbf
475.4 sec.
LOX/LH?
1200 thermal cycles
10 hrs.
6.0
574.4 lb.m
Components: Injector
Operating Pressure(s)
Operating Temperature(s)
Propellant Flowrate(s)
Start/Shutdown Conditions
Envelope (Length)
Weight
Material(s)
POJ = 1434, PFJ = 1326, PC = 1200 psia
W =27.05 Ib/sec Wf = 4.51 Ib/sec
4.8 in.
30.6 lbm
304L CRES
A-6
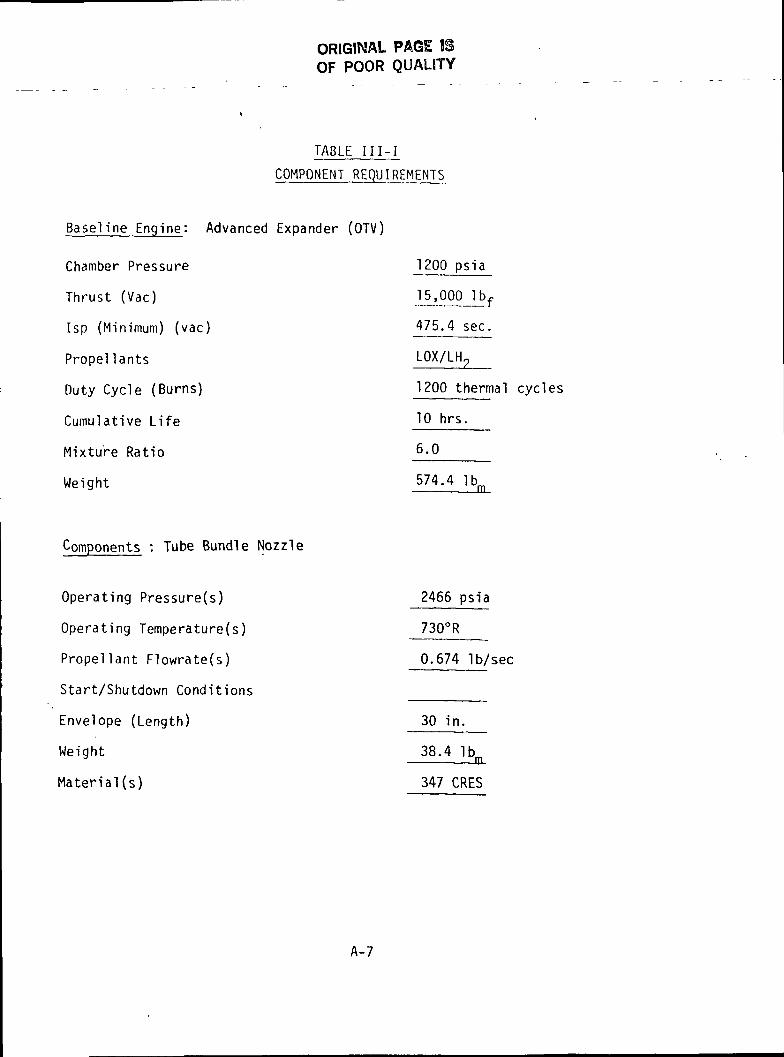
ORIGINAL PAGE ISOF POOR QUALITY
TABLE III-I
COMPONENT REQUIREMENTS
Baseline Engine: Advanced Expander (OTV)
Chamber Pressure
Thrust (Vac)
Isp (Minimum) (vac)
Propellants
Duty Cycle (Burns)
Cumulative Life
Mixture Ratio
Weight
1200 psia
15,000 1bf
475.4 sec.
LOX/LH?
1200 thermal cycles
10 hrs.
6.0
574.4 Ib
Components : Tube Bundle Nozzle
Operating Pressure(s)
Operating Temperature(s)
Propellant Flowrate(s)
Start/Shutdown Conditions
Envelope (Length)
Weight
Material(s)
2466 psia
730°R
0.674 Ib/sec
30 in.
38.4 1bm
347 ORES
A-7
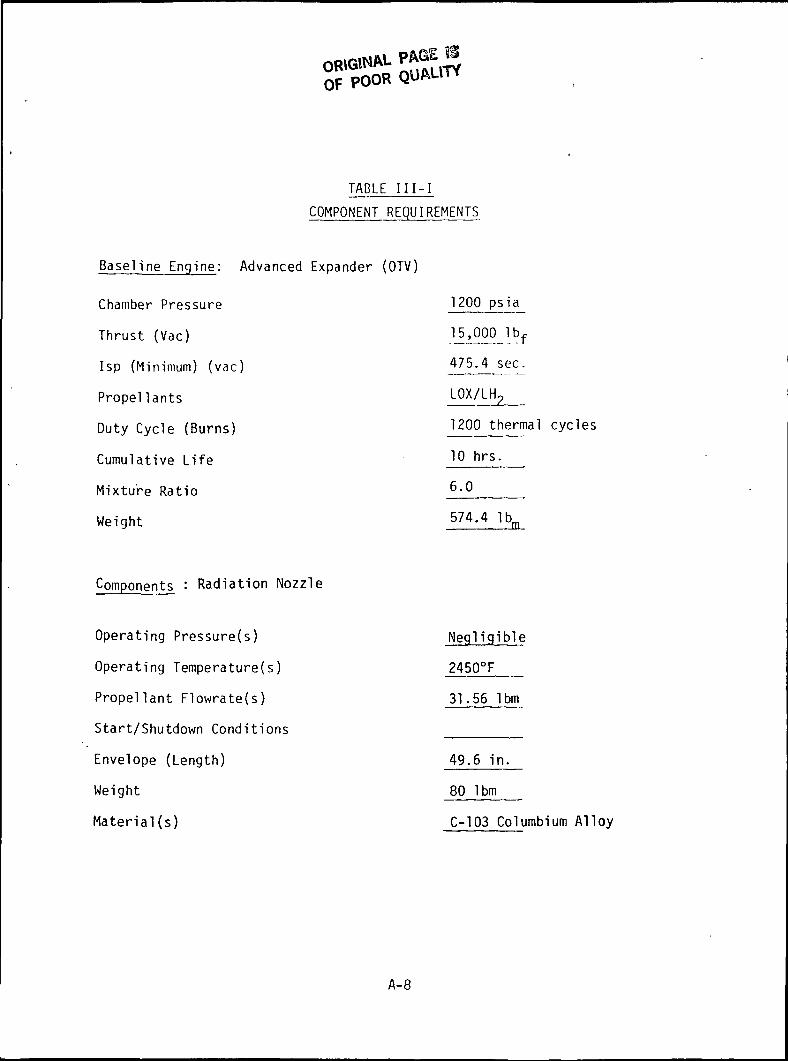
OF POOR
TABLE III-I
COMPONENT REQUIREMENTS
Baseline Engine: Advanced Expander (OTV)
Chamber Pressure
Thrust (Vac)
Isp (Minimum) (vac)
Propellants
Duty Cycle (Burns)
Cumulative Life
Mixture Ratio
Weight
1200 psia
15^000 lbf
475.4 sec.
LOX/LH2_
1200 thermal cycles
10 hrs.
6.0
574.4 Ib.m
Components : Radiation Nozzle
Operating Pressure(s)
Operating Temperature(s)
Propellant Flowrate(s)
Start/Shutdown Conditions
Envelope (Length)
Weight
Material(s)
Negligible
2450°F
31.56 Ibm
49.6 in.
80 Ibm
C-103 Columbium Alloy
A-8
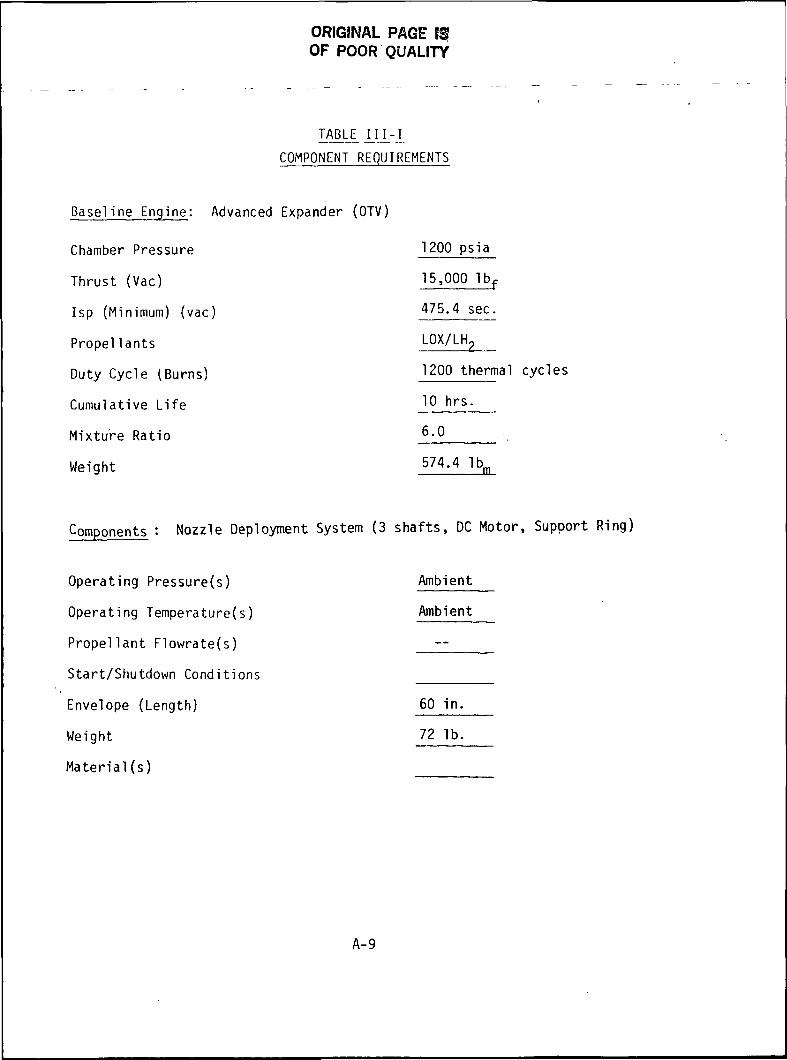
ORIGINAL PAGE ISOF POOR QUALITY
IMkLJiblCOMPONENT REQUIREMENTS
Baseline Engine: Advanced Expander (OTV)
Chamber Pressure
Thrust (Vac)
Isp (Minimum) (vac)
Propellants
Duty Cycle (Burns)
Cumulative Life
Mixture Ratio
Weight
1200 psia
15.000 Ibj
475.4 sec.
LOX/LH2.
1200 thermal cycles
10 hrs.
6.0
574.4 Ib.
Components : Nozzle Deployment System (3 shafts, DC Motor, Support Ring)
Operating Pressure(s)
Operating Temperature(s)
Propellant Flowrate(s)
Start/Shutdown Conditions
Envelope (Length)
Weight
Material(s)
Ambient
Ambient
60 in.
72 Ib.
A-9
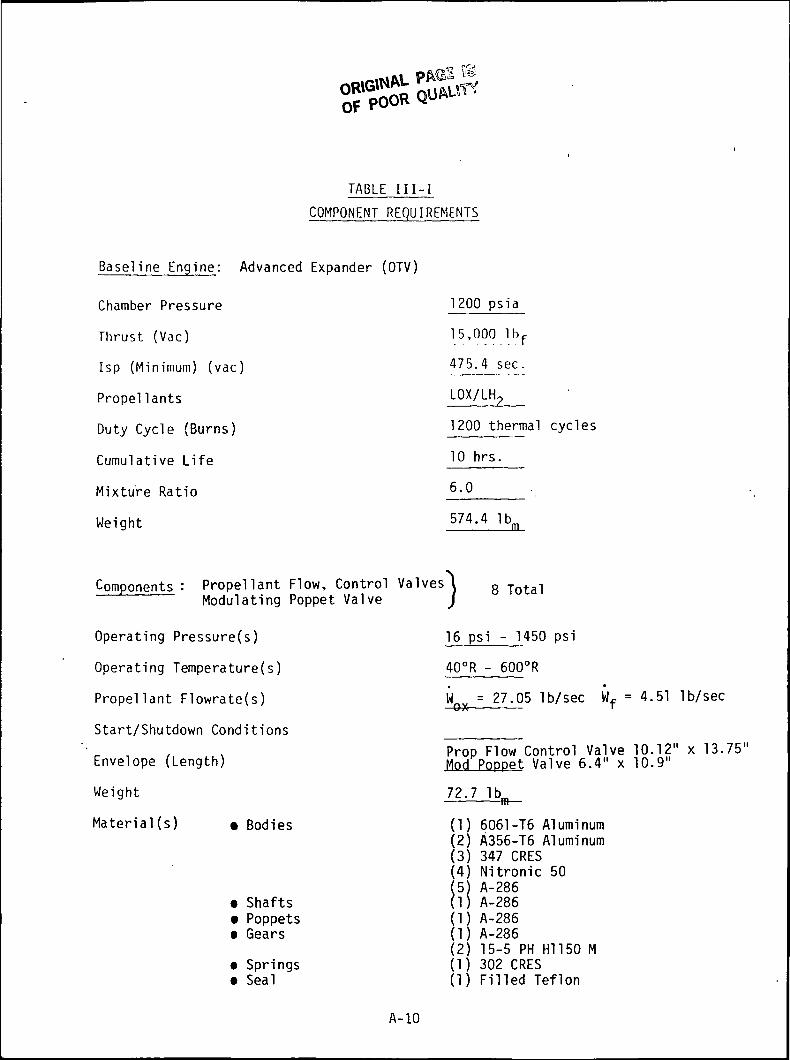
OF P°OR
TABLE III-I
COMPONENT REQUIREMENTS
Baseline Engine: Advanced Expander (OTV)
Chamber Pressure
Thrust (Vac)
Isp (Minimum) (vac)
Propellants
Duty Cycle (Burns)
Cumulative Life
Mixture Ratio
Weight
1200 psia
15,000 lbf
475.4 sec.
LOX/LH?
1200 thermal cycles
10 hrs.
6.0
574.4 Ib.m
Components : Propellent Flow, Control ValvesAModulating Poppet Valve
Operating Pressure(s)
Operating Temperature(s)
Propellant Flowrate(s)
Start/Shutdown Conditions
Envelope (Length)
Weight
Material(s) • Bodies
ShaftsPoppetsGears
SpringsSeal
8 Total
16 psi - 1450 psi
40°R - 600°R
VI = 27.05 Ib/sec Wf = 4.51 Ib/sec
Prop Flow Control Valve 10.12" x 13.75"McxLEoopet Valve 6.4" x 10.9"
1bm
(1) 6061-T6 Aluminum(2) A356-T6 Aluminum(3) 347 CRES(4) Nitronic 505) A-286(1) A-286(1) A-286(1) A-286(2) 15-5 PH H1150 M(1) 302 CRES(1) Filled Teflon
A-10
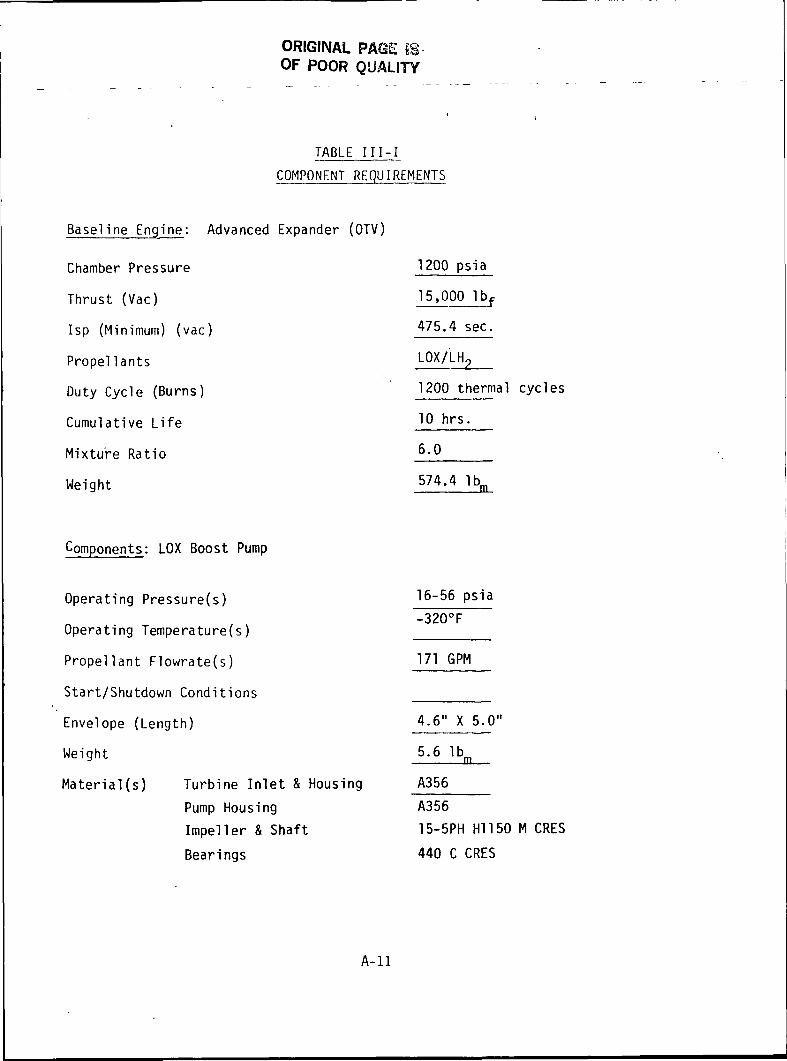
ORIGINAL PAGE g§OF POOR QUALITY
TABLE III-I
COMPONENT REQUIREMENTS
Baseline Engine: Advanced Expander (OTV)
Chamber Pressure
Thrust (Vac)
Isp (Minimum) (vac)
Propellants
Duty Cycle (Burns)
Cumulative Life
Mixture Rat io
Weight
1200 psia
15,000 1bf
475.4 sec.
LOX/LHp
1200 thermal cycles
10 hrs.
6.0
574.4 Ib.m
Components: LOX Boost Pump
Operating Pressure(s)
Operating Temperature(s)
Propellant Flowrate(s)
Start/Shutdown Conditions
Envelope (Length)
Weight
Material(s) Turbine Inlet & Housing
Pump Housing
Impeller & Shaft
Bearings
16-56 psia
-320°F
171 GPM
4.6" X 5.0"
A356
A356
15-5PH HI 150 M CRES
440 C CRES
A-ll

ORIGINAL PAGE SiOF POOR QUALfTY
TABLE III-I
COMPONENT REQUIREMENTS
Baseline Engine: Advanced Expander (OTV)
Chamber Pressure
Thrust (Vac)
Isp (Minimum) (vac)
Propellants
Duty Cycle (Burns)
Cumulative Life
Mixture Ratio
Weight
1200 psia
15,OOOJbf
475.4 sec.
LOX/LH?
1200 thermal cycles
10 hrs.
6.0
574.4 Ibm
Components : LHp Boost Pump
Operating Pressure(s)
Operating Temperature(s)
Propellant Flowrate(s)
Start/Shutdown Conditions
Envelope (Length)
Weight
Material(s) Turbine Inlet & HousingPump HousingImpeller & Shaft
BearingsPreload Springs
18.5 - 50 psia
-420°F
456 GPM
5" X 2.87"
8.5 Ibm
A356 A1
A356 Al
Cast Ti 5A1 2.5 Sn ELI
440 C CRES
302 CRES
A-12
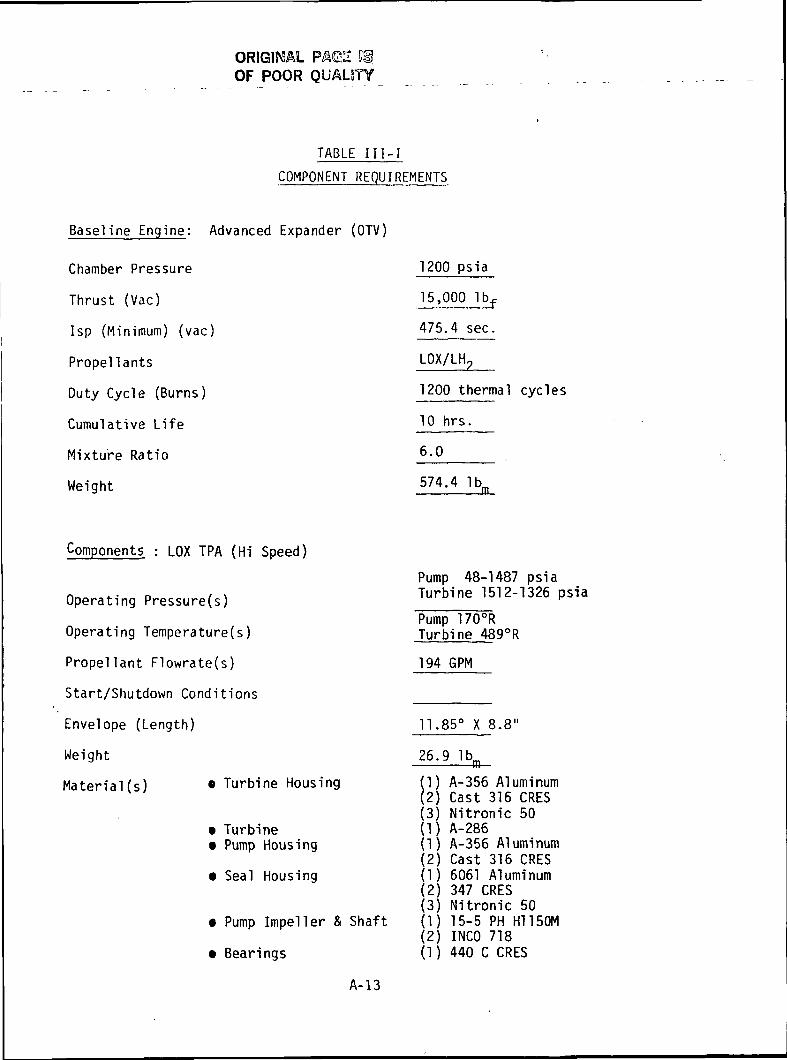
ORIGINALOF POOR QUALSTY
TABLE III-I
COMPONENT REQUIREMENTS
Baseline^ Engine: Advanced Expander (OTV)
Chamber Pressure
Thrust (Vac)
Isp (Minimum) (vac)
Propellants
Duty Cycle (Burns)
Cumulative Life
Mixture Ratio
Weight
1200 psia
15,000 1bf
475.4 sec.
LOX/LH?
1200 thermal cycles
10 hrs.
6.0
574.4 lb.m
Components : LOX TPA (Hi Speed)
Operating Pressure(s)
Operating Temperature(s)
Propellant Flowrate(s)
Start/Shutdown Conditions
Envelope (Length)
Weight
Material(s) • Turbine Housing
• Turbinet Pump Housing
• Seal Housing
• Pump Impeller & Shaft
• Bearings
A-13
Pump 48-1487 psiaTurbine 1512-1326 psia
Pump 170°RTurbine 489°R
194 GPM
11.85° X 8.8"
26.9 1bm
(1) A-356 Aluminum(2) Cast 316 CRES(3) Nitronic 50(1) A-286(1) A-356 Aluminum(2) Cast 316 CRES(1) 6061 Aluminum(2) 347 CRES(3) Nitronic 50(1) 15-5 PH H1150M(2) INCO 718(1) 440 C CRES
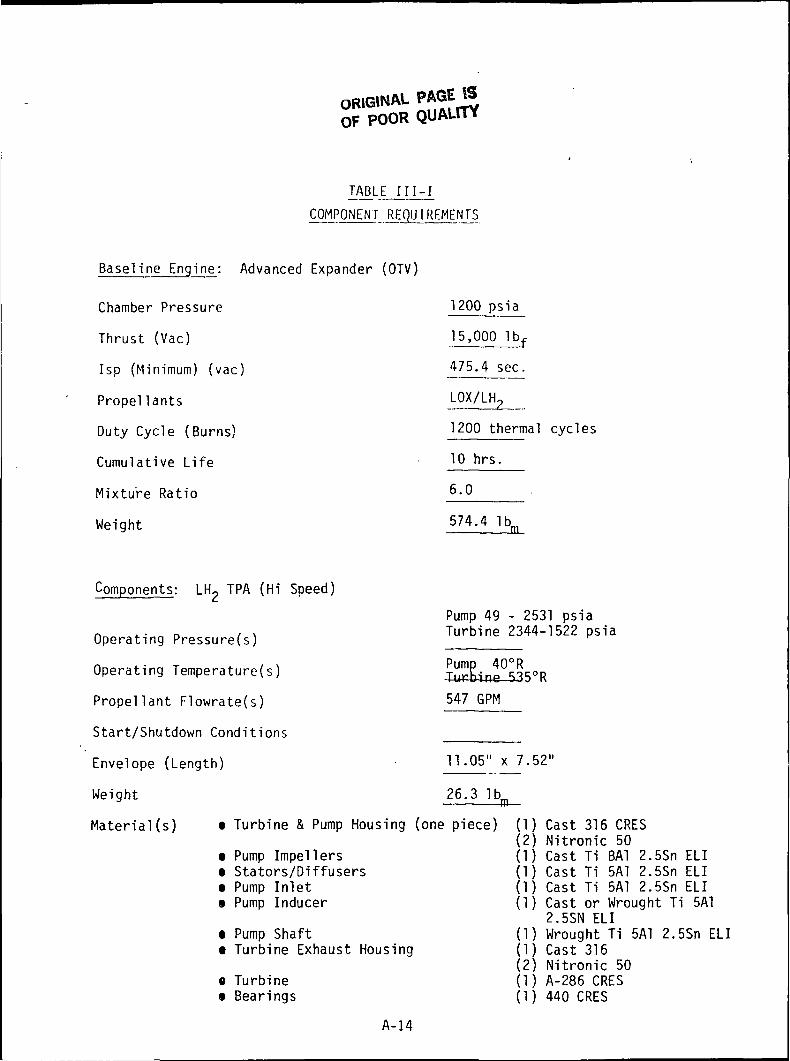
ORIGINALOF POOR QUALITY
TABLE III-I
COMPONENT REQUIREMENTS
Baseline Engine: Advanced Expander (OTV)
Chamber Pressure
Thrust (Vac)
Isp (Minimum) (vac)
Propellants
Duty Cycle (Burns)
Cumulative Life
Mixture Ratio
Weight
1200 psia
15,000 1bf
475.4 sec.
LOX/LH2
1200 thermal cycles
10 hrs.
6.0
574.4 Ibm
Components: LHL TPA (Hi Speed)
Operating Pressure(s)
Operating Temperature(s)
Propellant Flowrate(s)
Start/Shutdown Conditions
Envelope (Length)
Weight
Pump 49 - 2531 psiaTurbine 2344-1522 psia
Pump 40°RTurbine 535°R547 GPM
11.05" x 7.52"
26.3 Ib
Material(s) • Turbine & Pump Housing (one piece) (1) Cast 316 CRES(2) Nitronic 50
• Pump Impellers (1) Cast Ti BA1 2.5Sn ELI• Stators/Diffusers (1) Cast Ti 5A1 2.5Sn ELI• Pump Inlet (1) Cast Ti 5A1 2.5Sn ELI9 Pump Inducer (1) Cast or Wrought Ti 5A1
2.5SN ELIe Pump Shaft (1) Wrought Ti 5A1 2.5Sn ELIt Turbine Exhaust Housing (1) Cast 316
(2) Nitronic 50o Turbine (1) A-286 CRES• Bearings (1) 440 CRES
A-14
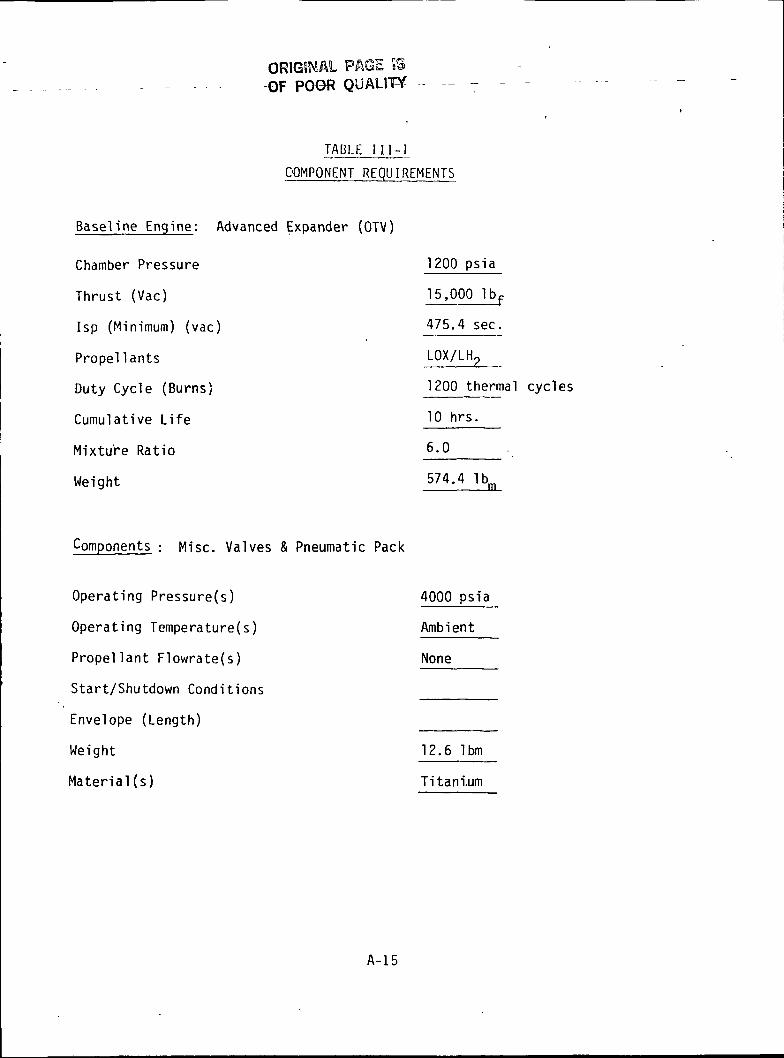
OR1GSNAL PAGE £8OF POOR QUALITY
TABLE III-I
COMPONENT REQUIREMENTS
Baseline Engine: Advanced Expander (OTV)
Chamber Pressure
Thrust (Vac)
I sp ( M i n i m u m ) ( v a c )
Propellants
Duty Cycle (Burns)
Cumulative Life
Mixture Ratio
Weight
1200 psia
15,000 lbf
475.4 sec.
LOX/LH?
1200 thermal cycles
10 hrs.
6.0
574.4 Ib.m
Components : Misc. Valves & Pneumatic Pack
Operating Pressure(s) 4000 psia
Operating Temperature(s) Ambient
Propellant Flowrate(s) None
Start/Shutdown Conditions
Envelope (Length)
Weight 12.6 Ibm
Material(s) Titanium
A-15
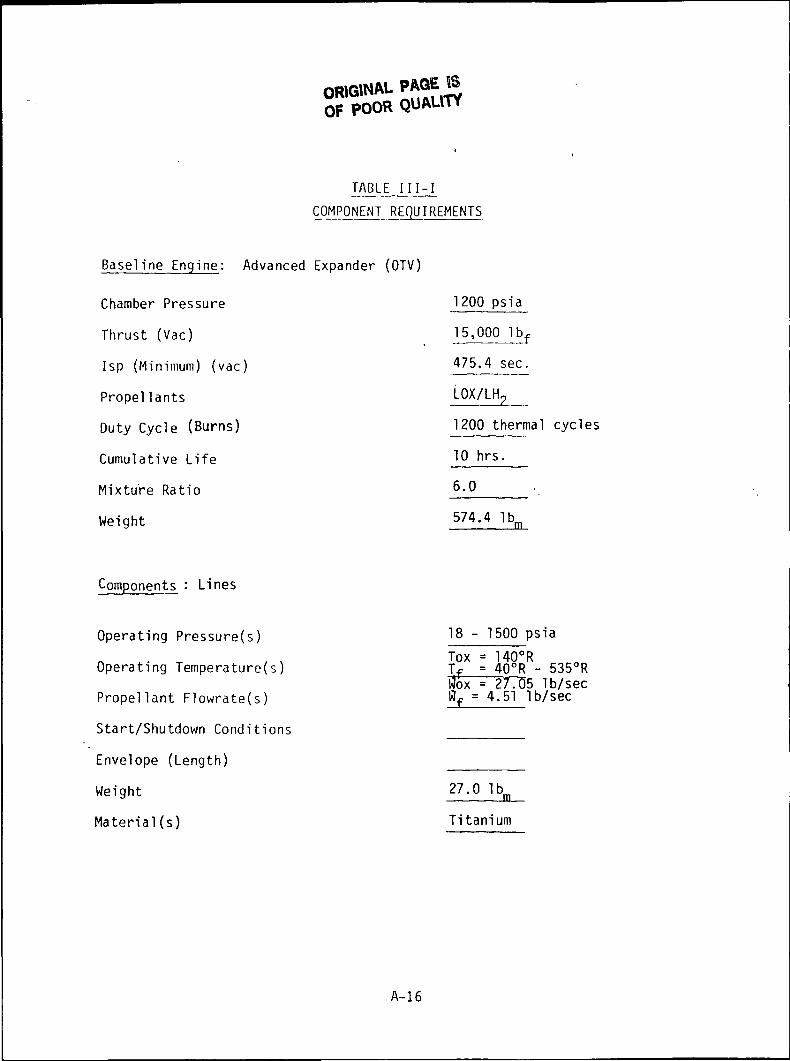
ORIGINAL PAGE BPOOR
COMPONENT REQUIREMENTS
Baseline Engine: Advanced Expander (OTV)
Chamber Pressure
Thrust (Vac)
Isp (Minimum) (vac)
Propellants
Duty Cycle (Burns)
Cumulative Life
Mixture Ratio
Weight
1200 psia
15,000 1bf
475.4 sec.
LOX/LH?
1200 thermal cycles
10 hrs.
6.0
574.4 Ib.m
Components : Lines
Operating Pressure(s)
Operating Temperature(s)
Propellant Flowrate(s)
Start/Shutdown Conditions
Envelope (Length)
Weight
Material(s)
18 - 1500 psia
Tox = 140°RTf = 40°R - 535°RWox = 27.05 Ib/secWf = 4.51 Ib/sec
27.0 Ibm
Ti t an ium
A-16
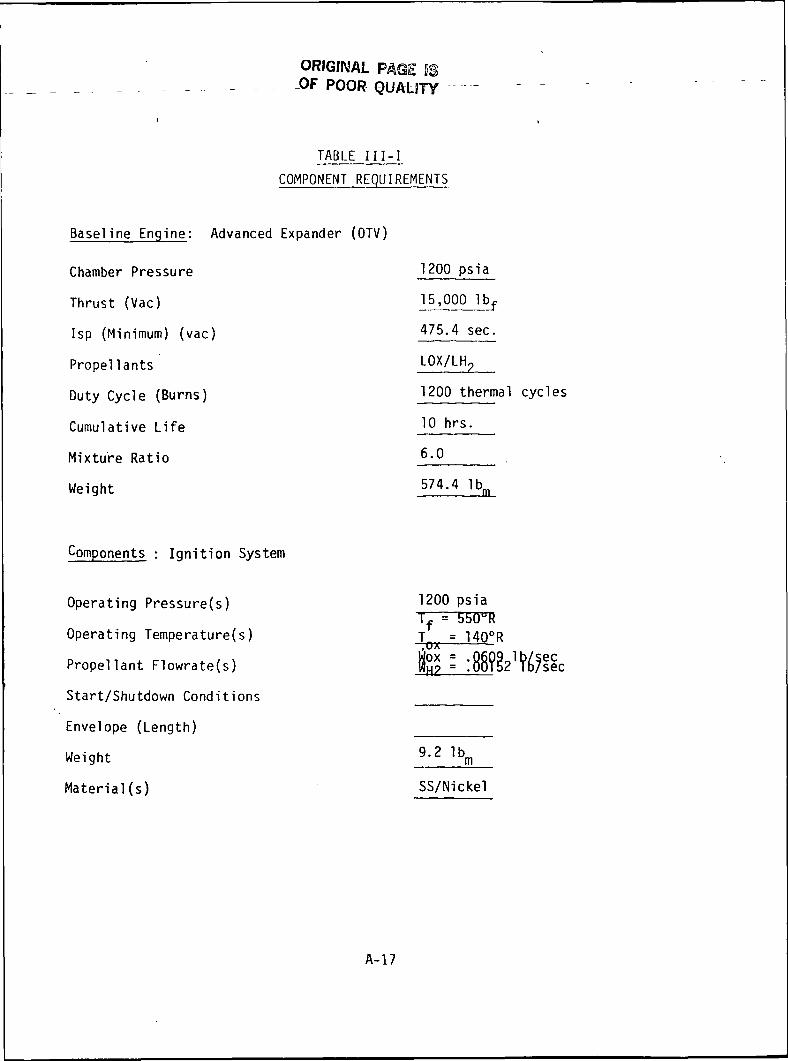
ORIGINAL PAGE ES-OF POOR QUALITY
TABLE III-I
COMPONENT REQUIREMENTS
Baseline Engine: Advanced Expander (OTV)
Chamber Pressure
Thrust (Vac)
Isp (Minimum) (vac)
Propel lants
Duty Cycle (Burns)
Cumulative Life
Mixture Ratio
Weight
1200 psia
15,000 1bf
475.4 sec.
LOX/LH?
1200 thermal cycles
10 hrs.
6.0
574.4 lb_
Components : Ignition System
Operating Pressure(s)
Operating Temperature(s)
Propellant Flowrate(s)
Start/Shutdown Conditions
Envelope (Length)
Weight
Material(s)
1200 psiaTf = 550°RT = 140°R
te; -
9.2 Ibm
SS/Nickel
ecsec
A-17
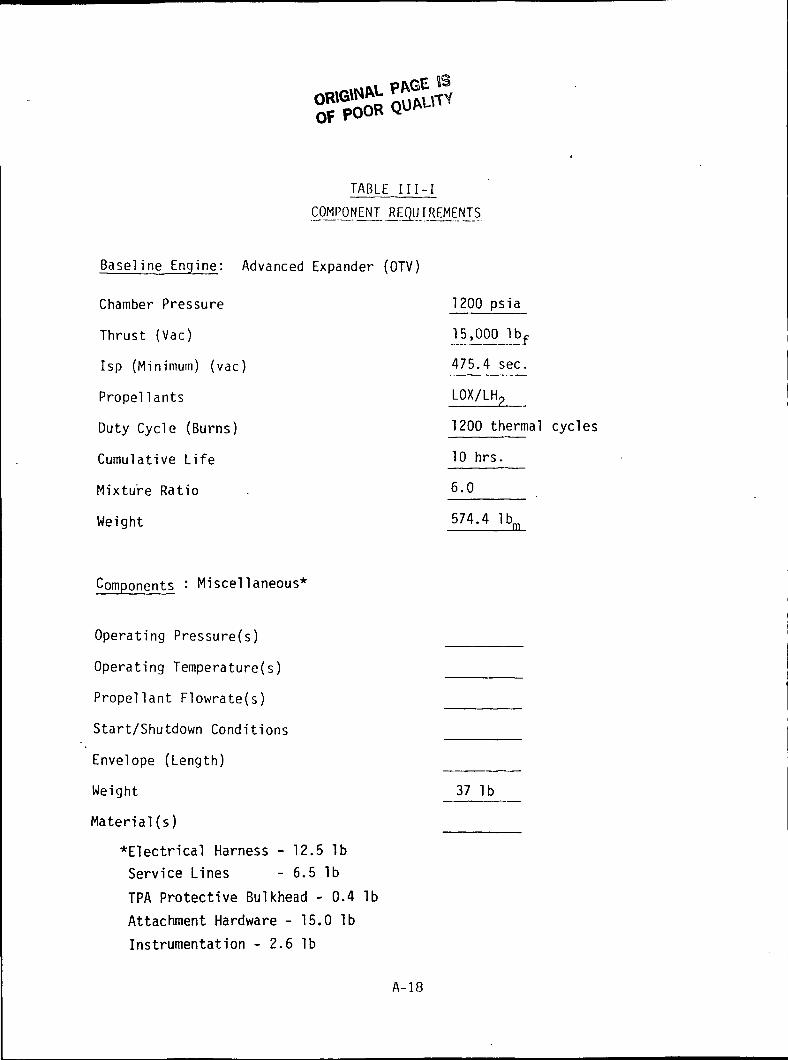
TABLE III-I
COMIPONENT _RiE_QUJJRIEME_N_TS
Baseline Engine: Advanced Expander (OTV)
Chamber Pressure
Thrust (Vac)
Isp (Minimum) (vac)
Propellants
Duty Cycle (Burns)
Cumulative Life
Mixture Ratio
Weight
1200 psia
15,000 1bf
475.4 sec.
LOX/LH?
1200 thermal cycles
10 hrs.
6.0
574.4 Ib.m
Components : Miscellaneous*
Operating Pressure(s)
Operating Temperature(s)
Propellant Flowrate(s)
Start/Shutdown Conditions
Envelope (Length)
Weight
Material(s)
*Electrical Harness - 12.5 IbService Lines - 6.5 Ib
TPA Protective Bulkhead - 0.4 Ib
Attachment Hardware - 15.0 Ib
Instrumentation - 2.6 Ib
37 Ib
A-18
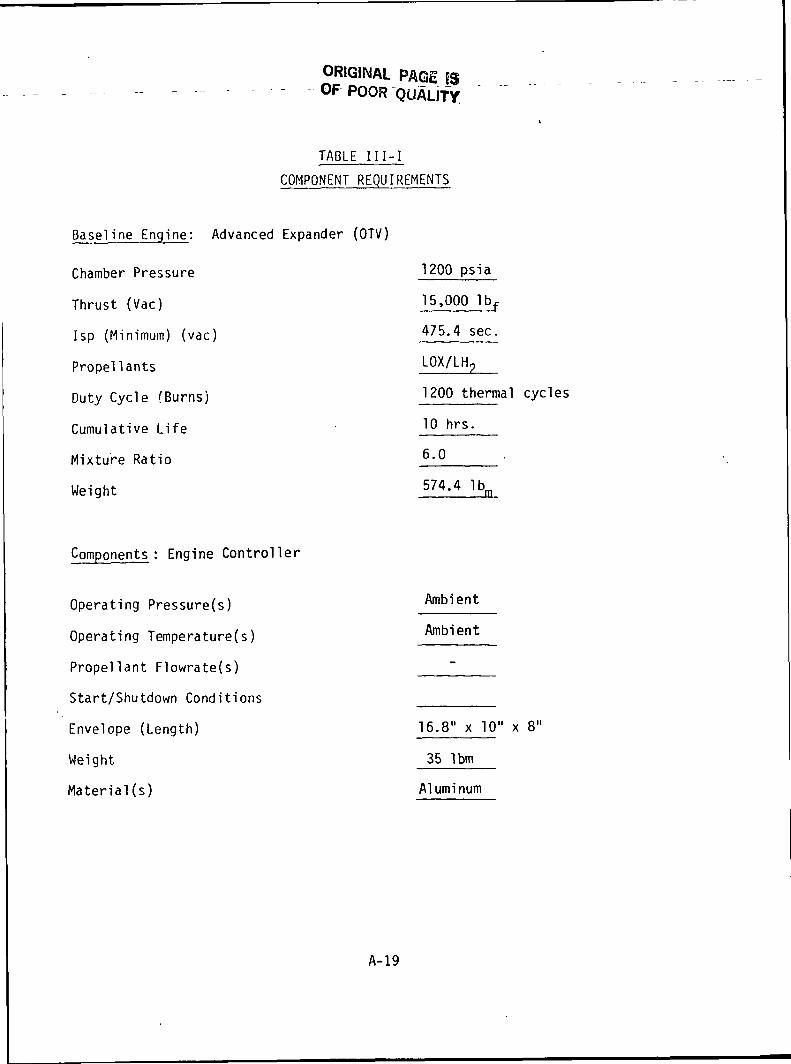
ORIGINAL PAGE ESOF POOR -
TABLE III-I
COMPONENT REQUIREMENTS
Baseline Engine: Advanced Expander (OTV)
Chamber Pressure
Thrust (Vac)
Isp (Minimum) (vac)
Propel 1 ants
Duty Cycle (Burns)
Cumulative Life
Mixture Ratio
Weight
1200 psia
15.000 1bf
475.4 sec.
LOX/LHp
1200 thermal cycles
10 hrs.
6.0
574.4 Ib,m
Components : Engine Controller
Operating Pressure(s)
Operating Temperature(s)
Propellant Flowrate(s)
Start/Shutdown Conditions
Envelope (Length)
Weight
Material(s)
Ambient
Ambient
16.8" x 10" x 8"
35 Ibm
Aluminum
A-19
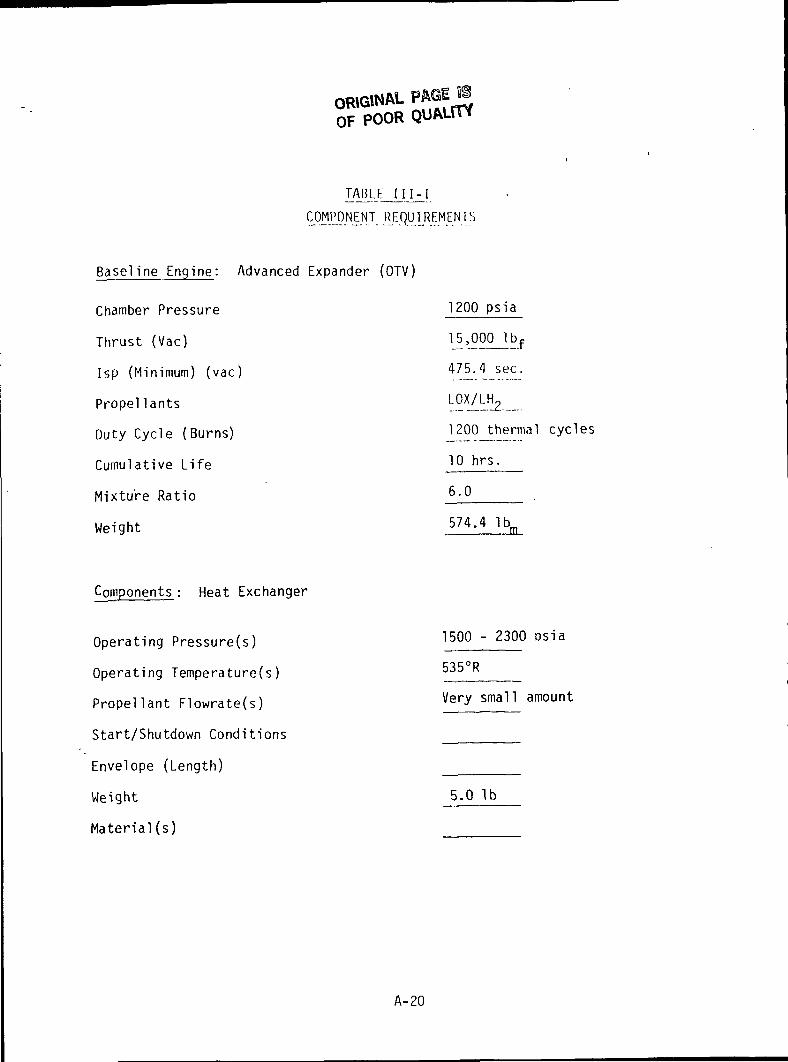
ORIGINALOF POOR
ABLECOMPP.NENT_ REQl) IREMEN1 S
Baseline Engine: Advanced Expander (OTV)
Chamber Pressure
Thrust (Vac)
Isp (Minimum) (vac)
Propellants
Duty Cycle (Burns)
Cumulative Life
Mixture Ratio
Weight
1200 psia
15,_OOCMbf
475.4 sec.
LOX/LH?
1200 thermal cycles
10 hrs.
6.0
574.4 Ib
Components,: Heat Exchanger
Operating Pressure(s)
Operating Temperature(s)
Propellant Flowrate(s)
Start/Shutdown Conditions
Envelope (Length)
Weight
Material(s)
1500 - 2300 osia
535°R
Very small amount
5.0 lb
A-20
ORIGINAL PAGE mOF POOR QUALITY
LOX/LCH4 ENGINE (CYCLE C)
COMPONENT REQUIREMENTS
A-21
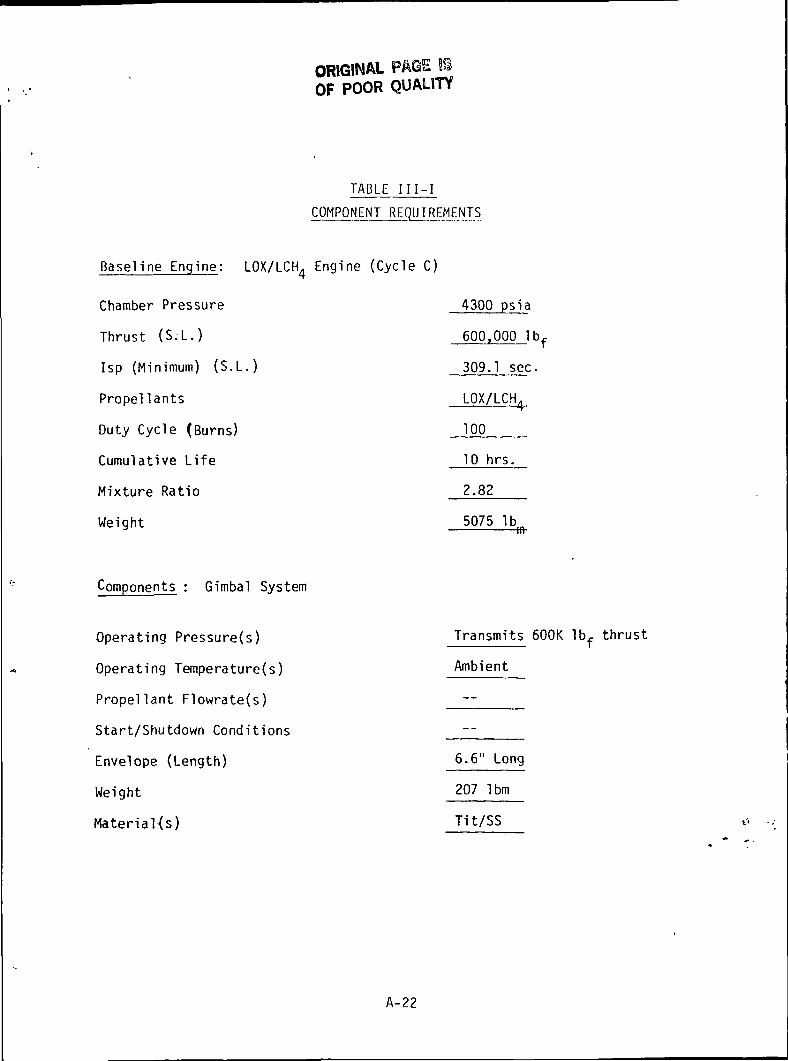
ORIGINAL PAGE ISOF POOR QUALITY
TABLE III-I
COMPONENT REQUIREMENTS
Baseline Engine: LOX/LCH4 Engine (Cycle C)
Chamber Pressure
Thrust (S.-L.)
Isp (Minimum) (S.L.)
Propellants
Duty Cycle (Burns)
Cumulative Life
Mixture Ratio
Weight
4300 psia
600.000 Ib1
309.1 sec.
LOX/LCH4
100
10 hrs.
2.82
5075 Ib-m-
Components : Gimbal System
Operating Pressure(s)
Operating Temperature(s)
Propellant Flowrate(s)
Start/Shutdown Conditions
Envelope (Length)
Weight
Materials)
Transmits 600K lbf thrust
Ambient
6.6" Long
207 Ibm
Tit/SS
A-22
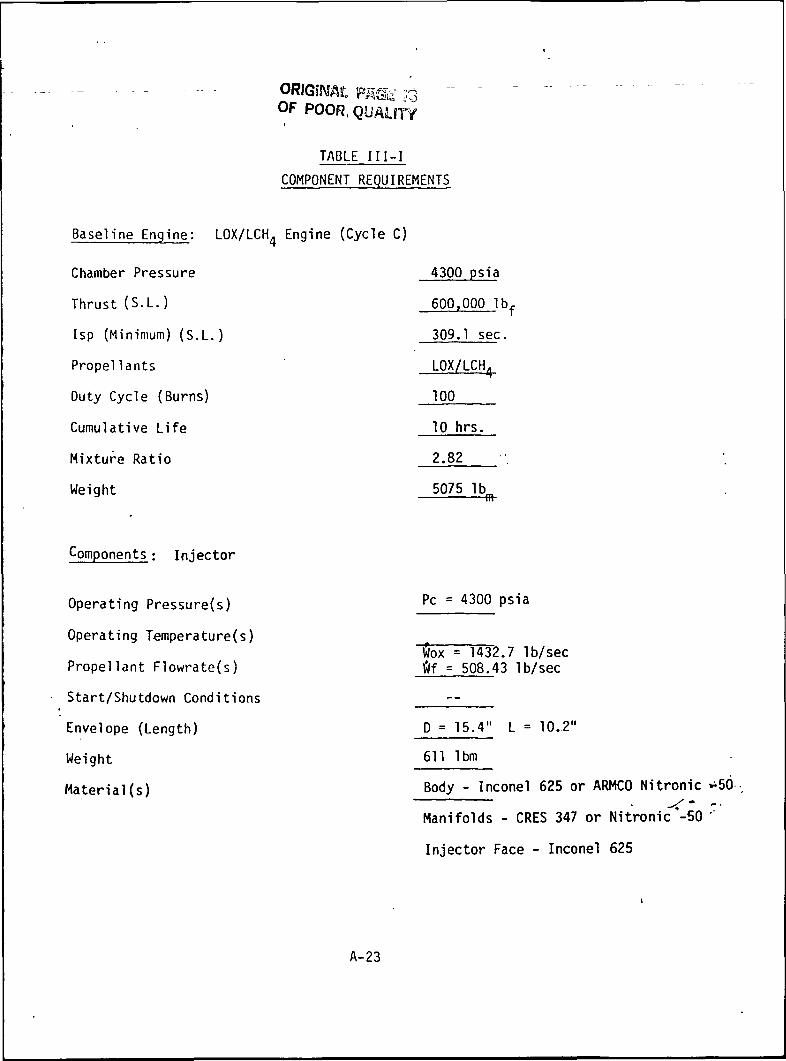
POOR, QUALITY
TABLE III-I
COMPONENT REQUIREMENTS
Baseline Engine: LOX/LCH4 Engine (Cycle C)
Chamber Pressure 4300 psia
Thrust (S.L.) 600.000 lbf
Isp (Minimum) (S.L.) 309.1 sec.
Propel!ants LOX/LCH4
Duty Cycle (Burns) 100
Cumulative Life 10 hrs.
Mixture Ratio 2.82
Weight 5075 lbm
Components; Injector
Operating Pressure(s)
Operating Temperature(s)
Propellant Flowrate(s)
Start/Shutdown Conditions
Envelope (Length)
Weight
Material(s)
PC = 4300 psia
Wox = 1432.7 Ib/secWf = 508.43 Ib/sec
D = 15.4" L = 10.2"
611 lbm
Body - Inconel 625 or ARMCO Nitronic ~
Manifolds - CRES 347 or Nitronic'-50
Injector Face - Inconel 625
A-23
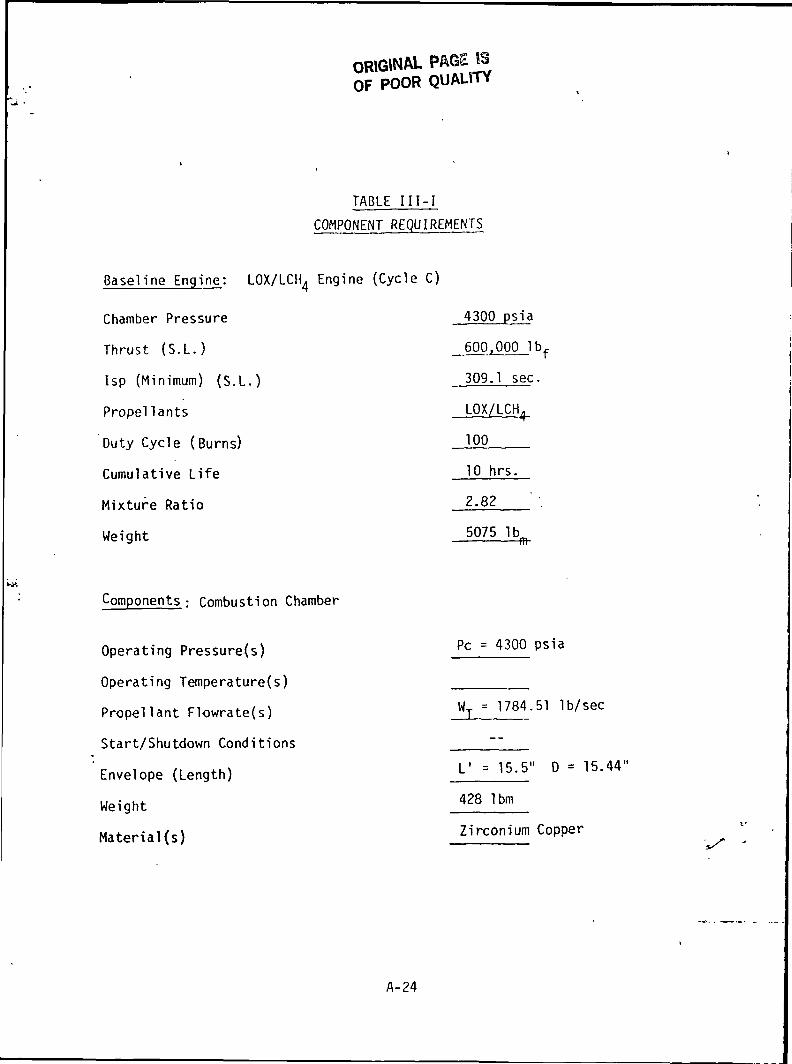
ORIGINAL PAGE ISOF POOR QUALITY
TABLE III-I
COMPONENT REQUIREMENTS
Baseline Engine: LOX/LCH4 Engine (Cycle C)
Chamber Pressure
Thrust (S.L.)
Isp (Minimum) (S.L. )
Propellants
Duty Cycle (Burns)
Cumulative Life
Mixture Ratio
Weight
4300 psia
600,000 Ib,
309.1 sec.
LOX/LCH4
100
10 hrs.
2.82
5075 Ib•m-
Components : Combustion Chamber
Operating Pressure(s)
Operating Temperature(s)
Propellant Flowrate(s)
Start/Shutdown Conditions
Envelope (Length)
Weight
Material(s)
PC = 4300 psia
WT = 1784.51 Ib/sec
L1 = 15.5" 0 = 15.44"
428 Ibm
Zirconium Copper
A-24
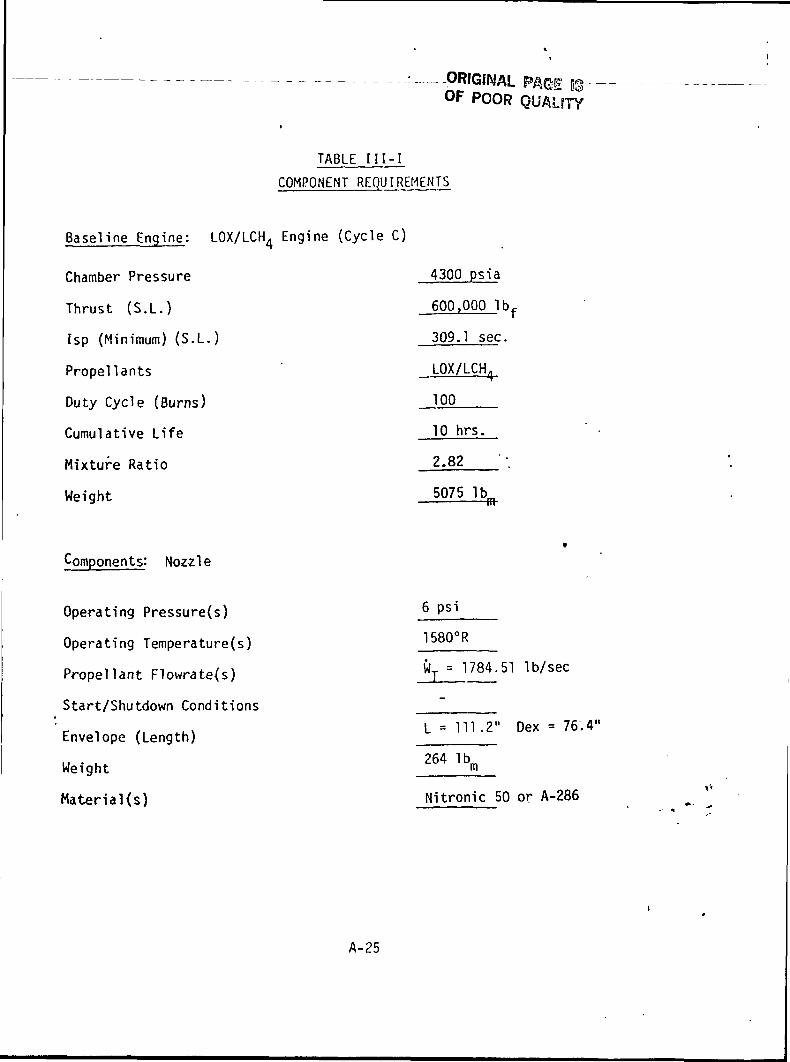
-ORIGINAL -PAGE 13OF POOR QUAUTY
TABLE III-I
COMPONENT REQUIREMENTS
Baseline Engine: LOX/LCH4 Engine (Cycle C)
Chamber Pressure
Thrust (S.L.)
Isp (Minimum) (S.L.)
Propellants
Duty Cycle (Burns)
Cumulative Life
Mixture Ratio
Weight
4300 psia
600.000 Ib1
309.1 sec.
LOX/LCH4-100
10 hrs.
2.82
5075 lb_
Components: Nozzle
Operating Pressure(s)
Operating Temperature(s)
Propel 1 ant Flowrate(s)
Start/Shutdown Conditions
Envelope (Length)
Weight
Material(s)
6 psi
1580°R
WT = 1784.51 Ib/sec
L = 111.2" Dex = 76.4"
264 Ib
Nitronic 50 or A-286
A-25
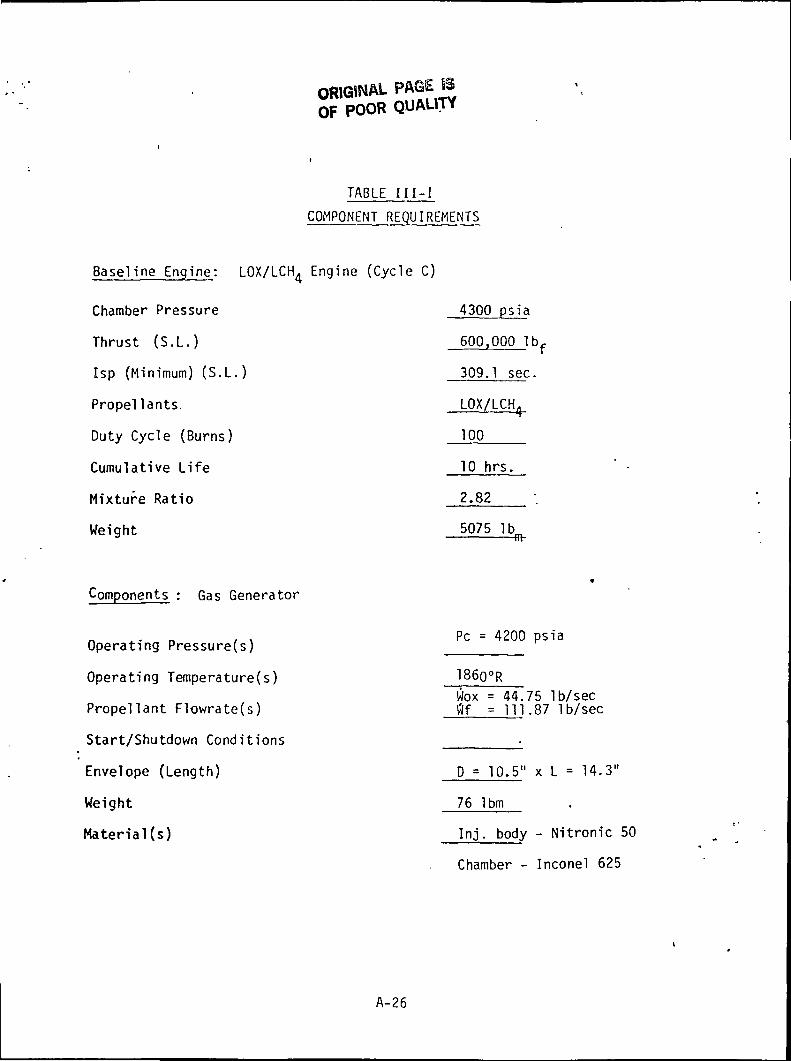
OF POOR QUALITY
TABLE III-I
COMPONENT REQUIREMENTS
Baseline Engine: LOX/LCH4 Engine (Cycle C)
Chamber Pressure 4300 psia
Thrust (S.L.) 600,000 1b
Isp (Minimum) (S.L.) 309.1 sec.
Propellants. LOX/LCH4
Duty Cycle (Burns) TOO
Cumulative Life 10 hrs.
Mixture Ratio 2.82 '.
Weight 5075 lbm
Components : Gas Generator
Operating Pressure(s)
Operating Temperature(s)
Propellant Flowrate(s)
Start/Shutdown Conditions
Envelope (Length)
Weight
Material(s)
PC = 4200 psia
186p°RWox = 44.75 Ib/secflf = 111.87 Ib/sec
D = 10.5" x L = 14.3"
76 Ibm
Inj. body - Nitronic 50
Chamber - Inconel 625
A-26
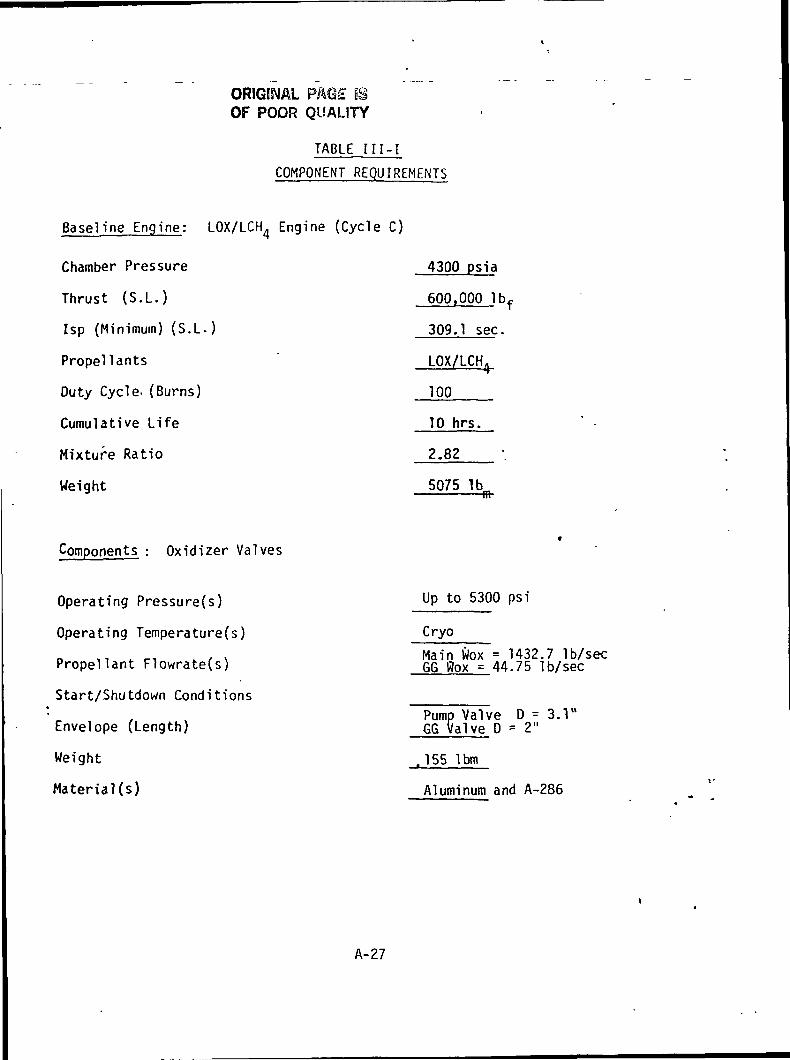
ORIGINAL PAOE ISOF POOR QUALITY
TABLE 111-1
COMPONENT REQUIREMENTS
Baseline Engine: LOX/LCH. Engine (Cycle C)
Chamber Pressure 4300 psia
Thrust (S.L.) 600,000 U
Isp (Minimum) (S.L.) 309.1 sec.
Propellants LOX/LCH4
Duty Cycle- (Burns) 100
Cumulative Life 10 hrs.
Mixture Ratio 2.82
Weight 5075 1b
Component^ : Oxidizer Valves
Operating Pressure(s)
Operating Temperature(s)
Propellant Flowrate(s)
Start/Shutdown Conditions
Envelope (Length)
Weight
Material(s)
Up to 5300 psi
Cryo
Main Wox = 1432.7 Ib/secGG flox = 44.75 Ib/sec
Pump Valve D = 3.1"GG Valve D = 2"
,155 Ibm
Aluminum and A-286
A-27
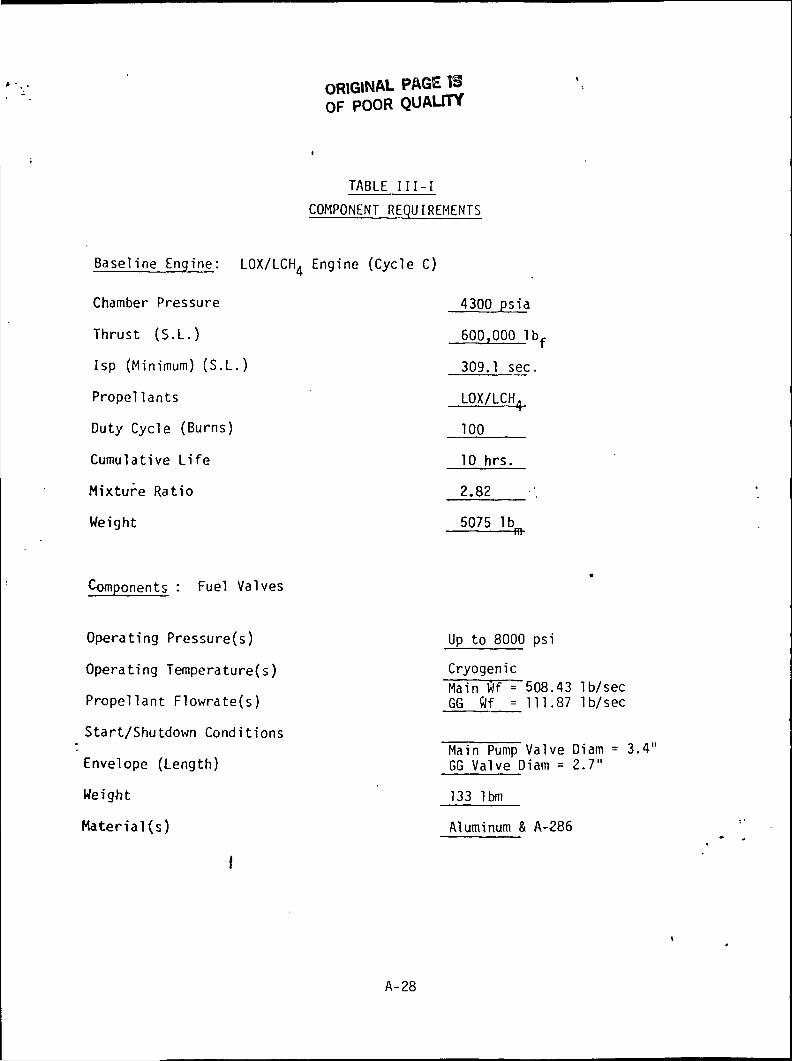
ORIGINAL PAGE 13OF POOR QUALITY
TABLE III-I
COMPONENT REQUIREMENTS
Baseline Engine: LOX/LCH. Engine (Cycle C)
Chamber Pressure
Thrust (S.L.)
