Embed Size (px)
Citation preview
UNIVERSIDAD JOSÉ ANTONIO PÁEZ
Autores: Baute Yeisys C.I:19.479.287
Hernández Moisés C.I:18.168.761.
Urb. Yuma II, calle N°3, San Diego, Edo Carabobo. Teléfono: (0241) 8714240 (master) – Fax: (0241) 8712394.
PROPUESTA DE MEJORAS PARA LA REDUCCIÒN DE SCRAP, EN LA LINEA
DOS, DEL AREA DE LLENADO DE CUIDADO BUCAL, EN LA EMPRESA
COLGATE PALMOLIVE VENEZUELA.
REPÚBLICA BOLIVARIANA DE VENEZUELA UNIVERSIDAD JOSÉ ANTONIO PÁEZ
FACULTAD DE INGENIERÍA ESCUELA DE INGENIERÍA INDUSTRIAL
PROPUESTA DE MEJORAS PARA LA REDUCCIÒN DE SCRAP, EN LA LINEA DOS, DEL AREA DE LLENADO DE CUIDADO BUCAL, EN LA
EMPRESA COLGATE PALMOLIVE VENEZUELA.
Proyecto del Trabajo de Grado para Optar al Título de
INGENIERO INDUSTRIAL
Autores: Baute Yeisys C.I:19.479.287
Hernández Moisés C.I:18.168.761.
Tutor: Ing. Niño Nelly C.I: 9.224.592
REPÚBLICA BOLIVARIANA DE VENEZUELA
UNIVERSIDAD JOSÉ ANTONIO PÁEZ
FACULTAD DE INGENIERÍA
ESCUELA DE INGENIERÍA INDUSTRIAL
ACEPTACIÓN DEL TUTOR
Quien suscribe, Ingeniero Nelly Niño portador de la cédula de identidad 9.224.592,
en mi carácter de tutora del trabajo de grado presentado por los ciudadanos Yeisys
Nazareth Baute O. y Moisés Ali Hernández G. portadores de la cédula de identidad
19.479.287 Y 18.168.761, titulado PROPUESTA DE MEJORAS PARA LA
REDUCCIÒN DE SCRAP, EN LA LINEA DOS, DEL AREA DE LL ENADO
DE CUIDADO BUCAL, EN LA EMPRESA COLGATE PALMOLIVE
VENEZUELA presentado como requisito parcial para optar al título de Ingeniero
Industrial, considero que dicho trabajo reúne los requisitos y méritos suficientes para
ser sometido a la presentación pública y evaluación por parte del jurado examinador
que se designe.
En San Diego, a los 12 días del mes de Septiembre del año dos mil catorce.
Ing. Nelly Niño.
C.I.: 9.224.592
v
DEDICATORIA
A DIOS por ser mi padre, sustentador, proveedor, mi fortaleza el dador de
la inteligencia y sabiduría, sin ÈL nada es posible: “Todo lo puedo en Cristo que
me fortalece” Fil 4.13
A mis padres Nelly y Ali Hernández por su amor, ejemplo, ayuda
constante y por creer en mí. Este logro les pertenece también a ustedes.
A mi hermana Alianeth Hernández, por colaboración y apoyo
incondicional.
A mis padres espirituales, familia Morillo por sus consejos y ser luz en mi
caminar.
A mi ayuda idónea, que invadió mi corazón.
A mi compañera de tesis, Yeisys Baute, por ser de gran ayuda para
alcanzar tan importante meta.
A mis profesores de la universidad, por brindarme todos los
conocimientos y ayuda necesaria a lo largo de la carrera.
A mi tutora, Nelly Niño por ser excelente guía para alcanzar este logro.
A la gran familia Oral Care-Colgate Palmolive Company, por ser ejemplo
de profesionalismo y esfuerzo, mil gracias por cada aprendizaje brindado.
Moisés A Hernández G
vi
DEDICATORIA
A Dios, por sus bendiciones durante cada paso a lo largo de mi vida.
A mis padres, Migdalia Ortega y Rafael Baute, gracias por darme la vida, por
guiarme y motivarme cuando sentía que estaba en el camino equivocado. Valió
la pena cada sacrificio, este triunfo también es de ustedes.
A mi hermana, Lennys Baute, bendecida de tenerte como hermana, gracias por
ser mi mayor ejemplo, ejemplo de constancia, sacrificio y dedicación.
Al nuevo integrante de la familia, mi cuñado Heeclif Guerrero, gracias por tanto
apoyo, por tus consejos y colaboración en esta etapa de mi vida.
A cada uno de los integrantes de mi familia, los cuales por ser tantos no puedo
nombrar uno a uno, gracias por de una u otra manera acompañarme durante mi
carrera.
A mis familiares que ya no están a mi lado, abuelos, tía y en especial mi tío José
Baute, se que desde el cielo celebran mi triunfo.
A mi excelente compañero de tesis, Moisés Hernández, gracias por ser parte de
este logro.
A mis compañeros y amigos de la Universidad José Antonio Páez, Betsy
Figueroa, Mónica Rodríguez, Enrique Moreno, Karen Peláez, Michael Bozo y
Fernando Morales, gracias por acompañarme durante mi período de estudiante
en cada triunfo, fracaso, rabia, tristeza y alegría.
A mi amiga, Gabriela Ojeda gracias por siempre estar a mi lado.
A mis profesores, en especial Nelly Niño, Angélica Jaramillo, Lina Ponce y
Manuel Cuadrado parte de mi excelente formación académica la debo a grandes
maestros como ustedes.
A la gran familia Oral Care-Colgate Palmolive Company, con ustedes crecí
profesionalmente, mil gracias por cada aprendizaje brindado.
Yeisys N. Baute O.
vii
AGRADECIMIENTOS
A la Universidad José Antonio Páez, por hacer de nosotros profesionales de
ética y valor.
A la profesora Nelly Niño, por aceptar asesorar y prestar sus conocimientos para
realizar este trabajo de grado.
A nuestros profesores, los cuales nos brindaron sus conocimientos y
herramientas para afrontar la vida laboral y personal.
A la empresa Colgate Palmolive C.A. por dejarnos realizar nuestro trabajo de
grado dentro de sus instalaciones.
Al personal de Colgate Palmolive Company que aportaron sus conocimientos y
herramientas para la culminación de nuestro trabajo de grado, entre ellos, Yalisa
Naranjo, Andrea Manosalva, Luis J. Martinez, Ludis Madrid, Hugo Ancieta,
Brenly Silva, Yraida Viloria y Eglymar Bustillos, gracias por el apoyo.
Moisés A. Hernández. G
Yeisys N Baute O.
viii
INDICE GENERAL
CONTENIDO pp.
DEDICATORIA ………………………………………..……………………… V AGRADECIMIENTOS ………………..……………………………………….. VII ÍNDICE DE FIGURAS……...………………………………………….…........ XII ÍNDICE DE GRAFICAS ……...………………………………………….…..... INDICE DE TABLAS ………………………………………………………… RESUMEN INFORMATIVO …….……………………………………………
XIII XIV XV
INTRODUCCION ……………………………………………………………… 1 CAPÍTULO
I EL PROBLEMA
1.1. Planteamiento del Problema…………………………………………....... 3
1.2. Formulación del Problema……………………………………………...... 8
1.3. Objetivos de la Investigación……………………………………………. 8
1.3.1. Objetivo General……………………………………………………. 8
1.3.2. Objetivos Específicos………………………………………………. 8
1.4. Justificación……………………………………………………………… 9
1.5. Alcance de la investigación……………………………………………..
1.6 Limitaciones………………………………………………………………
9
10
II MARCO CONCEPTUAL REFERENCIAL
2.1. Antecedentes…………………………………………………………...… 11
2.2. Bases Teóricas………………………………………………………….... 13
2.2.1. Mejoramiento continuo……………………………………....…… 13
2.2.2. Ventajas y beneficios del Kaizen………………………………….. 15
2.2.3. Lean manufacturing……………….……………………………… 16
2.2.3.1. Orígenes y antecedentes de lean manufacturing…………... 17
2.2.3.2. Principios del sistema lean…………………….………...….. 19
2.2.4. Concepto de desperdicio y valor añadido ……………..…………… 20
2.2.5. Métodos para la reducción de desperdicios………………...……… 28
2.2.6. Concepto de manejo de materiales...………………...…………….. 28

ix
2.2.7. Productividad……………………….………………………………. 29
2.2.8 Calidad……………..…………………………………………........... 30
2.2.9. Diagrama de pareto………………………………………...……….. 33
2.2.9.1. Elaboración del diagrama de pareto………………………... 33
2.2.10. Diagrama causa-efecto…………………………………………… 33
2.2.10.1. Pasos para elaborar un diagrama de causa-efecto…….…. 34
2.2.11. Definición de tormenta de ideas…………..……………………… 34
2.2.12. Definición e importancia de los almacenes……………………….. 38
2.2.12.1. Actividades fundamentales del almacen………………… 38
2.2.13. Diseño de un almacen……………………………………...……… 39
2.2.14. Manejo de materiales en almacenes………………………………. 39
2.2.15. Lotes de mercancías……………………………………………….. 40
2.2.15.1 Altura de los lotes…………………………………………... 40
2.2.16. Capas o camadas en almacenes…………………………………… 40
2.2.17. Ruma en el almacen……………………………………………….. 41
2.2.18. Paletización………………………………………………………... 41
2.2.19. Paletas en el almacen……………………………………………… 41
2.2.19.1. Clasificación de las paletas…………………………………. 41
2.2.19.2. Materiales de construcción de las paletas permanentes…….. 42
2.2.19.3. Ventajas de los distintos tipos de paletas…………………… 43
2.2.19.4. Estimación de los requerimientos de paletas……………….. 43
2.2.19.5. Factores importantes a considerar en la paletización…… 43
2.2.19.6. Factores a considerar en el desarrollo de modelo de cargas... 45
2.2.19.7. Tamaño de las paletas………………………………………. 46
2.2.19.8. Recomendaciones para envases a ser paletizad os…………. 46
2.2.20. Lay- Out de los almacenes………..……………………………… 47
2.2.21. Objetivos del Lay- Out…………..………………………………. 47
2.2.22. Kanban…………………………………………………………….. 47
x
2.2.23. Estrategia 5`s……………………………………………………… 52
2.2.23.1. Seiro………………………………………..……………….. 52
2.2.23.2. Seiton……………………………………………………... 52
2.2.23.3. Seiso………………………………………………………… 52
2.2.23.4. Seiketsu – Estandarizar………..……………………………. 53
2.2.23.5. Shitsuke- Disciplina………………………………………. 53
2.3. Definición de Términos…...….………………………………………...... 53
III MARCO METODOLÓGICO
3.1. Naturaleza de la investigación………………...………………….……… 58
3.2. Diseño de la investigación……………………………………………...... 59
3.3. Nivel de la investigación………………………………………………… 60
3.4. Técnicas de recolección de información……………………………..... 60
3.4.1. Observación directa………………………………..……………… 61
3.4.2. Entrevista no estructurada….………………………………………. 61
3.4.3. Revisión documental………...……………………………………... 62
3.4.4. Revisión bibliográfica……..…………….………………………….. 62
3.5. Población y muestra…………………………..…………...…………...… 62
3.5.1. Población…………………………………………………………. 62
3.5.2. Muestra……………………………………………………………... 63
3.6. Fases metodológicas……………………………………………………. 63
IV RESULTADOS
4.1. Fase I. Diagnostico de la situación actual………………………………. 65
4.1.1. Descripción de la línea de llenado numero dos (2) 65
4.1.2 Generación de Scrap en la línea dos (2)…………………………... 72
4.1.3. Debilidades encontradas en la observación realizada……...……... 76
4.1.4. Resultados de las entrevistas estructuradas………….…………….. 77
4.1.5. Cuantificación de pérdidas generadas…..…………………………. 79
4.1.6. Resumen de las debilidades generadas por el scrap………………. 85
xi
4.2. Fase II Análisis de las debilidades encontradas en la línea dos (2)…….... 86
4.2.1. Clasificación de las causas encontradas- causa-efecto…………….. 86
4.2.2. Análisis de las fallas encontradas basados en el causa- efecto…….. 87
4.2.3. Evaluación y jerarquización de las fallas encontradas…………….. 92
4.2.4. Resumen de oportunidades de mejoras encontradas………………. 94
4.3. Fase III. Diseño del plan de mejoras para disminuir scrap……………… 95
4.3.1. Propuestas de almacenamiento y comunicación…………………… 95
4.3.1.1. Reordenamiento de los almacen empleando 5`s, JIT, Kanban. 95
4.3.1.2. Redistribución de las camadas en las paletas………………… 105
4.3.2. Propuesta de mejora respecto al área de calidad……………….…... 110
4.3.3. Propuestas de inspecciones de calidad para planta de tubos……….. 112
4.3.4. Propuestas de actualización tecnológica…………………….……… 113
4.4. Fase IV Análisis costo – beneficio de las propuestas…………………… 116
CONCLUSIONES……………………………………………………………… 121
RECOMENDACIONES ……………………………………………………….. 124
REFERENCIAS
Bibliográficas………………….……………………………………………… 126
Trabajos especiales de grado………...………………………………………… 127
ANEXOS
Anexo A. Formato de evaluación de calidad del corrugado……….……… 128
Anexo B. Formato de evaluación de los estuches………………....……… 130
Anexo C. Formato de evaluación de los tubos laminados………………… 132
Anexo D. Lista de chequeo de limpieza de los almacenes………………... 134
Anexo E. Formato de documentación de hallazgos………………………. 136
Anexo F. Cartelera Kanban para los almacenes……………………………. 138
xii
ÍNDICE DE FIGURAS
FIGURAS Pp
1. Figura 1. Material scrap en la línea dos del área de llenado CB…………….. 6
2. Figura 2. Vista de planta de cuidado bucal en Colgate Palmolive……….... 65
3. Figura 3. Distribución de las líneas de llenado en cuidado bucal…………. 66
4. Figura 4. Pantalla o display que sirve de interfaz de comunicación entre
operador y la llenadora………………………………………….. 67
5. Figura 5. Disposición de los equipos en la línea de llenado dos (2)……... 68
6. Figura 6. Paradas reportadas durante el proceso…………………………. 74
7. Figura 7. Principales paradas no planificadas de la línea dos (2)………... 80
8. Figura 8. Defectos más comunes provenientes de la planta de tubos……... 81
9. Figura 9. Hallazgos encontrados en el almacen interno de Colgate………. 82
10. Figura 10. Otro hallazgo encontrado en el almacen interno………………... 83
11. Figura 11. Hallazgos encontrados en G&N C.A.,El Recreo………………. 84
12. Figura 12. Condiciones de almacenamiento de material de empaque en
G&N C.A.,El Recreo…………………………………….…….. 85
13. Figura 13 Diagrama causa-efecto de la generación de scrap en línea dos. 87
14. Figura 14 Diseño de controles visuales para ubicar en almacen…………... 98
15. Figura 15 Proceso productivo de la línea dos (2) de la planta de llenado.... 103
16. Figura 16 Propuesta de un nuevo proceso de la línea dos (2) de la planta
de llenado……………………………………………………..... 104
17. Figura 17 Dimensiones actuales del corrugado de servicio y nueva
propuesta………………………………………………………… 106
18. Figura 18 Distribución actual del corrugado de servicio…………………... 107
19. Figura 19 Propuesta para distribución de las camadas…………………….. 108
20. Figura 20 Ayuda visual para los trabajadores del almacen………………… 110
21. Figura 21 Propuesta para implementar un nuevo punto de control de
calidad para los tubos laminados………………………………... 113
xiii
ÍNDICE DE GRÁFICOS
GRAFICOS pp.
1. Grafico 1. Scrap de tubos producidos versus a la producción por mes año
2013……………………………………………………..………
7
2. Grafico 2. Relación porcentual de scrap respecto a la producción de la
línea 2……………………….......................................................
7
3. Grafico 3. Porcentaje de material losser perdido durante el proceso………. 72
4. Grafico 4. Jerarquización grafica de causas encontradas en el proceso…… 93
5. Grafico 5. Grafico comparativo para control de hallazgos………………… 100
xiv
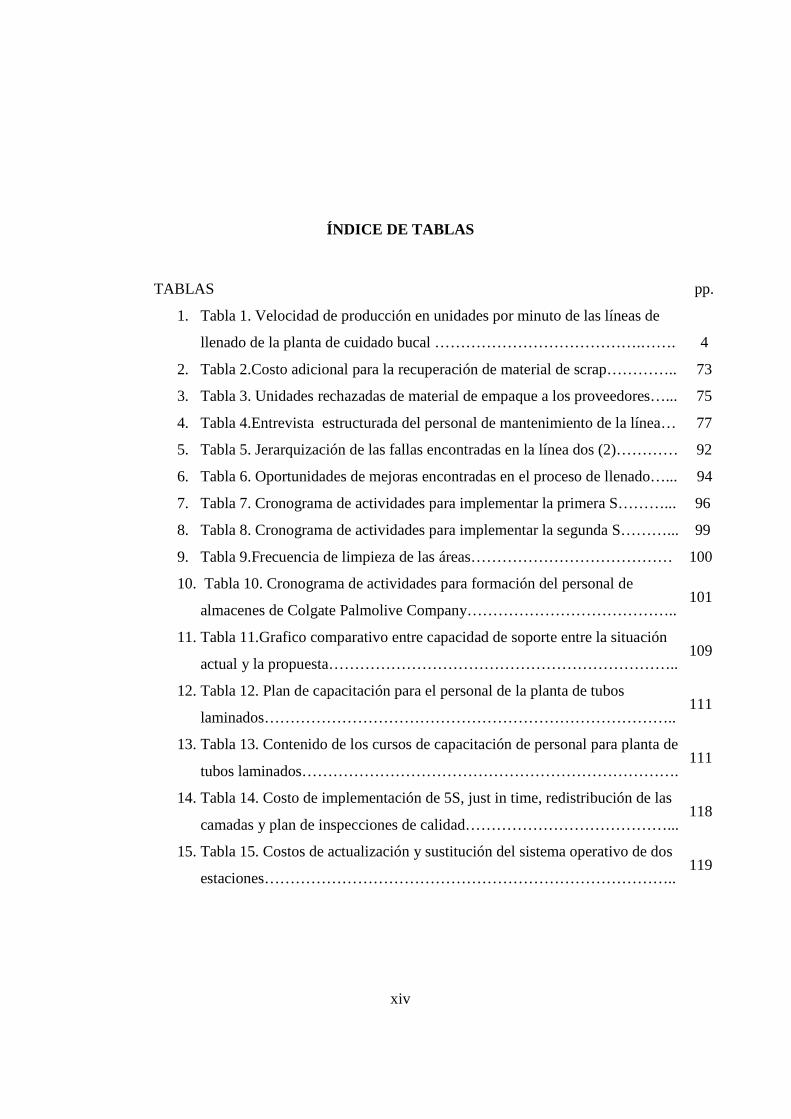
ÍNDICE DE TABLAS
TABLAS pp.
1. Tabla 1. Velocidad de producción en unidades por minuto de las líneas de
llenado de la planta de cuidado bucal ………………………………….…….
4
2. Tabla 2.Costo adicional para la recuperación de material de scrap………….. 73
3. Tabla 3. Unidades rechazadas de material de empaque a los proveedores…... 75
4. Tabla 4.Entrevista estructurada del personal de mantenimiento de la línea… 77
5. Tabla 5. Jerarquización de las fallas encontradas en la línea dos (2)………… 92
6. Tabla 6. Oportunidades de mejoras encontradas en el proceso de llenado…... 94
7. Tabla 7. Cronograma de actividades para implementar la primera S………... 96
8. Tabla 8. Cronograma de actividades para implementar la segunda S………... 99
9. Tabla 9.Frecuencia de limpieza de las áreas………………………………… 100
10. Tabla 10. Cronograma de actividades para formación del personal de
almacenes de Colgate Palmolive Company………………………………….. 101
11. Tabla 11.Grafico comparativo entre capacidad de soporte entre la situación
actual y la propuesta………………………………………………………….. 109
12. Tabla 12. Plan de capacitación para el personal de la planta de tubos
laminados…………………………………………………………………….. 111
13. Tabla 13. Contenido de los cursos de capacitación de personal para planta de
tubos laminados………………………………………………………………. 111
14. Tabla 14. Costo de implementación de 5S, just in time, redistribución de las
camadas y plan de inspecciones de calidad…………………………………... 118
15. Tabla 15. Costos de actualización y sustitución del sistema operativo de dos
estaciones…………………………………………………………………….. 119
xv
REPÚBLICA BOLIVARIANA DE VENEZUELA
UNIVERSIDAD JOSÉ ANTONIO PÁEZ FACULTAD DE INGENIERÍA
ESCUELA DE INGENIERÍA INDUSTRIAL
PROPUESTA DE MEJORAS PARA LA REDUCCIÒN DE SCRAP, EN
LA LINEA DOS, DEL AREA DE LLENADO DE CUIDADO BUCAL, EN LA EMPRESA COLGATE PALMOLIVE VENEZUELA.
Autores: Moisés Hernández C.I:18.168.761. Yeisys Baute C.I:19.479.287 Tutor : Nelly Niño Fecha: Septiembre, 2014
RESUMEN La presente investigación se desarrolló en Colgate Palmolive Venezuela, la cual es una empresa trasnacional encargada de la fabricación y distribución de productos de consumo masivo, en los mercados nacionales e internacionales. En la actualidad, en las empresas, el objetivo fundamental es reducir los costos, desperdicios y a su vez mejorar continuamente los procesos. Es por esto que se realizó un estudio que permitió el análisis y diagnostico de la situación actual que propone mejoras para la reducción de scrap, en la línea dos del área de llenado de cuidado bucal, aplicando las técnicas de ingeniería industrial logrando proponer un plan de mejoras que conduzca a la disminución de material scrap y finalmente un análisis de costo beneficio de la mejora aplicada. La investigación es de tipo proyecto factible, basado en una investigación de campo con un nivel descriptivo y documental, se aplicarán técnicas de revisión documental, bibliográfica, la entrevista, inspecciones, análisis operacional y observación directa.
Descriptores: Mejoras, reducción y costos.
INTRODUCCIÒN
A través de los años, las organizaciones han evolucionado con el fin de hallar
las mejores vías, metodologías y políticas, que permitan mejorar sus procesos
industriales. Esto debido a que les resulta fundamental manejar de manera eficiente y
eficaz sus recursos, para así lograr obtener mejores beneficios de acuerdo a sus metas
y objetivos propuestos. Este manejo de recursos comprende distintas actividades tales
como mantener las mejores relaciones con los proveedores o miembros de la cadena
de suministro, reducir todos los desperdicios en sus operaciones, poseer un recurso
humano comprometido con las metas de la organización, hasta lograr la satisfacción
de las necesidades de sus clientes.
Además, es indispensable que la empresa realice un monitoreo detallado de las
operaciones internas que se realizan diariamente en los distintos departamentos, para
lograr mantener el control, es decir, recopilar los datos necesarios para su posterior
estudio, análisis y retroalimentación.
Debido a estas razones, el propósito de esta investigación es proponer mejoras
que permitan la reducción de material de scrap generado en la línea dos (2) del área
de llenado de la planta de cuidado bucal, en Colgate Palmolive.
La empresa Colgate Palmolive, se dedica a la fabricación y distribución de
productos de consumo masivo, en los mercados nacionales e internacionales. Uno de
los objetivos principales de la empresa Colgate Palmolive, es mejorar la calidad de
vida de la familia a través de sus productos y servicios, ofreciendo a sus clientes
productos de la más alta calidad, basándose para ello en la mejora continua de sus
operaciones y procesos.
De allí que, la siguiente investigación plantea la necesidad de atacar el problema de
desperdicio de material sobrante de producción (scrap) generado en la línea dos (2) de
llenado de la planta de cuidado bucal, empleando distintas herramientas de ingeniería
industrial, con la finalidad de sugerir diversas mejoras que sirvan para reducir dicho
scrap y así cumplir con las metas de la organización.
2
Para lograr el objetivo anterior, este trabajo de grado, se estructura en cuatro
capítulos descritos a continuación:
• Capítulo I, el problema: Se basa en el planteamiento del problema encontrado,
formulación del mismo, objetivos de la investigación, justificación de la
investigación, alcance y por último las limitaciones que circunscriben el
desarrollo del problema. Su objetivo es establecer el objeto de estudio de esta
investigación.
• Capítulo II, marco referencial conceptual: Se señalan investigaciones
similares en las cuales se basa el desarrollo de este proyecto y se definen
conceptos claves para la realización del mismo. Su objetivo es crear la base
teórica que sustenta las técnicas y herramientas a utilizar en el desarrollo de
esta investigación.
• Capítulo III, marco metodológico: En este capítulo, se indica el tipo de
investigación, así como su diseño metodológico, y nivel de investigación, lo
cual señala el procedimiento a realizar en este trabajo, también se mencionan
las técnicas e instrumentos de investigación, se describe la población y
muestra seleccionada y se establecen las fases metodológicas que permitirá
conocer el cómo se obtendrán y analizaran los datos para el logro del objetivo
general de la investigación.
• Capítulo IV, resultados: Comprende la propuesta de mejora para la línea
objeto de estudio, donde se detalla el uso y la aplicación de herramientas de
ingeniería industrial, además se muestran los resultados obtenidos del estudio
y su respectivo análisis.
Finalmente, se presentan las conclusiones de la investigación, las
recomendaciones para trabajos futuros, así como la bibliografía consultada que sirvió
para la elaboración del marco teórico y la propuesta de mejora.
CAPÌTULO I
EL PROBLEMA
1.1. Planteamiento del problema
La empresa Colgate Palmolive Company, está ubicada en la Av. Uslar, Urb.
Michelena, apartado 172, Valencia, Estado Carabobo. Es una empresa transnacional,
con 71 años de trayectoria, encargada de la fabricación y distribución de productos de
consumo masivo, en los mercados nacionales e internacionales. Su planta se
encuentra integrada por los siguientes centros de producción o plantas enfocadas:
cuidado bucal, jabones, detergente, líquidos y plásticos. Sus altos estándares de
calidad, tecnología y seguridad, la han hecho merecedora de prestigiosos
reconocimientos.
La visión de Colgate Palmolive, es:
“Mejorar la calidad de vida de la familia venezolana, a través de sus productos y servicios, mediante un trabajo en equipo, donde existen como principios fundamentales el respeto, la integridad y honestidad de todo el personal, para que de esta manera, se logre una comunicación efectiva la cual permite el intercambio de ideas de todos sus integrantes”. Colgate Palmolive tiene como misión: “Ser la compañía número uno del
mercado, siendo el mejor socio de sus proveedores, clientes y consumidores, en
armonía con su ambiente, apoyándose en su gente y productos de calidad, logrando
así un crecimiento sostenido y rentable”.
La política de calidad de esta planta es: “Ofrecer a sus clientes productos de la
más alta calidad, mediante un desempeño eficiente en forma consciente y segura, el
cual proteja tanto a sus usuarios como al medio ambiente”. Dentro de los valores de
Colgate Palmolive se tiene: “El mejoramiento continuo, el cual juega un papel
importante; así como también cuidar el bienestar de su gente y el trabajo en equipo”.
La planta de cuidado bucal se divide en cuatro áreas, las cuales son: Fabricación
de cremas, planta de llenado, fabricación de tubos y planta de cepillos; las tres
4
primeras trabajan en conjunto para lograr el producto terminado de la crema dental en
sus distintas presentaciones y tamaño. Esta planta cuenta con un área total de 5201,4
m2.
Los pasos del proceso, de manera general, incluyen transporte de materia prima,
desde el área de almacenaje hasta las áreas de manufactura, preparación de gel,
adición de abrasivos, adición de sabor y colorantes, enfriamiento y mezcla, entrega de
material en proceso (WIP por sus siglas en ingles) a las áreas de llenado y empacado.
En las líneas de llenado, un controlador lógico programable, (PLC por sus
siglas en inglés), controla el proceso, y las funciones del mismo se determinan de
acuerdo con los requisitos de fórmula de cada lote de producto.
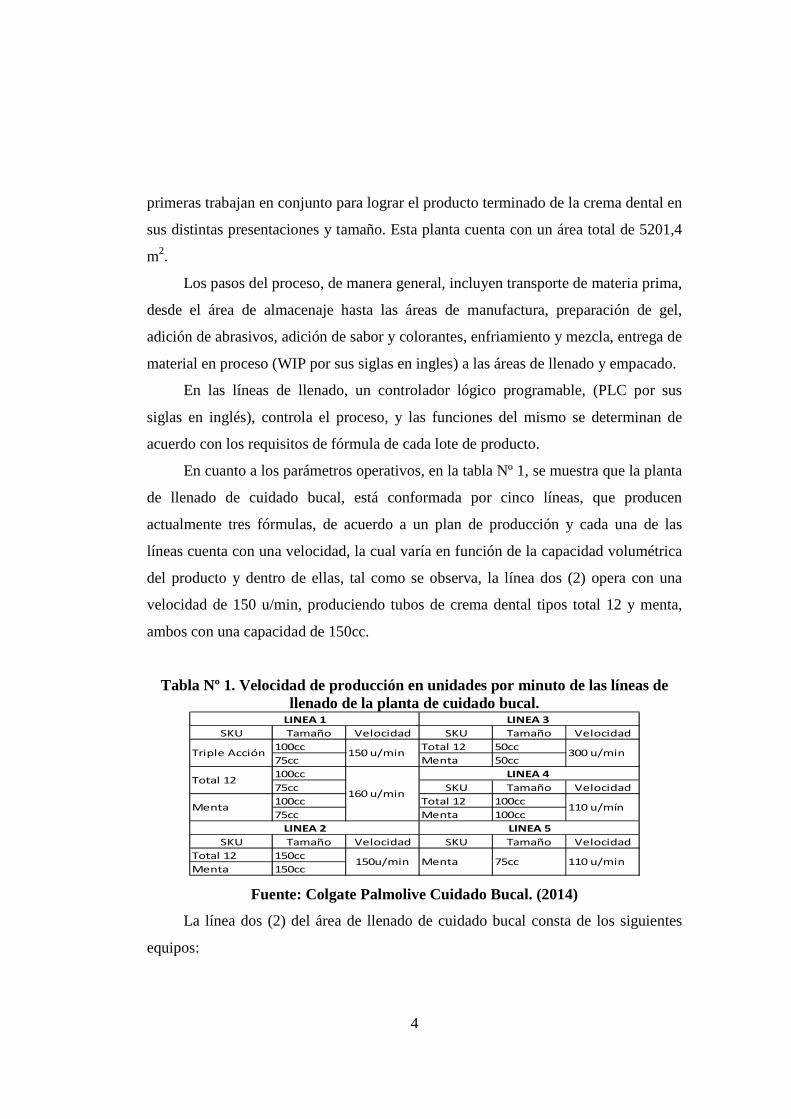
En cuanto a los parámetros operativos, en la tabla Nº 1, se muestra que la planta
de llenado de cuidado bucal, está conformada por cinco líneas, que producen
actualmente tres fórmulas, de acuerdo a un plan de producción y cada una de las
líneas cuenta con una velocidad, la cual varía en función de la capacidad volumétrica
del producto y dentro de ellas, tal como se observa, la línea dos (2) opera con una
velocidad de 150 u/min, produciendo tubos de crema dental tipos total 12 y menta,
ambos con una capacidad de 150cc.
Tabla Nº 1. Velocidad de producción en unidades por minuto de las líneas de llenado de la planta de cuidado bucal.
SKU Tamaño Velocidad SKU Tamaño Velocidad
100cc Total 12 50cc
75cc Menta 50cc
100cc
75cc SKU Tamaño Velocidad
100cc Total 12 100cc
75cc Menta 100cc
SKU Tamaño Velocidad SKU Tamaño Velocidad
Total 12 150cc
Menta 150cc
300 u/min150 u/min
Total 12
Menta
Triple Acción
160 u/min
LINEA 1 LINEA 3
LINEA 4
LINEA 5LINEA 2
150u/min Menta 75cc 110 u/min
110 u/mín
Fuente: Colgate Palmolive Cuidado Bucal. (2014)
La línea dos (2) del área de llenado de cuidado bucal consta de los siguientes
equipos:
5
• Alimentador de tubos modelo IWKA.
• Llenadora modelo IWKA TFS-30.
• Estuchadora modelo IWKA CPS-R.
• Envolvedora modelo Pester Pewo pack 250.
• Encartonadora modelo Cermex SW21.
Estos son los equipos principales de la línea y además, posee unidades de
manejo de materiales adicionales de movimiento para los paquetes de crema dental,
fabricados por la empresa Gleason C.A., de procedencia nacional.
En la línea de llenado número dos (2), es importante indicar que durante sus
operaciones se generan distintos desperdicios, desechos, así como también scrap,
siendo este último objeto de estudio de esta investigación, debido al aumento que ha
experimentado el mismo en los últimos meses en la planta de cuidado bucal.
En todo proceso productivo se debe cumplir que la entrada de la cantidad de
materia prima al proceso coincida con la salida de la cantidad de unidades de
producto terminado; teniendo en cuenta un margen de desperdicios, el cual, por más
óptimo que se encuentre el proceso siempre existirá. En el caso de la línea dos (2) de
la planta de llenado, el límite estándar de pérdida establecido por la empresa es
0.75% de producción por turno; sabiendo que la planta labora de domingo a domingo,
tres turnos, de 8 horas cada uno. De esta manera, el control de scrap en Colgate
Palmolive Company, resulta indispensable para lograr la meta de producción, sin
embargo, actualmente se presenta una situación en la cual éste supera el límite
establecido para la planificación de la producción, este límite es 0.75% de la
producción, generando pérdidas económicas y de material.
Así, durante el proceso de manufactura de crema dental en la línea dos (2), se ha
observado que se genera material scrap en los distintos equipos mencionados, éste se
produce mayormente en la llenadora y estuchadora, producto de las causas a
determinar que provocan perdida de materia prima.
