Embed Size (px)
Citation preview
The IH2 technology is a catalytic thermochemical process that has been estimated to provide a very cost-effective route, ~$2.00/gallon in 2012 dollars at 2000mt dry feed/day scale, to produce fungible liquid hydrocarbon transportation fuels from renewable resources. The IH2 process converts virtually any type of non-food biomass feedstock — such as wood, agricultural residues, algae, aquatic plants and cellulosic fractions of municipal waste – to gasoline, jet and diesel range hydrocarbon fuels and/or blend stocks. This process was developed by the Gas Technology Institute (GTI) of Des Plaines, IL. GTI has licensed the IH2 technology to CRI Catalyst Company (CRI) for exclusive worldwide deployment.
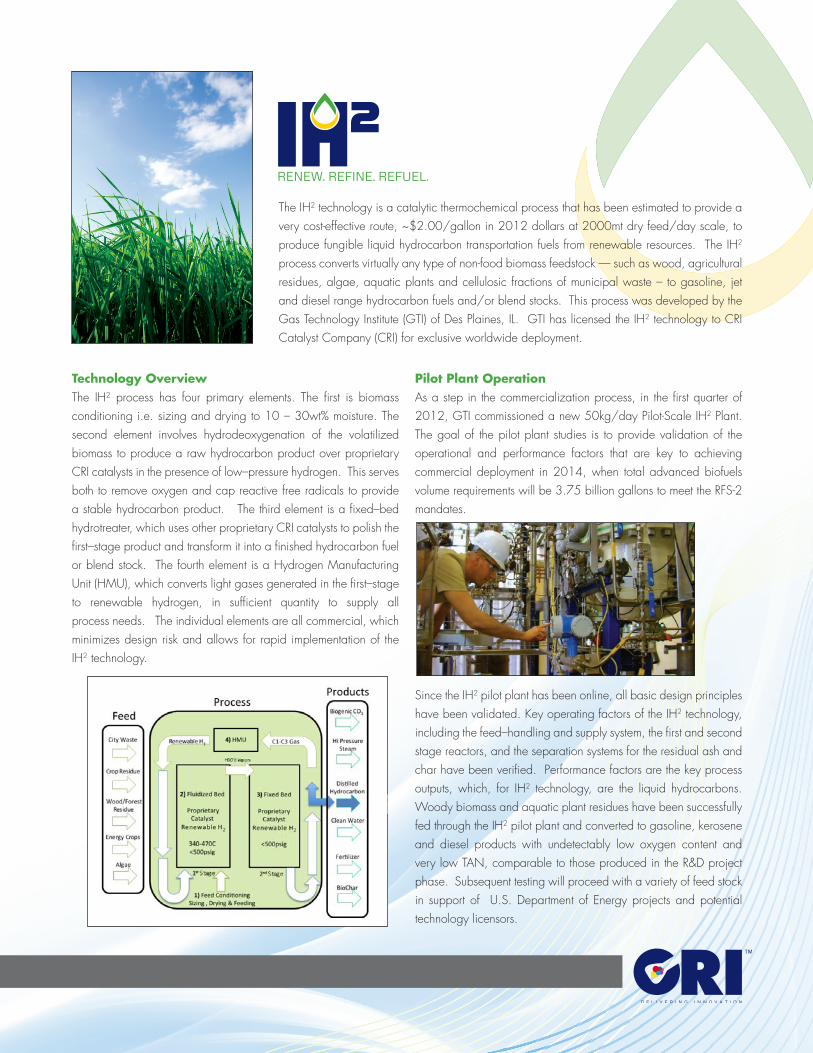
Technology Overview The IH2 process has four primary elements. The first is biomass conditioning i.e. sizing and drying to 10 – 30wt% moisture. The second element involves hydrodeoxygenation of the volatilized biomass to produce a raw hydrocarbon product over proprietary CRI catalysts in the presence of low–pressure hydrogen. This serves both to remove oxygen and cap reactive free radicals to provide a stable hydrocarbon product. The third element is a fixed–bed hydrotreater, which uses other proprietary CRI catalysts to polish the first–stage product and transform it into a finished hydrocarbon fuel or blend stock. The fourth element is a Hydrogen Manufacturing Unit (HMU), which converts light gases generated in the first–stage to renewable hydrogen, in sufficient quantity to supply all process needs. The individual elements are all commercial, which minimizes design risk and allows for rapid implementation of the IH2 technology.