Isp (Minimum) (S.L.)
Propellants
Duty Cycle (Burns)
Cumulative Life
Mixture Ratio
Weight
4300 psia
600.000 lbf
309.1 sec.
LOX/LCH4-
100
10 hrs.
2.82
5075 Ibm-
Components : Fuel Valves
Operating Pressure(s)
Operating Temperature(s)
Propellant Flowrate(s)
Start/Shutdown Conditions
Envelope (Length)
Weight
Material(s)
Up to 8000 psi
CryogenicMain Wf = 508.43 Ib/secGG ftf = 111.87 Ib/sec
Main Pump Valve DiamGG Valve Diam = 2.7"
= 3.4"
133 Ibm
Aluminum & A-286
A-28
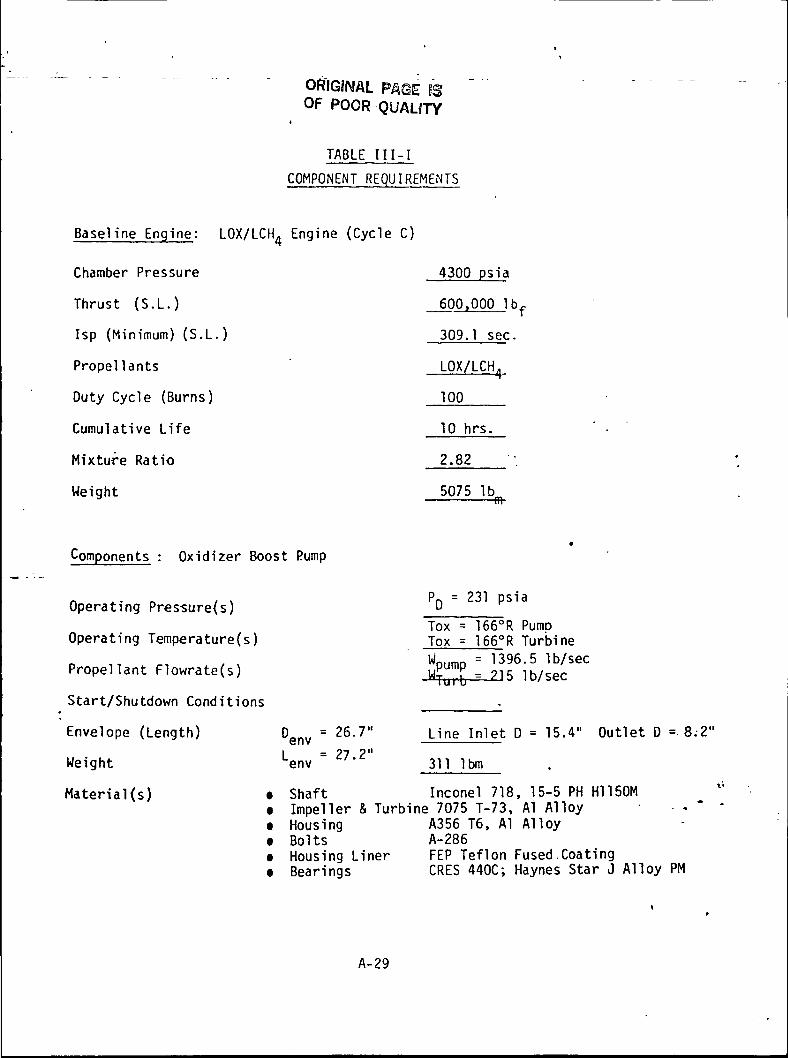
ORIGINAL PAGE ISOF POOR QUAUTY
t
TABLE 111-1
COMPONENT REQUIREMENTS
Baseline Engine: LOX/LCH4 Engine (Cycle C)
Chamber Pressure 4300 psia
Thrust (S.L.) 600,000 lbf
Isp (Minimum) (S.L.)
Propel 1 ants
Duty Cycle (Burns)
Cumulative Life
Mixture Ratio
Weight
309.1 sec.
LOX/LCH 4-
100
10 hrs.
2.82
5075 Ib
Components : Oxidizer Boost Rump
Operating Pressure(s)
Operating Temperature(s)
Propellant Flowrate(s)
Start/Shutdown Conditions
Envelope (Length)
Weight
Materials)
= 26'7"' 27'2"
PD = 231 psia
Tox = 166°R PumpTox = 166°R TurbineWpump = 1 3 9 6 . 5 Ib/secUTurb = ?1R
Line Inlet D = 15.4" Outlet D =8 .2 "
311 Ibm~env
Shaft Inconel 718, 15-5 PH H1150MImpeller & Turbine 7075 T-73, Al AlloyHousing A356 T6, Al AlloyBolts A-286Housing Liner FEP Teflon Fused CoatingBearings CRES 440C; Haynes Star J Alloy PM
A-29
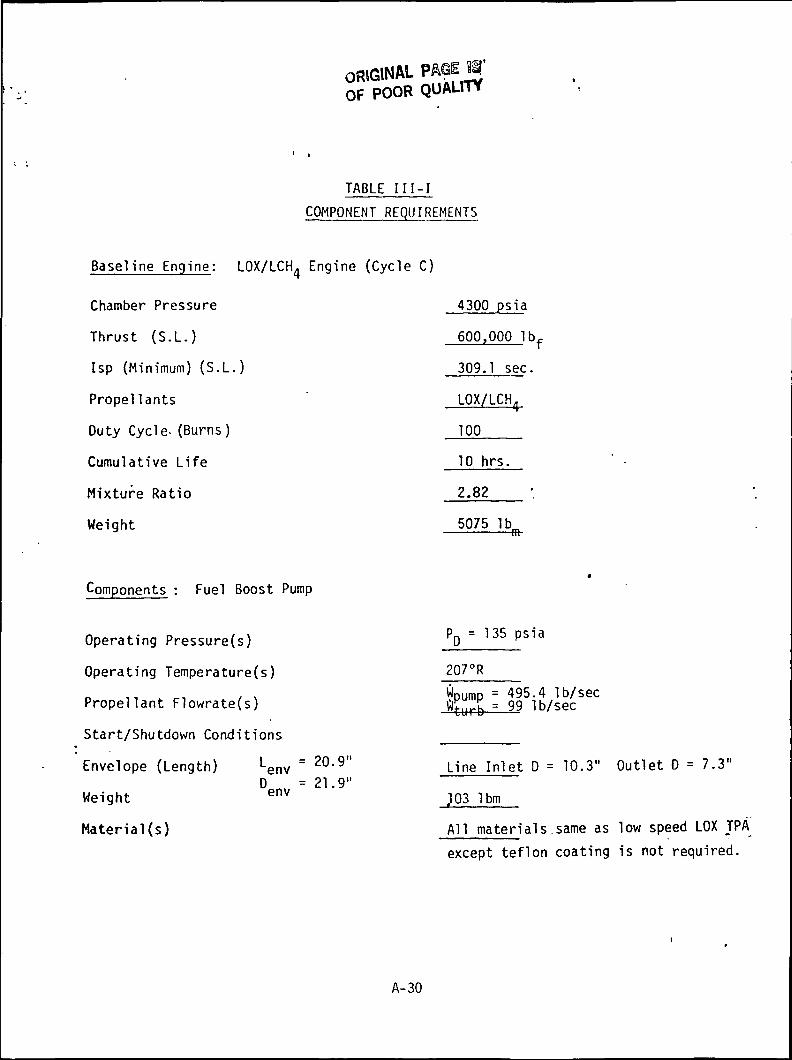
ORIGINAL PAGE KTOF POOR QUALITY
TABLE III-I
COMPONENT REQUIREMENTS
Baseline Engine: LOX/LCH. Engine (Cycle C)
Chamber Pressure 4300 psia
Thrust (S.L.) 600,000 lbf
Isp (Minimum) (S.L.) 309.1 sec.
Propel 1 ants ' LOX/LCH4
Duty Cycle- (Burns) 100
Cumulative Life 10 hrs.
Mixture Ratio 2.82 '.
Weight 5075 1b
Components : Fuel Boost Pump
Operating Pressure(s)
Operating Temperature(s)
Propellant Flowrate(s)
Start/Shutdown Conditions
Envelope (Length)
Meight
Material(s)
Denvenv
20.9"21.9"
PD = 135 psia
207°R
W = 495.4 Ib/sec= 99 Ib/sec
Line Inlet D = 10.3" Outlet 0 = 7.3"
.103 Ibm
All materials.same as low speed LOX TPA
except teflon coating is not required.
A-30
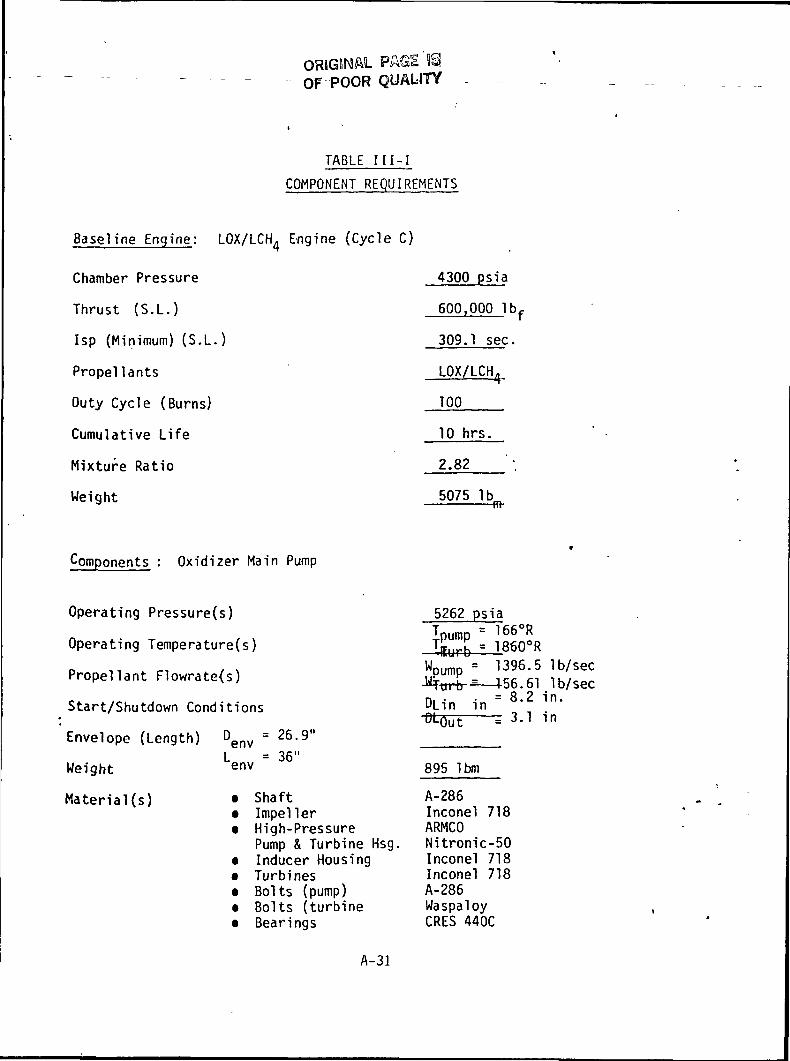
ORIGINALOF POOR
TABLE III-I
COMPONENT REQUIREMENTS
Baseline Engine: LOX/LCH4 Engine (Cycle C)
Chamber Pressure
Thrust (S.L.)
Isp (Minimum) (S.L.)
Propellants
Duty Cycle (Burns)
Cumulative Life
Mixture Ratio
Weight
4300 psia
600.000 1bf
309.1 sec.
LOX/LCH4-
100
10 hrs.
2.82
5075 Ib-m-
Components : Oxidizer Main Pump
Operating Pressure(s)
Operating Temperature(s)
Propellant Flowrate<s)
Start/Shutdown Conditions
Envelope (Length)
Weight
D = 26.9"envL = 36"env
Material(s) ShaftImpellerHigh-PressurePump & Turbine Hsg.Inducer HousingTurbinesBolts (pump)Bolts (turbineBearings
5262 psiaT = 166°Rpumpiurb =
wpump = 1396-5 lb/sec
•^ttrtr-^—1-56.61 lb/secDLin in = 8'2 1n'irt jt = 3.1 in
895 Ibm
A-286Inconel 718ARMCONitronic-50Inconel 718Inconel 718A-286WaspaloyCRES 440C
A-31
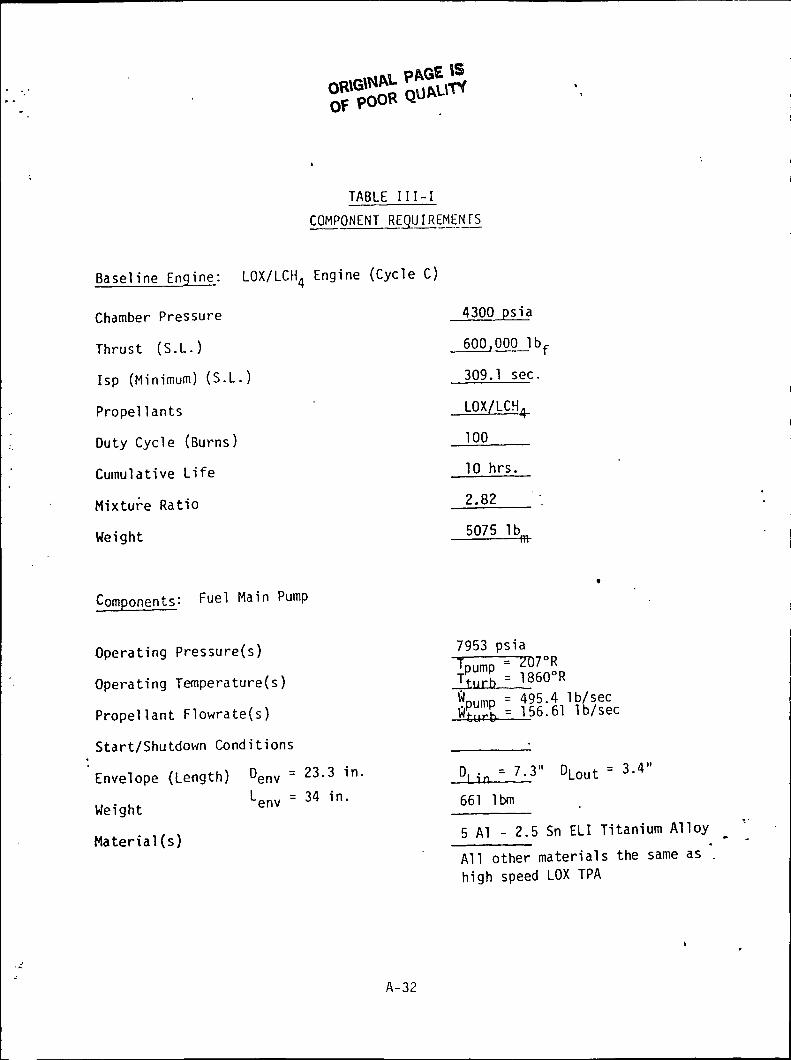
TABLE III-I
COMPONENT REQUIREMENTS
Baseline Engjng.: LOX/LCH4 Engine (Cycle C)
Chamber Pressure
Thrust (S.I.)
Isp (Minimum) (S.L.)
Propellants
Duty Cycle (Burns)
Cumulative Life
Mixture Ratio
Weight
4300 psia
600.000 lbf
309.1 sec.
LOX/LCH^
100
10 hrs.
2.82
5075 Ib.•m-
Components: Fuel Main Pump
Operating Pressure(s)
Operating Temperature(s)
Propellant Flowrate(s)
Start/Shutdown Conditions
Envelope (Length) Denv = 23.3 in.L = 34 in.
Weight env
Material(s)
7953 psia
W = 495.4 Ib/sec=156.61 Ib/sec
PL«n ' 7-3"
661 Ibm
3Lout = 3.4"
5 Al - 2.5 Sn ELI Titanium Alloy
All other materials the same as .high speed LOX TPA
A-32
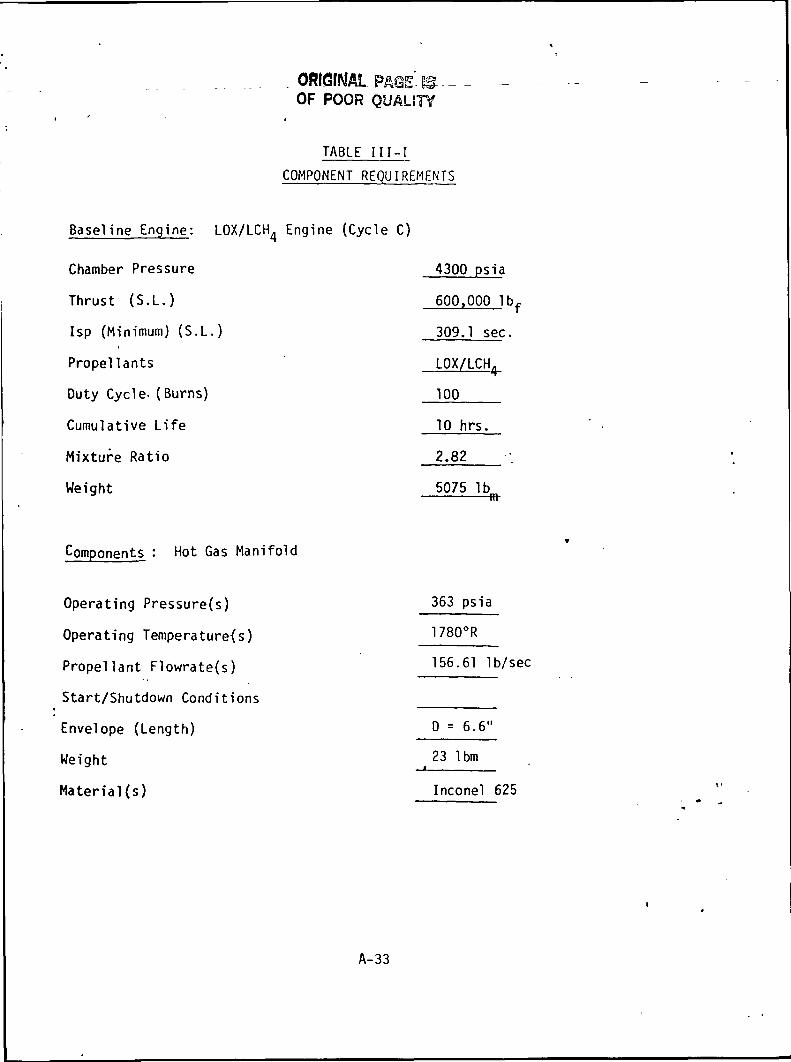
. ORIGINAL PAGE'g&--- _OF POOR QUALITY
' ' 4
TABLE 111-1
COMPONENT REQUIREMENTS
Baseline Engine: LOX/LCH4 Engine (Cycle C)
Chamber Pressure 4300 psia
Thrust (S.L.) 600.000 1
Isp (Minimum) (S.L.)
Propellents
Duty Cycle. (Burns)
Cumulative Life
Mixture Ratio
Weight
309.1 sec.
LOX/LCH4-100
10 hrs.
2.82
5075 Ibm-
Components : Hot Gas Manifold
Operating Pressure(s)
Operating Temperature{s)
Propellant Flowrate(s)
Start/Shutdown Conditions
Envelope (Length)
Weight
Material(s)
363 psia
1780°R
156.61 Ib/sec
D = 6.6"
23 Ibm
Inconel 625
A-33
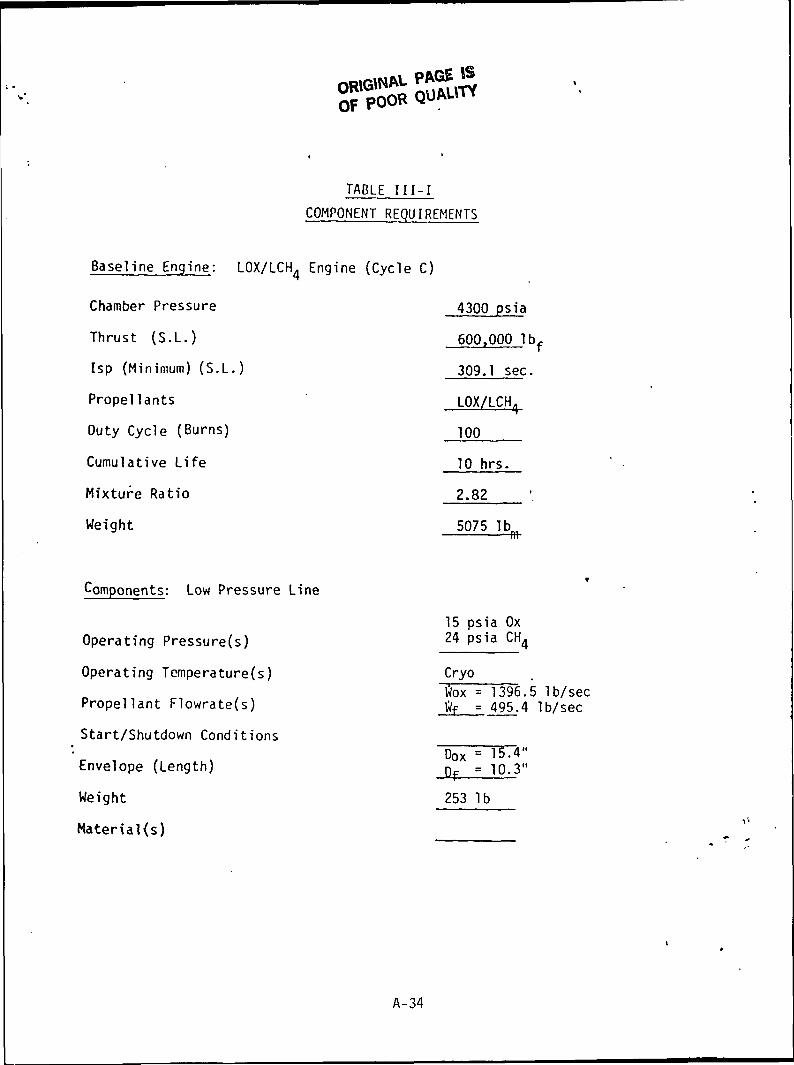
SSS
TABLE III-I
COMPONENT REQUIREMENTS
Baseline Engine: LOX/LCH, Engine (Cycle C)
Chamber Pressure 4300 psia
Thrust (S.L.) 600.000 Ib
Isp (Minimum) (S.L.) 309.1 sec.
Propellants LOX/LCH4
Duty Cycle (Burns) IQQ
Cumulative Life 10 hrs.
Mixture Ratio 2.82 '.
Weight 5075 Ib
Components: Low Pressure Line
Operating Pressure(s)
Operating Temperature(s)
Propellant Flowrate(s)
Start/Shutdown Conditions
Envelope (Length)
Weight
Materials)
15 psia Ox24 psia CH4
Cryotax = 1396.5 Ib/secftf = 495.4 Ib/sec
Dox = 15.4"Df = 10.3"
253 Ib
A-34
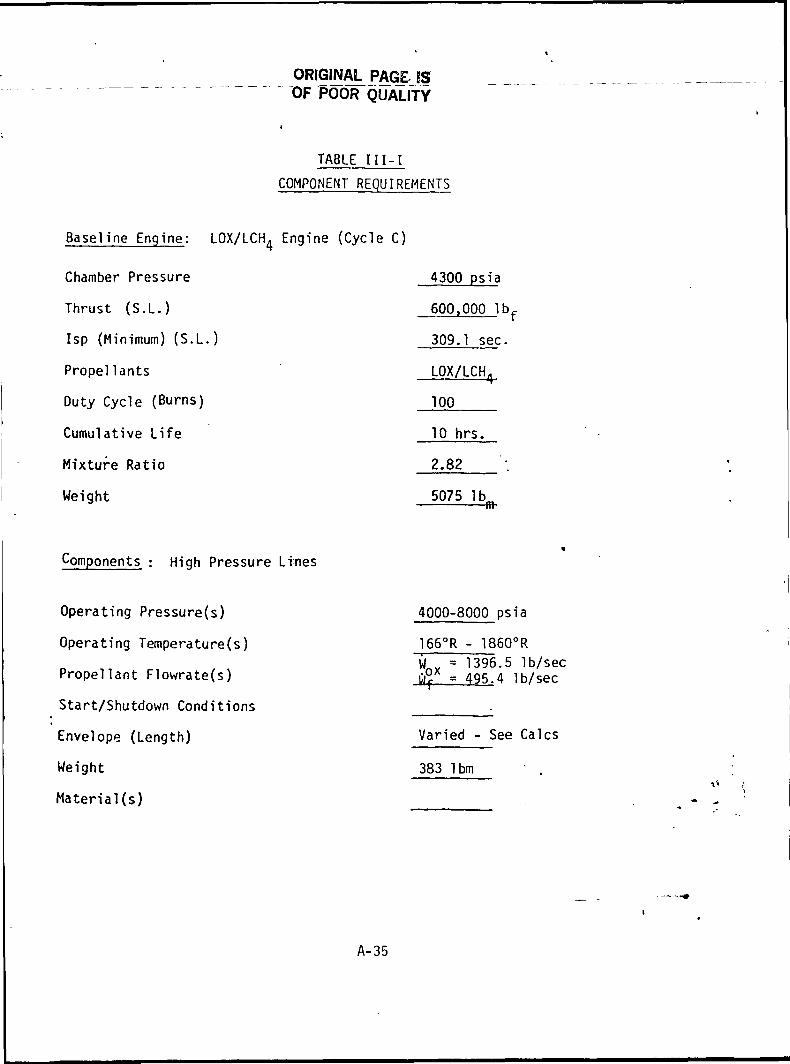
ORIGINA^ PAGE-JS_OF POOR QUALITY
TABLE 111-1
COMPONENT REQUIREMENTS
Baseline Engine: LOX/LCH, Engine (Cycle C)
Chamber Pressure
Thrust (S.L.)
Isp (Minimum) (S.L.)
Propellants
Duty Cycle (Burns)
Cumulative Life
Mixture Ratio
Weight
4300 psia
600.000 lbf
309.1 sec.
LOX/LCH4
100
10 hrs.
2.82
5075 lb_
Components : High Pressure Lines
Operating Pressure(s)
Operating Temperature(s)
Propellant Flowrate(s)
Start/Shutdown Conditions
Envelope (Length)
Weight
Material(s)
4000-8000 psia
166°R - 1860°RWnY = 1396.5 Ib/secft° = 495.4 Ib/sec
Varied - See Calcs
383 Ibm
A-35
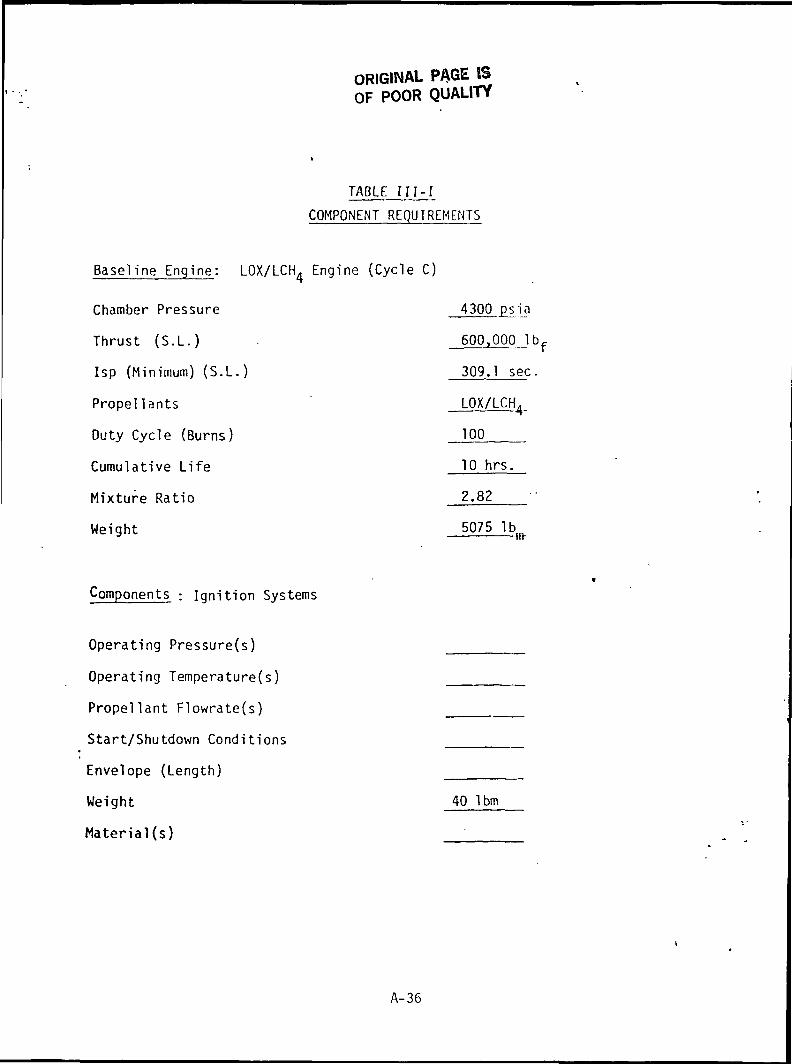
ORIGINAL PAGE ISOF POOR QUALITY
TABLE 111-1
COMPONENT REQUIREMENTS
Baseline Engine: LOX/LCH4 Engine (Cycle C)
Chamber Pressure 4300 psia
Thrust (S.L.) . 600,000 lbf
Isp (Minimum) (S.L.) 309.1 sec.
Propel 1 ants LOX/LCH4
Duty Cycle (Burns) 100
Cumulative Life 10 hrs.
Mixture Ratio 2.82
Weight 5075 lb[n
Components : Ignition Systems
Operating Pressure(s)
Operating Temperature(s)
Propellant Flowrate(s)
Start/Shutdown Conditions
Envelope (Length)
Weight 40 Ibm
Material(s) '
A-36
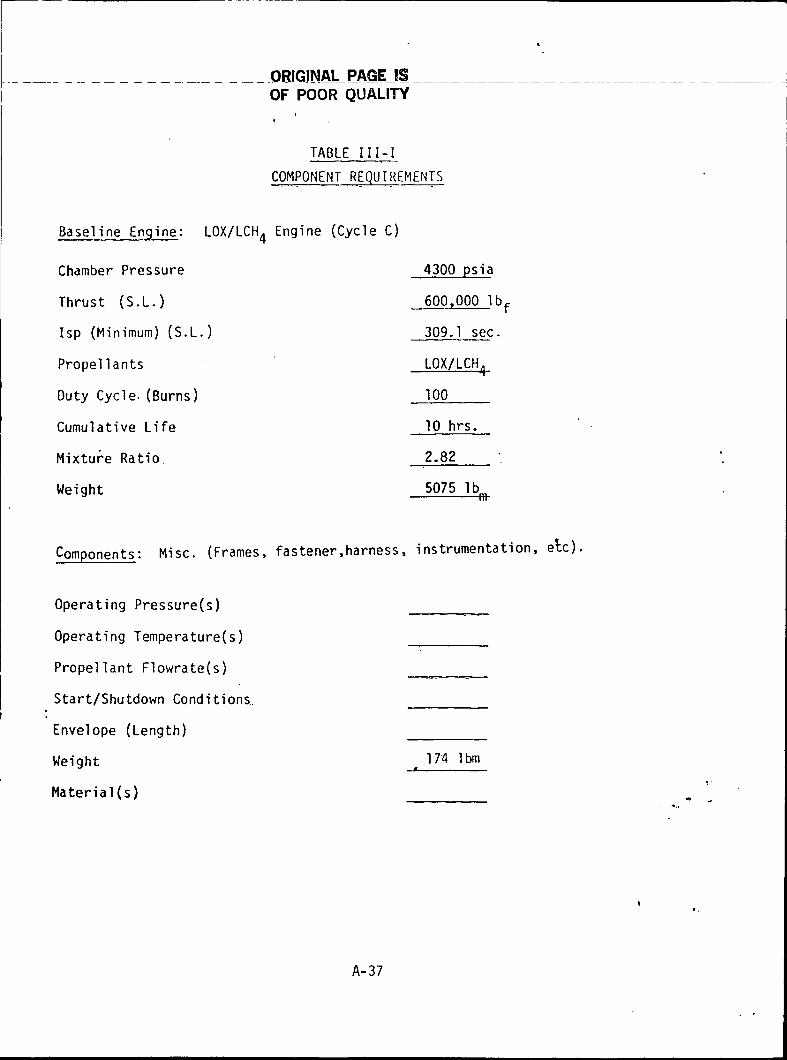
ORIGINAL PAGEJSOF POOR QUALITY
TABLE III-I
COMPONENT REQUIREMENTS
Baseline Engine: LOX/LCH4 Engine (Cycle C)
Chamber Pressure 4300 psia
Thrust (S.L.) 600,000 1bf
Isp (Minimum) (S.L.) 309.1 sec.
Propellants LOX/LCH4
Duty Cycle- (Burns) 100
Cumulative Life 10 hrs.
Mixture Ratio 2.82 '.
Weight 5075 1bm
Components: Misc. (Frames, fastener,harness, instrumentation, etc),
Operating Pressure(s)
Operating Temperature(s)
Propellant Flowrate(s)
Start/Shutdown Conditions
Envelope (Length)
Weight . 17'4 Ibm
Material(s)
A-37
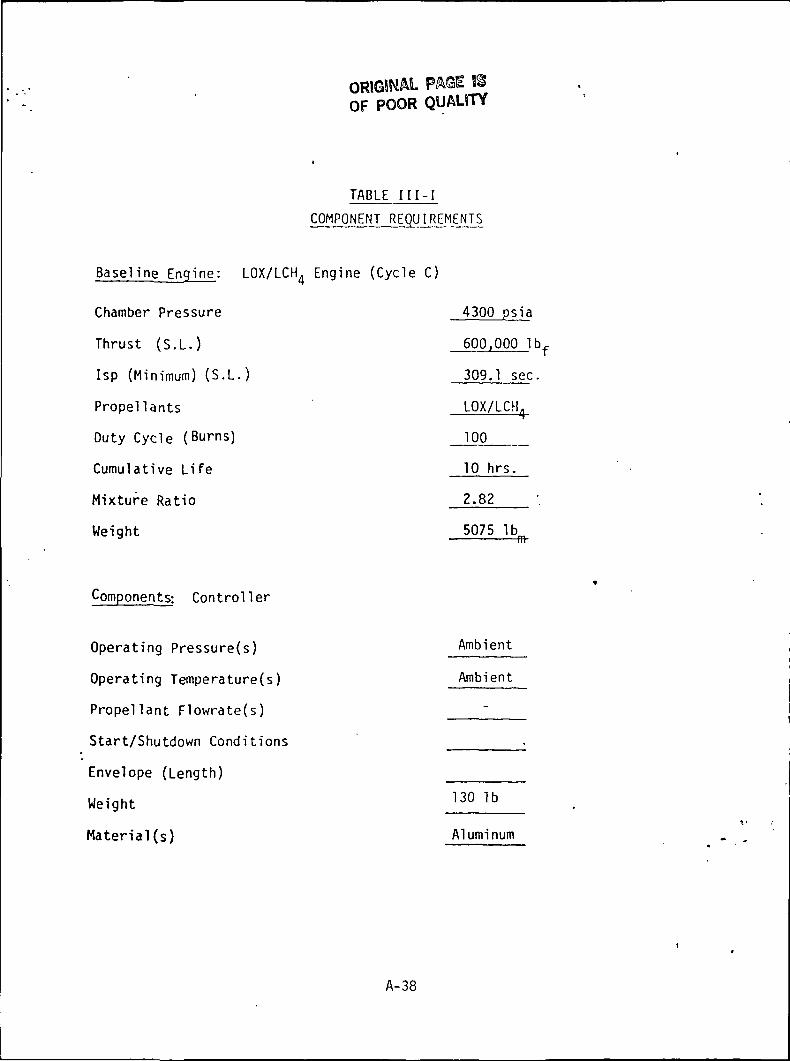
OF POOR QUALITY
TABLE III-I
COMPONENT REQUIREMENTS
Baseline Engine: LOX/LCH4 Engine (Cycle C)
Chamber Pressure
Thrust (S.L.)
Isp (Minimum) (S.L.)
Propellants
Duty Cycle (Burns)
Cumulative Life
Mixture Ratio
Weight
4300 psia
600.000 Ib1
309.1 sec.
LOX/LCH4-
100
10 hrs.
2.82
5075 Ib
Components: Controller
Operating Pressure(s)
Operating Temperature(s)
Propellant Flowrate(s)
Start/Shutdown Conditions
Envelope (Length)
Weight
Material(s)
Ambient
Ambient
130 Ib
Aluminum
A-38
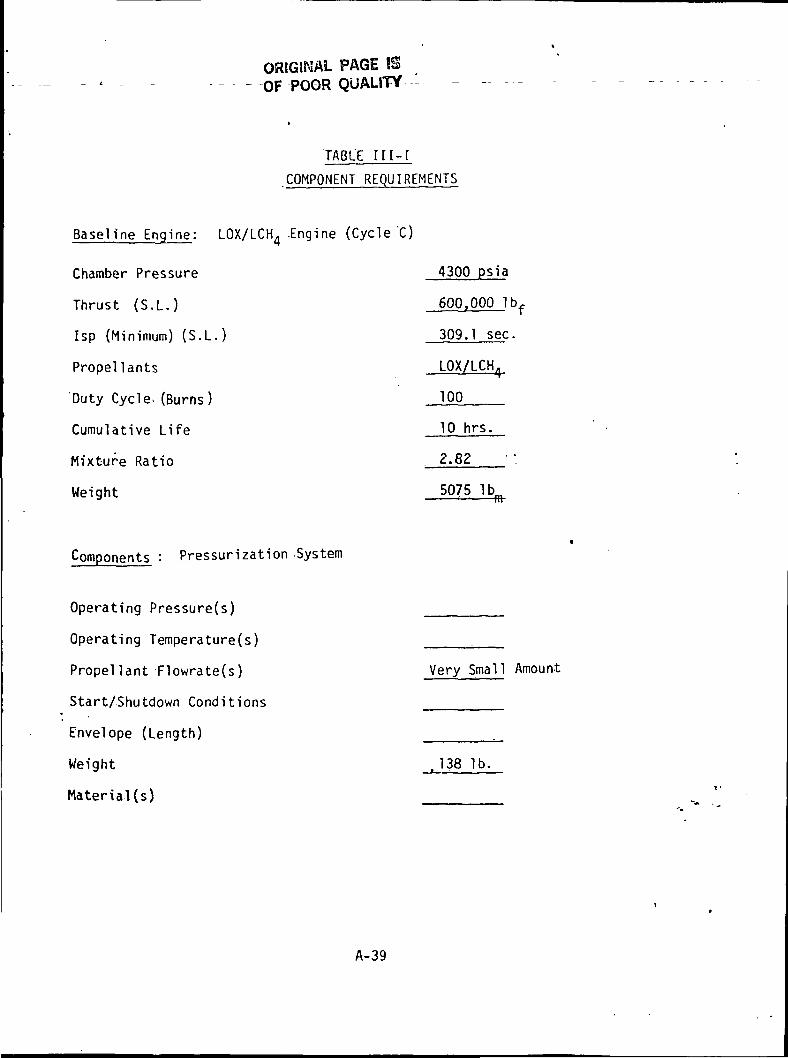
ORIGINAL PAGE ISOF POOR QUALITY
TABLE III-!
COMPONENT REQUIREMENTS
Baseline Engine: LOX/LCH4 .Engine (Cycle "C)
Chamber Pressure 4300 psia
Thrust (S.L.) 600.000 Ib.
Isp (Minimum) (S.L.) 309.1 sec.
Propellants LOX/LCH4
Duty Cycle.(Burns) 100
Cumulative Life 10 hrs.
Mixture Ratio 2.62 :
Weight 5075 Ib
Components : Pressurization System
Operating Pressure(s)
Operating Temperature(s)
Propellant Flowrate(s)
Start/Shutdown Conditions
Envelope (Length)
Weight
Material(s)
Very Small Amount
138 Ib.
A-39
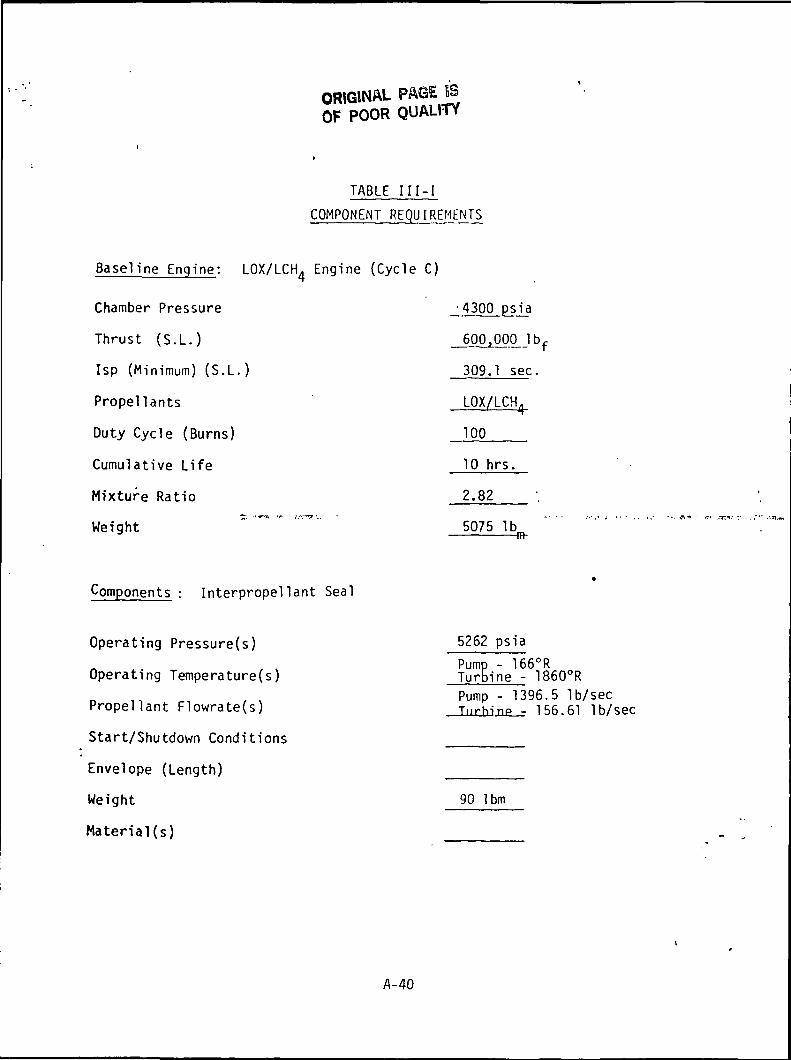
ORIGINAL PAGE ESOF POOR QUALITY
TABLE III-I
COMPONENT REQUIREMENTS
Baseline Engine: LOX/LCH. Engine (Cycle C)
Chamber Pressure
Thrust (S.L.)
Isp (Minimum) (S.L.)
Propellants
Duty Cycle (Burns)
Cumulative Life
Mixture Ratio
Weight
•4300 psia
600,000 lbf
309.1 sec.
LOX/LCH4
100
10 hrs.
2.82 '.
5075 Ibm-
Components : Interpropellant Seal
Operating Pressure(s)
Operating Temperature(s)
Propellant Flowrate(s)
Start/Shutdown Conditions
Envelope (Length)
Weight
Material(s)
5262 psia
Pump - 166°RTurbine - 1860°RPump - 1396.5 Ib/secTurhinp - 156.61 lb/S6C
90 Ibm
A-40
APPENDIX B
REINFORCED PLASTIC COMPOSITE PROPERTIES
B-l
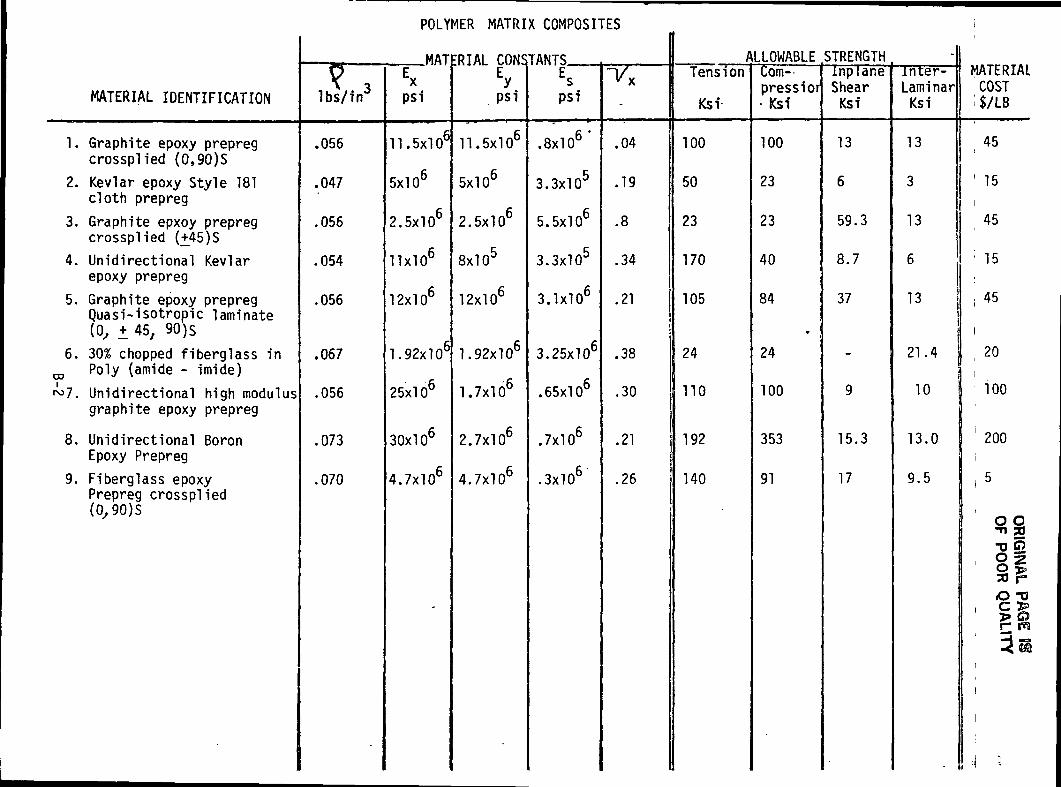
ORIG
INA
L PAG
E
—
Vs
LUL_
11—
1
coOD.
SOOX1—
1
Q£
^ yo^
UJ
s:>-_i
2
CH
t—
CQ
LU
CO
—1
h-
O -»
>
'3:
h-
C5
J(j
LUo:
coLU
DO
•s.o_
l_J
S^E
i s. c1)
*r—
**""
M
E c
/>C
ro
i<£
0)
CtT3 t»
—
rO •»—
CX
0)
VI
C JZ
*£-1
COp
, 'co
g flj "J
Jj
o ^ s
^0
Q
. .
CO•r~C
t/>QJ
iki»
X
•r-1/1
1/5
cotu
CL
H-
^cH-
Z
*r-
0
>»
«/>C_>LU
ex_l
<Ci>*1 1 11 —s:
>f_X
V
)LU
Q
.
CO£
Lv
-^
K^
r
***^jj
g^0l 1
1—P
o1 1
UH
|-__
|
I.!
LU
«J
^•^ '
*~2
Q.
UJ
h—*3CE
LO
CO
COoo00r—
. o
.too1Xoo
tooXLO!
•1—^~
VOoXLOr—toLOoCD
OJi.C
Xa) cot-
"^
CL vO
xo
o -^
CX
CV ^3eu
(U -i-
•!-> r-
•/—
Q.
f~
t/)C
X
t/>(0
Oi. S
-C
B
0
•
LO
IOC
OC
O
i—CO
ento
LO
CO
C
OC
M
CM
O
CO
LO
CM
eni—
00
LO
V
O
0
0
'x
xC
O
LO
CO
LO
VOo
LO
f—0
X
i —
LO
XLO
CM
VOo
VO
r—
0
Xr—
ID
X
•LO
C
M
t^
VO
««*• m
o
o
i—
CD
00
CUCL
<U Q)
i—
s- co>,
Q.'—
•!-> LO
co >,«
*C
D
O +
>> (U
X
--'
x s-
ex
O
Q.
<D
"O
ex <i) o
O»
i. O
) T-
CX
4-*
f^J_
-f- C
L(O
f"
C* 0
0i —
+->
C
X 00
> o
<
o o
0> •—
S
- i-
CM
C
O
LO
"VO
1.
00
oo1CO
inoXCO•
CO
LOof^X00
toot—X•—ttLOoS-
(O>O)
^"rec0-(->oOJi.•f—TDc>*
ens.£XCDCX
>>X0Q.
cu
LOCO
CO
,
^-
00
LOo1C
M
VOof™Xr—
•C
O
VOoXC
Mt—
VO0r—XC
M
VO
o
Q)
en reCU
C
s- ••-Q
- E<u
reS
- i—
CXo
>yr- C
Ox
cu-~
o o
ocxs- en
0
^(U
O
O LO
4-* *^
4^*
"*~ '
ex tore
re *\
S-
3 O
CS
O"-'
LO
oC
D
OC
M
-i —or—
i —
CMi
eno
<j- t~~i
CM
•—O
"
P~~
CSJ -
CO
OC
O
CO
*
•
O
VO
r—
OX
r—
tn
xCM
in10
CO
•
toO
vor—
O
X
t—C
M
Xen
i•
•r—
H
~
VOOi—
vo
X
0C
M
i—en
. xinr—
C
M
1
VO
VO
LO
0
03C
i—
•r- 3•o
OO O
oo E
re "
r-
0) JC
cn-o C
DS_ T
- -r-
<u _E
-ccX
) O
l O
<U T
J
i-
CX E
0
o
re
<u
^:- —
s-o
-r-
>»
T3
o 'o
c
CO
D-
=3
VO
I s*
B-2
>M
M«
CD
CDS_CX
O)
s-cx>,XoCX
oOl
4->
•r—<^
ex
res_CD
O0CM0•
CO
*"~
CO
^CO
LO
CO
CM
en
B*R
H«BM
CM
VOO^
~Xr^•
IDo^—X^,•
CM
VOOr—
•XOCO
CO
t —oc0oCOrec:o•r-
4_>O0)
S-
•ocrs00
OF PO
OR
QU
AU
ITLO
LO•
cn^^—
.cn0^^
LOC\J
^Q0^
^Xoo•
VOor~Xr»••*
VOOX""=!•OO
-£,
O)
X i—
o e
xcn
ex toCU
C
O
toi_
0
CL
01
S-
CU
OO
O
L* 13
CX
i —
CD
CO
en <u*~*>-,
s- s- ox
o>
exertO
-Q
C
U
NC
X
•!- S
- O1 i 1
Li
Q-
^^
oi
APPENDIX C
METAL MATRIX COMPOSITE PROPERTIES
C-l
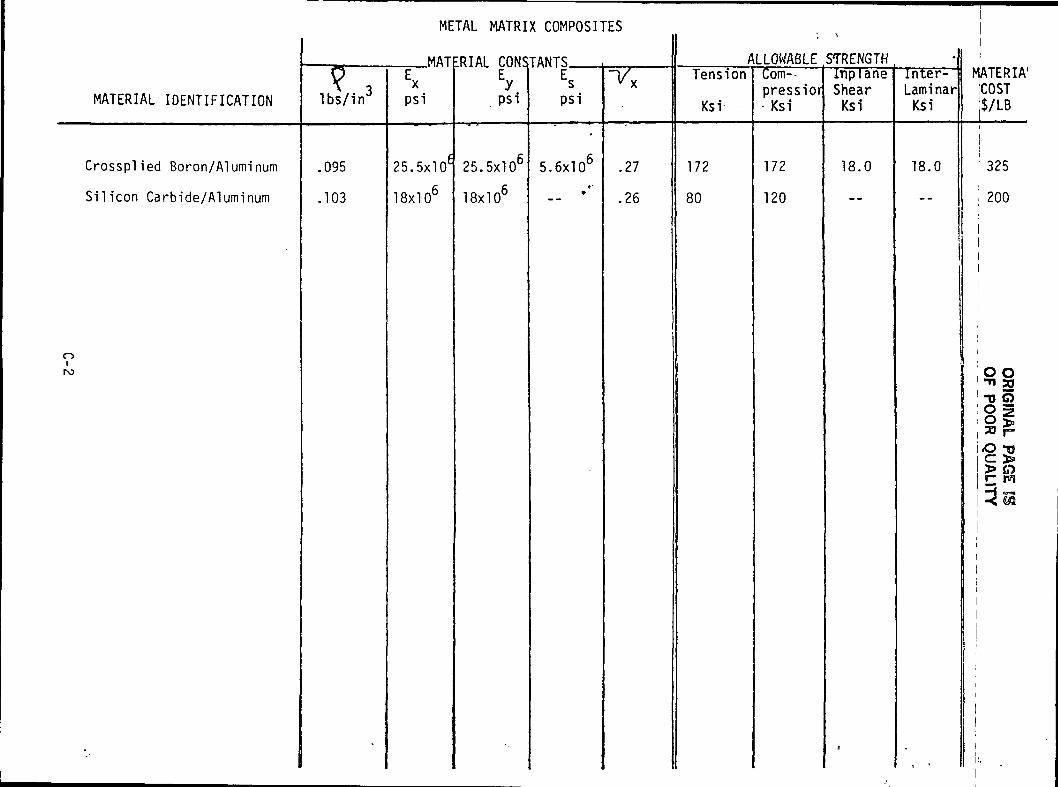
or t— oo
LU to
I- o
LO
O
CM
OC
O
CM
OR
IGIN
AL
P
AG
E E
SO
F
PO
OR
Q
UA
LIT
Y
--'a:LUo;
' fe
* UJALLOWABIi/;i—
" =
i mi- C
M e to
C
n) :*£
0)(0
i-
Q. Q
) to
-t ooo,
to1
tO «
r-E
cu to
0 S
- ii0
Q.
,
CotO
•!-
c
tocu
^
X
•r-
to
toLU
O
.
zet
h-
O1
oo i
o00
1r—C
M
O1
. C
M
CM
r^
0•—
CO
CM
C
M
0
*•
XVO
1
LO
OO
oooD-
OO
z: •«-
o
>>
toO
LU
Q
.
a:
IOoX
OLf)
i—•
Xtn
coC
M
r—
1—JJ*
X
toLU
Q
L
COC
rx. *"-•
L^r* r_2i —
ViJOr^XITS
CM
inCT*o
WD0XC
O•~
.
CO0
o>—*
I—<
IE
T-
3
E
<c1—4
UJ
oca"DCD
atfDC
J
r—
CQ
. O
to o
(/) -I—
O
i—$-
••-<_>
l/T,
C-2
APPENDIX D
TASK II EVALUATION FORMS
D-l
LOX/LCH4 600K BOOSTER
EVALUATION FORMS
D-2
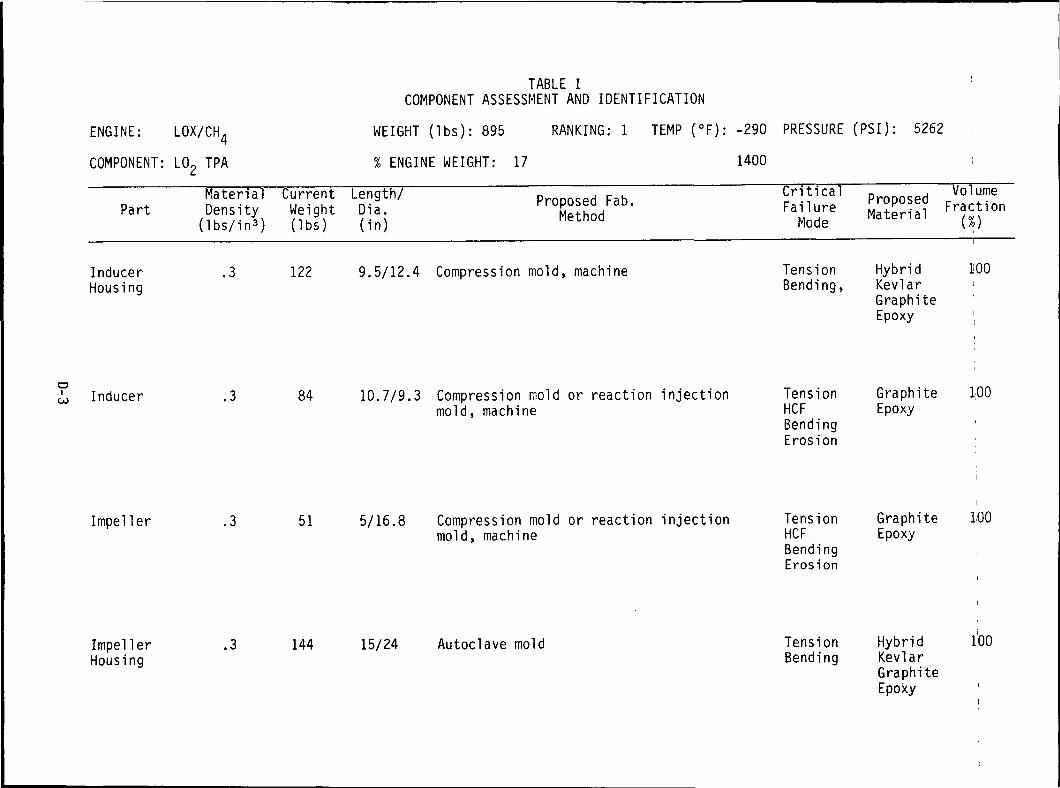
-^C
Di —
i1—t—
iu.
^ LUa*— i
Qi—
< 2^
<=CLU_J
1 —C
Q
Z.
<: LU| —
•^
OO
OO
LU00
OO
1—ZLUZ.
oQ.
Oo
CX
I
C\J
LOt — i
OO
o_1 1 1Q
i
OO
oo1 1 1
Q_
CD
OCT>
OC
\J ^"
1
i— 1
,.
— -
Ll_
0Q_
UJ
1—t— 1
. .
Ot—t
y^X
-z*~^f
ex:
f*^i— i
CO
CT>co
I —~1~<J3
CO
LUJO
3
— •»
1 1 1
r~~
*~
^T
- C
3o
z»—
t LU
LU"-3"
^Crr:
o-
0
1—
X
C\J
0
0_i
— i
H-'
LU
LU
Z.
Z.
Oi—
i Q
_t n
y
z
o• 1 1
<_}
cy o
^ •»-> -^-
3
T3
**••"• **
u_
cu re
CO
•!—
O i-
a. cu0
•(->
s- re
o. s:
re cu
o
s- cu•-3
-0
+-> •—
oil re
o u
_
JOreT
Q
-a o
a> x:o
ai
f~i
^^
oC_
a.
~^
^
., ,
oi re
c:
rjj Q
^
•
C ~d ' •
*C
U
Ol
IOS
- -i-
JD
S-
CU
.—-^
~Jg
_^
Ore >
>f
•r- -»->
CS
- -i-
••-CU
co
^^-t->
c
oo
n3 C
U JD
s: Q r—
_
-»-)
rea.
CD0
cu-o
s- ••-
••- re -c
>,
S- r—
Q
. X
jo >
re o
>,
CU
S-
D.
^
i«i C
J LU
„c:
o>o c
CO
T3
C C
CD
Q)
h- C
Q
CUCc—OreE«v
-or —ocoCOCOcuS-
CL
Eo^J-•CNJ1—
i
LO.
rj.
CVJ
CN
J, —
1
ro.
S-
C7>
cu c
O •!-
3 C
OT
3
3c o
i— i n
:
CD
CD
~
(-^cu+->CL X
re o
S-
Q.
C3 L
U
c: 01 c
O
CO
CO
TD
C
Oc
LI_
c:
oO
) O
CU
S-
h- ^
C
Q LU
c:0-l->t)
cu-1~J(—
•r—o-(->0recu&_
s_o-o1oE C
U
c
•»•"o
x:
•i—
Oco
reoo
EcuS
- »
cx-o
E •—
0 0
CO•
cr>j
~.o, —
1
*J-
coCO•L-cuo^3
-oc:f—
i
CD0! 1
CU-t-J•1 —a
. xre
oS
- Q
.C
3 L
U
c
ai c
o
co
'r—
•!— '^
CO
T3
CO
C U
. C
O
CU O
C
U S
-1—
3C
C
Q LU
Co^_)(_)cu•1—
3c-o-13OrecuS
-
s_o-o1—oE 0)C
c: -i-o
x:
••- 0
co re
oo E
cus- »
Q.-O
E •—
O O
0 E
co«D^H.Cf)
1 — 1
LO
ro•
j_CUr—r—CUQ
.EK—
4
0_
-
_^_
-
cu•a
t- -i-
•i- re JE
S-
- O
.03
> re
>, C
U i-
C O
)o c
00 T3
c c
cu cu
h- C
Q
T3
"oE0)>re^~0o+->
««CM
^*s
^
LO
i— (
^f
•=1-
i— 1
CO•
i.O)
O>
• —
cr—
•»—
cu oo
a. rs
E o
•— t
:E
->>.X0a
.LU
D-3
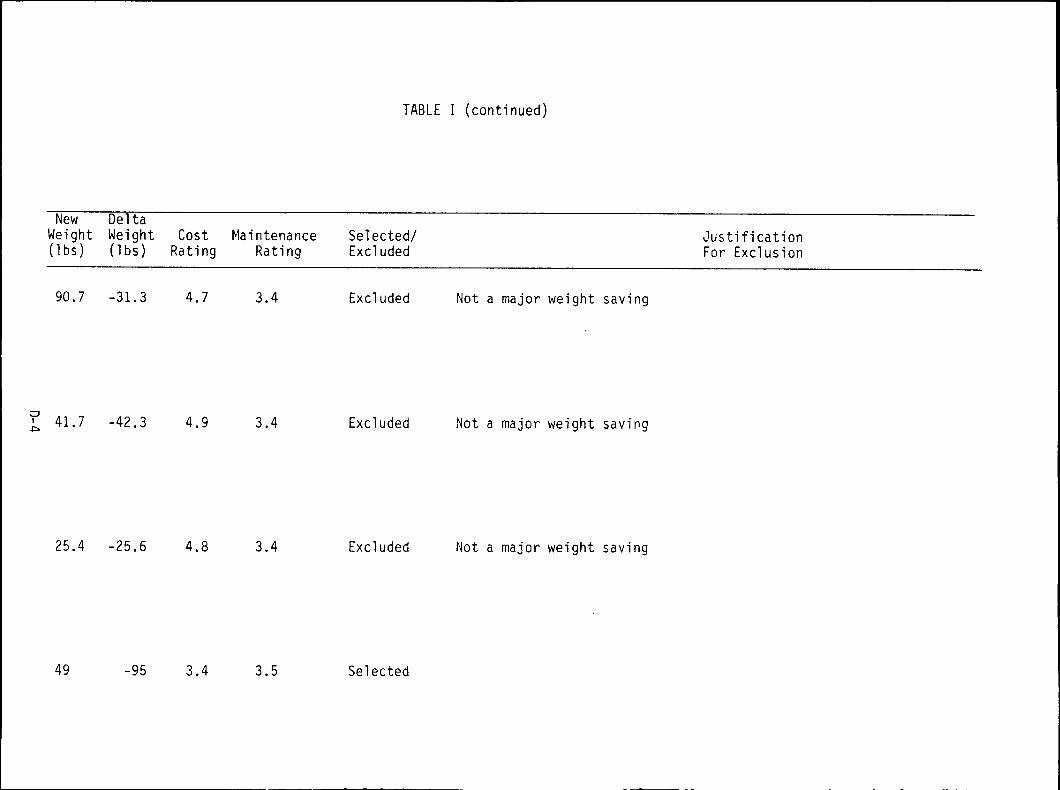
T3Ol
CO
<=c
c: c
o o
•r—
'i—+J
CO
rO
13O
i—•r-
0<+-
X
CO
S
_zs
o
0)
O)
•+-> -O
O 3
QJ
i—i—
O
(U
XC
O
LlJ
CUOOJ
Qi
CD
CO
•<-O
4->
ra -C
-—-
Ol C
O[.—
-.-.aO
) C
D i—
en coa> -r-
_o
cncfOCOenC
D
t-O•"-3rara
o2:oX
CDT
3OX
COioCTi
enCO
C\J
raCOCD
<VS-
o••->roErO
+->OaiX
JaiuO)
O)
00
inro
coLf>
CM
<=J-
LT)
LO
CTiI
D-4
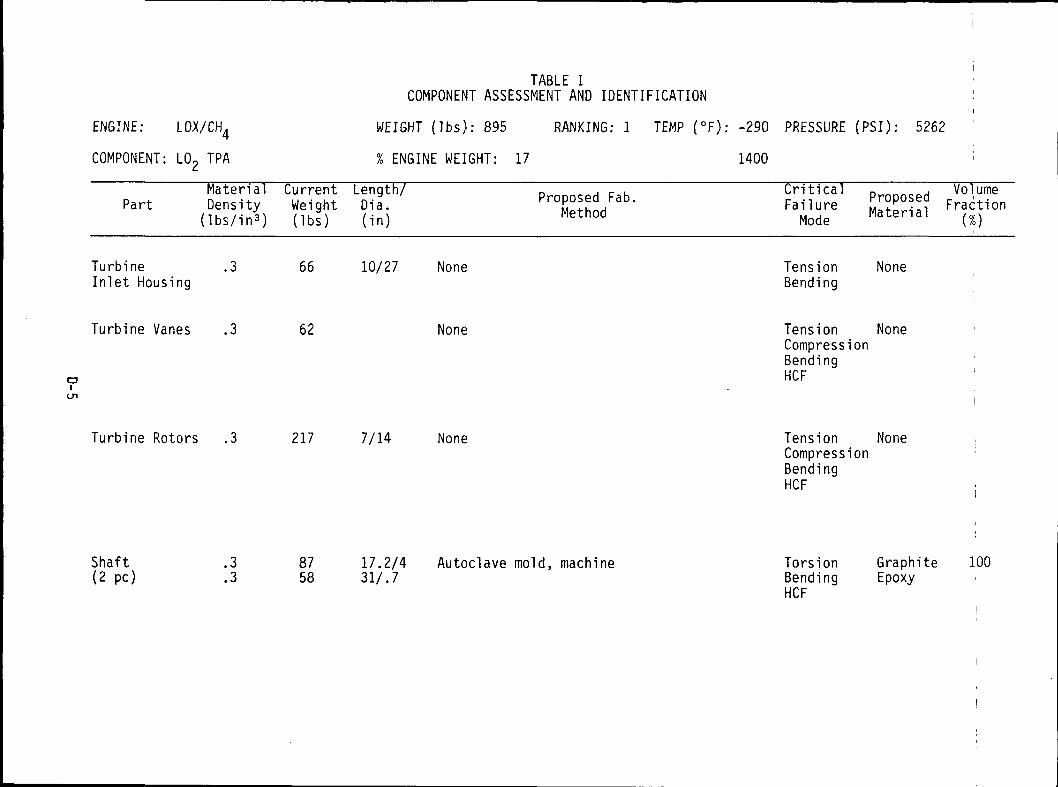
—•jpr
0pCJ
u_i—z.
LU
OI— 4
t ^
•— <
"^
«X
LU
—1
1—C
O Z
«C LUC
OC
O*
* *
CO
CO
«=£
1—z.
LUz.
oQ.
•^
CD
CJ
_ -
. —
CM
toCM
un• «^
— S
1 — \
CO
ex—
.
LU
cciC
OC
OU
Jcc.C
L.
0
0C
Tl
OCM
«3-
1 t—
1
u.
o— •
CL.
LU
1—i — 1
• •C
DZ.
1
4
~2l£.
Z.
ct[
ce
f^«-H
LOCT
iOO
1—C
O-• —
-»
1—
t
to
LU
f~)
^^
-~.
LU
1—
>-.
n; cs
CD
Z>—
, U
JLU
S
*«
«a- <:
n; ex
CJ
1—
><
C
MO
0
— i
— i
..r—U
JLU
Z.
Z.
01—
1 Q
.C
3
2:
S
0LU
C
J
CU
OE
••-
i — -O
S
^ -
O fl3
-
->.
1_
U"
XJ i —
CU
t3to
-i—0 S
-Q
. CU
O
•(->S
- to
cx 2:
,03
CD
<J
S-
CU
•r- 3
"O
-l-> r—
O
>— (O
CJ U
_
ro1 1
•QT
3
OC
U
-Cto
-4-
O C
UQ
_2I
OS.
Q.
^-^
JZ
^-J
• ^ —
•»cn
to c
— i
c
x:-—
-C
U
CJ}
toS
- T- .0
S_
CU
r—
3
"^ —
•*C
J
•i- •*->
c:S
_ -i-
-.-
cu to
--.
-M
c: to
03 O
J JO2: Q
r-
4^S-
fOD
-
_ -
CU
C
U
CU
c
c
co
o
oz.
z.
z.
c
co
oto
to
C
C7)
C
tO C
J)
C
to(D
C
O
CU
C
O C
U••- •!-
-1- S
- •!-
-I—
i-
to T
3
to
CX
T3
to
Q.
CC
C
EC
Ll-
CE
CU
CU
C
UO
CU
CJ
CU
O1—
ca
t— cj
m :n
i—
cj
CO
O)
O)
c
c
co
o
oZ.
'Z.
Z.
r*^CM
*3-
^ —
' —
'i—
i r^
to
CM
i —
tO
IO
f-HC
M
ro
ro
cotoen
to S-
c: cu
o
t/} O
3 O
^
:>
o:
0CO
3C
O
l C
Uc
c
c.
•I-
4->
•!—
•!-
-Q
CU
-Q
-Q
S-
i —
S_
S_
ZJ
C
3
31—
1-1
h-
h-
OCD
r-HO)
+J
•i —-C
>>
Q. X
to O
S-
0.
CD
LU
CD
C
C
7)
C
O C
•r—
•»—
•!—T
3
to T
3C
LL.
S-
C Ll-
CU C
J
O
CU
CJ
CQ :c i—
co n:
cuc• r—:0<T3E
M
"OOECU03UO4->
<x.
•*t^^t —C
M
•• ~
-~-
•—I C
O
r^ cooo uo
ro co•
•
-~^+->
Ot|-
Q.