6
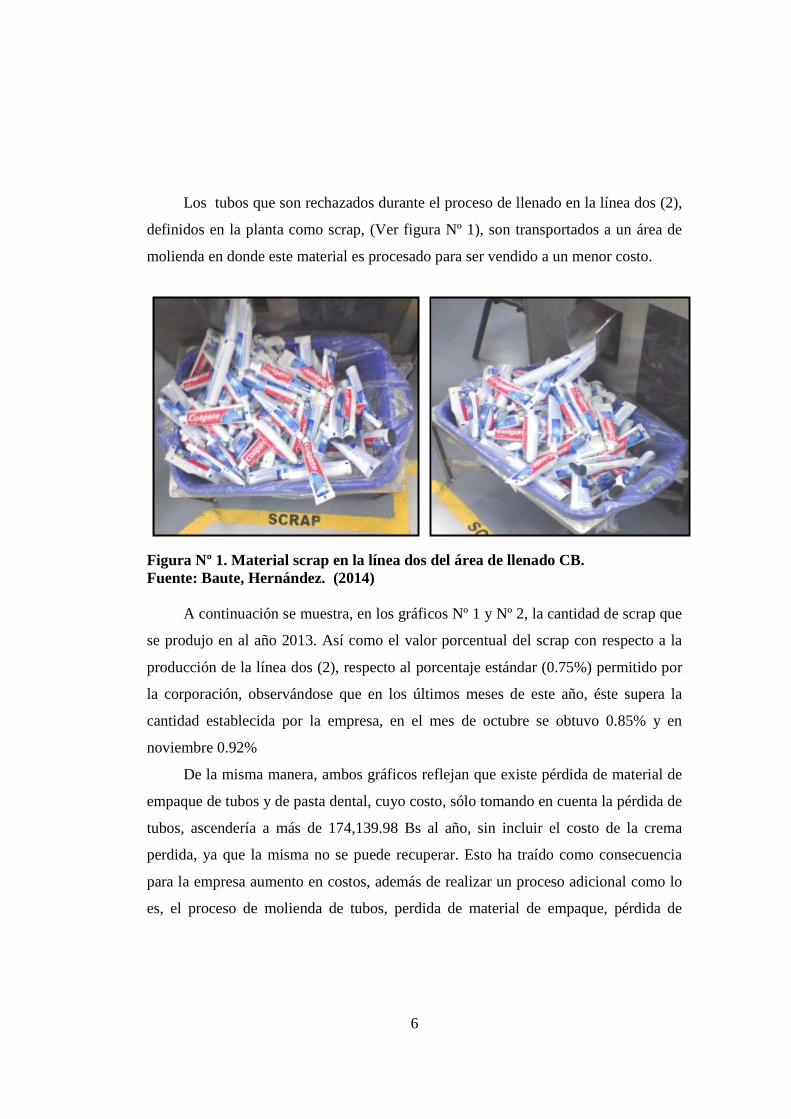
Los tubos que son rechazados durante el proceso de llenado en la línea dos (2),
definidos en la planta como scrap, (Ver figura Nº 1), son transportados a un área de
molienda en donde este material es procesado para ser vendido a un menor costo.
Figura Nº 1. Material scrap en la línea dos del área de llenado CB. Fuente: Baute, Hernández. (2014)
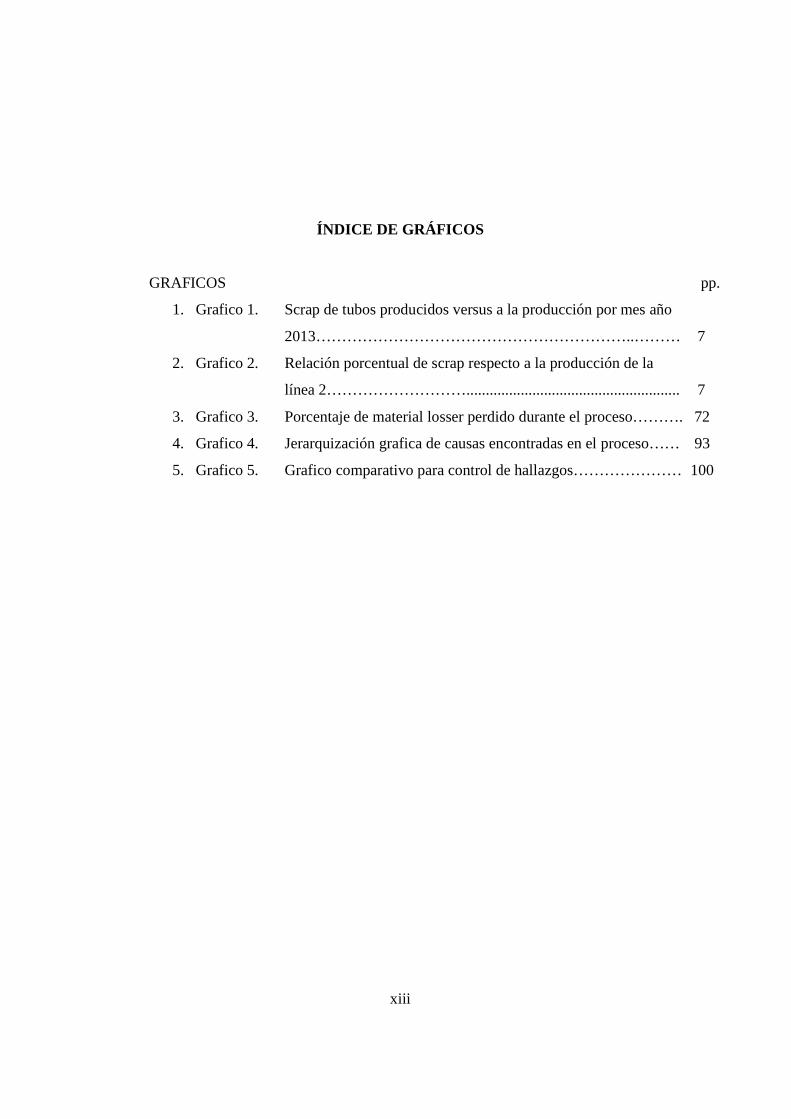
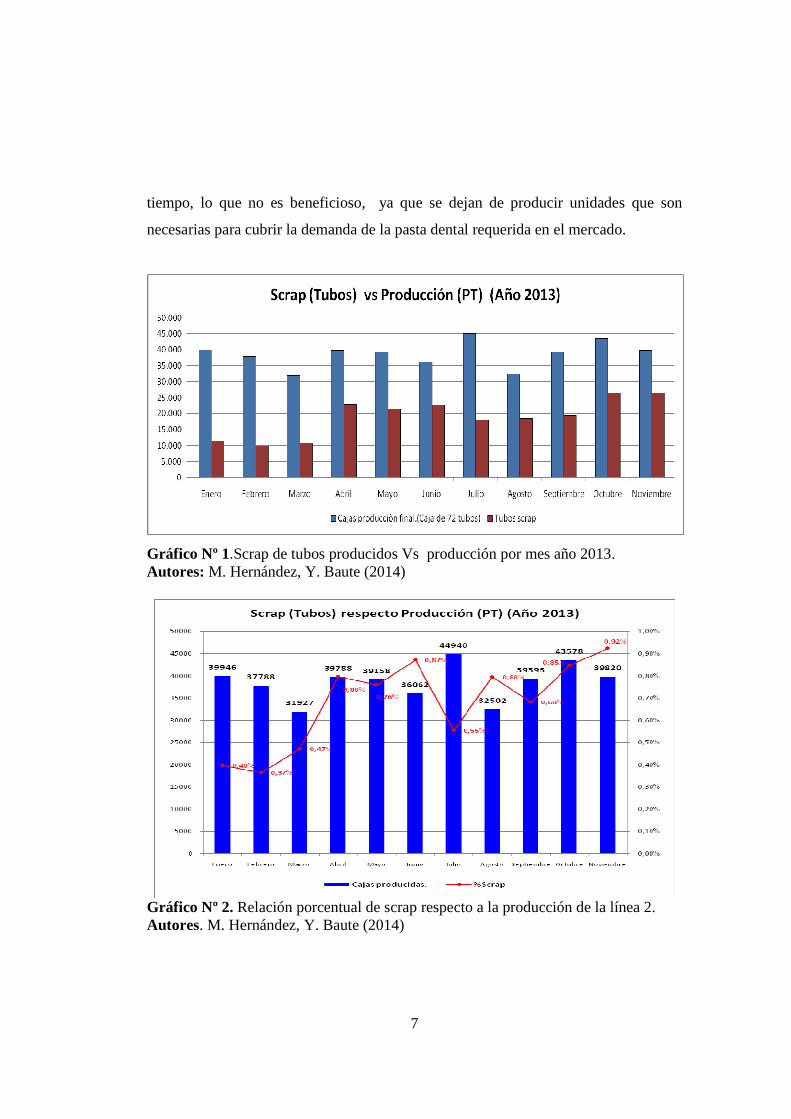
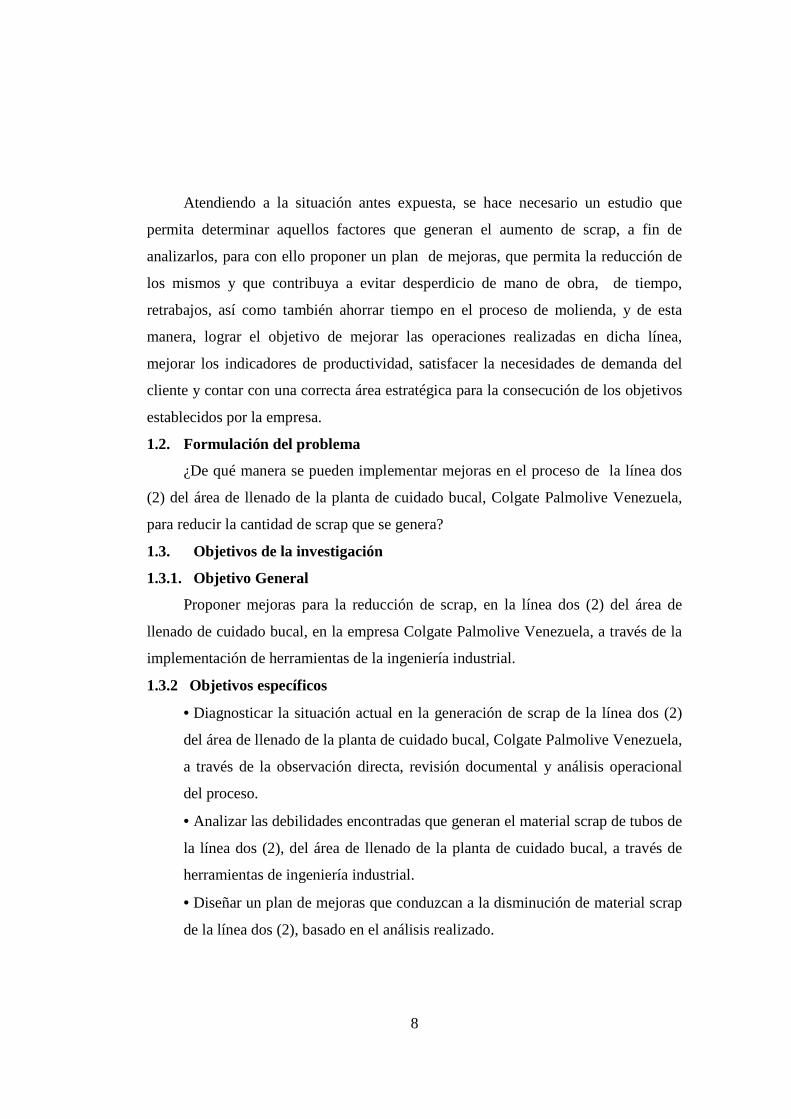
A continuación se muestra, en los gráficos Nº 1 y Nº 2, la cantidad de scrap que
se produjo en al año 2013. Así como el valor porcentual del scrap con respecto a la
producción de la línea dos (2), respecto al porcentaje estándar (0.75%) permitido por
la corporación, observándose que en los últimos meses de este año, éste supera la
cantidad establecida por la empresa, en el mes de octubre se obtuvo 0.85% y en
noviembre 0.92%
De la misma manera, ambos gráficos reflejan que existe pérdida de material de
empaque de tubos y de pasta dental, cuyo costo, sólo tomando en cuenta la pérdida de
tubos, ascendería a más de 174,139.98 Bs al año, sin incluir el costo de la crema
perdida, ya que la misma no se puede recuperar. Esto ha traído como consecuencia
para la empresa aumento en costos, además de realizar un proceso adicional como lo
es, el proceso de molienda de tubos, perdida de material de empaque, pérdida de
7
tiempo, lo que no es beneficioso, ya que se dejan de producir unidades que son
necesarias para cubrir la demanda de la pasta dental requerida en el mercado.
Gráfico Nº 1.Scrap de tubos producidos Vs producción por mes año 2013. Autores: M. Hernández, Y. Baute (2014)
Gráfico Nº 2. Relación porcentual de scrap respecto a la producción de la línea 2. Autores. M. Hernández, Y. Baute (2014)
8
Atendiendo a la situación antes expuesta, se hace necesario un estudio que
permita determinar aquellos factores que generan el aumento de scrap, a fin de
analizarlos, para con ello proponer un plan de mejoras, que permita la reducción de
los mismos y que contribuya a evitar desperdicio de mano de obra, de tiempo,
retrabajos, así como también ahorrar tiempo en el proceso de molienda, y de esta
manera, lograr el objetivo de mejorar las operaciones realizadas en dicha línea,
mejorar los indicadores de productividad, satisfacer la necesidades de demanda del
cliente y contar con una correcta área estratégica para la consecución de los objetivos
establecidos por la empresa.
1.2. Formulación del problema
¿De qué manera se pueden implementar mejoras en el proceso de la línea dos
(2) del área de llenado de la planta de cuidado bucal, Colgate Palmolive Venezuela,
para reducir la cantidad de scrap que se genera?
1.3. Objetivos de la investigación
1.3.1. Objetivo General
Proponer mejoras para la reducción de scrap, en la línea dos (2) del área de
llenado de cuidado bucal, en la empresa Colgate Palmolive Venezuela, a través de la
implementación de herramientas de la ingeniería industrial.
1.3.2 Objetivos específicos
• Diagnosticar la situación actual en la generación de scrap de la línea dos (2)
del área de llenado de la planta de cuidado bucal, Colgate Palmolive Venezuela,
a través de la observación directa, revisión documental y análisis operacional
del proceso.
• Analizar las debilidades encontradas que generan el material scrap de tubos de
la línea dos (2), del área de llenado de la planta de cuidado bucal, a través de
herramientas de ingeniería industrial.
• Diseñar un plan de mejoras que conduzcan a la disminución de material scrap
de la línea dos (2), basado en el análisis realizado.
9
• Evaluar la relación costo-beneficio que genera el plan de mejoras diseñado.
1.4. Justificación de la investigación
Para la empresa Colgate-Palmolive C.A., es de vital importancia mantener un
alto nivel de su capacidad productiva, ya que los productos fabricados en ésta, tienen
una alta demanda en el mercado. Además, siendo una empresa de alcance mundial,
tiene la necesidad de realizar todas las actividades de manera productivas, a fin de
que le permita mantenerse en los primeros lugares del mercado, compitiendo con
otras empresas e incluso, compitiendo entre las mismas sucursales de la empresa, en
diferentes países, lo cual aumenta su motivación por mejorar continuamente la
calidad de los productos y, respectivamente, todo lo que su fabricación implica.
Es por esto que se hace necesario, dentro del marco de la mejora continua de la
productividad, realizar un estudio utilizando herramientas de ingeniería industrial,
que identifique las causas que han generado que la producción de scrap, supere los
límites establecidos por la empresa, de manera que se puedan diseñar propuestas que
traigan como beneficios: el aumento de la productividad, aumento de la calidad de los
productos, fluidez en el proceso, disminución de transporte de materiales (scrap),
disminución de almacenes adicionales, disminución de reprocesos (molienda),
disminución de costo del proceso, mejoras en la competitividad de la empresa por
aprovechar mejor los recursos.
Además, el plan de mejoras diseñado servirá de base para ser aplicado en la
reducción de scrap de las otras líneas y como herramienta de apoyo en posibles
mejoras de las demás plantas enfocadas, tomando en cuenta que para Colgate es de
gran valor la mejora continua de sus procesos para el cumplimiento de sus objetivos
organizacionales.
1.5. Alcance de la investigación
El desarrollo de esta investigación se llevará a cabo en la línea dos (2) del área
de llenado de la planta de cuidado bucal de la empresa Colgate Palmolive, Valencia,
estado Carabobo; el cual tiene por objeto proponer mejoras para la disminución de
10
scrap de tubos, sin considerar la ejecución e implementación del estudio, ya que éste
quedará a disposición de la gerencia, quiénes tendrán la responsabilidad de revisarlo e
implementarlo si así lo consideran permitente.
1.6. Limitaciones
El tiempo de estudio es el mayor factor limitante, debido a que solo se podrá
tomar los datos del scrap producido de lunes a viernes, durante el primer turno de la
jornada laboral, el resto de los dos últimos turnos, así como también el de fines de
semana, se tomará en cuenta mediante el registro o reporte de scrap que manejan los
alimentadores de material de empaque de las líneas. Debido a las políticas de
confidencialidad de la empresa no se podrán manejar algunos costos directamente
sino los autorizados o permitidos por la misma.
El área de llenado de cuidado bucal, cuenta con cinco líneas, de las cuales el
estudio se realizara en la línea dos (2), ya que ésta origina mayor cantidad de material
scrap y además es la que produce los tubos de mayor tamaño, es decir, 150cc.
CAPÌTULO II
MARCO CONCEPTUAL REFERENCIAL
En este capítulo se presentara la recopilación de una serie de aspectos teóricos
que servirán de sustento a la presente investigación. En primer lugar, se presentan
algunas investigaciones que se utilizaron de referencia en cuanto al tipo de problema,
así como también la metodología y la manera en que los autores abordaron dichos
problemas. Luego se hizo una revisión teórica que permitió facilitar la recopilación de
la información, y fortalecer los conocimientos de las herramientas empleadas y por
último se presentan las definiciones del conjunto de términos usados en este trabajo
especial de grado.
2.1 Antecedentes de la investigación
Dentro de los antecedentes que sirven de base para la realización de este
trabajo, se encuentran investigaciones o estudios realizados por diversos autores que
enriquecen los conocimientos para el cumplimiento de los objetivos planteados.
Entre ellos están:
Liendo R. (2013), Presentó un Informe de pasantías para optar al titulo de
ingeniero industrial en la Universidad José Antonio Páez, titulado: “Proponer plan
de mejora para la reducción de pérdida de fosfato en el área de fabricación de
crema de Colgate- Palmolive Venezuela C.A.” El objetivo de esta investigación se
basó en un plan de mejoras cuyo fin era disminuir las pérdidas de fosfato en el área de
fabricación de crema dental, a través de herramientas de la ingeniería industrial. Este
informe se enmarcó en una investigación de campo, en la cual evidenció perdidas de
materia prima durante la carga de fosfato, fallas en el control del PLC, descalibración
de equipos, entre otros; y de esta manera el autor pudo realizar un plan de mejoras en
el proceso, obteniendo como resultado, una notable reducción de costos.
Entre los principales aportes de esta investigación, se encuentran las diferentes
alternativas presentadas por el autor para la reducción de desperdicios y la
12
factibilidad de su posible implementación, mediante los diagramas de Ishikawa y
Pareto, encontrando las causas que generan tales pérdidas y mejorando ésta
problemática.
Gil J. (2012), en la Universidad José Antonio Páez, presento una investigación
titulada: Propuesta de un plan de mejoras para la disminución de los
desperdicios generados en el proceso productivo de variables de filtros
combinados en la empresa Cigarrera Bigott planta Valencia. Su principal
objetivo fue disminuir pérdidas en el producto terminado basándose en conceptos y
técnicas relacionados con el mejoramiento continuo, desperdicio y el análisis de
modos de efectos y fallas. Metodológicamente fue un estudio de carácter cuantitativo
y el tipo de investigación proyecto factible, con el apoyo de un estudio de campo.
Concluyendo que gracias a la aplicación de la herramienta de análisis de modo y
efectos de fallas, en la realización del trabajo, obtuvo beneficios de gran utilidad para
prevenir averías, disminuir o eliminar fallas de equipos al 3% en todas las fases del
proceso y de esta manera reducir desperdicios.
El trabajo de grado anteriormente expuesto, sirvió de guía en la manera de
cómo tratar el problema de desperdicio en un proceso productivo, aportando
conocimientos de cómo debe procederse al usar herramientas de mejora continua que
permiten detectar fallas en los equipos que generan scrap.
Rivero, E (2011), presento un trabajo de pasantías titulado “Propuesta de
Mejora para la disminución del desperdicio de materia prima en el proceso de
corrugado para la elaboración de cajas de cartón en la Planta Smurfit Kappa
Cartón de Venezuela S.A”, en la Universidad José Antonio Páez. Su objetivo
general se basó en el control de desperdicio del proceso de corrugado, a través de un
conjunto de acciones como: procedimientos para la medición de las variables
humedad y dureza en las bobinas de papel, mejorar los formatos de no conformidades
y el aspecto de formación de operadores y supervisores de producción en talleres de
liderazgo y de Lean Manufacturing. Finalmente en los resultados pudo evidenciarse
que entre las causas que generaban el desperdicio se diferenciaban las propias de los
13
materiales y otras causas debido a las fallas de los métodos de trabajo usados por los
operadores, logrando disminuir un 2,6% de los desperdicios.
El aporte de esta investigación radica en la manera de estudiar y cuantificar los
desperdicios y clasificarlos, lo cual sirvió de guía para realizar la toma rutinaria de
datos en esta investigación.
Alvarado E. (2011), presentó una Propuesta metodológica para la reducción
de desperdicios de la empresa US Technologies, en el Instituto Politécnico
Nacional del DF. México, para obtener el grado de maestría en Ingeniería Industrial.
Esta investigación tuvo como objetivo diseñar una metodología para la reducción de
desperdicios con base a la revisión teórica de los métodos y herramientas para la
reducción de desperdicios, con el fin de minimizar los costos de las fuentes de
procesamiento y generación de desperdicios en la empresa. Para esto realizó una
investigación de campo, logrando como resultados identificar las etapas críticas del
proceso, pudiendo aplicar mejoras en el mismo, las cuales muestran una reducción
paulatina en la generación de desperdicios de 2.5% y un incremento de la
productividad el proceso.
El aporte de esta investigación radica en la metodología implementada para la
identificación de las causas que generaban la problemática y la solución obtenida.
2.2 Bases teóricas
2.2.1 Mejoramiento continúo (Kaizen)
Aguilar (2010), señala que la mejora continúa:
Se refiere al hecho de que nada puede considerarse como algo terminado o mejorado en forma definitiva. Estamos siempre en un proceso de cambio, de desarrollo y con posibilidades de mejorar. La vida no es algo estático, sino más bien un proceso dinámico en constante evolución, como parte de la naturaleza del universo. Y este criterio se aplica tanto a las personas, como a las organizaciones y sus actividades. (p.03).
14
Otra definición es la dada por Mazaaki Imai (2001) quién define kaizen como:
“mejoramiento progresivo que involucra a todos, incluyendo tanto a gerentes como a
trabajadores, supone que nuestra forma de vida debe ser mejorada constantemente”
La expresión kaizen viene de las palabras japonesas “kai” y “zen” que en
conjunto significan la acción del cambio y el mejoramiento continuo, gradual y
ordenado. Adoptar el kaizen es asumir la cultura de mejoramiento continuo que se
centra en la eliminación de los desperdicios y en los despilfarros de los sistemas
productivos. Se trata de un reto continuo para mejorar los estándares, y la frase: un
largo camino comienza con un pequeño paso, grafica el sentido del kaizen.
El kaizen retoma las técnicas del control de calidad diseñadas por Edgard
Deming, pero incorpora la idea de que nuestra forma de vida merece ser mejorada de
manera constante. El mensaje de la estrategia de kaizen es que no debe pasar un día
sin que se haya hecho alguna clase de mejoramiento, sea a nivel social, laboral o
familiar. Se debe ser muy riguroso y encontrar la falla o problema y hacerse cargo de
él. La complacencia es el enemigo número uno del kaizen. Y en su idea de
mejoramiento continuo se involucra en la gestión y el desarrollo de los procesos,
enfatizando las necesidades de los clientes para reconocer y reducir los desperdicios y
maximizar el tiempo.
Al desarrollo del kaizen han contribuido autores como Masaaki Imai, Ishikawa,
Taguchi, Kano, Shigeo Shingo y Ohno. El éxito que el kaizén ha adquirido en la
actividad empresarial deviene justamente de la incitación a mejorar los estándares,
sean niveles de calidad, costes, productividad o tiempos de espera. Además dicha
metodología permite establecer estándares más altos y las empresas japonesas como
Toyota, Hitachi o Sony fueron desde los años 80 un buen ejemplo del mejoramiento
continuo de los estándares productivos.
En el desarrollo y aplicación del kaizen se ven amalgamados conocimientos y
técnicas vinculados con administración de operaciones, ingeniería industrial,
comportamiento organizacional, calidad, costos, mantenimiento, productividad,
innovación y logística entre otros. Por tal motivo bajo lo que podríamos llamar el
15
paraguas del kaizen se encuentran involucradas e interrelacionadas métodos y
herramientas tales como: control total de calidad, círculos de calidad, sistemas de
sugerencias, automatización, mantenimiento productivo total, kanban, mejoramiento
de la calidad, just in time, cero defectos, actividades en grupos pequeños, desarrollo
de nuevos productos, mejoramiento en la productividad, cooperación trabajadores-
administración y disciplina en el lugar de trabajo, entre otros.
2.2.2 Ventajas y beneficios del kaizen
El kaizen es un sistema de mejora continua e integral que comprende todos los
elementos, componentes, procesos, actividades, productos e individuos de una
organización. No importa a que actividad se dedique la organización, si es privada o
pública, y si persigue o no beneficios económicos, siempre debe mejorar su
performance a los efectos de hacer un mejor y más eficiente uso de los escasos
recursos, logrando de tal forma satisfacer la mayor cantidad de objetivos posibles.
A la hora de inventariar las ventajas y beneficios en la implementación y puesta
en práctica del sistema kaizen cabe apuntar las siguientes:
• Reducción de inventarios, productos en proceso y terminados.
• Disminución en la cantidad de accidentes.
• Reducción en fallas de los equipos y herramientas.
• Reducción en los tiempos de preparación de maquinarias.
• Aumento en los niveles de satisfacción de los clientes y consumidores.
• Incremento en los niveles de rotación de inventarios.
• Importante caída en los niveles de fallas y errores.
• Mejoramiento en la autoestima y motivación del personal.
• Altos incrementos en materia de productividad.
• Importante reducción en los costes.
• Mejoramiento en los diseños y funcionamiento de los productos y servicios.
• Aumento en los beneficios y rentabilidad.
• Menores niveles de desperdicios y despilfarros. Con su efecto tanto en los
costes, como así también en los niveles de polución ambiental, entre otros.
16
• Notables reducciones en los ciclos de diseño y operativos.
• Importantes caídas en los tiempos de respuestas.
• Mejoramiento en los flujos de efectivo.
• Menor rotación de clientes y empleados.
• Mayor y mejor equilibrio económico-financiero. Lo cual trae como
consecuencia una mayor solidez económica.
• Ventaja estratégica en relación a los competidores, al sumar de forma
continua mejoras en los procesos, productos y servicios. Mediante la mejora de
costos, calidad, diseño, tiempos de respuesta y servicios a los consumidores.
• Mejora en la actitud y aptitud de directivos y personal para la implementación
continua de cambios.
• Acumulación de conocimientos y experiencias aplicables a los procesos
organizacionales.
• Capacidad para competir en los mercados globalizados.
• Derribar las barreras o muros interiores, permitiendo con ello un potente y
auténtico trabajo en equipo.
• Capacidad para acomodarse de manera continua a los bruscos cambios en el
mercado (generadas por razones sociales, culturales, económicas y políticas,
entre otras).
2.2.3 Lean Manufacturing
Hernández (2013). Señala que el Lean Manufacturing: “Es una filosofía de
trabajo, basada en las personas, que define la forma de mejora y optimización de un
sistema de producción focalizándose en identificar y eliminar todo tipo de
desperdicios” (p.11).
Lean mira lo que no se debería estar haciendo porque no agrega valor al cliente
y tiende a eliminarlo. Para alcanzar sus objetivos, despliega una aplicación
sistemática y habitual de un conjunto extenso de técnicas que cubren la práctica
totalidad de las áreas operativas de fabricación: organización de puestos de trabajo,
gestión de la calidad, flujo interno de producción, mantenimiento, gestión de la
17
cadena de suministro. La filosofía Lean no da nada por sentado y busca
continuamente nuevas formas de hacer las cosas de manera más ágil, flexible y
económica.
Sánchez J (2010), sostiene que el lean manufacturing:
Tiene por objetivo la eliminación del despilfarro, mediante la utilización de una colección de herramientas (TPM, 5S, SMED, kanban, kaizen, heijunka, jidoka, etc.), que se desarrollaron fundamentalmente en Japón. Los pilares del lean manufacturing son: la filosofía de la mejora continua, el control total de la calidad, la eliminación del despilfarro, el aprovechamiento de todo el potencial a lo largo de la cadena de valor y la participación de los operarios. (p. 01).
2.2.3.1 Orígenes y antecedentes de Lean Manufacturing
Las técnicas de organización de la producción surgen a principios del siglo XX
con los trabajos realizados por F.W. Taylor y Henry Ford, que formalizan los
conceptos de fabricación en serie que habían empezado a ser aplicados a finales del
siglo XIX y que encuentran sus ejemplos más relevantes en la fabricación de fusiles
(EEUU) o turbinas de barco (Europa). Taylor estableció las primeras bases de la
organización de la producción a partir de la aplicación de método científico a
procesos, tiempos, equipos, personas y movimientos.
Posteriormente Henry Ford introdujo las primeras cadenas de fabricación de
automóviles en donde hizo un uso intensivo de la normalización de los productos, la
utilización de máquinas para tareas elementales, la simplificación-secuenciación de
tareas y recorridos, la sincronización entre procesos, la especialización del trabajo y
la formación especializada. En ambos casos se trata conjuntos de acciones y técnicas
que buscan una nueva forma de organización y que surgen y evolucionan en una
época en donde era posible la producción rígida en masa de grandes cantidades de
producto.
La ruptura con estas técnicas se produce en Japón, en donde se encuentra el
primer germen recocido con el pensamiento Lean. Ya en 1902, Sakichi Toyota, el que
más tarde fuera fundador con su hijo Kiichiro de la Corporación Toyota Motor
18
Company, inventó un dispositivo que detenía el telar cuando se rompía el hilo e
indicaba con una señal visual al operador que la maquina necesitaba atención. Este
sistema de “automatización con un toque humano” permitió separar al hombre la
máquina. Con esta simple y efectiva medida un único operario podía controlar varias
máquinas, lo que supuso una tremenda mejora de la productividad que dio paso a una
preocupación permanente por mejorar los métodos de trabajo. Por sus contribuciones
al desarrollo industrial del Japón, SakiichiToyoda es conocido como el “Rey de los
inventores Japoneses”.
En 1929, Toyota vende los derechos de sus patentes de telares a la empresa
Británica PlattBrothers y encarga a su hijo Kiichiro que invierta en la industria
automotriz naciendo, de este modo, la compañía Toyota. Esta firma, al igual que el
resto de las empresas japonesas, se enfrentó, después de la segunda guerra mundial, al
reto de reconstruir una industria competitiva en un escenario de post-guerra. Los
japoneses se concienciaron de la precariedad de su posición en el escenario
económico mundial, pues, desprovistos de materias primas, sólo podían contar con
ellos mismos para sobrevivir y desarrollarse.
El reto para los japoneses era lograr beneficios de productividad sin recurrir a
economías de escala. Comenzaron a estudiar los métodos de producción de Estados
Unidos, con especial atención a las prácticas productivas de Ford, a el control
estadístico de procesos desarrollado por W. Shewart, a las técnicas de calidad de
Edwards Deming y Joseph Moses Juran, junto con las desarrolladas en el propio
Japón por Kaoru Ishikawa.
El modelo toyotista sintéticamente se resume en los siguientes puntos:
� Eliminación del despilfarro y suministro just-in-time de los materiales.
� La relación, basada en la confianza y la transparencia, con los
proveedores elegidos en función de su grado de compromiso en la colaboración
a largo plazo.
19
� Una importante participación de los empleados en decisiones
relacionadas con la producción: parar la producción, intervenir en tareas de
mantenimiento preventivo, aportar sugerencias de mejora, etc.
� El objetivo de la calidad total, es decir, eliminar los posibles defectos
lo antes posible y en el momento en que se detecten, incluyendo la
implantación de elementos para certificar la calidad en cada momento.
2.2.3.2 Principios del sistema Lean
Según Hernández J. (2013), Además de la casa Toyota los expertos recurren a
explicar el sistema identificando los principios sobre los que se fundamenta el Lean
Manufacturing. Los principios más frecuentes asociados al sistema, desde el punto de
vista del “factor humano” y de la manera de trabajar y pensar, son:
• Trabajar en la planta y comprobar las cosas in situ.
• Formar líderes de equipos que asuman el sistema y lo enseñen a otros.
• Interiorizar la cultura de “parar la línea”.
• Crear una organización que aprenda mediante la reflexión constante y la
mejora continua.
• Respetar a la red de suministradores y colaboradores ayudándoles y
proponiéndoles retos.
• Identificar y eliminar funciones y procesos que no son necesarios.
• Promover equipos y personas multidisciplinares.
• Descentralizar la toma de decisiones.
• Integrar funciones y sistemas de información.
• Obtener el compromiso total de la dirección con el modelo Lean.
A estos principios hay que añadir los relacionados con las medidas
operacionales y técnicas a usar:
• Crear un flujo de proceso continuo que visualice los problemas a la superficie.