Pilot Plant OperationAs a step in the commercialization process, in the first quarter of 2012, GTI commissioned a new 50kg/day Pilot-Scale IH2 Plant. The goal of the pilot plant studies is to provide validation of the operational and performance factors that are key to achieving commercial deployment in 2014, when total advanced biofuels volume requirements will be 3.75 billion gallons to meet the RFS-2 mandates.
Since the IH2 pilot plant has been online, all basic design principles have been validated. Key operating factors of the IH2 technology, including the feed–handling and supply system, the first and second stage reactors, and the separation systems for the residual ash and char have been verified. Performance factors are the key process outputs, which, for IH2 technology, are the liquid hydrocarbons. Woody biomass and aquatic plant residues have been successfully fed through the IH2 pilot plant and converted to gasoline, kerosene and diesel products with undetectably low oxygen content and very low TAN, comparable to those produced in the R&D project phase. Subsequent testing will proceed with a variety of feed stock in support of U.S. Department of Energy projects and potential technology licensors.

Fuel QualityThe pilot plant operation broadens capabilities for biomass-to-liquid hydrocarbon fuel conversion. The pilot plant’s ability to operate continuously provides an ideal platform for process optimization and production of hydrocarbons for detailed product characterization. Hydrocarbons produced from woody biomass have been fractionated into their respective fractions. The wood– derived gasoline fraction results in a water white product. Using recently developed proprietary catalyst systems created at CRI’s R&D Center in Bangalore, India, this gasoline meets the ASTM D-4814-11b Standard Specification for Automotive Spark-Ignition Engine Fuel. Upgraded catalyst systems have also been developed for the diesel fraction, resulting in water white distillate, and a demonstrated Cetane improvement, relative to the products obtained with the “zero generation” catalyst systems used in the IH2 process. The cetane level in the diesel is approaching levels specified in ASTM 975-11 Standard Specification for Diesel Fuel Oils, and the diesel is expected to result in a high–quality, high– percentage blend stock.
EvaluationsBased on initial laboratory studies, capital estimations have been completed for full-scale design feed rates up to 2,000 tons/day. Economics for the 2,000 ton/day woody biomass feed and
60.9 MM gallon/year facility were conducted by the National Renewable Energy Laboratory (NREL), which has been validated by a global engineering and construction company. Based on the NREL economic estimate, the minimum fuel
selling price (MFSP), inflated to 2012 dollars, would be ~$2.00/gallon. Using data from the U.S. Energy Information Administration, a simplified average breakeven crude price estimate of $60/bbl was generated for the NREL techno-economic analysis.
IntegrationMinimum Fuel Selling price is impacted by the opportunity of integration with an existing site such as paper mills, ethanol plants, agricultural or recycling operations, and fossil hydrocarbon refineries. Using the refinery example, the reformer could be used from the existing assets, which could potentially reduce MFSP to potentially approximately $1.50/ gallon (2012) using economic assumptions specified in the NREL analysis. When inte-grated with an existing ethanol plant, inclusion of an IH2 facility creates a higher value from biomass than afforded by heat and electrical power sales (NA basis) when compared to the value generated for the gasoline and diesel produced.
Commercialization StatusIH2 Technology has been successfully licensed for demonstration-scale operations with the expectation that three to five more 5tpd demonstration-scale license agreements are likely in 2013. These facilities span the biomass feedstock spectrum, including wood, crop residues, algae, municipal solid waste and refinery integra-tion with clients in North America, Europe and Asia.
The demonstration facilities are brownfield sites, integrating with existing operations. FEL-3 phase has been completed for a 5tpd cellulosic demonstration–scale unit. KBR, CRI’s engineering
alliance for commercial scale, has completed the FEL-2 phase for 500 and 1,000 metric ton biomass/day wood-fed plants.
More Information: www.cricatalyst.com
Pat LeungGlobal Business ManagerRenewables Cellulosics & [email protected]
Mike DemalineGlobal Business ManagerRenewables Pulp, Paper & Forestry [email protected]