03_C
CM
CO
- —
D-5
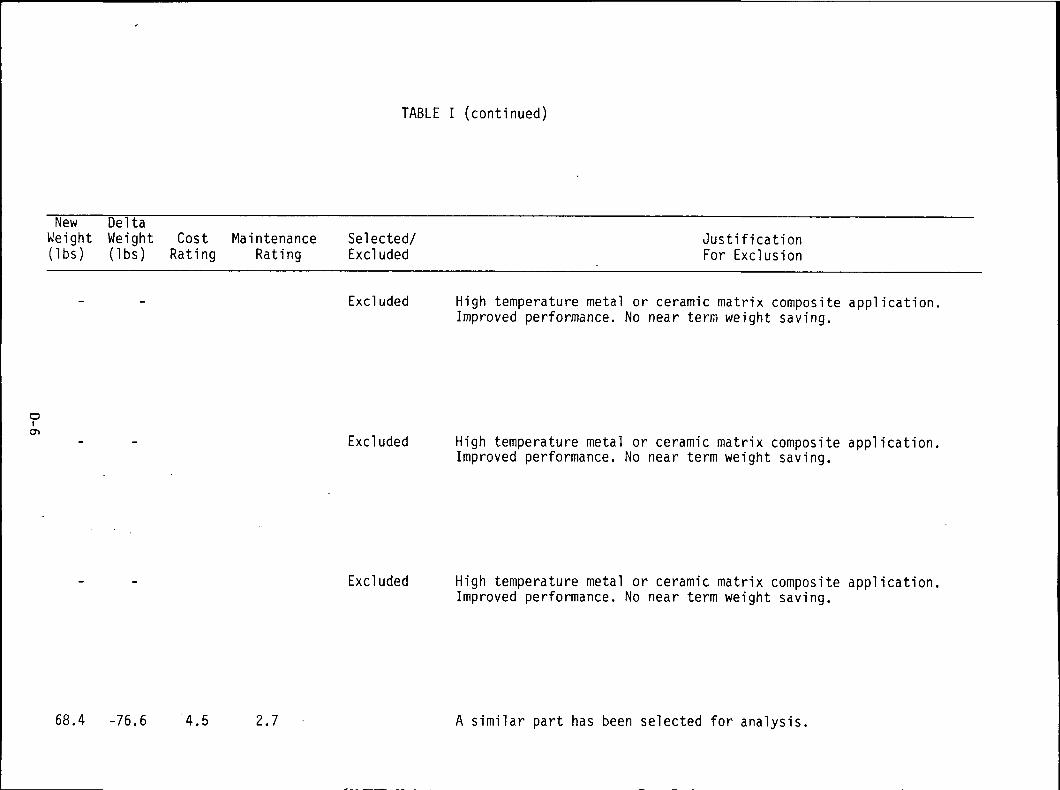
. —
-aQJ
33C1
S
OO1 — 1
I_U—
1C
O
1—
c"
t~O
O
•r—
*i~~+J
CO
10
3O
• —
M-
X•i- L
U
CO
S-
3 O
*""D ' '
~^3 "C
^Q
J Q
J+-*
"OU
3
QJ
i—• —
O
QJ
XC
O
UJ
QJ
Oc e
nto
c:Q
J -t->
+*> to
C. O
CL
•r—to
en-4->
CC
O
•!—o +->
CJ
IOcc
-(->to *^ ^~
^-t->
en
co^^
't~ t~>Q
J Q
J i—
Q 3
—
-l->
3
en
coQ
J 'f—
-Q
Z
QJ . —
Z£
i%^— **
co-(->toCL
CL
CU
•i- C
Dco
c:O
•!-
CL >E
toO
C
OO
+J
X -C
S-
-r-+J
CD
E 2^
0 t-
•i- Q
JE
i *
toQJ
to
S-
O
Oz:
ra
•-(->
Q
JQ
) O
E c
3 0
10
1-S
- Q
JO)
CLC
LE
T3
QJ
QJ
O_C
S
t-cr> C
L•r-
E^
•—
I
-QQJ
T3
r^UXLU11
toUQ.
Q.
IOOl
->-> •
•r-
01
CO
Co
••-C
L >E
to
O co
U+->
X .C
•i- eni. -r-
+J
QJ
•O
5
O S
_•r-
O)
E
-!->tos_
s_O
J to
U C
Uc:s_o o
to
.4->
Q
JO
) O
E c10
(O
S-
t- Q
JO
) Q
.C
LE
-OQJ
QJ-(->
>O-C
S
-C
T) C
L
QJ
OX
c:OtooCL
CL
toQJ
+->
•
••- 01
CO
CO
•!-C
L >
E to
O C
Oo
4->X
-C•i-
enS-
-i--!->
QJ
o s
-••-
QJ
E
-!->10i- S
_Q
J to
U Q
J
o o
to •
+->
QJ
QJ
OE
Cto
QJ
ES_
S_3 O
-(-> >+_10
S-
5- Q
JQ
J Q
.C
LE
-aQ
J O
J4->
>o
.C
S-
cr> Q
.
QJ
OX
COCO
s-oQJ
-l->OQJ
QJ
COc:QJ
QJ
COtoS-
IOCL
S-
IOCO
et
^t-•
00
D-6
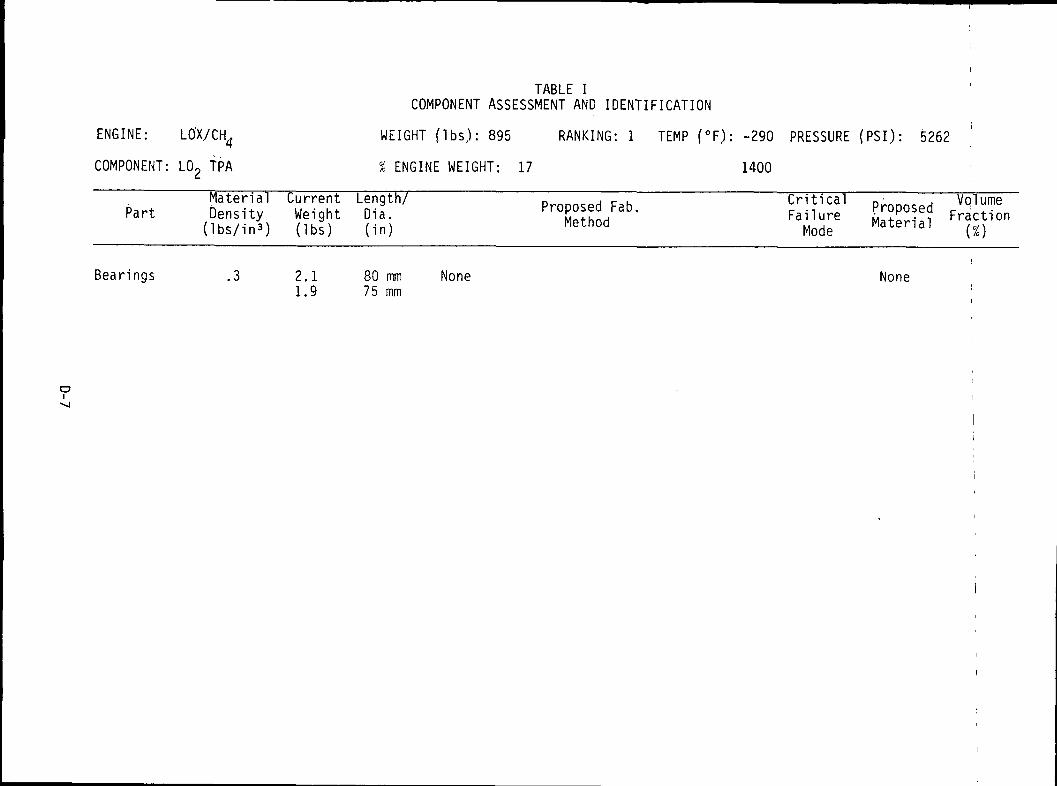
CM
CM
-IDCO
Q-
CO
CO
Qi
0.
C\JI
i—
o ;O
~<
O-
> 5-
X) i—
oi (Oto -i-O
i-
Q. <LI
O +
->5-
n3
03 (1)
O
S- O
)
t
o
OO
CQ Z
<C
U
J
CO
CO
CO
CO
oCL
^^CT
looco-0CJ3
CJ3
XoC
MOoQ
.
_QfOOl ^Z
</) +J
O
QJ
OQ-
CT> ro
c -i-
QJ o
CD
O
>
CO
s- -^ ja
S-
QJ r-
s_ ••- ••-
CU to
^^
c to
i-(O
O)
coOJs=oo u
nOO
r~~
I CT
l
CM
i
CO
ene•r—s_to01
CQ
D-7
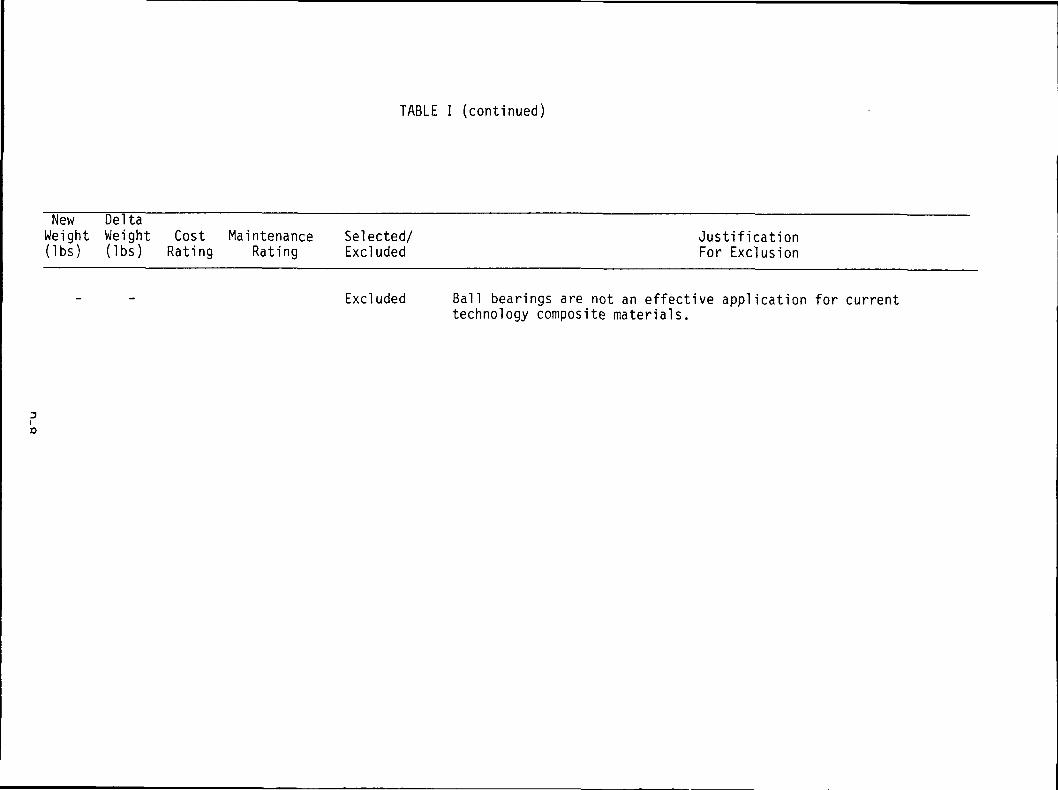
Ol
3CooCO
<c
o o
-t-> CO
03
3O
i—•i-
UM
- X
CO
S_13
O
T3 -O
O)
O)
+-> -oO
13
o; r—i—
O
OJ
XtO
LlJ
<uoc: en
Olo
;
co •<-O
+J
(_) <T3
to JZ
'—*
4-> C7> CO
— -r-
jaO
) C
D i—
O>
CO
-r- _O
2: oi i—
(Us_S-
oco(DoQ.
ex(OO)
O C
OO
) •—
<u s-QJ
c: -i-)(O
O
3
O cV
(U
CO
t- o
(O
Q.
ECO
O
CD o
03 O
0 •—
-Q
O£11 —
.c:
1 —
<J(O
C
UO
Q
-l->
O)
oX
n_Q
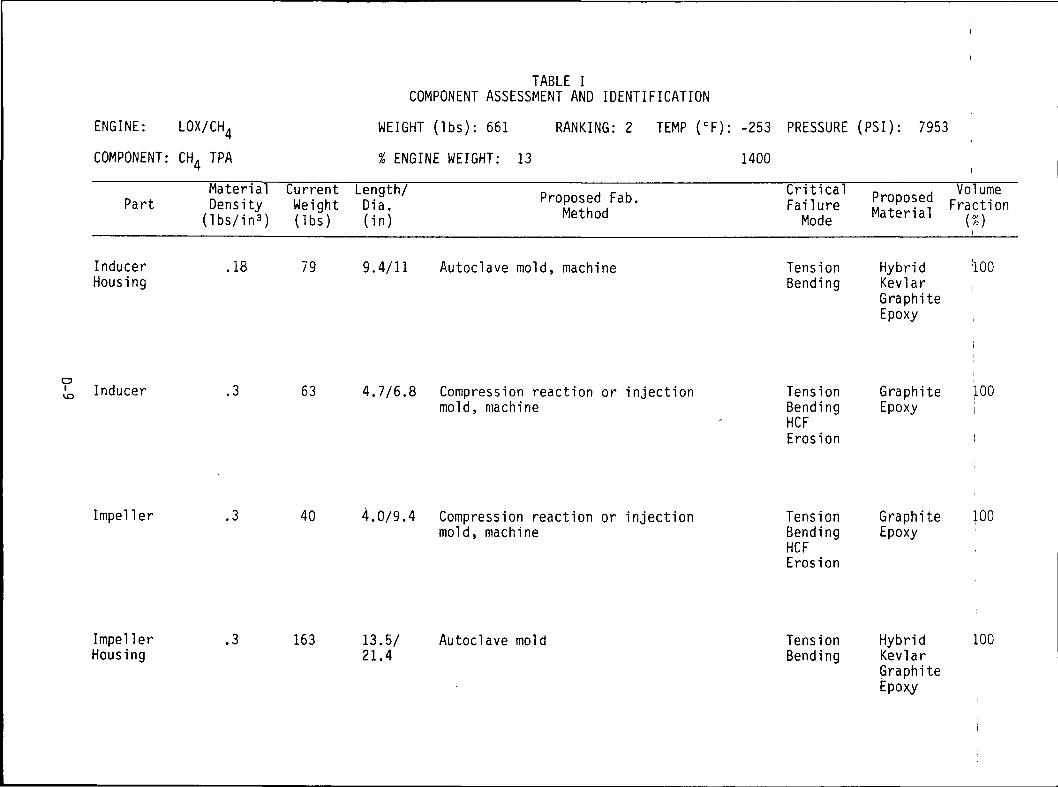
z.
o1—4
I—<co*— 4
U_
1—4
1—Z.
LU
Qi— 4
O•—
i Z.
<cLU—I
h-
03 Z.
<C
LU
J—
^~00
ooLU
OO
oo^c1—2H
LU
Z.
OCL,
oc_>
CO
LO
enr»• •
,— •*
t— 4
OO
CL.
LU
Qi
ZD
00
OO
UJ
o:
Q.
CO
LO<NJ
u.
0^-^
Q.
2:LU
1—C\J
• •cu2:
t-Hi*£2:
^crv
t— 1
VjQ
^o• •- —
•"•01
_Q
r—
• — "
1—1— (
LJ_I12^
~:nOXo—
1
• •LU~r
»— 4
CD
LU
0OI— (
CO
4 1
• •
1—
^^0t—
tLU
^cLU
t— H
CO
UJ
^5<3I
o1—
^-
3:
i—'
LUZ,
OCL.
O
CC
U
OE
•>-
p —
u
a* _
O
T3
^— '
> S
-U"
-O r—
OJ
tOCO
•!—
O
S-
CL Q
J0
-!->
S-
10Q- s:
^_fO
CL)
o
t- <u
•r—
3 "O
•«-> i—
0•r—
•! —
2C
t- n3
C.) U
_
_Q
'
tOu.
"UT
3
OQ
J JZ
CO
+J
O
O)
CLS
OS-
O.
j"
4»>
• *—^
01 to
cC
: -r- •!-
QJ Q
- —
— 1
O)
O>
CO
t-
'1 —
*"»
S-
CU
r—
i—
-M
c:1-
-1—
•!—
O)
co \
-t->
C
CO
03
QJ -Q
S Q
t—
^JS-
roQ
.
OCD
-.T*
OJ
-t_)T
3
S-
-t-•r- rtS
JZ
>,
S- r-
CL X
<~t >
ro
O>,
QJ S
_ C
L:r:
i cu
LU
c; o>o c
•i — *r—
CO
T3
C
CQ
J 0}
h- C
Q
QJ
• r-JZU03E
*-o1 —oE<u>T
>i—(JO•4_>~^
.^
i — 1
•"-^~•
en
en
00
i — t•
S-
CD
Ol
CO
••—13
CO
T3
Zt
C 0
I-H T
~
CD
CD
__
_ -
- ~
r—
1
—
--
QJ
-l->
•1 —
-C
>,
CL X
to O
S-
Q.
CJ3
LU
C
Ol
CO
C
O
•r—
T—
*| —
CO
"O
C
OC
C
U
_ O
Q>
QJ O
S
-1 —
O
3 3
: LU
Co•1—4->0QJCs-oc:o•r—4->OIOO)
S-
QJc
C
*i —O
JZ
•i—
CJ
CO
(Oco
EQJS
- «
CL~O
E r-
O
O0
E
00
UD
—
f^•
^CO
voCO•
s-QJ
3ct— t
CD
CD
-
r— 4
-
CU
-I-J• 1 —c—
>^
CL. Xto
O
S-
CL
CO
LU
C
CO
C
O
C
O
CO "O
C
Oc:
c u
. o
CD
QJ C
J S
-i —
03 a: LU
co4->(JQJ
•1—3
c:S-
oc:0•(->oQJ
S- C
DCc: ••—O
JZ
•i- U
CO
IOco
EQ
J
CL-0
E •—
o o
0 E
*d-
cnO•
""oCO,
tCD
<QJ
CL
»— i
OOr—l
QJ
^_>-0
S
- -r-•r-
03
JZ
S- i—
CL
jQ >
(0>,
QJ S
-:E
i«i CD
.
d O
)o c
•f—
•!—
CO
T3
C~
C"
QJ
QJ
h-
03
T3
"oEQJ
tO
13OZl
<un ^a-C
O t—
I•—
I O
J
CO
i — i
COs_QJ
01
r—
C
CU
C
OO
. Zi
E 0
•—
a:
>^XoCL
LU
D-9
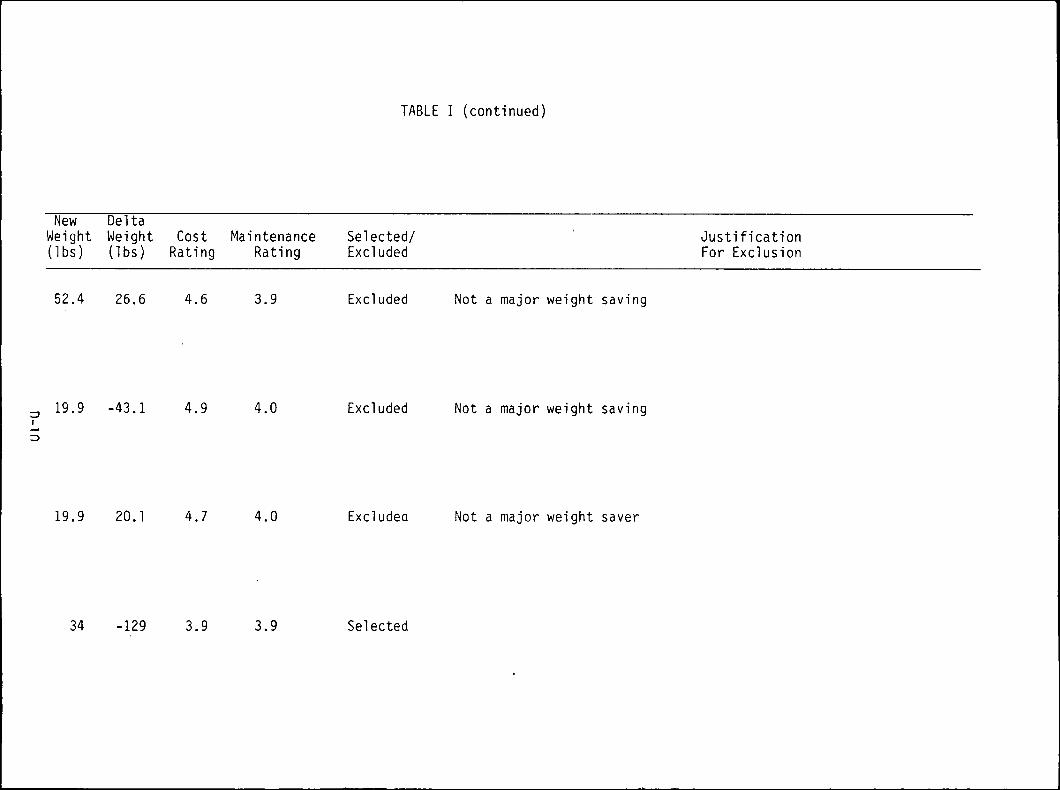
-oCD^3E•r-4->Cor_)
UJ
_J
CO
«=c1—
c c:
o o
4->
01rO
Z
iU
, -.._
,r~
~•r- O
l+-
X•i-
U
J-!->00
S_
=i
0'O
U
-
-^-v^
xi -o
O)
OJ
4->
XI
<J Zi
OJ i—i —
O
CU X
00 U
J
cuoc e
nfrt
C~
>O
i—C
-i-
OJ
+-»4—
^ fO
c o
:roS
cn+->
c:
01 ••—0
-(->
C_) 03
DC
-(->(O
-C - —
•+->
cn 01r—
-I-
_Q
Ol
OJ r—
o s
- —
-(->JC
**"~^ 1'
3
ai 0
1Q
J -r- JO
2:
cu i —
cn
enc
c:
>
><O
ro
01
01
•4-> 4-J
JZ
JZ
cn
cn
cu cu
3
3
I- S
-o
o>r"0
*'~
3ro
03E
E
ro
ro
4-> 4->
O
O.
-z.
T3
-0O
) C
UX
I X
JZi
Zi
TJ 13
X
XLU
U
J
cn o
ro «
-
to
01•
•«*•
<*
tO
^H
•
•
U3
C
Oc\j
«d-1
•
CTl
c\j cn
in
i— i
s_<u>ro01
+J
JZcn
CU3i-o*f}
rorO+->0^y
acuXI
Zi
i —oXUJ
o•1-
r~^•<3-
_
•oO
J
01
01
r— 1
X)
cu+->ocur—cu00
01ro01•
CO
01OJ
* — ii•3-
CO
n-in
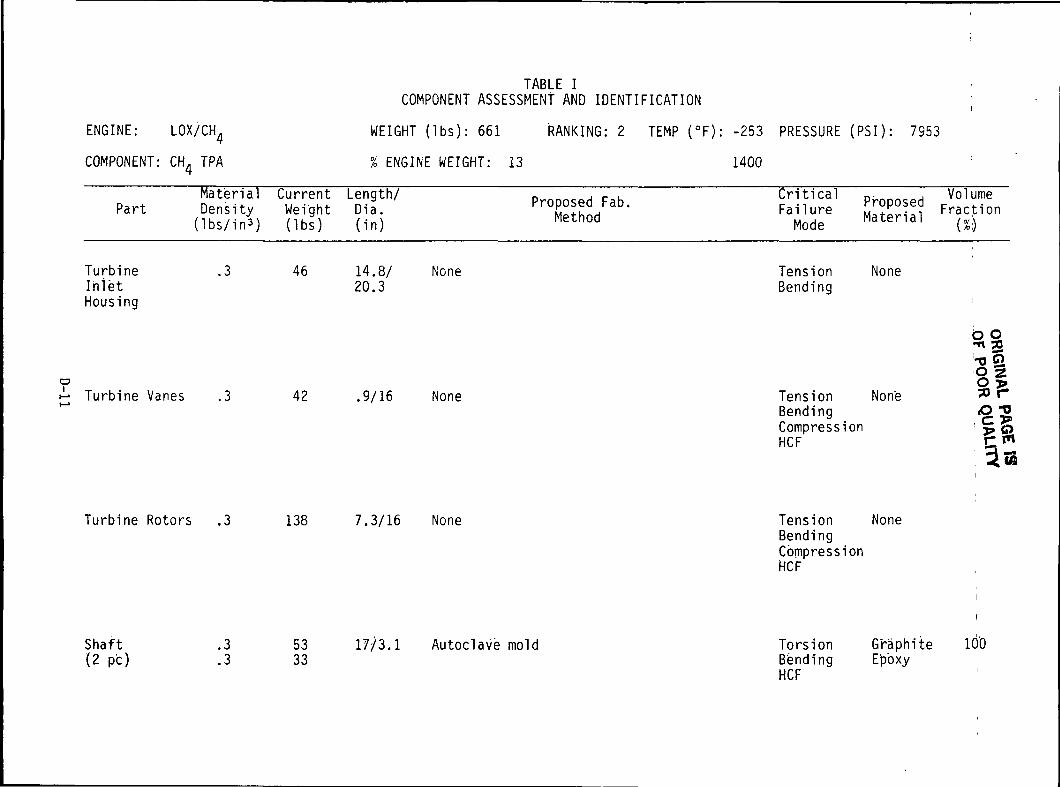
ot—•=cOLi-
t—i
h-
Z.
LU
Qt— i
Qej;
LU—
II—C
Q
-Z.
<C
LU
OO
00
OO
OO
<ch-~z^LU~y
OQ-
OC-
OO
LOcr>r^• •. —
•**—
4coQ
-
LUC£»
00
OO
LU
C£
Q_
OO
OIT
) O
CM
<3-
1
i-H
OQ.
yLU
1—CM• •
CZ5•z.1—
H
•z.cCo
^
OO
1— 1
1 — 1
10 • •
10
>—C_rj
- —
K- 1
I/) LU
o
~^
r^
LU
I
j_ .
n:
cscu
2:
t— i
1 1 1LU
3» -
j- «^
rc ex
C_)
|
X
*3~
o
3:
| c_>
h-•z.
LU
LU
2;
Z
Oi—
i Q
-ci5
s:•z.
oLU
O
CC
U
OE
"~— .
i —
O S
*O
fO
— '
> S
-1 1
"O
» —CU
03
to •<—O
S
-C
L C
Uo
•*->
• i—
(T3Q
- S
^^CO
CUO
S
- CU
•i- 3 -a
+->
r—
O•1- ••- 2:0
Ll_
(O1 1
-o-o
o
cu .co cu
Q.S
:o_D
-
-^^
f~4-J
• •*
en ro c
C~
»r—
•?—
CD Q
1
C JC
•*~^
CU
C
T>
toS
- T
- _Q
S-
OJ r—
fO
^^^
il -r- -i-
CU . i/) ^
^»
4-> c:
ifC
C
U -Q
s: Q •—
'
S-
rt3Q
-
OR
IGIN
AL P
AW
«O
F POOR QU
ALrn •_
cu ,cu
C"
C"
o
o
col/lc
en
c
en to
O
C
O
C
CD
•r- -r-
••-
••-
i-(/) T
3
to T
3
Q.
c c
c c E
u.
cu cu
cu cu o c_>(—
C
Q
1— C
Q C
J 3C
0) C
Uc~
c~
P
°
~**
VO
OO
OO
i—
1•
•
"^
•* o
cr>
r-H C
M
IO
CM
•=3- ^>-
OO
O
O•
•
I/)cu(O
cu en
cuc:
c: c:
J3
,O
) to
-Q
S- •—
3
S
-3
,C
O
31—
i— i :n
(—
cuc:o~*"
oI/I!Z
C
7I tO
O
C C
U•r-
-1
- S
-to
"O
Q.
C E
E
.U.
cu cu .0
o
1— C
Q
O.O
C
cuc:o2:
VO
• — 1
^^^O
O•r-. .
ooOO
r— 1
OO•
1/1S
-o1 >
ocuco^_13i—
CD
- - -
-or— 1
CO
.+->•r—f"
>^
Q. X
:fO ,O
.S-
-Q-
CJ3
LU
C C
7)
0 C
•r- "I —
to T
3S
- C
O..C
UH
- CQ
"O*OE.CD
->10uo4_3^j
•f.
i— 1•
OO
->*n>*i—
i
oo ooIT
) OO
oo oo•
•
*-~*4-J
O4- "o.fO: CM
D-ll
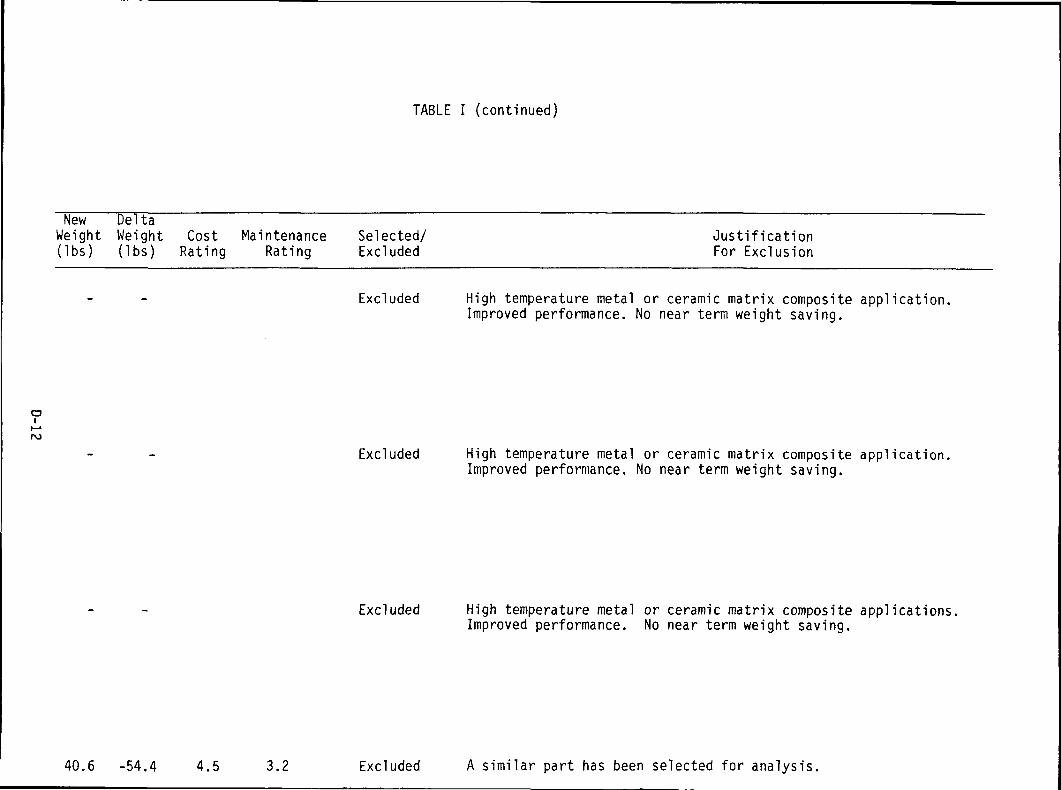
cu3cooCO
<:
o o
•r—
*r—4->
CO
(O
3O
i—•r-
O<4-
XS-
O
T3 T
3O
) O
J+->
"O
O 3
O r—
I—
Ocu
xI/O
LU
CUOrCCCUto
CD
CO
roa:
to _c^«
4->
CO
tO
.— -r- _a
O)
O)
i—
co 1/1cu ••- -Q
cu •—
c:ortJoexQ
.(O</)
c:o
-i-Q
. >E
<aO
coO
-)->X
J=
•i- CO
O
S-
noS-
CUo o
-4-J Q
J<u
oE
c:(O
3 O
-p
-fO
S
-i- a>ai
a.CLE
-aa>
cu+->
>oJC
t.
a> Q.
-aO)
-oX
coQ.
a.
(Oai+-> •
•r- C
Oto
cO
-r-Q
. >E
ro
O
tOo
+Jx x
:•r-
CO
S-
T-
+-> a>
O 1-
•r- <JJ
E -tJ
fOi- S_
a> fa
o a
>c
o o
4->
O)
O)
OE
cfO
O)
ES
- S
-3 O
•»-> <4-
(O
S_
S-
01
cu a.
a.
E -a
a> at
4->
>o_c
s-co a.
73a>ox
toooCLQ.
roCU •
4-> C
O••-
Cto
-r-O
>
Q. ro
E <
/>OO
4->-C
X
CO
•r* -r—S
- C
O
(J C
U
S- (0
CU CU
O C
i- O
o z
ro
•4->
CUCU
O
i- CU
cu a.
Q.
E -o
a> cu4J >o
JC
i-C
O
Q.
•-- E
CO•aOX
roCroCUCU
CUtoQJ
O)
-QtoroS-
roQ.
S-
(0aioxC\J
CO
Lf>
o
D-12
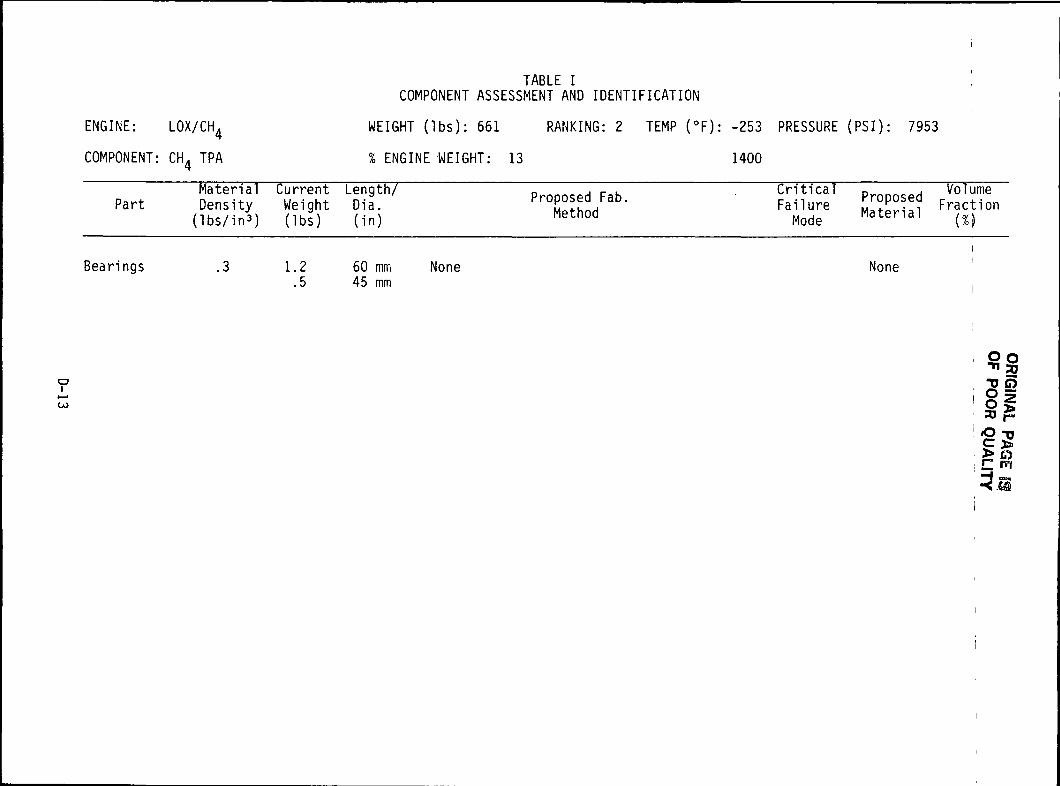
CO
LT>C
Tl
ooQ-
CO
toOJi
o
—(—
(
£
i:O
U
J
oo
Q
i—i
i Z
^<
t Z
CO
<C IC
OG
OU
JC
O00
OQ_
CO-Q
LU
XoC
J
z
o1—
1 Q
-
oCJ
O)
O
3
4->
-r- <
->o
ta<
oi to
LO
-i-o
s-Q
. O)
o +
Js-
<oQ
- S
(O
OJ
U S
-
r—
O
O L
l_
-o o
O)
JZto +Jo 010.2:oQ.
en IDc ••-
c: j^ -(I)
O>
s- ••-S
- Q
J
rtj >>">
•r- +J
CS
- -I-
•!-
a) to ~-^_
4J c:
tofO
Q
J -QS
: Q r-T
03Q
.
OR
IGIN
AL
PA
GE
!%O
F P
OO
R
QU
ALIT
Y
OJ
CoOl
coE E
E E
CD
LO
toCD
S-
raoioo
D-13
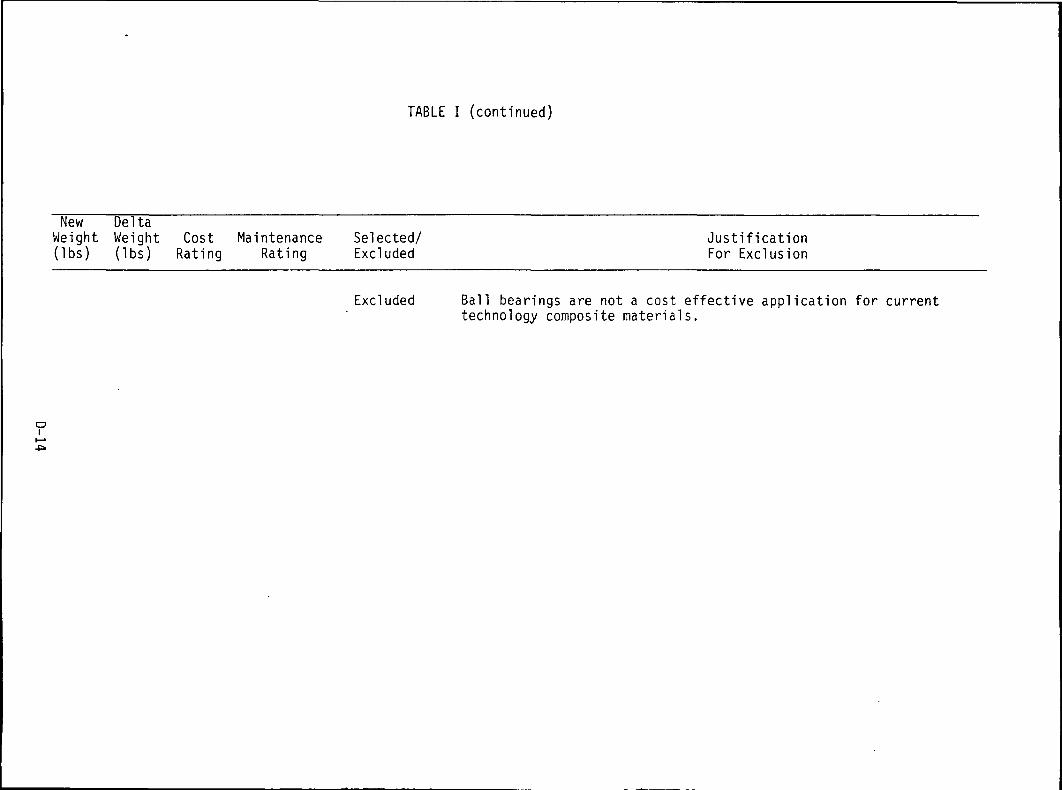
Ol
c:o
c c
o o
-13 toro
13O
i—•r-
CJ
M-
X
in S-
n o
O)
O)
-i-> -o
O
13
<u •—i—
O
O)
XCO
U
J
oc o
>(O
C
C •!-
O)
-M+->
reC
Di
ns(/) -I—o
+->
(O -C
-—>
J-J CT
1 1/1r—
-i-
.0O
) O
l •—
CU
-
cOl
oooQ.
CL
ro<uoOl
O)
en
-!->
O3
to -f—o
s_U
O
)•(-J
ro
ra
o a>
d) i/>
s- o
ro Q
.
CO
Oen o
ro
O<L)
r—-Q
O
1—
t_><a
a>C
O
4->
•aa>oX
D-14
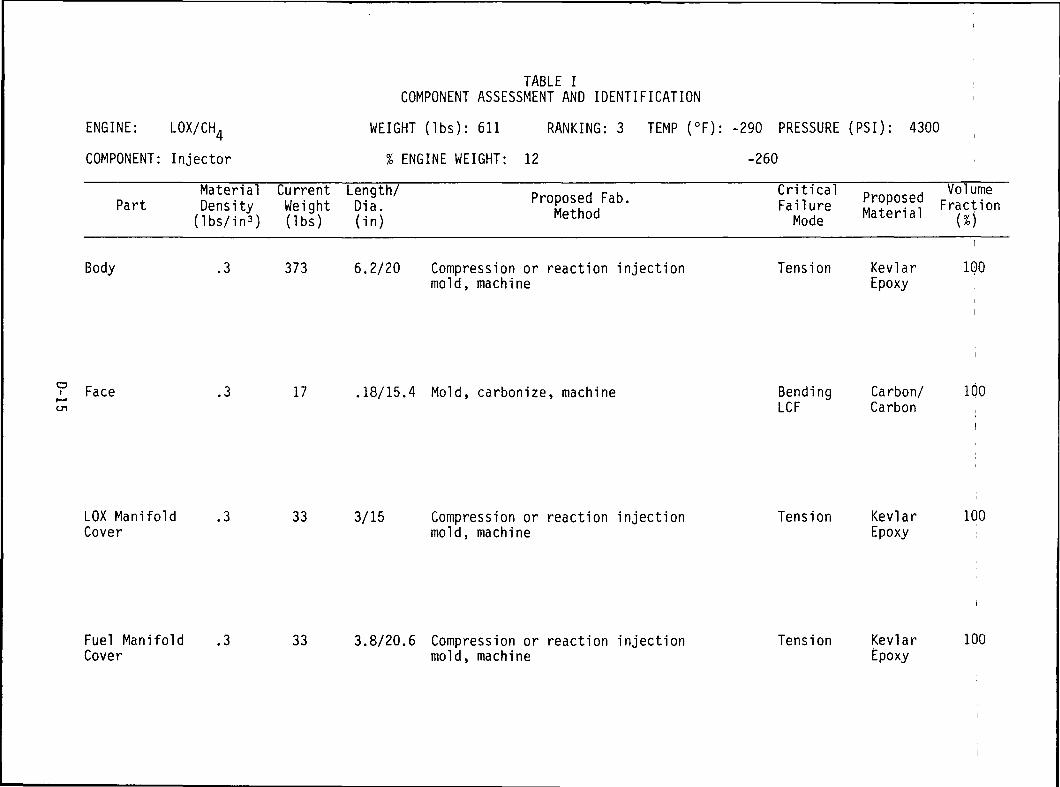
UJI
CQ
- —
•z.ot—
11—21 —
1u_[Z!•z.U
JQ*—
t
r \
Z.
^£
1—Z.
UJ
s:OO
ooUJ
ooooI—zUJ
-^
oQ-
^~Oo
-
oCD
CO
^-• •
^-^
*— i
OO
Q_
UJ
rv*iO
OO
OU
Jo±Q
-
oenCXJi
u_o—
Q-
^^
•£_
LU
|_CO• •
CDZt—
4
^^
^^
^£
0*"
1 — I
1 — 1
vo• "*—
**i/}.at—-^_^
r—zr:C
D
UJ
3
«-
~T~
<_)
*,
Xo— i
UJ
•z.t—
1C
3^^*U
J
oCO
CXJ1
CXI
»— 1
• •1—~
T"
0t— t
UJ
3UJ
z.
»— *
CD
~^
UJ
04_O-4->CJ
ai<
ro
1— (
h-'•z.U
J~5*oQ
-
C_)
cCD
OE
*r~
3
4-*
«^^
r
CJ S
*O
ro
> S
-u~
13 i —
QJ
(OCO
*r-
0 S
-Q
. CU
O +
->S
- ro
a. s
:
,_ro C
U0
S-
CU
+-> r—
O
il ro
CJ U
-
.jQrau_
"OT
3
OCU
J=CO
+->
o a
>Q
.S:
ot_n
-^5
•-—-
O) tO
C
C T
- T
-
QJ C
D. *•
^1
C
-C ~—
CU CD
CO
S- -i-
JD
S-
CU
•—
o3
ra
>>**!
•i- •»->
C
ai co
^4->
c~ C
Ora
C
U -Q
S Q
r—
s-roa.
0- C
D-
t—i
S-
ra
>,
r—
X>
ocu
a.^/
1 1 1
cotocCUI—c:o•r"
oai*•
3
c:
• r—c~O•r^4-)0roCUt_t_o a
iC
-r-
o JT
•r- 0
CO
roco
ECUS-
•>Q
.T3
E i—
O O
t__ ) F
^
O~-l
CX
I•C
O
rororo•
>^
-QOCO
CD
-OC
CO
O
-Q JD
S- S-
ro 03
<_3 O
OCD
- -
CU
<_5C
Q
_l
> O
cu CL
^ U
J
otoCU
oCDS-
ro
>,
r—
X>
O
CU Q
.i
UJ
oCOcCU
c:
OoCU
CUc:roEQJ
rsl
oJ3S-roOCO
ro
03
CU
S-
O Q
J
O -C
•i- O
</) ro
to E
CUQ-T
3
O O
O E
LT>i—
I
CO
rororo
oatoroa>S-
oo j=
•r- O
to
roco
E
CUS- •>
a>oro
ros: s-atX
>
o o
o o
O E
oCX
I
00roCO
CO
CO
T3
'ora
r—
0>cu
>3 O
u. o
D-15
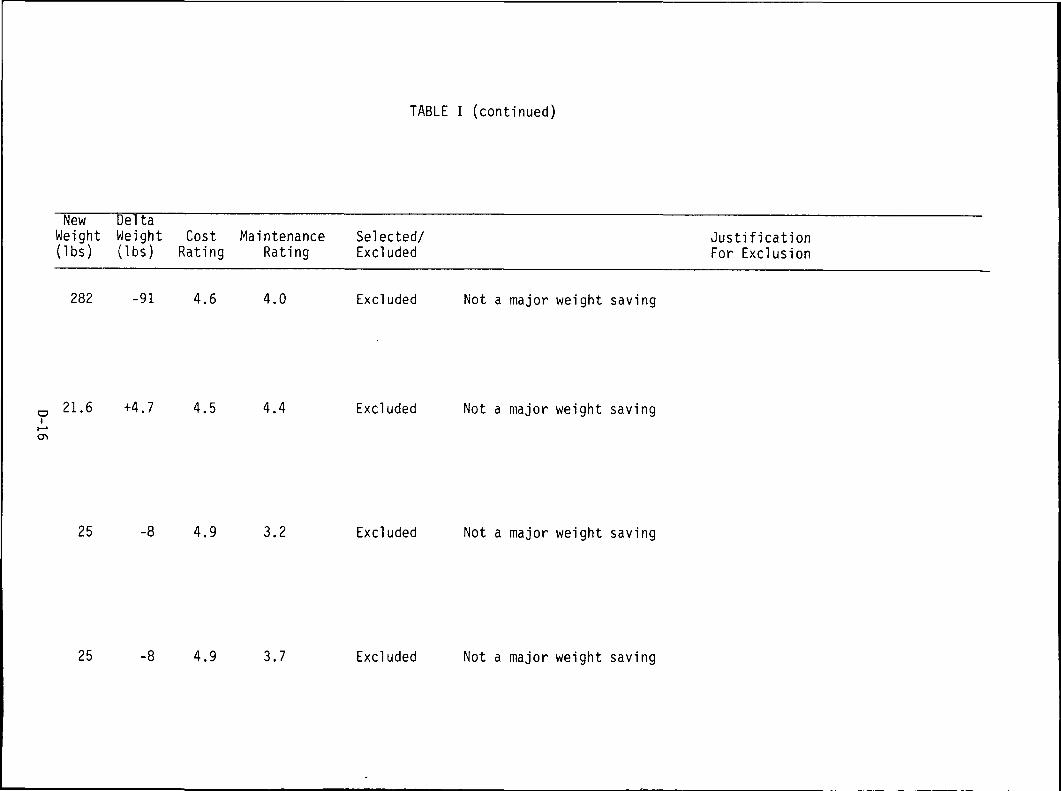
-oQJ
Ccoo^"" *
LU—J
CD
1—
C C
0 0
•M
tOIT3
:3O
i —
•r- O
>+-
X•r-
LU
0)
S-
3 O
•~3
U_
•0 -0
QJ
OJ
+•> TO
O
13
QJ
f—i —
O
QJ
XC
O
LU
QJ
C C
Dto
c
C •!-
QJ
4->
C C
^
ID
cn•!->
CtO
•!-
O
-I-)
Qi
-(->10
-C
'--»->
Ol
to1—
-r-
J3
QJ
QJ
•—
^--^
2
C31 to
QJ •*""
-QZ
Q
J f—
cn C
DC
C
•r—
«t —
tO
fO(/)
tO
i \ i
: -c
O>
C
D
QJ
QJ
3
3S-
S_0
0
•r-j
-r^
E
E*O
rO
4_) 4_>
0
0
"O
TU
QJ
QJ
T3
TD
3
^5
r~
r—(J
'
0X
X
LU
LU
O
«3"
•*' >*'
VO
LO
•
•
t- "3-
t-H
r1*
o^ •
1 *^~+
CM
V
OooC
M
r-HC
M
totoQJ
s_o•<-)toto-l->oQ
J•OX
(Oto01
•r—QJ
3s-o03
-»->oQJ
-oOXLU
CX
I
CO
cr>ooiLf>
OVJ
ooiLO
CM
D-16
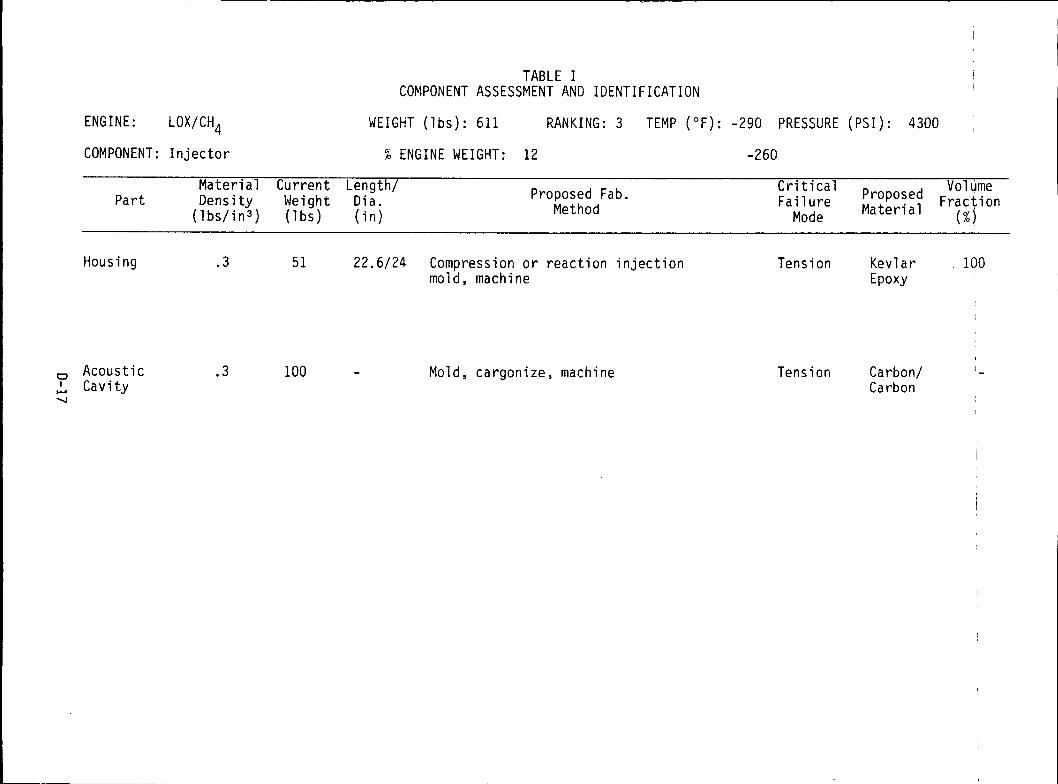
zopsu_t— «
t—LU
QI — i
O"—
I Zet
LU
_l 1
—03 Z
<C
LU
1—
SI
00
OO
LU
OO
OO
^£
H-
ZLU
~^
OQ-
s:0C
_5
—
00CO
^-• •
*^^
(— H
OO
Q-
LU
o;1
OO
OO
LU
rvQ.
0
O
CM
CTl
1C
M1
U_
OQ_
LU
h—CO• •
c T^*
H— I
NX
~^~
^£
ft-
CM
i — 1
• •
•-H
\—» —
1 "T
"vo
o»— H
UJ
-*~- 1* 3t
(/)jQ
LtJ
r—
^^"
v
^
K— |
CD
1—
Zm
LU
CJ
UJ
3:
i—«
j- o
7TT
-4-*C
_)
O-
<U
X
*f~^
o
c—
i >— «
h—LU
LU
Zr?
* r~
1i—
i a.
CD
Sz
oLU
O
CU O
e ••-i —
U
S*
O
ro
•^>
S-
LL.
T3
r—
CU ra
CO -i-
0 S
-a. a
to
•»->
i- ra
Q. s:
,_ra C
U(_)
S- C
U•r—
;3
"O
-l-> •—
O•r~
*r~
2£*
S-
roC
J Lu
-QroU
_•a
"o o
CU
JC
co
•(->O
C
U0.2
:oS
-C
L.
^^
+J
• ^ —
C
7)
ro
C£T
-1
- -i-
CU Q
— 1
"c ic
'--.C
LI O
1 C
O&
>.
T~
f
S-
CU
r—
i-
•(-> C
S- T- •!-
O)
CO ^
-l-»
C C
OfO
Q
J J3
2:
Q •—
S-
roa.
oo
- -
1 — i
s_ro
>>
i —
X>
0
CU
D.
SX
* 1
i 1
r~O•i—COc~QJ
1—O'•MCU
Cr~O•i —+JOCUt-i_O C
Uc:c: -i—O
-C•r-
O
CO ro
co E
CUS-
«Q
--0E
r-
o o
<_> E
^3-
CM
VO•
CM
CM
i — I
CO•
01
c• r—CO3O
1-
~•^
C
!=O
O
_jQ
_£%
S-
S-
ro
ro
c-
OCOc~CUI—CUc:•i —_curoE
«t
cuN•r-C0en<_roA
-Q
r-~Os:ioor— I
CO0•r—4_>
>.
CO
4-J
O >
O n3
D-1
7
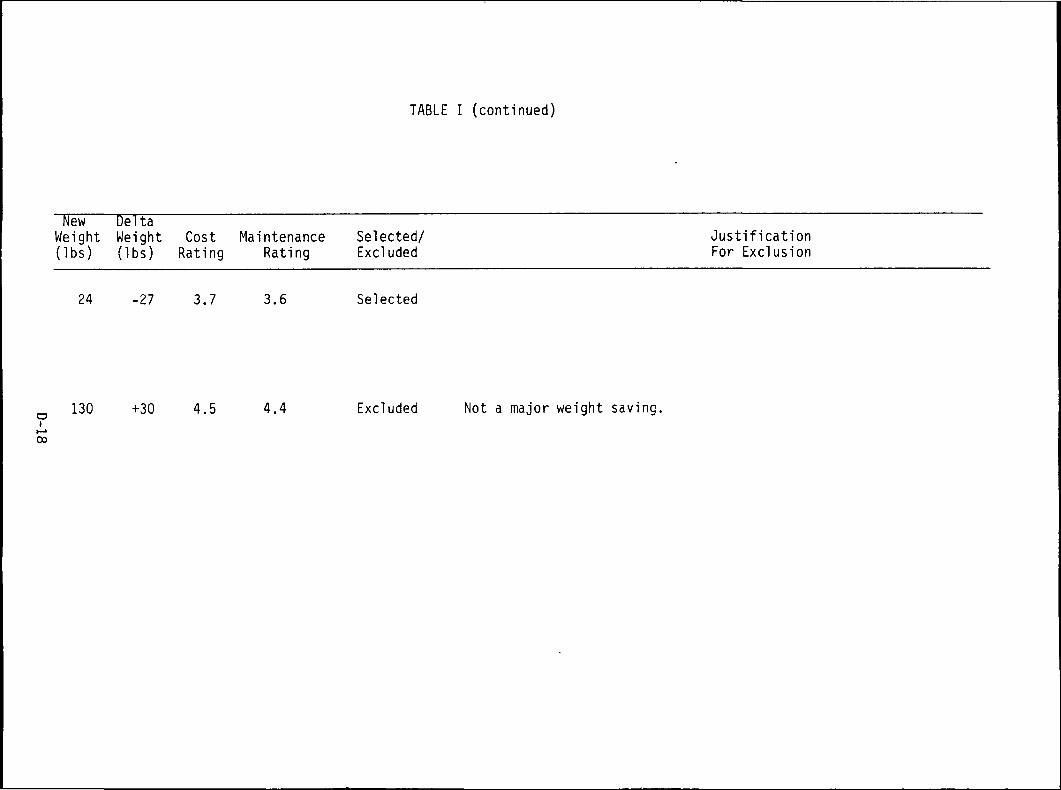
-oCDoo
c c
o o
+J CO03
3
<J
i—
to
S-
3 O
-3 L
J_
O)
XC
O
UJ
O)
OOJ
CD
10
•!-O
-4->
tO J
C ^~
4-> C
D C
O
O)
<L
I i
3
en
co
OJ -i- jQ
2: <1J i—
-OQJ
O<UO)
CO
10roCO
O)
03
-l->OTOa>"OoXOCO
oCOD
-18
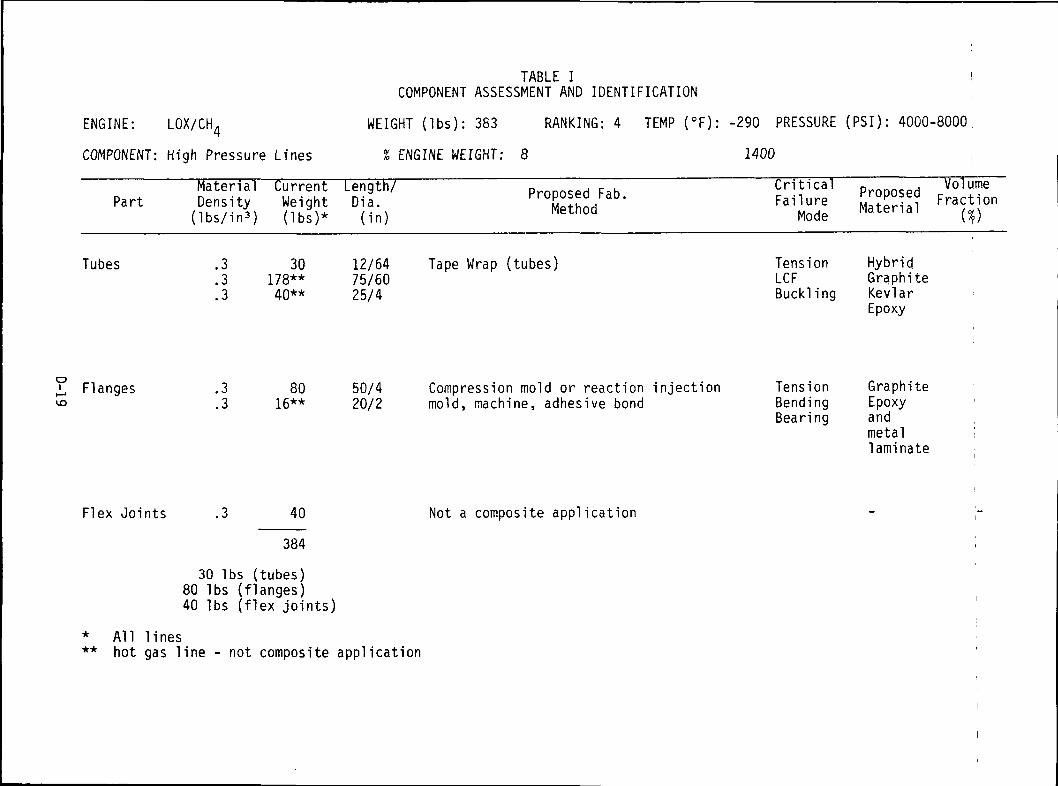
-^01 — t
1—<=cCJ
Li-t—
I\—z:
UJ
i — i
*—t
a""^
UJ
_i h
-O
Q
-Z.
cC U
Jh-
2:
00
OO
UJ
OO
OO
«^
1—z:
UJ
z:
oQ.
yOCJ
CD
OOoooCD
O«-
• •^—
-»i —
iO
OQ
.
UJ
0£
IDOO
OO
UJ
o:
CL.
0cr>C
Mi .
O^_f
CL.
UJ
L_r^-• •
O~^_i—
i>^
"y^et
fVCO
CO
CO• •-"*OOr*i
r—VM
*
h-
3;
CD
t— -i
UJ
3C«-
n:
CJ
^^Xoi, .
UJ
z:
t— *C
Dz:
UJ
OO«~H
OO« ,
H-
1CCD
i — i
UJ
~^
UJ
1— 1
CD
UJ
3-?00
QJ
C•^——
1
o>0000CLJ
<Xc~cn
?r*
^UJ
"00.
^"
^50
QJ
OE
'•" *
^_
r—
O^--
O
03
>.
5-
U.
-o •—Q
J 03
OO
-i—
0 S
-Q
. QJ
O +
->S
- 03
a. 2
:
O3
QJ
QJ
0
S-
-Oi-
13 O
•r—
T—^ O
3C
J U
-
•e~)O
3U
_-o
-a o
QJ
_C
O
OJ
0.2
:os-Q
.
->^
r~
,^ — .
+•> •
ca>
oj •!-
QJ
O
4->
•!-> -Kd
^3
^ ~
*
QJ
CD
O
Oi-
T
— fl
4-
QJ i—
3 ~^
*-
f ^
^
<
••- •»->
ct.
•.- -I-Q
J oo
^
.-!->
C
00
03
QJ -O
2:
C3
r—
S-
03CL.
QJ4-J
~O' •• —
i-
••- J=
(U
>>
S-
Q.
X
o
O3'
> O
>, s- QJ a.
3: C
D ^
uj
CT>c.
e0
-r-
•r- t—
</)
NX
C U
_ O
OJ O
3
1 —
__l OQ
^—
x
(/)<u3^—
>1. —
*
a_nai-3O
Jex03
I—rl- O
UD
IO ^
""• '
^ "
.CM
in LTJ^n r~- C
M
o *
*C
O *
-K00 C
Dr«-
<^i —
i
CO
C
O C
O•
• •
00QJ
.a3t—
1
QJ
QJ
4-J 4->
•r- 03
JZ
>,
.— C
Q.
X
03
-i—
03 o
-a •(->
ES
- Q
. C
Q
J 0
3C
D U
J 03 E
i —
1
C
CD
C
DO
C
C
•i — T
- 'r—
00 T3
S
-C
C
03
QJ
QJ
QJ
K—
CD
Q
Q
O•£C)
QJ
•"-}£=•r-C
"DO
C
C
••- O
O
4-> -Q
•!—
0
+->
03 Q
J 03
QJ
>
OS_
••- -r-
OO f^
S-
QJ
Q.
O ^
1
CL.
T3
fl3
~O
03
r- Q
JO
«
-!->
E
QJ
T-
c
oo
c ••-
oO
J=
C
L•r-
0
Eoo
03 O
oo E
o
QJ
i-
"
O3
Q.-0
E r-
4->
O
O
Ocj
E
z:
•=r CM\^ ~^^o o
IT) C
M
O *
CD
co -K
«=rt—
i
CO
CO
C
O•
• •
00+J
oo O
QJ
<~3C
DC
X
03 Q
Jr—
p_
U.
U.
- -
- —
.
-CO•^+J03U•r—
r—CL
CL
03
00
QJ
+•*
4-
C
•!-^"
^-x-^~x
T—
O
O
OO
oo oo
O
OC
O
QJ
O>
•<-}
Q.
JQ
CD
E
3
C X
O
+->
03
Q>
C
J
4^
<^
•(->
00 •-—
• — '
OJ3
Ci —
00 0
0.a
43
iO
i—
i—
CO
O
JC
D C
D
Coo
«*
••-OO I —Q
JC
00
•i- 03
i—
4->i—
O
<C J=*
* *
D-19
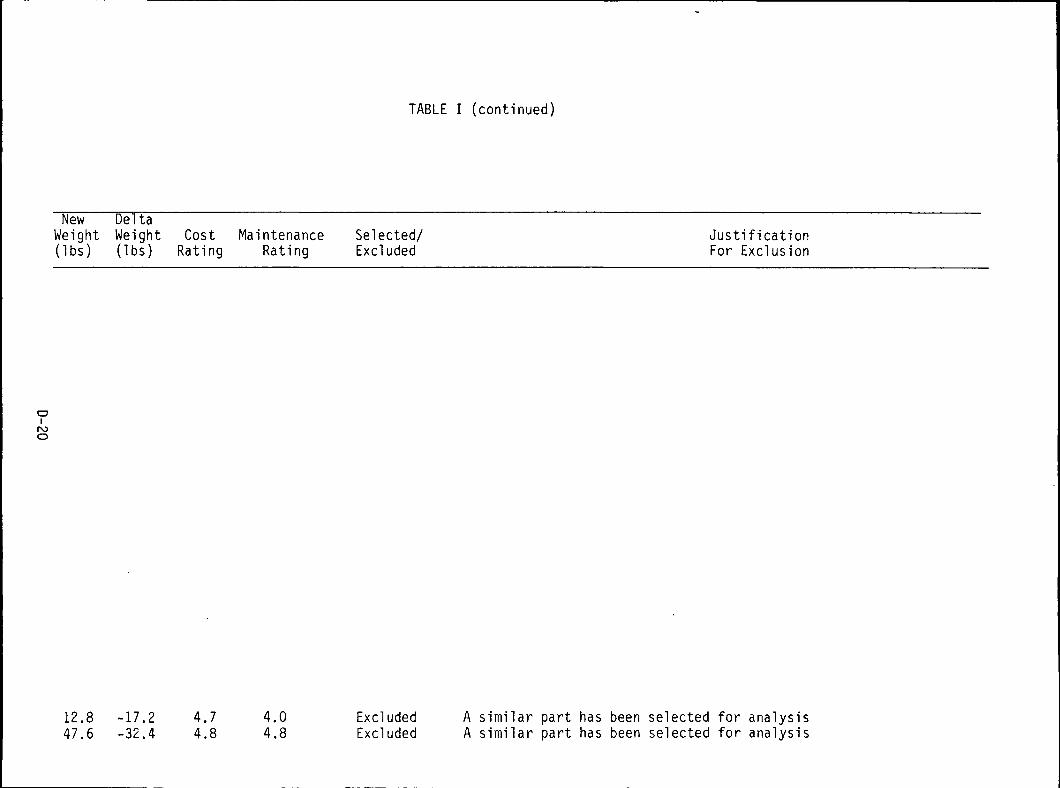
T3OJ
o o
+-> in
03
13o
.—••-
o4-
X•r-
UJ
4->in S-.
13
O
OJ
QJ
-!-> "0
0 Z
301 i—
i—
O01
X1/1
UJ
Ol
oIT3cO
)
en03
Qi
CD
-t-J C
(/) -I—O
+->
C_5
03
4-j en in
— -r-
JD
a> ai i—
CU
-
10 10
•r—
•!—in
in
O3
O3
i- S
-o
oM
- M
-
-o -o
O)
Ol
+-> +->o u
O) <1)
<U O)
in I/)
tu <u
QJ
O>
03S-
S-
03 <
OQ
. Q
.
i- S_
(O
fO
OJ
O)
•O "0
(J U
X
XU
J U
J
O 0
0oo
t—i
roi
t
OO
D-20
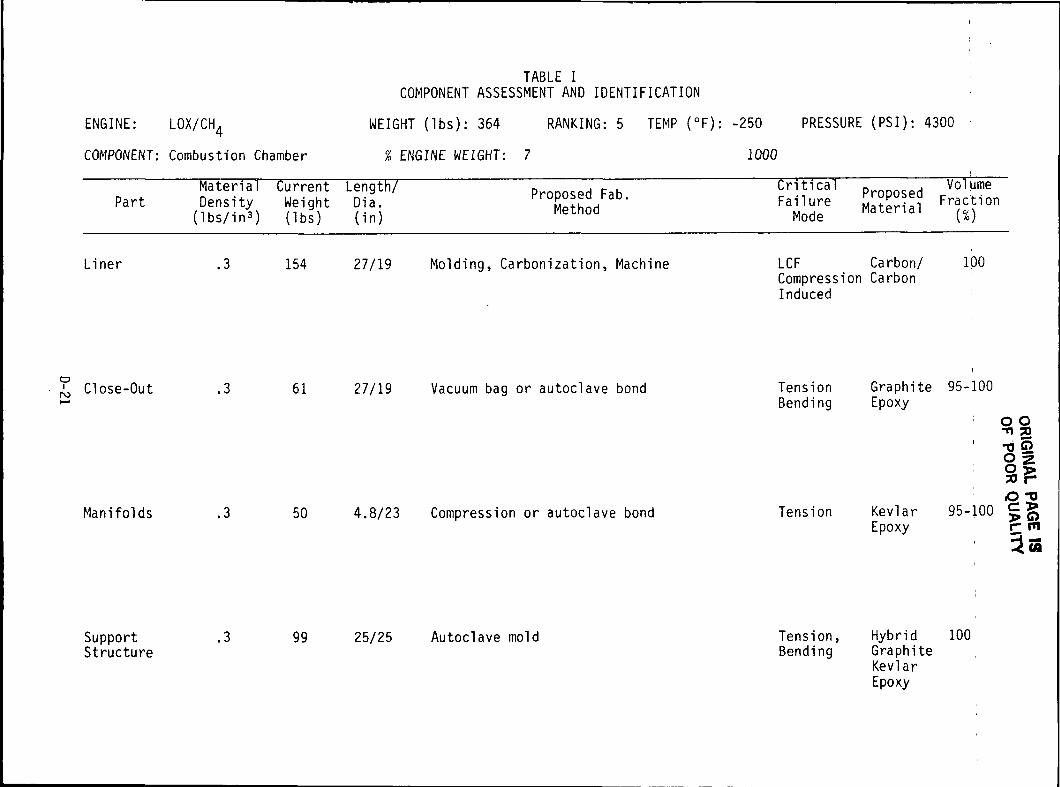
ORIGINAL PAG
E IS
z0I—«=co* *1—
1H
-~^
LU
CO
H—
1
cnH— i
^e^
LU
_1 h
-cQ
z:
<C
LU
1—
2:C
OC
OLUCO
CO
f^1—~5*
LU
•r
oQ-
^^0t_
j
CD
OCO. .
i— i
CO
CL.
^_
X
LU
c£CO
CO
LU
Qi
CL.
0LO
CM1
U_
o— -
CL.
2:
LU
1—LT)
• •CJ3~z*i—
ix/
^»*<Ca:
«s-
voCO. •
f"^
toJO
—1—~T~
C5
1—4
UJ
is
^3~~rC_J-"Xo_1• •
UJ
i_i—
iIDteZ.U
J
O§r-H
f-s*.
s •
J-_
^C
csLU
^^
LU1 — 1
^ LU
<-t_CU
oco4_>to3-QEO(I--z.
LU
"od.
^~CDO
ccu
oEE
>r~
3
4-^
^ — *
i —
O &
^O
ro
-— -
U_
T3 r—
CU
(0to
T
-O
S
-0. C
UO
-(->
t- ro
Q-
2:
ro C
U<J
1- <U
4J r
- O
£ ro
O L
l_,
JOro
U_
T3
OCU
.tO
4->
O C
U
O "~
i-0.
^^c~
+J
..cn ro
cC
-r- -r-
CU
C
D
CO
i- *i — <^
S-
0) •—_ro
>
^r^•i-
•(-> C
i. -i-
-r-CU
to
^^•(->
C
tO
ro C
U JO
2!