• Utilizar sistemas “Pull” para evitar la sobreproducción.
• Nivelar la carga de trabajo para equilibrar las líneas de producción.
• Estandarizar las tareas para poder implementar la mejora continua.
20
• Utilizar el control visual para la detección de problemas.
• Eliminar inventarios a través de las diferentes técnicas JIT.
• Reducir los ciclos de fabricación y diseño.
• Conseguir la eliminación de defectos.
2.2.4 Concepto de desperdicio y valor añadido:
Hay E (2013), asegura que: “Las únicas actividades que agregan valor son las
que producen una transformación física del producto.” (p.11).
Según Hernández J. (2013), muchos de los principios enunciados
anteriormente están en consonancia con los objetivos que persiguen la práctica
totalidad de las empresas industriales. En principio puede parecer una lista de buenas
intenciones pero surge inmediatamente la pregunta de cómo realmente pueden
llevarse a la práctica. Para ello Lean Manufacturing propugna un cambio radical
cultural. Este cambio consiste en analizar y medir la eficiencia y productividad de
todos los procesos en términos de “valor añadido” y “despilfarro”.
Un ejemplo de este cambio es la forma en la que Lean mide la eficiencia y
productividad de los sistemas de fabricación. Las empresas usan los indicadores de
productividad como medida clave del rendimiento de sus procesos pero si las
mediciones se realizan sobre lo que hacemos, sin plantearnos si está o no bien hecho,
si tiene o no “valor”, es muy probable que las cifras camuflen todo el potencial de
mejora de competitividad y costes de nuestro sistema. El valor se añade cuando todas
las actividades tienen el único objetivo de transformar las materias primas del estado
en que se han recibido a otro de superior acabado que algún cliente esté dispuesto a
comprar. Entender esta definición es muy importante a la hora de juzgar y catalogar
nuestros procesos. El valor añadido es lo que realmente mantiene vivo el negocio y su
cuidado y mejora debe ser la principal ocupación de todo el personal de la cadena
productiva.
La empresa Toyota, en su metodología Justo a Tiempo, define los desperdicios
como: “Todo lo que sea distinto a la cantidad mínima de equipo, materiales, piezas y
tiempo laboral absolutamente esenciales para la producción”.
21
En la metodología de Lean Manufacturing, un desperdicio: “Se considera como
todo lo adicional a lo mínimo necesario de recursos (materiales, equipos, personal,
tecnología, etc.) para fabricar un producto o prestar un servicio”
Para Liker y Meier. (2006), dentro del concepto de Lean Manufacturing, se
identifican siete tipos de desperdicios, estos ocurren en cualquier clase de empresa o
negocio y se presentan desde la recepción de la orden, hasta la entrega del producto.
Adicionalmente, se considera un octavo tipo de desperdicio especial que da origen a
lo que Lean se llama siete mas un tipo de desperdicios. A continuación se explica
cada uno de ellos:
Sobreproducción: Procesar artículos más temprano o en mayor cantidad que la
requerida por el cliente. Se considera como el principal y la causa de la mayoría de
los otros desperdicios. La sobreproducción es un desperdicio crítico porque no
incita a la mejora ya que parece que todo funciona correctamente. Además, producir
en exceso significa perder tiempo en fabricar un producto que no se necesita para
nada, lo que representa claramente un consumo inútil de material que a su vez
provoca un incremento de los transportes y del nivel de los almacenes.
a) Características:
• Gran cantidad de stock.
• Ausencia de plan para eliminación sistemática de problemas de calidad.
• Equipos sobredimensionados.
• Tamaño grande de lotes de fabricación.
• Falta de equilibrio en la producción.
• Ausencia de plan para eliminación sistemática de problemas de calidad.
• Equipamiento obsoleto.
• Necesidad de mucho espacio para almacenaje.
b) Causas posibles:
• Procesos no capaces y poco fiables.
• Reducida aplicación de la automatización.
• Tiempos de cambio y de preparación elevados
22
• Respuesta a las previsiones, no a las demandas.
• Falta de comunicación.
c) Acciones Lean para este tipo de despilfarro
• Flujo pieza a pieza (lote unitario de producción).
• Implementación del sistema pull mediante kanban.
• Acciones de reducción de tiempos de preparación SMED.
• Nivelación de la producción.
• Estandarización de las operaciones.
Transporte: Mover trabajo en proceso de un lado a otro, incluso cuando se
recorren distancias cortas; también incluye el movimiento de materiales, partes o
productos terminados hacia y desde el almacenamiento.
a) Características
• Los contenedores son demasiado grandes difíciles de manipular.
• Exceso de operaciones de movimiento y manipulación de materiales.
• Los equipos de manutención circulan vacíos por la planta.
b) Causas posibles:
• Layout obsoleto.
• Gran tamaño de los lotes.
• Procesos deficientes y poco flexibles.
• Programas de producción no uniformes.
• Tiempos de preparación elevados.
• Excesivos almacenes intermedios.
• Baja eficiencia de los operarios y las máquinas.
• Reprocesos frecuentes.
c) Acciones Lean para este tipo de despilfarro:
• Layout del equipo basado en células de fabricación flexibles.
• Cambio gradual a la producción en flujo según tiempo de ciclo fijado.
• Trabajadores polivalentes o multifuncionales.
• Reordenación y reajuste de las instalaciones.
23
Tiempo de espera: Operarios esperando por información o materiales para la
producción, esperas por averías de máquinas o clientes esperando en el teléfono. Los
procesos mal diseñados pueden provocar que unos operarios permanezcan parados
mientras otros están saturados de trabajo. Por ello, es preciso estudiar
concienzudamente cómo reducir o eliminar el tiempo perdido durante el proceso de
fabricación.
a) Características:
• El operario espera a que la máquina termine.
• Exceso de colas de material dentro del proceso.
• Paradas no planificadas.
• Tiempo para ejecutar otras tareas indirectas.
• Tiempo para ejecutar reproceso.
• La máquina espera a que el operario acabe una tarea pendiente.
• Un operario espera a otro operario.
b) Causas posibles:
• Métodos de trabajo no estandarizados.
• Layout deficiente por acumulación o dispersión de procesos.
• Desequilibrios de capacidad.
• Falta de maquinaria apropiada.
• Operaciones retrasadas por omisión de materiales o piezas.
• Producción en grandes lotes.
• Baja coordinación entre operarios
• Tiempos de preparación de máquina /cambios de utillaje elevados.
c) Acciones Lean para este tipo de despilfarro:
• Nivelación de la producción. Equilibrado de la línea.
• Layout específico de producto. Fabricación en células en U.
• Autonomatización con un toque humano (Jidoka).
• Cambio rápido de técnicas y utillaje (SMED).
• Adiestramiento polivalente de operarios.
24
• Sistema de entregas de proveedores.
• Mejorar en manutención de la línea de acuerdo a secuencia de montaje.
Sobre-procesamiento o procesos inapropiados: Realizar procedimientos
innecesarios para procesar artículos, utilizar las herramientas o equipos inapropiados
o proveer niveles de calidad más altos que los requeridos por el cliente.
Exceso de inventario: Excesivo almacenamiento de materia prima, producto
en proceso y producto terminado. El principal problema con el exceso inventario
radica en que oculta problemas que se presentan en la empresa. El almacenamiento de
productos presenta la forma de despilfarro más clara porque esconde ineficiencias y
problemas crónicos hasta el punto que los expertos han denominado al stock la “raíz
de todos los males”.
Desde la perspectiva Lean, los inventarios se contemplan como los síntomas de
una fábrica ineficiente porque:
• Encubren productos muertos que generalmente se detectan una vez al año
cuando se realizan los inventarios físicos. Se trata de productos y materiales
obsoletos, defectuosos, caducados, rotos, etc., pero que no se han dado de baja.
• Necesitan de cuidados, mantenimiento, vigilancia, contabilidad, gestión, etc.
• Desvirtúan las partidas de los activos de los balances. La expresión “inversión
en stock” es un error, porque no ofrecen retribución sobre las inversiones y, por
tanto, no pueden ser considerados como tales en ningún momento.
• Generan costes difíciles de contabilizar: deterioros en la manipulación,
obsolescencia de materiales, tiempo empleado en la detección de errores,
incremento del lead time con posible insatisfacción para clientes, mayor
dependencia de las previsiones de ventas, etc.
El despilfarro por almacenamiento es el resultado de tener una mayor cantidad
de existencias de las necesarias para satisfacer las necesidades más inmediatas. El
hecho de que se acumule material, antes y después del proceso, indica que el flujo de
producción no es continuo. El mantenimiento de almacenes permite mantener los
problemas ocultos pero nunca los resuelve.
25
a) Características
• Excesivo espacio del almacén.
• Contenedores o cajas demasiado grandes.
• Rotación baja de existencias.
• Costes de almacén elevados.
• Excesivos medios de manipulación (carretillas elevadoras, etc.).
a) Causas posibles:
• Procesos con poca capacidad.
• Cuellos de botella no identificados o fuera de control.
• Tiempos de cambio de máquina excesivamente largos.
• Previsiones de ventas erróneas.
• Sobreproducción.
• Reproceso por defectos de calidad del producto.
• Problemas e ineficiencias ocultas.
b) Acciones Lean para este tipo de despilfarro
• Nivelación de la producción.
• Distribución del producto en una sección específica.
• Sistema JIT de entregas de proveedores.
• Monitorización de tareas intermedias.
• Cambio de mentalidad en la organización y gestión de la producción.
Defectos: Repetición o corrección de procesos, también incluye re-trabajo en
productos no conformes o devueltos por el cliente.
a) Características:
• Pérdida de tiempo, recursos materiales y dinero.
• Planificación inconsistente.
• Calidad cuestionable.
• Flujo de proceso complejo.
• Recursos humanos adicionales necesarios para inspección y reprocesos.
b) Causas posibles:
26
• Movimientos innecesarios.
• Proveedores o procesos no capaces.
• Errores de los operarios.
• Formación o experiencia de los operarios inadecuada.
• Técnicas o utillajes inapropiados.
• Proceso productivo deficiente o mal diseñado.
c) Acciones Lean para este tipo de despilfarro:
• Autonomatización con toque humano (Jidoka).
• Estandarización de las operaciones.
• Implantación de elementos de aviso o señales de alarma (andon).
• Mecanismos o sistemas anti-error (Poka-Yoke).
• Incremento de la fiabilidad de las máquinas.
• Implantación mantenimiento preventivo.
• Aseguramiento de la calidad en puesto.
• Producción en flujo continúo
• Control visual: Kanban, 5S y andon.
Movimientos innecesarios: Cualquier movimiento que el operario realice
aparte de generar valor agregado al producto o servicio. Incluye a personas en la
empresa subiendo y bajando por documentos, buscando, escogiendo, agachándose,
etc. Incluso caminar innecesariamente es un desperdicio.
Talento Humano: Este es el octavo desperdicio y se refiere a no utilizar la
creatividad e inteligencia de la fuerza de trabajo para eliminar desperdicios. Cuando
los empleados no se han capacitado en los 7 desperdicios se pierde su aporte en ideas,
oportunidades de mejoramiento, etc.
La eliminación de desperdicios presenta resultados inmediatos en la reducción
del costo, aumento de la productividad, organización del área de trabajo, entre otros.
Sin embargo, generalmente se presentan problemas con el mantenimiento de los
mejoramientos alcanzados, esto sucede debido a que no se implementa un sistema
que en el largo plazo sea capaz de mantener y adaptar la empresa a nuevos cambios
27
en el entorno. No se debe cometer el error de confundir desperdicio con lo necesario,
es decir, cuando identificamos una operación o proceso como desperdicio, por no
añadir valor, asociamos dicho pensamiento a la necesidad de su inmediata
eliminación y eso nos puede crear confusión y rechazo.
Cabe señalar que existen actividades necesarias para el sistema o proceso,
aunque no tengan un valor añadido. En este caso estos despilfarros tendrán que ser
asumidos. Si las empresas actúan en la línea de la eliminación de los despilfarros
dispondrán de la herramienta más adecuada para mejorar sus costes. Precisamente
Lean surgió cuando las empresas ya no podían vender productos a partir del cálculo
de sus costes, fueran los que fueran, más un porcentaje de incremento por beneficios.
Con el pensamiento Lean, la estructura de precios se fundamenta en la ecuación
simple:
Coste = Precio de mercado – Beneficio
En un planteamiento Lean se parte del precio que el mercado está dispuesto está
dispuesto a pagar y del beneficio que se desea obtener para afrontar la minimización
de costes combinando, reduciendo o eliminando tantas actividades sin valor añadido
como sea posible. Las organizaciones cuentan con un enorme potencial para reducir
costes y ofrecer mejores productos a los clientes si simplifican o eliminan las
actividades de valor reducido.
En el entorno Lean, la eliminación sistemática del desperdicio se realiza a
través de tres pasos que tienen como objetivo la eliminación sistemática del
despilfarro y todo aquello que resulte improductivo, inútil o que no aporte valor
añadido y que recibe el nombre de Hoshin (Brújula):
• Reconocer el desperdicio y el valor añadido dentro de nuestros procesos.
• Actuar para eliminar el desperdicio aplicando la técnica Lean más adecuada.
• Estandarizar el trabajo con mayor carga de valor añadido para,
posteriormente, volver a iniciar el ciclo de mejora.
La idea fundamental del Hoshin es buscar, por parte de todo el personal
involucrado, soluciones de aplicación inmediata tanto en la mejora de la organización
28
del puesto de trabajo como en las instalaciones o flujos de producción. Uno de los
puntos clave del éxito del sistema se encuentra en la implicación de todo el personal,
empezando por la dirección y terminando en los operarios.
2.2.5 Métodos para la reducción de desperdicios: Según el departamento de
Conservación Ambiental de Tennessee, 1999, los métodos para lograr la reducción de
desperdicios se dividen convenientemente en dos tipos básicos: La reducción de la
fuente y el reciclaje. La reducción de la fuente es cualquier acción que reduzca la
cantidad de basura que sale de un proceso. Las medidas de reducción de la fuente
incluyen:
• Modificaciones al equipo o a las tecnologías.
• Modificaciones a los procesos o a los procedimientos.
• Reformulación o reajuste de productos.
• Sustitución de materias primas y mejoras en control de la economía
doméstica, del mantenimiento, del entrenamiento o de inventario.
• El reciclaje es el uso, la reutilización o la recuperación de desperdicio, dentro
o fuera de sitio, después de que se genere. Los métodos de reciclaje incluyen:
• Reutilización de un desperdicio para retrasar la compra de un producto
comercial nuevo.
• Remover los contaminantes de una desperdicio para permitir su reutilización y
• Reclamar componentes útiles dentro de un material de desperdicio.
2.2.6 Concepto de manejo de materiales.
Según la Sociedad Americana de Manejo de Materiales (2008), se define como:
“El arte y ciencia del movimiento, empacado y almacenamiento de sustancia en
cualquiera de sus formas”.
El propósito de las técnicas y equipos de manejo de materiales es el suministro
de los materiales necesarios, en el tiempo preciso, en el lugar adecuado, así como la
maximización y la utilización del espacio y la minimización del número de pasos de
manejo, realizando los estrictamente necesarios, tan eficientemente como sea posible.
29
Las técnicas de manejo de materiales pueden mejorar las operaciones de la
siguiente manera:
• Reducción de costos: El costo de una operación puede reducirse por la
eliminación de manejo innecesario, repetitivo y por la integración de pasos de
manejo de materiales a través de la planta.
• Reducción de la mano de obra: Buenas prácticas de manejo de materiales,
evitan el excesivo esfuerzo manual y generalmente reducen la mano de obra a
niveles mínimos necesarios.
• Incremento de la capacidad productiva: El manejo de materiales puede
incrementar la capacidad de una fábrica con el uso eficiente del espacio
disponible para el trabajo y el almacenamiento, promoviendo el excesivo
control de inventario aumentando la capacidad mediante el uso de equipos
mecanizados.
• Reducción de desperdicios: Mejora el manejo de materiales en proceso,
mejora la calidad del producto, reduce los desperdicios y minimiza daños al
mismo. Un eficiente manejo reduce el desperdicio y las perdidas de materiales
mediante un eficiente control de inventario.
• Mejora servicio a los clientes: Mejores métodos de manejo ayudan servir a
los clientes mas eficientemente, asegurando que sus suministros lleguen a
tiempo, en la cantidad requerida con daños mínimos.
• Mayor productividad: Efectivo manejo de materiales incrementa la
productividad de los empleados, mejora la utilización de la maquinaria y
ayuda a la empresa a ser más competitiva.
2.2.7. Productividad.
Según López J (2012), para definir productividad se necesita entender que aun
con la tecnología mas desarrollada en los procesos, y con el equipo mas sofisticado en
informática, no puede activarse la productividad si no hay participación coordinada e
toda la gente involucrada, en la creación de bienes y servicios. Lo individual esta muy
30
limitado en la alta productividad. Desde un director general de empresa o el
presidente de un país, hasta el empleado más modesto de una organización, todos
dependen de un trabajo en equipo.
La productividad es de conjunto como sistema. El éxito productivo se da en
grupos, los resultados dependen sin excepción de articular a todos los recursos
involucrados, incluyendo por supuesto a los humanos, todos deben estar integrados,
para lograr optimizar la rapidez. Integración implica saber simplificar lo complejo
para conseguir con facilidad los resultados. En los procesos de transformación para
fabricar o crear objetos, la productividad siempre esta afectada por la eficiencia,
como ya hemos visto, la eficiencia es una optimización de los recursos disponibles.
La productividad puede definirse como lo producido en un tiempo; en el
lenguaje empresarial es la producción del numero de objetos en un tiempo.
La productividad siempre es afectada por un nivel de eficiencia, ésta siempre es
menor proporcionalmente a la unidad. La eficiencia siempre reduce de forma directa
a la productividad y la convierte en una productividad estándar, sirve para calcular y
planear, la cantidad y la capacidad de producción.
2.2.8 Calidad
Para Fernández R (2010). La calidad se constituye básicamente a través de
seis etapas, veamos breve semblanza de cada una de ellas:
• Primera etapa: El control de calidad mediante la inspección. Esta etapa
coincide con el período en el que comienza a tener mucha importancia la
producción de artículos en serie. Se verificaba al final de la línea de
producción, si el artículo era apto o no para lo que estaba destinado. Surge en
las fábricas un departamento especial a cuyo cargo estuviera la tarea de
inspección. A este nuevo organismo se le denominó control de calidad.
• Segunda etapa: El control estadístico de la calidad: Los trabajos de
investigación llevados a cabo en la década de los treinta por Bell Telophone
Laboratories fueron el origen de lo que actualmente se denomina control
31
estadístico de la calidad que se basa en reconocer que en toda producción
industrial se da variación en el proceso. Esta variación debe ser estudiada con
los principios de la probabilidad y la estadística. No se trata de suprimir la
variación, esto es imposible, sino de ver que rango de variación es aceptable
sin que se originen problemas. Surgen conceptos como control de lotes dado
que es imposible inspeccionar todos los productos y tablas de muestreo
basadas en el concepto de niveles aceptables de calidad en base al máximo
porcentaje de defectos tolerables para que la producción de un proveedor
pudiera ser considerada satisfactoria.
• Tercera etapa: El aseguramiento de la calidad, Esta tercera etapa esta
caracterizada por dos hechos, la toma de conciencia por parte de la
administración del papel que le corresponde en el aseguramiento de la calidad
y la implantación del nuevo concepto de control de calidad en Japón. Hasta
esta etapa el enfoque de calidad se había orientado hacia el proceso de
fabricación, no existía la idea de la calidad en servicios de soporte y menos de
calidad en el servicio al consumidor. Es a principios de los años cincuenta
cuando Juran impulsa el concepto del aseguramiento de calidad y da una
respuesta económica al cuestionamiento de hasta donde conviene dar calidad a
los productos.
• Cuarta etapa: La calidad como estrategia competitiva, en las dos ultimas
décadas ha tenido lugar un cambio muy importante de la alta dirección
respecto a la calidad, debido, sobre todo, al impacto que por su calidad, precio
y rentabilidad, han tenido los productos japoneses en el mercado
internacional. Si en épocas anteriores se pensaba que la falta de calidad era
perjudicial en la compañía, ahora se volverá a la calidad como la estrategia
fundamental para alcanzar competitividad. Y pasa a ser una estrategia de
competitividad desde el momento en que la alta dirección toma como punto de
partida para su planificación estratégica los requisitos del consumidor y la
32
calidad de los competidores con el fin de entregar al consumidor artículos que
responden a sus requerimientos y que tengan una calidad superior a las que
ofrecen los competidores.
• Quinta etapa: La reingeniería de procesos, Con la mejora de informática y la
renovación de sistemas de comunicación así como globalización de mercado
de los últimos años, hubo que mejorar de una manera muy rápida y radical los
procesos administrativos, de producción, así como de comercialización, ya
que el no renovarlos, les ha restado competitividad. Con la llamada
reingeniería de procesos es como un “empezar de nuevo”. Esto conllevó un
cambio radical en la manera de pensar y actuar de una organización, lo que
conlleva un cambio de procesos, estructuras organizacionales, estilos y
comportamiento de liderazgo, sistemas de compensación y reconocimiento,
así como las relaciones con los accionistas, clientes, proveedores y otros
grupos externos.
• Re arquitectura de la empresa y rotura de las estructuras del mercado: El
principio básico de esta etapa es: “La calidad se orienta a desarrollar el capital
intelectual de la empresa”, hacer una reingeniería de la mentalidad de los
administradores y romper la estructura del mercado, con el fin de buscar
nuevas formas para llegar con el cliente. La informacion, tecnología y capital
humano, el trabajo, la gestión administrativa y el concepto mismo de
liderazgo forman parte del conocimiento. La informacion completa, confiable
y oportuna se convierte en poder ya que es una herramienta para conocer el
mercado, la demanda, las posibilidades de negocio, pueden generar ventajas
competitivas si se sabe aprovechar.
2.2.9 Diagrama de Pareto
Según Maneiro y Mejías (2009), Un histograma de ocurrencias por categoría
(en el cual las categorías están ordenadas por el número de ocurrencias) se denomina
33
comúnmente como un gráfico, diagrama o carta de Pareto. Se basa en el principio 80-
20; el 20% de las causas representan el 80% de las ocurrencias. Aunque en principio
fue representado por el economista Wilfredo Pareto (1848-1923) en términos de
distribución de la riqueza, su aplicación en el área de ingeniería y calidad se le
atribuye a Joseph Juran (1904-2008).
El diagrama de Pareto es una herramienta de análisis de datos ampliamente
utilizada y es por lo tanto útil en la determinación de la causa principal durante un
esfuerzo de resolución de problemas. Permite ver cuales son los problemas más
grandes, permitiéndoles a los grupos establecer prioridades. En casos típicos, los
pocos (pasos, servicios, ítems, problemas, causas) son responsables por la mayor del
impacto negativo sobre la calidad. Si enfocamos nuestra atención en estos pocos
vitales, podemos obtener la mayor ganancia potencial de nuestros esfuerzos por
mejorar la calidad.
2.2.9.1 Elaboración de un diagrama de Pareto.
Paso 1. Formar dos columnas con los nombres de los defectos y su respectiva
frecuencia. Luego ordenar las frecuencias de los datos comenzando por la de
mayor valor.
Paso 2. Una vez ordenados, construir la columna de frecuencia y frecuencia
acumulada.
Paso 3. Ahora se construye el gráfico. (Maneiro y Mejías, 2009).
2.2.10 Diagrama causa- efecto.
Según Maneiro y Mejías (2009), también conocido como diagrama de espinas
de pescado o diagrama de Ishikawa, es una herramienta que ayuda a identificar,
clasificar y poner de manifiesto las posibles causas de problemas específicos o de
características de calidad del producto. Ilustra gráficamente las relaciones existentes
entre el resultado dado y los factores que influyeron para que se produjeran. De este
modo, al conocer los factores de algún error dentro de los procesos de la empresa, se
pueden tomar medidas específicas para evitar o minimizar en lo posible futuras fallas.
34
Un diagrama causa- efecto, es de por si educativo, sirve para que la gente
conozca con profundidad el proceso con que trabaja, visualizando con claridad las
relaciones entre los efectos y sus causas. Sirve también para guiar las discusiones, al
exponer con claridad los orígenes de un problema de calidad y permite encontrar más
rápidamente las causas asignables cuando el proceso se aparta de su funcionamiento
habitual.
2.2.10.1 Pasos para elaborar un diagrama causa- efecto:
• Encuadrar el efecto a la derecha y dibujar una línea gruesa central
apuntándole.
• Definir claramente el efecto o síntoma cuyas causas han de identificarse.
• Usar tormenta de ideas o un enfoque racional para identificar la posible causa.
• Distribuir y unir las causas principales a la recta central mediante líneas de
70°.
• Añadir sub-causas a las causas principales a lo largo de las líneas inclinadas.
• Descender de nivel hasta llegar a las causas raíz.
• Comprobar la validez lógica de la cadena causal.
• Comprobación de integridad: ramas principales con, ostensiblemente, más o
menos causas que las demás o con menor detalle.
2.2.11 Definición de tormenta de ideas
Según Arraez A (2012), una de las técnicas de creatividad más usadas y
bastante efectiva es el "Brainstorming", o tormenta de ideas, y sus diferentes
variantes. Esta técnica es recomendable en muchos casos y puede combinarse con
otras muchas.
Comenzó en el ámbito de las empresas, aplicándose a temas tan variados como
la productividad, la necesidad de encontrar nuevas ideas y soluciones para los
productos del mercado, encontrar nuevos métodos que desarrollen el pensamiento
creativo a todos los niveles. Pero pronto se extendió también al ámbito académico
con el fin de crear cursos específicos que desarrollen la creatividad.
35
La lluvia de ideas es una técnica de creatividad en grupo. Los miembros del
grupo aportan, durante un tiempo previamente establecido el mayor número de ideas
posibles sobre un tema o problema determinado. Interesa, en primer lugar, la cantidad
de ideas; conviene que los aportes sean breves, que nadie juzgue ninguna, que se
elimine cualquier crítica o autocrítica y que no se produzcan discusiones ni
explicaciones.
El Brainstorming, es una técnica de creatividad, y como tal su objetivo
fundamental es idear una solución a un determinado problema, o mejorar las
soluciones existentes. Los supuestos teóricos en los que se basa el Brainstorming, y
que lo hacen diferente de otros métodos de creatividad existentes son:
• Aplazar el juicio y no realizar críticas, hasta que no agoten las ideas, ya que
actuaría como un inhibidor. Se ha de crear una atmósfera de trabajo en la que
nadie se sienta amenazado.
• Cuantas más ideas se sugieren, mejores resultados se conseguirán: "la
cantidad produce la calidad". Las mejores ideas aparecen tarde en el periodo
de producción de ideas, será más fácil que encontremos las soluciones y
tendremos más variedad sobre la que elegir.
• La producción de ideas en grupos puede ser más efectiva que la individual.
• Asociacionismo: se pone en juego la imaginación y la memoria de forma que
una idea encadena y trae a otra. Las leyes que contribuyen a asociar las ideas
son:
o Semejanza: Con analogías o metáforas.
o Oposición: nos da ideas que conectan dos polos opuestos mediante la
antítesis, la ironía
o Durante las sesiones, las ideas de una persona, serán asociadas de
manera distinta por cada miembro, y hará que aparezcan otras por
contacto
Metodología
36
• El director: Es la figura principal y el encargado de dirigir la sesión. Debe ser
un experto en pensamiento creador. Su función es formular claramente el
problema y que todos se familiaricen con él. Cuando lo haga, debe estimular
ideas, hacer que se rompa el hielo en el grupo. Es el encargado de que se
cumplan las normas, no permitiendo las críticas. Debe permanecer callado e
intervenir cuando se corte la afluencia de ideas, por lo que le será útil llevar ya
un listado de ideas. Su función también será el que todos participen y den
ideas, conceder la palabra. Además, es la persona que da por finalizada la
sesión. Posteriormente, clasificará las ideas de la lista que le proporciona el
secretario.
• El secretario: Registra por escrito las ideas según van surgiendo. Las numera,
las reproduce fielmente, las redacta y se asegura de que todos estén de
acuerdo con lo escrito. Por ultimo, se realiza una lista de ideas.
• Los participantes: Pueden ser habituales o invitados, y miembros o no de la
empresa. Su función es producir ideas. Conviene que entre ellos no haya
diferencias jerárquicas
Fases de la aplicación:
El proceso de Brainstorming se desarrolla en las tres fases de aplicación que se
describen a continuación:
• Descubrir hechos:
o Al menos con un día de antelación, el director comunica por escrito a
los miembros del grupo sobre los temas a tratar.
o El director explica los principios de la Tormenta de ideas e insiste en
la importancia de tenerlos en cuenta.
o precalentamiento: Se comienza la sesión con una ambientación de
unos 10 minutos, tratando un tema sencillo y no comprometido. Es
una fase especialmente importante para los miembros sin experiencia.
37
o Planteamiento del problema: se determina el problema, delimitando,
precisándolo y clarificándolo. A continuación se plantea el problema,
recogiendo las experiencias que se poseen o consultando
documentación. Cuando es complejo, conviene dividirlo en partes.
Aquí es importante la utilización de análisis, desmenuzando el
problema en pequeñas partes y conectando lo nuevo y lo desconocido.
• Producir ideas: Es la fase de tormenta de ideas propiamente dicha.
o Se van aplicando alternativas. Se busca producir una gran cantidad de
ideas, aplicando los principios que se han visto (principios y supuesto
teóricos). Además, es útil cuando se ha trabajado mucho, alejarse del
problema, pues es un buen momento para que se produzcan
asociaciones. Muchas de las nuevas ideas serán ideas antiguas,
mejoradas o combinadas con varias ya conocidas.
o Clausura de la reunión: Al final de la reunión, el director da las gracias
a los asistentes y les ruega que no abandonen el problema, ya que al
día siguiente se le pedirá una lista de ideas que les puedan haber
surgido.
o Se incorporan las ideas surgidas después de la reunión.
• Descubrir soluciones:
o Se elabora una lista definitiva de ideas, para seleccionar las que
parecen más interesantes.
o La selección se realiza desechando las ideas que no tienen valor y se
estudia si son válidas las que se consideran interesantes. Lo mejor es
establecer una lista de criterios de conveniencia o no de cada idea.
o Se seleccionan las ideas más útiles y si es necesario se ponderarán.
Pueden realizarlo los mismos miembros del grupo o crear otros para
esta tarea, clasificadas por categorías (tarea que corresponde al
director).
38
o Presentación de las ideas seleccionadas: se presentan de forma
atractiva, ayudado de soportes visuales.
2.2.12 Definición e importancia de los almacenes.
Según Hernández (2010), El Almacén es una instalación o parte de ésta,
destinada al almacenamiento, manipulación y conservación de mercancías, equipada
tecnológicamente para estos fines. Los almacenes aunque son un mal necesario (se
inmovilizan recursos) brindan algunas ventajas, ya que:
• Permiten una mejor organización en la distribución de las mercancías
• Posibilitan una correcta conservación de los productos
• Posibilitan una utilización racional de la técnica (con la concentración de los
almacenes)
• En algunos casos son parte del proceso productivo (para el añejamiento de
bebidas
2.2.12.1 Actividades fundamentales del almacen.
En el almacén existen tres áreas fundamentales, cuyos nombres coinciden con
los tres procesos básicos que se ejecutan, a saber: recepción, almacenamiento y
despacho, pero no así sus operaciones, o lo que es lo mismo: hay operaciones de
almacenamiento que se realizan en el área de recepción y existen operaciones de
despacho que se realizan en el área de almacenamiento.
• Proceso de recepción: Involucra la descarga de los productos de los medios de
transporte y la operación de verificación y conteo de los productos
• Almacenamiento: La función fundamental del almacén es la de mantener
adecuadamente almacenadas las mercancías que se requieran para el
abastecimiento sistemático, el almacenaje es la acción que se ejecuta después
de recibida la mercancía cuando se procede a su almacenamiento en forma
organizada, con el propósito de viabilizar la función posterior al despacho.
• Despacho: Es el acto de enviar una determinada mercancía a un destino final,
tiene inmersas una serie de actividades tales como: seleccionar el vehículo,
39
embalajes, ubicación en muelle de carga, personal y equipos de cargue,
ubicación de la mercancía, facturas y remisiones, documentos de viaje e
instrucciones de ruta, sellos de seguridad y entrega al transportador.
2.2.13 Diseño de un almacén
Según Rodríguez (2008) “Es mejorar la productividad o simplemente un
almacén nuevo”. Hay una serie de principios y normas en las cuales hay que basarse,
siempre y cuando se pueda ver un almacen similar, por lo cual siempre es
conveniente tener en cuenta principios de rediseño los cuales sirven para favorecer el
sistema o simplemente adecuar los espacios a las nuevas funciones.
2.2.14 Manejo de materiales en almacenes
Según Gómez E. (2008), El manejo de materiales en almacenes es una actividad
que está presente en todas las etapas del proceso de producción, desde la adquisición,
transporte y almacenamiento de las materias primas, materiales en proceso, hasta el
manejo de los productos terminados al almacen y de allí al consumidor, a través de
los distintos canales de comercialización. La actividad de almacenamiento es
necesaria para garantizar el resguardo de los mismos y su disponibilidad, ante la
incertidumbre de las cantidades demandadas y los suministros necesarios.
El diseño de facilidades físicas destinadas a almacenes depende del material o
los materiales a almacenar, del manejo de estos, de la cantidad máxima en inventario,
de la forma de almacenarlos y donde almacenarlos.
La selección del tipo de almacen a utilizar debe basarse fundamentalmente en
las características de los materiales, sus empaques o recipientes que los contengan.
Estos pueden ser de tres tipos: 1-alamcenes completamente cubiertos, 2- parcialmente
cubiertos (solamente techo), 3- totalmente descubiertos. Cuando el material debe
resguardarse contra las variaciones del clima, temperatura, lluvias, y cuando el
material debe almacenarse bajo condiciones especificas de temperaturas y humedad,
requiere un almacen completamente cerrado y en algunos casos aislado térmicamente.