Q i—
+JS-
rOQ
.
CD
CD
. -
c c
o o
JO JO
ro
roro
c_3c:ototo T
3C
U
Ol
S-
(_)
Q. 3
Lu E
T3
(_)
O
C—
1 CJ
l—
I
CU
•r—Oro^"«\cO•r—
4_>
rOM•r—C~"
OJOJ_ro•*cnc:
TD
r^O2:
cnr-H-,
f*^
CM
^j-
LO
r— 1
CO•
s_cuc• r-_J
Uoo
_ I —
11uncncu4->•r-
Q. X
ro
OS-
Q.
CJ3 LU
C C
DO
C
•r- T—
to ~o
j^
j^CU
CU
h- G
O
CoJOCU>ror^0O-»->3roS-
0CD
ror^E330rO>C
Tl
^H
-^^
r^CM
< — i
10
CO•
•(->3O1CUtoo~o
r ru
vsn >e--C
DC
D_
--_ __
,— i-
1LO
cni-ro
>->•—
X
> o
O)
CL
X/
1 i 1
Co• r—toc~CU1—T
3OJOCU>ror^O0-t->3rot-OC0•r—totoCUi.CL.
EOCO
CM
^^
co"*"
0tnCO•
to"Or—OM-C.
JO
CD
Oi— l
CU
-o •- s_
si
Q-r—
JO ro
>
>> S- O
)rc e
n
•\C
C
Do c
•r—
*r—10 T3
C C
O)
O)
I— C
O
•or—oECU>ror—oo+->3<L
T)
CM
^^^
unCM
cncnCO•
CU&-+->
3
S- 4->
O O
CL 3
Q. S
_3
4->
CO
CO
X0CL
LU
D-21
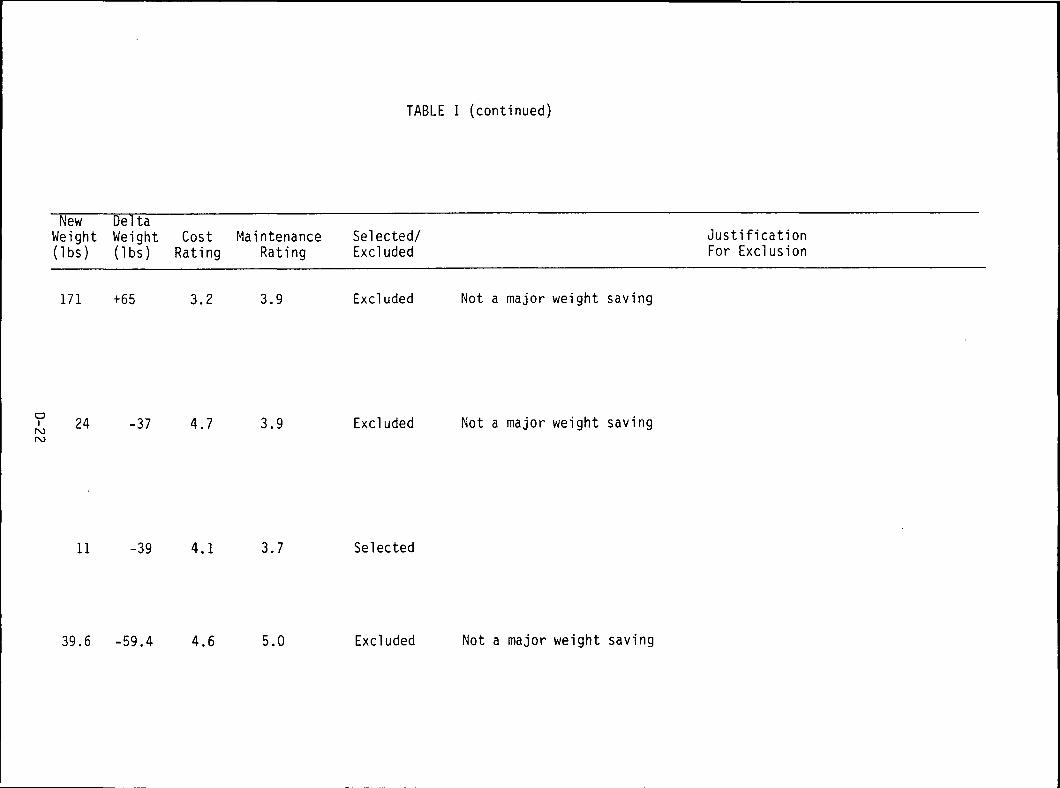
•oOl
ooLU
—I
GO
O
O
4-> to
<0 13
O i—
•r- O
M-
X•r- L
U
10S_O
Ol
d)
O
13
O) •—
1—
(_>O
) X
C/)
UJcn
O)
(Oo;cn
tO
•!-
o
-t->(_>
(0
cc:
03 -C *-
-t-> cn 1/1
(b O
) •
S
cn to
Ol -r-
jQ
z
01
i—
cnCDoiSOres
T3-OOX
cncnCD3S_O•r~>
ran3
4-)O-oO
)
OX
cnto10cnCDro
T3(LI
OCDCD
-o0)TDOX
CT
>
COCMCOin
cnrooLOIO
ooiooI
cnLfJi
cnCO
D-22
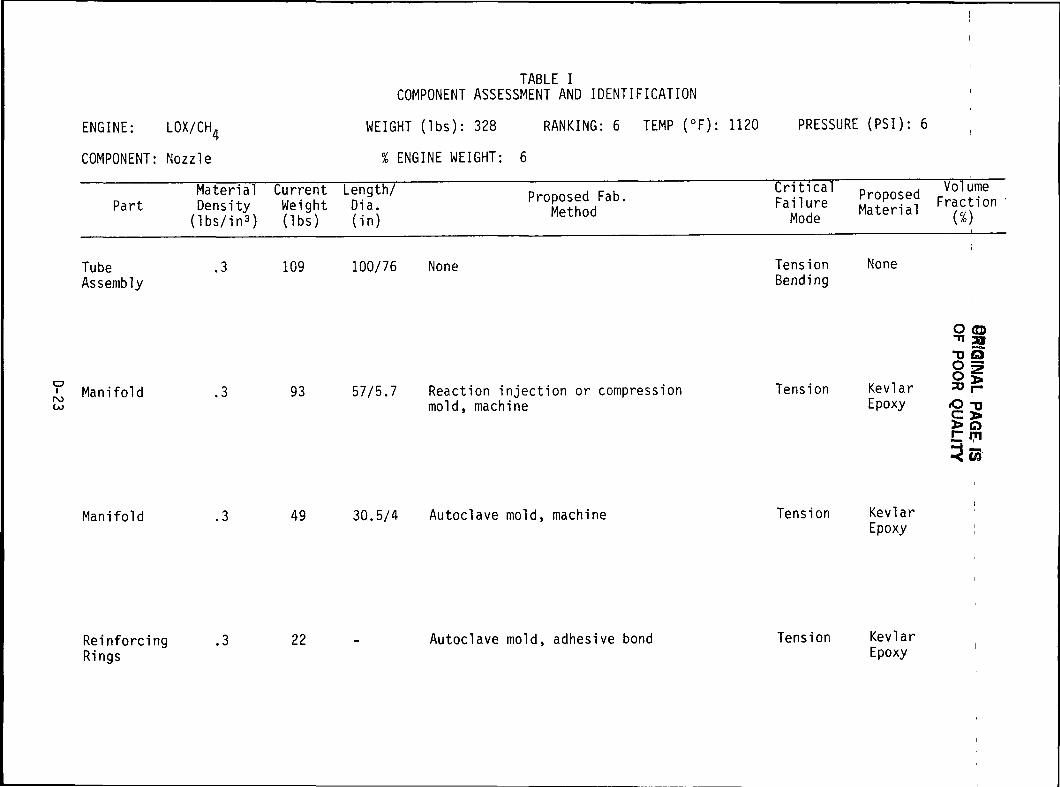
CQ
•z.oi—«=c1—
4
1 i
I—ZUJ
CO
t— 1
Q•^
•=c1—LU
2:
cr>ooU
Joooo1 —z.
UJ
2:
o0.
s:
o0
CO
H-4
OO
Q_
LlJ
DC__
J
00
00
LU
o:
Q-
oCM
t— t
<—
1
u_o—Q.
s:1 1 1i —C
O, .
fn
z.
»— 1
ix.
iQ£
CO
oo i—
CM
T-
CO
C
3i
i• .
i i I
toJO
LU
i—
Z.
CJ3
H-
ZD
C
LU
t— <
^-?LU3
«j-
3:
CD
\ M
X
M0
0—
J
*t£
1—
• • LU
LU
-Z
.Z
. O
>— "
CL.
O
S^
oLU
O
c:
i —
O 3
-SO
0
3-
U_
O)
03C
O
•!-
0 S
-CL CD0
+->
S-
03Q
- S
I
'(0
O)
0
S- 0
)r-
3
-O+->
r—
Oi—
-i— s;
S-
03o
u_.r^O
3U
.~C3
"O
O01 -C
CO
-!->O
C
DQ
.SOs_0-
\+J
.^— .
en 03 c:
— i
CD
Ol
CO
i- -i-
JO
S-
CD
i —
=3
3 —
o03
>"><*>ft—
' ^
^
•^
-t—
' ^
S_
-r- -r-
O)
to
--f->
C
</>
03
CD
JOs: Q
•—*--
^03Q
.
OR
IGIN
AL
PA
GE
ISO
F P
OO
R Q
UA
LITY
s_03
>,
CD
i—
XC
>
0
O
CD
Q.
•Z.
±£
LL3
C
01
Co c
o•r—
•! —
*i —
CO
"O
CO
C
C
CO
l C
D
O)
I—
00
1—r~o•r—toCOO)
0-
EO0s-oc:o•r—4->CJ
CD
O
)•1-3
Cc~ «r—
•r~ ^^CJ
C
03
0 E
+-> «
CD O
"D
C
03 i —
O
O) O
21
c£ E
co i-*
~-
cr>O
"^
<*~^ r
s.,—
i ur>
en
coC
D
CTl
I— (
CO
C
O•
•
>> "O
JO
0E
*<
-O
) C
D
••-JO
C
O
C^
{/>
tOt—
f.
^.
ro >
,>
oCD
Q
.X
X
1 1
1
c:
O•r~COO)
1 —CDC'r-
JCU03E*-or—OEO
)>03OO+-3<t
<*
ID•
OCO
cnCO•
-oo<4-•r—C0321
S-
03
>>
i — X
> O
CD
D-
NX
1 i 1
Co>r~coco>I—T
3COJOCD>•r*~coCD_c-ot3
M
•o^~oECD>03OO4-^3<t1
CM
CM
CO•
cnC•1—0&_oM-
tod O
•i—
c:O
) T-
O£ Q
£
D-23
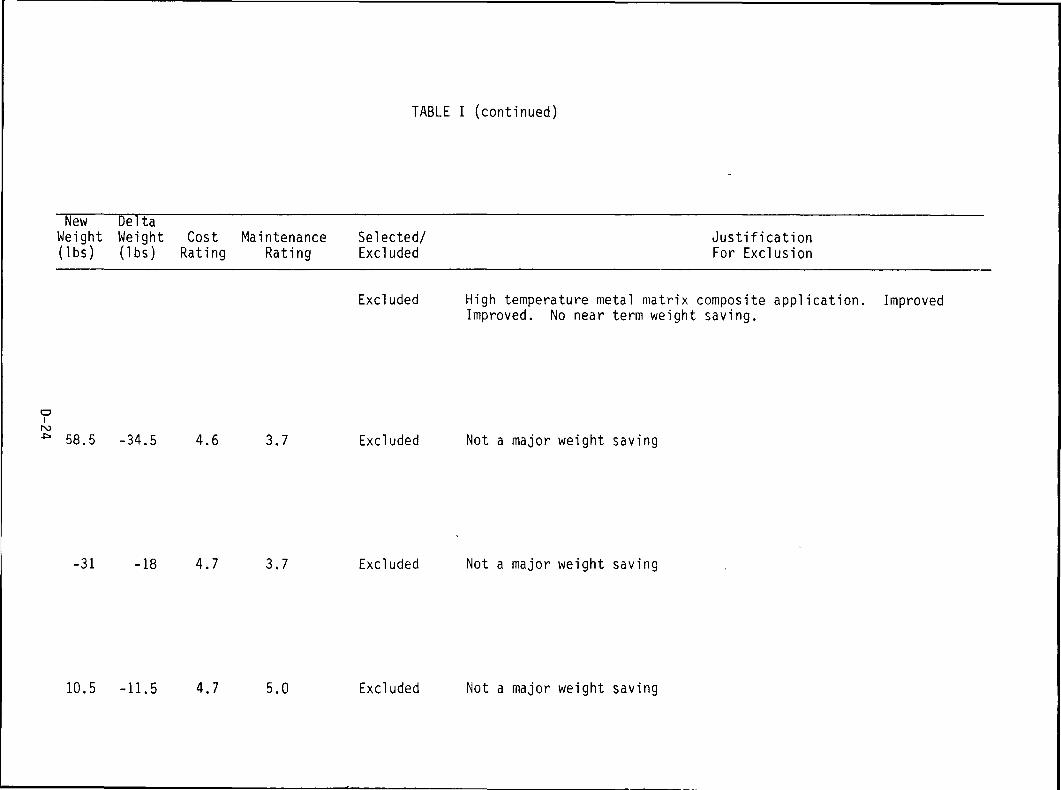
TDcucooCO
et
c c
o o
•r—
•*—+->
C
OfO
^3
O i—
•r-
O4-
X•i- U
J
CO
S_3
O
CU
CU4_>
TD
O
IDCU
•—i—
O
CU X
GO
U
J
CUOC C
D
QJ
4->
C Q
i•r—fO
CD
CO
•<-O
-(-»
n3 -C
-•
^4->
C
D C
Or—
••-
-QCU
CU
•—
3
en c
oCU ••-
-QZ
C
U r—
13cuot-Q.
(O(JQ.
Q.
CU
•r- O
)CO
C
O ••-
Q. >
E 03
O l/)
O-l->
x .c
:•r-
CD
i—
S-
ro cu
cuE s-fO
cu cu
-4-> O
03 'Z
.s_cuQ
. •
E -O
CU CUO
CO
Q
.
T3CU
ID13(JXUl
eoCO
CD
CU3s_o••"J03
rdCO
CUs_oE"3
CD
CUS-
o•l-ito
TOOl
UX
CUTDC
JX
TDcu
•oX
CO
oID
LO
coIT)
oo,—iiC
OI
uno
D-24
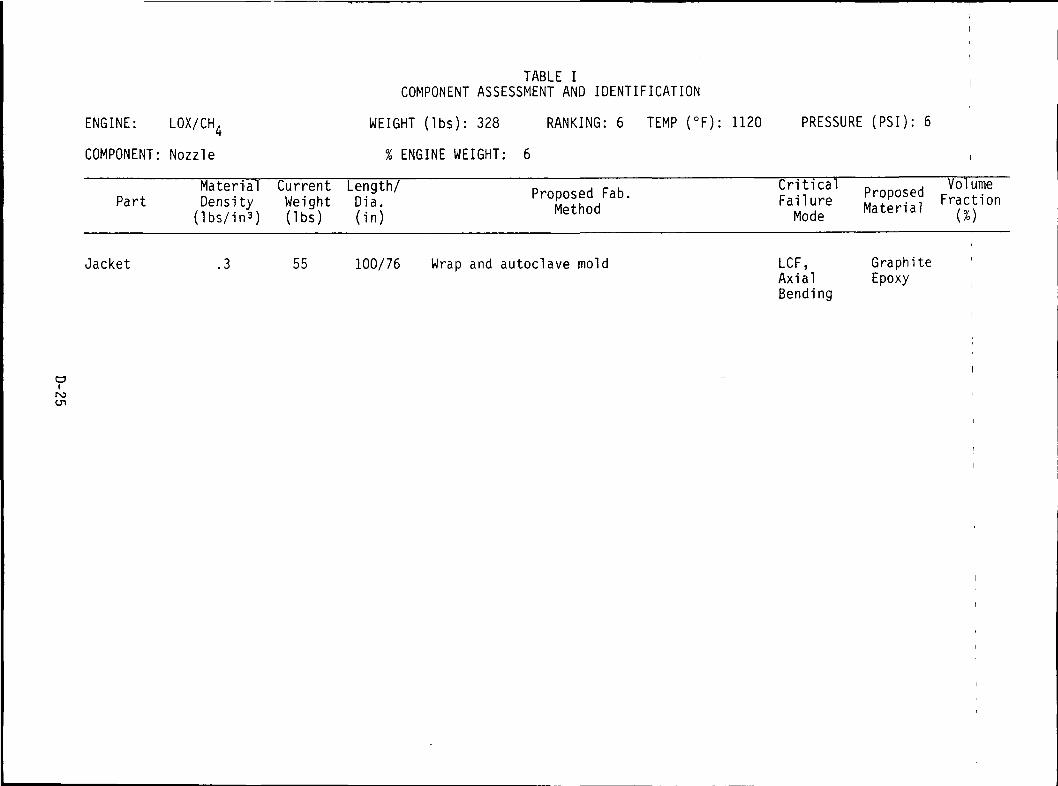
OO
Q-
OO
OO
onD_
O(NJ
i—
O &
«O
(O
"O i—
Ol
toC
O
•>—O
i-
O. O
JO
+->
i- rci
Q- s:
Q>-.
03
Q
1—
1
CQ :
<: i0000LUCO
C
OO
O
CVJ
O
i—Q
_
^^
O
I—o
acC3
cu
XO
OQ_
O
S- C
U3 -a
•—
O
-o o
OJ
-CCO
4->
O
Ol
OQ_
Dl n
3C
-r-(1)
O
<1) O
l l/l
S-
-i-
jQi-
Ol
r-
r- -M
c:i.
-r~
-r-
QJ
CO
-
4->
C
C
On3
OJ
-QE
Q
r—
t-nj
Q,
-CX X
(O
OS
- Q
.O
UJ
"
<O
~O
Ll_
••-
CO
X
Q)
_1 <£ C
Q
OOJ
>(Ooo-(->3(O
-aC(DCL
(O
ooLO
un00
D-25
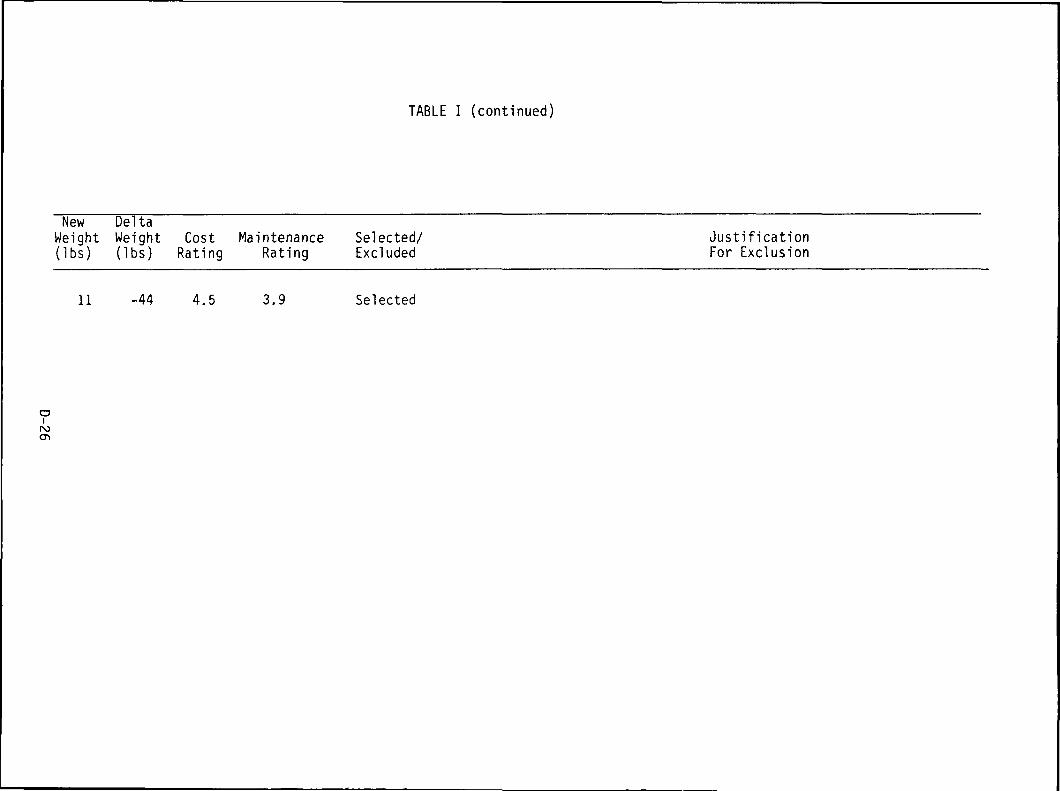
OJ
3coCJ
o o
•£
toT
O 3
u •—
•i- O
•+- x
CO
S-
ZJ
O
OJ
CD+->
T3
<-) 3
OJ i—
i—
OO
J X
CO
LU
O)
OOJ
-l->c•r™(T3
to -i—O
•!->
<_>
CO
Qi
03Ol
O) i
cn 3-
5
cr> 01
QJ T
-
J3
z: 01 r—
-oO)
-i->ocur—C
UC
O
CO
LO
D-26
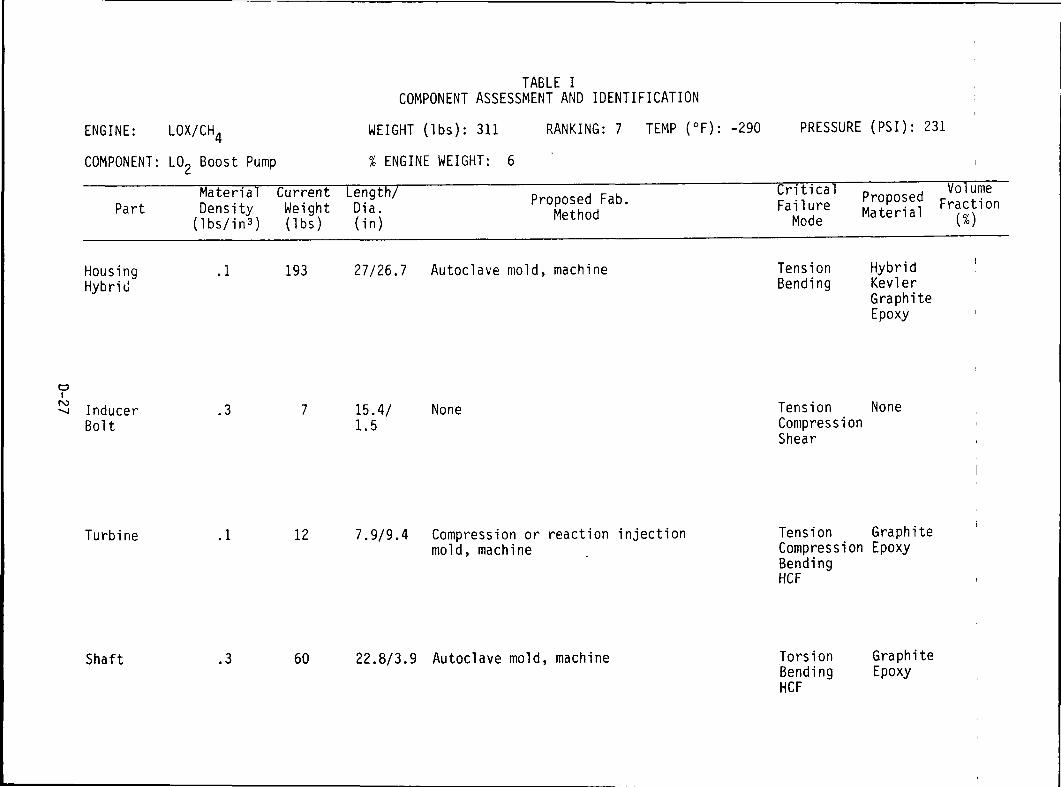
z0K^
1—Ot— |
u_>—
1
|1 1 1
Q-^•a:^-LU-ooO
O1 t 1oooo<c.1 —1 1 1•z.oQ
-
oo
1 — 1
CO
CM
H—
4
oo0.
UJ
rDooOO
UJ
a:
Q_
oenCMiu_o—Q.
^^
LU
|—r^..C
D•z.1— I
i<i<:
C£
, — 1
<— 1
CO
, — ,
to
, —1—^t—t
UJ
3
•sf
OXo_i
UJ
•z.t—
1
CD
Z.
UJ
WD, .
1—3T
1— 4
UJ
3UJ
Z.
1— t
CDUJ
^S
;
exEa_.(_)to0oCOC
Mo_
l
H-
•z.U
Jz:
OQ.
21
Oo
cy
oZ
3 •£
>•—
~—
O
5^
O
10-
Ll-
CU
fOto -i—O
i-
CL C
U0
-*->
Q- s:
to cu
0
i- CU
•- ^ -a
+J r—
O
r- -I— y
i- ro
O U
_.r"ira
"^
TD
0CU
f~
ui
-t->O
CU
cxz:oa.
cO) ID
c:
eu en —
i
"c J
c'-~
CO
C7>
to
i. C
U i—
CJ03
>,to
•r-
-1-3
C
i- -1- -1-
CU to
~^»
4-> C
to
03 C
U -Q
5C Q
i —
-*->S-
T5a.
cu"O
i- "i"
••- C
U J=
>,
i- .—
Q. X
J3 >
<0 O
>, eu s-
ex
c ai
o c
:
to T
3
CU CD
1— CQ
CUc:•i—0(O
-a'oEcuIOoo-I-)Z3ct
r^voCM
i —CM00
enr— i
i — i•01
c: -J
•1 —
•!—(/I
&-
3 J
30
>>
n: n
:
cu0•z.
otoc <
/>o
cu•i-
S- S
-IO
Q
- 03
C
E C
OCU
O
-C1—
0 0
0
CUO•z.
-«*• L
O
LO
•
1 — 1 1 —
1
r-~-
CO•
S-
cuo3 4
->
-O r—
c o
h— i
CQ
eu-1-3
\^gg.C
O
UJr~oto
c: to eno cu c
•r- S
- •!-10
Q
.T3
C E
C
U.
CO O
Q
) C_>
i— o
co z
co4->OCU•r~
j
c•r—Co•r- ,
-*->On3COt-s_O C
O£Z
C *r-
O J3
(/I (O
to E
COS-
"C
L^O
E i —
0 0
0 E
en^\en•
"CM
.— 1
^H•
euc•i —f">.3h-
eu+->•r—
-C
>5
Q. X
(O
Os-
exC
D U
J
c e
no c
•r- •!—
S-
C U
_o
cu o
h- .C
O Z
cuC*r-
0CT3*«13^~OEcu>*X3
"oO3•=cenCO•oo•
CM
CM
OVO
CO•
+->>*-<o:O
O
D-27
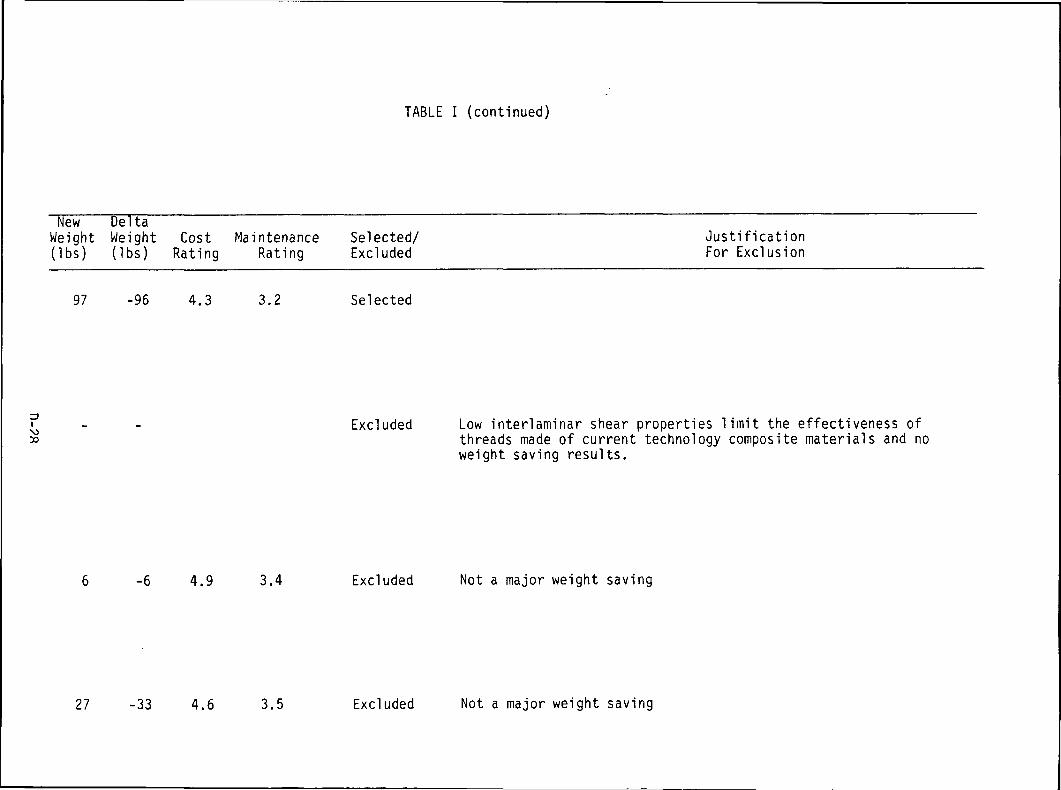
OJ3eooCO
o o
03
3O
i—•r-
<J
4- X
CO
t-3
O
•-D U
.
XJ
T3
<1J (U
+->
"O(J
3
CU
.—i—
O
CL) X
LO LU
O)
OC
05
03 C
C -i-
O)
-(->-U
ra
c o
;01
-l->
Cco -I—o
+-><_)
tOO
L
03 .£:•—-
•4-J
CT>
CO
Ol
QJ r—
S
cn co
QJ
-i- _d
-oO)
(JOl
CM
CO
CD
CTl
CO
CCO
ro
(!)C
CO
CU
•—
> 0
3
O C
UQ
J -!->
4-
03
4-
ECUQ
J -i->.C
-r-
+J
COo
-(->
CL
!§CO
CD
O)
O
S- c:
OJ
-CCL oo 01
s- +JC
L-M
S-
C
•O
3 Q
J C
Ocu
i- •*->
-C
S- i—
CO 3
3
O C
OS
- 01
03 M
- i-
C O
••- cn
E
QJ
C03
T3
-i-
i—
03 >
S-
E 03
QJ
CO
-t->
CO
•i- 03
-CQJ
cn
O -C
QJ
—I +
-> 3
ai
en03CO
CDS-
o••—}
03aiCJ
X
03CO
4J
JCcn•r—O
J
S-
o0303Oz:a>T3OX
00
en
LO•
CO
CO
roi
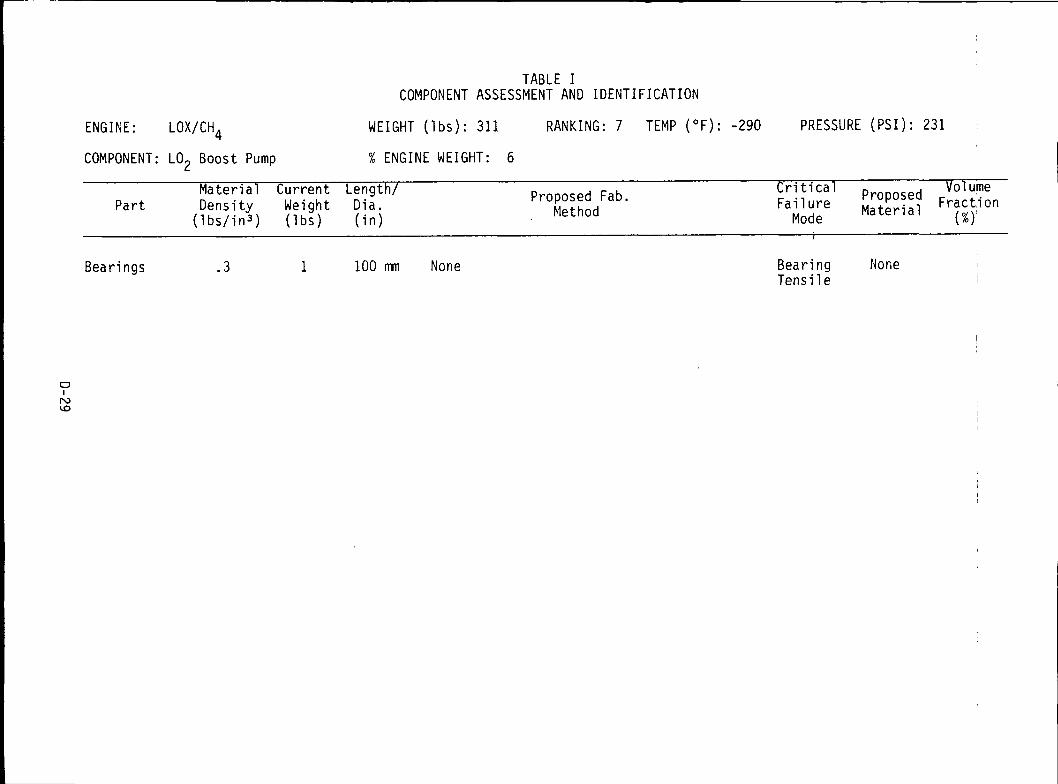
CO
C\J
GO
CL.
CO
CO
oCTl
CMI
Ol
O
3~+Jr—
O
O
tO-
co -r-o s-
CL CDO
4->
S- (O
Q-
2:
10 O
)O
S
- O)
CQ ^
<C LUC
OU
J
oooQ_
"=CQi
COCD
i—i
LUXo
COoOCOC
MOoQ
-
o<_)
toLl_
•oT
3
OCU
-CCO
4->O
H
Icxs:o
cn IBC
-i-O
) Q
-
CD
CD
C
Oi. -r- J2
i.
QJ r-
O)
CO
+->IO
O>
J3S
Q
f- CO
O)
£ZOCT) O
)
i- CO
(O
CQ
J O
)C
D (—
O)
cooCDCOCO
cnO)
CO
D-29
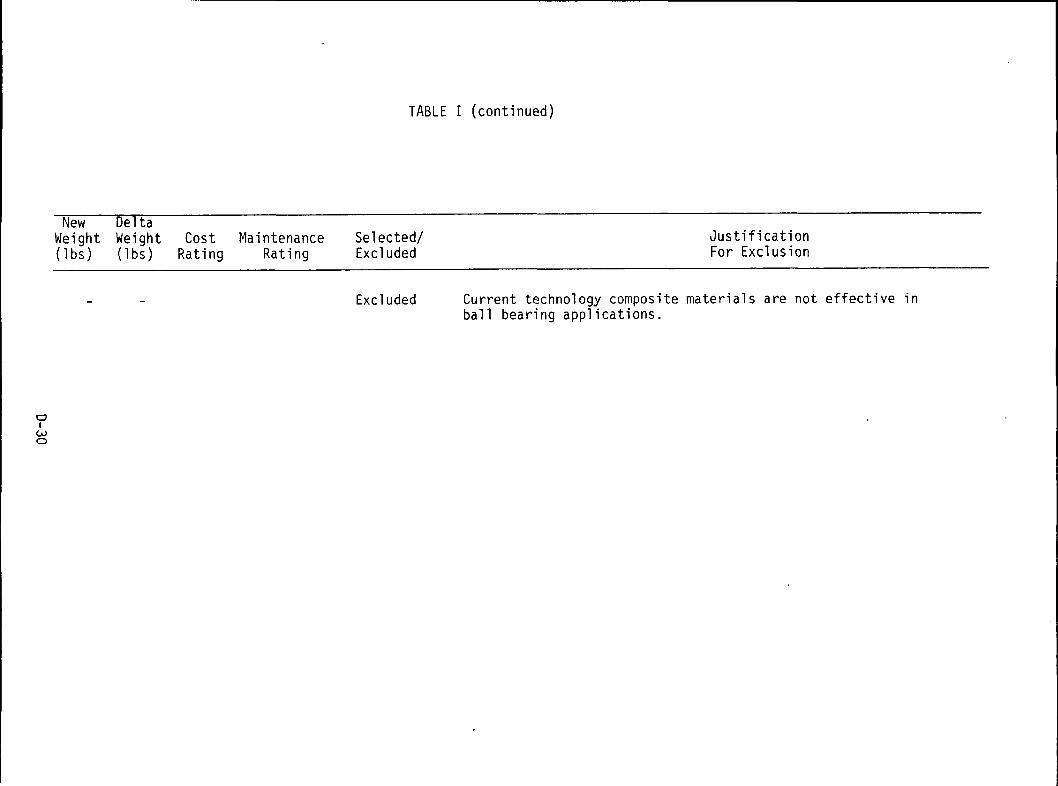
oo
o o
+-> 1/1
to
3O
i—•r-
O
M-
X
•O T
3O
l (I)
+-> T
3<_)
13O
J i—i—
O
d)
XI/O
UJ
OJOC
Ol
OJ-M
CT>+->
C
</) •>—O
4->
<_J <OC
lL
«3 -C--^
4-> C
D l/J
OJ dl i
Q 3
E
S
cn in
O) -i- JO
S
O) r—
c01oCDOcO)
(O(O•^
«
i.I/) <
/)O
C
Q. O
O
-t-Jo
na(J
O
Q-
i—
Q.
O
fOcx: 0
1o c
O)
-i-4->
S_(t3
+-> cu
C JO
<uS_ i —S
- i —3 0
3<_>
JO
<u•ooX
D-30
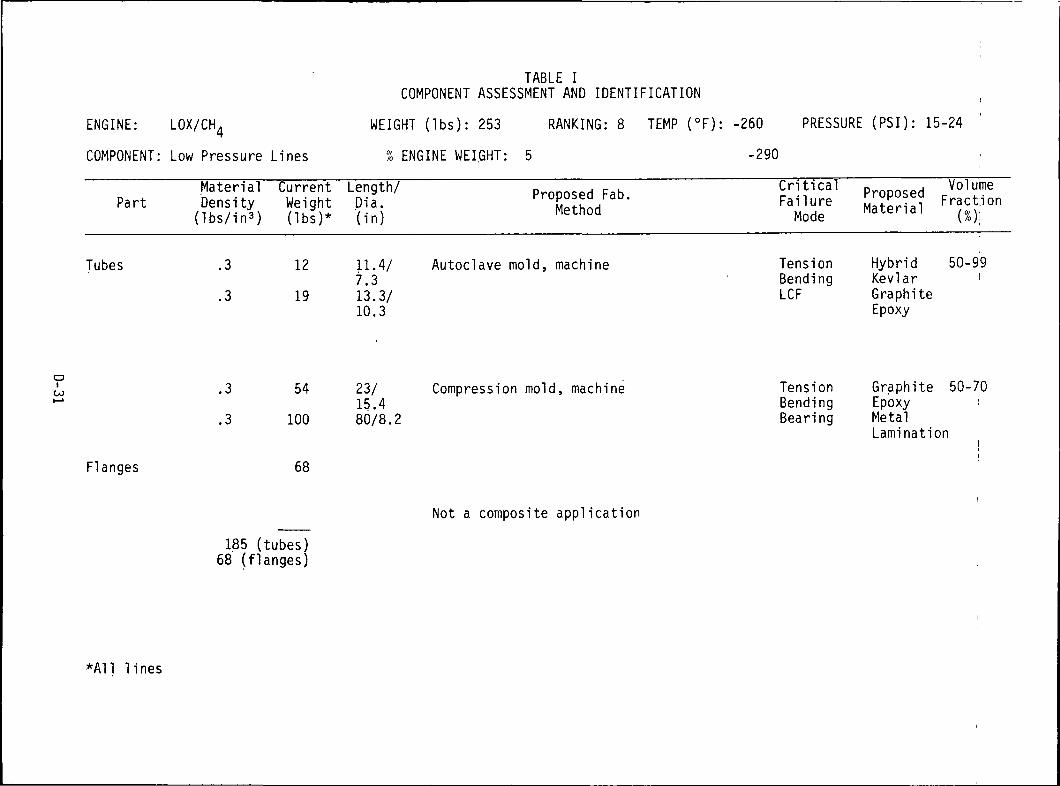
CQ
o1—o>— 4
Lu1—LUOQZ.
\—•z.LUz:
OO
ooLUOO
1—Z.
LUZ.
oQ.
O"
^~
CM
LO
i — 1
. .
1—4
OO
O_
LUOO
OO
LUCu
CD
LOCM
LO-
CI
—0.
^r-.
LU
h-
oo• •C
D•z.i—
)N
X
!iy
^^
rvCO
LOCM. .
^-^LO
_O
,1—
0LUrg«-
3:
<->Xo— i
LU^y
t—t
CD
•z.LU
0a\
CMiLf>. .
1—CD
.t—
iLU3LU
!P;
"~ '
ZLul
0^
LOQJ
C••-^JQJ
S_ZJ
LOLOQJ
St.
Q.
5O— 1
1—•z.LUZ
.C
D0-
s:CD
c_>
cu o
E
••-- __
„
i —
O S
«O
03
> i.
Ll~
T3 •—
O)
03LO
-r-
0 S
-C
L O
)O
4->
03 C
U0
S
_
CU
4-> i —
O•-
•<-
ii-
03
f>03Lu
T3
T3
OCU
-C
LO
4->O
C
UQ
.Z;OS
-Q
.
^-
JCO
1 0
3 C
CU Q
.--
1
+->
-1-J *
C ^1
" — *
CU C71 1/1
S- T
- J3
S-
CU
r—
t_5
^~
^^*^O
3 j 1**
•r- +J. C
S-
-1-
-r-CU
LO
^>s
•(->
C
LO
03
CU
-Qsr.Q
r-
s_03Q
-
CTvcn1C
DLO"O
i-
•i- 03
J2 *>
>, O
)
C C
DO
C
LO
T3d C
CU
CUt—
C
Q
CU
•i —x:CJ
03E
*•~Q
10EQJ
03(JO^j
~sc£
^~• C
O1 —
1 •
r-H-P
**
CM
CO.
LO
CU-Q3H
-
cu-1— >
•1-J= >»
Q. X
03 O
S-
CL
O L
U
U.
CJ)
— 1
CO
CO
. .
CO O
<— <
I—I
cr>i—
i
CO•
CD
r*<. ~
iC
DLO
^—
OQ
J •!-
-f- 3 4-*
••- 03
^2
>,r-
CQ
. X
03
•!-03, O
+->
ES
- C
L C
U
03CD LU
z: i
C
CJ)
CD
O
C C
LO T
3
i-C
C
03
QJ
QJ
OJ
1 —
CQ
CQ
c:O• C
U
••-a
4->
•r- 03
^:
oO
-r-
03
i —E
Q
.Q
.•»
03-or—
C
U0
-(->
E
••-LOc
oO
Q
.•r-
E
LO
OLO
O
CUS-
03O
.E
-(->
0
0C
J
Z
CM
«5»- CO*
"-
. '>^
CO
LO
OC
M r-H
CO
«* o
coLO
O
V
JD
f— 1
CO
C
O•
.
LOcuenc03
r—LU
^™N
-LO
LO
CU
C
UX
I CD
+->
03^—
^-~M-
LO
OO
.^H
COUD
LOCU
•a:•K.
D-31
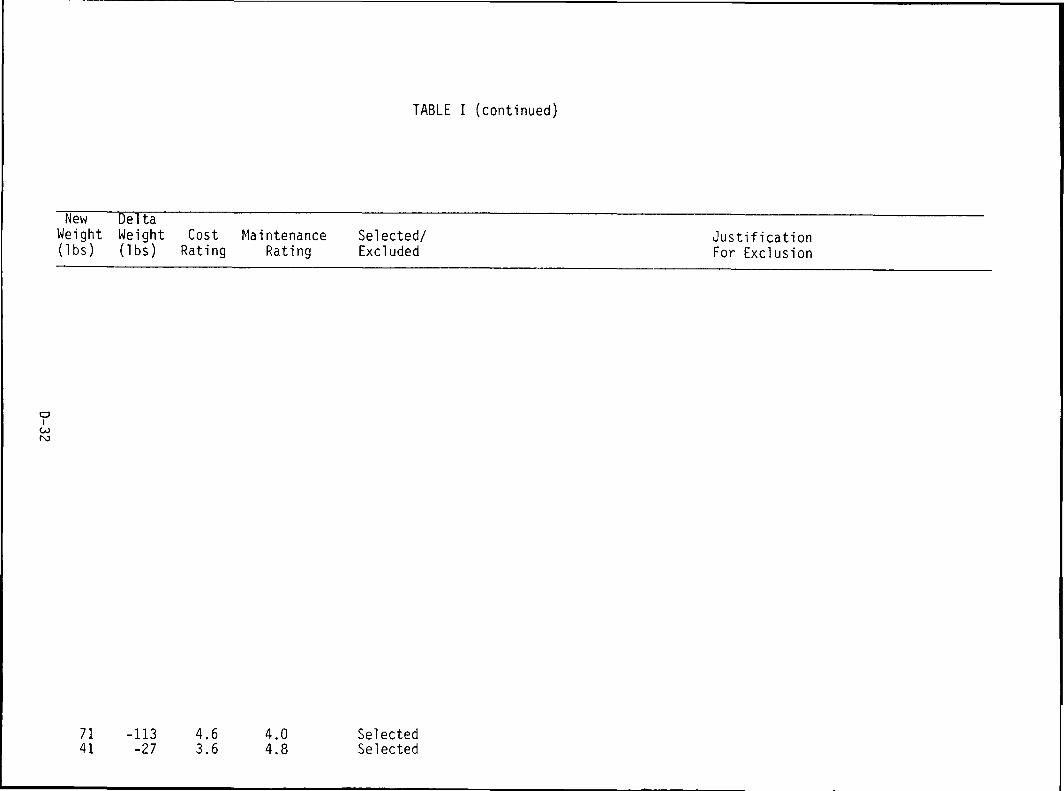
O)
:3c:ooGO
•=£
o o
•r- 'r—+->
tO
(O
3O
r—•r-
OIt-
X
•r- U
J-M</>
i-
^ O
CU 01
+-> -o
O
13
QJ
•—i—
O
oj
x00
LLt
OJ
(Jcn
c: -r-oi +->
I/) •!—O
•)->
Ol 1/5
••- J2O
) O
) i—
C7) I/)
O) -r-
jQZ
O
) r—
-o -a
ai a>o u
OJ
d)
a> ai
oo <-o
CD oo
- 00
co r
D-32
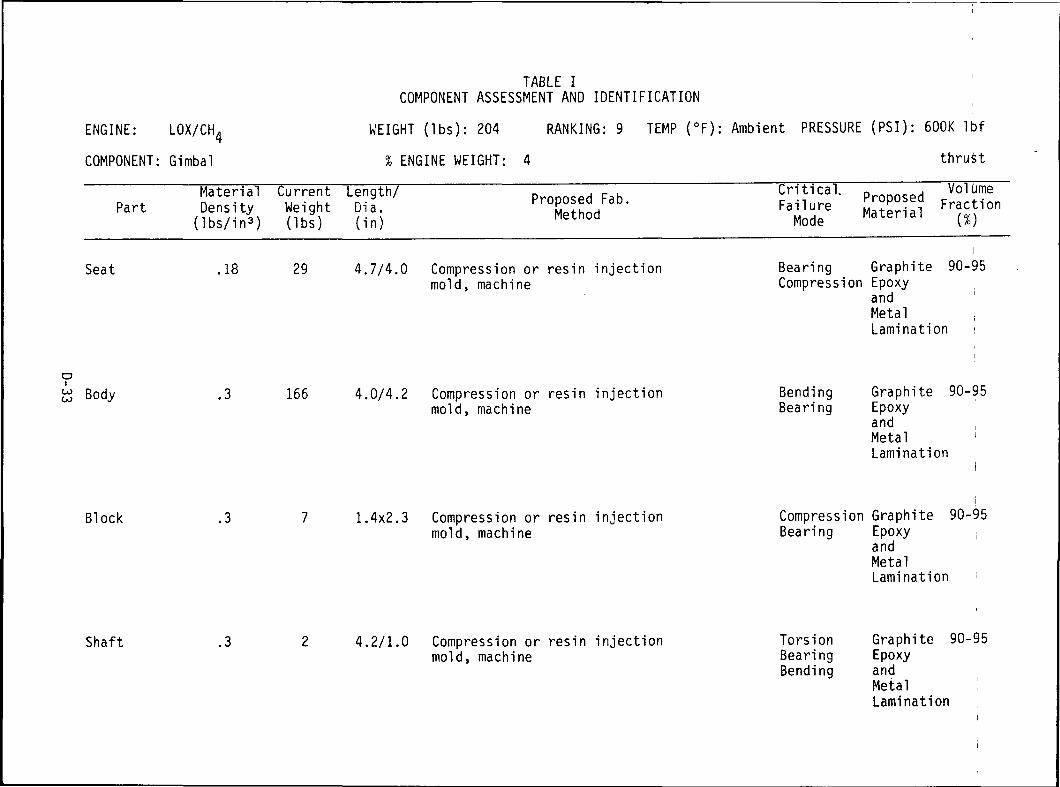
_-
o1—2t— <
u_t— (
1—LU
^ <
!LU
—1 1—
03 Z
<C
LU
h- z:CO
CO
LU
CO
CO
^£
1—LU
Oex.oO
n_
_Q
,i<i
O10• •
^— •*
»— 1
CO
Q.
LUC£.
CO
CO
LUa:
Q_
•Mcu•r-
«=cLu0- —Q.
LU
1—CT
l
• •cr>~
"t—
i•^f
CC
.
t^-
0C\J. .
^^^COjQ• —
»
1—3
^-
~T~
<->
Xo— 1
LUZ.
1 — 1
f n~^~U
J
1 *C
O^2S-
"*"*^~• •
1—nren
( — 1
LU3LUz.
i— (
ZLU
,.03E•r-
1—LU^y^0a.
z:
oC_)
c:cu
o—
»| —
3
-4-> x^^»r-
0 S
«O
03
— '
>.
i.LL.
-O i—
CU
O3
CO
•!-0
S
-o. cuO
-(-»
i- 03
o- z:
, •03
CU
CJ
S-
CU
i-
3 T
3-»->
.—
0
^ 0
3C
_) U
_
_Q"
03U
_13
•a o
cu -co cu
f^ ^^
oS-
Q-
^-
+J
.^~
~O
> 03
CC
T
- -r-
CU Q
—
*
C
-C ^
«CU
CTl CO
s- -r- _aS
- C
U r—
o03 >>"
il ••- -r-
CU co
^^
+J
c co
03 cu .a
z: Q r—
s-03a.
LO
—
CTl1
OCT
l
CU4-1•i —-C
>>
Q- X
03 O
"O
S-
Q.
CC
D LU
03
CO00CT)
COe cu
•r- S
-S_
Q.
03 E
CU O
CQ
C_3
cOJ t
•+-"
cu••— J
c•r-CCOa>s_.O
O)
c:c: -1-O
JZ
•i- U
CO
O3
co E
cuS-
»Q
.-0E
.—0 0
0 E
Oj•
"*
CT
lCNJ
CO
r-H.
-t_>
03CUC
O
._ —O•1 —
4->03r^ C
03 -r-
4-> E
CU 03
z: —i
incriioCT
l
O)
-r-+->
+->
••- 03
-C >,
r- C
a. x
03-1-03
O
"O
-4-> E
s- a.
c: a) 03c3 LU 03 s:
i
-a s-
C
03
O>
OJ
CO
D
O
LO
-CTl
—IoCT
l
Q. X
03
O T
3S
- Q
. C
LO cr>
cu c
i- -r-C
L s.E
03o
ai
<_3 C
Q
LO
CT
l
OCT
l
O>
O
a> 03
•r- 03
JZ >,
r-
CQ
. X
03 -r-03
O T3-+->
ES-
Q. C
O
) 03O
U
J 03
S
— I
O) D
T>
I/) S
- TJ
S- 03
Co
ai a;|—
Q
3 C
Q
oo•<—>cC
Oa>S-
o aic
c: -I-o .c
•i- O
co 03
co E
aii- "
o o
<-> E
CD
10
UD
oa>CO
cuS-
o cuc
c: -i-o
-c•r-
O
CO
03
co E
cus- «
Q.-O
o 'o
O E
OJX
ocuCOCDS-
oO -C
•r-
O
CO
O3
co E
cuS-
•Q
.T3
o *o
O E
C\J
oCQ
oo03
JCCO
D-33
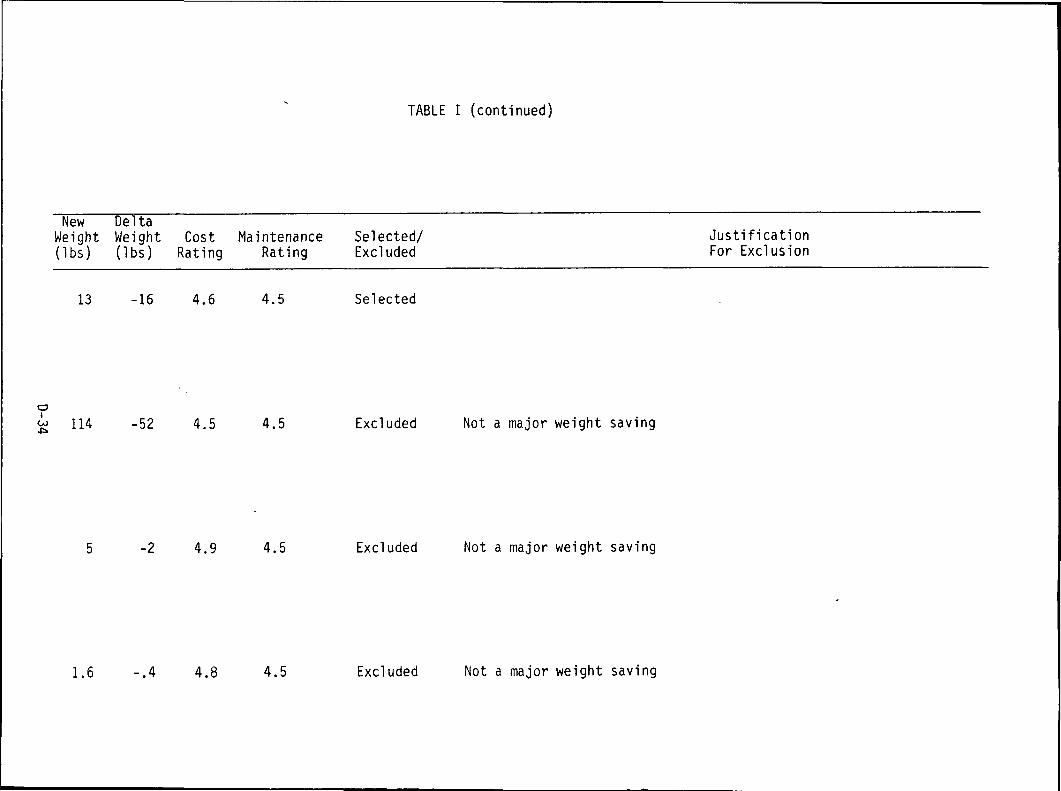
-o<L>=3
OoCQ
C C
o o
-P </>
to
^o i—
•r- O
<+-
X
(/> S
-3
O
rs u
.
O)
s_o£=03
CD
(LI4->
-O
O
3O>
i—r—
O
O)
XLO
UJ
O>UC C
DtO
C
C -r-
O)
-t->+->
03
01 -i-
O 4
-><_)
03
r— -I-
_Q
O>
O)
r—Q
S
^'
cr>••-QJ i
0)Udl
a00
cuoX
ento10en•^*ai3s-o••->(Oto-4->O<UOX
enc(OtoCL>
O•<->tO
+Jo13aioX
CMun
cr>
c\ji
co
00
D-34
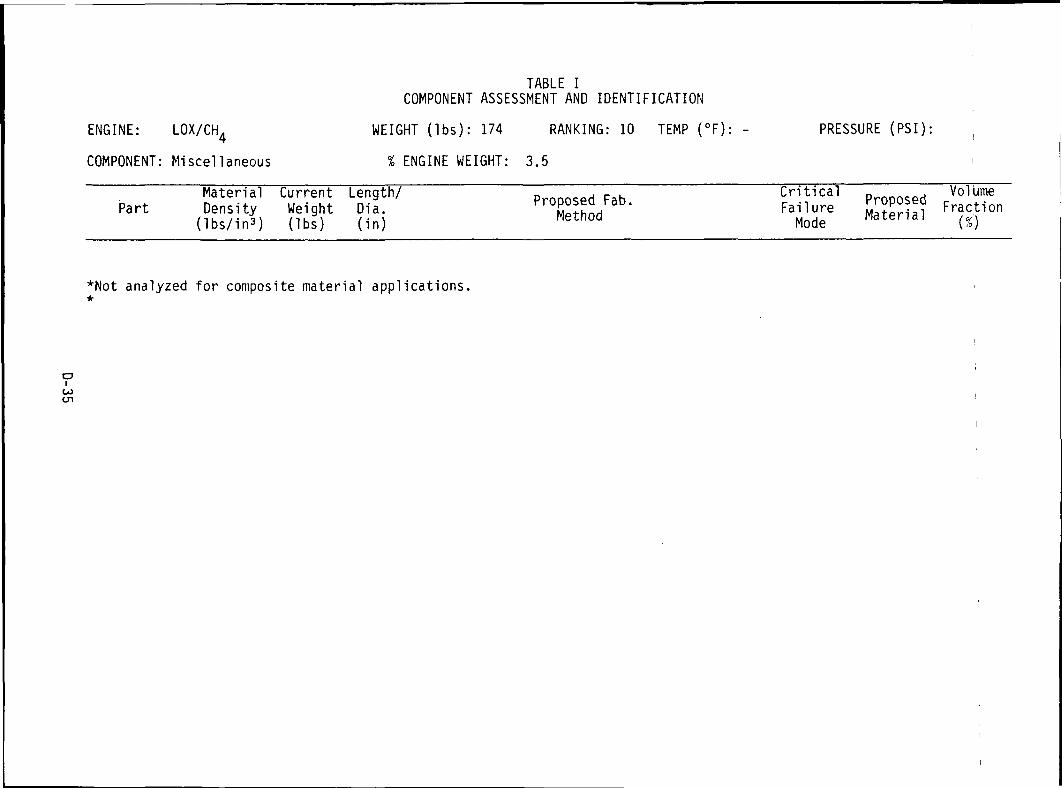
toQ-
tOCO
o:
o1—4 a.
CQ ;•a: i
ce.LO
ro
I/OCO
oQ.
oCJ
l/l-Qxo
OOl
OJ
uCO
oQ.
oCJ
Ol
OE
••-3
+->_•
—
O
X) •—
O)
<CLO
-i-
o s
-C
L O
lO
-!->
S-
(OQ
- S
S- O
J3
T3
i—
O
T3
OO
J JC
(/) -t-J
O
O)
Q.2
:OQ.
+J
.cn <o
O)
C7) C
OS
- T-
J3
i- O
) r—
S_ -r-
-^
<D CO ~^>
+J
C C
O(13
HI
JQS
O
r-
(C.Q
.
COco03UQ
.a.
(O03S-
oa.EOOi.oo^* *
D-35
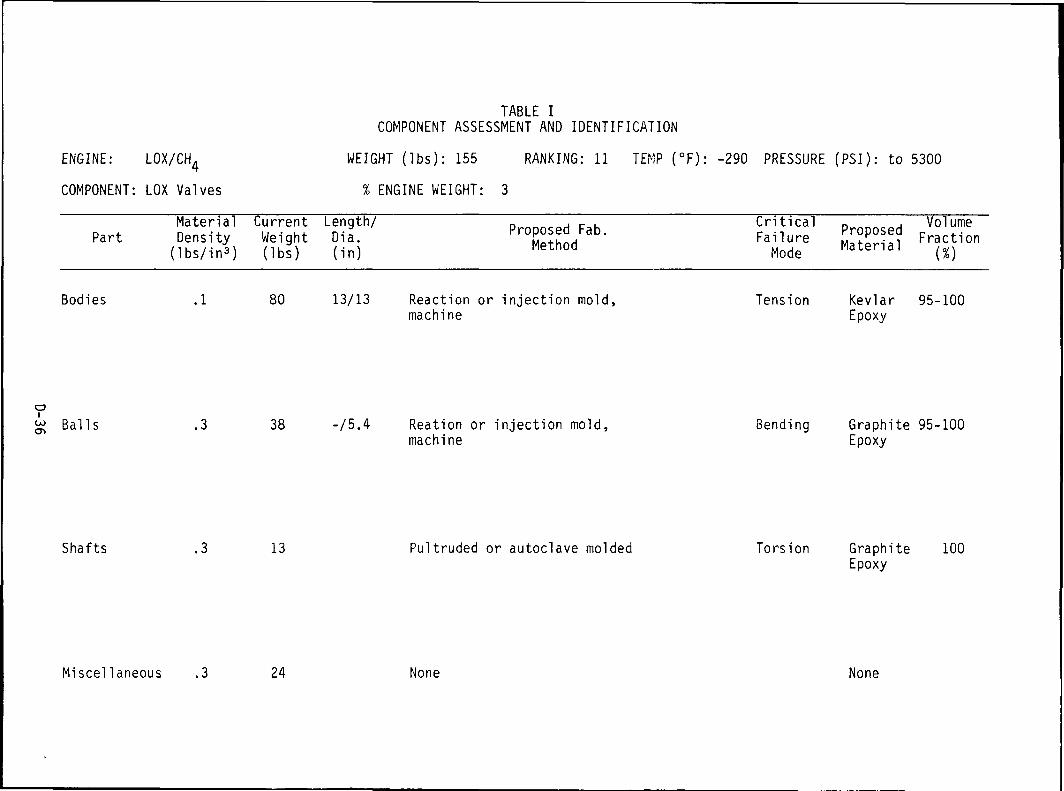
~Z.Ot—
<H
~
Ol_i_
H-
LU
Q(—1
Q*—
* ^**c^
LUi |—
CO Z
«=C LU
i— s:
OO
OO
LU
00
OO
(—LU-^0Q
_^"0C
J
ooCO
IT)
0-l_>• •
. — -
1— 1
00
CL,
LUce— i
ooooLUCC
Q.
OCTl
C\J1
LU
o' '
Q_
LU
1—t— i
\ — 1
• •
co'r
t— t
XX
z:
«=Co;
LO
IT)
r— (
• ,*,
CO-C
l
^_^>
I—"T"
CO
•— <l_Lj^
+[2
CJ
Xo— 1
. ,
UJ
i— i
C-D:?"LU
oo• •1—C
£Jt—
-t
LU
LU•t—
tcoLU
a«O)
ifl3>Xo_
j• •
^ LU•r
00.
s:
0CJ
01 o
E ••-
^
4-) ^—
r—
C
J &
SO
n3
*- —>.
S-
u.
"O ^~
(1) fO
CO
-r-O
S
-Q
. Ol
O +
JS
- 03
o_ s:
r—03 C
U0
S
- C
L)
• -
^ "O
+-> r—
O
•.- -1- 2:i—
ro
CJ LJ_,o*X3U
-~o
"T3 O
oi jcCO
4->
O C
L)
0.2
:O^_Q
-
*• — ,
-Ci i B ^
_^
•t™*
• ^^^
c~ -r- •!—CU Q
—
-1
OJ CD
COS
- T-
J=t
S-
QJ r-
U•r- +J C
S-
-r-
••-C
L) C
O
"-+J
C C
O03
O)
-O2:
Q .—
^_,
S-
O3
Q_
OO1 — t
1LOC
Tl
S-
03r^>CDCo•r-C
OcCUt—T
3
'o•E.
cO4_>C
Jcu•<-}
C.
•p—S-
oco_(_>
o03CUa:
CO
^ CO
i — i
0oot— i•COCU
T3oCO
>>XoCL
LUCUc:
., —c~003E
oCD
1 — 1
1LO
CTl
CU-!->•r—
_ca.
03S-
coen
c•1 —~oc:CUC
Q
«s
-or—oEc:o•r-
4->oCU•1-3cs_oco•f—1 '03CU
C£
'd-
m^ —1ooCO
CO•
CO
, —r—03C
Q
>,
Xoa.
LUCUc:
• 1 —c*o03E
oCD
. — 1
CU-t->•1 —r~
>^
CL X
03
Os-
a.
CO
LU
co•1 —COs_oI—CU
,oECU>03r—C
Jo+->303s_o~oai"O3i_->1 —Q
.
CO
r—t
CO•
CO-)M
-03jCoo
CUc:o•z.CUCI
o"Z.
^~
ooCO•
CO^3oCU031 —r—CUoCO•1
—
s:
D-36
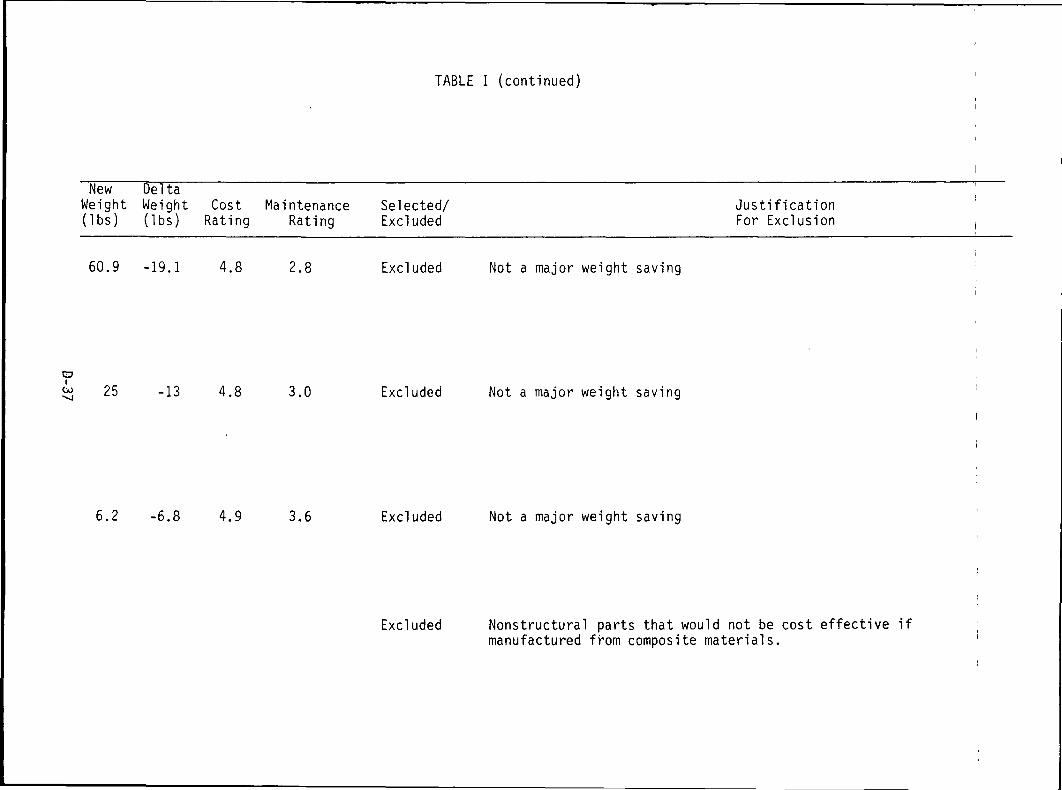
T3CU
•i —COo,_,
LU1C
Q
1—
C C
0 O
+J
CO
ro :3
o • —
••- 0
M-
X•i—
LU
CO
S
-13
0
~D
U_
"O T3
CU
CO-(->
"O
O 3
CU i —
i —
OC
U
XV
> L
U
CUuc: cn
ro c:
C •!-
CU
+->
c cacn•I-J
C
O +J
o ro
o;
ro ,c • —
-+->
cn coi —
•<
- -QC
U
O) i —
"^j rg
v
•
i: —
S
cn co
CU -r-
J3
2: cu
•—
cnc:
-*->cncuSs-ororo+jo-ocu
"Dr^(_
)
XLU
DO
CM
OO
^i — i•
cnr— 11
cn•C
DU
3
<oui
01O••-}roroo
ro1/1CD
•r-O
)
s_o••->ro
oX
01-aox
oCO
ooCO
1—II
LT>C
M
00
Cvj
1JD
Oa>cu
+->coooO)
COro
o si
c cu
•a ro
o cu
3. •»->
ro o
.c Q
.
co o
-t-jS_
Ero
oQ
..S-
i+-
'ro T3
s- cu
+-> 3
o
-(->^ o
s_ ro
co 3
o ro
13cu(JX
D-37
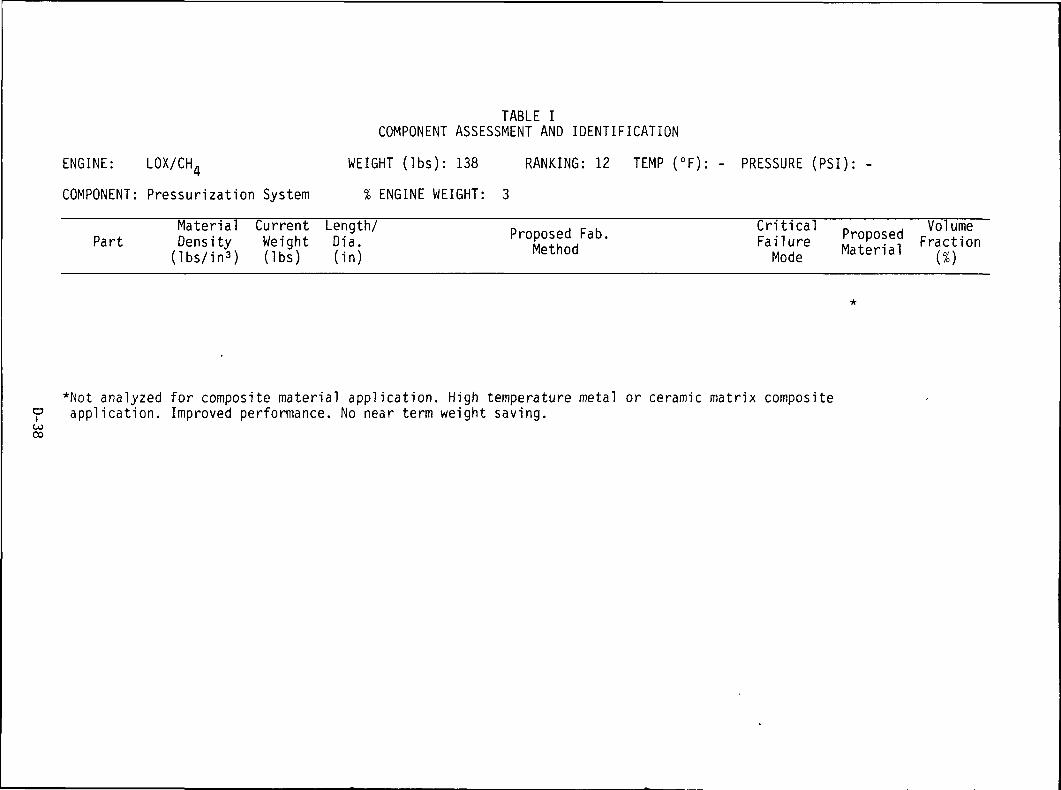
OO
D_
CO
00
Qi
Q.
!=Q
J O
r—
OO
0
3-
QJ
tO10
-r-
O
S-
CL. Q
JO
•!->
S-
030- S
I
(O
QJ
0
S-
QJ
•i- 3
T3
4-> i—
O
•I- T- 21
S-
<T3
oi—i
OL.
Q
CQ
«=C
CO
onooooOQ.
Qi
OO
CO
xo
EO)
co(OtMintoQJQ
.
oa.
TO
•a o
o QJ
oQ_
O> ra
C -i-
O>
Q-
CUroC1J l
---
•I-J C
(/)
03
QJ -Q
SI Q
i—
i-03Q
-
Ol
IOOa.
oorciEaioO
J
a>i. C
Ol
-r-Q
. >E
<T
3ai to
J=
-Cen
en
O i-
•r- 03
r- 01
Q. C
cxfO
O
nj •
•r-
QJ
1-
Ocu
eOQ
J 4-
-l->
S_
•r- Q
J01
C
LOC
L-0
E O
Jo
>o o
s- a.
o E
4- i—
i
-a
•QJ
c
fO
fOC
0
03
•!-
+->
CL
O
Q-
1ZL 03
•K
D-38
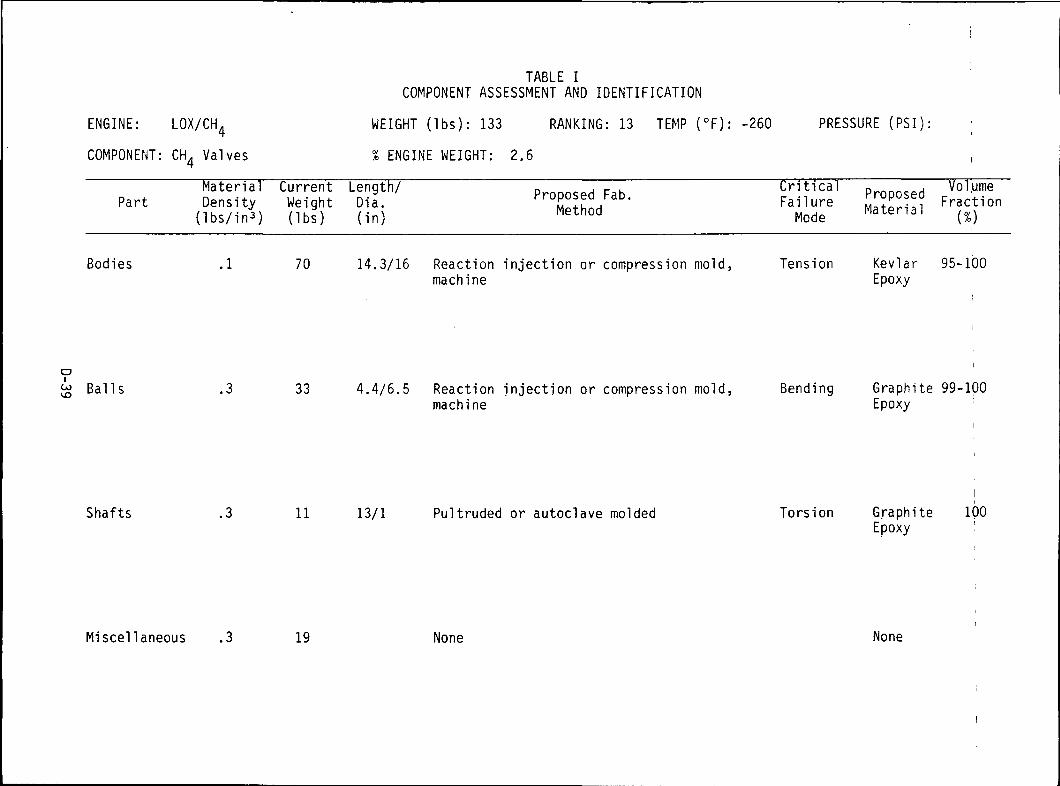
y0t— 4
1—
<=C
CJ
>— iu_pz:
LU
Qi — i
Q*—
* ^^
•=cLUi | —
CO
Z«C
LU
1—
21
CO
CO
CO
CO
<t
1—LU^^
CD
Q-
0
. .s
t— 4
CO
CL.«. —
LUceCO
CO
QL
CL,
CD
CM1
| i
O^_^
£X
SI
LU
1—CO
r— *
• •
CD
~%Z
*— H
"~^~
«=Cf^
vo•
C\J
CO
CO^
i—reC
D" —
» H—
*10
LU-0
3S
|^— -
LU
^—
H
— t
ZC
CD
i — i
LU
LU~g
^JJtoCO>
IE
raO
5»
x
•**•o
n:
_J
O"^>LU
LU
ZZ
0i—
i D
-C
D
2:
^^
CD
1 1 i (__>
O)
O£
••-
i —
O &
s ~
O
T3
—
^>
S_
U_
•0 r—
OJ
(OtO
"1 —
O
S-
Q. O
l0
••->
i- mQ- s:
(O
CO0
S
- C
O
4-> i —
O•r—
T
— y
S-
«C
J Ll_.r°*fO
U_
•j
T3
OCD
-d
to +->
O
CO
r> ^~
oS-
a.
.c^_) • ^
en to
c:
f~* -r- »
r—CO
^ —
— "
1
+J
-l->
CO C7>
U1S
- -i-
J3
S_ C
O •—
fO
>^ro
• r—
-f-> £3
S-
-r- >i—
<U 01 \
fO
QJ
^j^z. a
r—
.(_>t.foa.
o.0i — ii
LO
CTv
s_A3
t —>a>c:Otoc:CO
I—T3
*OEc~O•r—totoCOQ.
£OOt-oc0•1 —4_>C
JCO
•<-)cc0• r—
4_>
CJ
IDCUfVU
D
CO•
^J-i —
I
Or'
« — 1
I/)CO
•aoCO
>>XoQ.
LUCOCf~0<oE
0-
-
01 — 11
CTl
cr>cu+->•r—f~Q.
03&_C
DCD
C-oc:cuC
Oft
'oEco• 1—to(/}COC
LEouc_oco•r~-4JCJ
CU•<—
)cc~o• 1 —•!->o(OCOonLO
vo^^^«
-•
"*CO
CO
COto
1 —^~fO
GO
_
-
>>XoCL
LUCOc• r—r*0(OE
00 --
- -
-1 —
1
CO•4->•r—f~
>^
d. X
<a o
S-.
Q-.
CD
LU
c:0toc_OI—•QCO
|HoECO>(O1—ooJ^Jtos_o•oO
)"Os_^_>^™3Q
_
i — I
-^
CO
1 — t
1 — 1
1 — 1
CO'to+JM-C"
CO
-
COcuo•z.cuczo•z.
CTl
1— 1
COto13OCOr—«,_COoto• r—s:
D-39
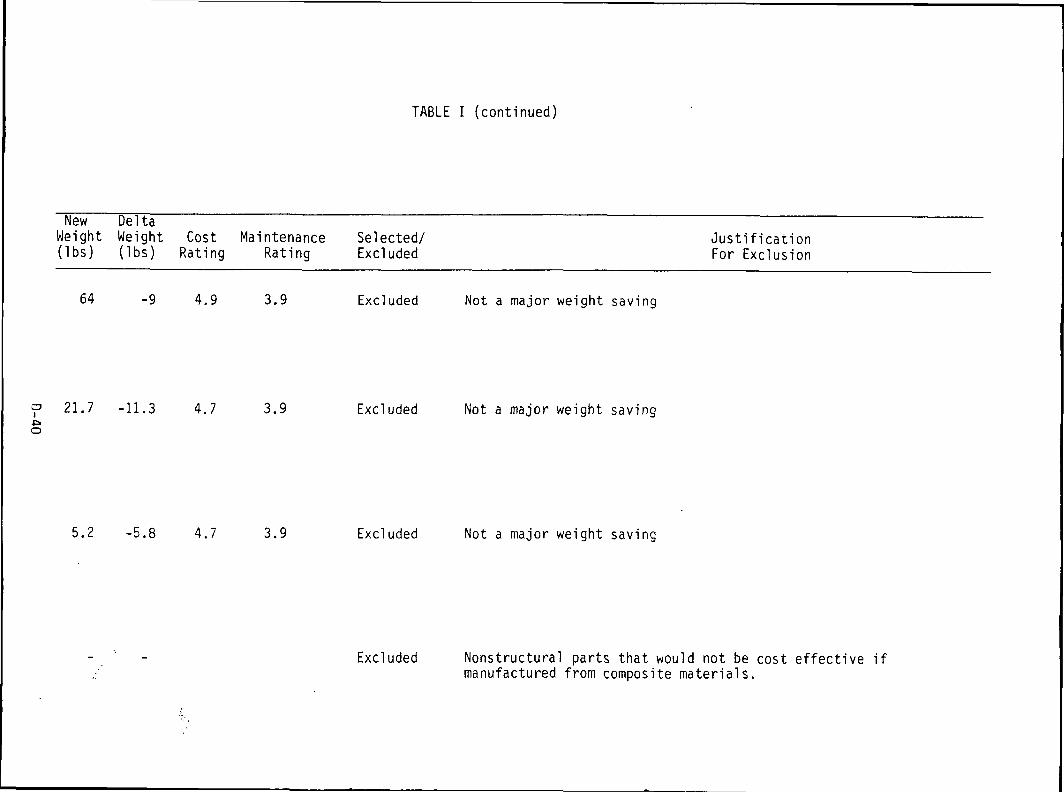
o o
•I—
•!—+->
toro
3
O •—S
-O
T3 T
3<U
<D4->
"O0
Z5
01
•—i—
C
JO
) X
t/0 L
LJ
CD0O
>
4->
03c o
:
re
en4->
C
to -i—o
+->C
J <
T3
o:
ro J
Z -—
-CT>
10•i- -O
O)
QJ i—
_ C
D
toC1J -i-
J3^
C
U •—
enc
(O(/I
CD3S-
o''">roro
4JOOl
-auX
<L>
i-O'•-3ro03O
rotoenOJs-oO)
-aoX
cr>•
CO
en
cr>enro
oocoLOI
OJ
un
0)
>oOJ
OJ
ooa>o $
-c ai+->
-O
03
=JO
O)
••-> to
fO
O-C
0_
4->
EOif)
(_)
4->S- E
ra O
a. s-
ro "O
s- a>zs
s-
13
OS
- ro
4->
<*-
to n
c: cO
ro
-oai-oX
D-40
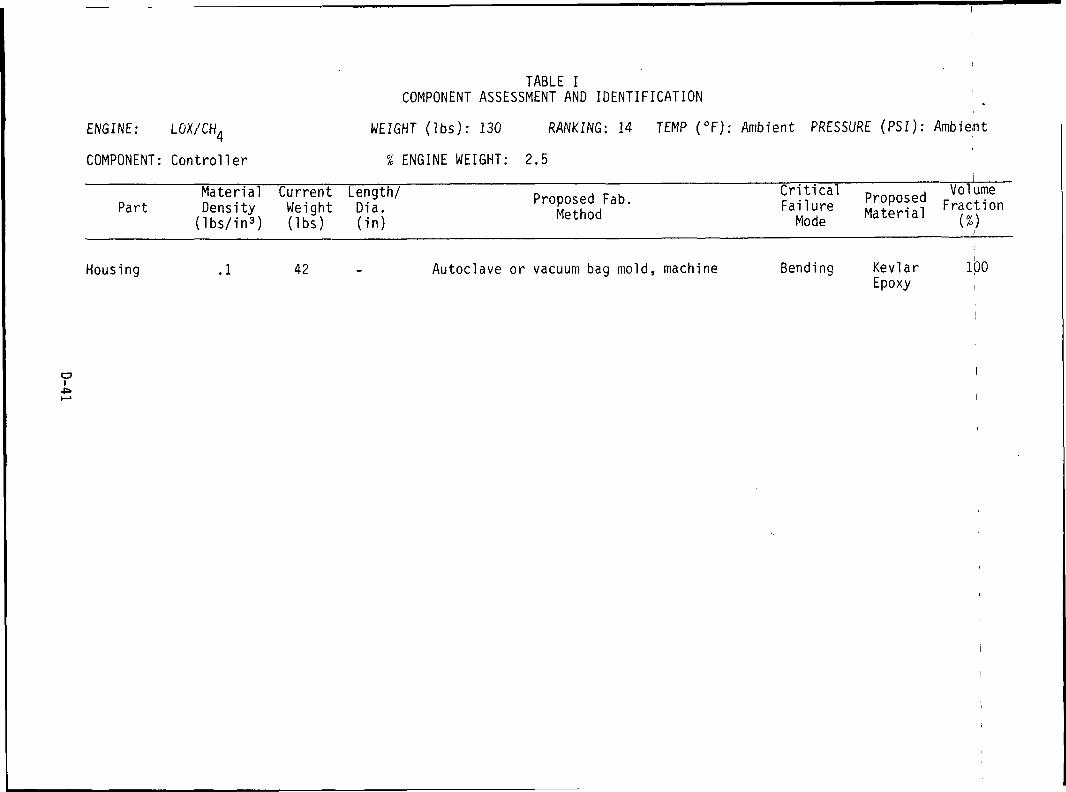
QJ
CO
UJ
ooooLUOJ
-Q
O•—i
CL.
O
I—
LU
O
LU
—I
ICQ ;0
000
00
oo
LOCM
O00
E
£Q
. .
O
(—<-->
:n<£>z:
LU
a:
<o><OLUZi—i
CD
LU
i-cuoo<_)
oQ.
o-(?-U
:
QJ
03U
1 -i-
O
i-C
L <1J
O -M
03 C
OO
S
- O
)
r—
O
•o•o
o
Ol JC
in
•*->O
C
D0.2:oi-Q.
enC 'I
O)
C
Oi en
iS
- -r-
Ji-
O
) r
no >>cn
•i- •(-»
C
OJ
10 ^
4->
£Z
1^ro
01 -Q[S
Q r-
03Q
.
o_o.
03
>>
i—
X>
o<U
Q-
^ L
U
o>C
QOl
eoo03JDEo03S
-oO
l
uoeneto3o
D-41
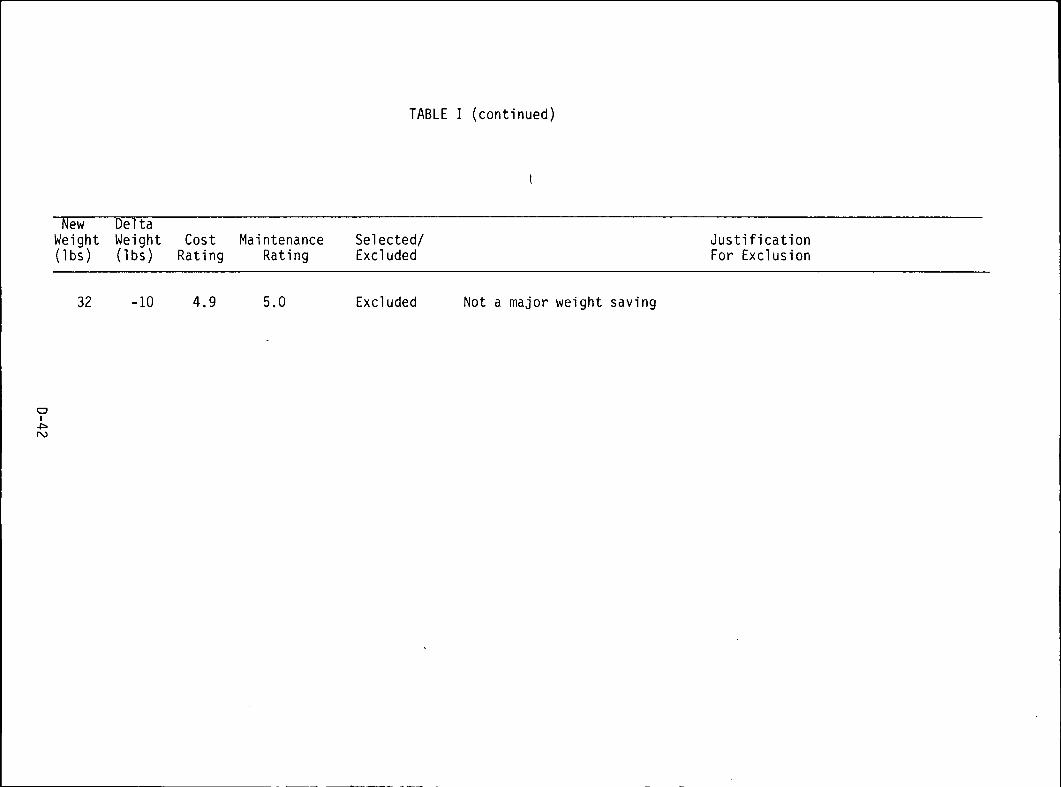
(UoOCQ
<:
o o
•r—
'r—-t->
C
OfO
3
O i—
•I-
O
M-
X
l/l S
-3 O
T3 -O
O)
O>
+-> T
30 3
01 r—•—
O
(U
XO
O
UJ
O)
UC C
D03
C(Oo;
03
CD
4->
C
(/I -r-o
+->
C_)
03o:
03 JC
'-^
4->
CD
10
O)
O)
r—
S
CD
10
a> -f- -o2:
a> i—
o>03(/)
-(->_cC
D•r—C
D
2s_o•<->03
T3o>•o(JXcr>CM
ro
D-42
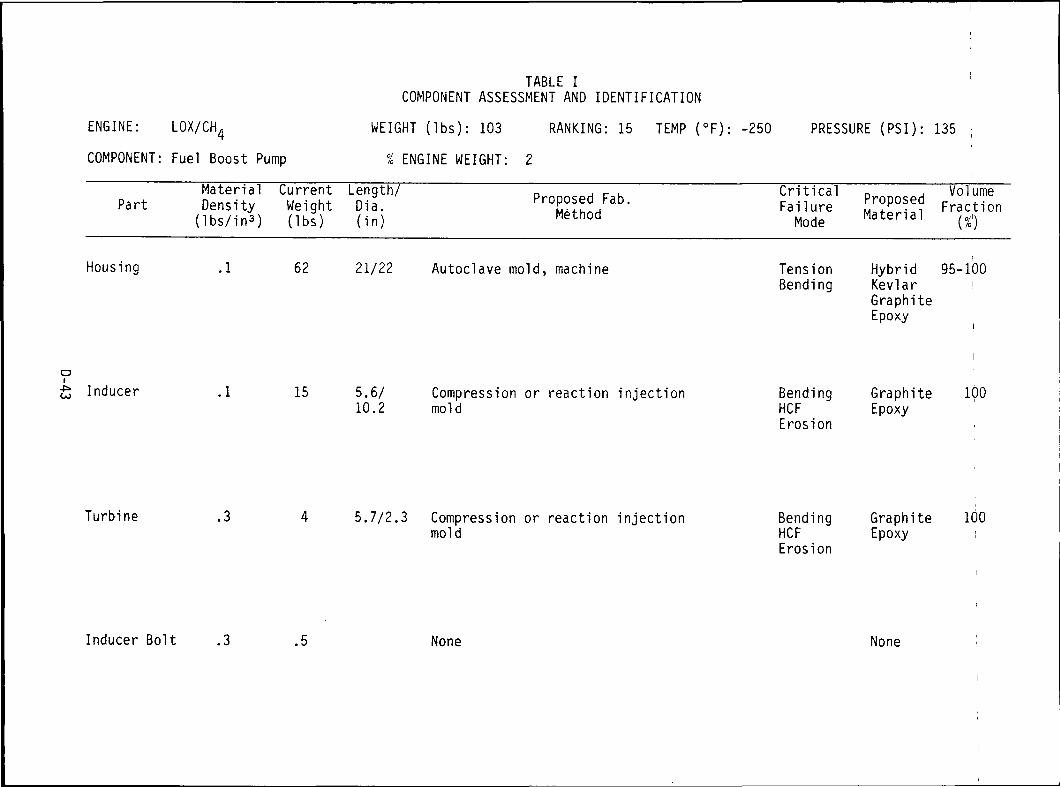
CO
-ez
opt— 1
LL,
I—LU
Oi — t
OZ•a:f—LU
El
CO
CO
LU
CO
CO
•=cI—Zi
LU
•z.oQ
.yC
DC
J
LO
OO• •
- — X
t—t
00
a.
*• — •*
LU
Qi
CO
CO
LU
a:
a.
CD
LO
CMiu_o*a.
LU
l —LO• •C
Dz1—
H
**/
•z.cCa:
CO
CD
t— 1
• •» —
%to;£—i—znh—
t
LU3
*5-
1CCJ
X0UJ
1 — 1
•z.LU
CM• •
1—"T~
CD
*~- 1LU3LU
•Z.
i— i
z.
LU
6-SO
.E3
Q.
-(->toOoCO
"QJu_..1 —2^
LU
OQ-
|
Cd)
OE
-r-
^
-4-> -— -
r-
(J crS
O
n3
'
=>
S
-t_l_
•O i—
QJ
(OtO
•!-
O
S-
O. C
UO
4->
S—
reQ
- S
I
r^rO
O
)C
J i-
CU
•r- Z
! T3
4-> r-
0•f-
-r- S
S-
03
CJ U
_
•
fOu_
"X3T
3
OCU
-CtO
4-1
O -C
Uf~>
^_oS
-Q
.
JZ
-(-) .^
-^C
D ru
c
C 'I—
•!-
CU
r~
i >
— 1
•»-> 4->
O)
O1 to
i- -r- _
ai.
C
U r-
Z3 ~«C
•***
CJ
r-
-^
•r- +->
CS
- -r-
-r-O
l tO
^^
•fJ
C
toO
3 Q
J
*""*
s: Q •—
+j
Q-
CD
_ CD
-
—r—
1|
LO
CTl
a>-t_)-a
s- -r-
••- 03 JC
>,
S- r—
Q
. X
-Q
>
<D
O
>,
CU
S-
O.
T"
XX
f n 1 i 1
SZ
CD
0 c
:
to T
3c c
cu cu
1—
CO
cuc.(—-C0Er»
-5
r^oEcu03
1 —0o+->Z)
<:
CM
CM
-v^
I — 1
CM
CM
IOf-H•
CD
.JEtoo
CD
-O-
i — i
CU-I-J•r—c~
>^
Q- X
03 O
s- a.
CD
LU
CD
!Z
C
O
-a
toc u
_ o
CU C
J
i-CQ a: LU
c~O-1Ocu'•
J
c'*~£=O•f—+->(JfOcui_eOCototoCU
S-
r">
"nE
r-
o o
CJ
E
^^>
CM
• O
LO
<-•
t— 1
i — I•
s_cu0z>TDC1—
4
O-
- CD
"
< — l
CU
+->
^c >>
Q. X
03
OS
- Q
-C
D LU
CD
C
SZ
O
"O
CO
C U
- O
CU
CJ
S-
03 IE
UJ
c:o-!->CJ
CUc'•c—o4->o03
CU
$_^_
Ocototo0)
a. -a
E •—
0 0
CJ
E
roCM
j^.LO
•s-
COcuc<*\Z)
1—
_ -
-cuo•ZLaico•zi
LO
CO
+->
*oCQS-
a>CJ
T3
»— i
D-43
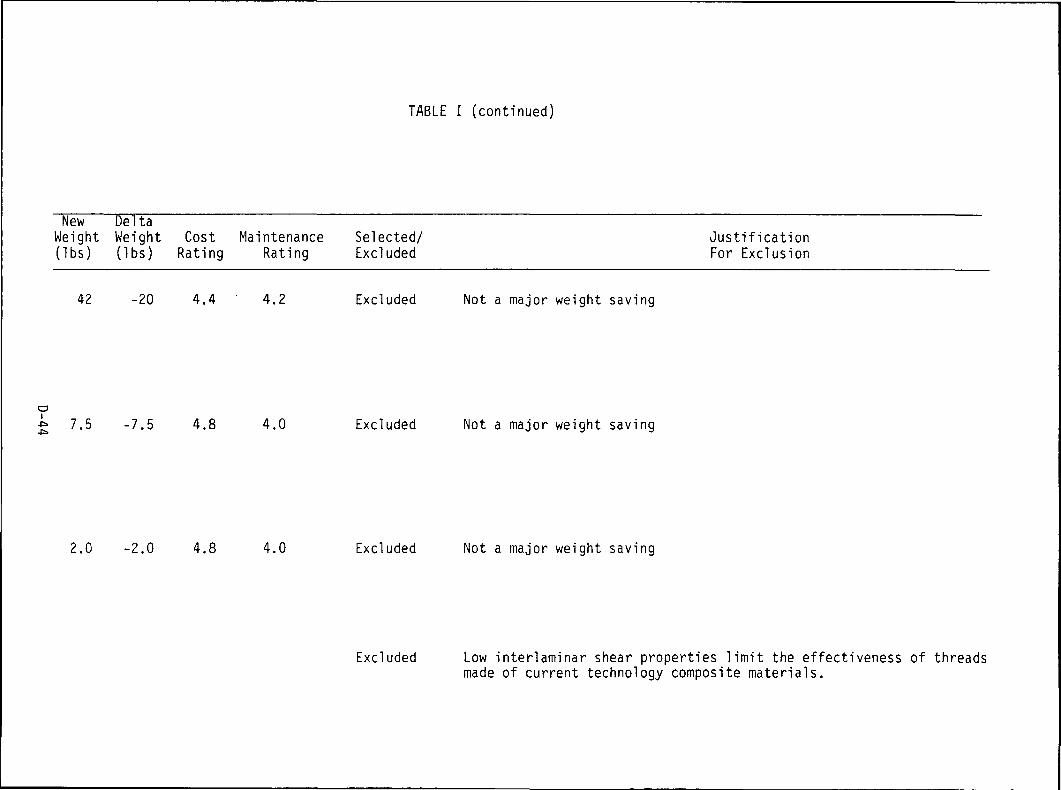
•oOJ
oo
o o
+-> to
03
^O
i—•r-
U4-
XS_OU-
QJ
O)
OQJ
r
01
X1/5
LU
QJ
OC
01
(O
CC
T-
O)
-!->4->
03c a
:
CO
-r-o
-»->
n3 -C
^^i->
en vi
i— -i-
_Q
CU
CU
r—
O 3
--'
2
en to
Ol -r-
-OZ
Q
J i—
enc(OtoOJ
O•"-}0303O-oO
)-auxLU
cn03toaiO••-J0303Oox
QJ
TDOX
00
OCMI
CO
OCM
OCM
03CU
totoaic.QJ
cnc:'>0310
+->jCcn
• I —QJ3S—o•r— 3H303O
03QJ •!-
-4~> QJ
-!-> 03
••- E
i — 4->
•r—to
toQJ
O••-
CL
+-> E
S- 0
QJ 0
Q.0 >,
S- cn
Q. O
s- 'o03 C
CU -C
^1 O
10 CU
S-03 +->C C
•r- QJ
03 S
i — 13
QJ_1.
1 1
-f— ' V|_
C O
•r—CU
O 03
-ocu
D-44
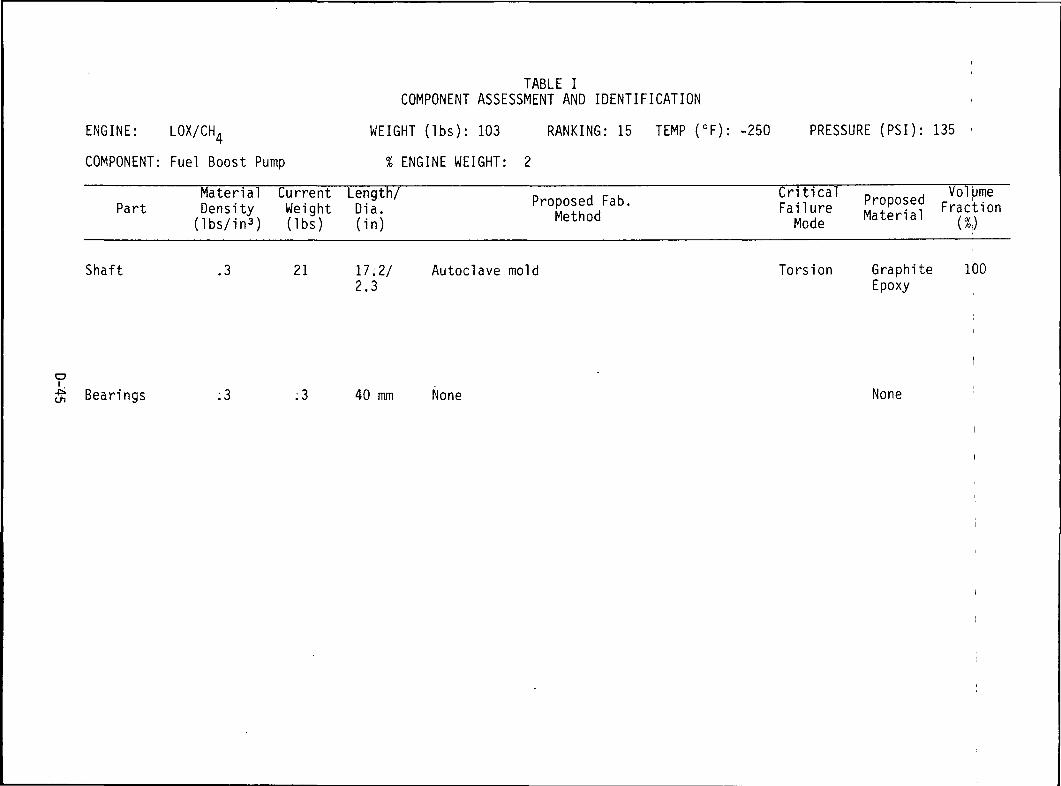
IT)
CO
CO
Q-
CO
CO
Qi
Q.
OUO
CMI
Lf)
Qi—i
CJ3
GO :CO
COLU
CO
CO
oQ_
Oo
CM
CO
Oto-QXocnzLU
a.
ooCQai
oO-
oCJ
c:O
J O
._
r—
OO
to
> s
-
"O •—
(V
tom
T-o
s-Q
- QJ
o
-t->S-
03
to O
)o
s- a>+-> i —
O
X)
tou_-o
-a o
QJ ^
00
-f->o a>oQ.
en 03 c:C
T
- -1-
<1J Q
c: :
OJ
C7)
S-
-t-S
- O
J3
3oO
) ui
--
+-> C
10
ro O
) _Qs: Q
•—
S-
03Q
_
o-OOJ
Q. X
03
OS
- Q
.C
3 LU
o00&-o
QJ
Co
QJ
>03oo• • C
Ot-~
•
r-l CM
CM
QJ
COEOCO
03.c:C
O
t03QJ
CQ
D-45
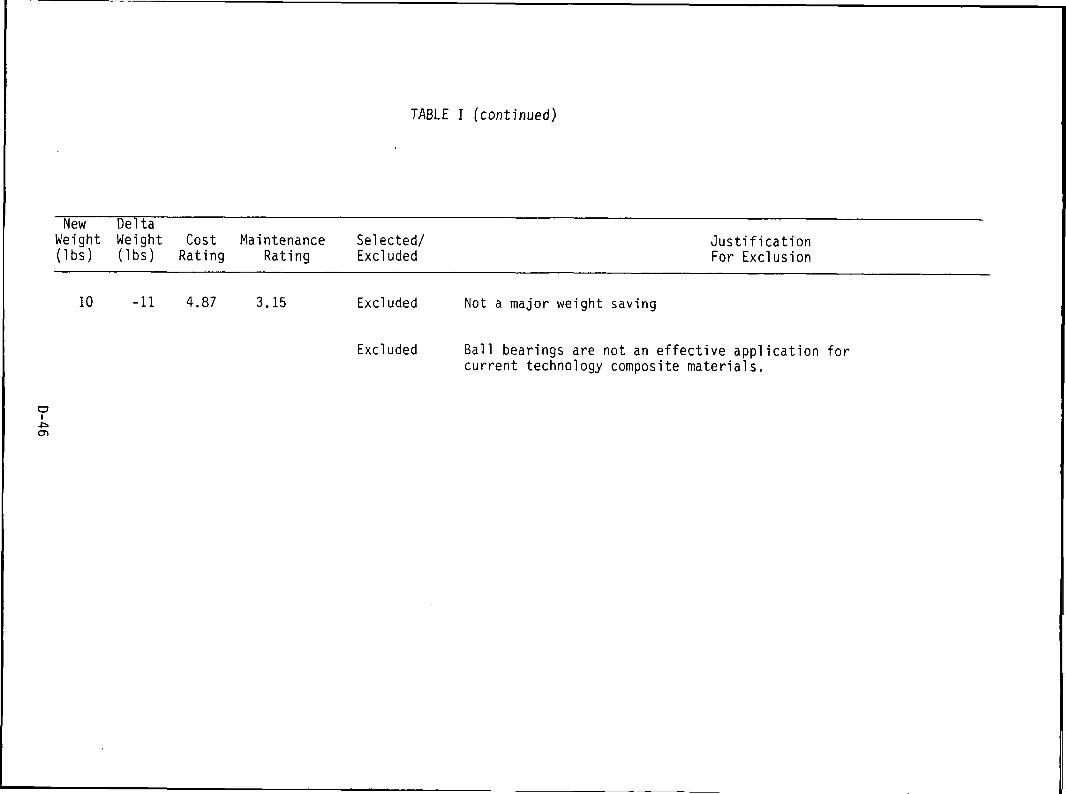
O)
3CooCQ
c: c
o o
to ^
<_> i —•«-
oI*-
X•i- U
J-(->i/i
S-
Z3
O•-3
U-
O)
O)
-1-) -O
O
3o> I—
i—
O<L>
X
oc e
nro
cc ••-
O)
-(->-l->
(OE
Qi
rO
O1
(/I •!—
O +
->
Qi
10
JC
-'-(-»
en i
O)
QJ
en 10CU -i-
-O|Z
Q
J i—
S-o••-J03EOJ
-o13Xini—i•
CO
oo•
<3-
uQ. C
OQ
-t—rO
ro
<U il
> O
)•r-
-4-)+->
roO
E
Ol
O)
-i-l/lC
O
ro
O.
E+->
O
O O
O)
O1
s_ o
ro i—O
U1
CC
D-C
C O
•r- O
)S
- -»->
roO) +->
J2
CO)
• —
S-
i — S
-ro
3
CO
O
-oOJ
(JX
D-46
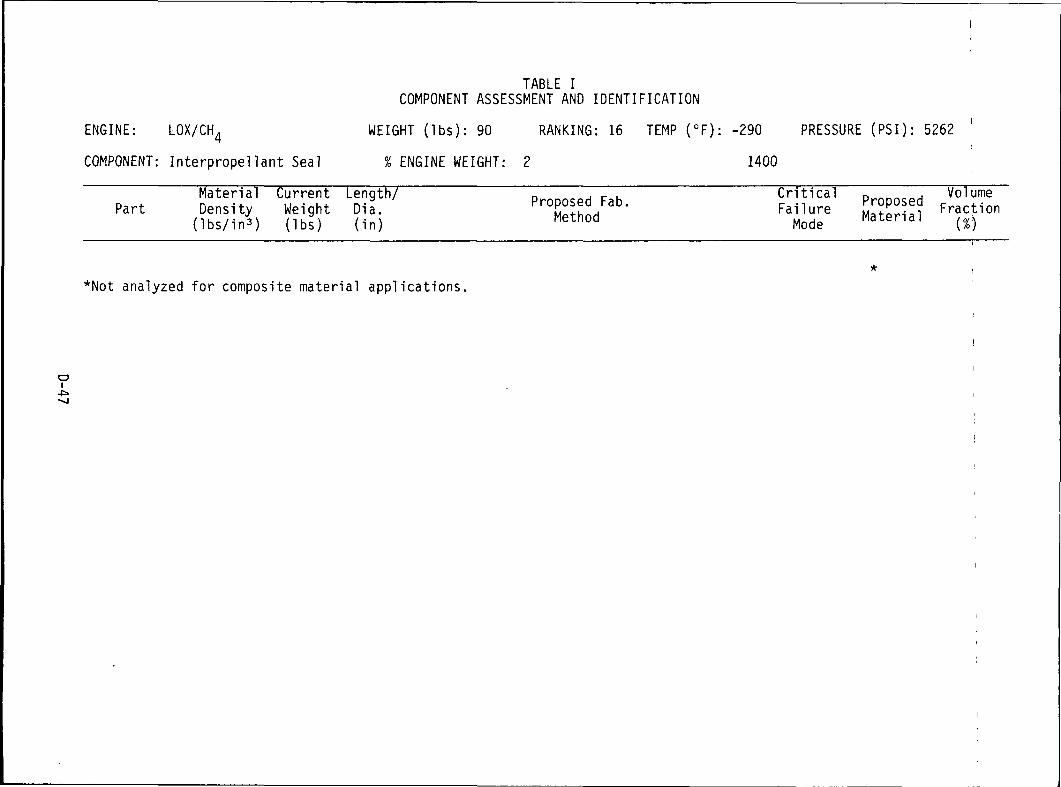
zooLUa
CM
LO
CO
a_OLcocoLU
Qi
a.
oCM
oa_
oO
QD :
CO
oi
CO
CO
LU
CO
CO
O«C
cr>
O
i—o
—
+
o(—4
LU
00
CD
LULU
2=t—
4
CD
LU
Xo
03C1JC
Oa>a.
oa.
ai•*->cLU
LU
ZZ
O
i—i a.
o
5:
z
oLU
o
O)
O
i—
o :o
ra-
> S
-
OJ
to01
-I—O
i-
CL
O)
O -IJ
S-
(OQ
- S
ro
OJ
U
S- Q
J•i—
3
"O
4-> •—
O'r—
•(—
y
i- (0
(0LuO)
J=
O
O)
oa.
cn fa c
C
gr- 'f~cl) r^>
QJ
CD
10
S- -r-
^3
S- Q
J .—
OJ
(/)4-J
e<O
Q
J2: Q
.
03a.
03oCLCL
toS-
OJ
<uoQ.
ooT3OJ
(OctOoz*
D-47
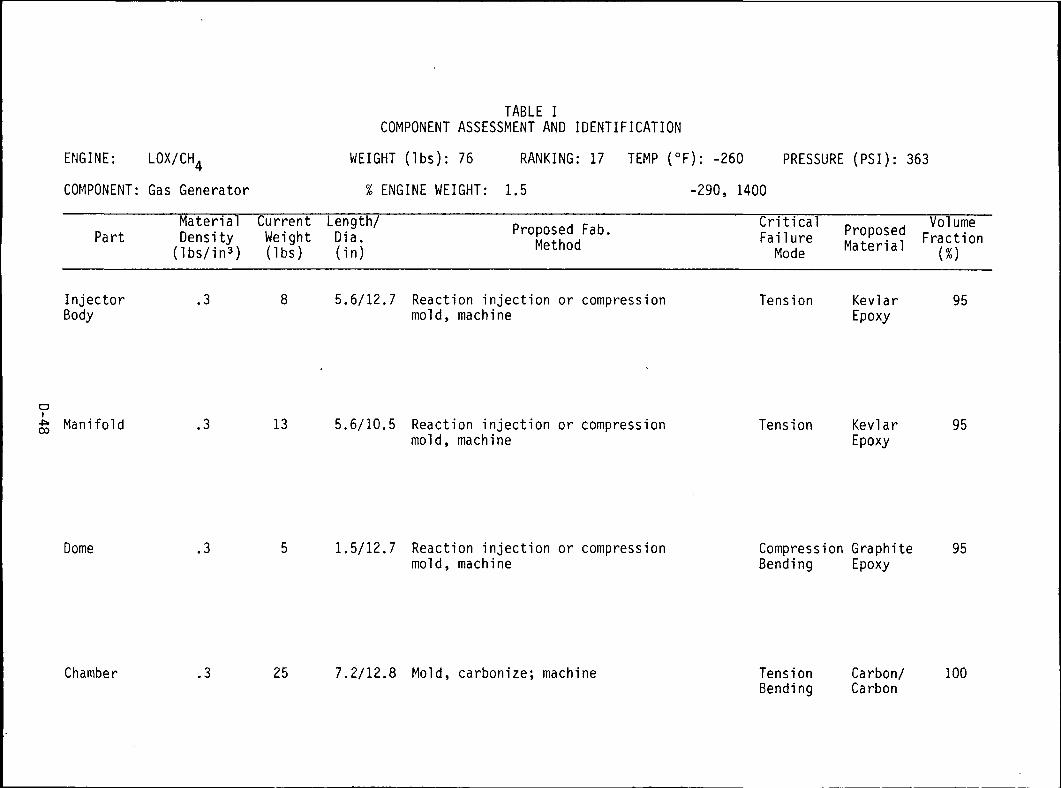
LUQ
CO
•=C i
00
ooooQ-
CC.
OO
OO
LU
OO
CD
<-<
10
Ovl
••I
Ocr>O
J**"
*
I
O.
LUtDa:
00
OO
00
OO
oQ.
OO
00
-Qta
C3
LUs_oroO)
(LIOoora
Oa_•Z
. O
11 I <_>
Xo
ai o
i—
OO
ro
->
s_
T3
i—CD
rooo -i—O
S
_Q
. CL)
O +
->^ fO
oS-
CLI
3 "O
r—
O
-OroLu
T3
•o o
(LI -C00
4->O
CLI
0.2
:O
cn ro
c
c -r- ••-
CD C^
'—'
dl
Ol O
OS
- -i-
JO
S- C
L) r—
ro•i—
-M
CS_
-r- -r-
(L) O
O ^
4J
C O
Oro
C
D -Q
S O
r—
i.roO
.
Lf>*£
> o
CD Q
.\S
LU
00cCD
IDCT>
S_ra
>,
i—
X> o
a> a.
O•r—00
ai
-
>>
Q. X
ro
OS
- Q
.O
LU01
ooooaiS-
i!O OJ
C_)
CO
OOO O
-Q jQ
i. i-
ro
ro
c c
nO
C
00 "O
O)
Ol
I— C
O
co00ooCL
OOs_oco
QJ
oC
ro
O E
(J T
3ro
i—(LI
O
00ooa>a.
ooOO-t->(LI O
l
oC
ro
O E
O T
3ro
i—O
> O
LT>
o
00
OOa>a.
EOOS-
oOl
Ol
•r-) c
C •!-
•r- -CO
C
roO
E
o -o
ra i—
ai o
a: E
oo
aic:oracuc:oJ3S-
roOcoOvJ
1—I\C
\J
LO
OJ
ooO
O
S-
oc o
i—(
CD
IDo
O)
J3ro
x:
O
D-48
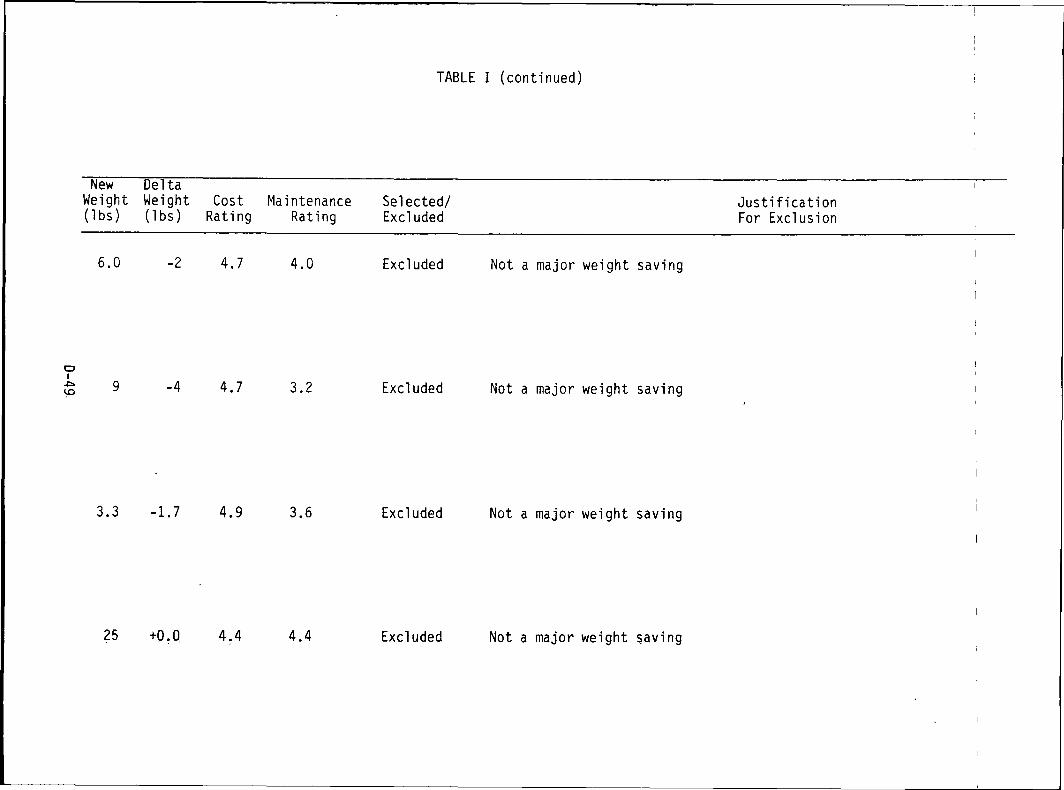
T30)
IZ
•£oot— 4
UJ1
CD
<C1—
c c
o o
rO
Z3
O i —
•r- 0
It- X
•.- U
J
I/) 1-
Z3 O
•-3 U
,
--^™
3 "O
O)
O)
4-*
"OO
3
QJ
•—r—
O
O)
XO
O
UJ
Ol
OC O
l03
Cc
**~*Q
J -f-^
-I-J (0
c CE
:ro2;
01
LO
•!-
o +
->C_3
roo:
fO -C
-^ ^
+->
Ol
I/)
O)
(L) i—
£ —
$
cn
(/)rjj -r-
jn•Z
. O
) r—
01
c:ro01
OJ
s_o*'~~
J
(O03
^_>O•ocuT
3~^i —OXU
J
o•
"NT
"^«-
CS
Ji
o•
VO
Ol
c:ro10
+J
jc:01O)
2t.o
<uErO
OJ
•oX
T3Ol
TDOX
Ol
<T5V
I
Ol
d)
S-
oroOT3<DOX
CM
CO
CO
CM
oo.
CO
CO
D-49
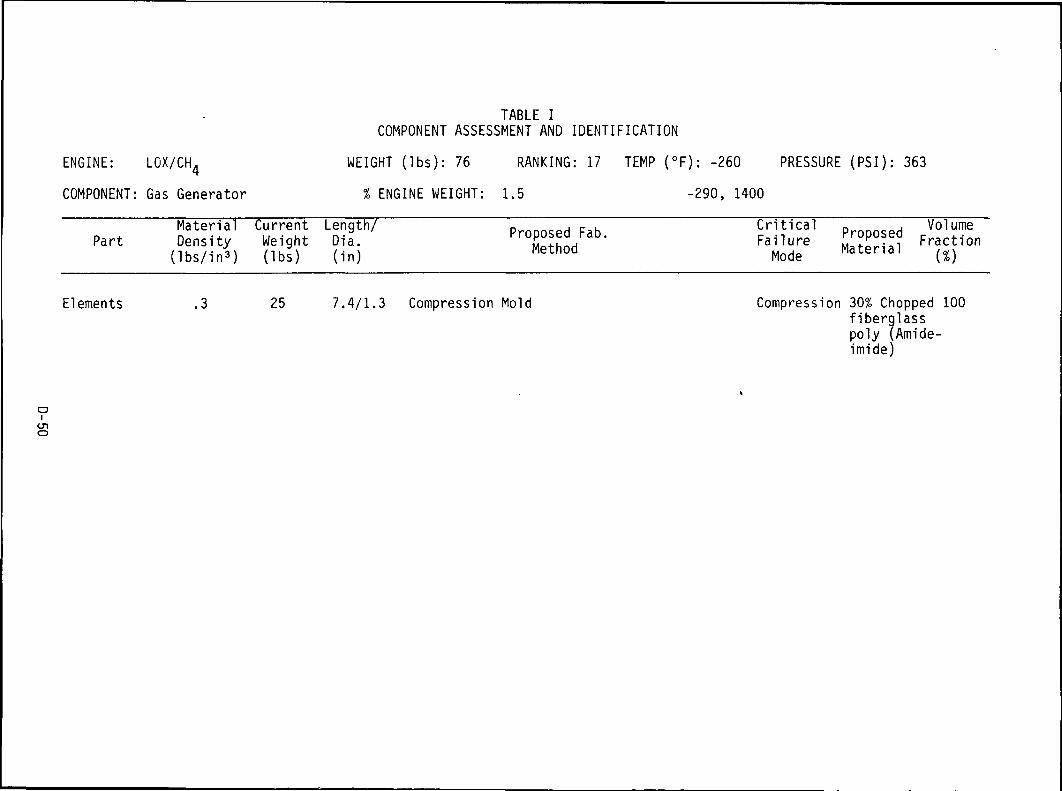
roroCO
Q-
CH
.
CO
CO
LU
0£.
Q.
OIOCMI
OI—
Q-
O
LU
co>
o
i—
o;
O
03-
d)
03
CO
-r-O
S
-Q
. O)
O 4
->S
- 03
Q-
'Z.
OOOcr>CMi
Q•—
' Z<=c
LU
_J t—
CQ ZCO
CO
LU
CO
CO
OQ.
CJ
Qi
LU
CJ3
LU
S_O03S
-O
)cO
l
CO
CD
OQ_
03 O
)U
i-
T3O
S-
(0T3
•o o
OJ
J=CO
-(->
O
OJ
OD_
CTJ
03C
-c-
QJ
Q
•
QJ
CT)
CO
S-
-r- JO
S-
CU
i—
CJS-
-i-
-r-
I O
) JO
Q i—
030.
OO"O
ell
CD CO
TO
Q.
CO
••—Q
- 03 E
O i—
=t
<_)O
)
O •
CO l
co•n-
COCOS-
Q.
Eoo
O E
CL-i-
T3OCOCOQ.
EOenCMo>o>
D-50
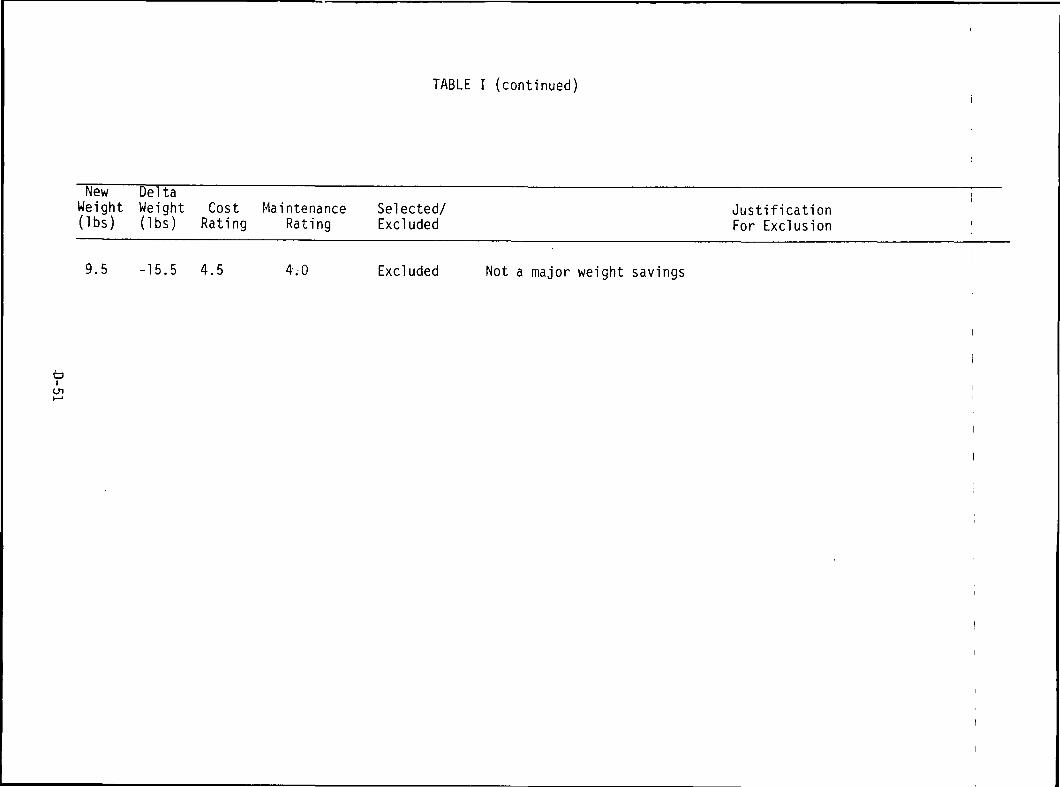
01
ooCQ
sz c
o o
o •—•i-
O4-
X
01 S
_3
O
rs u.
01 <u4->
-O
U
3O
) i—i—
O
0) x
OO
U
J
o><JC C
7>
<o c:
C T
-
OJ
+->
enc:O
4->
enO)
o••">(On3oT3O)
oX
ro -C '
+-> en i
O)
O) i—
Ol 0
1QJ -i-
-Q2=
<
U i—
IT)
uniLT>
CTl
0-5
1
00
Q-
OO
CO
o
-—(-H
i—
0-•=t
2:O
U
J—
i I—
U.
h-
z
co
CO Z
<: LUh- S0
0O
OLU
00
00
Oa.
Oo
cuc:O
Xo
oQ-
o<_>
O)
O
- oO
<T
3
O)
<O10 T-
O S
_Q
. <ll
O
-t->S
- ra
D-
2:
10
OJ
(J
S-
•r- 3
Ol
-a-o
oai
:to -t->o ai
oS-
Q_
C7)
03C
T-
O)
Q-
c: j= -—
-<D
en </>s- -i- jas-
cu •—
>,<*>
(OC
(/)
0) -Q
s_fOQ
_
10aoa.
Q.
(OS-
O)
+->tocuooS-
oCDNrec«+joz.•K
D-52
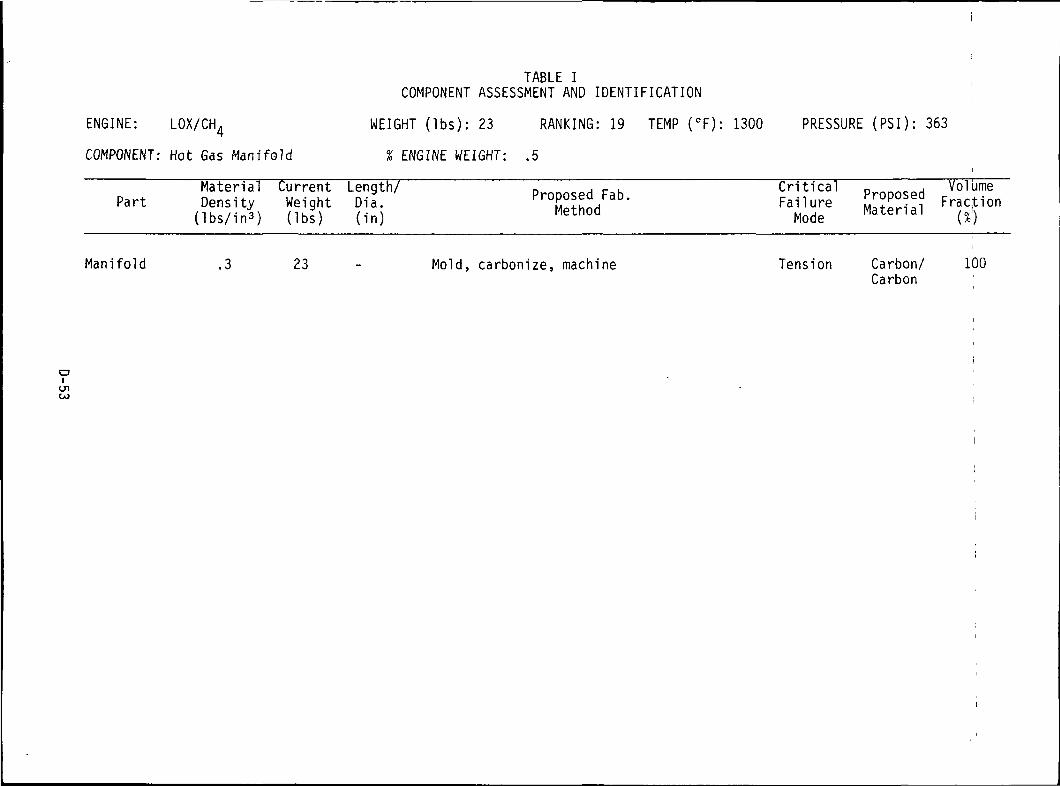
<:o
CO
VO
OO
OO
O.
00
OO
OOCO
OQ-
CO
UJ
ooCO
oooo
•ZL
a:
CO
c\j
LO
O
r—
r> s
•
CD
UJH3
X
-uO
O
=
O>-i
Q-
CU
OE
••-
i —
OS
*O
tO
- --
CU
03(S
I -r-
O S
-Q
. CU
O 4
->S
- (O
O-
S
n3 C
UO
S
- CU
-+-> i—
O
UT
S*
ro
•O
OO
) .
in •*->
o ai0.2
:oQ.
en (O c:
C T
- T
-
QJ Q
C J
C-
cu cr>
i. -r- J
s- <u i
O)
tO
^^
+-> c:
10n3
a) -QS
Q
•—
1-toQ.
OO -
sz c
o o
J3 JO
S- i.
(O
nsO
O
cua>o<T3
cuNfOo-aoCO
CVJ
D-53

T30)oo
c c:
o o
O r—
•i- O
<4-
X
to
S-
3 O
T3
T3
CU O
)-!->
T
3O
3
CD r—
.—
OO
J X
1/1
UJ
CDOC C
7)
tO
CE
-r-O
J +->
4->
fOC
Qi
CD
-(-> C
CO •>—O
4->
C_)
03o:
O>
CO
-r- J3
S
D>
C
Ocu -r-
jaZ
C
V r—
CD
OJtoE03O)
"Ocr>CO
Od
ro•3-LO+enOJ
D-54
15K OTV EVALUATION FORMS
D-55
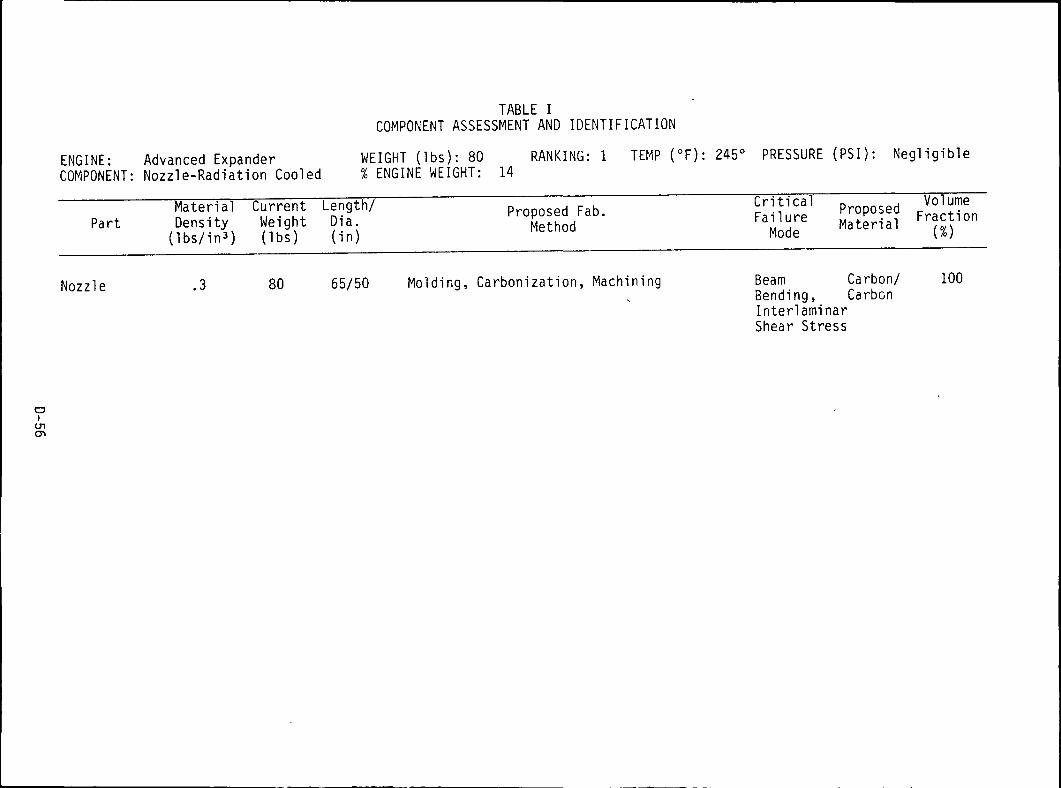
Ol
0)
O)
OO
Qu
OO
00
UJ
Qi
Q.
OunQ-r
LU
CJ
UJ
OO00
00
UJ
OO
OO
o0.
oO
OL
o00 ICD
cu-oO)
r—ooo
01 c:•o o
o, toX
T
-
LU
-&(O
•o o
:O
l I
O <
L>
c: i—<O
M
> M
-o o
.. LU
UJ Z
2: o
i—"
Q_
CQ
J Ou
t? i—
oi ro10 -I—o
s-
Q. O
>o
•<->S
- <0
a. 2:
O)
O
S_
O)
3 -O
—
oS
- fO
-o o
01 .c:01 +->O
O
lQ
-5I
oQ.
CD
03
C
-i- •
O)
Q~
O!
cr> 'S
- 'I-
J
S-
O) r
to >,<•>
•i- -t->
C
S- -1- •!-
O)
(/) ^>
.4->
C
t/>
<O
Ol
jQIS
Q r-
<oQ
.
ooo o
J3 -Q
S-
S-
i- 10
(O
inc: 01
- i -M
en to ooc: i—•t-
S-
S-
£ -o
01
<o
n3 C
-!->
O)
01 oj
c: :
CQ CQ •—
« oo
ofOfOISI
S-
na
oinOooMNO
D-56
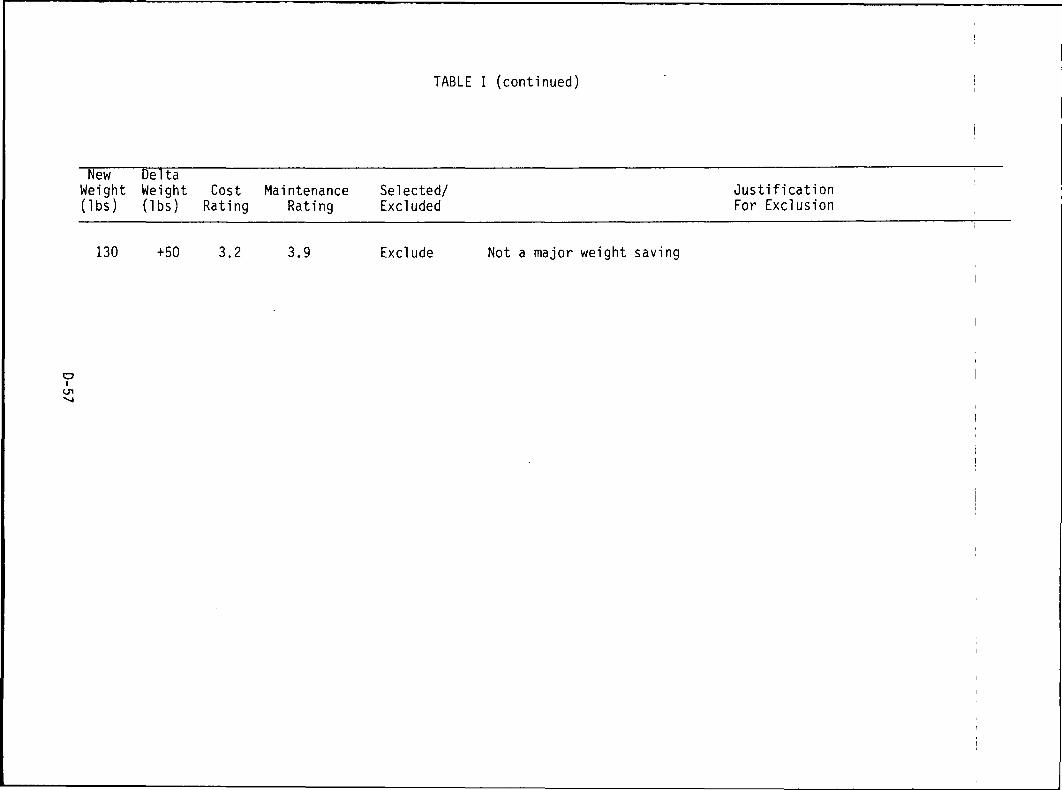
-oOl
ooCQ
<c
o o
+J co
10
3O
i—•r-
O<+-
X
CO S_
3 O
"3 U
_
T3 T
DOJ
(LI4J T
3U
3
CD r—
•—
0O
) X
OO
UJ
(LIO
Ol
c:
+-> (O
C 0
£.
l/l -r—O
-!->
(_J ro
ro ^: -—»
<-> C
71 10
— -i- _
QO
l O
l i—
en co••- jaO
) r—
O)
c:roenO)
2i.Oro-t->OOl
OXCM
roOur>
OCO
D-57
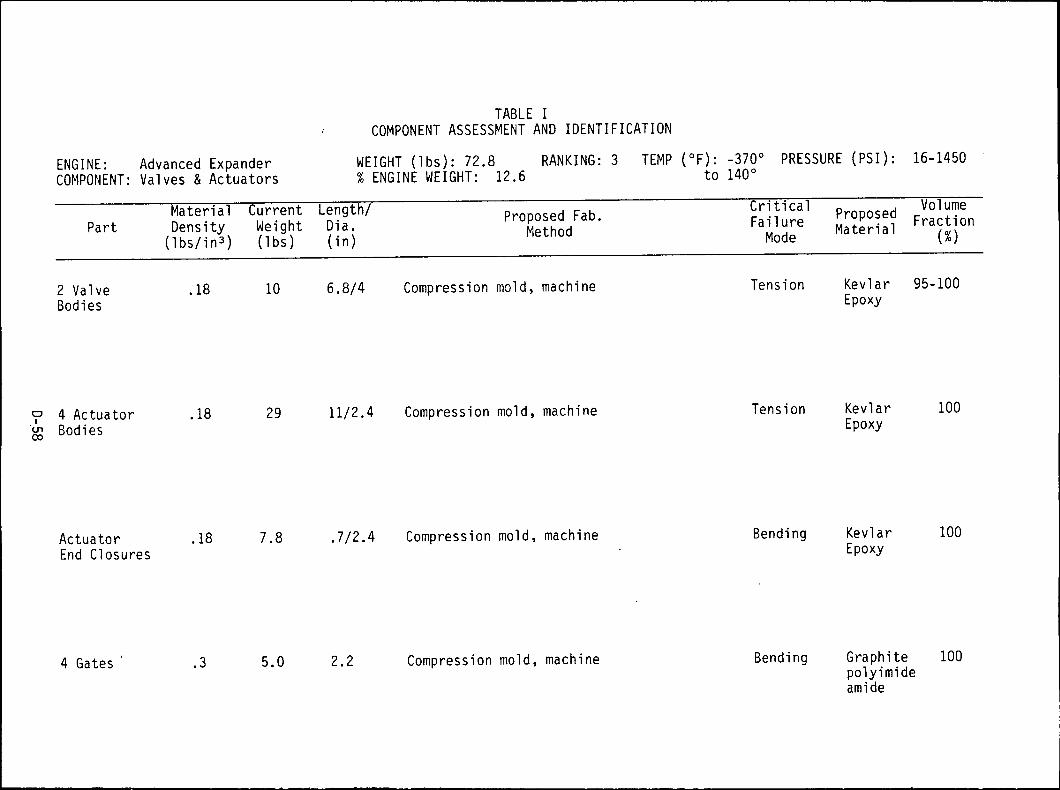
z0t— 1
<cCJ
1— 1
Lu1—•z.LU
OH—
4
Oi—
" Z
.<:
LU
1 | —
co z.<a: LUi —
s;
GO
GO
LU
CO
GO
=*
r-LUOQ.
^^0C
J-
omj-i—
iil£>t—
i• •t—
iC
O0_
LU
Qi
_J
GO
GO
LU
Qi
Q.
OCD
0r->
oco
*d-
.. o
^4->
U_
O0_
2:
LU\-
cooz.
t— t
^<:
a:
VO
CM
r— 1
CO
CM
••
r- 1—:r.. C
D
IO LU
-Q 3
— ^i
1 1
1—
•-«~T
"
rf T
\_1_
V
i_J
CD
Z:
>— i L
ULU
3 <
H5to
S-
S-
QJ
O"O
4-*C
03
(0 3
(—*
j %
U- 4
-
x o
LU
<t
-o o«Q
JO
10
C O
)(O
>
> i —
-O
(0*r
"
l.
*
11-^.. L
ULU
;zz. o
•—i
CL.
cjD s:
^ C
DLU
CJ
cQ
J O
3 +J S
«—
O
« —
"O
03
> S
-LL.
T3 i—
QJ n3
tO -r—
0 S
-Q
. QJ
0
-»->S
- <0
Q-
S
(O
QJ
0
S_
Q
Jr- 3
"O
4-J r
-
O._
_
^r-
r—
«r—
^.
S-
to0
Ll_*
_QnoLJ_
T3•o
o
QJ
-Cto
4->
O
QJ
Q-S
OS-
Q.
^:
+j
.^^
C71
03
C
QJ
O'
1
-.->
4->
C -C
^~
-Q
J O
l (/)
S-
-r-
iS
- Q
J r-
33
f
•)
V—
n3 >,«
•r- 4-»
CS
- -i-
-r-
QJ
to ^
-t-J C
to
IO
QJ -O
s a
c—•*• — "
i \
s_toa.
CD
CD
I— 11
IT)
01i_10
>,
r—
X>
oQ
J Q
.^
LU
COtof—QJ
1—QJC•r—
.C0toE<rs
-a'oEc:o•p-1/1toQJQ.
ot_)i-cotoO1 — 1
CO.— !•
QJ> in
•—
at03
T-
5» T
3oC
M
CO
0CD
1 — 1
S-
03
>,
> O
QJ
Q.
^ L
U
COtocQJQJ
C'l~.co03E
in
T3
'oECOIOIOQJ&_a.
EOCJ
«d-
CM
,—1
CTl
CM
CO-(•
S-
o^_J03
3 to
4->
QJ
<_)
•!-
«a: T3o•=d-
co
ooi — i
s-03
>,
• —
X>
0
QJ C
L. L
U
D1
C•i—-ocQJ
CQQ
JC<r~
JH003E-o'oECotoinQJS
-Q
.
OCJ
<*
CMp
«
*
col-v.
CO1 —
1*
toQJ
i_31-
10
O O
4-J
i —03
CJ
3+J -O
CJ
Cea; LU
ooi — i
QJQ
J -O
4-^
'r~
•r- E
-C -i- Q
>Q
. >,T
D03 1
•!-
S-
0 E
CD
0. 0
3
O5
£Z
-ocQJ
COQ
JC«Wu03E-oOEcototoQJ
Q.