Si los materiales, empaques o recipientes soportan las inclemencias del tiempo, la
selección de un almacen descubierto será lo más apropiado.
40
2.2.15 Lotes de mercancías
Gómez E. (2008), asegura que los lotes de mercancía se refiere a la agrupación
de un mismo material en sus diversas formas de presentación. El tamaño de de estos
es función del inventario y la frecuencia del movimiento de los materiales. La
colocación de las mercancías en lotes permite un mejor manejo y control de la misma.
Las mercancías deben colocarse de tal manera que para su carga y descarga no haya
necesidad de mover materiales distintos a los del lote, por eso es indispensable
diseñar el edificio de tal forma que existan pasillos entre los lotes y los sublotes.
2.2.15.1 Altura de los lotes
La altura de los lotes son puede ser ilimitada, estando restringida por los
siguientes factores:
1. Resistencia mecánica de la paleta a las estanterías de almacenamiento.
2. Resistencia de los envases que contiene el producto.
3. La altura de elevación de los equipos de manejo utilizados para tal fin.
4. La estabilidad de la carga. Los lotes no deben almacenarse a alturas tales que
no permitan brindar rigidez a las rumas o estanterías.
5. La seguridad de la carga y las personas.
6. La altura del almacen disponible.
2.2.16 Capas o camada en almacenes.
Según Gómez E. (2008), Consiste en un arreglo de las unidades de producto
sobre la plataforma o paleta, horizontalmente, de manera uniforme, al mismo nivel.
La carga unitaria puede estar conformada por una o varias capas. El numero de ellas
depende de la capacidad del equipo a utilizado para su manejo, la estabilidad de la
carga y la visibilidad deseable para el operador del equipo.
2.2.17 Ruma en el almacen
Para Gómez E. (2008), Es un arreglo de varias unidades de carga agrupadas en
forma vertical, una encima de la otra. La altura de las mismas depende del equipo de
manejo utilizado y la estabilidad de la carga. La colocación de las cargas en forma de
rama permite una mejor utilización del espacio del almacen.
41
2.2.18 Paletización
De acuerdo a Gómez E. (2008), Se entiende por paletización la organización de
los paquetes o unidades sobre una paleta a fin de conformar eficiente y
económicamente una unidad de compacta, aprovechando al máximo el área de la
misma. Las paletas a su vez pueden ser colocadas una encima de la otra formando
rumas, lo que permite el aprovechamiento del espacio disponible en el almacen.
2.2.19 Paletas en el almacen
Según Gómez E. (2008), Una paleta es una plataforma diseñada para manejar
materiales embalados, colocados convenientemente sobre ella, haciendo el arreglo
por agrupación de las unidades de producto, de tal forma que se comporte como una
“carga unitaria” para su manejo y almacenamiento. La paleta por si sola no constituye
un método de manejo, pero es un elemento indispensable como auxiliar de los
montacargas de horquillas.
La paleta es uno de los más simples e importantes elementos empleados en los
modernos sistemas de manejo de materiales. Su uso se justifica en aquellas industrias
que fabrican grandes cantidades de productos embalados, obteniéndose con su uso
economías de tiempo, dinero y esfuerzo humano.
2.2.19.1 Clasificación de las paletas
• Por su uso, se clasifican en permanentes y desechables
1. Paletas permanentes: son aquellas diseñadas para ser usadas muchas veces
antes de ser desechadas, por lo que deben ser de solida construcción.
2. Paletas desechables: son construidas con materiales livianos y económicos,
ya que se usaran una sola vez y luego se desechan. Se construyen de
cartón, maderas muy baratas o anime. Se usan para despachar cargas a
grandes distancias o cuando es muy costoso su retorno.
• Por su construcción, se clasifican en:
1. Paletas de una sola cara: Este modelo consiste en una plataforma
compuesta de varias tablas apoyadas sobre dos o tres listones transversales
42
de 2”x 4” de sección. Solo se pueden usar con la plataforma hacia arriba y
su empleo se limita al manejo de rumas pequeñas o cuando los materiales
soportan fácilmente un peso concentrado.
2. Paletas de dos caras: son dos plataformas separadas por unos listones
llamados “distanciadores”. En algunas, las dos caras son construidas
idénticamente y se pueden usar indistintamente por cualquier lado, por lo
que se dice que son reversibles. Cuando las dos caras no son idénticas, una
será siempre la cara de carga y la otra la cara de apoyo.
• Por la manera de manejarse: las paletas son construidas especialmente para
ser tomadas, transportadas y descargadas por montacargas de horquillas. De
acuerdo a esto las paletas pueden clasificar de acuerdo a la forma que puedan
ser tomadas en paletas de dos vías y de cuatro vías.
1. Paletas de dos vías: se denominan también paletas de dos entradas , ya
que los brazos del montacargas se pueden introducir en dos direcciones.
2. Paletas de cuatro vías: Llamadas paletas de cuatro entradas, pueden ser
tomadas por los cuatro lados. Se sustituyen los listones continuos por
bloques cortos con lo cual es posible introducir los brazos en cuatro
direcciones.
2.2.19.2 Materiales de construcción de las paletas permanentes.
Las paletas permanentes se construyen de madera, metal o plástico (polietileno
de alta densidad). Las más comunes son de madera, pero hay situaciones especiales
de uso en los cuales se prefieren paletas metálicas o plásticas; las primeras se
recomiendan cuando las cargas son muy pesadas y grandes, o se manejan piezas a
altas temperaturas (fundiciones, talleres de fabricación de partes metálicas, etc). Las
de plástico, se usan cuando se trabaja en ambientes húmedos o refrigerados, y son
ideales para usarse en industrias de alimentos, farmacéuticas, droguerías y otras
similares.
43
En aplicaciones generales hay dos factores importantes para seleccionar el
material de la paleta: 1. Costo inicial y 2- Costo de mantenimiento.
2.2.19.3 Ventajas de los distintos tipos de paletas
Paletas de madera
1. Bajo costo inicial
2. Fáciles de reparar, se les puede reemplazarlas partes dañadas
3. Mayor seguridad de carga. Al tener mayor roce evitan que las cargas resbalen
Paletas metálicas
1. Necesitan menos reparaciones que las de madera
2. Mayor durabilidad
3. No tienen peligro de incendios, no son inflamables
4. Tienen un valor de recuperación, se pueden vender como chatarra.
5. Soportan altas temperaturas, grandes pesos, humedad, etc.
Paletas plásticas
1. No necesitan reparaciones, mas higiénicas, que las de madera y las metálicas
2. Menor peso, no se dañan ni se oxidan con la humedad y el ambiente.
2.2.19.4 Estimación de los requerimientos de paletas.
Para estimar el número de paletas requeridas para producción y almacenamiento, hay
que tomar en cuenta que además de las paletas requeridas para el uso normal hay que
añadir entre un 20% y 30% para paletas en tránsito, vacías, dañadas o en reparación.
2.2.19.5 factores importantes a considerar en la paletización
• Respecto al manejo
1. Tamaño, peso, forma y cantidad de los materiales que han de acondicionarse
en las paletas.
2. Número de piezas por paletas
3. Producción diaria.
• Respecto a la finalidad de uso de las paletas
� Dentro del establecimiento:
44
1. Almacenamiento de materias en proceso, depósitos temporales.
2. Almacenamiento de materias primas o productos acabados.
3. Transporte de materiales de una operación a la otra.
� Transporte de un establecimiento a otro
1. Posibilidad de devolución de las paletas
2. Paletas en transito
3. Cargo por paleta dañada o no devuelta
• Respecto al consumidor
1. Uso de paletas desechables o permanentes
2. Método de envió y retorno
3. Como elementos auxiliares para la venta (emplear paletas que sean de utilidad
para el consumidor)
• Respecto a las características de la planta y del equipo de manejo
� Características
1. Altura del arrume utilizada
2. Características de resistencia del piso
3. Separación entre las columnas.
4. Anchura de la puerta y de los pasillos.
� Equipos
1. Montacargas de horquillas o manual
2. Capacidad del montacargas.
� Mecanismo de sujeción de la carga.
1. Atado con alambre y fleje de acero.
2. Cinta engomada y cinta adhesiva.
3. Cubierta de plástico termotemplado.
� Respecto al costo.
1. Inversión inicial.
2. Mantenimiento necesario (facilidad de reparación).
45
3. Valor de recuperación.
2.2.19.6 Factores a considerar en el desarrollo de modelos de cargas.
1. Tamaño de los materiales: Para una paleta determinada, existirán varias
maneras, una o ninguna posibilidad para paletizar un material de unas
dimensiones dadas.
2. Peso de los materiales: El peso de los materiales determina, conjuntamente
con la estabilidad y la capacidad del equipo y la resistencia de los envases, el
número de capas en una paleta.
3. Altura de la carga unitaria: La altura de la carga unitaria, depende del número
de capas permitidas de acuerdo a la estabilidad y la capacidad del equipo
utilizado.
4. Perdidas de espacio: Algunos modelos de carga deben escogerse de tal manera
que se reduzcan los espacios entre los paquetes sobre las paletas.
5. Falta de compactación: Deben usarse modelos cuyas unidades se traben bien
entre sí, logrando con esto mayor estabilidad de las cargas.
6. Método de aseguramiento de las unidades de carga en los modelos: Las
unidades de carga se pueden pegar o ligar entre sí, se pueden amarrar y se
pueden arreglar las capas de tal manera que se traben entre sí. Los modelos de
cargas en paletas están normalizados por la Marina de Guerra de los Estados
Unidos y son los siguientes:
� Bloque
� Bloque partido
� Ladrillos
� Fila
� Fila partida
� Molinete
� Panal
� Rueda
� Molinete partido
46
2.2.19.7 Tamaño de las paletas
Las paletas, cuadradas o rectangulares, pueden fabricarse en unas dimensiones
determinadas, de acuerdo a las necesidades y las medidas de las cargas, pero esto
daría una gran variedad de ellas en diferentes tamaños que no haría practico su
manejo y por supuesto sería más costoso. Por eso los fabricantes y los usuarios se han
beneficiado con la estandarización de los mismos. Una industria puede seleccionar
uno o varios tamaños de paletas, de acuerdo a la variedad y dimensiones de sus
productos, procurando optimizar el uso de estas.
2.2.19.8 Recomendaciones para envases que deben ser paletizados.
1. Resistencia: Las cajas de cartón deben ser los suficiente fuerte para permitir
arrumar 4 cargas unitarias, de altura aproximada de 16 pies (4.87 m). las cajas
de corrugado deben de fabricarse con el corrugado vertical para dar máxima
resistencia.
2. Peso: un envase o producto individual con un peso no mayor de 35 lbs (16
Kgs) es el más apropiado para la paletización. Pesos de más de 50 lbs (23
Kgs) no son recomendables ya que son difíciles de manipular manualmente al
arrumarlos en las paletas.
3. Volumen: el volumen ideal para la paletización es de aproximadamente de 1
pie3 (28.3 dm3), cajas demasiado grandes o demasiado pequeñas incrementan
los costos de manejo.
4. Altura: Para máxima estabilidad, la altura de los envases debe ser menor que
el largo y su ancho. Empíricamente la altura total de una unidad de carga no
debe de ser mayor de 72” (1.83 m), pudiendo ser menor dependiendo de la
visibilidad, transporte, comodidad y problemas de almacenaje.
2.2.20 Lay- Out de los almacenes
Para Alvarado (2010), es una de las aplicaciones de la logística que se puede traducir
por plano, croquis o proyecto de arquitectura y distribución o una representación
grafica de la configuración de un almacén.
47
2.2.21 Objetivos del Lay- out
Para Alvarado (2010), El objetivo del lay-out es impletar y táctico que le permita a la
organización integrar todas sus actividades para lograr que el producto correcto este
en el lugar correcto y en el tiempo correcto.
Así mismo, Márquez (2010), hace referencia de los aspectos para la distribución de
lay- out en los almacenes:
• Respuesta inmediata al cliente.
• Procesos y gestiones controladas y oportunas.
• Disminución de desperdicios.
• Optimización de todos los recursos de la organización.
• Aumento de la rentabilidad.
• Planeación y programación controlada.
• Competitividad.
2.2.22 Kanban
Para Maynard W, (2011), Es muy común la asociación de kanban = JIT (Justo a
tiempo “Just In Time”) o kanban (Control de inventarios), esto no es cierto, pero si
está relacionado con estos términos. kanban funcionará efectivamente en
combinación con otros elementos del JIT, tales como la calendarización de
producción mediante etiquetas, la buena organización del área de trabajo y el flujo de
la producción. kanban es una herramienta basada en la manera de funcionar de los
supermercados. kanban significa en japonés “etiqueta de instrucción”.
La etiqueta kanban contiene información que sirve como orden de trabajo, ésta
es su función principal, en otras palabras es un dispositivo de dirección automático
que nos da información acerca de qué se va a producir, en qué cantidad, mediante qué
medios y cómo trasportarlo.
• Funciones de kanban
Son dos las funciones principales de kanban: Control de la producción y mejora
de los procesos. Por control de la producción se entiende la integración de los
48
diferentes procesos y el desarrollo de un sistema JIT, en la cual los materiales
llegarán en el tiempo y calidad requerida en las diferentes etapas de la fabricación,
incluso de ser posible incluyendo a los proveedores. Por mejora de los procesos se
entiende facilitar la optimización en las diferentes actividades de la empresa mediante
el uso de kanban, esto se hace mediante técnicas de ingeniería (eliminación de
desperdicio, organización del área de trabajo, reducción de set-up, utilización de
maquinaria versus utilización en base a demanda, manejo de multiprocesos, poka-
yoke, mecanismos a prueba de error, manteniendo preventivo, mantenimiento
productivo total, etc. ) con la consecuente reducción de los niveles de inventario.
Básicamente kanban es útil para poder empezar cualquier operación estándar en
cualquier momento, dar instrucciones basadas en las condiciones actuales del área de
trabajo y prevenir que se agregue trabajo innecesario a aquellas órdenes ya
empezadas y prevenir el exceso de papeleo innecesario.
Otra función de kanban es la de movimiento de material, la etiqueta kanban se
debe mover junto con el material, si esto se lleva a cabo correctamente se logra
priorizar la producción; el kanban con más importancia se pone primero que los
demás y facilitar el control del material.
Durante la implementación del kanban, es importante que el personal encargado
de producción, control de producción y compras comprenda como un sistema kanban
va a facilitar su trabajo y mejorar su eficiencia, mediante la reducción de la
supervisión directa. Básicamente los sistemas kanban pueden aplicarse en plantas con
producción repetitiva. Antes de implementar kanban es necesario desarrollar una
producción que suavice el flujo actual de material. Esta producción deberá ser
practicada en la línea de ensamble final, si existe una fluctuación muy grande en la
integración de los procesos el kanban no funcionará y por el contrario se creará un
desorden. También tendrán que ser implementados sistemas de reducción de set-ups,
de producción de lotes pequeños, jidoka, control visual, poka-yoke, manteniento
preventivo, etc., todo esto es prerrequisito para la introducción del kanban. Además
49
se deberán tomar en cuenta las siguientes consideraciones antes de implementar
kanban:
• Determinar un sistema de calendarización de producción para ensambles finales
que permita desarrollar un sistema de producción mixto y etiquetado.
• Se debe establecer una ruta de kanban que refleje el flujo de materiales, esto
implica designar lugares para que no haya confusión en el manejo de materiales.
Debe ser obvio cuando el material esta fuera de su lugar.
• El uso de kanban está ligado a sistemas de producción de lotes pequeños.
• Se debe tomar en cuenta que aquellos artículos de valor especial deberán ser
tratados diferentes.
• Se debe tener buena comunicación desde el departamento de ventas a producción
para aquellos artículos cíclicos o de temporada que requieren mucha producción,
de manera que se avise con bastante anticipación. El sistema kanban deberá ser
actualizado constantemente y mejorado continuamente.
Implementación de kanban en cuatro fases:
Fase 1. Entrenar a todo el personal en los principios de los beneficios de usar
kanban.
Fase 2. Implementar kanban en aquellos componentes con más problemas para
facilitar su manufactura y para resaltar los problemas escondidos. El entrenamiento
con el personal continúa en la línea de producción.
Fase 3. Implementar kanban en el resto de los componentes, esto no debe ser
problema ya que para esto los operadores ya han visto las ventajas de kanban, se
deben tomar en cuenta todas las opiniones de los operadores ya que ellos son los que
mejor conocen el sistema. Es importante informarles cuando se va estar trabajando en
su área.
Fase 4. Esta fase consiste de la revisión del sistema kanban, los puntos de
reorden y los niveles de reorden, es importante tomar en cuenta las siguientes
recomendaciones para el funcionamiento correcto de kanban:
50
• Ningún trabajo debe ser hecho fuera de secuencia.
• Si se encuentra algún problema notificar al supervisor inmediatamente.
Reglas de kanban
Regla 1. No se debe mandar producto defectuoso a los procesos subsecuentes.
La producción de productos defectuosos implica costos tales como la inversión en
materiales, equipo y mano de obra que no va a poder ser vendida. Este es el mayor
desperdicio de todos. Si se encuentra un defecto, se deben tomar medidas antes que
todo, para prevenir que éste no vuelva a ocurrir. Observaciones:
• El proceso que ha producido un producto defectuoso, lo puede descubrir
inmediatamente.
• El problema descubierto se debe divulgar a todo el personal implicado, no se
debe permitir la recurrencia.
Regla 2. Los procesos subsecuentes requerirán solo de lo que es necesario. Esto
significa que el proceso subsiguiente pedirá el material que necesita al proceso
anterior, en la cantidad necesaria y en el momento adecuado. Se crea una perdida si el
proceso anterior suple de partes y materiales al proceso subsiguiente en el momento
que éste no los necesita o en una cantidad mayor a la que requiere.
La pérdida puede ser muy variada, incluyendo perdida por el exceso de tiempo
extra, perdida en el exceso de inventario y la perdida en la inversión de nuevas
plantas sin saber que la existente cuenta con la capacidad suficiente. La peor perdida
ocurre cuando los procesos no pueden producir lo que es necesario por estar
produciendo lo que no es necesario. Para eliminar este tipo de errores se usa esta
segunda regla.
Existe una serie de pasos que asegura n n que los procesos subsecuentes no
jalarán o requerirán arbitrariamente del proceso anterior:
• No se debe requerir material sin una tarjeta kanban.
• Los artículos que sean requeridos no deben exceder el número de kanban
admitidos.
51
• Una etiqueta de kanban debe siempre acompañar a cada artículo.
Regla 3. Producir solamente la cantidad exacta requerida por el proceso
subsiguiente. Esta regla fue hecha con la condición de que el mismo proceso debe
restringir su inventario al mínimo.
Regla 4. Balancear la producción. De manera en que podemos producir
solamente la cantidad necesaria requerida por el procesos subsecuentes, se hace
necesario para todos los procesos mantener el equipo y a los trabajadores de tal
manera que pueda producir materiales en el momento necesario y en la cantidad
necesaria. En este caso, si el proceso subsiguiente pide material de una manera
incontinua con respecto al tiempo y a la cantidad, el proceso anterior requerirá
personal y máquinas en exceso para satisfacer esa necesidad. En este punto es el que
hace énfasis la cuarta regla, la producción debe estar balanceada o suavizada (smooth,
equalizad).
Regla 5. Kanban es un medio para evitar especulaciones. De manera que para
los trabajadores, kanban, se convierte en su fuente de información para producción y
transportación, ya que dependerán de kanban para llevar a cabo su trabajo, el balance
del sistema de producción adquiere gran importancia. No se vale especular sobre si el
proceso subsiguiente va a necesitar más material la próxima vez, tampoco el proceso
subsiguiente puede preguntarle al proceso anterior si podría empezar el siguiente lote
un poco más temprano, ninguno de los dos puede mandar información al otro,
solamente la que está contenida en las tarjetas kanban. Es muy importante que esté
bien balanceada la producción.
2.2.23 Estrategia 5s´
Para Aguilar J, (2010). Las 5s son cinco principios japoneses cuyos nombres
comienzan por S y que van todos en la misma dirección: Conseguir una empresa
limpia, ordenada y un grato ambiente de trabajo.
• Seiro: Clasificar.
52
• Seiton: Organización.
• Seiso: Limpieza.
• Seiketsu: Estandarizar.
• Shitsuke: Disciplina.
2.2.23.1 Seiro: Separar lo que es necesario de lo que no es y tirar lo que inútil.
¿Cómo se logra? Haciendo inventario de las cosas útiles en el área de trabajo,
entregar un listado de las herramientas o equipos que no sirven en el área de trabajo,
desechar las cosas inútiles.
2.2.23.2 Seiton: Una vez que se identifican cuales son los elementos que se usan con
mayor frecuencia se debe en este paso dar una ubicación demarcando las zonas donde
se utiliza el material en proceso, demarcación de los pasillos alrededor de la maquinas
para no tener ningún obstáculo en el flujo de materiales.
Si el operador cuanta con herramientas, estas pueden colocarse en un lugar
asignado solo para herramientas. Cabe destacar que es bueno siempre realizar un
análisis de método para establecer donde colocar las cosas y así mejorar los tiempos
de producción al tener las herramientas en el lugar más accesible posible.
En tanto a la cantidad específica de cada elemento es de acuerdo a su frecuencia
de uso, con el fin de no tener suficiente inventario d algún elemento que perjudique la
eficiencia del proceso.
2.2.23.3 Seiso: Los trabajadores de cada área deben limpiar a todo su alrededor. En
alguna empresas no solamente se hace esto sino que además toman un día a la semana
para que la gerencia se tome el tiempo de limpiar cierta área con el propósito de
identificar el nivel de 5s y mejorarlo en forma continua. Es bueno que para la
limpieza de área se tome en cuenta la frecuencia de limpieza necesaria y que los
utensilios siempre estén cerca del trabajador.
2.2.23.4 Seiketsu-Estandarizar: Esta fase de la filosofía es esencial para que la
empresa nunca pierda las cosas ya ganadas por las tres fases anteriores. Para lograr
esto es bueno que se defina en cada área como se debe de ver ésta, quien es el
53
responsable del área y la frecuencia de su limpieza si es necesaria. Los trabajadores
son las personas correctas para establecer los estándares de su respectiva área y es
recomendable que lo hagan de la manera más visual posible como fotos o videos.
2.2.23.5 Shitsuke-Disciplina: Al tener las 4 fases anteriores bien establecidas en la
empresa se deben llevar a un nivel en el cuál llegue a ser parte de la cultura de los
trabajadores. Entre las cosas que se destacan aquí es que los trabajadores no dejan que
nadie se salga de los procedimientos establecidos por ellos para poder seguir el
estándar ya creado. Por ejemplo si alguien pasa y tira una basura en el área de ellos
entonces se aproximan a la persona y le comentan sobre las 5s y si alguien de otro
departamento causa un error ellos mismos lo arreglan inmediatamente y le avisan a la
persona.
2.3 Definición de términos
Acción correctiva: Acción tomada para eliminar la causa principal de una no
conformidad detectada u otra situación no deseable.
Almacén: Es una unidad de servicio y soporte en la estructura orgánica y
funcional de una empresa comercial o industrial con objetivos bien definidos de
resguardo, custodia, control y abastecimiento de materiales y productos.
Cicloide: Elemento de maquina que gira cumpliendo una función especifica en
el equipo.
Copas: Elemento operador y de sujeción en la llenadora donde se colocan los
tubos para agregar la crema dental.
Corrida: Se llama corrida cuando se elabora en una línea de producción un
producto desde una fecha hasta otra ya determinada previamente y en dicha
línea se producen varios tipos de productos.
Corrugado: Es un material utilizado fundamentalmente para la fabricación de
embalajes y se compone de tres o cinco papeles lo que confiere a la estructura
una gran resistencia mecánica.
Controlador: Es una pieza de software que permite al sistema operativo y
programas interactuar adecuadamente con dispositivos de hardware.
54
Crema dental: Se usa para la limpieza dental, casi siempre con un cepillo de
dientes. Suelen contener flúor.
Cuarentena: Es la acción de aislar o apartar un producto o elemento por un
tiempo determinado para sus análisis y posterior disposición.
Cuidado bucal: Planta de la empresa Colgate, destinada a la elaboración de
cepillos y cremas para dientes.
Ergonómico: Es una característica que se otorga cuando un determinado
elemento o proceso se adapta a las características fisiológicas, anatómicas,
psicológicas y a las capacidades del trabajador.
Estándares: Término utilizado para referirse a especificaciones técnicas que
definen y describen aspectos de un producto y proceso.
Estuche: Material de empaque que sirve para guardar el tubo de crema dental.
Estuchadora: Maquina de la línea de llenado que tiene como función colocar
los tubos de crema dentro del estuche.
Fosfato: Son las sales o los ésteres del ácido fosfórico empleados como materia
prima para fabricación de diversos productos.
Hombros: Parte superior del material de empaque donde se enrosca la tapa y es
usada en la manufactura de la crema dental.
Jidoka: Término japonés que implica el uso de procesos automáticos o
semiautomáticos para reducir la carga física y mental en los trabajadores.
Hardware: Hace referencia a cualquier componente físico tecnológico, que
trabaja o interactúa de algún modo con la computadora. No sólo incluye
elementos internos como el disco duro, CD-ROM, disquetera, sino que también
hace referencia al cableado, circuitos, gabinete, etc. E incluso hace referencia a
elementos externos como la impresora, el mouse, el teclado, el monitor y demás
periféricos.
HMI: Human Machine Interface, es el dispositivo o sistema que permite el
interfaz entre la persona y la máquina.
55
Interfaz: Parte de un programa que permite el flujo de información entre un
usuario y la aplicación, o entre la aplicación y otros programas o periféricos.
Inventario: Es la existencia de bienes mantenidos para su uso o venta en el
futuro.
Just in time: Sistema de gestión de inventarios.
Layout: Esquema de distribución de los elementos dentro un diseño o planta.
Menta: Tipo de sabor empleado en la fabricación de la crema dental.
Mandril de sujeción: Tipo especial de prensa usada para sujetar un objeto,
usualmente un objeto con simetría radial, en especial un objeto cilíndrico.
Molienda: Área asignada para aplicar el proceso de extraer partes pequeñas de
distintos desechos, desperdicios y scrap.
Nivel Óptimo de Inventario: Es aquel nivel que permite satisfacer plenamente
las necesidades de la empresa con la mínima inversión.
Pandean: Es un proceso de inestabilidad provocado cuando los elementos que
conforman una camada en una paleta no resisten o no soportan el peso de las
demás camadas, provocando su desplazamiento a la dirección de compresión.
Pantalla o display: Dispositivo de salida de ciertos equipos electrónicos que
muestra información a los usuarios de manera visual.
Parámetro: Variable o factor que debe ser considerado a la hora de analizar,
criticar y hacer juicios de una situación determinada.
Pintura expósica: Son recubrimientos de alta resistencia a diferentes ataques.
Poka-yoke: Enfoque japonés de “A prueba de errores” en fabricación. Señales
visuales que destacan errores claramente del resto, o dispositivos que paran una
línea de ensamble o proceso si una parte o etapa se pasa por alto.
Proceso: Conjunto de pasos con el fin de que determinados insumos
interactúen entre sí, para obtener de esta interacción un determinado resultado.
Implica transformación
Planchen: Efecto producido cuando el material de empaque queda aplastado
por el exceso de peso de otro material.
56
Plan de acción: Es un tipo de plan que prioriza las iniciativas más importantes
para cumplir con ciertos objetivos y metas. Es una guía que brinda un marco o
una estructura a la hora de llevar a cabo un proyecto.
Plato: Elemento sujeción de copas que gira en la maquina de llenado de crema
dental.
PLC: Controlador lógico programable, es una computadora utilizada para
automatizar distintos procesos.
Rastrillo de tubos: Elemento de maquina que saca los tubos del mandril.
Resistencia al cambio: Cualquier actuación de los individuos y los grupos de
una organización cuyo efecto es minimizar o limitar la cantidad de cambio que
se produce.
Scrap: Materiales sobrantes de la fabricación que a diferencia de los desechos
puede tener un valor monetario significativo.
Set-up: Parte de un ciclo de producción en donde una máquina, centro de
trabajo o línea de montaje está “preparado” para pasar de la producción de la
última pieza buena del último lote a la primera pieza buena del nuevo lote.
Sistema operativo: Sistema tipo software que controla la computadora y
administra los servicios y sus funciones como así también la ejecución de otros
programas compatibles con éste.
Sistema Pull: Consiste en planificar solo la producción que se va a enviar al
cliente.
SKU: Identificador único que ayuda en la gestión de los productos y del stock.
Puede referirse a versiones diferentes de un solo producto.
Software: Es todo programa o aplicación programado para realizar tareas
específicas.
Windows: Familia de sistemas operativos gráficos (GUI) para computadoras
desarrolladas por la empresa Microsoft.
57
WIP: Trabajo en curso o en proceso de inventario que incluye el conjunto en
general de los elementos pendientes de los productos en un proceso de
producción.
CAPÌTULO III MARCO METODOLÓGICO
En todo proceso de investigación, es fundamental establecer la metodología que
sirva de guía para lograr las metas indicadas en los objetivos. A continuación se
presenta la metodología empleada en el desarrollo de este trabajo.
3.1 Naturaleza de la investigación
Arias F. (2006), define una investigación científica como: “Un proceso
metódico y sistemático dirigido a la solución de problemas o preguntas científicas,
mediante la producción de nuevos conocimientos, los cuales constituyen la solución o
respuesta a tales interrogantes.” (p.22).
De esta forma, el presente trabajo se inserta dentro del criterio y características
de un proyecto factible, pues tiene como objetivo, dar solución a un problema real;
basado en una investigación de campo de tipo descriptivo y documental, como lo es
proponer mejoras para la reducción de scrap a través de la implementación de
herramientas de la ingeniería industrial mediante la información recolectada.
De acuerdo con el manual de trabajo de grado de especialización y maestría y
tesis doctorales, de la Universidad Pedagógica y Experimental Libertador – UPEL
(2006):
“El Proyecto Factible consiste en la investigación, elaboración y desarrollo de una propuesta de un modelo operativo viable para solucionar problemas, requerimientos o necesidades de organizaciones o grupos sociales; puede referirse a la formulación de políticas, programas, tecnologías, métodos o procesos. El Proyecto debe tener apoyo en una investigación de tipo documental, de campo o un diseño que incluya ambas modalidades.”(p.13). De la misma manera, el manual anteriormente mencionado, define:
59
“El Proyecto Factible comprende las siguientes etapas generales: diagnóstico, planteamiento y fundamentación teórica de la propuesta; procedimiento metodológico, actividades y recursos necesarios para su ejecución; análisis y conclusiones sobre la viabilidad y realización del Proyecto; y en caso de su desarrollo, la ejecución de la propuesta y la evaluación tanto del proceso como de sus resultados.” (p.13). En relación con las definiciones anteriores, este trabajo es un proyecto
factible debido a que se elaborará un plan de mejoras para disminuir el scrap en
la empresa Colgate Palmolive C.A. ubicados en valencia, estado Carabobo con
el objeto de aportar soluciones e ideas en pro de solventar el problema ya
mencionado.
3.2 Diseño de la investigación
La elaboración de este trabajo se basó en una investigación de campo, con un
nivel descriptivo y documental. Al respecto, Sabino C. (2002), señala que:
“En las investigaciones de campo los datos de interés se recogen en forma directa de la realidad, mediante el trabajo concreto del investigador y su equipo. Estos datos, obtenidos directamente de la experiencia empírica, son llamados primarios, denominación que alude al hecho de que son datos de primera mano, originales, producto de la investigación en curso sin intermediación de ninguna naturaleza. Cuando, a diferencia de lo anterior, los datos a emplear han sido ya recolectados en otras investigaciones y son conocidos mediante los informes correspondientes nos referimos a datos secundarios, porque han sido obtenidos por otros y nos llegan elaborados y procesados de acuerdo con los fines de quienes inicialmente los obtuvieron y manipularon.” (p.64) También, Arias F. (2006), expresa que la investigación de campo “consiste en
la recolección de datos directamente de los sujetos investigados, o de la realidad
donde ocurren los hechos, sin manipular o controlar variable alguna” (p.31).
Por ende, este trabajo es una investigación de campo debido a que los datos son
recolectados directamente en la línea dos (2) de la planta de llenado y los mismos no
son manipulados ni sus variables son controladas durante el periodo en estudio.
60
3.3 Nivel de la investigación
Arias F (2006) reseña que la investigación descriptiva:
“Consiste en la caracterización de un hecho, fenómeno, individuo o grupo con establecer su estructura o comportamiento. Los estudios descriptivos miden deforma independiente las variables, y aún cuando no se formulen hipótesis, las primeras aparecerán enunciadas en los objetivos de investigación.” (p.20-25).
Por otra parte, la investigación documental, según Arias F. (2006) “Es un
proceso basado en la búsqueda, recuperación, análisis, crítica e interpretación de
datos secundarios” (p.27). Al respecto, Sabino C. (2002), Afirma que:
“Es preciso anotar que los diseños de campo tampoco pueden basarse exclusivamente en datos primarios. Siempre será necesario ubicar e integrar nuestro problema y nuestros resultados dentro de un conjunto de ideas más amplio (marco teórico o referencial), para cuya elaboración es imprescindible realizar consultas o estudios bibliográficos. En síntesis, la distinción entre diseños de campo y bibliográficos es esencialmente instrumental, aplicable a la metodología necesaria para el desarrollo de los mismos, pero no interviene en determinar el carácter científico de la investigación y no invalida la indispensable interacción entre teoría y datos.” (p.65). Se dice que es una investigación documental, debido a que para realizar la
propuesta de mejora de la línea dos (2) para la reducción de scrap, se recurrió a
fuentes de datos con información ya registrada, tales como libros, páginas web, datos
estadísticos, archivos, entre otros y de esta manera fundamentar las conclusiones del
estudio en técnicas y herramientas teóricas ya conocidas.
3.4 Técnicas de recolección de información.
Sabino C (2002), define los datos como “cada uno de los elementos de
información que se recoge durante el desarrollo de una investigación y sobre la base
de los cuales, convenientemente sintetizados, podrán extraerse conclusiones de
relevancia en relación al problema inicial planteado.” (p. 82)
61
Con la finalidad de recolectar datos se dispondrá de una gran variedad de
técnicas, tanto cuantitativas como cualitativas. La Torre M (2007) define las técnicas
y métodos de recolección de datos como:
“Herramientas que se manipulan para obtener información y para llevar a cabo las observaciones de una investigación o estudio determinado. Conforme a lo que se desea estudiar o investigar, la característica a observar, sus propiedades y factores relacionados con aspectos naturales, económicos, políticos, sociales, etc., cuando se selecciona uno de estos instrumentos. En otras palabras, estos son los que permiten efectuar observaciones, de uno u otro fenómeno en una forma más despejada y precisa de la descripción de los hechos a estudiar.”(p. 6)
En este trabajo de grado se utilizaran las siguientes técnicas de colección de
datos:
3.4.1 Observación directa: La Torre M, (2007), la define como “la técnica de
recolección de información por excelencia y se utiliza en todas las ramas de la
ciencia. Su uso está regido por alguna teoría y éstas determinan los aspectos que se
van a observar.” (p.6). Mediante esta técnica se conocerá la forma de trabajar de cada
uno de los operadores así como también, el proceso de llenado de la crema dental,
pudiendo detectar la problemática de exceso de scrap que se produce. Ésta técnica se
empleara para el conocimiento del problema y así comenzar la búsqueda de la
solución.
3.4.2 Entrevista no estructurada: La Torre M (2007), asegura que:
“La entrevista no estructurada, no requiere menos tiempos de preparación, porque no necesita tener por anticipado las palabras precisas de las preguntas. Analizar las respuestas después de la entrevista lleva más tiempo que con la entrevista estructuradas. El mayor costo radica en la preparación, administración y análisis de las entrevistas estructuradas para pregunta cerradas.” (p. 26)
Las entrevistas serán aplicadas al personal que labora en el área de llenado de
cremas dentales, tales como, técnicos, ayudantes y supervisores, mediante reuniones
de mantenimiento autónomo, para así lograr obtener información de gran importancia
62
respecto a la situación actual y algunas propuestas de mejoras por parte del personal
que labora en la línea.
3.4.3 Revisión documental: Arias (2006), lo define como “un proceso basado en la
búsqueda, recuperación, análisis, crítica e interpretación de datos secundarios, es
decir, los obtenidos y registrados por otros investigadores en fuentes documentales:
impresas, audiovisuales o páginas electrónicas”. (p.27). Por medio de la recopilación
documental se obtendrá información de datos a partir de documentos escritos o no
escritos propios de la empresa, que contienen información que puede ser utilizada
dentro de la investigación.
3.4.4 Revisión bibliográfica: Gálvez A (2002), la define como “un procedimiento
estructurado cuyo objetivo es la localización y recuperación de información relevante
para un usuario que quiere dar respuesta a cualquier duda relacionada con su práctica,
ya sea ésta clínica, docente, investigadora o de gestión.”(p.34). Mediante esta técnica
se elaborara una base teórica a cada una de las herramientas utilizadas en los
objetivos, se revisarán trabajos de grado con problemáticas similares, así como
también libros y páginas electrónicas.
3.5 Población y muestra.
3.5.1 Población
Maneiro N y Mejías A (2010), se refieren a la población como “la totalidad de
las observaciones o información, que caracteriza un fenómeno respecto del cual se
desea realizar un estudio” (p. 19)
En relación con el tamaño de la población ésta pueden ser, finitas o infinitas; en
la estadística, el interés principal recae en obtener conclusiones acerca de una
población cuando es imposible o impráctico analizar el conjunto entero de
observaciones que la conforman, surge la necesidad de obtener una muestra
conformada por cinco líneas de llenado (L1, L2, L3, L4 y L5) donde se producen tres
diferentes tipos de crema dental, los cuales son triple acción, menta y total 12; en
volúmenes de 50cc, 75 cc, 100cc y 150cc.
63
3.5.2. Muestra
Arias F, (2006) define la muestra como “un subconjunto representativo y finito
que se extrae de la población accesible” (p. 83)
De dicha población se tomó como objeto de estudio o muestra la línea dos (2),
la cual produce pasta dental total 12 y menta de 150cc.
3.6 Fases metodológicas
Con el fin de lograr los objetivos propuestos, es necesario el establecimiento de
una serie de pasos o fases que permitan conocer la realidad de la situación en estudio
y conduzcan al diseño de la propuesta, lo cual es el fin último de este trabajo. Estas
fases son:
Fase 1: Diagnostico de la situación actual en la generación de scrap de la línea
dos (2) del área de llenado de la planta de cuidado bucal, Colgate Palmolive
Company.
• Se realizara un estudio con el fin de conocer el proceso de llenado de cremas y
poder identificar las fallas y consecuencias del proceso.
• Se realizaran entrevistas no estructuradas al personal que labora en la planta
de llenado, para conocer su opinión, ampliar la información y obtener
propuestas de mejora de su parte.
• Se realizara una revisión documental para cuantificar las pérdidas generadas
durante el año 2013 hasta enero de 2014. Lo que permite hacer una relación
porcentual de la pérdida de material producida por la línea dos de la planta de
llenado.
• Finalmente se priorizaran las fallas encontradas en el proceso para intentar
eliminar o reducir las mismas.
Fase 2: Análisis de las debilidades encontradas que generan el material scrap de
tubos de la línea dos, del área de llenado de la planta de cuidado bucal.
• Se realizara una clasificación de las causas que generan las pérdidas de
material producidas por la línea dos de la planta de llenado a través del
diagrama causa y efecto
64
• Se analizara cada causa, basado en el diagrama causa- efecto.
• Se hará una jerarquización de las fallas a través de la técnica del grupo
nominal, para obtener y estudiar opciones de mejora a las más críticas del
proceso.
• Finalmente se establecerá un resumen de oportunidades de mejoras a fin de
corregir aquellas fallas que tienen mayor influencia en la perdida de material de
la línea dos.
Fase 3: Diseñar un plan de mejoras que conduzcan a la disminución de material
scrap de la línea dos, del área de llenado de la planta de cuidado bucal.
Luego de haber identificado las principales fallas del proceso y haber
establecido las oportunidades de mejoras referentes a la reducción de scrap
producidas durante el proceso operativo de la línea dos (2) de la planta de llenado, se
procederá a plantear propuestas para cada una de ellas, mediante la aplicación de
técnicas de ingeniería industrial.
Fase 4: Evaluar la relación costo-beneficio que genera el plan de mejoras
diseñado.
A través de esta fase, se determinaran los costos asociados a los requerimientos
de la propuesta, mediante:
• La realización de un presupuesto de inversión de la propuesta planteada.
• Una evaluación de beneficio que se podría obtener una vez implementada la
propuesta.
• Establecer la relación costo- beneficio que tendría la propuesta planteada.
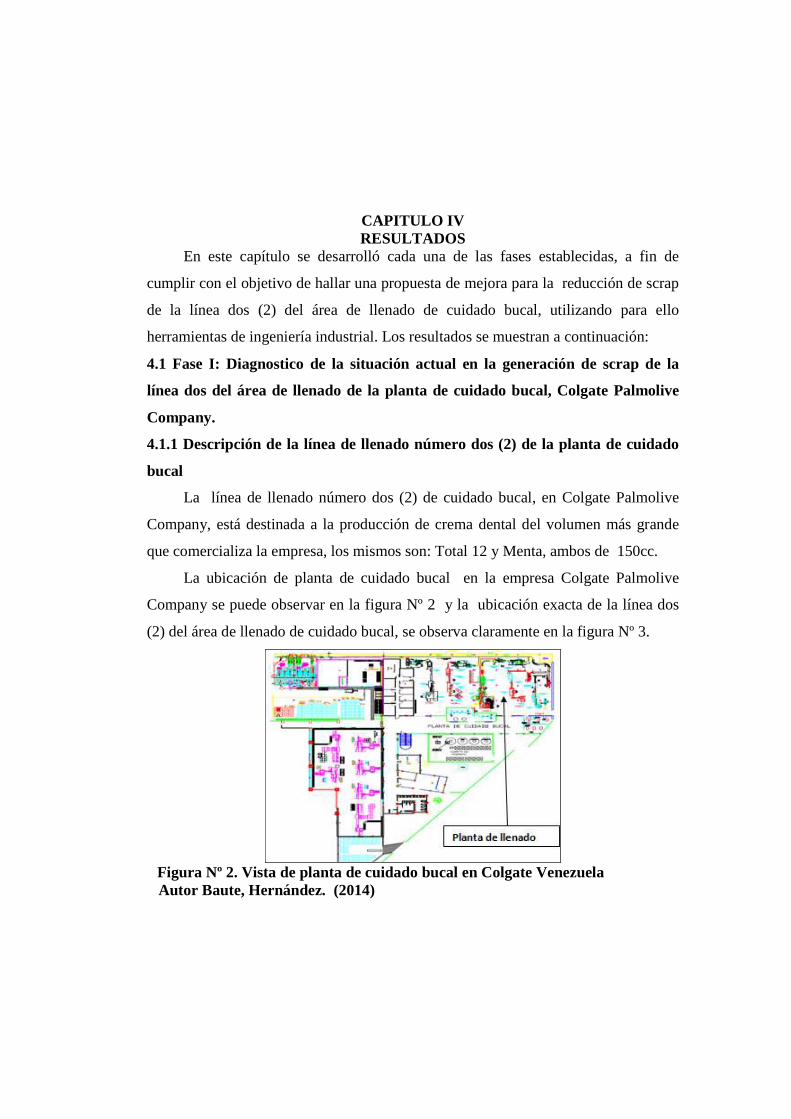
CAPITULO IV RESULTADOS
En este capítulo se desarrolló cada una de las fases establecidas, a fin de
cumplir con el objetivo de hallar una propuesta de mejora para la reducción de scrap
de la línea dos (2) del área de llenado de cuidado bucal, utilizando para ello
herramientas de ingeniería industrial. Los resultados se muestran a continuación:
4.1 Fase I: Diagnostico de la situación actual en la generación de scrap de la
línea dos del área de llenado de la planta de cuidado bucal, Colgate Palmolive
Company.
4.1.1 Descripción de la línea de llenado número dos (2) de la planta de cuidado
bucal
La línea de llenado número dos (2) de cuidado bucal, en Colgate Palmolive
Company, está destinada a la producción de crema dental del volumen más grande
que comercializa la empresa, los mismos son: Total 12 y Menta, ambos de 150cc.
La ubicación de planta de cuidado bucal en la empresa Colgate Palmolive
Company se puede observar en la figura Nº 2 y la ubicación exacta de la línea dos
(2) del área de llenado de cuidado bucal, se observa claramente en la figura Nº 3.
Figura Nº 2. Vista de planta de cuidado bucal en Colgate Venezuela
Autor Baute, Hernández. (2014)
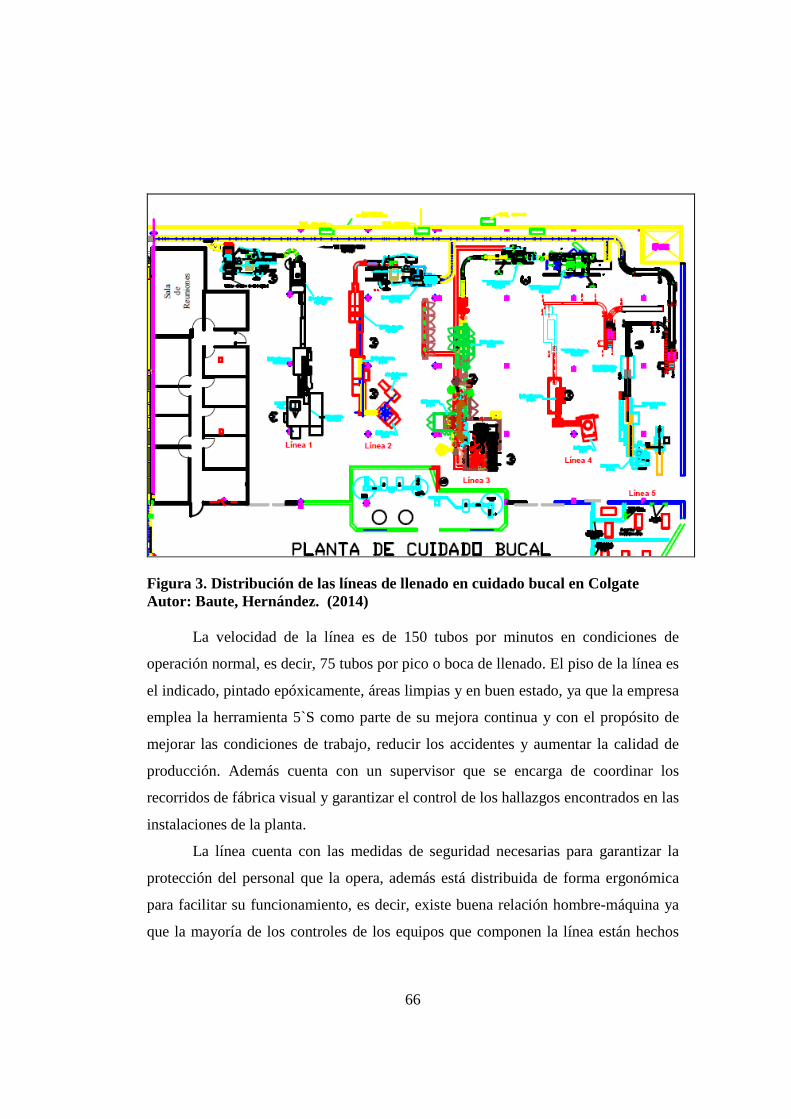
66
Figura 3. Distribución de las líneas de llenado en cuidado bucal en Colgate Autor: Baute, Hernández. (2014)
La velocidad de la línea es de 150 tubos por minutos en condiciones de
operación normal, es decir, 75 tubos por pico o boca de llenado. El piso de la línea es
el indicado, pintado epóxicamente, áreas limpias y en buen estado, ya que la empresa
emplea la herramienta 5`S como parte de su mejora continua y con el propósito de
mejorar las condiciones de trabajo, reducir los accidentes y aumentar la calidad de
producción. Además cuenta con un supervisor que se encarga de coordinar los
recorridos de fábrica visual y garantizar el control de los hallazgos encontrados en las
instalaciones de la planta.
La línea cuenta con las medidas de seguridad necesarias para garantizar la
protección del personal que la opera, además está distribuida de forma ergonómica
para facilitar su funcionamiento, es decir, existe buena relación hombre-máquina ya
que la mayoría de los controles de los equipos que componen la línea están hechos
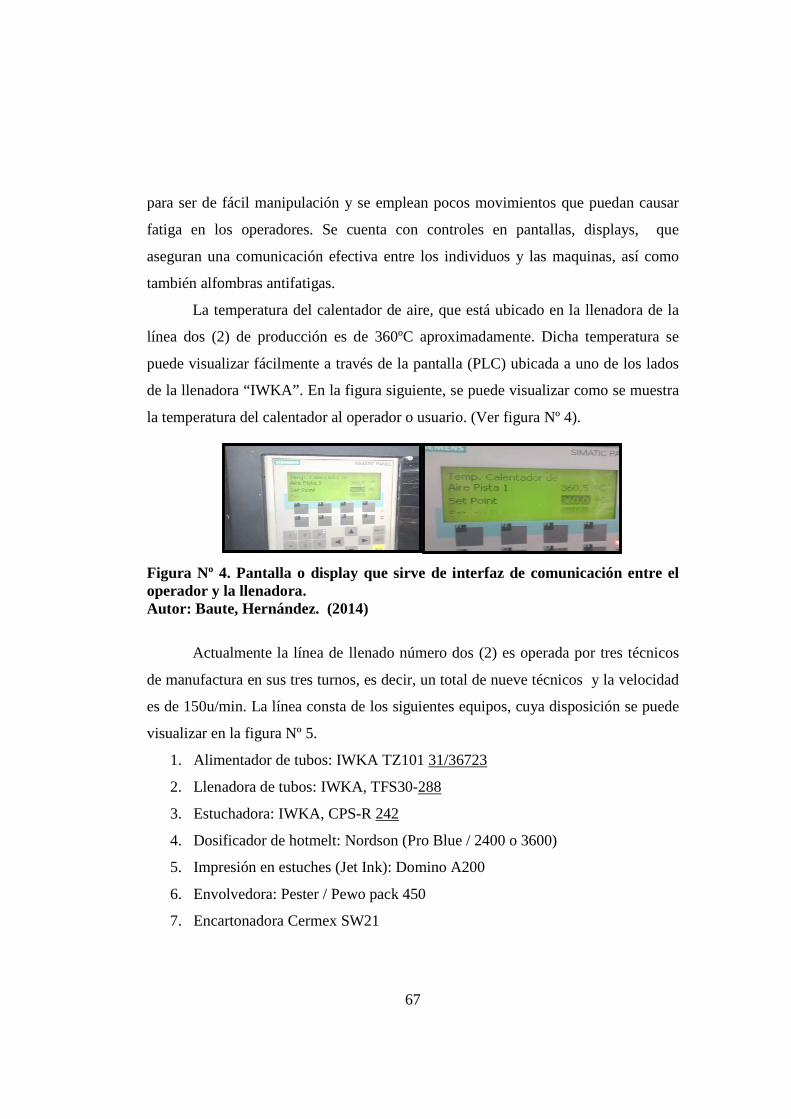
67
para ser de fácil manipulación y se emplean pocos movimientos que puedan causar
fatiga en los operadores. Se cuenta con controles en pantallas, displays, que
aseguran una comunicación efectiva entre los individuos y las maquinas, así como
también alfombras antifatigas.
La temperatura del calentador de aire, que está ubicado en la llenadora de la
línea dos (2) de producción es de 360ºC aproximadamente. Dicha temperatura se
puede visualizar fácilmente a través de la pantalla (PLC) ubicada a uno de los lados
de la llenadora “IWKA”. En la figura siguiente, se puede visualizar como se muestra
la temperatura del calentador al operador o usuario. (Ver figura Nº 4).
Figura Nº 4. Pantalla o display que sirve de interfaz de comunicación entre el operador y la llenadora. Autor: Baute, Hernández. (2014)
Actualmente la línea de llenado número dos (2) es operada por tres técnicos
de manufactura en sus tres turnos, es decir, un total de nueve técnicos y la velocidad
es de 150u/min. La línea consta de los siguientes equipos, cuya disposición se puede
visualizar en la figura Nº 5.
1. Alimentador de tubos: IWKA TZ101 31/36723
2. Llenadora de tubos: IWKA, TFS30-288
3. Estuchadora: IWKA, CPS-R 242
4. Dosificador de hotmelt: Nordson (Pro Blue / 2400 o 3600)
5. Impresión en estuches (Jet Ink): Domino A200
6. Envolvedora: Pester / Pewo pack 450
7. Encartonadora Cermex SW21
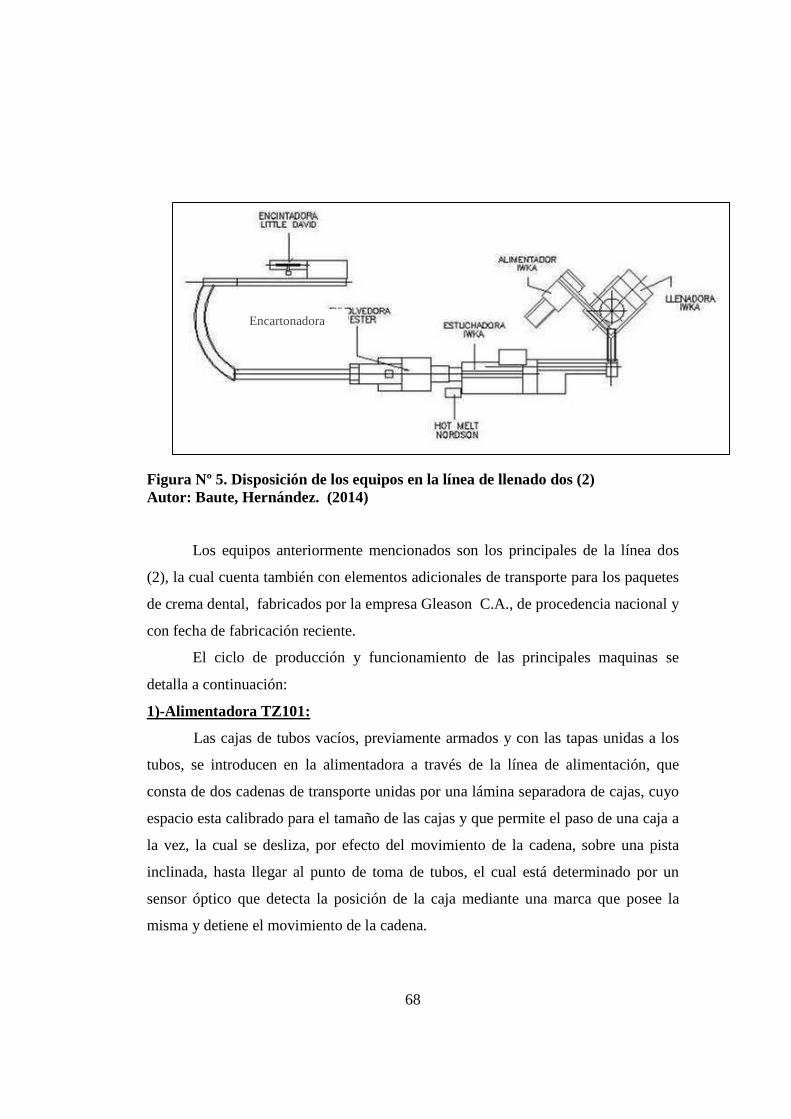
68
Figura Nº 5. Disposición de los equipos en la línea de llenado dos (2) Autor: Baute, Hernández. (2014)
Los equipos anteriormente mencionados son los principales de la línea dos
(2), la cual cuenta también con elementos adicionales de transporte para los paquetes
de crema dental, fabricados por la empresa Gleason C.A., de procedencia nacional y
con fecha de fabricación reciente.
El ciclo de producción y funcionamiento de las principales maquinas se
detalla a continuación:
1)-Alimentadora TZ101:
Las cajas de tubos vacíos, previamente armados y con las tapas unidas a los
tubos, se introducen en la alimentadora a través de la línea de alimentación, que
consta de dos cadenas de transporte unidas por una lámina separadora de cajas, cuyo
espacio esta calibrado para el tamaño de las cajas y que permite el paso de una caja a
la vez, la cual se desliza, por efecto del movimiento de la cadena, sobre una pista
inclinada, hasta llegar al punto de toma de tubos, el cual está determinado por un
sensor óptico que detecta la posición de la caja mediante una marca que posee la
misma y detiene el movimiento de la cadena.
Encartonadora
69
En este punto, el mandril de sujeción de tubos comienza su rotación de 270°
desde la posición horizontal hasta una posición vertical, en sentido horario, donde
desciende hasta tomar una fila completa de tubos, que se acoplan a los sujetadores
del mandril por presión. Al final de la carrera de descenso del mandril, que está
controlada por un cilindro neumático, comienza el movimiento de regreso hacia la
posición horizontal.
Al final de este movimiento, un rastrillo de tubos se desplaza en forma
horizontal sacando los tubos del mandril, cayendo en una banda trasportadora que lo
desplaza hacia la llenadora. Esta banda posee unas guías ajustables al tamaño del
tubo que se está utilizando, para que estos queden orientados de manera
perpendicular a la dirección del movimiento de la banda. Al final de la banda existen
unas guías que direccionan los tubos hacia el insertador de tubos en la llenadora,
dispositivo que acepta dos tubos a la vez.
2)- Llenadora TFS 30
Una vez que llegan los tubos a la llenadora, éstos se posicionan en pares sobre
las copas, las cuales se encuentran ubicadas por pares en un plato giratorio que se
desplaza dentro de la máquina durante todo el ciclo de llenado, y son insertados en
éstas mediante unos empujadores que fijan los tubos a las copas desplazándose
verticalmente. Dentro de las copas se encuentran las cuñas de fijación, que unidas
mediante un resorte, ejercen la presión suficiente para sujetar el tubo radialmente sin
dañarlo.
Una vez se encuentran sujetos los tubos en las copas, lo cual se verifica
mediante dos sensores llamados detectores de tubos-no tubos, el plato gira hasta la
posición de alineación, en donde dos sensores ópticos revisan que ambos tubos estén
alineados y orientados en la posición correcta. De no estar alineados, dos ejes se
desplazan por debajo de las copas y se acoplan con éstas, haciéndolas girar hasta
llegar a la ubicación correcta de los tubos.
Una vez que se cumple la condición de alineación, el plato gira de nuevo
hasta la posición de llenado. En este punto comienza el proceso de llenado, donde la
70
crema, se desplaza hacia la válvula, la cual se abre por acción mecánica de un
sistema de ejes acoplados a un embrague, que permite el acople del sistema con la
leva que determina el tiempo de apertura de las válvulas. Es necesario destacar que si
en un principio, los sensores de tubos-no tubos detectaron que había solo un tubo en
el par de copas, el embrague no se acoplará y el tubo será descartado.
Al mismo tiempo, los picos de llenado se desplazan verticalmente hasta
entrar en el tubo de crema, donde el final de la carrera de los picos coincide con la
apertura de la válvula. Una vez el tubo se llena, las válvulas se cierran y los picos
cortan el suministro de crema remanente y regresan a su posición original.
En este punto, una vez que los tubos están llenos, el plato gira hacia la
posición de sellado, donde los quemadores se acoplan al extremo de los tubos y los
calientan para permitir que las mordazas de codificado doblen el extremo del tubo y
sellen mediante presión ambos extremos. Las mordazas poseen un sistema de
refrigeración por agua, que evita el sobrecalentamiento del tubo y por ende de la
crema.
Una vez que los tubos están sellados, el plato gira hasta su posición final,
donde los tubos son expulsados de las copas por unos tacos que entran por la parte
inferior y son guiados hacia la banda de transferencia mediante guías de teflón que
giran para expulsar los tubos. En este punto son insertados en la estuchadora
mediante el equipo de transferencia (transfer de tubos) que cambia la dirección de
desplazamiento de los tubos para alinearlos con la cadena porta tubos.
3)- Estuchadora CPS-R
En la estuchadora, la cadena porta tubos se encuentra sincronizada con el
dispositivo de armado de estuches, llamado flauta, el cual mediante unas guías
metálicas y un eyector de aire, recibe el estuche plano y desarmado y lo arma de
manera tal que queda listo para recibir el tubo. Una vez armado el estuche, éste se
deja caer por gravedad hacia la cadena porta estuches, que se encuentra sincronizada
con la cadena porta tubos, y donde un sistema de empujadores que se desplaza
71
mediante la acción de un seguidor de leva y una guía metálica, permite que los
empujadores lleven los tubos hacia el interior de los estuches.
Antes de esto, existen sensores que registran la presencia de tubos y/o de
estuches, ya que en caso de que alguno o ambos falten, el seguidor de leva que guía a
los empujadores es desacoplado de la guía para evitar el movimiento innecesario del
empujador y prevenir posibles defectos que esto pueda causar.
Con los tubos en los estuches, los bordes solapados del mismo son llevados a
su posición de sellado, donde los inyectores de pega del equipo NORDSON expulsan
la pega mediante unas boquillas hacia las solapas para sellarlas, las cuales se pliegan
mediante unas guías. Una vez sellado el tubo, se imprime el código de identificación
del mismo y se transfiere a una banda transportadora que lo lleva hacia la
envolvedora.
4)-Envolvedora Pester Pewofold 450
En la envolvedora, los estuches son recibidos desde la banda transportadora y
se agrupan horizontalmente en conjuntos de tres (3). Un sensor detecta la cantidad de
estuches, y una vez se completa el conjunto, unas guías lo elevan para agrupar tres
(3) más debajo de éste, hasta que se obtiene un conjunto de seis (6) estuches de
crema dental.
En este punto, el paquete es desplazado hacia el film, el cual es una película
de polietileno termoencogible transparente que se amolda a la forma del paquete, y
unas cuchillas corta el film de acuerdo a las dimensiones del paquete para que una
resistencia eléctrica selle, mediante aplicación de calor los extremos del film. Una
vez sellados, se trasladan los paquetes a través de un horno que encoge el film
ajustándolo al paquete, y mediante un transportador de rodillos se descarga hacia la
encartonadora.
5)-Encartonadora CERMEX SW21
Luego que se reciben los paquetes en la cámara de apilado, ésta, en un
proceso similar al de la envolvedora, forma una camada de tres (3) paquetes y son

72
elevados por el apilador para recibir debajo otra camada. Esa operación se repite
hasta tener cuatro (4) camadas. Al mismo tiempo, un brazo de transferencia de
corrugados, toma el cartón que viene plegado para su transporte y manipulación, lo
forma con ayuda de unas guías hasta posicionarlo frente a las cuatro (4) camadas de
paquetes. Esta camada es trasladada dentro de la caja, la cual es sellada con cinta
autoadhesiva y queda lista para la paletizacion y su posterior despacho.
4.1.2 Generación del Scrap en la línea dos (2).
En todo proceso productivo se debe cumplir que la entrada de la cantidad de
materia prima coincida con la salida de la cantidad de unidades de producto
terminado; teniendo en cuenta un margen de mermas y desperdicios, los cuales, por
más óptimo que se encuentre el proceso siempre existirá.
En el caso de la línea dos (2) de la planta de llenado, el límite estándar de
pérdida establecido por la empresa es 0.75% de producción por turno; y este límite
tal como se muestra en el gráfico Nº 3 ha sido triplicado durante los últimos años.
Grafico Nº 3. Porcentaje de material losser perdido durante el proceso. Fuerte: Colgate Palmolive C.A. Autores: M Hernández, Y Baute (2014). El gráfico Nº 3, muestra como durante los dos últimos años, la generación de
scrap supera los límites establecidos por la empresa durante el proceso
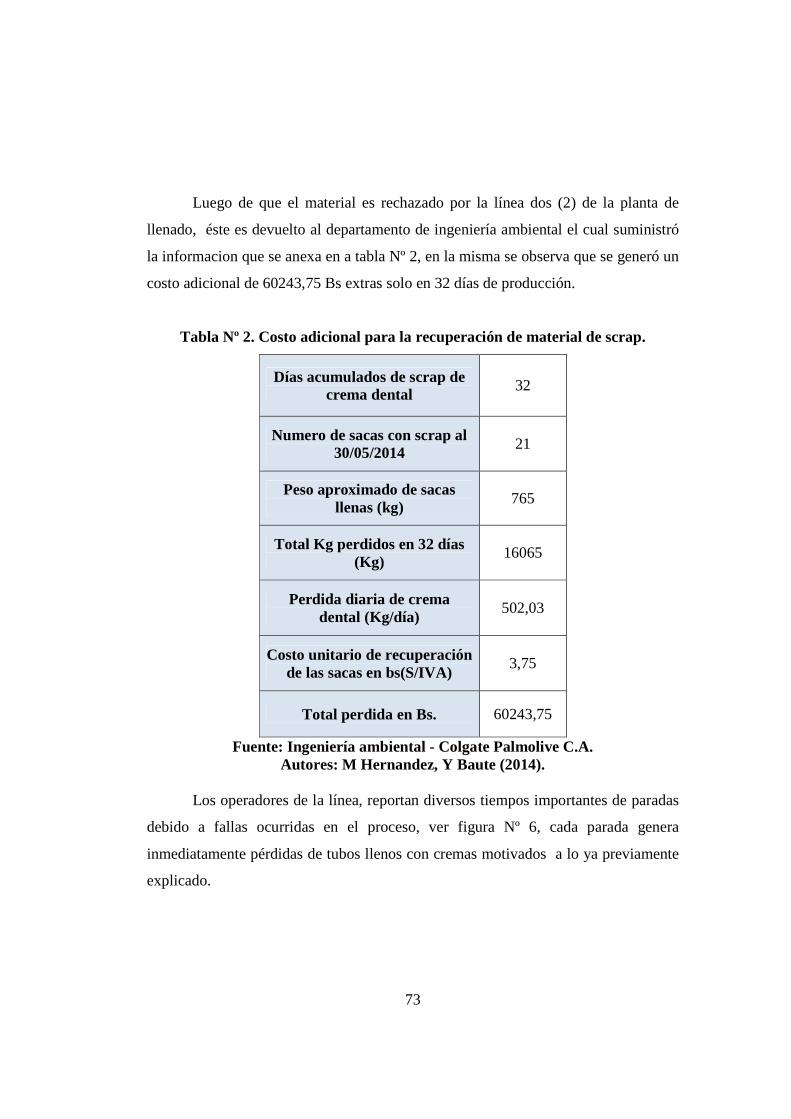
73
Luego de que el material es rechazado por la línea dos (2) de la planta de
llenado, éste es devuelto al departamento de ingeniería ambiental el cual suministró
la informacion que se anexa en a tabla Nº 2, en la misma se observa que se generó un
costo adicional de 60243,75 Bs extras solo en 32 días de producción.
Tabla Nº 2. Costo adicional para la recuperación de material de scrap.
Días acumulados de scrap de crema dental
32
Numero de sacas con scrap al 30/05/2014
21
Peso aproximado de sacas llenas (kg)
765
Total Kg perdidos en 32 días (Kg)
16065
Perdida diaria de crema dental (Kg/día)
502,03
Costo unitario de recuperación de las sacas en bs(S/IVA)
3,75
Total perdida en Bs. 60243,75
Fuente: Ingeniería ambiental - Colgate Palmolive C.A. Autores: M Hernandez, Y Baute (2014).