OCJ
CM
CM
0LOCO
,
inQJ
4->03
CD
•3-
D-58
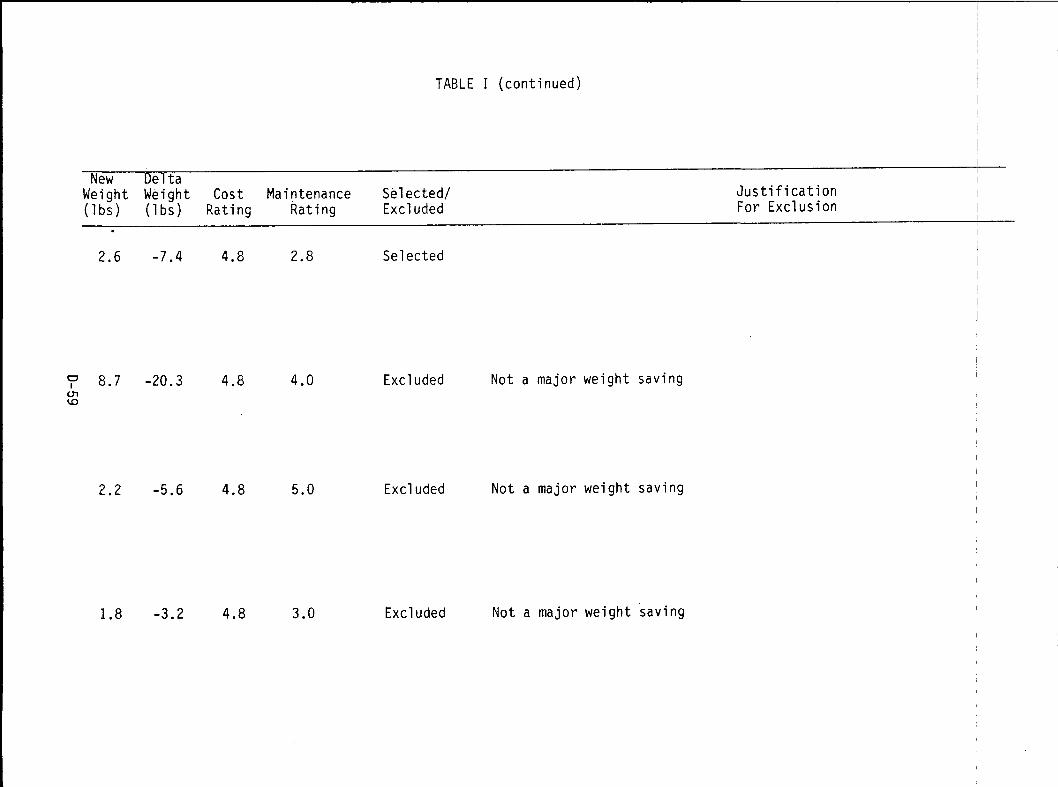
-oQJ
OOUJ
_l
CQ
O
O
•*-> to
03
3O
•—•r-
OM
- X
•r- U
J
tO
S-
ZS
O
-o -a
QJ
QJ
O
^CD
r—
i—
O.(U
X
OO
U
J
Ol
0c e
n03
C
c •»
-Q
J 4-
-I-J
03
03
cn+->
c(/) -r—O
4->
(_>
03o:
03 J
C
'—4->
cn to
— -i-
_0
O)
QJ i—
03
—-
S
cn 10
QJ •<
- J3
z o; r—
cr>c:0)
s-oE03
T3O)
(JOl
d)
-oOX
<otoo>CDO•<~s0303OO
)
oX
03I/)
cn01o•r-J03
-t-JOX)
Ol
-ooX
CO
OJ
co•tj-coo<N
J
coD-59
ounco<£>
iniCM
OJ
OCO
COCOIco
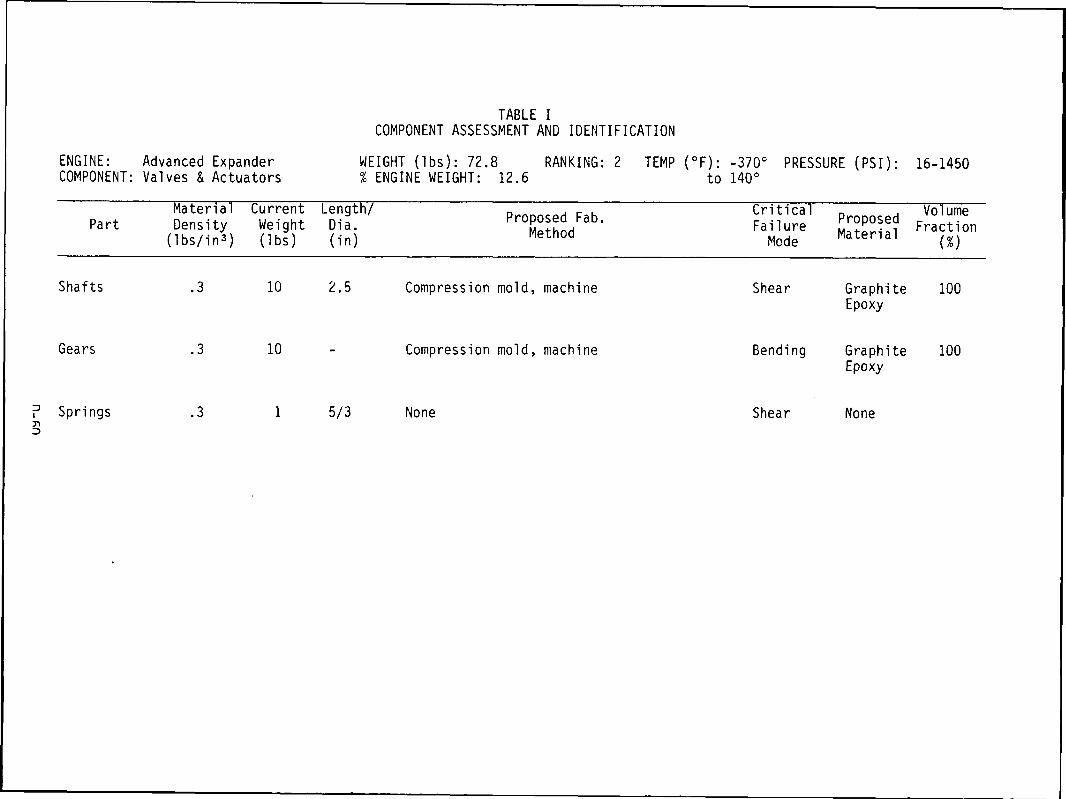
zot— *
<cCJ
LJ_t—
t1—LU
OK- H
f""»
*~
* -^
^£
LUi I—
CO Z
«=c LU""" C
OC
OLU
CO
CO
«^
1—LU
^»*
0Q_
s:0
oLO
[
1
r-l
• •
X
X
t— 1
CO
Q-
x.
'
LU
Qi
CO
CO
LUo;
0.
oCD
0f
CD
oo *d-1
r- 1
.. o
u_oQ.
2:LU
*~CV
J
CD
^**
1— 1
\s~^
«=ceel
IO•
C\J
co•C
XJ
••r
H^~1~
• • c n
^~^ I—
*in
LU-Q
3
- — -L
U~^
h- •->
3T C
D
i— i L
ULU3
vain
S-
S-
O)
O
C
03
x o
LU eC
"O o25
O)
O C
Oc:
<u03
>
"O
03
I—.. LU
LU Z
^ o
>— i Q
-cs yz o
LU
C
J
d)
O£
•! —
^^*
3
+->
&«
O
03
>.
S-
Lu
-o i—O
l 03
CO
*r-0 i-
Q- <U
O +
->S
- 03
Q- s:
—03 (LI
O
S- O
)•f—
13
"O+J i—
O
•r—
*r—
3>_S
- 03
C_>
LJ_
_Q'
03
U_
•oT
3
OO
) -C
CO
-l->
O
Ol
Q.S
:ot.
Q-
-»»..c+J
.-~.
en 0
3 c
C •!- •<-
Q)
Q^—
4J
•(-»
C -C
—
S-
-r- 43
S-
O) i —
3 3
03
^>
t*'
i-
+->
E
S-
•«-
-r-OJ
in —
-i-> c
inro
cu -Qs: <=>•—
s_03Q
.
CD
OO)
• r—<~
>^
0- X
ro
OS
- Q
.C
D LU
S-
03
(Vx:
CO<uc•i—»
-Co03•t
-ooEco•1—CO
CO
CDS-
Q.
£OCJ
LO•
CN
J
O^H
CO•
CO
4->
'[03
CO
OO(LI
• r—
-c
>>
CL X
03
OS
- C
LC
D
LU
O)
C• r—•oc~O
)C
O(LIC• r—c"003E
M
-ooEc~O•r—CO
in(Us_CL
EO1
Oi-H
CO•
COS-
03O)
CD
O)
Cozs_03
CU
-CCO(LI
OCO
•^
LO
(—1
CO•
COenc:
., —S-
CL
CO
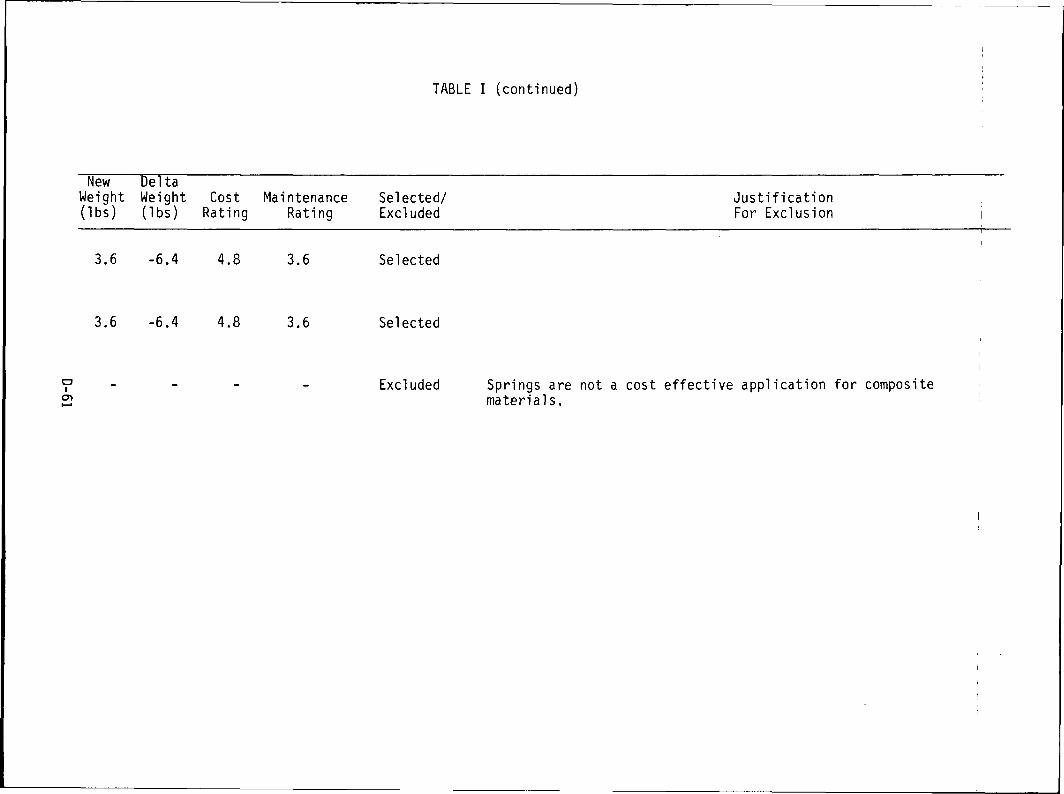
-a(LI
ooCQ
«=c
o o
-i-> to
ro 3
O i—
•i- O4-
X
to
s-3 O
•-3 U
-
QJ
O)
•t->
T3
0 3
<L) •—
i—
O01
XO
O
LiJ
(I)Oc cnto
cc: -i-C
7I+->
C
(/I -r—O
4J
(_)
(Oce
(O
-C-
4-> en
i
d)
Q) r—
3
en
inO
) -f- J3
Z
O) r—
-oQJ
0(Li
O)
OO
Ol
o(11QJ
OO
<£>
CO
co10ivo•
OO
CO
oo*3-I
O)
tooexooi.oc.oQ.
Q.
IOOl
o(LI
(LI
LOoo(LIs_
.(O
(/>
I/) IT
Scn
-i-c s
-•r-
QJ
S-
+->
O. ft}
oo E
TOOl
XJoxD-61
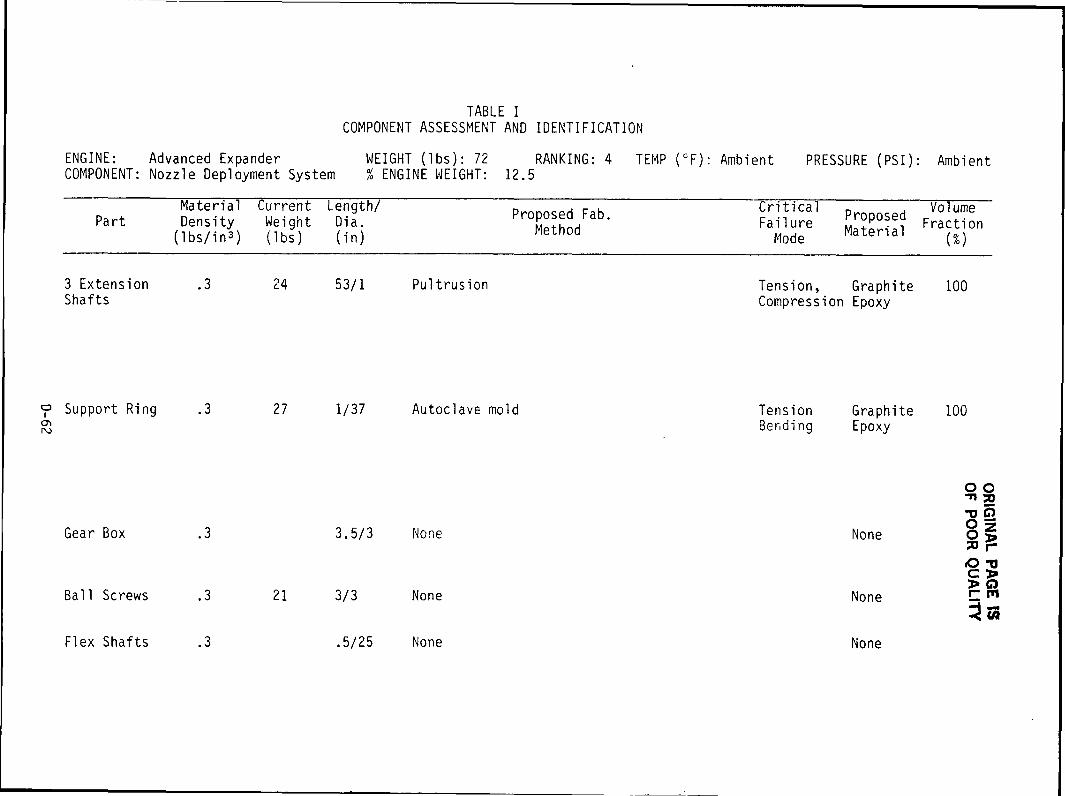
O1 — 1
tp^
=t
O»— I
u_1— H
1—UJ
QC^
•— ' -z.
^ff
<4.
UJ
CQ
~Z
<C
U
JH
- z:C
OC
OU
JC
OC
O<c1 —
UJ
0D_
SI
Oc_>
•4->
CO)
JDe•=c
^CO
Q-
UJ
CU
roCO
CO
] , 1
Oi
Q_
-l->Ccu•1 —JO<CU-
ocxUJ
1 —
>-
cu•z.H
— (.
-r
<ca;
LO
OJ
OJ
• •r~- t—3
:.. C
U*~
~~* t—
4
co uj
J3 3
r^
UJ
•z.\~
~ ' —
'3T
CU
CU Z
t-. -^ | i \
UJ
3 *S<D+JCO
c^
S-
-l->
cu c
"D
CU
c E
ro
>^
Q-
0X
i —
uj
a.
cu-o
acuo cu
C
r —ro
M
> N
-o o
«=C -Z.. .
I—.. U
JU
J Z.
Z C
Di—
i D-
CU S
•z. oU
J C
J
ccu
oE
••-.—
3 +
->
i —
O ^
_^
O
fO>•
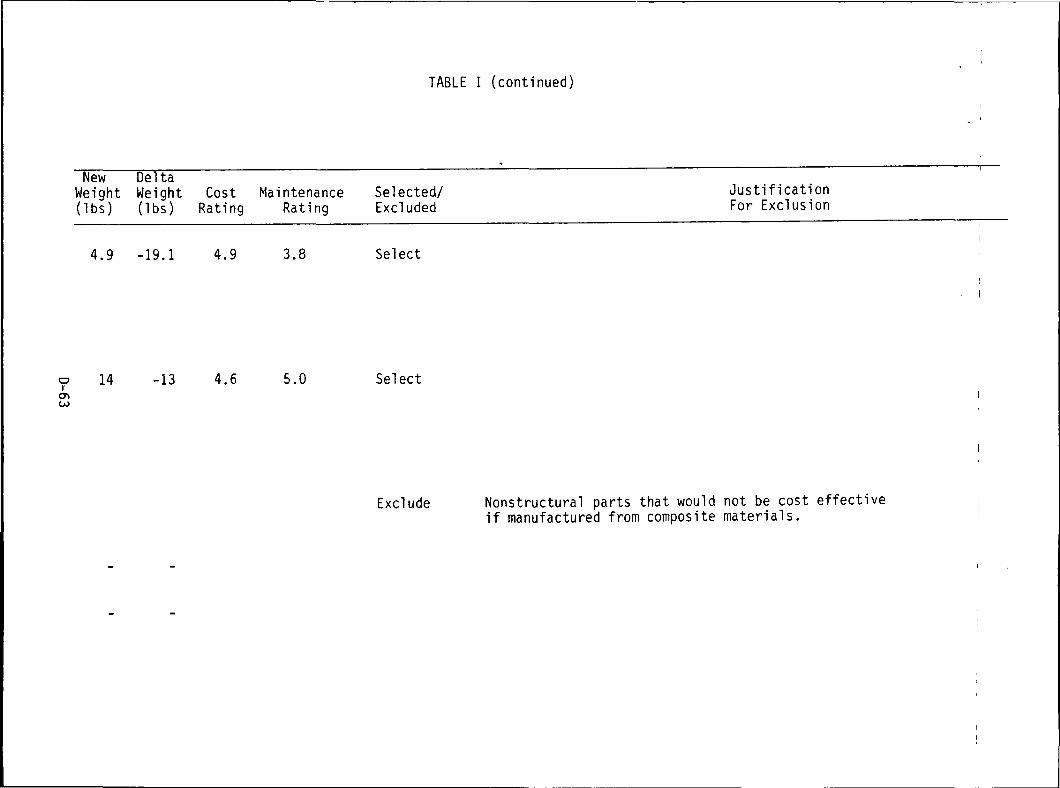
o>3c:ooCO
<:
c c
o o
•r—
•!—+J
CO
03
3<J r—
•r- O
4- XS
-O
13
-OO
) O
)
r—
0O
) X
LO U
J
O)
O
a:CT
)
CO
-r—O
-!->
a:
O)
OJ •—
a 3
•—•
3
CD
coa) -i- ja2
0) .—
OO)
CDCO
OO)
O)
CO
ooroOLO
cr>
ai>oO)
CDCO
•O
C
OO
i—
O)
•!-
jQ
S-
OJ
O (O
c E
"O
CD
i—
4->3
-i-
O C
O
fC
O-C
O
co O
-(-> S_
1- *4
-ro0.-0O
)
03 3
S-
4->Z
i U
4->
03O
>*-
3 1
3S
- C
+->
fO
CO
E
O 4
-
O)
•oOX
D-63
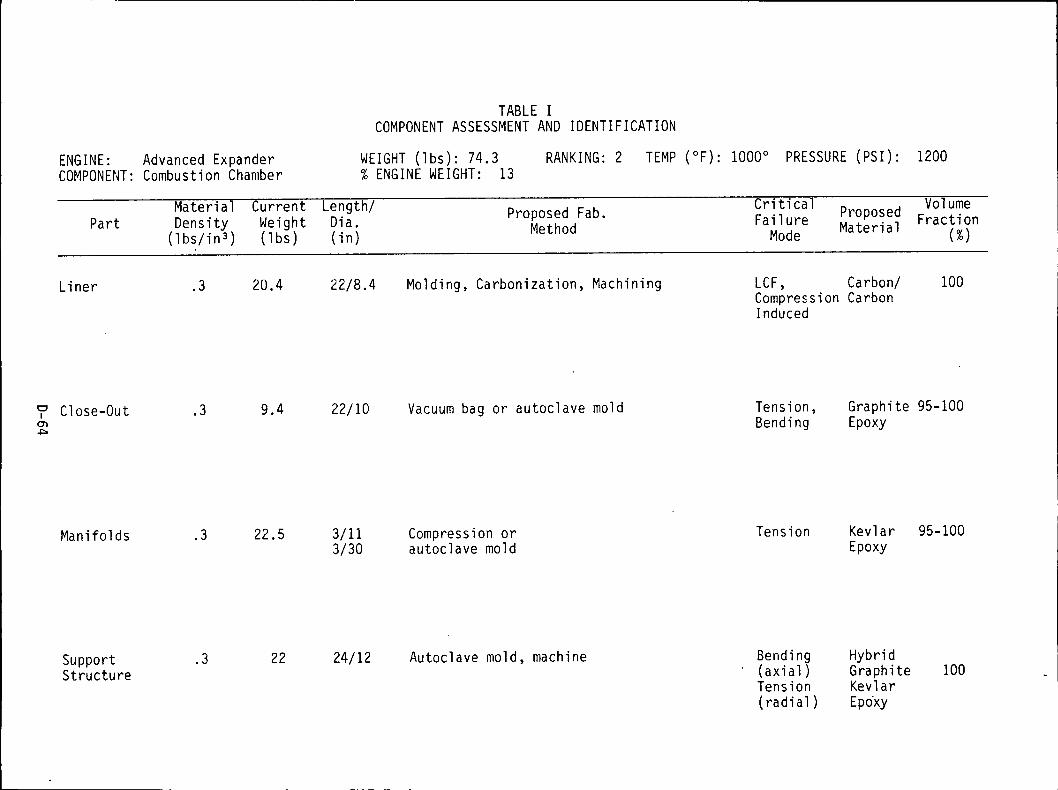
zo1—4
h-
<:
ou_»— 1
h-UJ
O^—4
O>—
1 z
•=CU
J_l 1
—C
D
Z.
<: uj
1 —
2;
ooCO
i i IO
Ooo<=c1—1 1 1
0Q..
OC_3
ooCM
i — 1
^ ^
r-H
00
Q.
LU
o:
rDCO
CO
UJ
Qi
Q-
OOO0r-H
U.
OQ_
SI
UJ
h-
CM. ,
CU
1— 4
:*;-
r«=CC
£
CO
, — i
CO
«3r • •
r~~ 1 —:E• • C
U^""""^ *—
HCO
U
J-O
3LU
I— t—
In: cucu z:U
J3
S-*i.
i~
CD
CU J3
•0 E
C
03
03 ^^
0.0
XUJ
Co~a •!-O
) +J
O C
OC
3
03
J3
> E
-o o
•=c o• •
H~
. . U
J1 1
1
-^f
UU
<
_
^ o
1—
1
Q.
e? s:^ o
UJ C
J
cO
J O
^^
E •>
- s^
3
4->
r—
CJ
O
03
> i.U
.
"O i —
CD
03
CO
-r-0 i-
a. <u
o +
->i- 03
Q- z:
'(0
Ol
CJ
S- C
Ur-
3 -O
-r-> r—
O
^ (O
o u
.,
J303
U.
T3
•o o
CD JC
CO
-t->O
CD
0.2:Oi.Q.
^ 4J
.- —cn
03 c
C
*r—
-r—<U d--'
4->
-r->
C J^-~
^CD
cn
coi- •!- J3
S-
CD
r—3 3
—
^~.
03
>->
"•r—
-4->
CS
- -r-
••-C
D
CO ^
•(-> C
C
O
-
03
CD
J2s: Q
•—*
-"
4-*S
-T
30-
oCD
r-HC C
o o
-0 X
It-
i-03
03
O OCoCOco
"O<1J
CDS
- 0
*• Q
. 3
U.
E T
3O
O
C
1 O
>— i
cncc-CoO3
s:n
co-(->03
M•r-Co_QS-
03
C_)«\cnc:
-o"oS«d-
ooCM
CM
>-
OCM
CO•
S-
QJ
e— i
O0r-<1
Lf>
CTl
CD
+J
^ >
>Q
. X03
OS
- Q
.C
U U
J
•t
c cn
O c
CO
T3
c c:
cu cu
1—
DQ
-o1 —oECD>03
CJ
0-!->303S-
ocn03J3E33CJ
03
>CD
i— l
~^
CM
CM
«*•
CTl
CO•
4-)3O1CDCOOc3
00r-H1
Lf)
CT
>
S-
03 >>
r—
X>
O
CD Q
.^
LU
COCOc:
CD1—s- -oO
r—Oc E
o•r- C
UC
O
>CO
03
CU
r—
S-
CJ
0. O
E -rJ
O 3
0 0
3
•-H O
r-H C
O
•^ "
^^
CO
C
O
ir>•C
MC
M
CO•
CO
-oo4-
•r—C032:
oo1 — 1
CD-(->
T3
-r-
S-
•r- JT
03 >>
S-
Q.r—
X
-TD.
03 >
'O
>,
S-
Ol C
XIE
C
U in
i LU
*""~*cn- —
s c
i —c: r—
o 0
3•1-
03
•!-
•!-
•O
T-
CO
TD
C
X
C 03
CD
O3 C
D
i-O
Q
|
CD
C•r—.CO0
3E"OOCD>03Oo-l->3<cooI— 1
~-
^~CM
CM
CM
CO
CDi.
4->
3i- 4
JO
C
JQ
. 3Q
. i-
3
-r-J
00 O
O
D-64
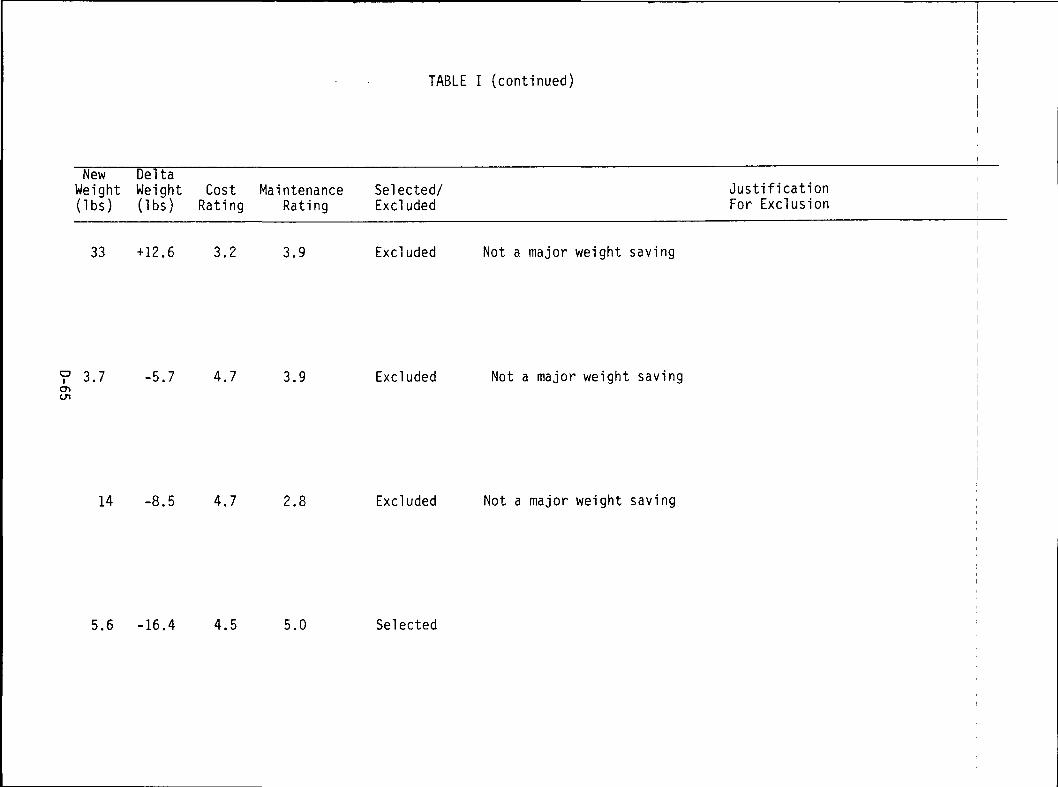
XJO)
CO
o o
•r—
*r-+->
tO
10
3O
i—•r-
U
M-
X•i—
U
J4->tO
S
-3 O
QJ
CU+->
-oO
3
CD i—
.—
oC
J X
Ol
OC
Ol
(0
Ca
•<-
01 -t->+J
(OC
DC
to
cr>+J
c:co -I—O
-t->O
too:
4-> C
D tO
Ol
OJ r—
o 3
^-
S
cr> to
OJ -i-
-Qz
cu •—
CD
C>CD
•r—dl
ss_oto-t-JOT3O)
OX
03toCD
Ol
s_o•"->ratoO)
-ooX
CD
<otoCD
•p—CU
S-
o-I-Jo01-o(JX
O)
oOJcu
to
en*
CO
CO
<£>•
CM
oo00
cr>C
O
CO
CsJ
oLOLO
LOI
00I
<£>
LO
D-65
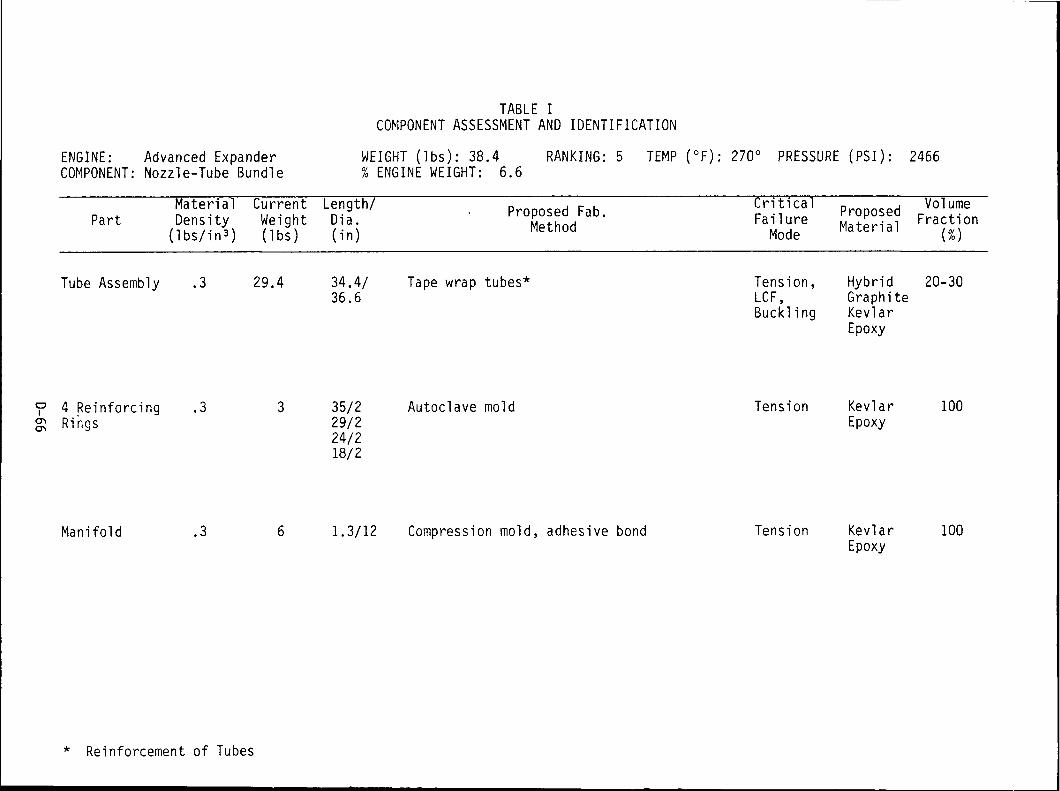
zo1— (
1 —
ot— 4
Lu
1 —LUOi —
i
/"^t—
i 3=**<£
LUI | —
OQ
~Z.
e^ I i I
1—
2:
CO
CO
UJ
CO
CO
t—LU
^y
0Q-
2:
O0
^oU3
c\j
. .
-
S
t— 1
00
Qu
•^— *
i - ii_i_icc-
^
CO
CO
LUceCX,
ooCM
Lu
Oex.2;
LU1 —LO. ,
CO
~^^~1 —
1\xZ<^
CC
tO,
to^",
co ••
CO
t—
• • CO
" — -s t-H
to L
UJO
3LU^^
h- i—
3: C
DC
O Z
*— i U
JLU3
&«CU
i» i—
CU
~O•a
sz
£~
-^
03 CQQ
.X
0)
LU JO^3
T3 I—
CU 1
O
CU
03 rsl
> N
X)
O<C ^. .
1 —
.. LU
LU Z
Zi 0
>— i Q
-
z. o
LU
CJ
ccu
o
^
•*-* ?
^—
o ^.^
O
O3
> S
-Lu
CU
03(/)
*r-O
S
-a_ cu0
-!->
S- 03
cu 2:
,03 C
UO
S
_ CU
+•> r-
Or-
-r- 2:
1-
03
L_? * '.
r*i03Lu
•o"O
O
CU J=.
to 4
->O
C
U0.2
1OS
-cu
•^
., ,
C7)
03
C
C T
- -I-Q
^ / — ^
^—
1
CU C
J) to
^- '*~
^~^
S-
CU
i—~*s 23
^— *"
CJ
r—
^ —
O3
>>(*>
•r- +J C
S-
•!-
••-CU
to
--•4-J
C
tO03
CU
JO21 """"d
-
^_)
^_03
Q_
OCO1
OCM
a>+J
-a •- s_
•r- JZ
03
>,
S-
Q..—
X
JO
03
>
O>,
i- C
U
CX
"T"
c
^*/
1 i
1
CD
c~ c*
O
••-•i —
r--
tO
» J
s£
C Lu 0
CU O
^
1 — _l
OQ
* toCU;3^_
)
Q.
03
S-
2CUCX,
03h-
^<
X>
• •
«^~ to
CO
CO
^~•
enCM
CO•>>
JOECUtoto«=ccuJO131—
OCD
i — i
s_03 >,
•—
X>
O
CU Q
.X
X
1 I 1
c~O•i —toc:O)
H-
-or—OECU>03
i—Oo4->3<a:
CM
CM
CM
CM
^•^ ~*^ ' —
^^»un
cn -
- ooC
O C
M C
M
r-l
CO
CO•
en.,_O^_oM
-c•i—
tO
CU
CD
a:, c
:•r-
i" Q^
0Oi — i
S-
03 >,
i —
X>
O
cu ex
NX
LU
co•1 —toEZ01
1—-ocoJOcu>•1 —tocu^1o03ri
X3
r—oEco•1 —totocui-o.
E0C_J
CM
CO•
i — I
toCO•
~u^r—Ott-•I—c
:0321
toCU
JOM-OcuoS-
o
D-66
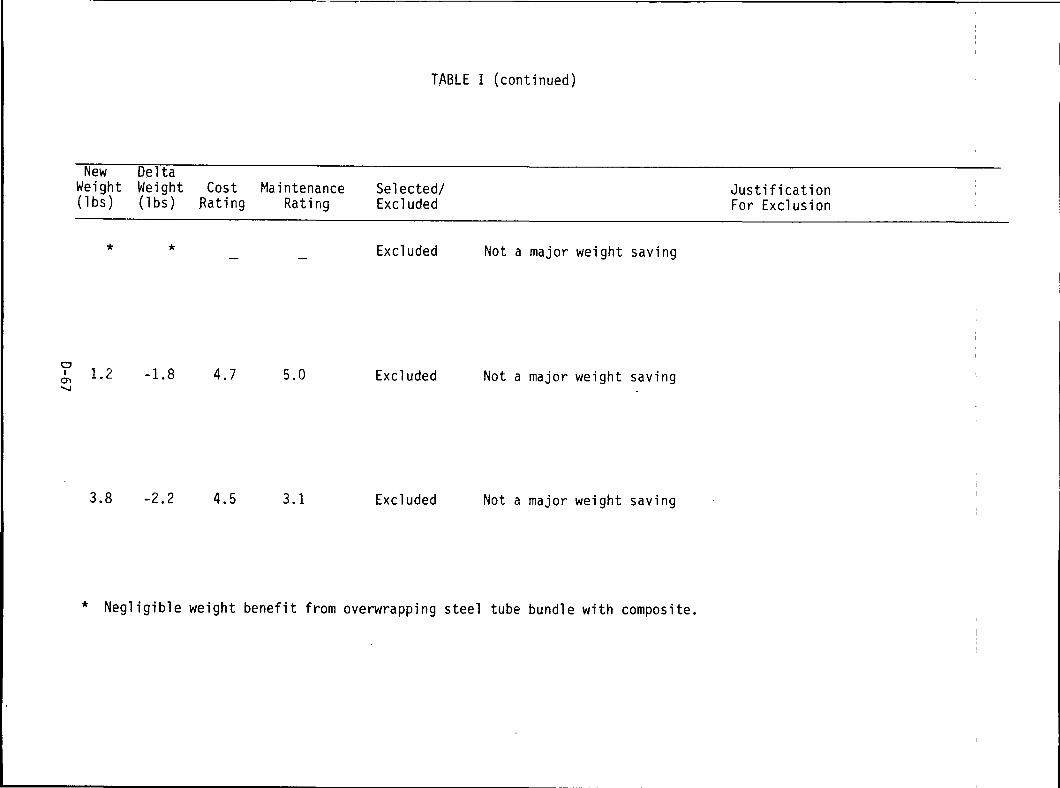
Ol
o0
c:
aO
O
03 3
CJ
r—•«-
o<4-
X
10
i-3
O
CD
(OCOCD
•r-CDS-
o•<—)to03O
•O T
3O
) O
J4->
T3
O 3
QJ i—
i—
OCU
XI/O
UJ
O)
O<T3
+J (O
c o
;CD
-(-> C
</)
•!-
o +->o icOCL,
+•>
O) C
O
O>,
Ol
r—
C7)
Ul
O) -i-
J3Z
O
l r—
oX
Ol
C03
CO
+Jx:O)
S-
oo2:CDOX
Os_o••-><oEOX
ooi—iiCVJ
CVJI
ooCO
Ol
COoCLO<JSCD3_acuaiCOo>cCLCL03Ia>oo(IICO
J
O>
0)
enCD
D-67
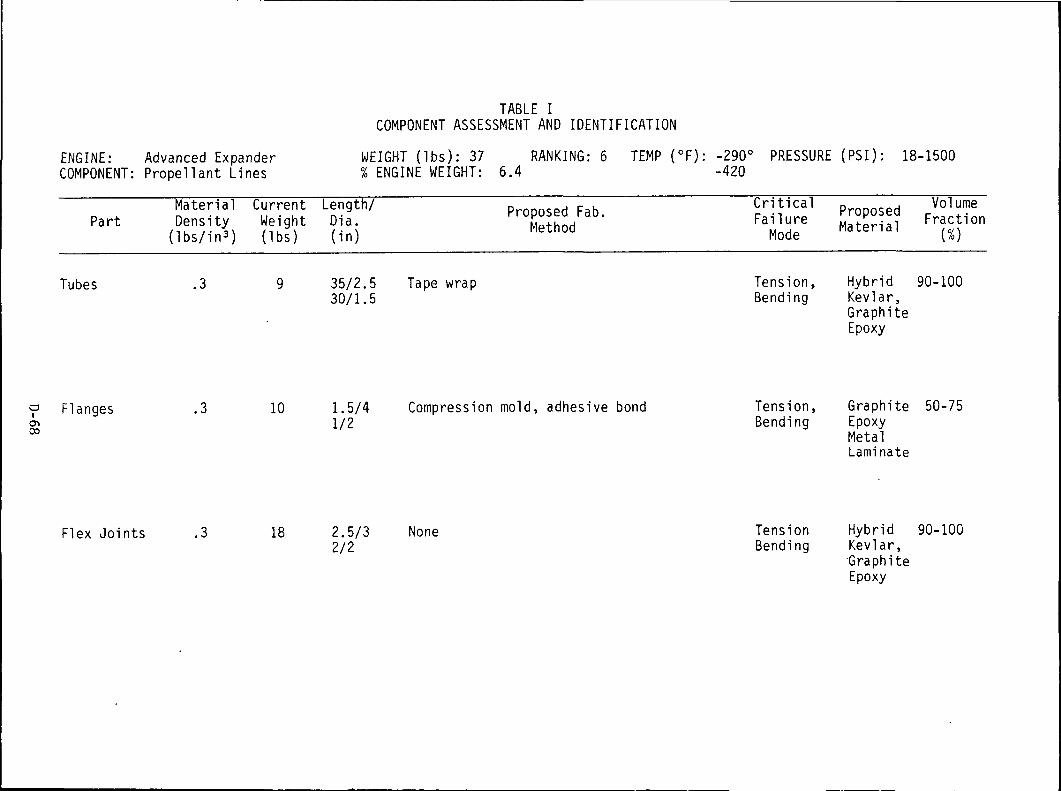
oI—I
1 —1 — 1
u_I—z.
LU
Qt— (
Q(—
4
"Z.
<^
LU
—1 I—
CQ
ZeC
LU
h- SC
OC
OLU
CO
CO
1 —LU
OQ.
,_.
§t~>
CO0LOi —
iiC
Of — 1
t— *
CO
Q.•
LU
=>
CO
CO
LUa:
0_
o0 0
CTl
CM
CM
)-
1
1
U_
o
'a.
LU
I — •
vo• «
CD
•z.\ —
1'~^~
<^
oc^«.
UD
r--. • •
CO
(—n:
' — •* h—
1to
LU
t~) ~^
r—^ - i i i•
\~
1— 1
CD z:
LUt_CU
toT3
CU
C"
21
ro -r-
XLU -t->^
—
T3
roCU
i—O
,—c~
^y
na Q
.>
0
XI
i.C
C
Q.
1 —
• • I i I
LU
-Z
.~Z.
0»—
i a.
co s:'Z
. OLU
c_)
CCU
O
E •
|~
i—
O &
§O
ro
> i.
U_
^ "(0
to •<
-o s_C
L
CU
O -!->
Q-
S
ra C
UO
S
_ (1
)
-l-> r-
O
il ro
0 U
_.
v03
"O•o
o
CU
J=.
o cu
oS-
JdC71
ro
Cc:
T- -r—
CU Q—
1
CU
C
D
tOi. ••-
JO
1- C
U i—
ZJ
~TC
.
<->'ra
X)^
•r- +->
CS
- -1- •!-
<U
to
-.
4-> c:
tora
O
) JOS
Q
i—^^
•Mron
o
inC
D
r~»t —
1 1
1 0
CD
LO
en
cu a>
cu-O
t-
••- •--
ro•r-
rO -C
>,
-C
>,r—
C
S_
i —
CL
X
a-X
rO
-r-
JO
>r
oO
fO
O-4
->
E>
,CU
i-C
L
S-Q
.CU
(O
HliriC
DL
U
CD
LU
SI —
1
A
*•C
O)
c: e
no c
o c
• r—
-r—
*r— *r—
LO "O
tO
"O
C.
C.
C
!Zcu cu
cu cu1 —
C
Q
1 —
CQ
T3c.oJOcu>•r—toa>JZ
-aro«t
"Of^oEc:oQ
. -i-
ro
toS
- tO
S
cut.O
) Q
.o.
Ero
O
1 —
c_>
LO LO
CM
r-t
-\
LO
C
MLO O
• ^
CO
C
O
t— 1 •—
1
en
or— 1
CO
C
O•
•
tocuto
encu
cJO
13
"•^ 1 —
1—
~
0o1 — 1
1C
Den
cu*l i J
t
-a s_ -i-
•i- ro
-CS
- i —
Q.
JO
>
ro>>
O
) S
-3T i
CD
c e
no c
•i —
'r-LO
T3
c c
cu cu
t—
CQ
aic:o-^CO
~*-LO
CM
•
"s^
CM
C
M
oo1 — 1
CO•
toc•F—o"~3Xcu
1 —LJ_
XoQ-
LU
D-68
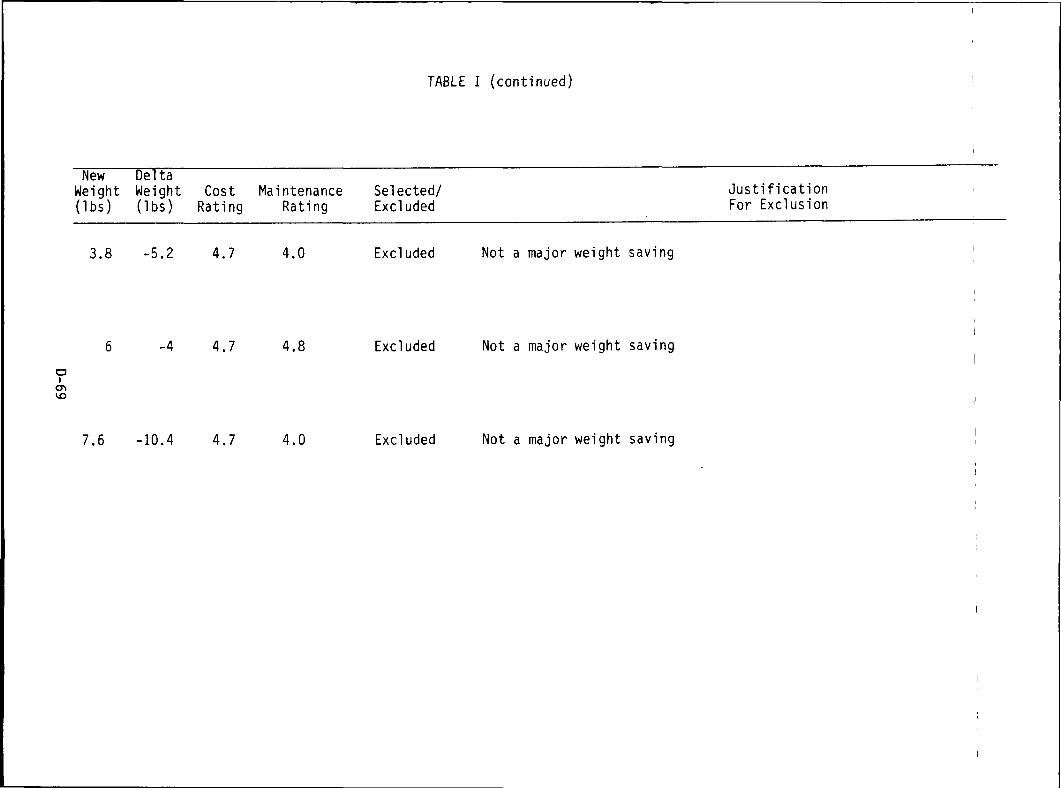
O)
cszoo
o o
+->
tO
(O
13O
r—•r-
O
<+-
X•r-
UJ
tO
S-
13
O""3
' '
^O ~
OO
) CD
+->
-O0 3
<JJ •—
r—
O01 X
OO
LU
01OC C
D
C ••-
O)
+->-t->
tO
C C
£
(/) -I—o
-t->
C_3
<O
+->
C7>
LO
QJ
Ol
>Q
3
-
3
CD
LO
OJ
"r- *">
CD
C
(OtoCD
O)
i-o-oCDT
3UX
rotoCD
CD3O(O<ooaioX
Ol
o•<-)rO
T3(U
-oOXLU
OO
Lf)I
OO
OO
oI—II
D-69
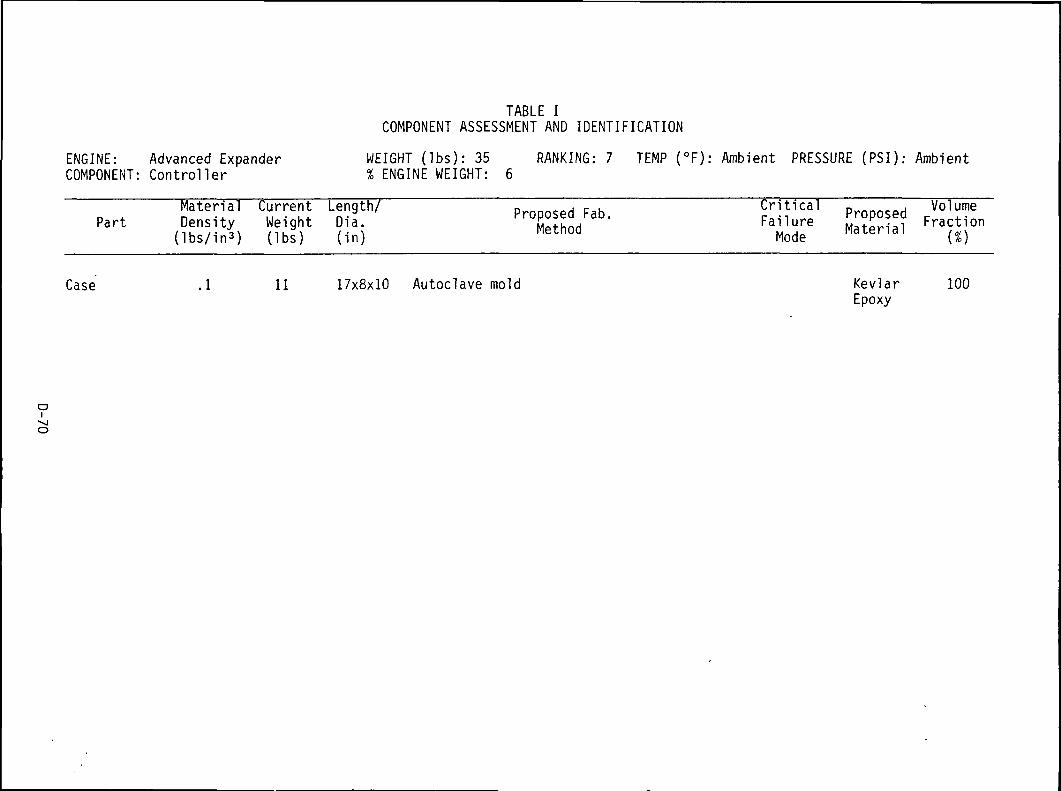
CD
-QCOCX
orCO
CO
oeo_
oi—'
CX
LU
Q
CO
-Z
.<C
LU
1— SCO
CO
LUCO
CO
Oo:
(JO
CO
I—
to LU
Z.
-Q
3U
J
i—Z
. ^_-L
Uo
z.
CX
f—
I-H
O
CD
ZO
i—
i LU
01CL
XUJ
S-
oi
o o
d S
-ro
4->
> c
"O
O
LU
Z.
'Z. O
z o
LU t_>
c<1J
OE
••-•
i—
CJ-
O
(O>
s-
-o i—O
) ro
o s-
CL. C
Uo
+->
t- ro
ex 2:
ro C
DO
i- C
U•-
=3 -O
+-> •—
O
S-
ro
jQro
•O
OO
) -C
O C
UQ
-S
O
CD ro
C
GU Ci
—'
C -d
^^
CD
C7>
IOS
- -r-
_0
S-
O) ^
S_
T-
-t-O
) tO
^
ro C
U jQ
51 Q
•—
OO<T3 >>
r—
X>
O
CO Q
.^s 1
11
OCU(JOXCOXO)
to(O
D-70
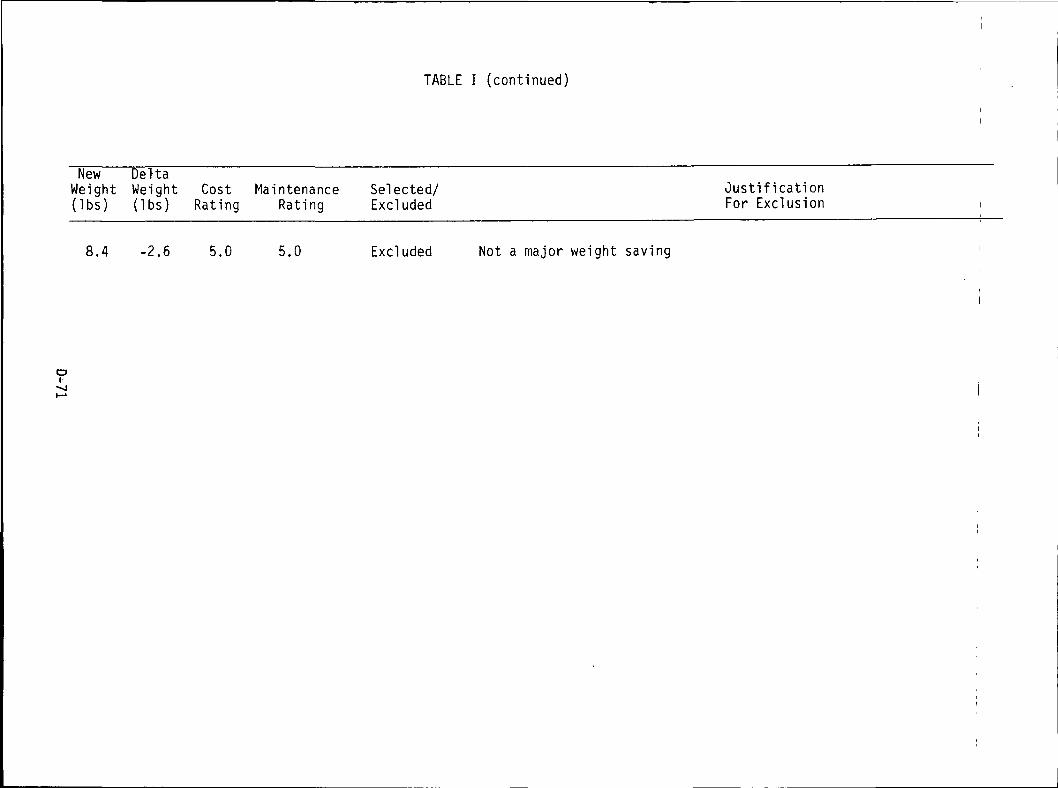
OoCO
o o
M-
X•r- U
JS-
O
01
+J
-CcnO)
S-
o(O
•o -o
O)
0)-!->
"OO
3
(U •—
I—
OQ
J X
OO
LU
O)
Oc c
n(O
£=
C ••-
OJ
•»->+J
(OC
D
i
(OZ.
cn•(->
c:C
O
-i—O
+->O
n3
Qi
+j cn to
O 3
-—
3 cn LO
o> ••- ja
•aa>T3oXCMi
00
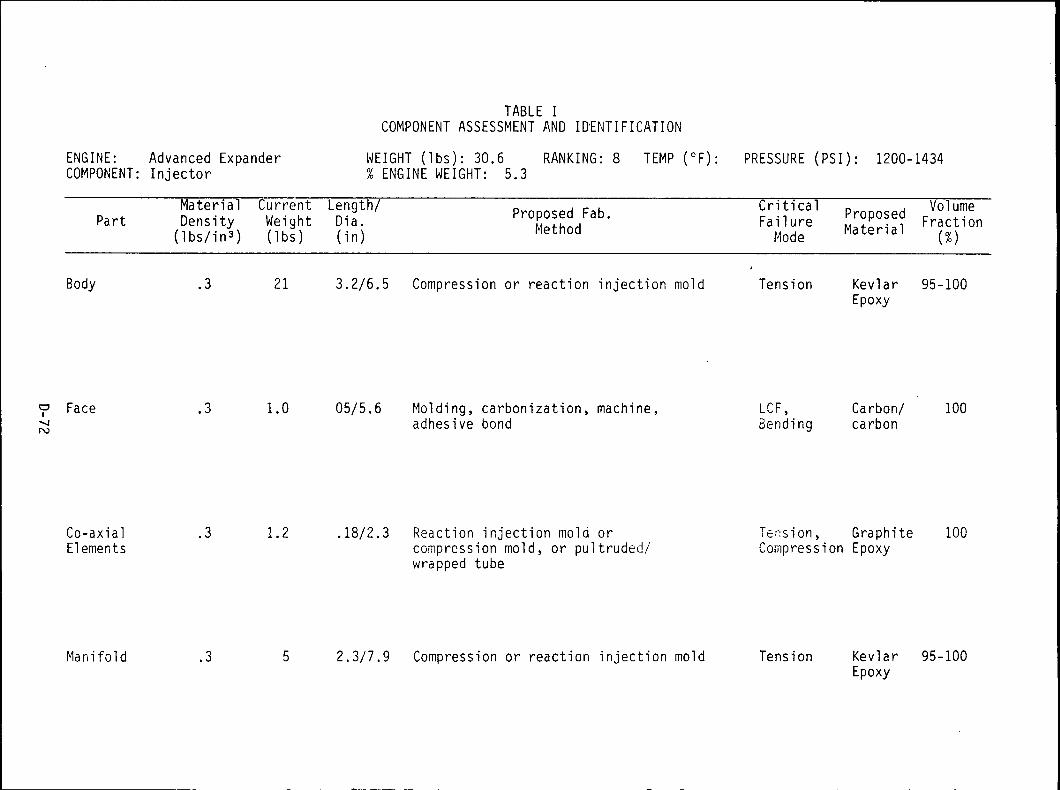
0l~ 1
1—<CC_>h—
iu_^—
^1—LUi i
i — i
CD
.•-> ze
£LU
—I I—
CQ
2:
<C LU
i— 2:00
00
LU
00
00
<C1—LU
^y
oQ-
210C_3
«d-C
O<3-1oC
DC
Mt —
1
• •*• —
*t—
tO
OQ
-w
^*
LU
Di
rDooooLUo:
Q.
U-
o- —O-
21LU
1—oo. .
CJ3
t— i
S£
•Z.
•=cC£
CO
tr><JD•o ••
CO
1—3C
.. C3
- x
*— H
to LU
-Q 3LU•z.
1— •—
i3: C
DC!3
2:i —
i LU
LU
IS
9.
S-
OJ
T3^03
Q.
XUJ
-0 i-
O)
O0 +
JC
(J
03 O
)>
•<
->-0 C
< •—1—z
:.. L
ULU
zr
2: 0
i— i
Q_
CD 21Z
CD
LU O
c:cu
oE
••-3
4
-J'—
-i—
0
*?
O
03
•
>•
S-
U_
"O i —
CU
03
to •*-0
i-
Q. C
UO
4->
S-
03Q
- s:
1—03 C
UO
S
- CU
•i- ^ -O
+->
i —
O•I —
•(—
S
IS
- 03
C_J Ll_
•_o03^j
T3
-o o
CU -C
to +->
O
O)
CL2I
Oi.C
L.
•**c~~4J
.^-~
,cn
03
cc: -i- -i-H
I QI
-(-> 4->
c: JT - — *
cu CD
toS
- T
- _Q
i- C
U r—
32
-^
C_3
n—
^-~
03
>>«
•
J^ >
C
"~•))~~
•+—
* ^
S-
-r- -r-
O)
to
^~x.
-M
C
Ul
O3
CU
-O
21 Q
r-
-(->S-
O3
Q-
OOi — I
1LD
cr>S-
03
>,
i —
X>
O
Ol
CL
^ L
U
Co•r—toCCU
t—TD
,___
oEco4->oCU
' r~>c£Zo•1—
+->u03OJ
s_S-
0c:o• r—IOto0)
S-
CL
EOc_>
LO
vox^^
CM.
CO
4 1
CM
CO•
>•>
T3OCQ
CD
Oi — i
*~^
COjQi.03O
«>Ll_
CJ1#\
CUc• r—-Cu03Ec:04->03M•i —COJOi-030
«*D
>c•i —-o*o^~
VD
unLDoo
•< —
i
CO•
CUo03
LL.
COJ3S-
03
Ocnc•1 —TDCCU
OQ
•oc:O-QCU>• r—I/)O
I
T303
001 — 1
CU-i-j•r—JZCL
O3
s_CO
n
c:oI/)if—s_oC
J
oEco•1 —•(->oC
U•'—
)c:
•i —c:O4->O03
CU
ce:
CO•
CM
—
CO
r-H
•
CM•
t — 1
CO•
03
X031Oc_>
>-,XoC
LLUCotoI/)CUS-
o.
Eoo~^^
T3•1)
-o3S-
+->I —Z3Q
.
i-o*1
TD
,_OCo• 1 —toto0)
S-
QL
E0oto+Jc:O)
ECU
LU
CU
-Q3-I-J
•oCU
CL
Q-
03S-
3
OOr— 1|
LO
cnS-
03
i —>0)iCO• 1 —(/)c.CU
I—-o^_oco•1 —+->oCU•1—
3c•1 —c~~
o•r—+J003
O>
S-
s_oc:o•1 —totoCU
S-
Q.
EOCJ
<T>•r--.^ —
.C
O•C
M
IT)
CO•
-or—0t(-•1 —c
:03
SI
>>
Xoa.
LU
D-72
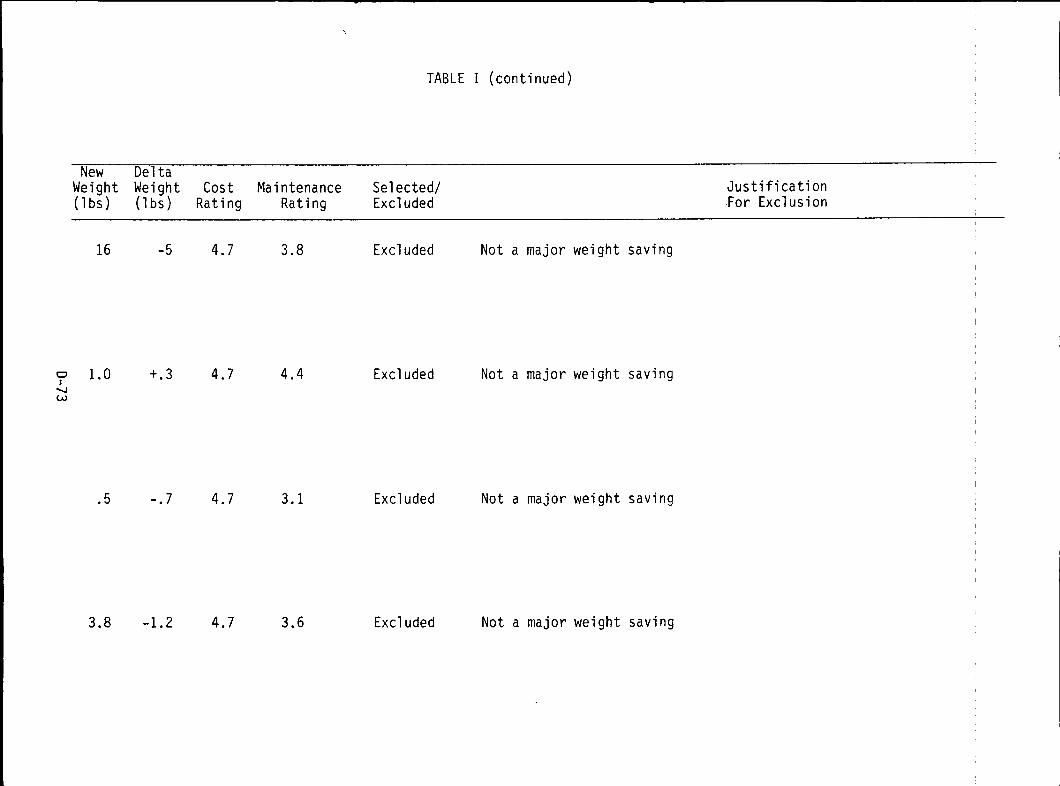
T3<uc"£oo^—^
LU1
h-
O O
•r- *r—
CO
3O
i —
£ X
•i- LU
4->to
S-
=3
O
""3
"-L-
O)
Ol
•4-> -O
U 3
O)
r-•—
U
O)
XC
O
LU
<L>OfO
C
(U
-4->•)->
ro£1
Qi
CO
Ol
to •>
-0
+J
ce:
ro -c —+->
01 tor—
-I-
_Q
O)
OJ i—
Q 34->-C
•*N
S
Ol I/)
OJ -r—
J3
•Z.
Of r—
-^
x^
.
Ol
Ol
c
c
>
>ro
co
to
to
•f—
+^
JC
JS.
01
01
QJ
QJ
S
3S_
S-
o
o•1
-3
-1-3
fO
n3E
E
ro
co
-l->
•*->O
O
01
Ol
^3
*X3
3
31—
r—
(j
oX
X
UJ
UJ
oo «=t-
oo
«3-
.«*•
«*
LO
OO
1+
to
oI—
1 •
1 — I
c>ro1 *
.c:01
SSi.o•>-)roEro
4-JO01
T33r—OXUJ
1 — 1•
oo.•*•1
LO•
Ol
c'>rOtoOl
CL)2i.O•r-j
roECO
-t->O•z.O)
"O31 —(JXLU
VO•
OO.
**"
CM•
i— 11
OO•
CO
D-73
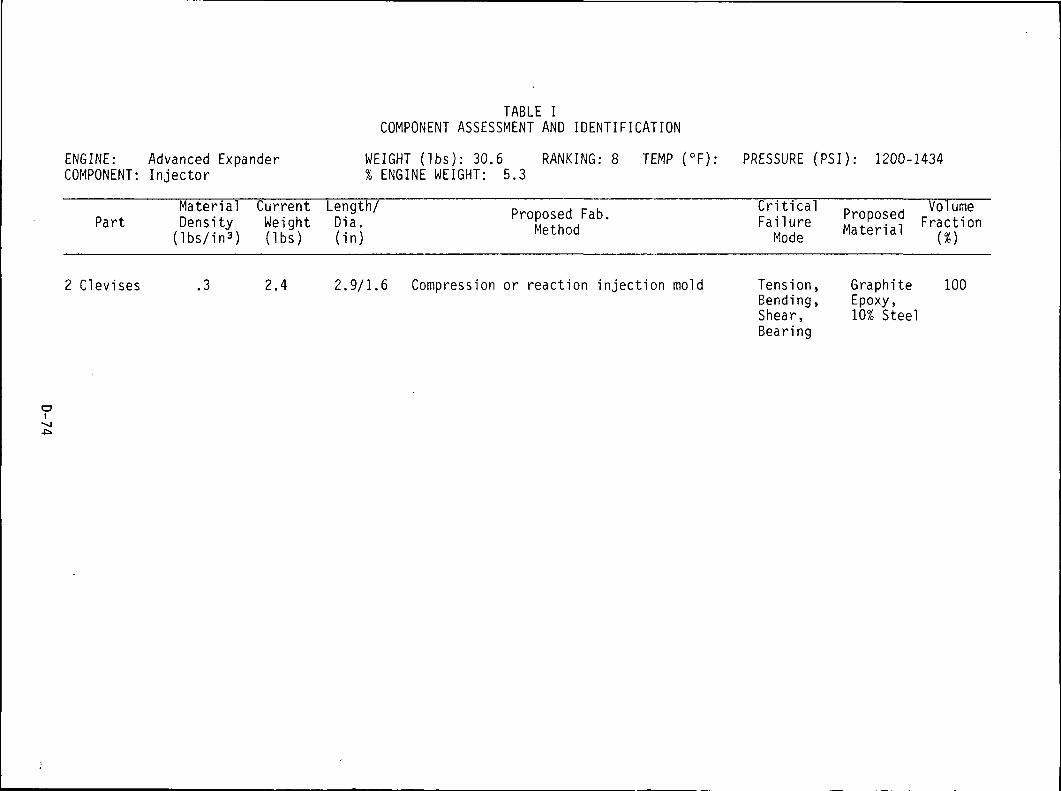
0t— 1
h-<=cCJ
1— 1
U-
11z.
UJ
Qi— i
O*-H
^*
e^
LU
—I
h-
CQ
'Z
.C
C
LU
i— 2:
CO
CO
LU
CO
CO
•=cI—z.
LU
•z.oQ
_
0O
^3.C
O
i — \
OOCsj
1 — 1
• •
• — •
CO
Q_
LU
Of^
CO
CO
UJ
a:
a.
u_o— •
CL
2:
UJ
1—co. .C
D"*£
.
\ 1
i*i
"_
^£
ex.
CO•
LjD
*»jO•O
--
CO
h-
• • CD
' %
t— 4
CO
UJ
-Q 3
— - 1
1 i
^^
1—
<— •
CD li
i— i L
UU
Jl_
•S03
CL
XLU
-a s_O
) o
O 4-)
C
OO3
<V>
-r—
5•o
c
•=c •—1—•z... L
ULU
'Z
.~z. o1—
1 Q
_CD s:LU
C_3
QJ
O
E ' 1~^~.
O
03
>.
S-
-0 r-
OJ
O3
CO
•!—
0 S
-Q
. O)
O 4
->S
- 03
CL 2:
03
O
)0
S
- O)
-!-> r—
0
•r- *r-
j>S
- 03
CJ L
J_
JD03
1 1-a
•o o
O)
JZC
O
+-)
O
QJ
r^ ^-
OS-
Q-
-^o> ro
cC
*^~"
*r™"
QJ
C~>
-»—
_1^ ^z *^~^
QJ en
co
S-
QJ i —
—
~^g
». ^
r—
^~^
O3
>•>
**>•r-
4->
C
QJ
CO
--
-I-J
C C
O03
QJ -Q
21
Q r—
+Ji_03
CL,
OOQJ
"oJ
•r—
*> -f->
JZ
>,C
OQ
. XO
3 O
&
*S
- Q
.OC
D U
J
^H
C C
OO
C
-
•^
T-
S-
co T
3
O3
C
C Q
JQ
J Q
J *~
I—
CQ
CO
TD
r—Oc:O•1 —-f_>
oQJ
•r-1
.,_C~
O•r—+J
003
QJ
S_
t_OCo•r-
CO
CO
QJ
s_Q.