Los operadores de la línea, reportan diversos tiempos importantes de paradas
debido a fallas ocurridas en el proceso, ver figura Nº 6, cada parada genera
inmediatamente pérdidas de tubos llenos con cremas motivados a lo ya previamente
explicado.
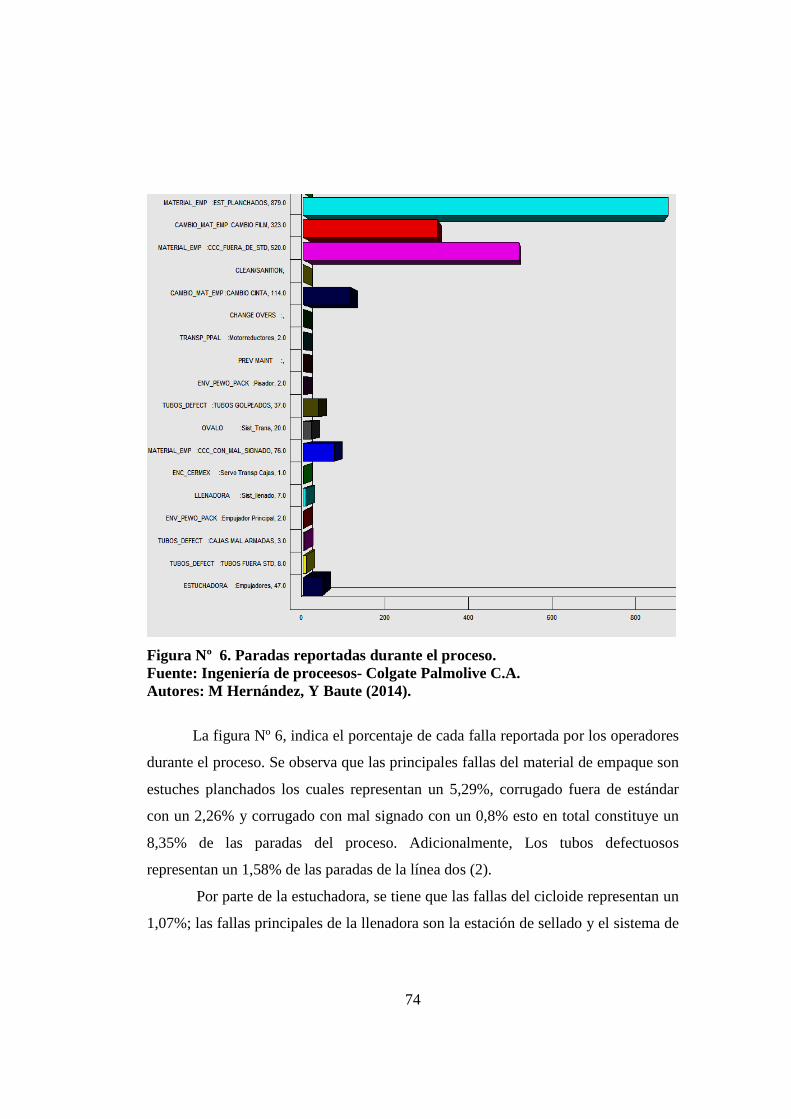
74
Figura Nº 6. Paradas reportadas durante el proceso. Fuente: Ingeniería de proceesos- Colgate Palmolive C.A. Autores: M Hernández, Y Baute (2014).
La figura Nº 6, indica el porcentaje de cada falla reportada por los operadores
durante el proceso. Se observa que las principales fallas del material de empaque son
estuches planchados los cuales representan un 5,29%, corrugado fuera de estándar
con un 2,26% y corrugado con mal signado con un 0,8% esto en total constituye un
8,35% de las paradas del proceso. Adicionalmente, Los tubos defectuosos
representan un 1,58% de las paradas de la línea dos (2).
Por parte de la estuchadora, se tiene que las fallas del cicloide representan un
1,07%; las fallas principales de la llenadora son la estación de sellado y el sistema de
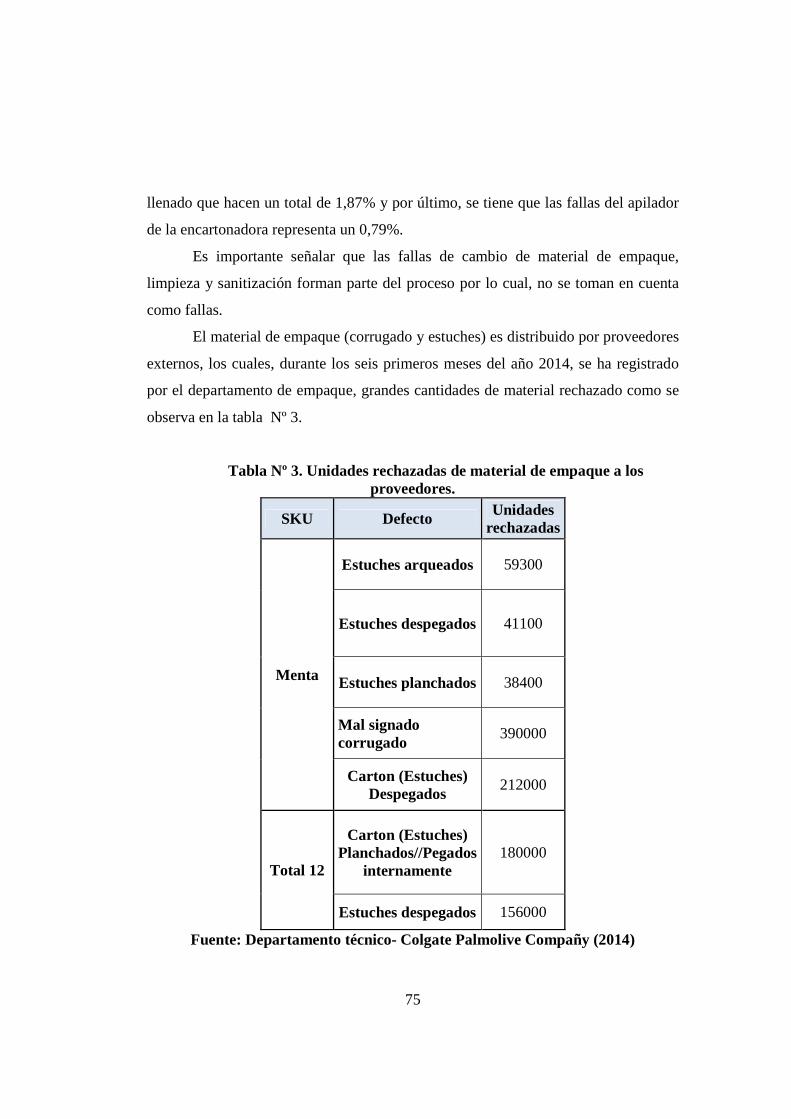
75
llenado que hacen un total de 1,87% y por último, se tiene que las fallas del apilador
de la encartonadora representa un 0,79%.
Es importante señalar que las fallas de cambio de material de empaque,
limpieza y sanitización forman parte del proceso por lo cual, no se toman en cuenta
como fallas.
El material de empaque (corrugado y estuches) es distribuido por proveedores
externos, los cuales, durante los seis primeros meses del año 2014, se ha registrado
por el departamento de empaque, grandes cantidades de material rechazado como se
observa en la tabla Nº 3.
Tabla Nº 3. Unidades rechazadas de material de empaque a los proveedores.
SKU Defecto Unidades rechazadas
Menta
Estuches arqueados 59300
Estuches despegados 41100
Estuches planchados 38400
Mal signado corrugado
390000
Carton (Estuches) Despegados
212000
Total 12
Carton (Estuches) Planchados//Pegados
internamente 180000
Estuches despegados 156000
Fuente: Departamento técnico- Colgate Palmolive Compañy (2014)
76
4.1.3 Debilidades encontradas en la observación realizada
Al observar y detallar el proceso la línea dos (2) del área de llenado, se
encontraron debilidades en el proceso productivo que generan scrap; los siguientes
puntos que se mencionan a continuación provienen de una tormenta de ideas que se
realizó durante una reunión con el personal de ingenieros y técnicos involucrados
con el proceso, las ideas más resaltantes fueron las siguientes:
• Estuches pegados, provenientes del almacén de materia prima.
• Estuches planchados, provenientes del almacén de materia prima.
• Corrugado con mal signado, provenientes del almacén de materia prima.
• Corrugado despegado, provenientes del almacén de materia prima.
• Corrugado fuera de especificaciones, provenientes del almacén de materia
prima, responsables: Departamento de calidad.
• Tubos sucio, provenientes del almacén de materia prima.
• Tubos golpeados, provenientes del almacén de materia prima.
• Tapas flojas, provenientes del ensamble de tubos y tapas, el ensamble se
realiza en la planta de tubos.
• Tubos despegados por las costuras (tubos con fuga), provenientes de la
planta de tubos laminados.
• Tubos desalineados, provenientes de la planta de tubos laminados.
• Paradas no planificadas debido a fallas mecánicas de la línea.
Estas debilidades antes mencionadas, ocasionaron una variación en materia
prima; en el último período, lo que representa aproximadamente de un 1.4% a 3%,
lo que trae como consecuencia un aumento de los costos de materia prima,
disminución de la productividad de la empresa y disminución de la calidad del
producto, ya que el nivel estándar permitido por la empresa no debe superar el
0.75% de pérdidas.
Adicionalmente, durante la observación directa se pudo evidenciar que el
personal involucrado en inspeccionar la calidad de los productos del material de
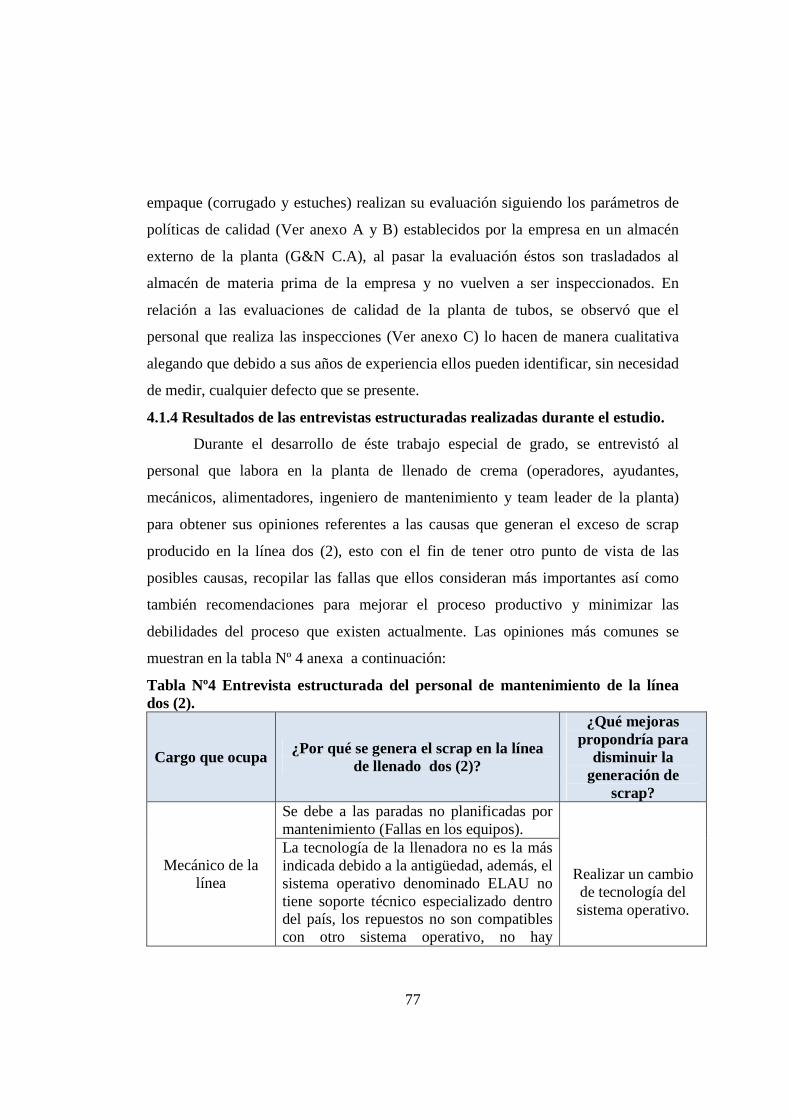
77
empaque (corrugado y estuches) realizan su evaluación siguiendo los parámetros de
políticas de calidad (Ver anexo A y B) establecidos por la empresa en un almacén
externo de la planta (G&N C.A), al pasar la evaluación éstos son trasladados al
almacén de materia prima de la empresa y no vuelven a ser inspeccionados. En
relación a las evaluaciones de calidad de la planta de tubos, se observó que el
personal que realiza las inspecciones (Ver anexo C) lo hacen de manera cualitativa
alegando que debido a sus años de experiencia ellos pueden identificar, sin necesidad
de medir, cualquier defecto que se presente.
4.1.4 Resultados de las entrevistas estructuradas realizadas durante el estudio.
Durante el desarrollo de éste trabajo especial de grado, se entrevistó al
personal que labora en la planta de llenado de crema (operadores, ayudantes,
mecánicos, alimentadores, ingeniero de mantenimiento y team leader de la planta)
para obtener sus opiniones referentes a las causas que generan el exceso de scrap
producido en la línea dos (2), esto con el fin de tener otro punto de vista de las
posibles causas, recopilar las fallas que ellos consideran más importantes así como
también recomendaciones para mejorar el proceso productivo y minimizar las
debilidades del proceso que existen actualmente. Las opiniones más comunes se
muestran en la tabla Nº 4 anexa a continuación:
Tabla Nº4 Entrevista estructurada del personal de mantenimiento de la línea dos (2).
Cargo que ocupa ¿Por qué se genera el scrap en la línea de llenado dos (2)?
¿Qué mejoras propondría para
disminuir la generación de
scrap?
Mecánico de la línea
Se debe a las paradas no planificadas por mantenimiento (Fallas en los equipos).
Realizar un cambio de tecnología del sistema operativo.
La tecnología de la llenadora no es la más indicada debido a la antigüedad, además, el sistema operativo denominado ELAU no tiene soporte técnico especializado dentro del país, los repuestos no son compatibles con otro sistema operativo, no hay
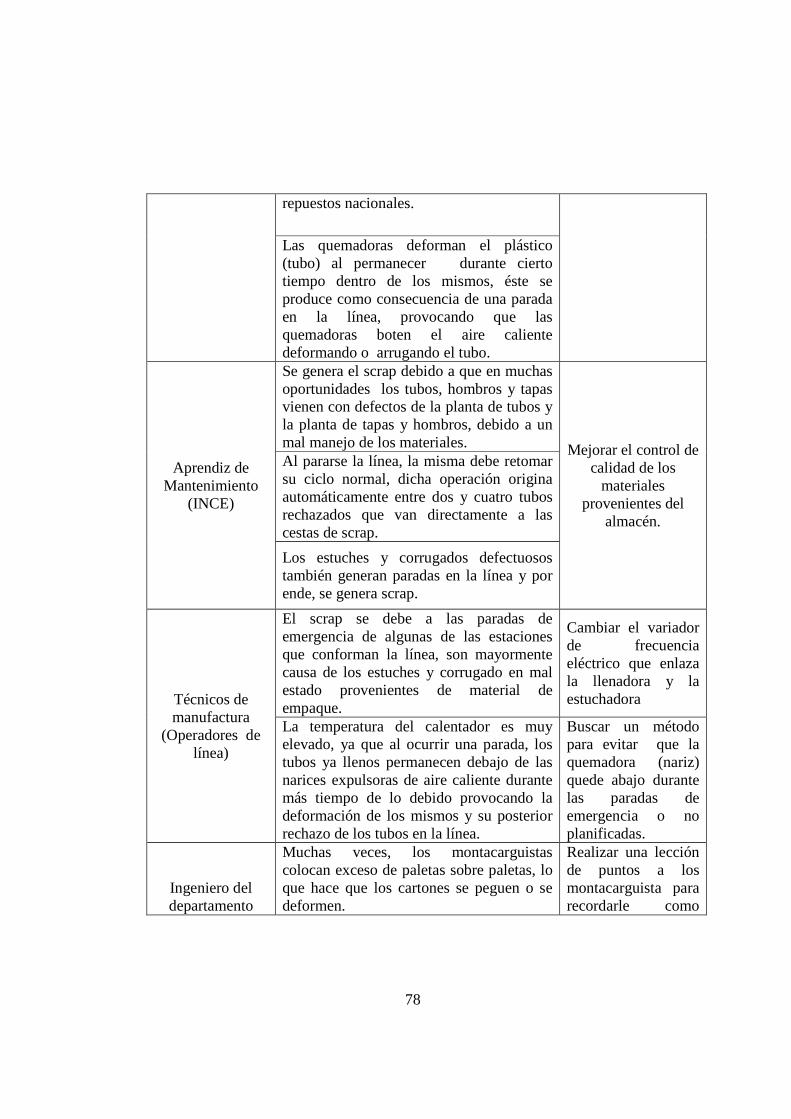
78
repuestos nacionales.
Las quemadoras deforman el plástico (tubo) al permanecer durante cierto tiempo dentro de los mismos, éste se produce como consecuencia de una parada en la línea, provocando que las quemadoras boten el aire caliente deformando o arrugando el tubo.
Aprendiz de Mantenimiento
(INCE)
Se genera el scrap debido a que en muchas oportunidades los tubos, hombros y tapas vienen con defectos de la planta de tubos y la planta de tapas y hombros, debido a un mal manejo de los materiales. Mejorar el control de
calidad de los materiales
provenientes del almacén.
Al pararse la línea, la misma debe retomar su ciclo normal, dicha operación origina automáticamente entre dos y cuatro tubos rechazados que van directamente a las cestas de scrap.
Los estuches y corrugados defectuosos también generan paradas en la línea y por ende, se genera scrap.
Técnicos de manufactura
(Operadores de línea)
El scrap se debe a las paradas de emergencia de algunas de las estaciones que conforman la línea, son mayormente causa de los estuches y corrugado en mal estado provenientes de material de empaque.
Cambiar el variador de frecuencia eléctrico que enlaza la llenadora y la estuchadora
La temperatura del calentador es muy elevado, ya que al ocurrir una parada, los tubos ya llenos permanecen debajo de las narices expulsoras de aire caliente durante más tiempo de lo debido provocando la deformación de los mismos y su posterior rechazo de los tubos en la línea.
Buscar un método para evitar que la quemadora (nariz) quede abajo durante las paradas de emergencia o no planificadas.
Ingeniero del departamento
Muchas veces, los montacarguistas colocan exceso de paletas sobre paletas, lo que hace que los cartones se peguen o se deformen.
Realizar una lección de puntos a los montacarguista para recordarle como
79
técnico (Calidad)
Ingeniero del departamento
técnico (Calidad)
El estado de las paletas no soportan el peso que se ejerce sobre las mismas, lo que hace que se partan y los cartones al ser golpeados se deforman.
debe ser el correcto manejo de los materiales y las causas del mal manejo del mismo. Durante la recepción de los materiales, los
montacarguistas golpean las paletas y el material se deforma. El material de empaque es comprado a proveedores, los mismos no cumplen con la técnica de FIFO y en los almacenes de la planta de cuidado bucal tampoco se cumple con esto.
1. Implementar y aplicar FIFO en los almacenes, ya que el tiempo máximo permitido para que el cartón llegue a la línea en buen estado son dos meses de almacenamiento y los inventarios de seguridad superan este tiempo. 2. Ordenar el almacen. 3. Entrenar a los montacarguistas para que apliquen un adecuado manejo de materiales.
La temperatura y la humedad de los almacenes son factores que afectan directamente las condiciones del cartón ya que el mismo absorbe agua rápidamente (Es un material higroscópico)
Autores: Hernández, Baute (2014)
Gracias a las entrevistas estructuradas realizadas al personal involucrado en el
proceso productivo de la línea dos (2) de la planta de llenado de Colgate-Palmolive
Company, se pudo recopilar fallas que los mismos consideran causas principales de
la generación de scrap en la línea.
4.1.5 Cuantificación de pérdidas generadas durante los seis primeros meses del
año 2014.
Adicionalmente, en la empresa Colgate Palmolive Company, se cuenta con un
registro de producción y fallas que se lleva mediante un programa llamado SFR, el
cual es utilizado a nivel corporativo y mediante éste se intercambia la información de
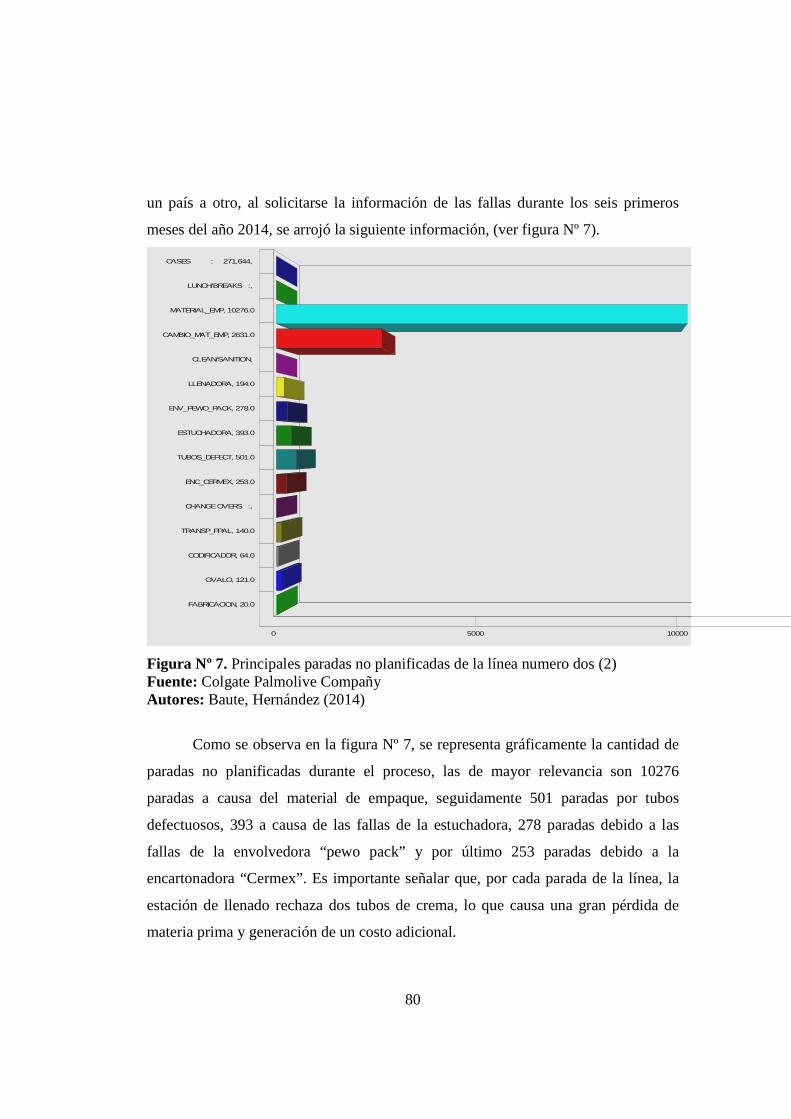
80
un país a otro, al solicitarse la información de las fallas durante los seis primeros
meses del año 2014, se arrojó la siguiente información, (ver figura Nº 7).
FABRICACION, 20.0
OVALO, 121.0
CODIFICADOR, 64.0
TRANSP_PPAL, 140.0
CHANGE OVERS :,
ENC_CERMEX, 253.0
TUBOS_DEFECT, 501.0
ESTUCHADORA, 393.0
ENV_PEWO_PACK, 278.0
LLENADORA, 194.0
CLEAN/SANITION,
CAMBIO_MAT_EMP, 2631.0
MATERIAL_EMP, 10276.0
LUNCH/BREAKS :,
CASES : 271,644,
0 5000 10000
Figura Nº 7. Principales paradas no planificadas de la línea numero dos (2) Fuente: Colgate Palmolive Compañy Autores: Baute, Hernández (2014)
Como se observa en la figura Nº 7, se representa gráficamente la cantidad de
paradas no planificadas durante el proceso, las de mayor relevancia son 10276
paradas a causa del material de empaque, seguidamente 501 paradas por tubos
defectuosos, 393 a causa de las fallas de la estuchadora, 278 paradas debido a las
fallas de la envolvedora “pewo pack” y por último 253 paradas debido a la
encartonadora “Cermex”. Es importante señalar que, por cada parada de la línea, la
estación de llenado rechaza dos tubos de crema, lo que causa una gran pérdida de
materia prima y generación de un costo adicional.
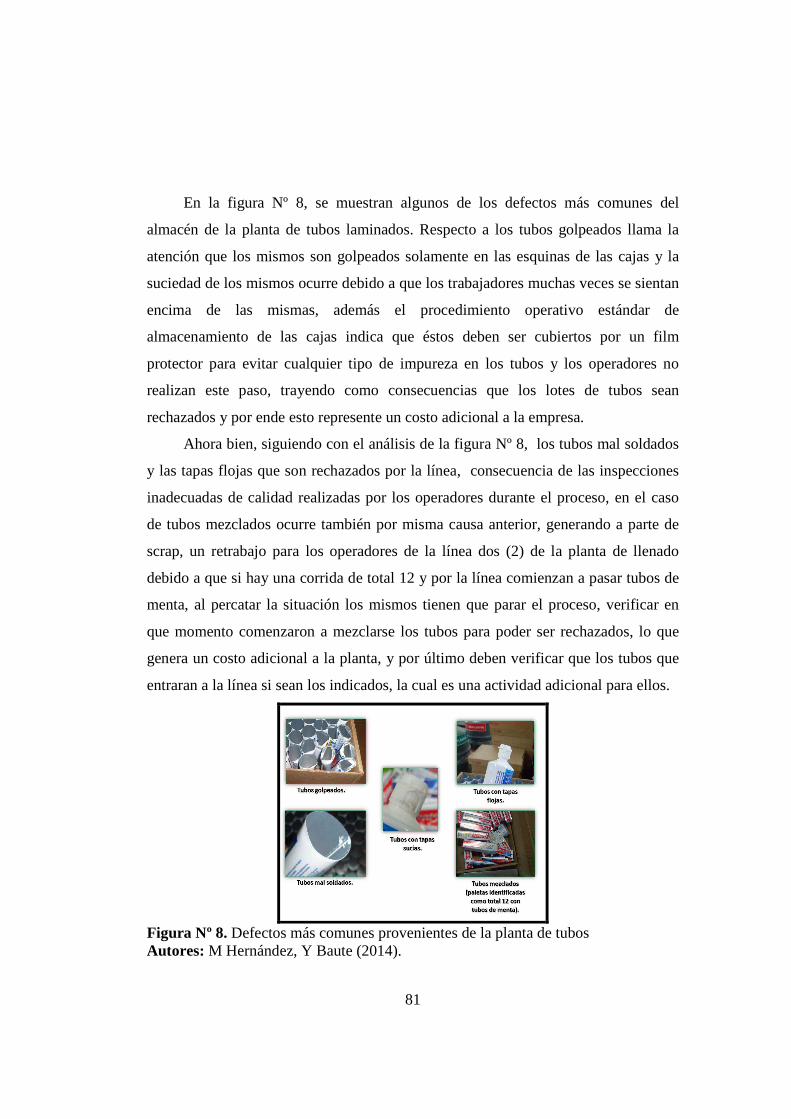
81
En la figura Nº 8, se muestran algunos de los defectos más comunes del
almacén de la planta de tubos laminados. Respecto a los tubos golpeados llama la
atención que los mismos son golpeados solamente en las esquinas de las cajas y la
suciedad de los mismos ocurre debido a que los trabajadores muchas veces se sientan
encima de las mismas, además el procedimiento operativo estándar de
almacenamiento de las cajas indica que éstos deben ser cubiertos por un film
protector para evitar cualquier tipo de impureza en los tubos y los operadores no
realizan este paso, trayendo como consecuencias que los lotes de tubos sean
rechazados y por ende esto represente un costo adicional a la empresa.
Ahora bien, siguiendo con el análisis de la figura Nº 8, los tubos mal soldados
y las tapas flojas que son rechazados por la línea, consecuencia de las inspecciones
inadecuadas de calidad realizadas por los operadores durante el proceso, en el caso
de tubos mezclados ocurre también por misma causa anterior, generando a parte de
scrap, un retrabajo para los operadores de la línea dos (2) de la planta de llenado
debido a que si hay una corrida de total 12 y por la línea comienzan a pasar tubos de
menta, al percatar la situación los mismos tienen que parar el proceso, verificar en
que momento comenzaron a mezclarse los tubos para poder ser rechazados, lo que
genera un costo adicional a la planta, y por último deben verificar que los tubos que
entraran a la línea si sean los indicados, la cual es una actividad adicional para ellos.
Figura Nº 8. Defectos más comunes provenientes de la planta de tubos Autores: M Hernández, Y Baute (2014).
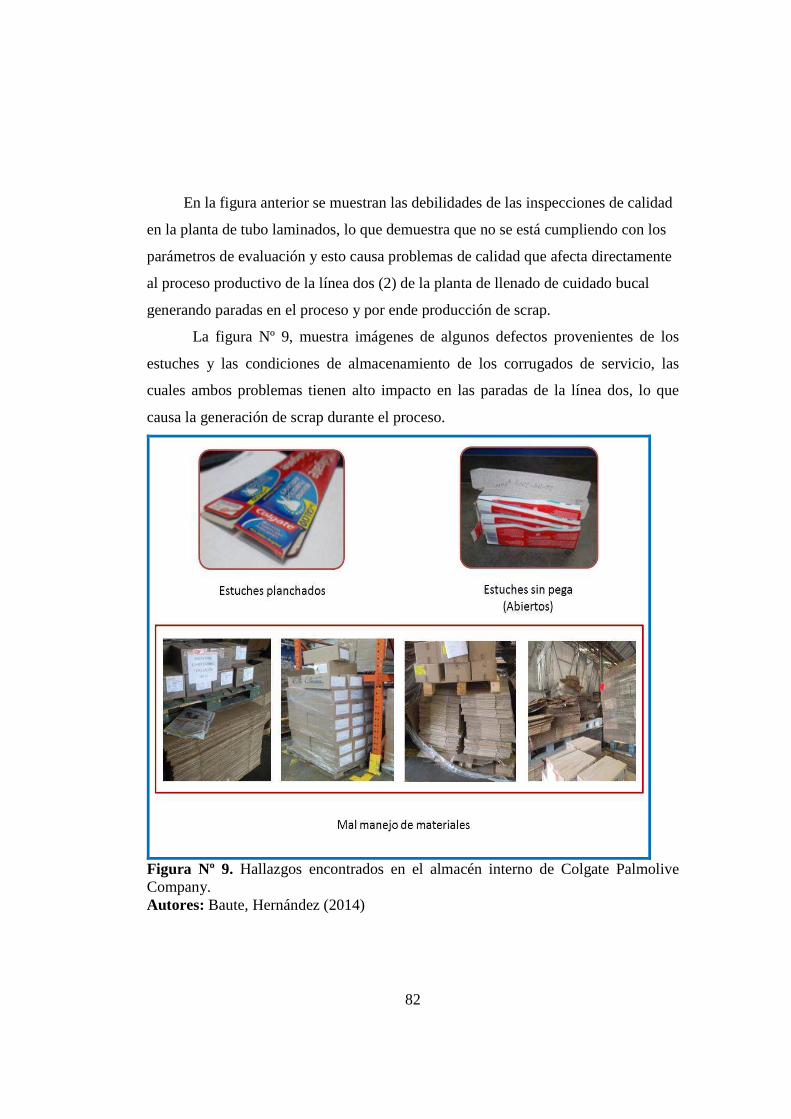
82
En la figura anterior se muestran las debilidades de las inspecciones de calidad
en la planta de tubo laminados, lo que demuestra que no se está cumpliendo con los
parámetros de evaluación y esto causa problemas de calidad que afecta directamente
al proceso productivo de la línea dos (2) de la planta de llenado de cuidado bucal
generando paradas en el proceso y por ende producción de scrap.
La figura Nº 9, muestra imágenes de algunos defectos provenientes de los
estuches y las condiciones de almacenamiento de los corrugados de servicio, las
cuales ambos problemas tienen alto impacto en las paradas de la línea dos, lo que
causa la generación de scrap durante el proceso.
Figura Nº 9. Hallazgos encontrados en el almacén interno de Colgate Palmolive Company. Autores: Baute, Hernández (2014)
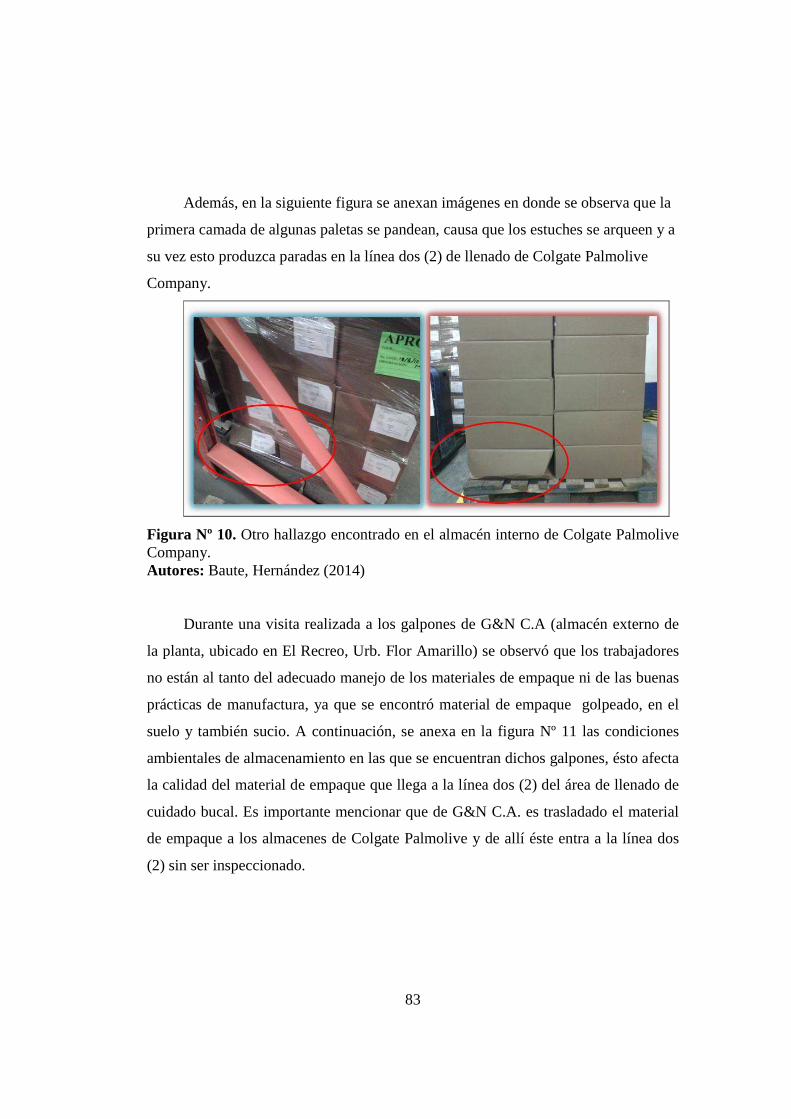
83
Además, en la siguiente figura se anexan imágenes en donde se observa que la
primera camada de algunas paletas se pandean, causa que los estuches se arqueen y a
su vez esto produzca paradas en la línea dos (2) de llenado de Colgate Palmolive
Company.
Figura Nº 10. Otro hallazgo encontrado en el almacén interno de Colgate Palmolive Company. Autores: Baute, Hernández (2014)
Durante una visita realizada a los galpones de G&N C.A (almacén externo de
la planta, ubicado en El Recreo, Urb. Flor Amarillo) se observó que los trabajadores
no están al tanto del adecuado manejo de los materiales de empaque ni de las buenas
prácticas de manufactura, ya que se encontró material de empaque golpeado, en el
suelo y también sucio. A continuación, se anexa en la figura Nº 11 las condiciones
ambientales de almacenamiento en las que se encuentran dichos galpones, ésto afecta
la calidad del material de empaque que llega a la línea dos (2) del área de llenado de
cuidado bucal. Es importante mencionar que de G&N C.A. es trasladado el material
de empaque a los almacenes de Colgate Palmolive y de allí éste entra a la línea dos
(2) sin ser inspeccionado.
84
Figura Nº 11. Hallazgos encontrados en G&N C.A., El Recreo. Autores: Baute, Hernández (2014)
Por último, se anexa en la figura Nº 12 las condiciones de almacenamiento de
los materiales presentes en G&N CA. Tales como materiales mezclados, estuches
expuestos a la suciedad y paletas dañadas. Todo esto también causa que la calidad de
los materiales descienda y genere paradas y en la línea dos (2) de la planta de llenado
de cuidado bucal y por ende se genere scrap.
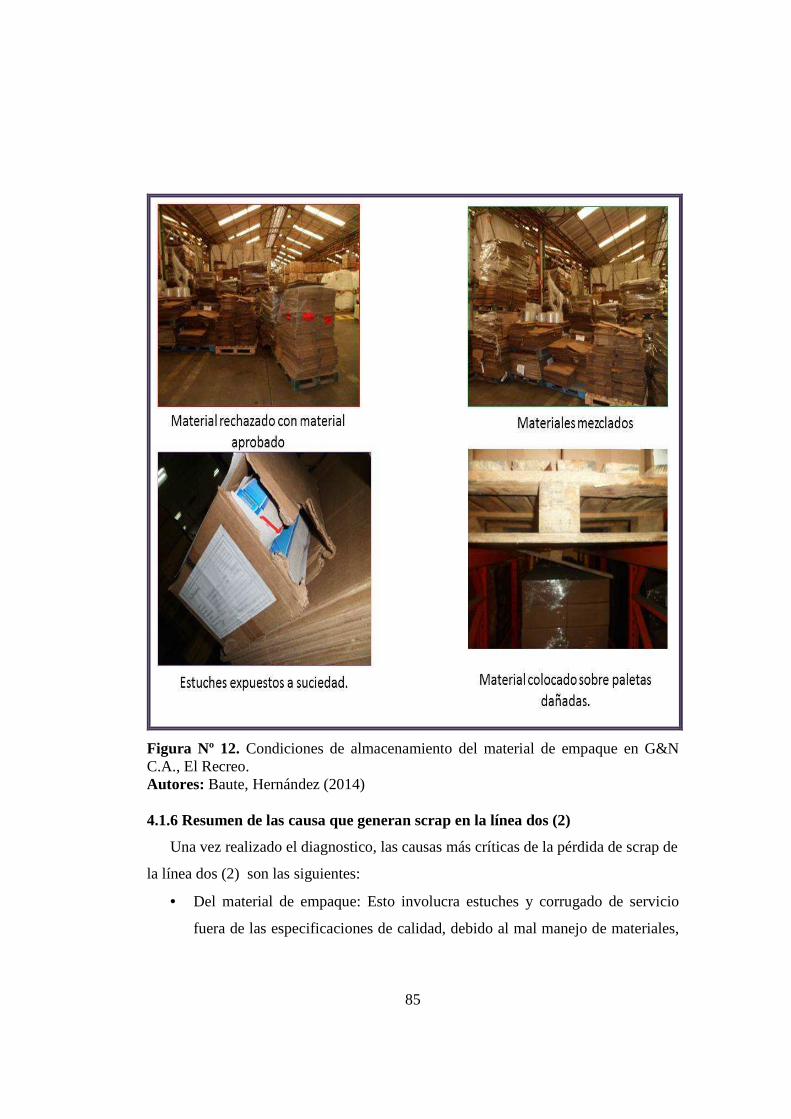
85
Figura Nº 12. Condiciones de almacenamiento del material de empaque en G&N C.A., El Recreo. Autores: Baute, Hernández (2014) 4.1.6 Resumen de las causa que generan scrap en la línea dos (2)
Una vez realizado el diagnostico, las causas más críticas de la pérdida de scrap de
la línea dos (2) son las siguientes:
• Del material de empaque: Esto involucra estuches y corrugado de servicio
fuera de las especificaciones de calidad, debido al mal manejo de materiales,
86
no existe un personal formado para tal labor, las condiciones ambientales del
área de almacenamiento son inadecuadas, paletas dañadas, rotas y en mal
estado.
• De la planta de tubos: Representa el porcentaje de tubos golpeados,
despegados, sucios, con tapas flojas, sin tapa, debido a la falta de
inspecciones del área calidad excepto los tubos golpeados y sucios que son
consecuencia de mal manejo y almacenamiento de los materiales por parte de
los operadores o técnicos de manufactura.
• Fallas mecánicas de la línea debido a la falta de mantenimiento de los
equipos, temperatura del calentador muy elevado, alineación de las
estaciones.
• Tecnología de la línea anticuada, no posee un soporte técnico en el país, los
repuestos son importados y resulta difícil adquirirlos, además son
incompatibles con otro sistema operativo.
4.2 Fase II Análisis de las debilidades encontradas que generan el material scrap
de tubos de la línea dos (2), del área de llenado de la planta de cuidado bucal.
Una vez encontradas las causas principales de la generación de scrap durante
el proceso, a través de la observación directa realizada en las instalaciones de la
línea, entrevistas con el personal involucrado dentro y fuera del proceso, también la
revisión documental, se logró realizar una clasificación del diagrama causa-efecto en
el que luego se fueron analizando cada una individualmente.
4.2.1 Clasificación de las causas encontradas mediante el diagrama Causa
efecto.
A continuación, en la figura Nº 13, se muestra el diagrama causa-efecto
donde se representan cada una de las fallas (causas) encontradas en metodología,
mano de obra, medio ambiente, materiales y maquinaria, siendo métodos la
resultante con el mayor número de posibles causas generadoras de material de scrap:
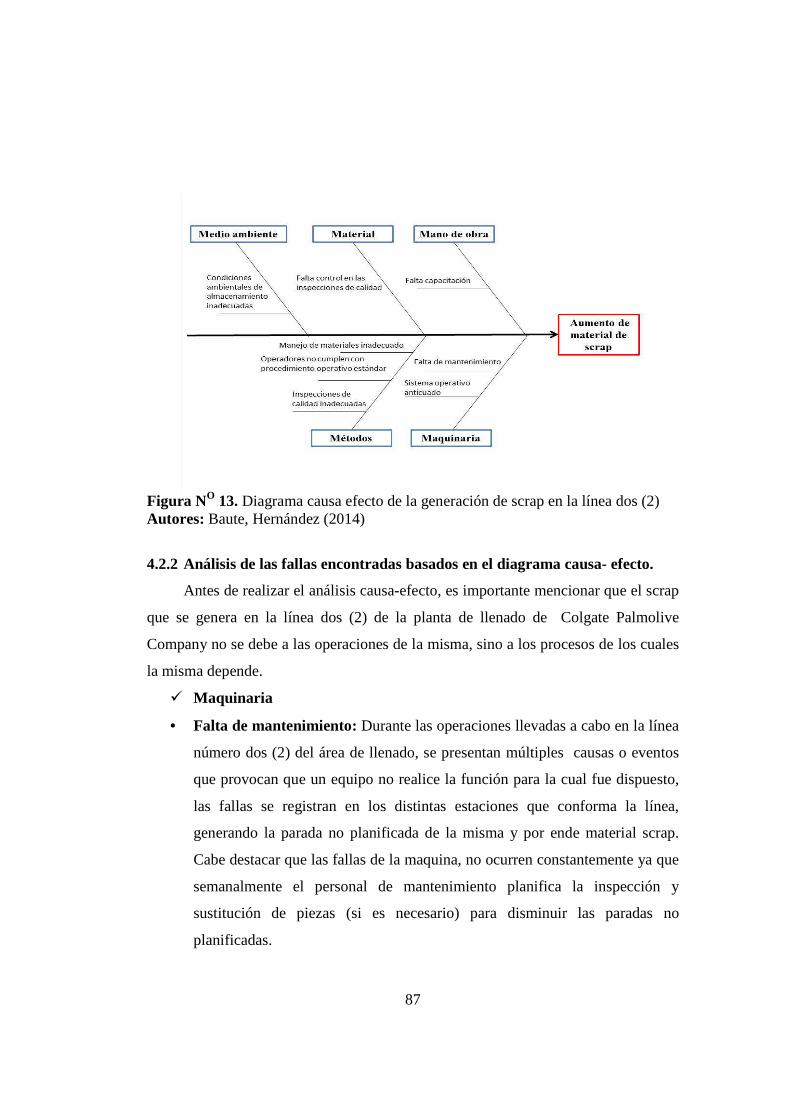
87
Figura NO 13. Diagrama causa efecto de la generación de scrap en la línea dos (2) Autores: Baute, Hernández (2014)
4.2.2 Análisis de las fallas encontradas basados en el diagrama causa- efecto.
Antes de realizar el análisis causa-efecto, es importante mencionar que el scrap
que se genera en la línea dos (2) de la planta de llenado de Colgate Palmolive
Company no se debe a las operaciones de la misma, sino a los procesos de los cuales
la misma depende.
� Maquinaria
• Falta de mantenimiento: Durante las operaciones llevadas a cabo en la línea
número dos (2) del área de llenado, se presentan múltiples causas o eventos
que provocan que un equipo no realice la función para la cual fue dispuesto,
las fallas se registran en los distintas estaciones que conforma la línea,
generando la parada no planificada de la misma y por ende material scrap.
Cabe destacar que las fallas de la maquina, no ocurren constantemente ya que
semanalmente el personal de mantenimiento planifica la inspección y
sustitución de piezas (si es necesario) para disminuir las paradas no
planificadas.
88
• Sistema operativo anticuado: El sistema operativo actual de la línea lleva
como nombre ELAU, sus fabricantes son de origen alemán, en Venezuela no
se cuenta con un soporte técnico especialista, los conocimientos adquiridos
por los operadores de la línea fueron aportados por los ingenieros alemanes
que en su tiempo instalaron el sistema y también por los manuales que trajo el
mismo, los repuestos son importados lo que causa que al presentarse una falla
de cualquier pieza si no se cuenta con un repuesto nuevo como stock, los
mecánicos se ven obligados a sustituirlos por los repuestos reparados
existentes en el taller de la planta de llenado. Además, la versión del sistema
es de hace mas de 15 años y la tecnología de los equipos fabricados
actualmente por la marca son incompatibles con los que están instalados en la
línea debido a su antigüedad, lo que quiere decir que los repuestos han ido
descontinuándose con el pasar de los años.
� Métodos.
• Manejo de materiales inadecuado: Desde el momento de la recepción de
materia prima en el almacén externo G&N C.A, el manejo de los mismos es
inadecuado, las personas que manejan el material de empaque en dicho almacén
no están al tanto de las buenas practicas de manufactura que se deben cumplir,
ya que hay paletas de material de empaque golpeado, sucio y en áreas
inadecuadas (desorden en el área).
También, en el almacen de materia prima y producto terminado de Colgate
Palmolive Company los montacarguistas encargados de la manipulación de la
materia prima, lo realizan de manera inadecuada y existe desorden en el área lo
que no permite seguir un adecuado FIFO, lo que causa que haya un descontrol
en el departamento de planificación ya que en muchos casos el material excede
la fecha de garantía que ofrece Smurfit Kappa C.A. y al momento de presentarse
un defecto en el material este no puede ser devuelto y no se percata tal situación
ya que no se realizan las pruebas de calidad antes de entrar a la línea.
89
Otra de las causas de los estuches arqueados se debe a que por la situación
económica del país Smurfit Kappa C.A. ha optado por bajar la composición de
materia prima y esto ha generado que las cajas no soporten el peso que está
establecido actualmente, es decir el número de camadas debe disminuir para
evitar que los estuches se arqueen.; los cuales al llegar a la línea dos (2) de la
planta de llenado se genera un interrupción en el cicloide de la línea.
• Operadores no cumplen con procedimiento operativo estándar (POE):
En Colgate Palmolive Company, existe un procedimiento operativo estándar que
los operadores deben cumplir para que las condiciones mecánicas de la línea
sean las mismas durante todo el proceso; por cuestiones de “experiencia” en el
proceso, los operadores no están cumpliendo con el procedimiento, lo que trae
como consecuencia una variación mecánica en la línea.
• Inspecciones de calidad inadecuadas: El material de empaque es
suministrado por Smurfit Kappa C.A. y llevado un almacén externo de la
empresa (G&N C.A); es allí donde se realizan las inspecciones de calidad para
los estuches siguiendo los parámetros establecidos (Ver anexo B) en las cuales
se evalúan las características variables que pueden ser medibles (calibre y
humedad) y las características por atributos (color, embozado, planchado,
arqueado, engomado lateral, entre otros) las cuales se evalúan mediante un
patrón establecido. En el caso del la evaluación del corrugado (Ver anexo A) las
características variables son largo, ancho y altura; mientras que las
características por atributos son: impresión, texto, código de barras, entre otros.
Estos materiales al ser inspeccionados y aprobados son transportados al
almacén de materia prima y producto terminado de la empresa Colgate
Palmolive Company y son almacenados hasta que sean demandados por la línea
sin ser evaluados nuevamente, generando exceso de material de empaque
defectuoso.
90
Para la evaluación de tubos laminados, también se sigue un parámetro de
evaluación establecido por la empresa (Ver anexo C) en el que se toma en cuenta
fuga, espesor, diámetro, sellado, entre otros. Actualmente los operadores no
están realizando las evaluaciones tal como se indican en el formato debido a que
por los años de experiencia y las infinitas pruebas de calidad realizadas alegan
que ellos pueden detectar cualquier falla que se presente sin necesidad de seguir
los parámetros del formato.
Adicionalmente, al ser evaluados y aprobados los lotes de tubos, estos son
transportados al almacén de materia prima y producto terminado y en muchas
ocasiones la mayoría de los defectos (tubos golpeados y sucios) se presentan
luego de haber estado almacenados debido a que tampoco se cuenta con un
punto de control antes de ser ingresados a la planta y todo esto causa fallas en la
línea.
� Medio ambiente.
• Condiciones ambientales de almacenamiento son inadecuadas: Las
condiciones de almacenamiento de los estuches y el corrugado es muy
variable, estos comienzan siendo almacenados en galpones ubicados
externamente (G&N C.A.) y debido a su estructura semiabierta se presentan
mas problemas en temporada de invierno ya que el material de empaque se
humedece, esto mismo ocurre en el almacén interno de Colgate Palmolive
Company. También con el fin de evitar que agentes microbiológicos se
reproduzcan en la planta de cuidado bucal, se debe mantener una temperatura
muy por debajo de la temperatura ambiente.
Lo descrito anteriormente para el almacenamiento de los estuches y
corrugado no es conveniente ya que se sabe que el cartón es un material
higroscópico lo que hace absorba agua rápidamente y ésto a su vez causa que
cuando los cartones, estuches o corrugados, sean manipulados por los
sistemas de succión (ventosas) las mismas no puedan ser tomadas y la línea al
91
detectarlo automáticamente detiene el proceso y causa el rechazo de dos
tubos de crema por cada parada. También es importante mencionar que
durante el traslado de G&N C.A al almacén interno de Colgate Palmolive
Company, por las condiciones viales con las que se cuenta en el país, el
material se expone a vibraciones, que causan golpes y deformaciones de los
mismos.
� Mano de obra.
• Falta capacitación: El personal que labora en el área de los almacenes
externos e internos no está informado de las condiciones que deben cumplir
para que realicen con éxito un buen manejo de los materiales. Además, los
operadores que laboran directamente en la línea dos causan que las
condiciones mecánicas de ésta varíen significativamente debido a que no
cumplen con el procedimiento operativo estándar (POE).
� Material
• Falta control en las inspecciones de calidad: Los defectos mas comunes
que se presentan constantemente en la línea dos del área de llenado de
cuidado bucal son tubos golpeados, tubos sin tapa, tubos despegados en las
costuras, tubos con tapas flojas y tubos arrugados en las costuras, todos éstos
provienen del área de fabricación de tubos laminados, al pasar estos por la
estación de llenado los mismos causan una parada de la línea y a su vez
rechazo de dos tubos con crema por cada parada.
Al igual que el caso de tubos defectuosos, por cada parada que se genere a
causa de material de empaque defectuoso ocurre el rechazo de dos tubos en la
llenadora. Los defectos más comunes son: Corrugado de servicio pegado,
golpeado, estuches pegados, estuches doblados, estuches con rebaba y
estuches golpeados.
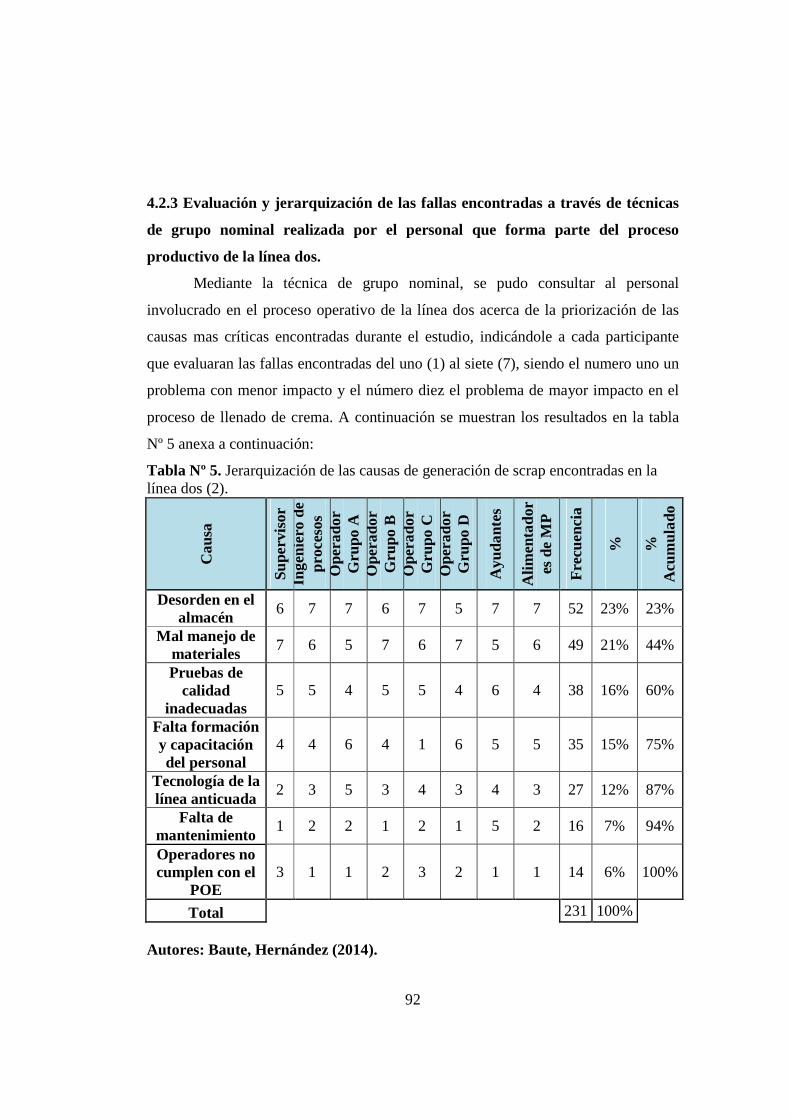
92
4.2.3 Evaluación y jerarquización de las fallas encontradas a través de técnicas
de grupo nominal realizada por el personal que forma parte del proceso
productivo de la línea dos.
Mediante la técnica de grupo nominal, se pudo consultar al personal
involucrado en el proceso operativo de la línea dos acerca de la priorización de las
causas mas críticas encontradas durante el estudio, indicándole a cada participante
que evaluaran las fallas encontradas del uno (1) al siete (7), siendo el numero uno un
problema con menor impacto y el número diez el problema de mayor impacto en el
proceso de llenado de crema. A continuación se muestran los resultados en la tabla
Nº 5 anexa a continuación:
Tabla Nº 5. Jerarquización de las causas de generación de scrap encontradas en la línea dos (2).
Cau
sa
Sup
ervi
sor
Inge
nier
o de
pr
oces
os
Ope
rado
r G
rupo
A
Ope
rado
r G
rupo
B
Ope
rado
r G
rupo
C
Ope
rado
r G
rupo
D
Ayu
dant
es
Alim
enta
dor
es d
e M
P
Fre
cuen
cia
%
%
Acu
mul
ado
Desorden en el almacén
6 7 7 6 7 5 7 7 52 23% 23%
Mal manejo de materiales
7 6 5 7 6 7 5 6 49 21% 44%
Pruebas de calidad
inadecuadas 5 5 4 5 5 4 6 4 38 16% 60%
Falta formación y capacitación del personal
4 4 6 4 1 6 5 5 35 15% 75%
Tecnología de la línea anticuada
2 3 5 3 4 3 4 3 27 12% 87%
Falta de mantenimiento
1 2 2 1 2 1 5 2 16 7% 94%
Operadores no cumplen con el
POE 3 1 1 2 3 2 1 1 14 6% 100%
Total 231 100%
Autores: Baute, Hernández (2014).
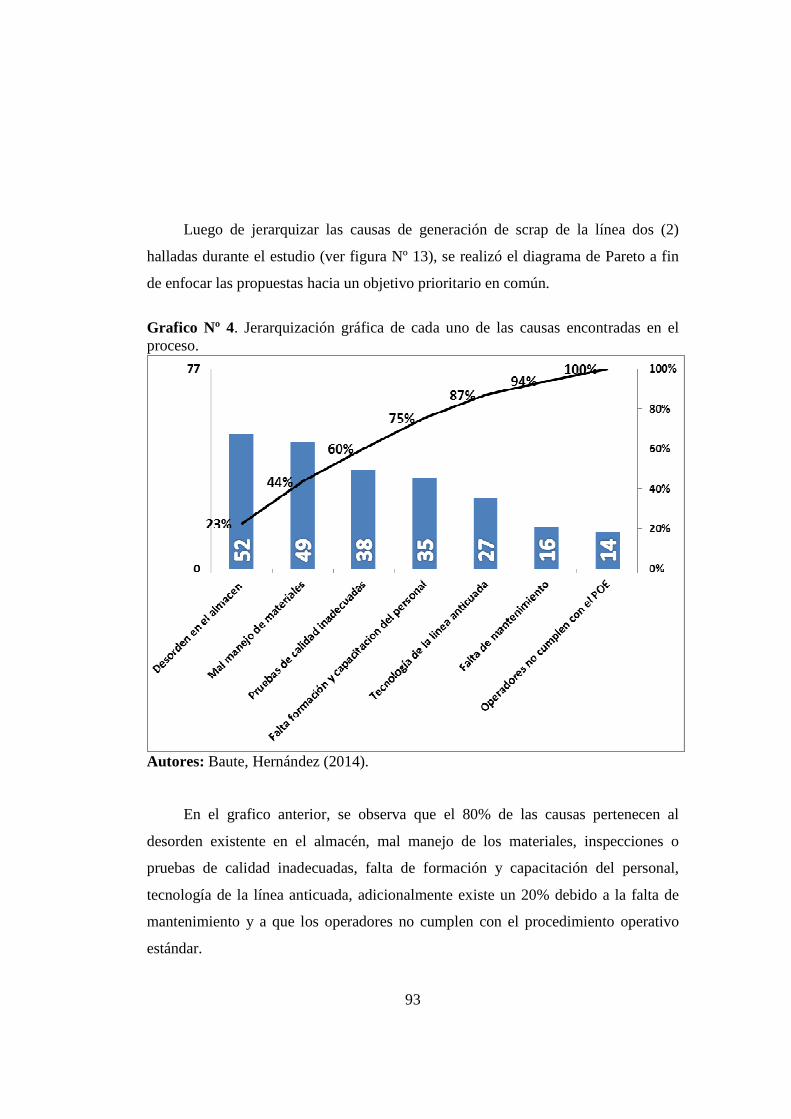
93
Luego de jerarquizar las causas de generación de scrap de la línea dos (2)
halladas durante el estudio (ver figura Nº 13), se realizó el diagrama de Pareto a fin
de enfocar las propuestas hacia un objetivo prioritario en común.
Grafico Nº 4. Jerarquización gráfica de cada uno de las causas encontradas en el proceso.
Autores: Baute, Hernández (2014).
En el grafico anterior, se observa que el 80% de las causas pertenecen al
desorden existente en el almacén, mal manejo de los materiales, inspecciones o
pruebas de calidad inadecuadas, falta de formación y capacitación del personal,
tecnología de la línea anticuada, adicionalmente existe un 20% debido a la falta de
mantenimiento y a que los operadores no cumplen con el procedimiento operativo
estándar.
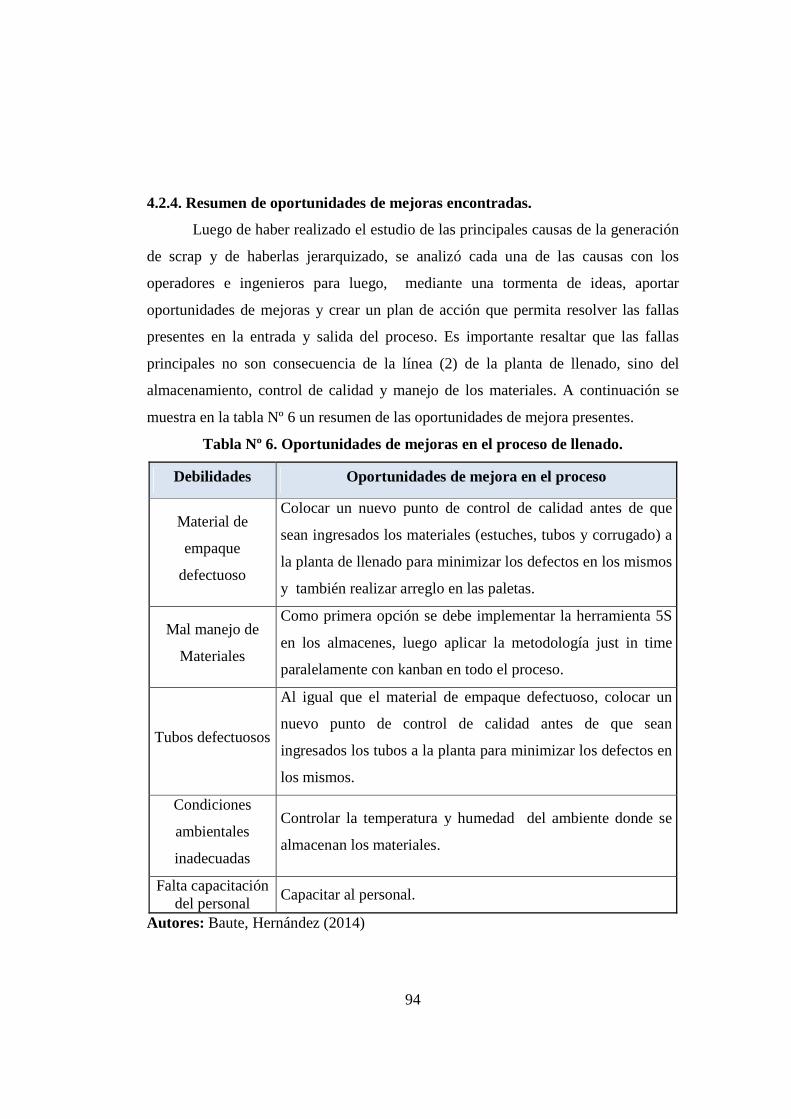
94
4.2.4. Resumen de oportunidades de mejoras encontradas.
Luego de haber realizado el estudio de las principales causas de la generación
de scrap y de haberlas jerarquizado, se analizó cada una de las causas con los
operadores e ingenieros para luego, mediante una tormenta de ideas, aportar
oportunidades de mejoras y crear un plan de acción que permita resolver las fallas
presentes en la entrada y salida del proceso. Es importante resaltar que las fallas
principales no son consecuencia de la línea (2) de la planta de llenado, sino del
almacenamiento, control de calidad y manejo de los materiales. A continuación se
muestra en la tabla Nº 6 un resumen de las oportunidades de mejora presentes.
Tabla Nº 6. Oportunidades de mejoras en el proceso de llenado.
Debilidades Oportunidades de mejora en el proceso
Material de
empaque
defectuoso
Colocar un nuevo punto de control de calidad antes de que
sean ingresados los materiales (estuches, tubos y corrugado) a
la planta de llenado para minimizar los defectos en los mismos
y también realizar arreglo en las paletas.
Mal manejo de
Materiales
Como primera opción se debe implementar la herramienta 5S
en los almacenes, luego aplicar la metodología just in time
paralelamente con kanban en todo el proceso.
Tubos defectuosos
Al igual que el material de empaque defectuoso, colocar un
nuevo punto de control de calidad antes de que sean
ingresados los tubos a la planta para minimizar los defectos en
los mismos.
Condiciones
ambientales
inadecuadas
Controlar la temperatura y humedad del ambiente donde se
almacenan los materiales.
Falta capacitación del personal
Capacitar al personal.
Autores: Baute, Hernández (2014)
95
4.3 Fase III. Diseño de un plan de mejoras que conduzcan a la disminución de
material scrap de la línea dos (2), basado en el análisis realizado.
Luego de haber identificado las principales debilidades y haber establecido las
oportunidades de mejoras referentes a la reducción de scrap generado durante el
proceso operativo de la línea dos (2) de la planta de llenado, se procede a plantear las
distintas propuestas para cada una de ellas, mediante la aplicación de técnicas de
ingeniería industrial.
4.3.1 Propuestas de almacenamiento y comunicación.
Las propuestas hacia el área de manejo de materiales y almacén van dirigidas
no solo al movimiento, sino al embalaje, manipulación, transporte, ubicación y
almacenaje, teniendo en cuenta el tiempo y el espacio disponible, es decir, es preciso
poseer un buen apoyo logístico y conocer todos los instrumentos y maquinarias
necesarias para el desempeño de estas funciones. Para lograr lo antes mencionado se
debe realizar lo siguiente:
4.3.1.1 Reordenamiento de los almacenes externos e internos de Colgate
Palmolive Company empleando las herramientas 5`s y Just in Time Kanban.
Es importante mencionar que dicha propuesta es aplicable tanto al almacén
externo (G&N C.A) como al interno de materia prima y producto terminado de
Colgate Palmolive Company. En líneas generales, la propuesta se basa en aplicar la
técnica de mejoramiento continuo 5`s el cual es primordial para obtener un cambio
beneficioso en el proceso, ordenando y estandarizando las áreas y a su vez aplicando
la técnica Just in time (JIT) para disponer correctamente del material en el momento
que sea necesario.