EoC_5
^cr>
CM.
cxj
CO•
QJ
CO• r—>Q
Ji —C
J
CV
J
enc•i —s-03QJ
CQ
D-74
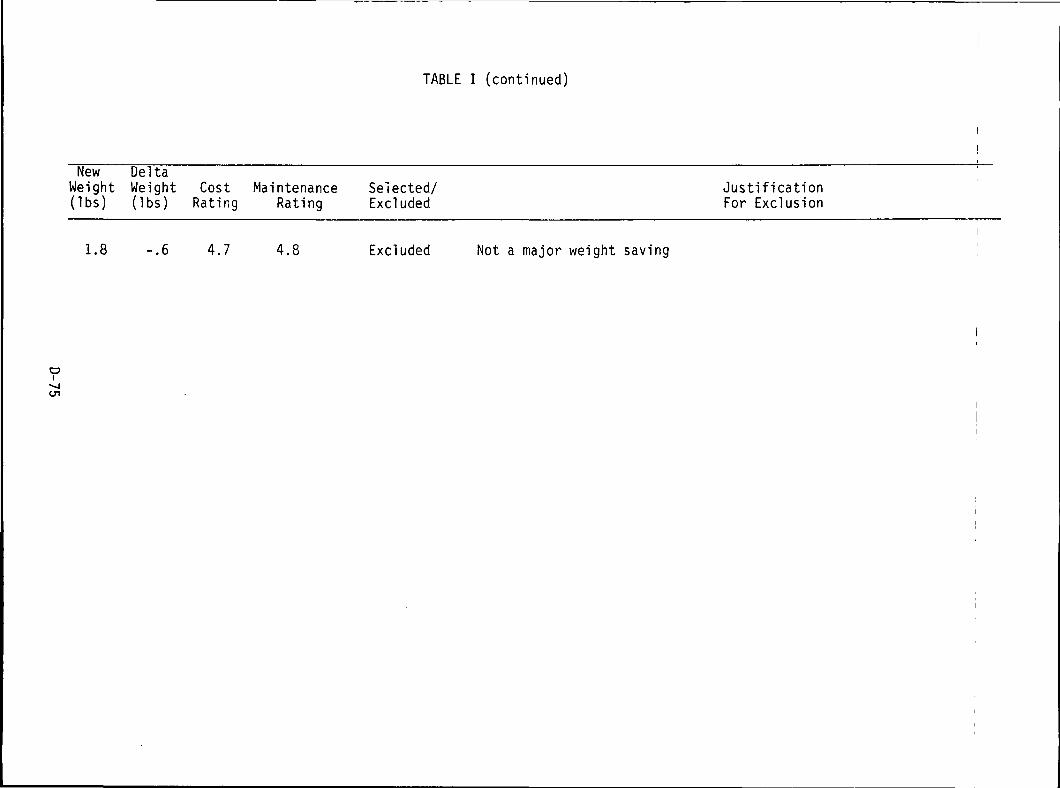
-oO)
COu
c c
o o
•i—
*r—-M
C
O<O
3
U i—
•r- O
4-
X
I/) S
-3 O
Ol
<D+J T
3O
3
0> r-
i—
OO
) X
C/O
UJ
(U0(OC -
O)
CO
-r—
O 4
->C
_) (O
+->
CT>
1/1
r— -r-
J3
OJ
OJ
•—
3
O>
tO
QJ -r-
^3
Z
OJ •—
(OCOOJ
o(O03O•oOJ
X00
CXD
D-75
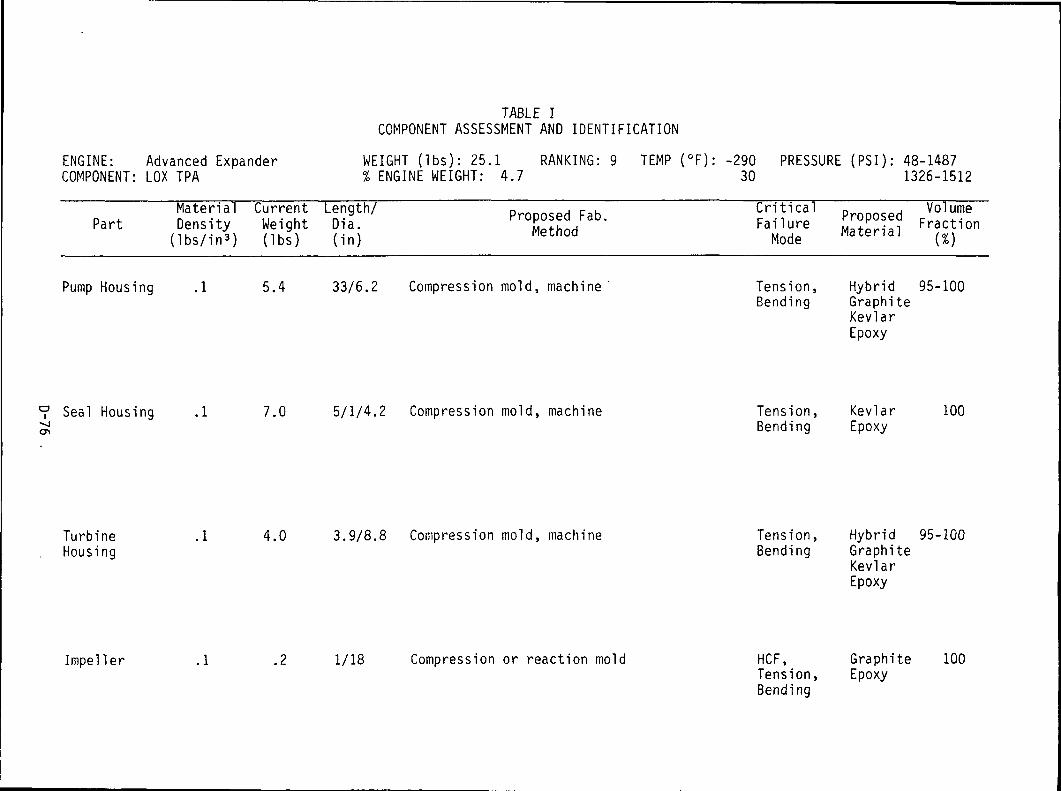
z.
oi—<=cCJ
1 — 1
u_1— 1
I—LU
H—
4
O•-t
Z.
1 1 >j |ca z.<: LUi—
2:C
OC
OLUCO
CO
| —LUz.
oQ-
"5TOC
J
CM
i— 1
r L
O00 r-*
*Z$-
\
«— *
VJO1
CX
Ioo ro
• •
* — %
1— <
00
^— f
1 1 1LX
J
Qi
— '
CO
CO
LU
C£
Q-
0 0
CTl C
OC
M1
0Q.
^~.U
JH
-
cnCD
i— i
NX
Z.
r\*
,,
^~
! 1•
LO
• •
CNJ (—
• • fr^
*~^ t—
tto
LU
-Q 3LUZ.
i j
.
HC
C
DC
D Z
1 — 1 1 1 1
LU3
*S
i.O)
05CX
XLU
-oQJ
<C
CJ
Q.
C H
—03>
X"O
CO
e^
i
| —
.. LU
LU ^
z. o
i— i e
x.
z o
UJ C
J
cQ
J O
E •<
-13 +->
•
i —
O &
«O
O
3 ^-^^
^» t.u.
-O i—
QJ
03tO
•!-
O
1~
CX
C
DO
+->
^—
ft}
Q.
2!
[03 Q
JCJ
i. QJ
•r- 13
~O+-> t—
O
•i- -i-
S
IS
- 03
CJ LU.f-t03
U_
-o"O
O
QJ
J=
O
QJ
OCX
•^
f-
+J
• ,
-»s
01 re
cC
" •!—
T
—
CU C
3^^
4->
+->d
Jta
"
^
QJ
CD
to
S-
T-
JO
S-
QJ i—
0 :s'~
~'
n—
*"*
fO
^s C
O•r-
-t-> C
S-
-r-
-^
QJ
(/) ~^
+-> C
to
03 C
O JO
'""' d.
.j
S-
03
Q-
o01
tocn
QJ
4_>-O
-i- S
-•r-
JZ
03
>,
S-
CX
.—
Xf^
O
J >
O
>,
S-
QJ C
X3Z. <
J3
. U
-l
„c cn
O c
to *o
c: c
QJ
QJ
1—
CQ
QJ
C003E•s
"O*oEco•r—totoQJ
CX
EOCM
toCO
CO
«»•
LO
i— I•
cnc'[/>—ocxEQ.
OOi — (
t.03
>,
^ O
QJ
CX
**S 1 t 1
«xc c
no c
•r— *i —
tO "O
C C
QJ
QJ
1—
CQ
QJ
EJC003En
•r—OEcO•r—l/ltoQ
Ji.C
Xpi
oCM•
*3~
-.
1—
1
'^
LO
O•
^^H•
cnctoo:cI03QJ
CO
0Oi — t1
LO
cn
QJ
4->"O
"1
1~
••- J=
(0
>,
s- ex.—
x
JO
03 >
O
S», S- O
J C
Xn: C
D ^
LU
M
c cn
o c
•r—
*r—to
T
3c~
c
QJ
QJ
\—
CQ
QJ
CJZCJ
03E•t
~or—OEt~o•r—10I/IQ
JS
-C
XEoCJ
oo•
COcn•
CO
o•
**< — 1•
QJ cn
a c.
'r- T
—JO
tO
S-
^^ o
I—
u:
oor— 1
QJ
4->•1
—c~ >^
CX
X03
OS-
CX
CD
UJ«
t
c cn
o c
•r—
"I —*•
to
T^
Lu C
C
CJ
QJ
QJ
n: I—
CQ
oEr~0*. —+JCJ
03QJ
S-
s_osro•r-totoQ
Ji.C
XEoCJ
oo1 — 1
•-,—1
CM•
f — 1*
i.QJ
^~
r-*QJ
CX
E1 — 1
D-76
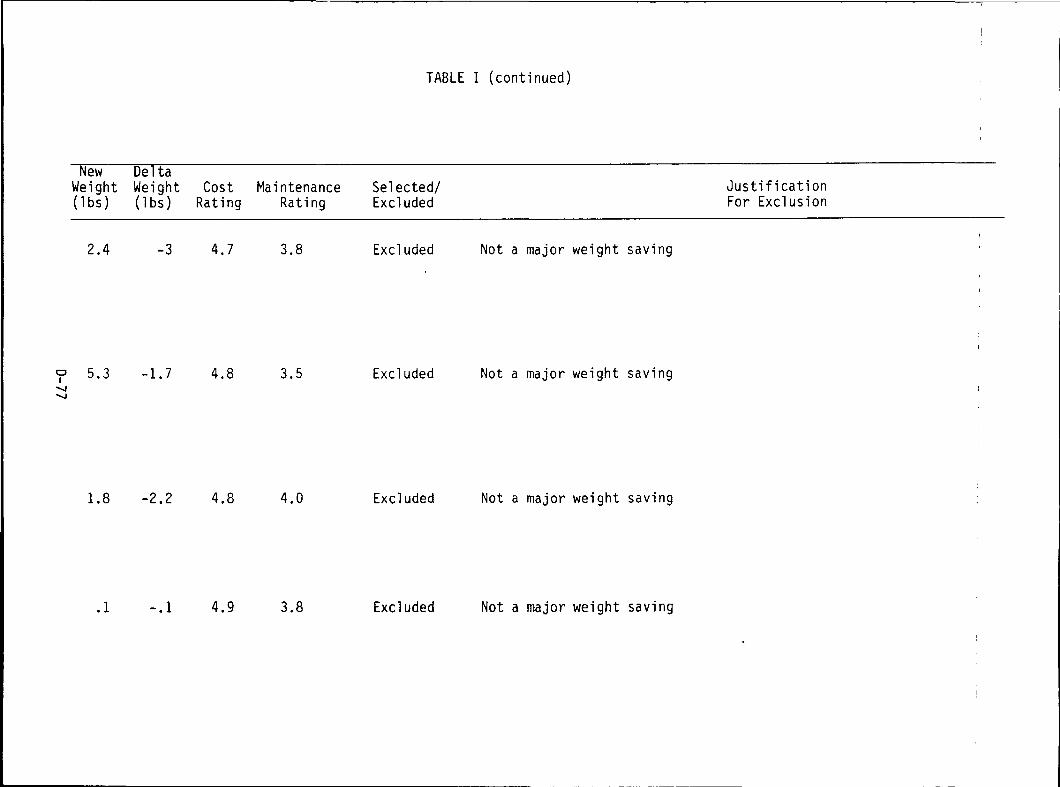
O O
•r- *r-
4->
I/)03
3O
i—•r-
O11-
X•r-
UJ
4-Jto
i-ZJ
O
fOCO03I/)
03to03to
O)
13
QJ
O•"->03
JCenQJS-
o
(1)
S_o•'->03
O)
S-
o
O)
U
03
+->O
03
-(->O
CO
«=C
CD O)
-(-> -O
O 3
<U
r—
1 O
<L> X
OO
UJ
O)
oX
(Ux>Z3OX
(U-oOX
T3OJ
-oOX
O)
-(->-M
(O
c o
:•r—IX
J
oorocoC
O
CD
+-> c
</)
T-
O +
->C
J rCo;
cooo
CT)
enC
\JI
o> 10-i-
J3
O) r—
coinoo
D-77
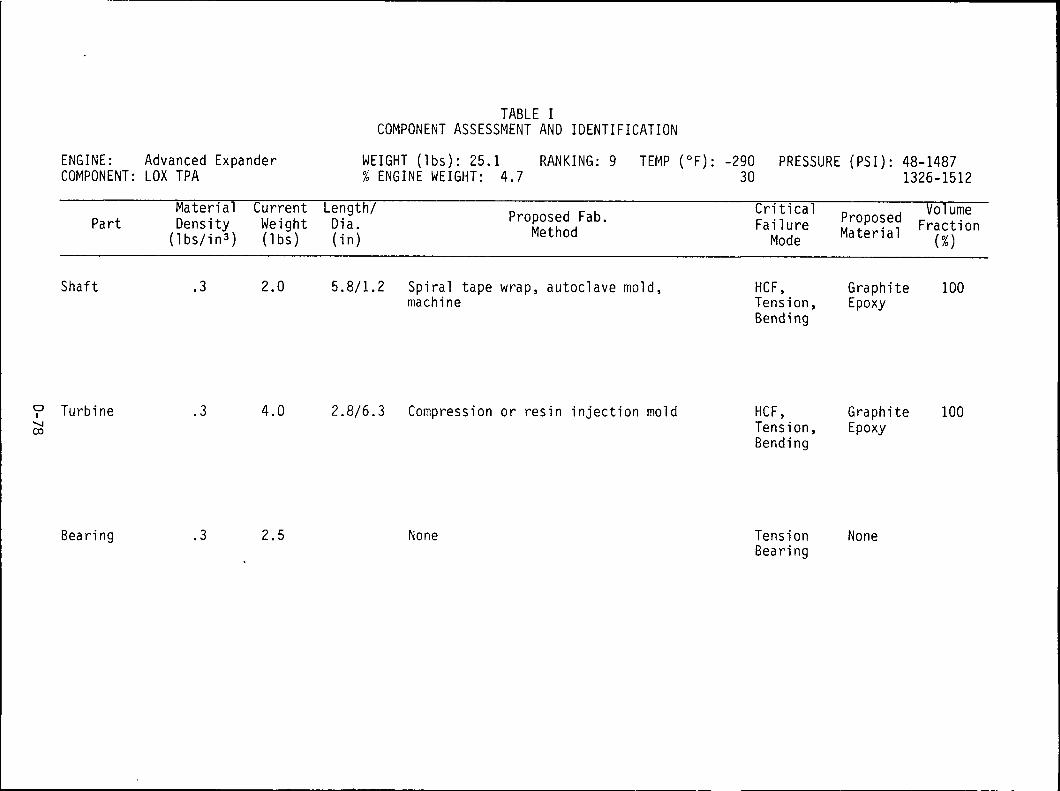
z.
0i — i
i—C_3
t— 4
1 |Lx_
t— H
1—~^
LU
Ot— 4
Q1—
1 "z.
e^
LU—
1 1 —00 Z.
\—
21
CO
CO
LU
CO
CO
<ct—z.
LUz:
0Q.
0O
CM
i— 1
r- un
CO
i-H
•^ i
1 C
\JC
O
OO
- i-H
• •
-~»*
t—i
CO
Q.
V
f
1 1 1
o;
— >C
OC
OLU(f
Q.
0 0
cr> ooC
MioCL,yLU
iICTt
• •0~
^1—
1N
X
~r
G^
C£.
pv.•«
-t—
l•LO
••
CM
1—3:
s
1 — 1
to LU
JO 3
• 1 1 1~^
1—
•—>
CD
Z.
t — i L
ULUi-QJ
-oroQ.
XLU
-ocu <:O
Q.
C I—
> X
T3 O
«=C
—1
* *
I—
.. LU
LU
Z.
z. o
1—1
Q.
c n 5^
^ O
LU C
_J
cCD
OE
-r-
^
4->
- — .
i —
U S
«o
to • — •
u_
T3 r—
O)
rotO
•!-
0 i-
CL
O
)O
+->
i- <0
Q-
S
,__ro
0)
O
S- C
U•i-
3 -O
4-> r-
O
• •,- 2
:S
- ro
L_3 ' '•/*>roU
.T
3~o
oCU
-C
to
-t->o cu
o-s
:oS
-C
L.
-^
+J
• .
-N.
CT
> *X5
CC
T
- -r-Q
J ,Q
>*—
-_JC _C
"^^
<u en
^&_ •.—
<^
S-
0)
r-13 *
— '
CJ
1 —
•»ro
>•>**>
i- 4->
C
S- •!- •!-
cu to -~^
-(->
C
toro
C
U -O
S Q
i—
i.taCL.
0O1 — 1
QJ
•4_>•t—r~
>^
Q. X
ro
OS-
CX
CD
LU„C
C
DO
C
•r—
T"
** (/)
"OLl_
C
C
C_)
CU
C
Ua: i-
CQ
rt
-aoECU>ro
"oO±j
^3rort
Q.
roS-
ScuCL
ro1 *H
Ii —
C
ro -r-
s- :
••- o
d. ro
CO
E
CM•
co•LO
0CM
OO•
4->lf_ro-CC
O
oo.— 1
cu-t->• r—r~
^^
Q. X
ro
Oi-
a.
CD
LUft
C C
Do
c•1 —
*l —
"
tO T
Ou_
c
cC_)
CU CU
:E
I— C
Q
^EoEco-t->ocu•1-5c•r-
c:•r-
toCU1-5.
oco•1 —totocuS-
Q.
Eo<_}
00
co•C
M
o•
^J~
oo•
aic"
•r—
.as_31—
cuc~OC C
DO
C
•1
T—
to
s-c:
rocu
cu1—
C
O
COc0z.
LTJ•C
M
ro•CD
C'i —£_roCUC
O
D-78
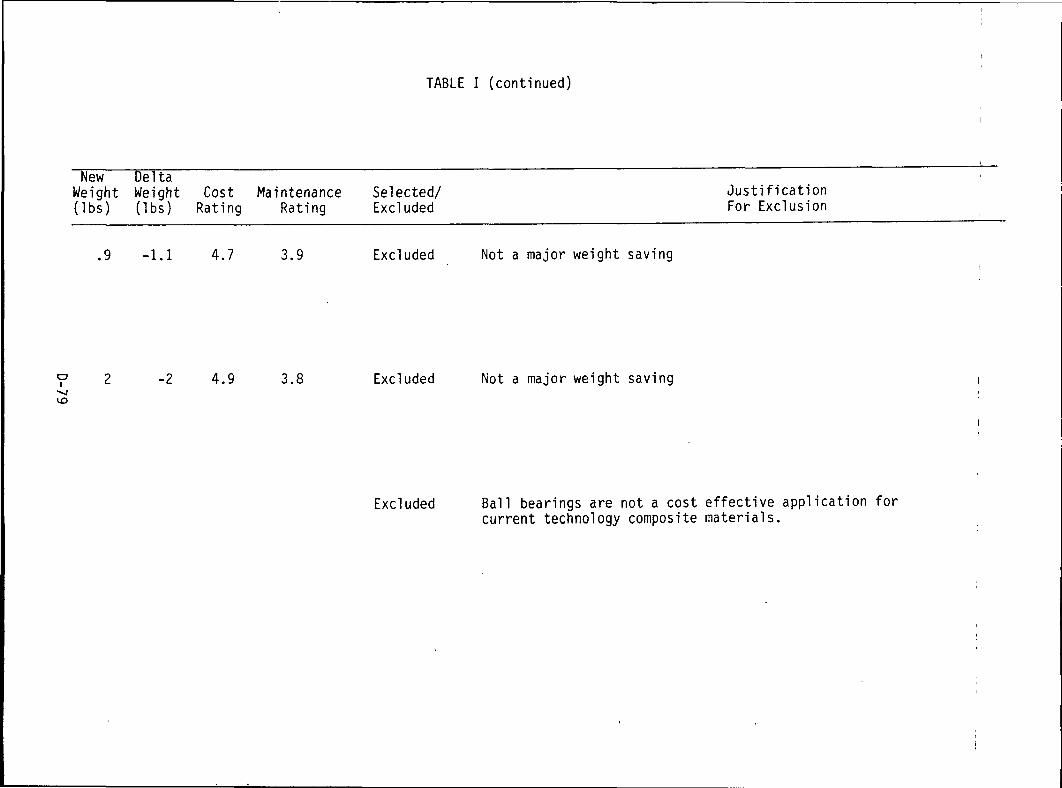
-aCD13cCO
•a:
c c
o o
•i- O
4-
X
CO
S-ZJ
O
CD O
l+->
13
<J
3O
) i—r—
O
O)
XC
O
LU
CU<D-Mc•r—fO
en+->
cto •>—O
4->
C_5 (D
Qi
-C —
-+->
O> C
O
C1J O
lO
3
2
cn to
O) -I-
jQ
entotoen•r—(II3S-o•"~Jro
enc.O>i.O
T3Ol
OX
T3Ol
ox
cr>•C
O
00
00
csji
CM
s_ocoQ.
Q.
(C(1) O
O>
i—•r-
<O
4->
•!-O
S
-O
) O
J
+-> (U
to +->O
-i-O
toO
(O
O_
•(-> O
O O
EZ
O) en
s- o
ro r—ooo
c:
•,- cu
S-
-!->
cu
O)
(O
3D
O
O
CU"OX
D-79
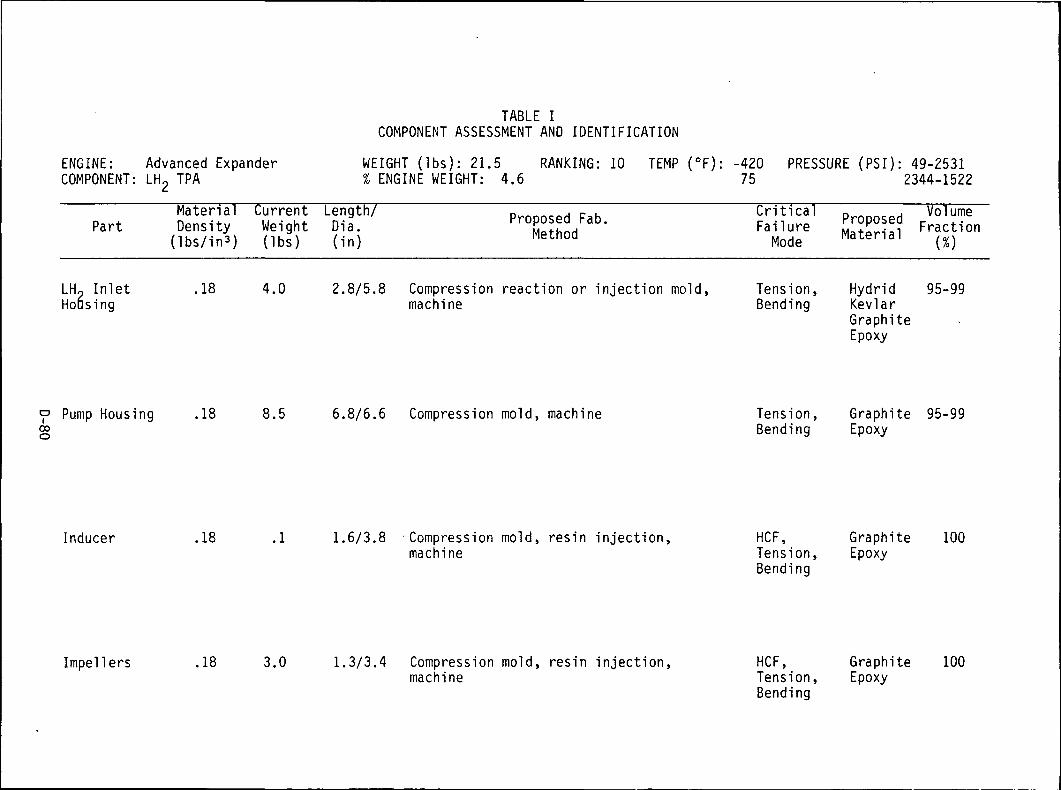
zoi—i—t
u.
1zLU
Qt-H
a>—
• z^^
LU
1 1 —C
Q
Z«C
U
l1
-5-
r^ ^_OO
OO
LU
OO
OO
c^
1—LU
^y
OQ-
2:
Oo
CM
•— 1 C
MC
O
LOLO
.—1
CM
1
| ^
CT*
*3~*3
" CO
CM
• •x—
•*»—
(O
OQ
.*^^
LUa:
ooooLUa;
Q-
oCM
LO
nroQ_
1 1
1LJ_J
1—o• •
C3
s:
K-*
^^
•ZL
^cCV
»£>•LO•
r— 1
• •
OsJ
H-
1C• • (_
s••—
-* t— 1
CO
I_U
-Q 3
•x-- 1 1 1
•^_h^
>~~4
Z 0
)— (
LU
3 &
S
S-
cu•otoa_XLU•ocu <:O
Q.
C 1
—(0>
C
MT3 :E<
—1
^.. L
UU
J Z
z o
•— "
Q.
o 2
:z o
LU O
cu o
E '""^
i—
O &
«o
to
**-^>
S
—u.
T3
r—
CU
T3
CO
T-
0 S
-cx cu0
+->
s- to
Q-
21
r—<t3 CU
o
s_ a
i••- 3
T3
•M i —
O
•r—
*r—
2T
S-
toc_>
u_.
JDto
u_T
3•o
o
cu -c:
o c
u0.2
:oS
-Q
.
!ccn <
o c
C -I- -1-
CU O
— '
— 1
c ^k
'"
cu cn
coS
- -r-
J2
S-
CU
r—~^ *
g SH
.
O—
^~*
to
^>*^
•r—
+->
C
S-
-t-
-.-C
U
CO
^^
+-> c:
co03
O)
-Q2:
Q •—>
-x
_,_,s_toa.
CTl
cniLO
cn
cu-o
s- -i-
•>—
10 .c
s- i—
a.
-o
> <
o>,
cu s_
3:
i o
•<c c
no c
•i —
*r-C
O
"OC
C
CU
C
U1—
CO
•o'oEoocu"
r J
c.
• r—cOc:O• r-4^O<OCUc~O•r—CO
CO
CUcu
c:S
-
•!-
Q..C
:E
0
o <
ot i
ooLO
oo•
CM
O•
^-
CO
f — 1•
cui —
en
c c
1— 1
-f—COC
MZJ
^ Oi ;n
>^XoQ.
LU
(TlI
LO
CDCUQ. X
(O
Os-
a.
en
CO
T3
c c
ai cuI—
C
Q
ooQ. X
to oS-
Q.
CJ3
UJ
en
*> C
O
T3L
c.e
c:
<_) C
U
CU
:r l—
CQ
oocu
-c
>,
Q. X
rtJ O
i- Q
.O
LUc a>
o c
« C
O "D
U-
C
CC_3
CU CU
3: i—
CQ
cuo
oCDCOcuS-
c:oCO
COO)
a.
VO
IOoo•V
O
LO
cooocnc•r—CO
OQ_
£
COCO
C
UO
) C
E O
O
toO
E
CO
CO
OO
CU
•>~
3CCOCUi.
•aototo a>cu
cS
- -r-
CL
IE
o
o ra
<_) E
CO
CO
o•
CO
oo
s_cu13T
3
COs_cucuQ.
D-80
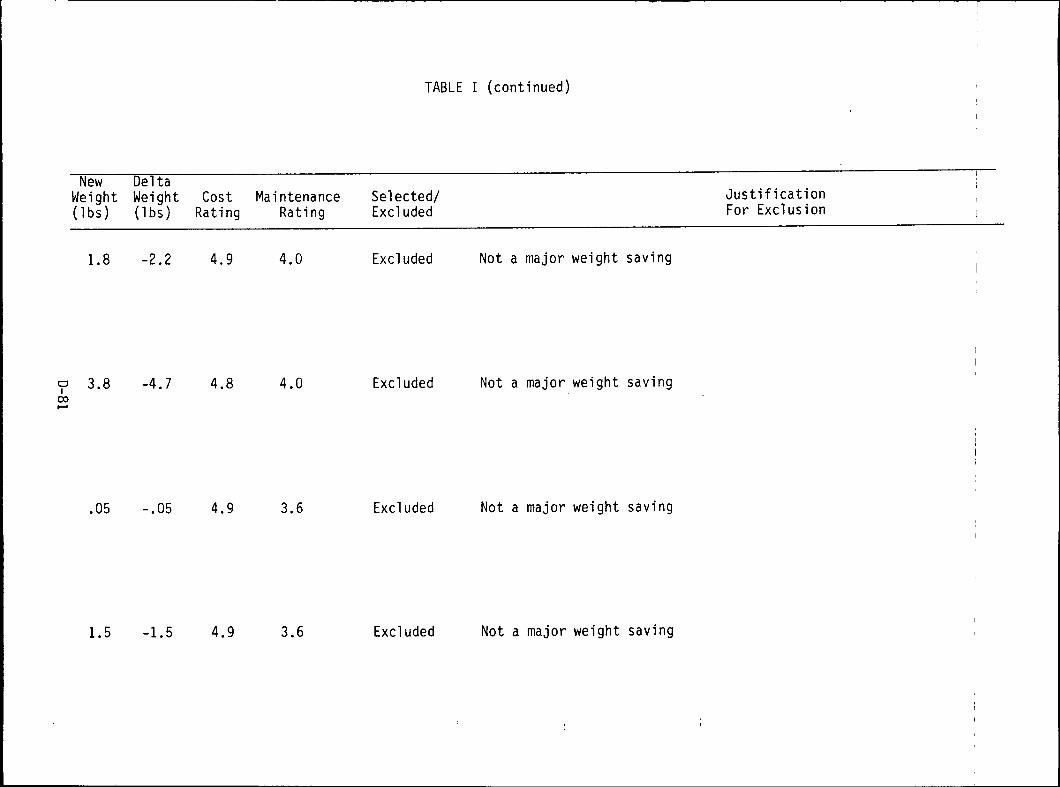
O)
ouCO
o o
+-> ul
•i- O
M-
X
in s-
=3 o
cn03tocnQJO•<-)03
TU ~O
<U 0)
+-> T
3O
3
0) •—r—
O
(U
X00
LU
OJ
Oc cn
ai -t->
4J
10C
Qi
03</) -
OO
tO -C
•»-> cn <
cuQ3
cn
to<L> •>-
^3Z
O
) •—
•aa>uX
03I/)cna>O•>-J03oz:ai
-oux
03tocn•r—O
l
s-o0303
4-JO•oa>uX
cn03toO)
S-
o03
4->Oai-aox
o•
•=3-
CT>
CNJ
CM
CO
OO
cn
COcn
oo•
COD
-81
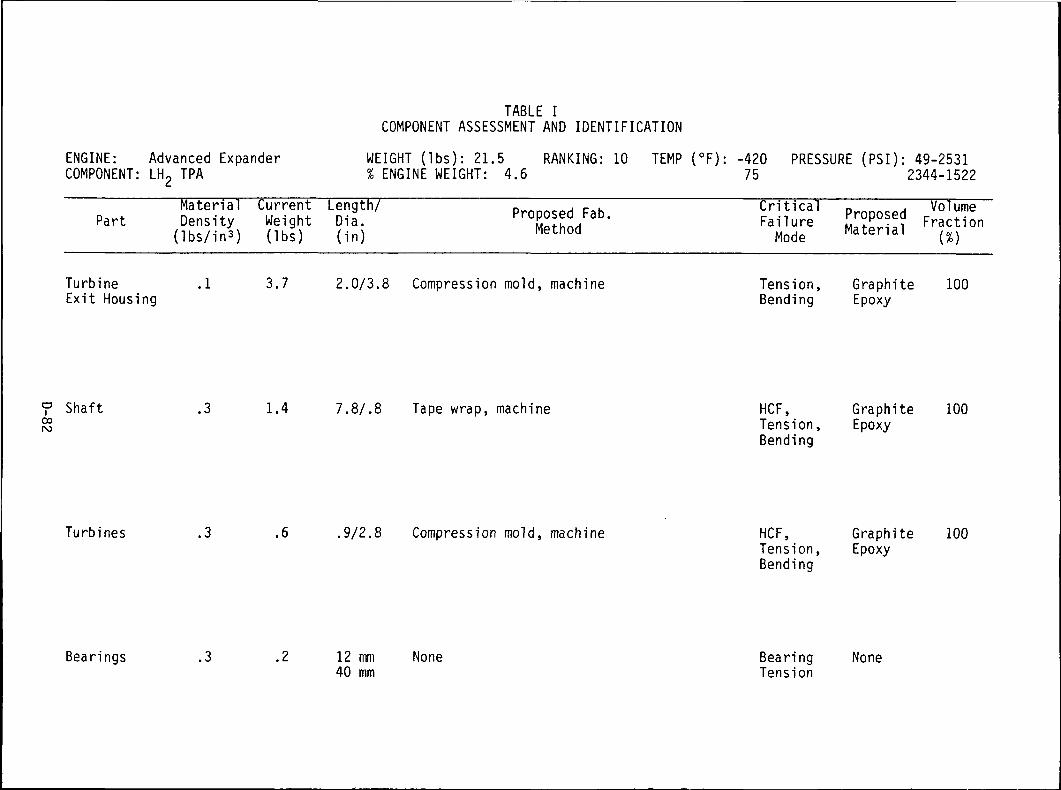
CO
ot— 1
1—ou_i — i
zLU
QQZ«=c1—LU2:
CO
CO
LUCO
CO
^^
1—1 1
f
g^
0Q-
O
CM
.— 1 C
MC
O L
f>ID
i— I
CM
1
1 ^t*
cr> *a-•sf
COCM
• •*
-
t— <
CO
Q.
^— *
LU
oe.C
OC
OLU
C£.
Q_
0CM
LO
O21
UJ
1—0i — i
. .
CDZ2"y*
^£
Q£
*-
un•i —
i • •
CM
h-
1C• • C
D•
- i—
*to
uj
-Q 3
• — •* 1 1 1
^y1—
i— '
CD Z
•— i
LU
LU
3» ^^
s_cutoQ.
XLU
-ocu «tO
Q.
C 1
—to>
C
M
<C
_I
H-
Z.. L
ULU Z
Z O
1— 1
Q_
CD
21
z o
LU C
O
cu o
E T
-
r—
U S
*O
10-
> S
-U
.
T3
i—C
U
totO
•!-
0 S
-Q
. CU
o +->
S-
too. 2
:
-^ftJ O
J0
L. O
)•r—
3
"O
-*-> I—
O
•r—
T—
^^
S-
toC
_J U
_
j-3*
toU-
-o o
0) -Cto -l->O
O
)
oQ.
^-^
JZ^_>
.
C7) fO
C
C -I-
-r-cu o
' — •
iC ^'
— •
Ol
CD
toS
- -r-
J3
S_ C
U
-3
"^
^
_ -C
J
^—
--^*
tO
>^f
r- +J C
S_
-r- -r-
CU to
^
4->
C
tO
IO
CU
-O2: Q
r-
.f_)S_toQ.
OOI— I
cu^J
• r—
-c: >>
Q. X
to
OS
- Q
.C
D LU
*>c e
no
c
•r—
*r~to
"Dc~
cCU
(I)1—
CO
CUc:••--SZ2
<JtoEt\T
3
'oEc:O• r—I/)toO
)S
-o.
oCO
oo•
CO
^^0C
M
r»•C
O
1— 1•
cto13CO
O
C 1
C•r-
e~t .|_>
S- •!-
3 X
1—
LU
OOr— 1
cu+->•f—f"
>^
Q. X
to o
S-
Q.
CD
LU«C
O
)o c
•r- <r~
« to
T3
u_ c
cC
O
CU
C
U^Z
t—
00
cu••-_cofOE«t
d.
fO^_^cuo.
to1—co•^
co^^~1— 1
CO•
+J<4-10-IZC
O
oo1 — 1
cu+J
• 1 —c~
>^
O. X
to o
S-
Q.
CD
LU
M
C C
DO
C
•r* *r—•>
tO
X)
u_ c
cC
O
CU
C
U3:
I— C
Q
cuc:•i —~5mE
#\
•o'oEc~Ototocu$_Q.
EOCO
CO
OJ
o>VO•
CO*
Ul
cuc•r—^QS-
31—
cucozCD
C
£Z
O•r- •»—i-
toIO
C
CU
CUC
O 1—
cuf~o^^f
£f^
CM O
>— 1 *3-
CM•
CO•
inenc•r-5-
(OCUC
O
D-82
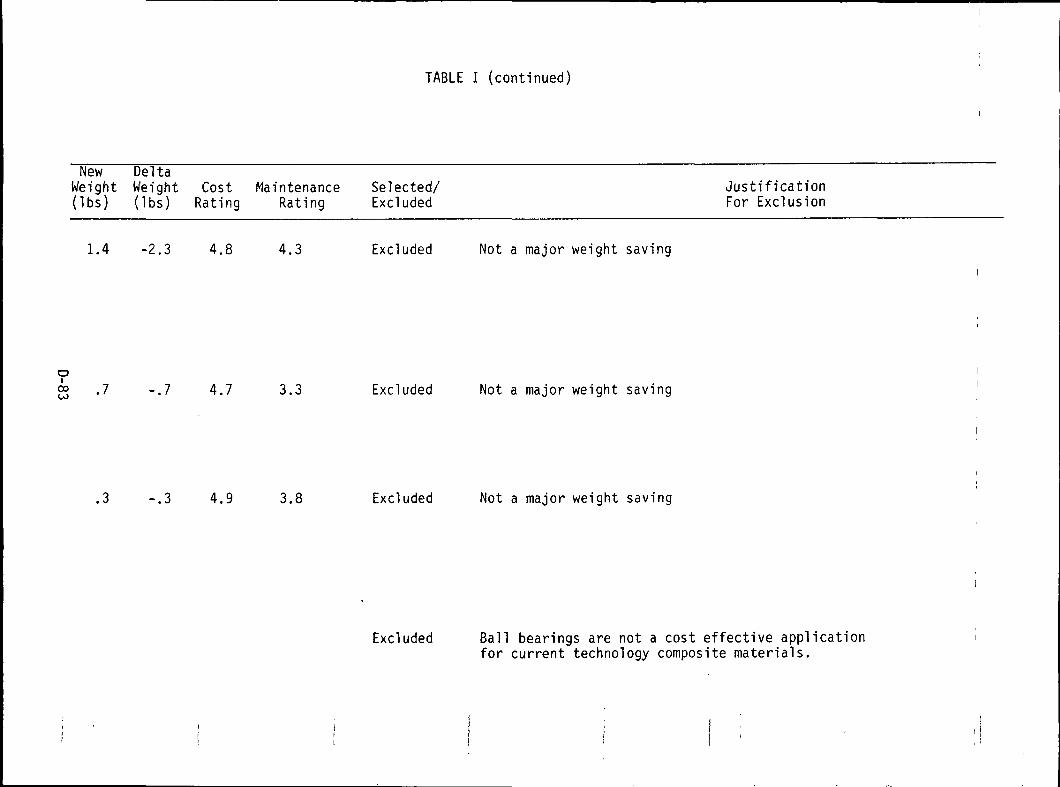
-oO)
OoCO
O O
13 3
O r—
S-
X
</> s-
3 O
•a -o
CD O
l•(->
-OO
Z
Ja> i—
i—
O<u
xC
O
LiJ
CDOC C
D(T3
CC
-r-
Q)
4->•!->
fOcn
-t-> c:
l/l 'I
—
O +->
O na
•4-J ai <s>-r-
^)
<U
i—
C7>
CO
-r- J3
Q)
•—
cnc:03incnO>S-
oE03
(OtoOJS-
o
O)
S-o•<-J03E
O)
•aoX
O)
T3OX
ai•ox
CO
coCO
CNJ
roCO
oo•
CO
coI
03OCL U1
Q.r—
03 03
> cu
•i- 4->
+->
03
O E
ai
l/l+->
O
(/) O
.O
E
o oo
03
+J cno oo
O)
C
03 O0)
1/5 4->
cnC
•(->
il CU
03 S_
<U S-
-O
ZSo
03 O
>+-
T3a>x>oX
D-83
GO
CL.
GOGOceo.
o
<ca:
CO
GOGOOO
GO
oQ-
oo
CM
CM
CM
otoa.cucQ-
cu -aTO
c
C
n303O
. CO
X
OJ
LU >re
a>o03 O
> 10
O<
a_
otj
ai o3
+J.
i—
o;
o n
a-
(/I -I—o
s-
a. a>o
-i->
s- re
ra O
)o
s_ cur- 3
T3
4-> i—
O
(_> U
.-oT
3
OO
) J=.
to +
->O
O
)
Oa.
O1 (O
C
c: •!- -i-cu
Q^
cu 011/>
S_ -r-
JOS
- Q
J •—
•i- -!->
C
ai co \+-> c
to(O
C
U J2
2: a
.—
03oCL
a.
(Ocu+JtocuoQ.
S-
ocuN0303
-l->O-K
D-84
ooCM
CO
Q.
CO
CO
CD
-Z
.<C
LU
I— SCO
00
UJ
coCO
oa.
C\J
in u
j-Q
3
s-a>-a E
c QJ
(O +->
Q. ui
X
>,
UJ C
O
-O
c:cu
oo
••-c +•>(O
•!-
> c
:TD
C
D
z: O
"—i
Q-
es ss o
LU O
ai o
O
n3 ->•
s_
CD
(Oc/) -i—O
S
_a. Q
Jo *->S
- (O
<o a>
o s- cu^-
o
T3
OQ
J JC
Ul
•»-)O
C
UQ
-Z
OQ.
O5
C
-d)
O)
O>
to
S-
-r- JO
S-
CU
r-
(Oi-
+->
C
S_ -i-
-r-4)
CO
~.
+->
C
CO
ro
OJ -Q
S-
fO
1/1Cooa.
a.
n3s_aiaicooo.
ooaitMo*D
-85
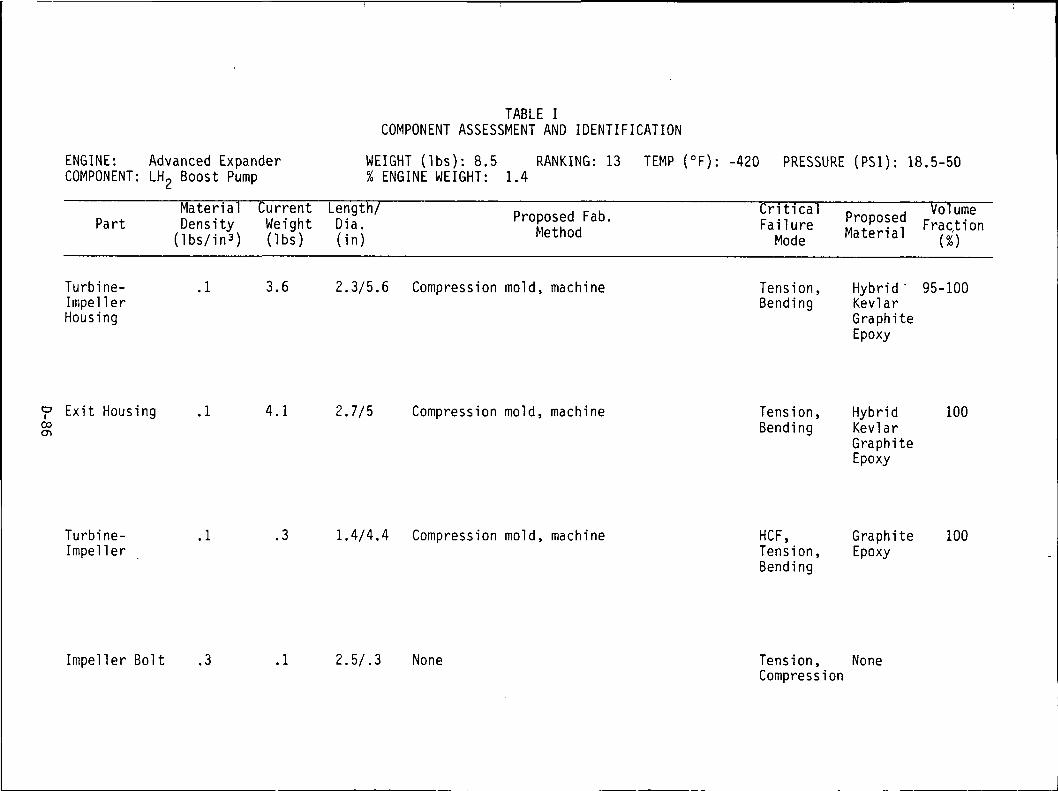
o1—CJ
1—4
U_1— H
Z.
LUOt—
(
Q
1—
1 <!
LU_l H
-O
Q
Z.
<c LUOO
OO
LUOO
OO
<ct—z.
oQ-
21
OCJ
OLO|
IT)•
00
.—1. .
*>— X
1— 1
00
O-
•N_--
III
LU
Qi
00
</5
LU
a:
Q-
0CM1
LUOD
-
LU
1 —OO
1—1
• •C
Dzt—
1^"3Z.
(~¥^
^"•
LT5• • •
OO
1—:c.. C
D-—
—%
t— (
CO
LUjQ
3
*-* L
U^^
H- •—
Z C
DC
D Z
>— i L
Ui i i3
9
i-Ol
-oC.
Q.
rtJ E
Q. =
3X
Q-
LU
"O
toQ
j O
U 0
C. C
O(O>
C
M•o
n:
i—z.
.. LU
LU Z
Z O
1—
4
Q.
CD
"Z 0
LU
C
J
CO
) O
E ••-
^—
(_) x ^^
O
n3 —
> s
-Lu
CU ID
t/) -I—0
S-
CL CU0
4->
S-
rtJQ
- s:
,_n3 O
)O
S
- CU
•r- 3
-O+->
i—
O•i—
*r—
y
^*
foC
J U
_
j<T3LU
T3
•o o
CU -C
O
Ol
Q-z:
0S-
0.
*"*«1.
.ccn (o
cC
T
- •!-
cu ci ^—
'1
^ ^-—
•CU
cn
toS
- T-
J3S—
CU
^~
13 "^ ^ - "
^^—
-^^*<O
>,m
£ -t- -^
CU
c/)
^+->
c
ui
03 C
D -Q
S Q
•—^—
s_rOQ
.
0O1 — 1
1LO
o^
^
•o
s- -i-•»"~
fO
fT"
>^
S- r-
Q. X
-Q >
H
J O
>,
CU
S-
Q.
or i
CD
LU
„c: cno
eto T
3c c
cu cu
1—
CO
cuc-CCJ
(OVI-o'oC
"
0totocuS-
Q.
oCJ
IOLO
OO•
CM
to•
00
I— 1•1
S-
cu cu
cnC
i — C
•I — i —
»r—
_O
CU
to
S- Q
. 133 E
Oi—
>-i n:
oo
ai4->-o
s- -^
•r- fO
^
>,
s- ^- a. xJ3
>
rtJ
O>
, ai s- a.
n: ^ co
LU
C C
7>
o c
:
(/> "D
c c:
at cu
I—
03
oOQ. X
03 O
s- a.
CD
LUc cn
o c
•> i/l "O
cu cu
I—
oo
cuco
" tO
c to
o cu
to a.
c E
CO
Oh- C
J
o<aotocua.
oCJ
cuurototocua.
oCJ
aicoLT>
CM
cncto3OI S
_ai cu
-Q
CU
s_ Q
.
oCOcucuCL
D-86
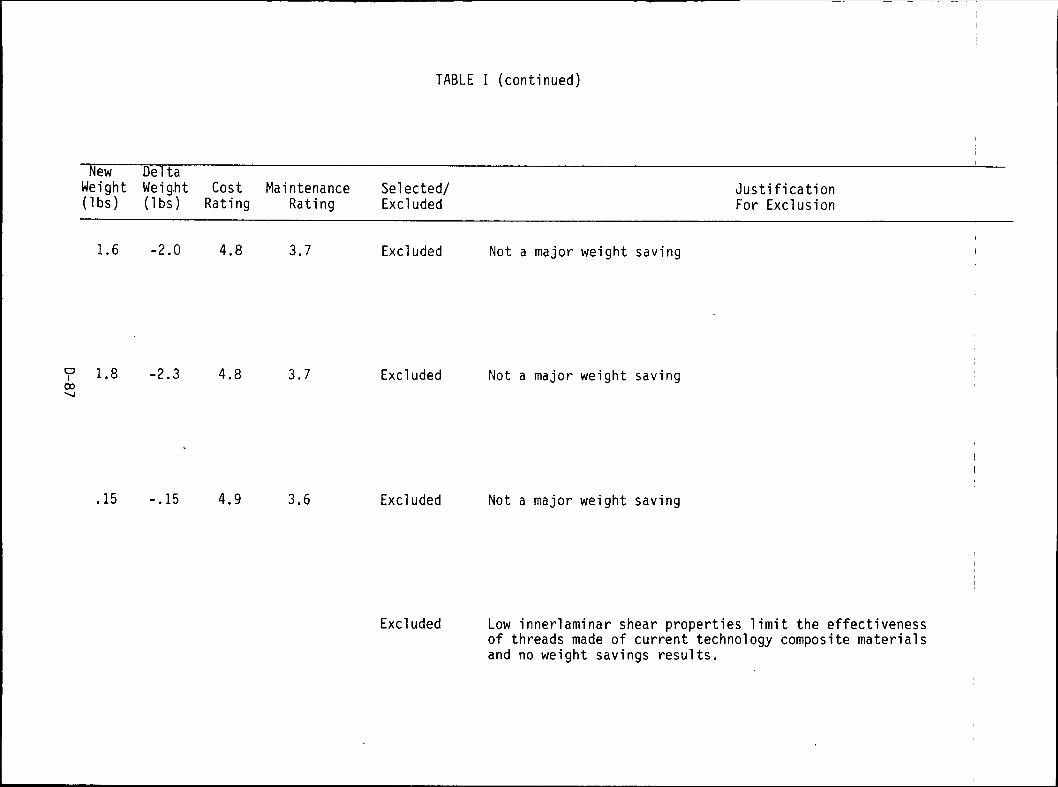
-oOl
=3OoCO
c: c:
o o
•(-> 1/1
(O
3O
i—•i-
O>
4- X
13
O•t) U
.
CU
CU-
O) i—
i —
OCU
X
CU
OC 01
03 £1
C •!-
CU
-(->4-J
03c o
:03
CD
-t-> c
tO
T-
o +
->O
(Ooc.
-(-> en co
cu cu r—
(U •tt)
r—
113I/I<Do0303
+•>oCU-oUX
CD
(OCOencuE03CU
CD
c:(Oen
cuO•>">0303OT3CU
T3OXLU
CO
00
CSJI
00CO
C\J
co
10
ncr>uol—i•I
CO
COC
O I —
CU
03
C •!-
cu s-
> cu
•I- +•>+J
fOO
E
cuO) -
QJ
COOQ.
Eoo
•r- en
r—
O
CO
Ocu
c:•r- -C4->
O
•
1- C
O C
O
Q.
i—O
•>->
3S_
C
CO
a. cu cuS
- S
-J_
S
-03
3 C
Ocu
o
en-C
C
CO
M-o
>0303
CU
C
OC
T3
•r- 03
•(->E
E
-c03
cni
CO
•!-
S- T3
CU
CU 03
3
c cuc
s- o
SO 4
-—
I O
-oCUT
3
1C
D-87
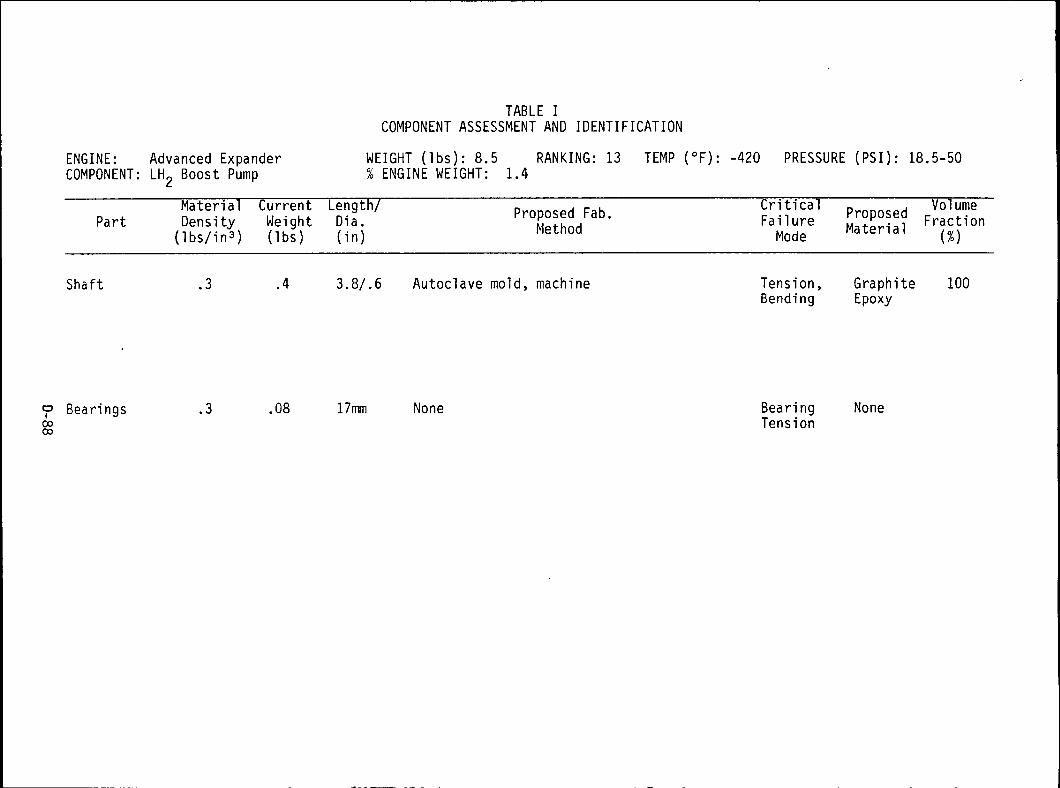
z.
o1—eC<_>
u_t— *
1—z.
LUO1—
1
ai—
i Zet
LU
_l (—
CQ z:
<t L
U1
^"
1 —
s^
OO
00
LUOO
OO
<:
1—z.
LUzoa.2:
oCJ
oLniLnco'r—
t
• .
^—
t— 1
OO
Q.
LjJ
C£.
^DOO
OO
LU
C£
CL.
OCVJ
s3-1
LL.0CL.^.
LU
h-
CO
i— t
B B
CD"Z.
K-t
•z.ct
Ct
<d-•
1 1
Lnco' t—^.. 0
CO
LU-Q
"3.
^— 1 1 1z.
t— >-«
:r a?
o z
.i—
i LU
LU
3 &
«
i.O)
T3c a.
/rt T
"~T
O
fcQ
- 3x a
.LjJ
•i->T3
CO
O)
O0 0
C C
Q(O>
C
M•o
z:
<C —
I
1—.. L
ULU
Z.
Z. O
<—•
Q.
13 SI
2=
CD
LU C
_>
CO
) O
E ••-
3
-(->-—
r—
O &
SO
ns
> i.Lt.
T3 i—
d) (T3
CO
-i-O
i-
o. a>O
4->
S-
roQ
- 2:
ro O
JO
S
- O)
r- 3 T
34-> r-
0•-
'•-
21
S-
raO
Ll_*
-QrOU
."O
T3 0
<U
-Cco
+JO
C
DC
L2:
OS-
Q.
^^
s:
4-)
• -**
cn ro c
C •!- -r-
OJ
Q-—
_J
+->
+->C
JZ
- — •
a> cr> co
S-
•>-
jQi-
OJ r—
33
-—
t_>
„ro
>>cn
•r—
-4-> C
O)
CO ^
+->
C
C
O(O
O
J -Q
2:
Q r—
4->S-
rOa.
oor- 1
CD•!->
J^CL
rOS-
CJ3M
C0COccuh-CDC
JT0roE
*i
TD
"oECD>roUO-»->3=t
VO•
coCO
>-
ro•
+j
Cl_
raJCOO
>>XoQ.
LUCD
C•r—T3CCD
CQ
01
Coz.en c
c o
•r- 'r-
S-
CO
ro c:
CD
CDC
Q 1—
CDCo•z.gI—.
t— 1
CO
CD•
ro•
COCD
C•r-
S-
ro01
CQD-88
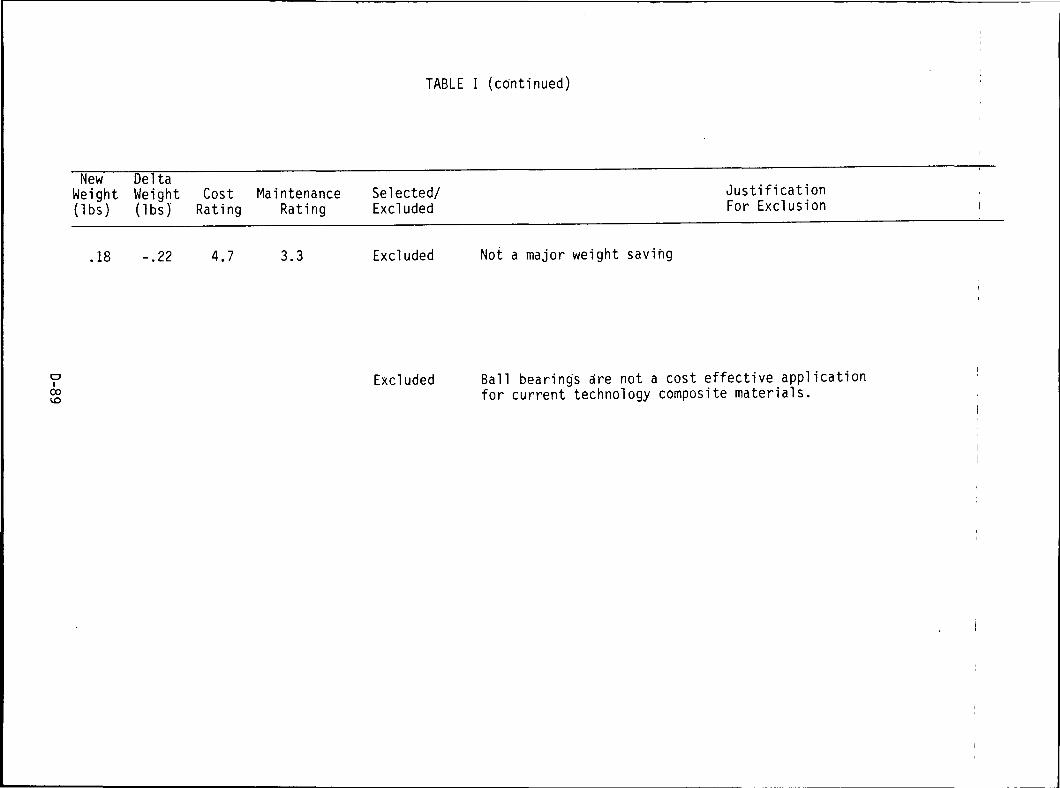
-oO)
cooCO
C
£1
O
O
ro
3o
r—•i-
O4-
X
to
s-Z>
O
•O T
3O
) O
)•4->
T3
O 3
O) i—
i—
OO
) X
CO
U
J
O>Oc c
nco
c:c •<
-O
) -»->
+J rec o
:
CO
-r-o
+->
O IT
3o:
-»-> C
O
tO
<U
O
) r—
Q 3
^-^
S
cn toO
J -i- jQ
2: a) i—
(Otocn3O•I—)
roroOT3(UOXCO
COCVJ
CVJ
00
OO. to
0..—
CUO>O
)
to•4->
O10
C
LO
E
O OO
(O+->
O)
O
OOQJ
•r- c:
S-
0)
a)-Q
S-
fO
OC
Q
lt-
T3QJ
TDZ!
'o•X
D-89
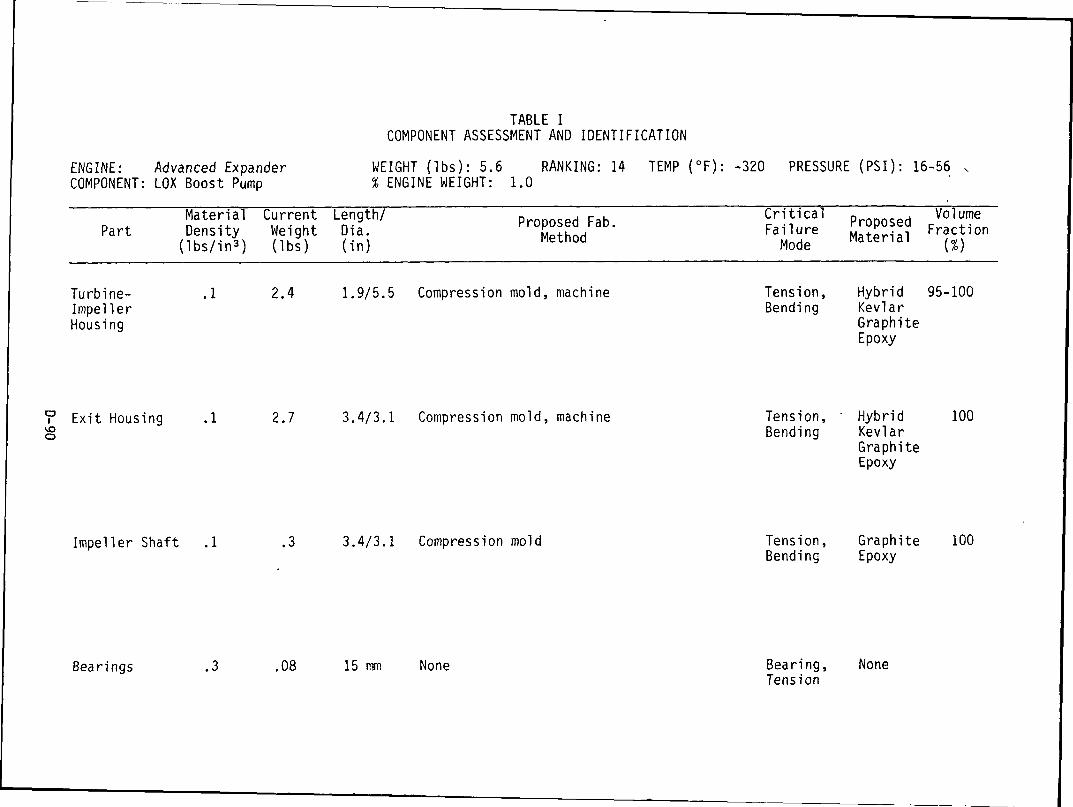
.o2:
LUOO
CQ
Z:
<C
LU
i— s:00
OO
LU
00
00
oo_oO
LDIC
O
OO
Q_
00
00
LU
CtL
O.
O<NJC
O(
Q-
UJ
cocc
O)
O
i—
o ;O
ro
-
-O •—
O>
roco -i—O
S
-Q
. O)
O +
JS
- ro
Q.
2:
ro
Oi
U
S_
O)
•-3
-O
4J r—
O
r ro
to U
JJ3 3
-LU
I— ^
:c CD
CD
2:
O)
T3C Q
.r<3
EQ
- 3
X 0.
"O
CO
rjj o
O O
C C
O
> X
"j C
D
: o
i Q
_
~Z. C
DLU
<_>
-Qro
-o-o
oCD
.C
O
Q)
Q.S
:O
cn ro cO
J O '—
"
C
^k »"
~«<U
cn
to
S-
- JD
S-
O>
i—
o
^~
^
ro
>*>
ro'i-
-»->
CS
- -r- -r-
OJ
to
'—.
4-> C
C
Oro
<D
J3s: Q
r-
s_roD
-
OCD
i—lI
LOcn
Oi
+J-O
i- -r-
tl r—
Q. X
J3 >
ro
O>,
Q) 1
- Q
.3;
i
CD
LU
C C
nO
C
•r—
'r-CO
~O
C C
O)
O)
h- C
Q
oo
ai-t->T
3
S- ••—
•r- ro
JZ
>>
1- r-
C
LX
.JT
) >
ra
O>,
OJ S
- Q
.
c:
O)
O C
to "O
ai aiI—
C
Q
oCD
-c >,
Q. X
ro
Os-
a.O
LU
c e
no c
a> cu
1— C
Q
CDcoCD
Cc:
oS
- C
Oro
C
ai <v
CQ
K
-
QJ
CoroOcocoO)
Q.
0)
-c:ooc:otoCO0)S-
Q.
O
CTl
CO
oCOtoto(UQ.
ro«=!-
co
COo
I L
.O
) (1)
cn
JD
dJ co
S-
Q. 3
3 E
O
ento3O
roJ=
00S-
aia>a.
toencCUC
O
D-90
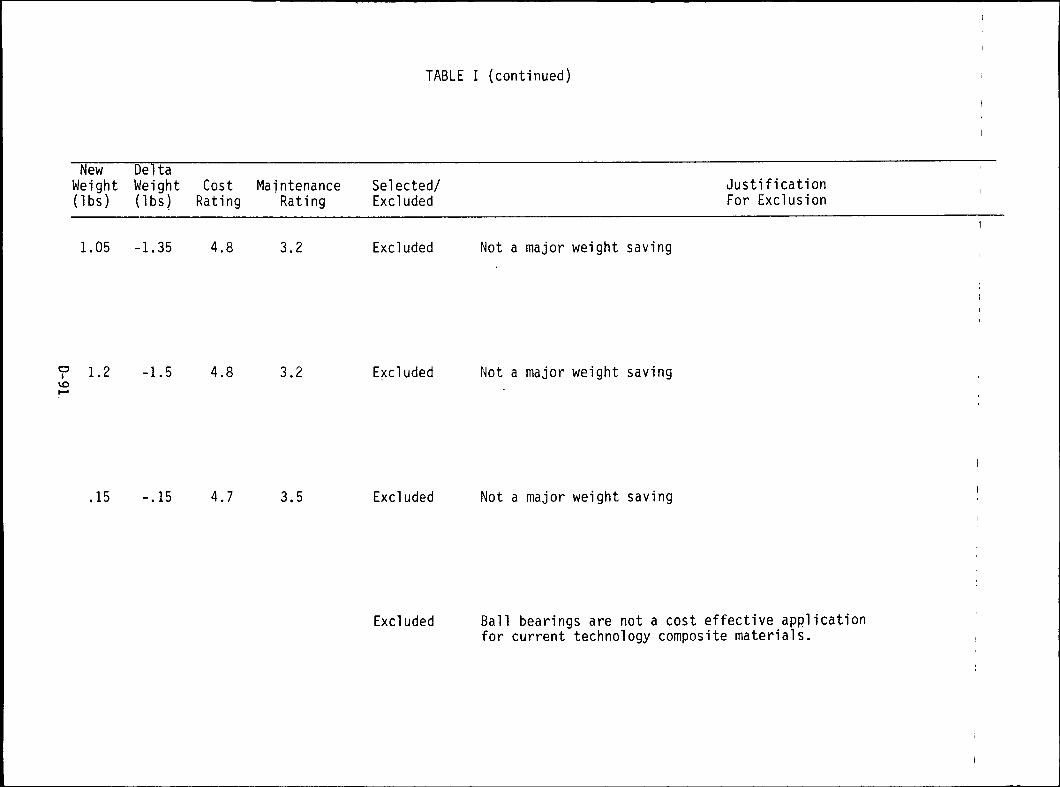
-od)23O(JGO
O
O
+J
to10
23
O r—
•r- O
>+-
X•r-
LU5-O
-o -o
OJ
O)
-(-> X
)O
23
(U i—
i—
Oo;
xG
O
UJ
Ol
oC O
Vto
£2
C •!—
CD -l->
-(-> ro
c o
;
10 -I—o
-t->
QJ
Ol r
S
CD
1<U
-i-a:
CD i
cr>03to
-CO)
Oo'•-3<otoIDO
J"OZ3
'oX
tOtoeno>3o•<—}totoo-a01-OX
.
01
c10(/I05
aiso••-3toai-aoX
CM
noounrotoO
c\jC
O
ooLO
i—ii
Lf)•
CO
inr-l
tooQ: i/>
O. i—
to
to
01
si>
O)
•r- •(->
-(-> to
O E
O)
il_
O)
4- +->
O)
-r-
•4-> O
to
Q.
O E
O OO
too o
C i—o
O)
C4- _
Cto
<JO)
to +->a>c
-i->•r-
C5-
0)
o
^ S
-fO
O
CO
M-
oX
D-91
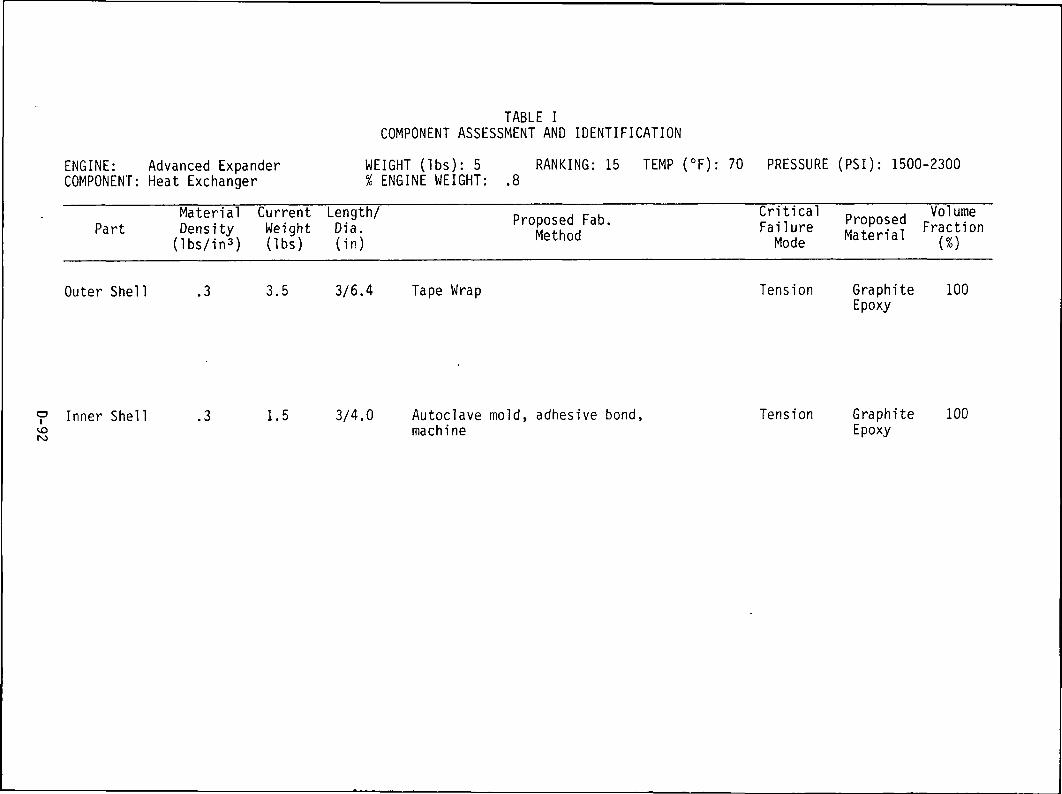
z.
oI—o1 — t
LU
Z.
LUat-H
O
1—
1 ^
LU_J 1—C
D Z
^C LUC
OC
OLUC
OC
O
L—•z.U
J•
r
0Q.
21
O
CD
OOO
C\J100ir>i—
1
• •,1—
1
CO
0.
UJ
OL
— \
CO
CO
LU
C£.
Q_
OLUOa.
^~i.LU1 —IT
)
*""'• •
co"i— <^a:
OO• •
LO
h-
~T~
.. CO
tO LU
i»> *i i I2Z
1—
>-tn: co
co zi—
i LU
36
*
S_<uC
S-
03 O
)Q
. CD
X C
LU
03f~"O
<_)
OJ
X(_)
LUc~03 4->>
03
"O
O<: a
:
ji:.. L
ULU
z:z. o
i— i a
.co 2
:2: o
LU C
J
cO
) O
E ••-
3
•(-> — ~
r —
CJ
&9
O
03
>•
S-
Lu
-a •—CU
03
O
S-
Q. O
)o
-*-*
S-
03Q- s:
f—03 Q
Jo
s_
air-
3 "X
3+-> •—
0
•- ••- s:S
- 03
O L
U
JO03Lu
TD
-o o
cu .co cu
GLS
I0S
-Q
_
-CCD
03
CC
-r-
••-
CU Q
-1
CU C
D
toS
- *r—
J3i-
<U
r—3 3
C~>
r^
-^
^^
O3
^^^
•r- 4->
CS
- ••-
-^CU
to ^
•t-> c
to03
C
U JO
2: Q
r-
*^^
S-
03a_
CD
CD
1 — 1
cu•4_3• r—
-C
>,
Q- X
03 O
S-
Q.
CO
LU
a0•1 —LOccu1—Q
.03i.cua.
03i—^hvo.00
LO•
OO
OO•
^CD
COS-
cu4- )
130
oo1 — 1
a>+j
•r-
-c >>
Q. x
03 O
i- Q
.C
O
LU
c~O•r—CO
c~<1)1—
ft
OCU>•r—toCU
^ 03«
•ao£cu>03
CU
CJ
-r-0 J=
+->
013
03
"=C E
0^CO
LO•
i — i
OO•
,luCOs-cucc.
1 — 1
D-92
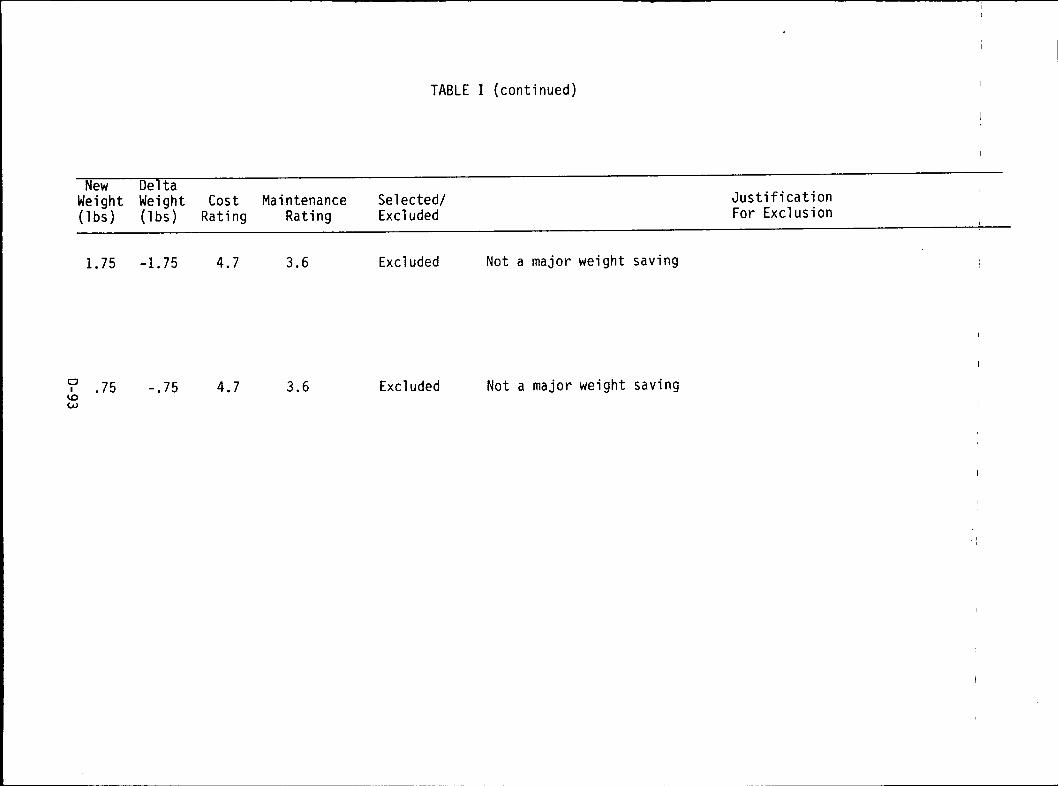
T3Ol
3ooCO
o o
(O
3O
r—•i- O
<4-
X
</> S
-3
O
•o -o
Ol
Ol
•!-> T3
O 3
<U
•—r- O
<U
XO
O
LU
CDOC -r-
O)
-l->cn
ns
,(U
Ol r—
03
—
S
o> to
<U -i- -Q
Z
CU
i—
01
fOLOOl
s-o•>->(T3
(O
CD
cuo•r-Jrt3
(UOX
O)
T33uX
LT>
if)
(—
tni—D-93

APPENDIX E
VENDOR TRIP MEMOS
E-l
AerojetLiquid RocketCompany
ORIGINAL PAGE ISOF POOR QUALITY
REPORT NO MA-82-144iviciiericii£> Mnciiy&i£»'ORK REQUESTED
UBJ6CT
ROCRAM
ART NAME
BY
D. C. Judd
DATE 25 June
OEPT:
9733
Trip Report - Composite Material Fabricators(June 21-22)
Composite Material Applicationsto Liquid Rocket Engines
Conceptual Desiqn Assessment
W.O. NO.
2418-03-000
PART NO.
Task MlS/N
PAGE 1 OF
1982
4
TABLES: 2
FIGURES:
ENCLOSURES:
MATERIAL
Composites
HJRPOSE:
To meet with fabricators of composite materials to present ALRC
conceptual designs for composite parts, to obtain their comments on
producibility, and to assess their fabrication capabilities.
SUMMARY:
Six contractor facilities were visited during a two day trip to Los
Angeles. In these meetings it was explained that a significant weight savings
(between 30 and 40 percent) can be realized by substituting composite
materials for metals in liquid rocket engines. All six contractors indicated
that they would be interested in helping ALRC develop rocket engine parts.
ISTRIBUTION
DL KorsDE LemkcRW MichelCJ O'Brien
HO Davis (ASPC)REPORT BY
E. W. CarterREVIEWED BY
G. R. Janser ^.
V TRICK WANAGcH MATERIALS ANAI/SIS SECTION
E-2
ORIGINAL PAGE IS MA-82-144OF POOR QUALITY Page 2
INTRODUCTION:
The current NASA contract to study composite material applications in
liquid rocket engines has provisions for recommending designs for a minimum
of two parts for a follow-on development program. A description of this
follow-on program is required including detail fabrication plans. During the
visits to the six subcontractor facilities, subcontractor participation in the
follow-on program was discussed. The preliminary designs of seven rocket
engine parts to be made with composites were reviewed. Each contractor was
asked to assess his capability to make the parts together with anticipated
processing difficulties.
DISCUSSION:
The preliminary designs reviewed by the six subcontractors fall into
three categories of producibility:
(1) Parts whose fabrication is straightforward.
(2) Parts that require a process development program to establish
parameters for controlling fiber geometry.
(3) Parts that require redesign in order to successfully fabricate (Note
1A, Table I).
Table I summarizes the position of each subcontractor on these parts; it
shows the processes available at each facility for manufacturing the part and
the contractor's opinion of producibility. For five of the designs (1196001,
1196002, 1196003, 1196005, and 1196007), the complexity of the parts and the
lack of design detail make the assessment of producibility difficult. Two of
these designs (1196003 and 1196005) had enough obvious difficulties to
establish that a redesign would be necessary. It was assumed that the
redesigned part would be satisfactory for manufacturing if the subcontractor
consulted with the designer.
E-3
Swedlow Inc. indicated that they could assume responsibility for part
design. This suggestion was made during the review of the injector housing
(1196007). They feel that the high pressures and propellent flows dictate
extraordinary methods of structural analysis.
Four subcontractors (Swedlow, HITCO, Reynolds and Taylor, and M.C.
Gill) have excellent facilities for producing parts using composite materials.
Two contractors (Swedlow and HITCO) also have the capability to design with
composite materials.
The subcontractors have indicated that the response time to an RFQ for
participation in a development program would be three weeks or less. To
prepare a quote, they would require an SOW and a detail design of the part
to be developed. Additional technical meetings would be helpful to discuss
program requirements and familiarize the subcontractors with rocket engine
components. HITCO made the suggestion that one development part might be
a mock-up combining the design features and technology needs of several
parts. This approach would concentrate the objectives of the program in one
part and set of tooling to reduce costs.
Table II lists the persons contacted during the visits along with the
product lines of the companies.
CONCLUSIONS:
1. All six contractors have potential to help ALRC build rocket engine
parts out of composite materials.
2. HITCO, Swedlow, and M.C. Ciil are large diversified manufacturers
with significant manufacturing research capability. Reynolds and Taylor's
capabilities emphasize job shop production.
3. Poly-Trussions and Fibco are limited respectively to pultrusion or
vacuum bag and compression molding.
E-4
Page U
RECOMMENDATION:
1. Prepare an SOW defining subcontractor support requirements for
follow-on composite effort.
2. Coordinate SOW with candidate subcontractors and obtain quotations
for inclusion in follow-on proposal to be prepared in Task V (7/15-9/15).
E-5
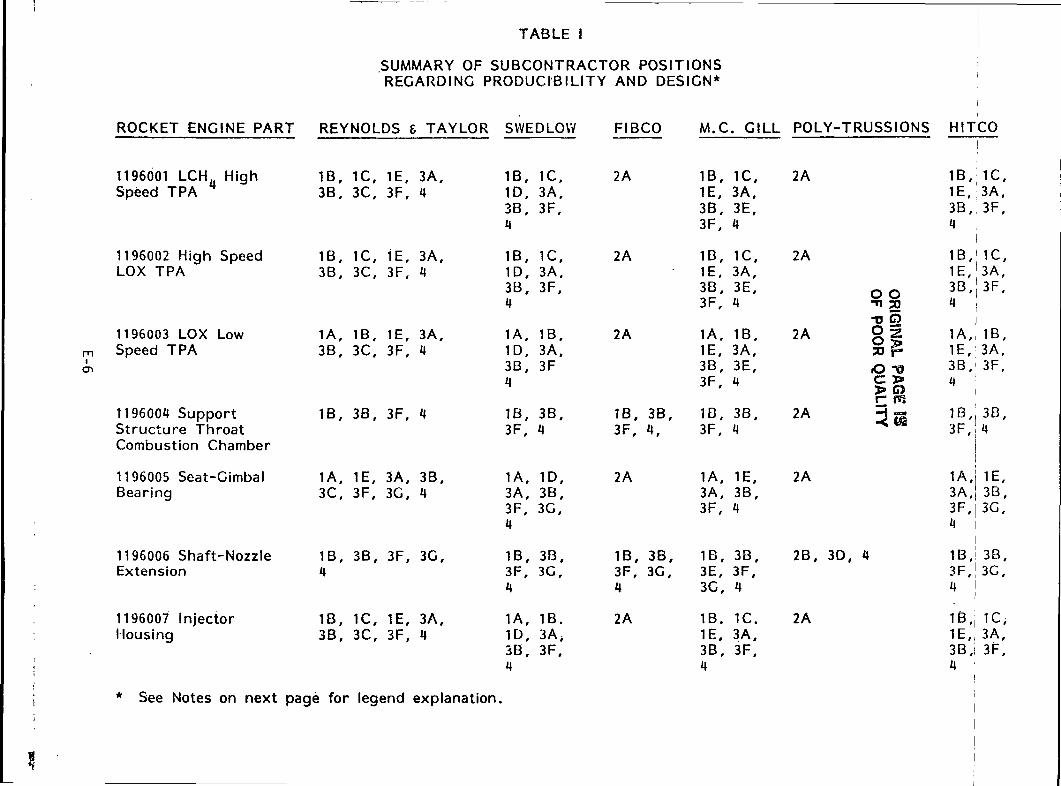
UJ
CQ<H
m *
z z
oo
— U
JCO
Q
^O.Q^
^
OOH
Hm
|gCQ O
ID O
1/1 CL
LL00Z
**" ?^S
r C
i^» ^^
§O
in
o_
_oHIinz0in3H>1
•J
OQ-
_|
_l
O
^o2OCQ"-OQU
J
(S)
0T_
\fjjUl
mQ_1
OZLUQL
HOf,
Q.
LUZozLUHLUO00£
O* <
* LL
•— co
co
*• *
*
CQ LU CQ«—
i—
C
O
a-
<O <
*LU
*«—
co ro a-
CQ UJ CQ LL
T—
«—
CO
C
O
CM
O <
LU
*»-
CO
C
O
CQ Q C
Qt—
.—
co a-
«£co =r
UJ
U.
r- co
*
0
oo
CQ*CQ
r- C
O
JCO)
Ea*
X0<
-I O.
H
i-oo» g^
^ c
n
o*<
•—
co
*
«»
CQ
LU"~
*~
<o*<*«—
ro
CO
UJ
CM
O*<
r- CO
CQ Q
«—
•-
ro a
-^
%
UJ LL
•»—
ro
*> %
00
T—
C
O
CQ CQ•—
ro
•D(UQ.
"ra
E<
-*S
Hovo
x°^
O^ _
J
LL
CQ
<co
«— co
•• *
*ca
< LU
ro a-
•— i—
OR
IGIN
AL
OF
PO
OR
<CN
LU*
CQ
<*ro
a- •—
co
CQ LL
<
LU
CO
C
O
r- i—
cs
«
S
^
LL
CQ
<CO
i—
CO
CQ* <*
Q*
co a1
t—
«—
«£*ro
a-
LU*LL
- CO
» *
CQ O
T- C
O
< C
Q*
»- C
O
OX0<
_1 Q
.
i~sto
*
04 Q
.^ in
LL" CQ
co co a-
» >
CQ CQ
LLco
=r •—
co
PA
GE
BSQ
UA
LITY
<
LU* CQ
co a- ro
sr
ca LL ca LL
fO
PO
^—
CO
^CO
.ro
a-
* *
CQ
LLt—
C
O
LL CQ
*co
co a-
ca* CQ LL*
ro ^^
^™ P
O
.5
^LLro%CQC
O
CQf—
i_0)
*-• E
11 5
D.H
in v
.2S
- 4->
a- D
</>o
*J 3
O
<J _Q
t^ 3 c
°* £
0
^ m
o
LU'C
Q
(J«—
co ro
•
« ~
i
« LL
r- co
ro a
-
<CM
LUC
Qt—
co a-
<*<
LL*
*—
ro co
CM
Q* CQ
* O*
^~
PO
f*^
<*<
*LL*
*"~
PO
PO
£f
CQco a-^
^<
OC
O
CO
*
*U
J LL«—
C
O
<*0
*«—
ro
"roEO4-1
Oinin d
0 C
to
t-2
<^
- CQ
• >
CQ o
PO
(V
)
*
*CQ
LL
—
cr, a-
a-Q*
CO
CQCM
CQ
LL*co
ro =1"
CO LU O
i—
ro co
%
CQ O
ro ro*
*CQ
LLi—
oo a-
CG
*O*
PO
OO
CQ
LL*r-
ro a
-
o*CO^
U.
CO*
CQroCQi—
^T
<U"NN0z1+->(ca
CO
C0
° i"*
X^
LU
' *
%
%
CJ <
-LL
»—
CO
C
O_
_
---- -
CQ
LU CQ
T- t-
CO
=
<PM
O"<
*LL*
i—
CO
CO
CQ LU CQ•—
r-
C
O =
CM
CQ <*U
-*t—
C
O C
O
<*C
*CQ
*r-
t— e
n ~
<-;*ro
a-
^ ,,
LU LL
r- C
O
•* *
00
t—
CO
CO* CO*r- C
O
Oo.Si.
o C
O '7
Z10 3
^^
rr,_
O
—
-- —
rrr
Corac_raaxa*'Oc0)Ol
~,2•0)(UOL4*1
Xcco(/)a>0z(U(U
00-tt
E-6
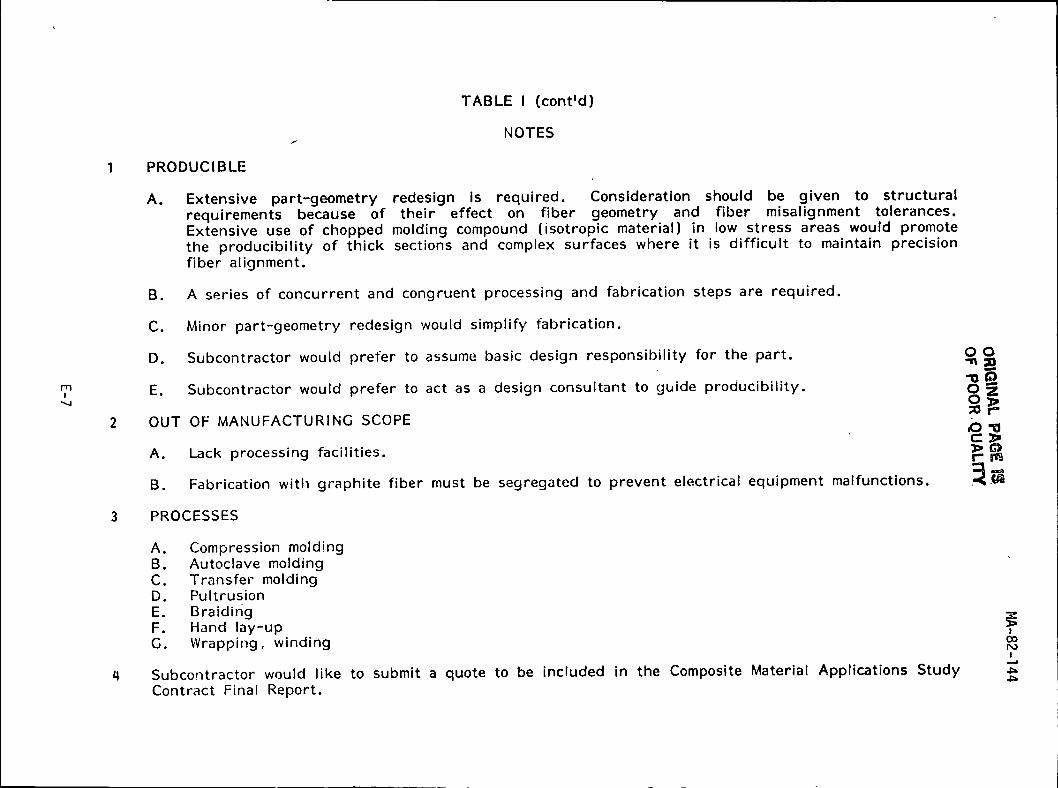
MA
-82-144O
RIG
INA
L P
AS
EJ5
OF PO
OR
QU
ALITY
c8 ">
£., IUI-
~
OLU
Z
_l
CD
DUCIBLE
0Q£
O.
sign is required. Consideration should be given to structuralir effect on fiber geometry and fiber misalignment tolerances,ing compound (isotropic material) in low stress areas would promoteions and complex surfaces where it is difficult to maintain precision
4) <U
T3 +-•
Extensive part-geometry redrequirements because of truExtensive use of chopped mol<the producibility of thick secfiber alignment.
•
<
igruent processing and fabrication steps are required.C
A series of concurrent and co•
CO
vould simplify fabrication.ft*Minor part-geometry redesign•
o
assume basic design responsibility for the part.Subcontractor would prefer to
Q
act as a design consultant to guide producibility.Subcontractor would prefer to
LU
' OF MANUFACTURING SCOPE
i-— •*_/O
Lack processing facilities.*<
must be segregated to prevent electrical equipment malfunctions.i_Fabrication with graphite fibe
CO
iCESSES
o/VLX.
Q.
Compression moldingAutoclave molding
< C
Q
Transfer moldingPultrusion
00
BraidingHand lay-upWrapping, winding
LLJ LL O
a quote to be included in the Composite Material Applications StudyJ_*contractor would like to submiltract Final Report.
J3 C
Do'••'
too
E-7
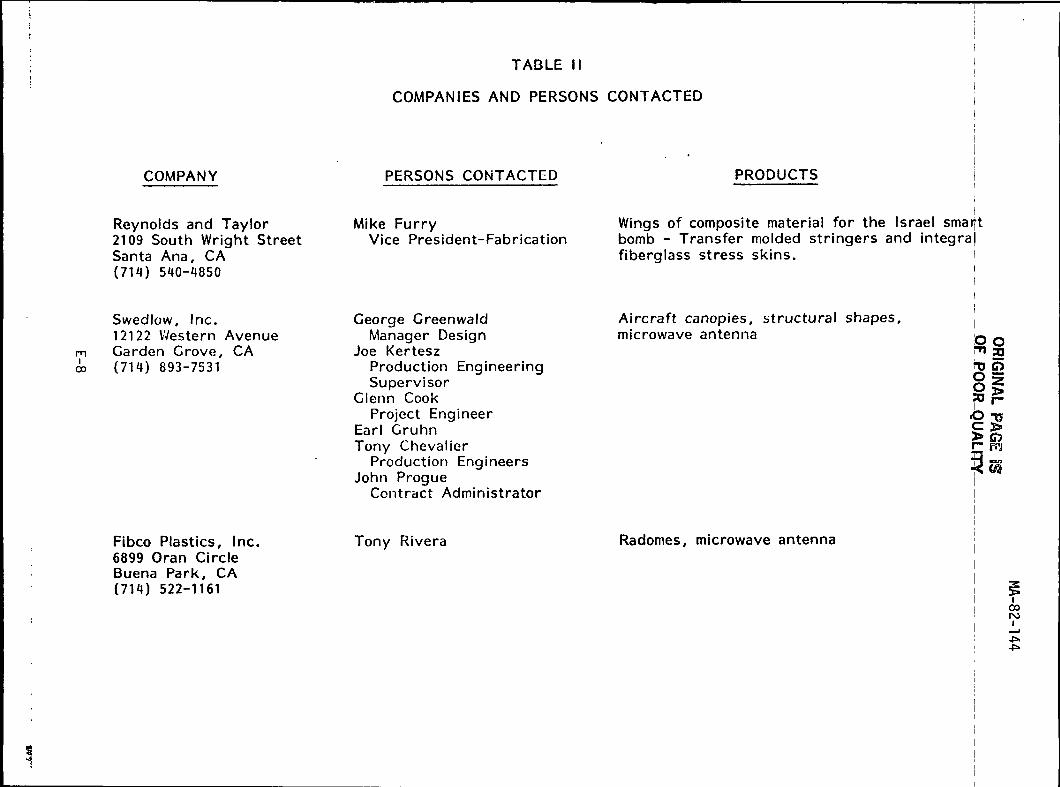
TO
ECO
OR
IGIN
AL
P
AG
E 53
OF
PO
OR
-QU
ALIT
Y
MA
-82-144
<uro0)roini-<u
<uQ.
roV)
QUJ
h-
o<I-ZOOto
h-cjDQOOLQ.
.2 t/>'ilCU "U
•
*•• v m
E^.E
C
O v
Ven
'55 t-
in°<
£ £
E£
£o ro <"°£
">
**- ' in
O
, _roin
_ CD
ai-2 £
U3inrocC
<=
•'£•«
Jjs
o c
C
roroU
0)
£i(0 ^i- O
O
i-s-
u
rocco*-<crorooin<uo•Oroa:
UJ
Otvia:U
Ja.oztoU
J
ou
Ouh-OOOtoZotoQL
LUO.
co4-*
roy'siJOroU
.i«
en0)
2 c
ro en
S
w
S?
KO
o
«en v.
<u ro
<u?
S^
Jsl
en
LU•2 S
04-1
O
u >
o3 I- O
•a £2
§-i
Q. to
^>O
O)
'cn=
5:
int.0)(!)C'oic^u
l
atorin'c1
D. - -
ro o
UJ H-
~* § %
> .2
3
4-.
01 4->
C
O U
5=
1-
°T
)C
L *
;
>S
c 5
^ - JT
Or*
—
i. *-
u SQ-
ros_cu
5>s
co
H)
<u
o^
ro^cI- O
)
•acroinOO
^r; °
:&• CJ m
>
oo
_
,sr
-C
ra i
Ss
o co
2 ro ^
>S
c
S °
<a £
X. <
N tO
—
•
0)DC<U <
>O
c t
— 5in
«^ ro
^ m
O r^.
Oien
C «
<yP•o D
.<l)
l_ ""
2 rs
ro
f^
tO ^
O
—•
u— _a> <;»H
O^
ro Jo ro M
o°
u e
nro
LL «o
E-8
wrr-
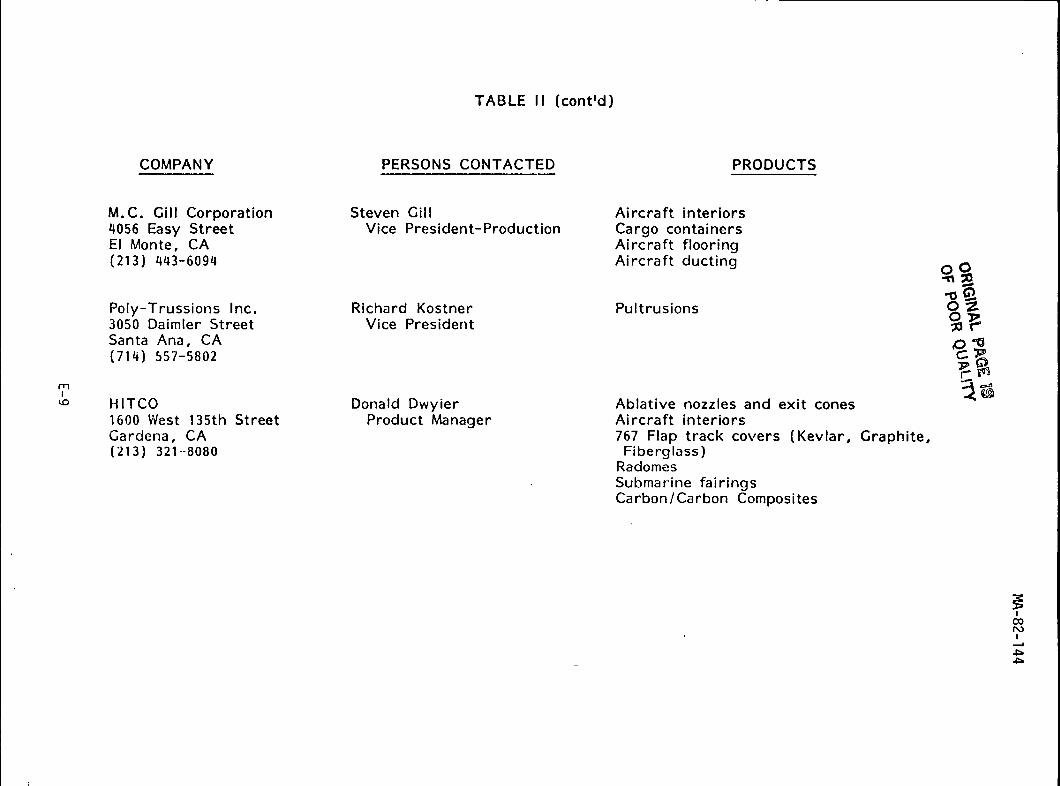
MA
-82-144
ina:
aCO
o
I-Or>QOOi
Q_(A
<UOO
L.
0)
0)
£§
o ..
CD4^
'55|
CT
.= c «£
rooro
coo
o
coQ.
w <—
*- w —
c .£ -f w
<u ro
a,
Q.-2
«
.E -
> ««- ro
Oi «
'-
c•-
ro
.-= s- P
(o
Q
S5
illll-Q .- lo u. to 3
ro«
£
a: co
o
ouUJ
_JCO<I-
Q111HO<\—zooinzoinct:LUQ.
O+jUD•rj^</
0V.
CL•4-<C(U5'(/)
—
<uo
ic
v
V
U
>^
1_a>s_ *-•
O)
y c
roc
<" *- c
h-o
«
roS
'w
>S
5
?! 5
.M
^^
°^
i- dj
"U "D
ro o
"m
°-c^r
ro>
oo
co'*-"ro^ O
ro
o -%
OJ
C"u o
0
1_
oo
wJJ
••«2 £
g
ri.
ls<
-1
ro .—
.
^S
c-
O o
ro r->
Q. ro C
O ^~-
in*J
om
o
om
<. o
— (J o
o
<" ~
<u ro
O^
g
K§
^5
25
E-9
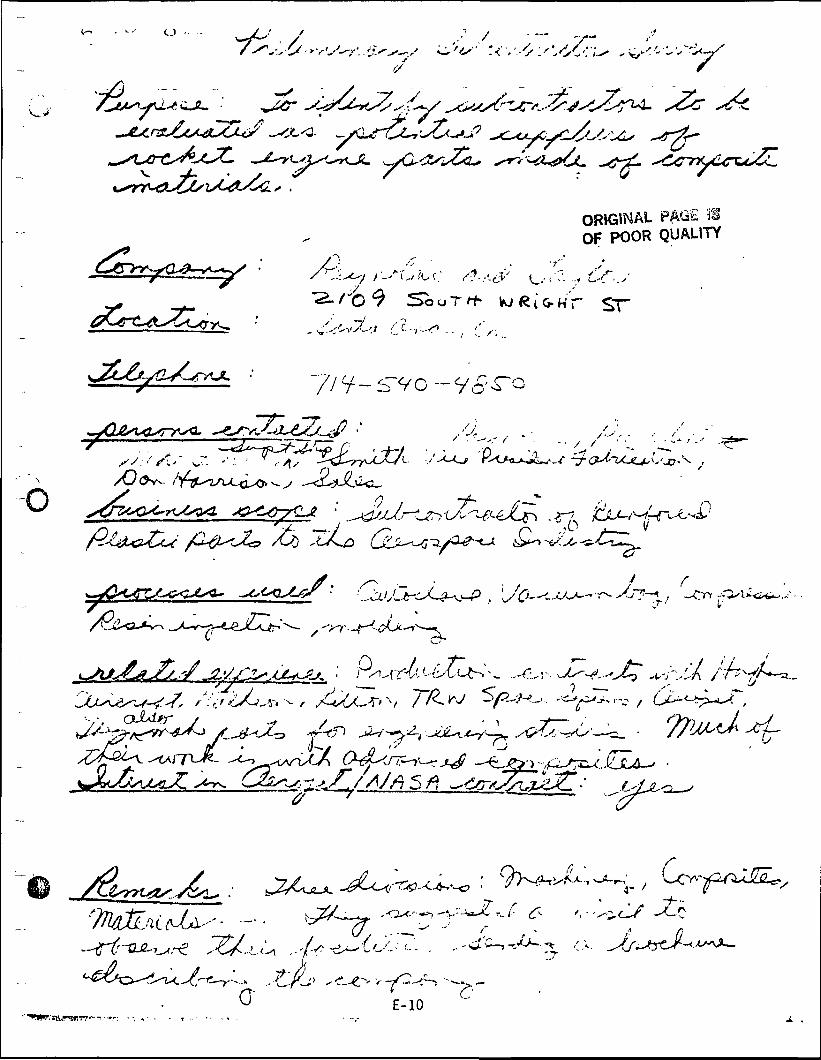
_^utf-Cx^o£
'''" ' '"" y
ORIGINALOF POOR QUALITY
'-
/•
E-IO
/--ft -
S9/-73
/.
ORIGINAL PAGE N|OF POOR QUALITY
j£jZjl£&vtnM~£c>,^3/cxrx^c^q.
S "^^r^t-sx-^^f., c>v-*k JL JL ,
- -^r>-' fl. k.•>jJ&j-<
C^<^&TJo*J-J-t,
"U— •e-o^-fr-t^
cJ&cwi>6o^ >x«-yv.
-0 a.
E-ll
305"0
ORIGINAL PAGE ?3OF POOR QUALITY
Oo^e. .
v-^---1 ^ -^c-X*--^/ /^ " L//"^'^M , ' . ^ ~ ^ "• '-•*' i .
SJ
/r
>C
r-
—7
t «- /•
fo#S^&L
'_'
OR.GWAL PAGE «OF POOR QUALITY
E-13
ORIGINAL PAGE ISOF POOR, QUALITY
£^^L^Lj^^
~O
J r * ** /tfr+e/s&y,-^^, ^crs^xx^^r^
T ^ , ^ - u t
A
E-14
f- - - r ^ ^ x < . . r y < s G l ^ ^
^
^OJl un ^Wkg&gf • >&^d£*nL^ ^ ( .t ^^X)<*r>7 /O^v-c-^-x r*o^T /O '
^^7^ : ( JL JC^ ft*^T" ^"' f~^^ \J
ORIGINAL PAGE 53OF POOR QUALITY
E-15
<^s&r^- <£& *&•C^^slAs ^f
ORIGINAL PAGE 5SOF POOR QUALITY
JU
^ ^
C/ S~O<? ZfTY^^Ce^L^L^y)
r~ Afy^
r>/*E"16
^o ^6^6ucA *aw~s
^
^
ORIGINAL PAGE 5§OF POOR QUALITY
**>****'
E-17
o '
S9. C. •
SL2/wr*sQ- ~4 rx.
^cjFrt**yjts>Jt*~*-
Cz/3)
^ JX* fr&tfoto
X7 >,CtTUL, •'
ORIGINAL PAGE ISOF poOR QUALITY
&
0+*fsC<rr*/)Ua44f*-
-f'jT/SJA <># &r*£ux£. •'
E-18
AerojetLiquid RocketCompany
ORIGINAL PAGE ISOF POOR QUALITY
Materials Analysis REPORT MQ. MA-82-156
DATE 21 September 1982
WORK REQUESTED
SUBJECT
PROGRAM
BY
D. C. Judd
Application of Metal Matrix Compositesto Selected Engine Parts
Composite Materials Applicationto Liquid Rocket Engines
P A R T NAME
OEPT:
9772
W.O. NO.
2418-05-000P A R T NO. S/N
PAGE 1 OFH
TABLES:
FIGURES:
ENCLOSURES:
MATERIAL
PURPOSE:
To consult with metal matrix composite fabricators to determine the
state-of-the-art for application to selected liquid rocket engine parts.
DISTRIBUTION
EW CarterD CulverDL KorsR MichelRO Schwantes
REPORT BY
G. R. JanserREVIEWED BY
APPROVED BY
E-19
MA-82-156Page 2
DISCUSSION:
The writer and Ed Carter visited Nevada Engineering and Technology
Corp. (NETCO) of Long Beach, California, and DWA Composite Specialities.
Inc. of Chatsworth, California, on 10 September, for consultation with regard
to the application of metal matrix composites to the subject program.
NETCO
The NETCO contacts were Leroy Davis, President, and Jack Williamson.
The purpose of visiting NETCO was twofold. In addition to the aforementioned
consultation, NETCO is expected to be a source for mechanical and physical
property data for proposed designs. NETCO is under contract to the
Department of Defense Metal Matrix Composites Information Analyses Center
(MMCIAC) to collect, evaluate, store and disseminate metal-matrix property and
processing data. Mr. Davis was asked to provide MMCIAC cyrogenic property
data for support for the design activity of the anticipated composites follow-on
contract. He stated that there was very little cryogenic information; and since
this activity is just getting underway, the material is not fully organized for
immediate retrieval. Mr. Davis is placing the writer on distribution for the
MMCIAC bulletin and will determine the availability of cryogenic data at a later
date.
When the drawings were presented; Messrs. Davis and Williamson stated
that they preferred not to comment on the viability of the design from the
standpoint of fabrication from metal matrix composites due to their complexity
as compared to their experience. They recommended consulting with either
AVCO, DWA or MCI for fabricability information. They believed that DWA
would be the best source for this information and did offer an opinion that
fabrication would be very difficult.
Mr. Williamson wanted to comment on the design with regard to reinforced
plastic (RPC) materials since he is also marketing director for Reynolds and
Taylor, a company which had declined to respond to an RFQ from ALRC on the
subject RPC designs. He said he would persuade his associates at Reynolds
and Taylor to reconsider their no-bid position.
E-20
^ MA-82-156ORIGIN*- P Page 3OF POOR
DWA
The DWA contacts were Joe Dolowy, President, Bill Harrigan, General
Manager-Operations and Roy Levin, Manager-Manufacturing Development.
After the writer and Ed Carter described the composites contract, Joe Dolowy
stated they were already somewhat familiar with the program since they had
consulted with Rocketdyne on their parallel effort. Their examination of the
drawings resulted in a unanimous opinion that the parts could not be
fabricated by laying-up metal matrix laminates and diffusion bonding. They
said that not only could the parts not be layed up due to the small and
varying radii, but that hot gas isostatic pressing (HIP) for diffusion bonding
would be a development program in itself. They specifically stated that the
most complex part, the pump housing, was well beyond the present state of
metal matrix composite fabrication capability. It was also their opinion that for
complex shapes with multi-directional stress distributions, boron-aluminum
becomes inefficient and that graphite-metal composites present the same
problem in addition to the problem of very low transverse and shear strength.
They proposed fabricating from their proprietary aluminum-silicon carbide
reinforced composite material, DWA-AI. This material is a powder metallugry
product, which is consolidated into semi-finished stock prior to being
processed by conventional metal shaping techniques such as forming,
extrusion, forging and machining. The material possesses poor weldability by
the CTAW process and is considered by DWA to be unweldable by the electron
beam process. Weld deposits are poro'us and have the same properties as
those deposited on unreinfoced aluminum alloys. DWA stated that they have
made good progress in reducing weld porosity, and presented
photomicrographs showing porosity limited to the weld deposit heat affected
zone interface. They expect to further improve weld soundess and are
currently developing composite weld rods for producing reinforced, higher
strength weld deposits. This development has led to their initiating a casting
program. DWA could not provide assurance that these technologies would be
sufficiently developed for application for our follow-on contract.
The writer inquired whether the aluminum graphite composite, which can
be tailored to match the expansion coefficient of the RFP material, could be
applied as liners for the interior of RFP parts. Their response was negative.
E-21
MA-82-156Page 4
Mr. Dolowy said that DWA would provide a written cost estimate for the
one part, the valve body. He would propose to machine the part from an
extrusion and gave a preliminary estimate of $50,000.
CONCLUSIONS AND RECOMMENDATIONS:
1. Fabrication of the candidate parts by diffusion bonding of metal
matrix composite laminates would be very difficult and is considered a high
risk item.
2. A material such as the DWA-A1 composite offers the lowest risk in
the application of metal matrix materials to the unwelded, candidate parts.
Welded designs must account for reduced strength and some weld porosity.
E-22
L.ORIGINAL mOF POOR QUALITY
composite specialties, Inc.
16 September 1982
Aerojet Liquid Rocket CompanyP.O. Box 13222Sacramento, CA 95813
Attention: Messrs. Ed Carter and George Janser
Subject: Meeting at DWA 10 September 1982
Gentlemen:
With regard to your visit of last week, we have reviewed thestructures discussed and have reached similar conclusions tothose reached during the meeting. Of the five structuresconsidered: 1) the LCH. High-speed TPA appears to be wellbeyond the present state of MMC fabrication capability; whentruly "castable" forms of discontinuous composites becomeavailable, large toroidal or volute type structures willbecome do-able. 2) & 3) The Support ring and nozzle extend-ing shafts were only considered in passing, since they didn'toffer any appreciable weight saving or technology challenge;both could be impacted with metal matrix. 4) Injector Housingrepresents a significant challenge to present discontinuous ^reinforced MMC fabrication technology. Utilizing forged DWAl 20for the bottom third and top third of the part while handlingthe oxidizer manifold as a separate problem seems most efficient(fabricate as a separate "pressure-vessel" type structure,utilizing conventional material, or possibly superplasticallyformed DWAl 20 ). Forged "cup"^"complex-base" cylinder shapeshave been produced with DWAl 20 . The most significant problemwith the injector housing would evolve from assembling the threesubcomponents; brazing and welding both seem reasonable, but adevelopment program would be, advised. If necessary, selectivecircumferential reinforcing could be applied, using graphiteepoxy; this could also aid in assembling the subcomponents.5) Housing-valve, propellant - represents the second structurediscussed 10 September, with reasonable options for MMC demon-stration. Extruded, heavy-wall cylinders represent a straight-forward approach, but necessitates significant machining tocreate bosses, attach-points and flanges. An alternative fabri-cation process could utilize ring-rolling to decrease the requiredmachining, but this would necessitate higher tooling costs.
In reviewing the Agrojet selected hardware, my associates andI felt the DWAl 20 (isotropic particulate-reinforced P.M. com-posite) would be most appropriate. Although our experience withboron-aluminum-type composites exceeds all other material systemswhen axi-symmetric, rather complex-shaped parts (with multi-directional stress distributions) are desired, B-A1 tends to
E-23SM33 scipeRfOR stRset, chzatscooRthx ca. 91311 (sisj 998-1504.
Aerojet Liquid Rocket Company -2- 9/16/82
• ORIGINAL. PAGE-IS-OF POOR QUALITY
become inefficient. Also, the complexities of fabricationwith continuous, stiff fibers limit available processes.The graphite-metal composites were not considered for similarreasons, with the added problem of very-low transverse andshear strength. The ability to utilize many conventionalmetal-working processes and to yield isotropic mechanicalproperties, has finalized the recommendation of DWA1 20materials.
In response to questions generated during the meeting, attachedare several tables showing mechanical properties and costs ofvarious MMC systems. A generalized development effort for thevalve housing might require five or six months, with initialextrusion experiments yielding 8-inch long x 2.2" ID x 4.8" ODsamples. Subsequent machining would create the final product.A $35K to $45K effort should be sufficient.
The injector housing structure, which would involve a muchgreater analysis effort, separate tools, and an assembly taskwould necessitate a ten to twelve-month effort. Initially, thedesign concept and part sizes would be finalized with the selec-tion of material for the oxidizer manifold. Forging, or hot-forming tools for the top and bottom sections will be produced;then axisymmetric tool-verification parts generated. Mechanicalproperty levels verified from the "tool try" parts followingNDT, would create mechanical-property data. The assembly tech-nique would be demonstrated (braze, or weld with option of Gr-Epoxy overwrap, or adhesive bond) with a final assembly, prooftest, and inspection sequence. This program would requiresupport to about $100K.
I hope your MMC study program with NASA is a success. We at DWAwould be happy to support Aerojet Liquid Rocket in any design,trade-off, or prototype hardware efforts using any metal-matrixcomposite materials. We look forward to your comments on thisletter.
Very truly yours,
DWA COMPOSITE SPECIALTIES, INC.
J.F. Dolowy, Jr.President
JFD:lsS0611
cc: T.D. Lynch
E-24
APPENDIX F
TECHNOLOGY NEEDS DEFINITION FORMS
F-l
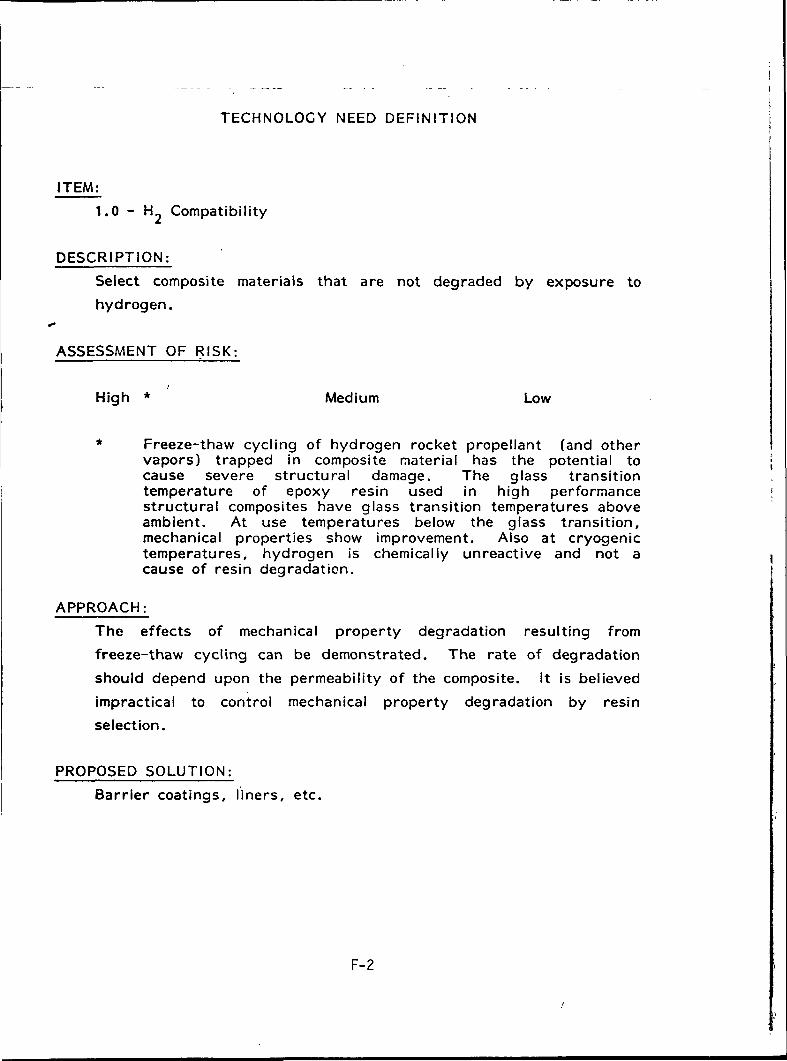
TECHNOLOGY NEED DEFINITION
ITEM:
1.0 - H Compatibility
DESCRIPTION:
Select composite materials that are not degraded by exposure to
hydrogen.*
ASSESSMENT OF RISK:
l
High * Medium Low
* Freeze-thaw cycling of hydrogen rocket propellant (and othervapors) trapped in composite material has the potential tocause severe structural damage. The glass transitiontemperature of epoxy resin used in high performancestructural composites have glass transition temperatures aboveambient. At use temperatures below the glass transition,mechanical properties show improvement. Also at cryogenictemperatures, hydrogen is chemically unreactive and not acause of resin degradation.
APPROACH:
The effects of mechanical property degradation resulting from
freeze-thaw cycling can be demonstrated. The rate of degradation
should depend upon the permeability of the composite. It is believed
impractical to control mechanical property degradation by resin
selection.
PROPOSED SOLUTION:
Barrier coatings, liners, etc.
F-2
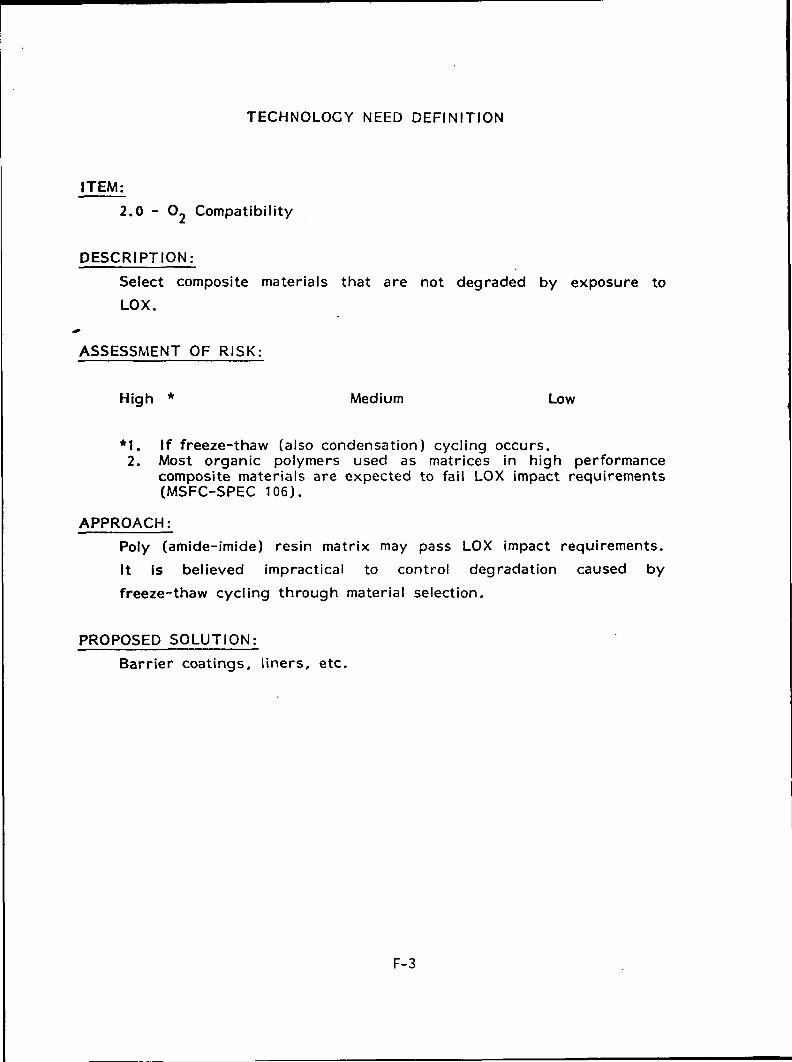
TECHNOLOGY NEED DEFINITION
ITEM:
2.0 - O2 Compatibility
DESCRIPTION:
Select composite materials that are not degraded by exposure to
LOX.
ASSESSMENT OF RISK:
High * Medium Low
*1. If freeze-thaw (also condensation) cycling occurs.2. Most organic polymers used as matrices in high performance
composite materials are expected to fail LOX impact requirements(MSFC-SPEC 106).
APPROACH:
Poly (amide-imide) resin matrix may pass LOX impact requirements.
It is believed impractical to control degradation caused by
freeze-thaw cycling through material selection.
PROPOSED SOLUTION:
Barrier coatings, liners, etc.
F-3
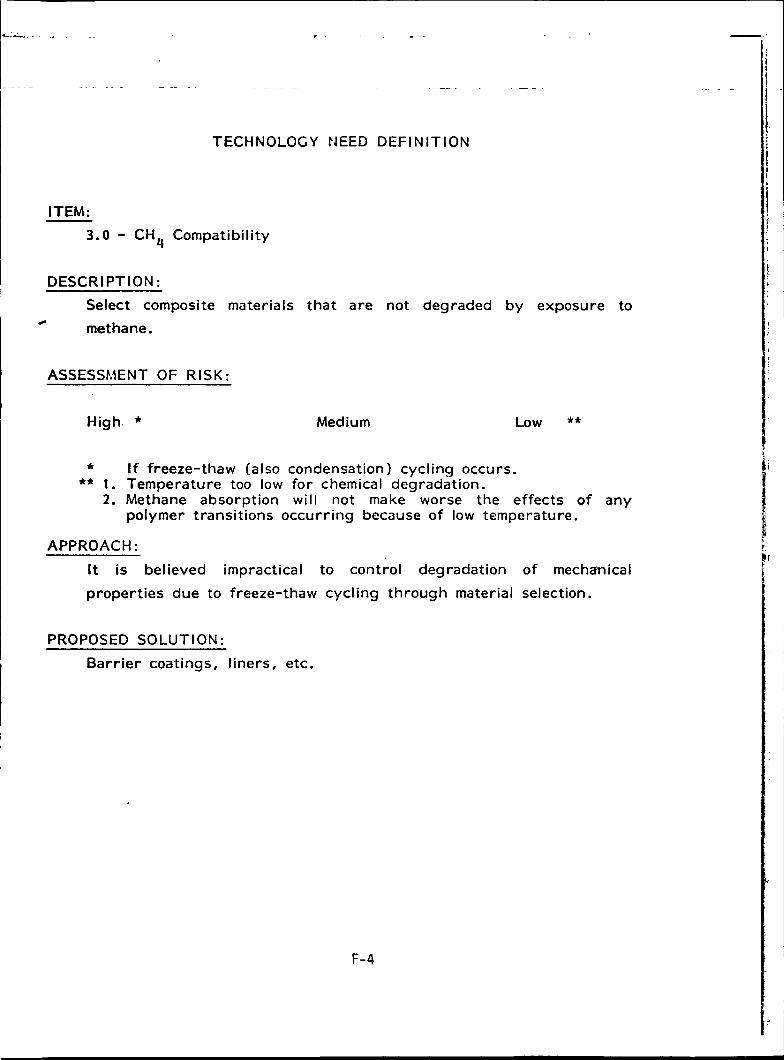
TECHNOLOGY NEED DEFINITION
Compatibility
DESCRIPTION:
Select composite materials that are not degraded by exposure to
methane.
ASSESSMENT OF RISK:
High * Medium Low **
* If freeze-thaw (also condensation) cycling occurs.** 1. Temperature too low for chemical degradation.
2. Methane absorption will not make worse the effects of anypolymer transitions occurring because of low temperature.
APPROACH:'
It is believed impractical to control degradation of mechanical
properties due to freeze-thaw cycling through material selection.
PROPOSED SOLUTION:
Barrier coatings, liners, etc.
F-4
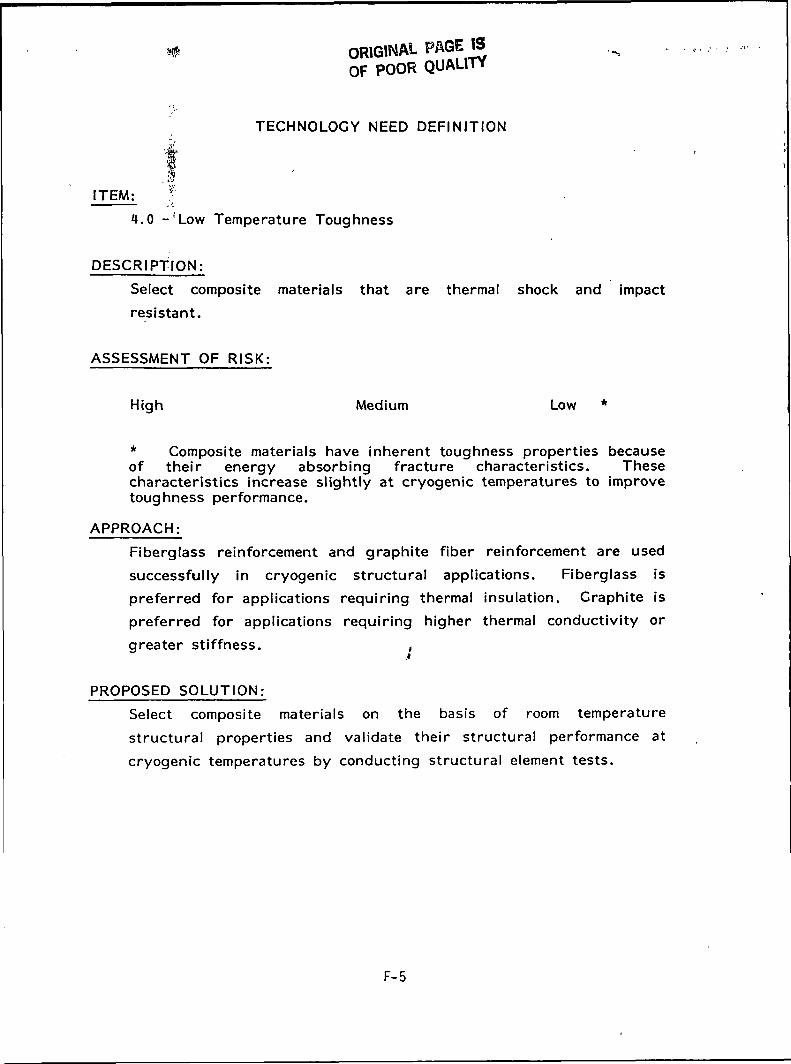
ORIGINAL PAGE ISOF POOR QUALITY
TECHNOLOGY NEED DEFINITION
ITEM; •
4.0 - ;Low Temperature Toughness
DESCRIPTION;
Select composite materials that are thermal shock and impact
resistant.
ASSESSMENT OF RISK:
High Medium Low *
* Composite materials have inherent toughness properties becauseof their energy absorbing fracture characteristics. Thesecharacteristics increase slightly at cryogenic temperatures to improvetoughness performance.
APPROACH:
Fiberglass reinforcement and graphite fiber reinforcement are used
successfully in cryogenic structural applications. Fiberglass is
preferred for applications requiring thermal insulation. Graphite is
preferred for applications requiring higher thermal conductivity or
greater stiffness. ,
PROPOSED SOLUTION:
Select composite materials on the basis of room temperature
structural properties and validate their structural performance at
cryogenic temperatures by conducting structural element tests.
F-5
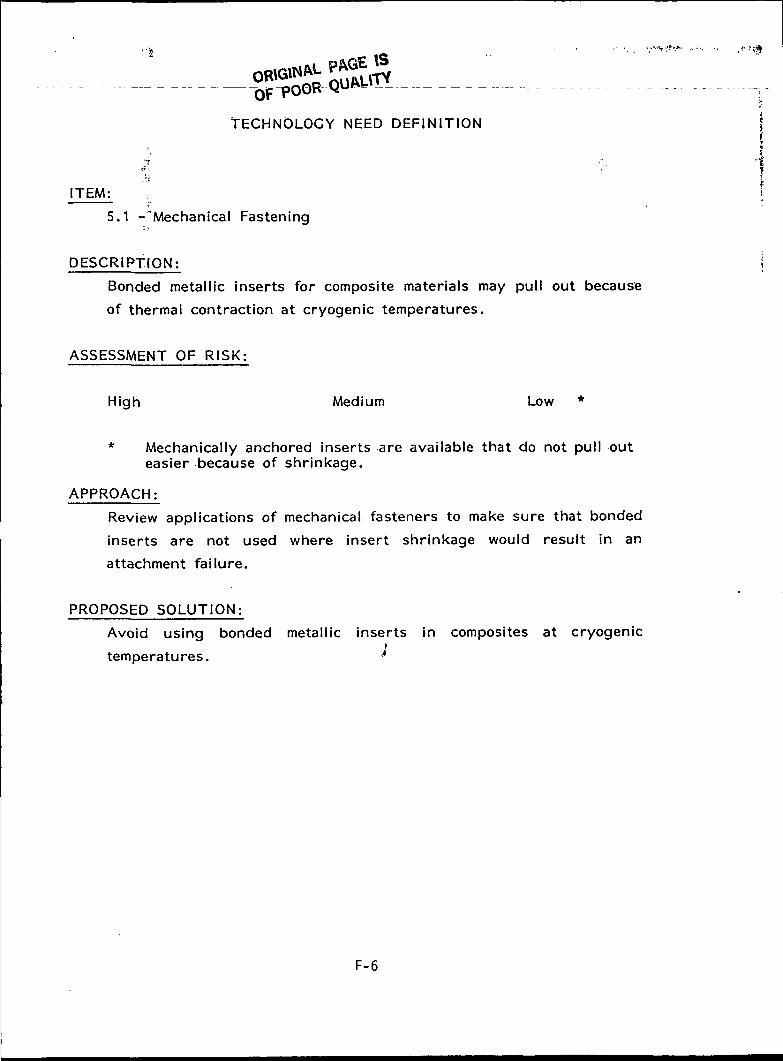
TECHNOLOGY NEED DEFINITION j
ITEM: , [
5.1 -'Mechanical Fastening
DESCRIPTION: I
Bonded metallic inserts for composite materials may pull out because
of thermal contraction at cryogenic temperatures.
ASSESSMENT OF RISK:
High Medium Low *
* Mechanically anchored inserts are available that do not pull outeasier because of shrinkage.
APPROACH:
Review applications of mechanical fasteners to make sure that bonded
inserts are not used where insert shrinkage would result in an
attachment failure.
PROPOSED SOLUTION:
Avoid using bonded metallic inserts in composites at cryogenici
temperatures. '
F-6
POOR-•J.J-V
TECHNOLOGY NEED DEFINITION 4
"Ife.» v38p
ITEM;'W.,5.2 -'.si Finish of Fluid Sealing Surfaces
.
DESCRIPTION:. ' '-'-;#.
Smooth surfaces are required for O-rings and seals. Machining high
performance composite materials may not meet the finish requirementsfor seals.
ASSESSMENT OF RISK:
High Medium Low *
* Coatings can be used to improve the finish of machinedcomposite materials.
APPROACH:
Select coating compounds for use with lubrication seals.
PROPOSED SOLUTION:
Coatings to upgrade the finish of machined composite surfaces will be
used.i
F-7
ORIGINAL. PAGE ISOF POOR QUALITY
TECHNOLOGY NEED DEFINITION
':..i$r.ITEM; "'I;-'
5.3 - Vane Manufacturing Methodi'
DESCRIPTION: 1
Select a manufacturing process to mold the TPA stator vanes.
ASSESSMENT OF RISK:
High Medium Low *
* Alternate methods for molding the stator vanes are available.
APPROACH:
Allow the manufacturer of the TPA housing to determine the best
manufacturing method for this part.
PROPOSED SOLUTION:
The stator vanes may be molded in-place (in situ) . or : molded
separately and bonded in place.
F-8
ORIGINAL PAGE ISOF POOR QUALITY
TECHNOLOGY NEED DEFINITION
ITEM;
5.4 - Vane Attachment Method
DESCRIPTION;
An adhesive bonding process must be developed if the manufacturer
elects to mold these details separately.
ASSESSMENT OF'RISK:
High Medium Low
* Adhesives for bonding composite materials at cryogenictemperatures are available.
APPROACH:
The manufacturer of the TPA assembly will select an adhesive and
bonding process that will satisfy the structural requirements of the
design disclosure.
PROPOSED SOLUTION;
The shear stress between the stator vanes and the turbine manifoldi
shell may exceed the interlaminar s*hear capability of the composite.
In this case more composite material will be required to reduce this
stress.
F-9
^OF POOR QUALITY
TECHNOLOGY NEED DEFINITION-' '
• . , . t
; '•• -,- '•^^f^lW'--- / 'ITEM: ;,rj , . .,. .,v .
5.5 - Residual Thermal Streses " " " : - •ti
DESCRIPTION: ' • ' • . , ' > : v %€ I:'" , . " • . . ' . ,;.V<2?-"~ ;
Determine the effect that the cure cycle has on the residual stress I
of each design.
ASSESSMENT OF RISK;
High Medium * Low
* Distortion and .ply failure due to thermal stress at cryogenictemperatures can be avoided by controlling the fiber orientation.
APPROACH:
Analyze the effects that the fabrication process has on residual
stress. Design the process and laminate to minimize thermal
distortion and failure.
PROPOSED SOLUTION:
Control residual thermal stress through design analysis and process
control. f
F-10
ORIGINAL PAGE S§OF POOR"'QUALITY ^
TECHNOLOGY NEED DEFINITION•
ITEM: •'?*' ' ' ' "!'" " ' -
5.6 - Barrier Coating Process
DESCRIPTION:
High performance plastic composites must be sealed in order to
contain liquids and vapors.
ASSESSMENT OF RISK;
High * Medium Low
* Microcracking occurs in the resin matrix of high performancecomposite materials. These cracks result from residual andapplied stresses. They render the resin matrix permeable tovapors and liquids.
APPROACH;
Several barrier coatings (metal foils, plastic films, etc.) have been
used successfully to seal composite materials. These coating
materials and processes will be evaluated to select the optimum
system for a given rocket engine component.
PROPOSED SOLUTION:
Ductile barrier coatings are required to seal composite materials.
F-ll
TECHNOLOGY NEED DEF.NIT.ON
ORIGINAL PAGE ESOF POOR QUALITY
ITEM: ;;; "'. - '
5.7 - Plumbing Connections.. • vlf:-
DESCRIPTION:.:-^!
Propellant line connections are a primary source of propellent leaks.
Composite materials are expected to cause more leak problems than
metals because they scratch and distort more readily.
ASSESSMENT OF RISK:
High Medium Low *
* Viton, Kryton, Teflon, Kel-F, and metal foils are materialsavailable to seal propellant line connections.
APPROACH:
Evaluate seals and O-rings to determine the most effective method to
produce leak-resistant plumbing connections.
PROPOSED SOLUTION;
More extensive use of metals in flanges will be necessary ifi
leak-resistant connections using corrtposites fail.
F-12
ORIGINAL PAGE
TECHNOLOGY NEED DEFINITION
- • • • . " • > .' 5 .8 - Adhesive Bonding
DESCRIPTION^ , , /* i :^
v'Xdhesives and adhesive prepregs which join composite materials in
liquid rocket engine applications must satisfy the same compatibility
• requirements as the composite.
ASSESSMENT OF RISK:
High * Medium Low
* Melt processible PCTFE and poly (amide-imide) might providepropellant compatible adhesive systems (TBD). Otherwisebarrier coatings will be required.
APPROACH:
Freeze-thaw cycling damage is not as serious a problem for adhesive
bonding applications because resin microcracking does not occur.
Propellant exposure tests may indicate that a protective barrier will
only be required for LOX.i
4PROPOSED SOLUTION:
Barrier coating, liner, etc.
F-13
ORIGJJMAL PAGE ISPOOR QUALITY-
TECHNOLOGY NEED DEFINITION
ITEM:5.9 - Fabrication Methods
DESCRIPTION;
Alternative methods are available to mold composite materials(compression, autoclave, resin injection, etc.).
ASSESSMENT OF RISK;
High Medium Low *
* An analysis of the structural effects of alternative processesmay indicate a change in the structural capability of the part.
APPROACH:
The effects of processing must be validated in structural tests. A
trade-off between structural performance and producibility will be
made.
PROPOSED SOLUTION;
Revised design allowables will be issued -if the choice of a processi
affects the structural properties of^he material.
F-14
ORIGINAL PAGE ISOF POOR QUALITY
TECHNOLOGY NEED DEFINITION
. . . . v - ~. -y^ • I
ITEM; I
5.10 - Mold Design ''
DESCRIPTION;
A mold to produce composite parts should be capable of meeting all
the design objectives specified for the part.
ASSESSMENT OF RISK:
High Medium * Low
* Analysis of the mold performance before building the mold willreduce costly iterations in process and mold design to solveproblems involving producibility.
APPROACH;
An analysis of the mold performance should be made to determine if
any design changes are needed. The analysis should investigate the
effects of compaction, flow, temperature rise, cure uniformity, cool
down, and concentration of reinforcement and resin on residual
thermal stress, shrinkage, and voids.
PROPOSED SOLUTION;
Redesign the mold until analysis indicates that the part is
satisfactory or lower the part specification to reflect what is possible
before releasing the mold design for fabrication.
F-15
ORIGINALOF POOR QUALITY
TECHNOLOGY NEED DEFINITION
ITEM: .. ,. . /.
6.0 - Cryogenic Properties
DESCRIPTION: :: . .V6v-; '• • ''
Some commercial composite materials have useful structural < propertiesat cryogenic temperatures. Their outstanding fracture toughness isdue to microcracking of the resin matrix to relieve residual thermal
strain.
ASSESSMENT OF RISK:
High . Medium Low *
* Commercial composite materials have met the requirements ofapplication at cryogenic temperature because of good fracturetoughness and moderate increases in mechanical properties.
APPROACH;
Candidate composite materials will be tested at cryogenic
temperatures to determine their structural properties. Structural
tests following cryogenic temperature cycling will also be conducted
to evaluate the stability of the fibeif matrix bond.
PROPOSED SOLUTION:
Commercial composites will not be applied beyond their temperature
limits. Efforts will be made to obtain composite materials having
improved fracture toughness properties at cryogenic temperatures.
F-16
OF POOR
TECHNOLOCY NEED DEFINITION
ITEM: '- '
7.0 - Interface Properties
DESCRIPTION:
Many kinds of interfaces occur in composite materials. Interfacial
instability may occur because of corrosion, stress, debonding, etc.
ASSESSMENT OF RISK;"™--"L
High * Medium Low
* The low temperature stability of adhesive interfaces because ofthermal stress is a familiar problem, especially acute for metallicinterfaces.
APPROACH:
Tests will characterize the stability of composite material interfaces
in liquid rocket engine applications. These tests will determine
which kinds are acceptable in design and which are not.
PROPOSED SOLUTION:
Unstable interfaces can not be usjted because of the potential for
progressive structural failure. Metallic parts would replace
composite parts in any applications involving unstable interfaces.
F-17
ORIGINAL PAGE ESOF POOR QUALITY
TECHNOLOGY NEED DEFINITION
ITEM:
8.0 - Metal Coating Interface Properties
DESCRIPTION;
Cycling temperature and pressure can fail the metallic barrier
coating protecting the composite. Two techniques may impart more
durability to the protective barrier: (1) Metallized plastic film, (2)
Elastomeric adhesive.
ASSESSMENT OF RISK:
High Medium Low
* Elastomeric adhesives have demonstrated low temperaturebonding capability to metal and metalized plastic film. Theirperformance at cryogenic temperatures needs to be determined
APPROACH:
Evaluate the bond stability by cycling the test specimens between
ambient and cryogenic temperature. Specimens consist of (1) metal
bonded to composite with an elastomeric adhesive and (2) metallized
film bonded to composite with an elastomeric adhesive. Failure of
the elastomeric adhesive bond will result in a more sophisticated
approach to stabilize the bond. A tie coat adhesive, approximating
the thermal expansion of the metal, will be evaluated with the
elastomeric adhesive.
PROPOSED SOLUTION:
Composite materials can not be used in applications requiring
protective coatings if the tests above and the supporting analysis
indicate that the barrier coatings fail to meet the strain cycling
requirements.
F-18
•
ORIGINAL PAGE*OF POOR QUALtTV
TECHNOLOGY NEED DEFINITION :
' ' ;:v^.-.v-::ife;.'!'''ITEM; • _ ,; :... .,"'.;-. ,' '
9.0 - Differential Expansion Properties
DESCRIPTION;
The thermal expansion'properties must be known in order to analyze
the thermal stresses affecting design.
ASSESSMENT OF RISK;
High Medium Low *
* The anisotropic thermal expansion coefficients (a and a )x ycan be used to calculate residual thermal stress.
APPROACH;
Thermal expansion data will be obtained from the material suppliers
or from ALRC lab tests.
PROPOSED SOLUTION:
Without this data the analysis of thermal effects to support design
will be less accurate. •*
F-19
ORIGINAL PAGE ESOF POOR QUALITY
TECHNOLOGY NEED DEFINITION
ITEM:
- l ' • * • . ' • • ' >
4
. ' t
10.0 - Solar Radiation Effects
r i
DESCRIPTION: ,;
Protective coatings are needed to protect the surface of plastic
matrix composites from polymer degradation.
ASSESSMENT OF RISK:
High Medium Low
* The absorption of radiation by the reinforcement limits damageto the surface. In most applications the most serious effect is
cosmetic.
APPROACH:
Select protective coatings that are compatible with the rocket engineenvironment for use on surfaces exposed to solar radiation.
PROPOSED SOLUTION:
If coatings are not used to protect* against radiation, small losses in
strength will occur due to surface degradation.
F-20
TECHNOLOGY NEED DEFINITION
ITEM::
11.0 - Low Cycle (Thermal) Fatigue
. DESCRIPTION:
Cycling temperatures can result in structural failure.
ASSESSMENT OF RISK:
'•a«KV /.-. .:,. .,;..-•,'. .-$&*?••• • ., •••;...•»
- . - . . - ' . H - ? » . , .
: - i v ; / f c - ; - ,
High Medium Low
* Distortion and ply failure due to thermal stress can be avoided
by controlling the reinforcement orientation.
APPROACH;
Conduct a thermal-stress analysis to identify any structural elements
that exceed allowable ply stresses.
PROPOSED SOLUTION:
Without this analysis the chances of LCF failures increase.
F-21
' ' ^JSSWS^^"OF POOR QUALITY ; ,
TECHNOLOGY^NEED DEFINITION
• V/. "
It:
• .*. -:-v:.ft.,i: ^»A; , ^-< • , •L-W:i ^-^r«^ ' ; ' '"V'-^»;/- -vtfV."^;.-- .- •
ITEM*
13.0 - Bearing Surface Lubricant3 •;..'- '.rv.i.' .
DESCRIPTION:
A lubricant applied to the nozzle extension shaft threads-will reduce^ ^: •-'.->,"'•
friction, stress, and wear.
ASSESSMENT OF RISK; , • - /
High Medium Low *
* Surfaces of plastic composite materials errode faster than metal
surfaces for a variety of reasons. Lubricants will reduce
friction and wear.
APPROACH;
Select a commercial lubrication system compatible with composite
materials, the liquid rocket engine environment, and the vacuum
conditions of space.
PROPOSED SOLUTION: <•'
Without a lubrication system, the useful life of the shaft will be
shortened due to excessive wear.
F-22





