• Técnica de 5S para los almacenes:
La 1° S: Seiri (Clasificación y Descarte)
Con la ayuda del personal de limpieza, bajo supervisión del jefe de los
almacenes y preferiblemente el líder de la planta de llenado, se debe realizar un
inventario físico de los materiales, colocar etiquetas de aprobado, rechazado y en
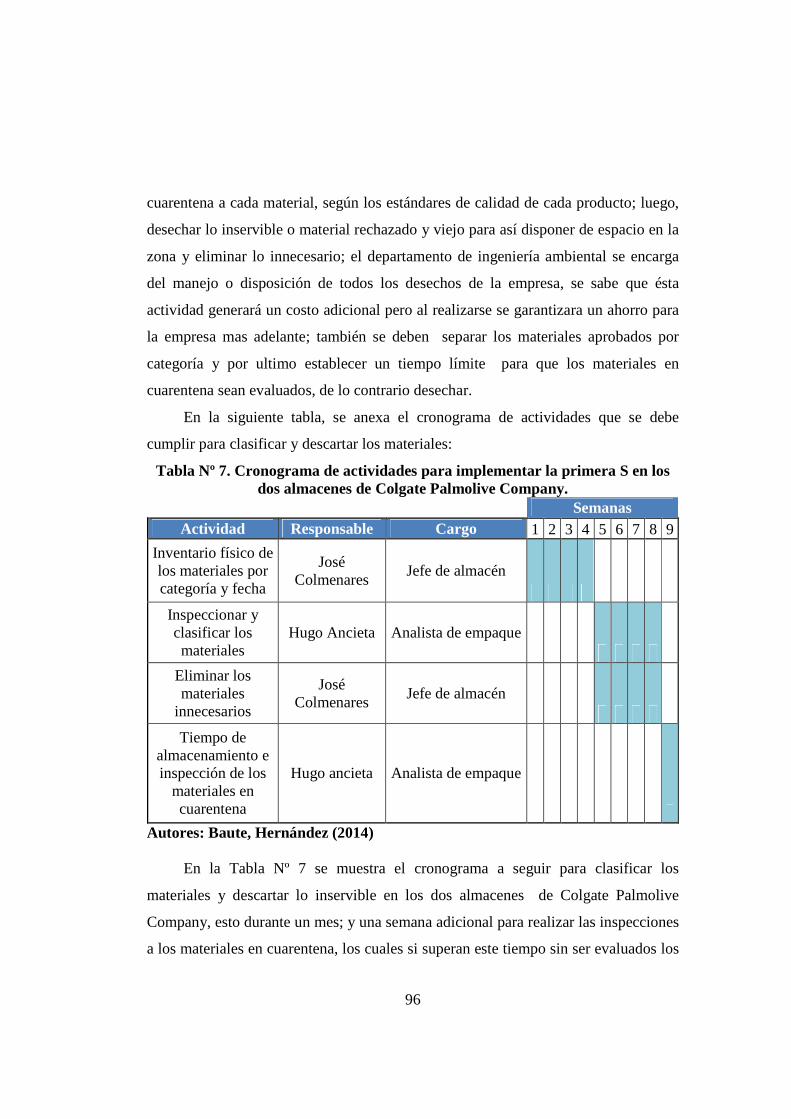
96
cuarentena a cada material, según los estándares de calidad de cada producto; luego,
desechar lo inservible o material rechazado y viejo para así disponer de espacio en la
zona y eliminar lo innecesario; el departamento de ingeniería ambiental se encarga
del manejo o disposición de todos los desechos de la empresa, se sabe que ésta
actividad generará un costo adicional pero al realizarse se garantizara un ahorro para
la empresa mas adelante; también se deben separar los materiales aprobados por
categoría y por ultimo establecer un tiempo límite para que los materiales en
cuarentena sean evaluados, de lo contrario desechar.
En la siguiente tabla, se anexa el cronograma de actividades que se debe
cumplir para clasificar y descartar los materiales:
Tabla Nº 7. Cronograma de actividades para implementar la primera S en los dos almacenes de Colgate Palmolive Company.
Semanas Actividad Responsable Cargo 1 2 3 4 5 6 7 8 9
Inventario físico de los materiales por categoría y fecha
José Colmenares
Jefe de almacén
Inspeccionar y clasificar los materiales
Hugo Ancieta Analista de empaque
Eliminar los materiales
innecesarios
José Colmenares
Jefe de almacén
Tiempo de almacenamiento e inspección de los
materiales en cuarentena
Hugo ancieta Analista de empaque
Autores: Baute, Hernández (2014)
En la Tabla Nº 7 se muestra el cronograma a seguir para clasificar los
materiales y descartar lo inservible en los dos almacenes de Colgate Palmolive
Company, esto durante un mes; y una semana adicional para realizar las inspecciones
a los materiales en cuarentena, los cuales si superan este tiempo sin ser evaluados los
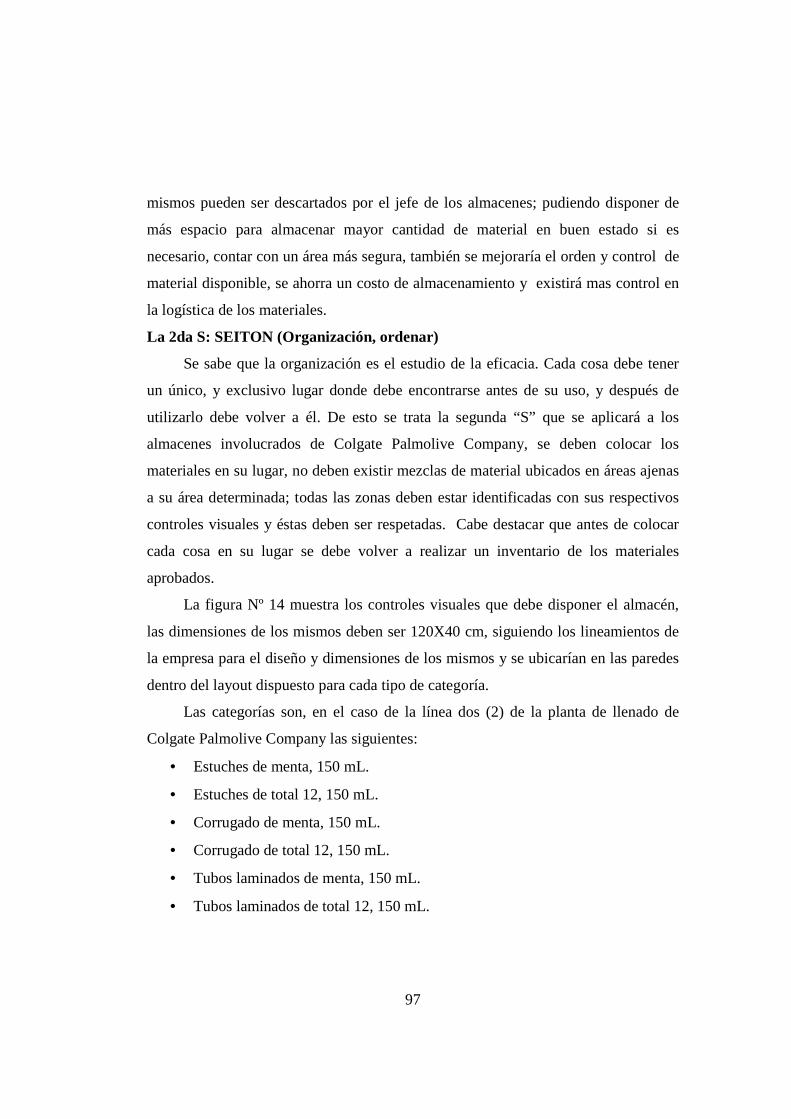
97
mismos pueden ser descartados por el jefe de los almacenes; pudiendo disponer de
más espacio para almacenar mayor cantidad de material en buen estado si es
necesario, contar con un área más segura, también se mejoraría el orden y control de
material disponible, se ahorra un costo de almacenamiento y existirá mas control en
la logística de los materiales.
La 2da S: SEITON (Organización, ordenar)
Se sabe que la organización es el estudio de la eficacia. Cada cosa debe tener
un único, y exclusivo lugar donde debe encontrarse antes de su uso, y después de
utilizarlo debe volver a él. De esto se trata la segunda “S” que se aplicará a los
almacenes involucrados de Colgate Palmolive Company, se deben colocar los
materiales en su lugar, no deben existir mezclas de material ubicados en áreas ajenas
a su área determinada; todas las zonas deben estar identificadas con sus respectivos
controles visuales y éstas deben ser respetadas. Cabe destacar que antes de colocar
cada cosa en su lugar se debe volver a realizar un inventario de los materiales
aprobados.
La figura Nº 14 muestra los controles visuales que debe disponer el almacén,
las dimensiones de los mismos deben ser 120X40 cm, siguiendo los lineamientos de
la empresa para el diseño y dimensiones de los mismos y se ubicarían en las paredes
dentro del layout dispuesto para cada tipo de categoría.
Las categorías son, en el caso de la línea dos (2) de la planta de llenado de
Colgate Palmolive Company las siguientes:
• Estuches de menta, 150 mL.
• Estuches de total 12, 150 mL.
• Corrugado de menta, 150 mL.
• Corrugado de total 12, 150 mL.
• Tubos laminados de menta, 150 mL.
• Tubos laminados de total 12, 150 mL.
98
Para cada control visual se debe realizar mínimo dos unidades por categoría,
dependiendo del tamaño del layout disponible en el almacén para las mismas. (Ver
figura No 14).
Figura Nº 14. Diseño de controles visuales para ubicar en los almacenes de Colgate Palmolive Company . Autores: Baute, Hernández (2014).
En la figura anterior, se muestra la propuesta de los controles visuales que se
deben ubicar en distintas áreas de los almacenes de Colgate Palmolive Company para
un mejor control de los materiales.
En la tabla siguiente se anexa el cronograma de actividades a realizarse para el
cumplimiento de la segunda S:
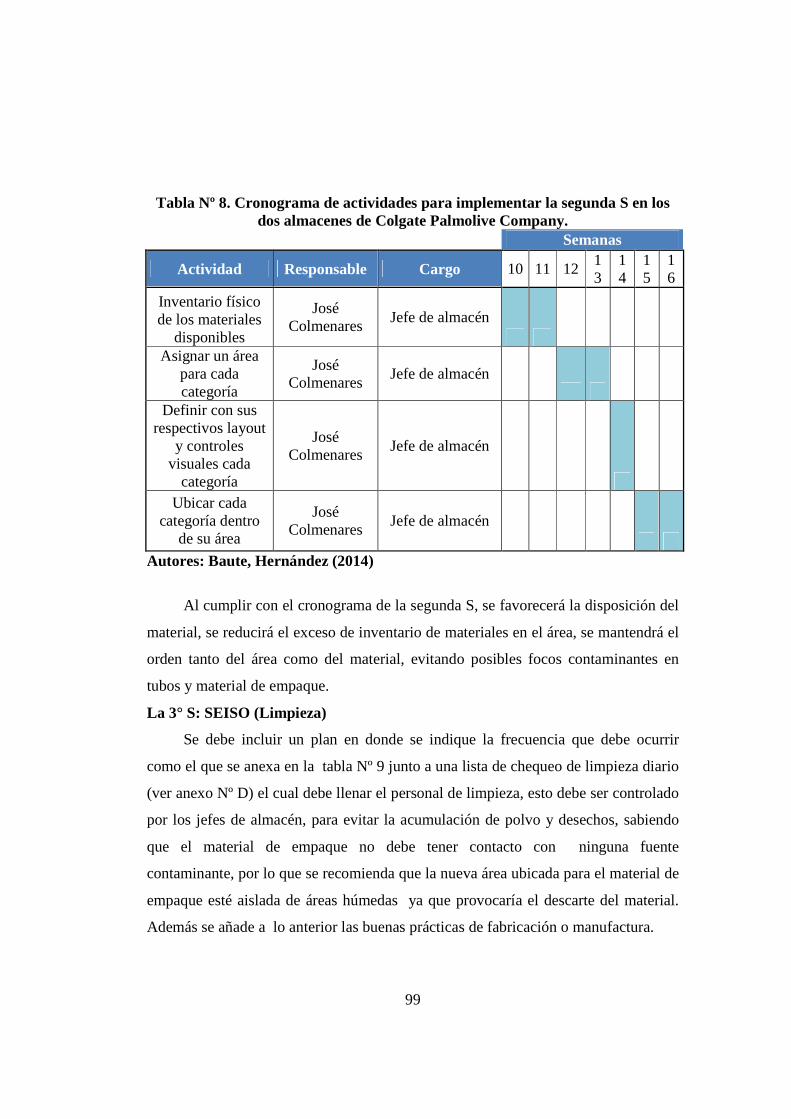
99
Tabla Nº 8. Cronograma de actividades para implementar la segunda S en los dos almacenes de Colgate Palmolive Company.
Semanas
Actividad Responsable Cargo 10 11 12 13
14
15
16
Inventario físico de los materiales
disponibles
José Colmenares
Jefe de almacén
Asignar un área para cada categoría
José Colmenares
Jefe de almacén
Definir con sus respectivos layout
y controles visuales cada
categoría
José Colmenares
Jefe de almacén
Ubicar cada
categoría dentro de su área
José Colmenares
Jefe de almacén
Autores: Baute, Hernández (2014)
Al cumplir con el cronograma de la segunda S, se favorecerá la disposición del
material, se reducirá el exceso de inventario de materiales en el área, se mantendrá el
orden tanto del área como del material, evitando posibles focos contaminantes en
tubos y material de empaque.
La 3° S: SEISO (Limpieza)
Se debe incluir un plan en donde se indique la frecuencia que debe ocurrir
como el que se anexa en la tabla Nº 9 junto a una lista de chequeo de limpieza diario
(ver anexo Nº D) el cual debe llenar el personal de limpieza, esto debe ser controlado
por los jefes de almacén, para evitar la acumulación de polvo y desechos, sabiendo
que el material de empaque no debe tener contacto con ninguna fuente
contaminante, por lo que se recomienda que la nueva área ubicada para el material de
empaque esté aislada de áreas húmedas ya que provocaría el descarte del material.
Además se añade a lo anterior las buenas prácticas de fabricación o manufactura.
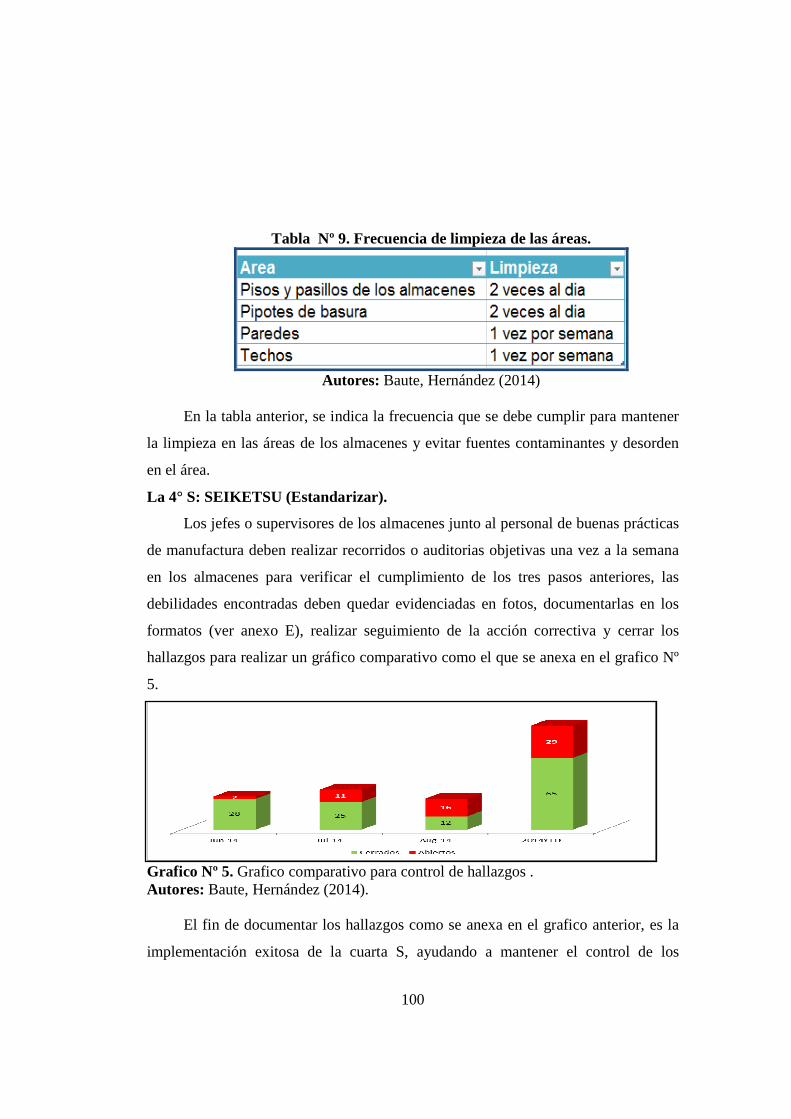
100
Tabla Nº 9. Frecuencia de limpieza de las áreas.
Autores: Baute, Hernández (2014)
En la tabla anterior, se indica la frecuencia que se debe cumplir para mantener
la limpieza en las áreas de los almacenes y evitar fuentes contaminantes y desorden
en el área.
La 4° S: SEIKETSU (Estandarizar).
Los jefes o supervisores de los almacenes junto al personal de buenas prácticas
de manufactura deben realizar recorridos o auditorias objetivas una vez a la semana
en los almacenes para verificar el cumplimiento de los tres pasos anteriores, las
debilidades encontradas deben quedar evidenciadas en fotos, documentarlas en los
formatos (ver anexo E), realizar seguimiento de la acción correctiva y cerrar los
hallazgos para realizar un gráfico comparativo como el que se anexa en el grafico Nº
5.
Grafico Nº 5. Grafico comparativo para control de hallazgos . Autores: Baute, Hernández (2014).
El fin de documentar los hallazgos como se anexa en el grafico anterior, es la
implementación exitosa de la cuarta S, ayudando a mantener el control de los
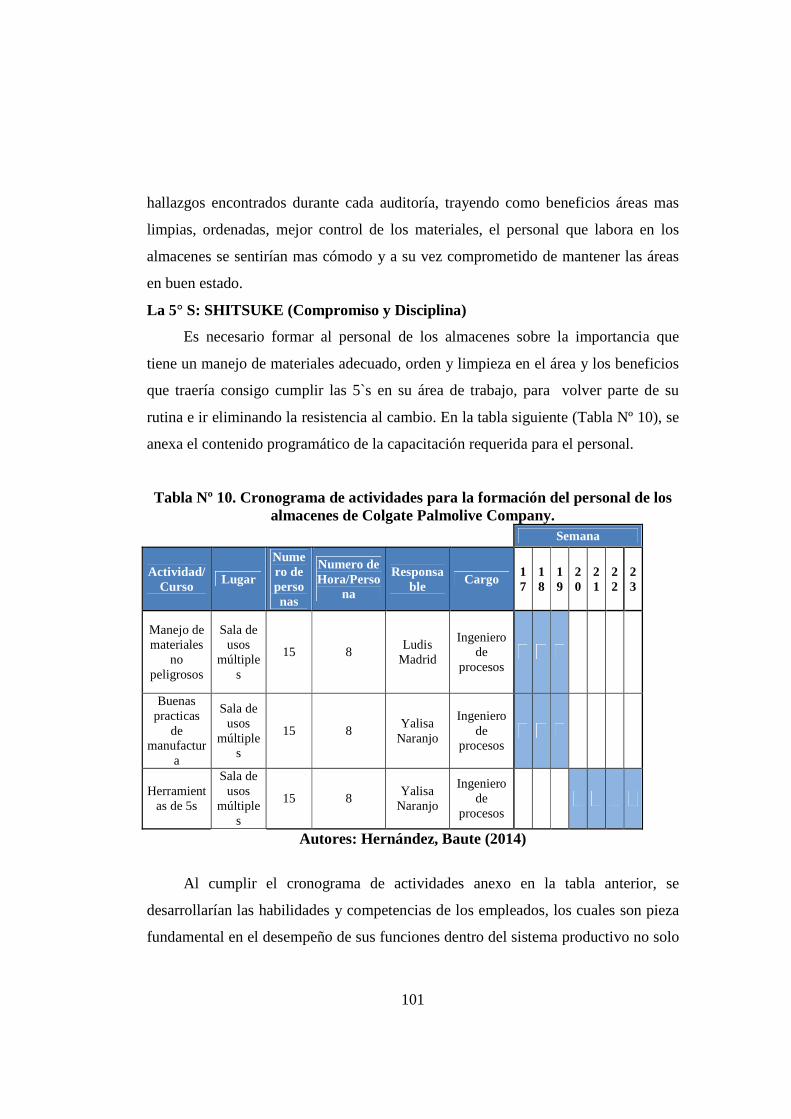
101
hallazgos encontrados durante cada auditoría, trayendo como beneficios áreas mas
limpias, ordenadas, mejor control de los materiales, el personal que labora en los
almacenes se sentirían mas cómodo y a su vez comprometido de mantener las áreas
en buen estado.
La 5° S: SHITSUKE (Compromiso y Disciplina)
Es necesario formar al personal de los almacenes sobre la importancia que
tiene un manejo de materiales adecuado, orden y limpieza en el área y los beneficios
que traería consigo cumplir las 5`s en su área de trabajo, para volver parte de su
rutina e ir eliminando la resistencia al cambio. En la tabla siguiente (Tabla Nº 10), se
anexa el contenido programático de la capacitación requerida para el personal.
Tabla Nº 10. Cronograma de actividades para la formación del personal de los almacenes de Colgate Palmolive Company.
Semana
Actividad/ Curso Lugar
Numero de personas
Numero de Hora/Perso
na
Responsable Cargo
17
18
19
20
21
22
23
Manejo de materiales
no peligrosos
Sala de usos
múltiples
15 8 Ludis
Madrid
Ingeniero de
procesos
Buenas practicas
de manufactur
a
Sala de usos
múltiples
15 8 Yalisa
Naranjo
Ingeniero de
procesos
Herramientas de 5s
Sala de usos
múltiples
15 8 Yalisa
Naranjo
Ingeniero de
procesos
Autores: Hernández, Baute (2014)
Al cumplir el cronograma de actividades anexo en la tabla anterior, se
desarrollarían las habilidades y competencias de los empleados, los cuales son pieza
fundamental en el desempeño de sus funciones dentro del sistema productivo no solo
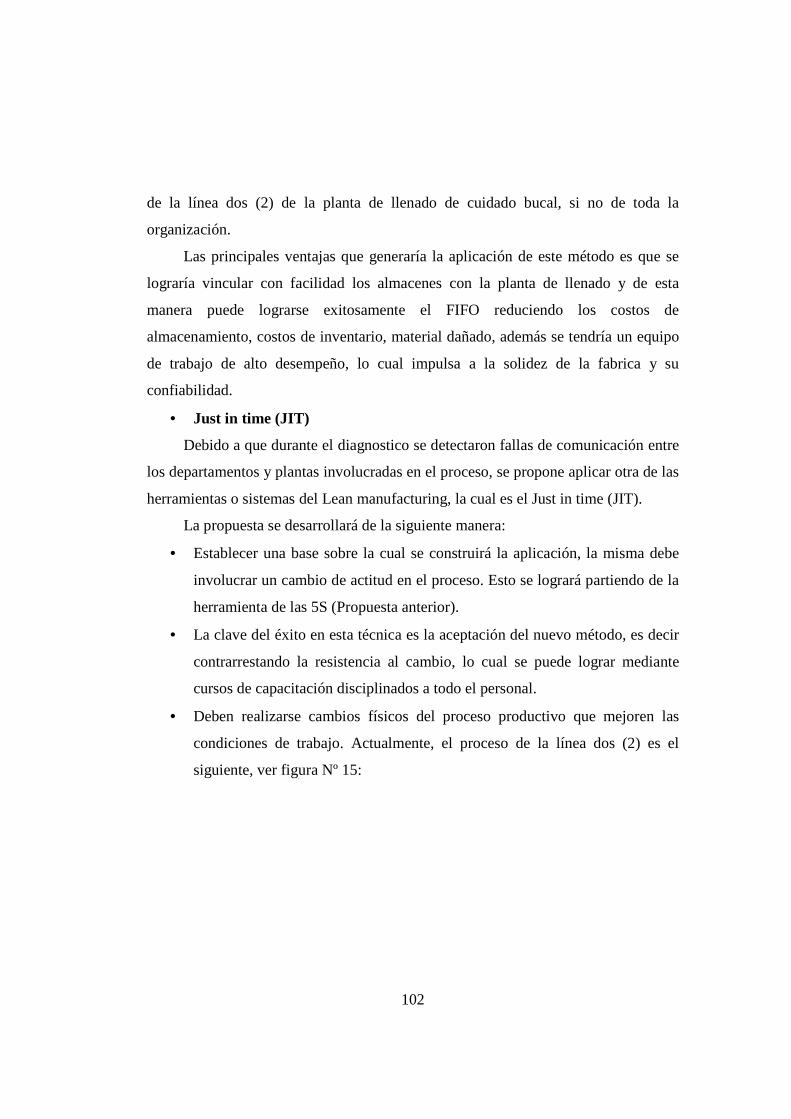
102
de la línea dos (2) de la planta de llenado de cuidado bucal, si no de toda la
organización.
Las principales ventajas que generaría la aplicación de este método es que se
lograría vincular con facilidad los almacenes con la planta de llenado y de esta
manera puede lograrse exitosamente el FIFO reduciendo los costos de
almacenamiento, costos de inventario, material dañado, además se tendría un equipo
de trabajo de alto desempeño, lo cual impulsa a la solidez de la fabrica y su
confiabilidad.
• Just in time (JIT)
Debido a que durante el diagnostico se detectaron fallas de comunicación entre
los departamentos y plantas involucradas en el proceso, se propone aplicar otra de las
herramientas o sistemas del Lean manufacturing, la cual es el Just in time (JIT).
La propuesta se desarrollará de la siguiente manera:
• Establecer una base sobre la cual se construirá la aplicación, la misma debe
involucrar un cambio de actitud en el proceso. Esto se logrará partiendo de la
herramienta de las 5S (Propuesta anterior).
• La clave del éxito en esta técnica es la aceptación del nuevo método, es decir
contrarrestando la resistencia al cambio, lo cual se puede lograr mediante
cursos de capacitación disciplinados a todo el personal.
• Deben realizarse cambios físicos del proceso productivo que mejoren las
condiciones de trabajo. Actualmente, el proceso de la línea dos (2) es el
siguiente, ver figura Nº 15:
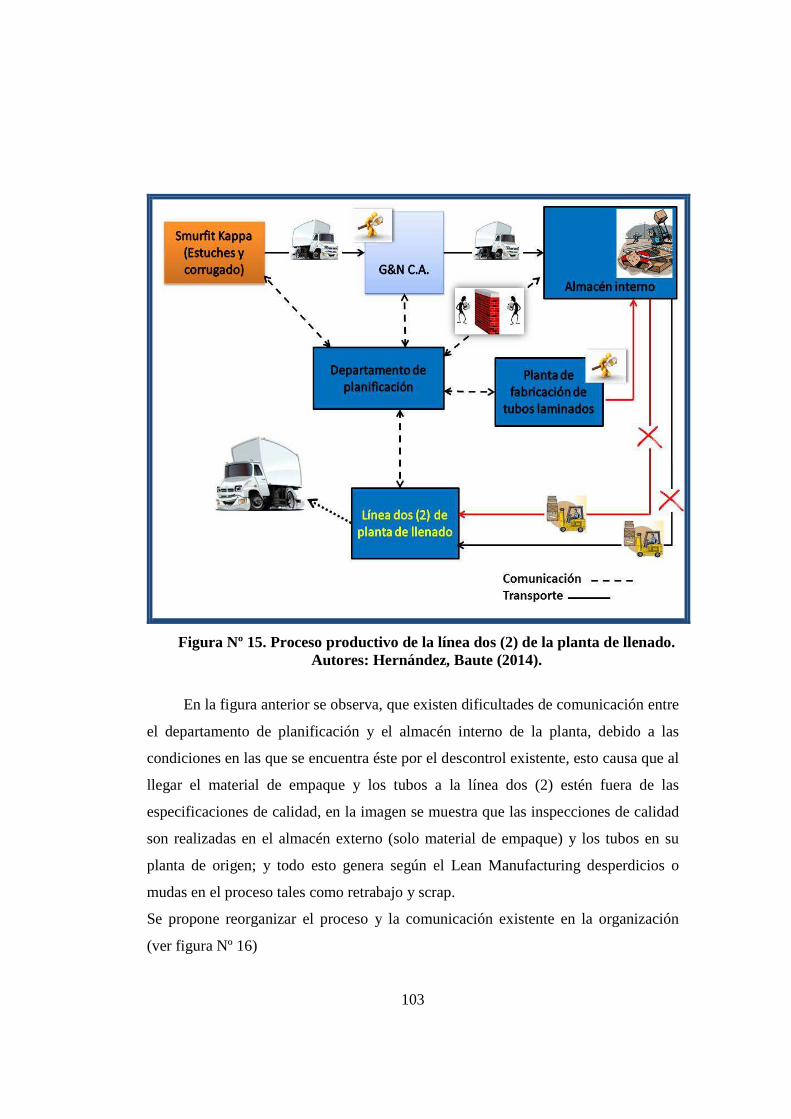
103
Figura Nº 15. Proceso productivo de la línea dos (2) de la planta de llenado. Autores: Hernández, Baute (2014).
En la figura anterior se observa, que existen dificultades de comunicación entre
el departamento de planificación y el almacén interno de la planta, debido a las
condiciones en las que se encuentra éste por el descontrol existente, esto causa que al
llegar el material de empaque y los tubos a la línea dos (2) estén fuera de las
especificaciones de calidad, en la imagen se muestra que las inspecciones de calidad
son realizadas en el almacén externo (solo material de empaque) y los tubos en su
planta de origen; y todo esto genera según el Lean Manufacturing desperdicios o
mudas en el proceso tales como retrabajo y scrap.
Se propone reorganizar el proceso y la comunicación existente en la organización
(ver figura Nº 16)
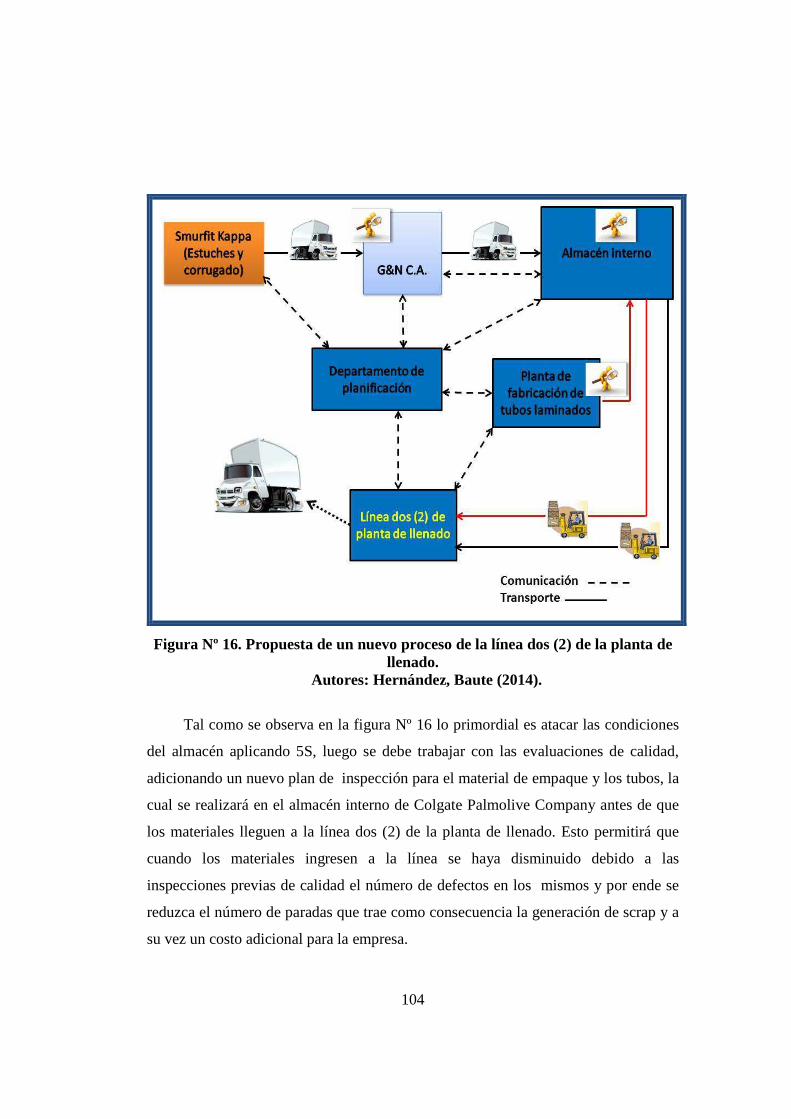
104
Figura Nº 16. Propuesta de un nuevo proceso de la línea dos (2) de la planta de llenado.
Autores: Hernández, Baute (2014).
Tal como se observa en la figura Nº 16 lo primordial es atacar las condiciones
del almacén aplicando 5S, luego se debe trabajar con las evaluaciones de calidad,
adicionando un nuevo plan de inspección para el material de empaque y los tubos, la
cual se realizará en el almacén interno de Colgate Palmolive Company antes de que
los materiales lleguen a la línea dos (2) de la planta de llenado. Esto permitirá que
cuando los materiales ingresen a la línea se haya disminuido debido a las
inspecciones previas de calidad el número de defectos en los mismos y por ende se
reduzca el número de paradas que trae como consecuencia la generación de scrap y a
su vez un costo adicional para la empresa.
105
También, al optimizar las condiciones de almacenamiento de materia prima se
podrá mejorar la comunicación entre el departamento de planificación y el almacén
interno de la planta, y de esta manera podrá existir un mejor control de inventario.
El próximo paso son las mejoras en el control de inventario. La forma en la que
se controle el sistema determinarán los resultados globales de la aplicación del JIT.
En esta fase se puede aplicar un sistema tipo arrastre o “sistema pull” entre el
almacén externo de Colgate Palmolive Company, el almacén interno y la planta de
llenado.
Lo mencionado anteriormente, se puede lograr, estableciendo ciclos de entrega
diarios entre el almacén externo y el interno para que así los materiales sean
rápidamente utilizados, mantengan su calidad, y exista un mejor control de la
disponibilidad de los mismos. Según el plan de producción diario establecido por la
empresa, no se debe generar ausencia de material que produzca una parada de la
línea. Para evitar la falta de material, se puede implementar kanban como una
herramienta de apoyo para mantener el inventario.
Las tarjetas que serán utilizadas para implementar kanban serán diferenciadas
por colores, rojas (cuando el material se esté agotando) y verdes (cuando exista
suficiente material), en una cartelera en donde se colocaran controles visuales para
cada categoría (ver anexo F). Mediante la capacitación del personal se dará la
información necesaria a los trabajadores para utilizar esta herramienta.
La implementación de esta propuesta, permitirá lograr una mejora de la
productividad, disminuirá las perdidas de material, ahorrará los costos de producción,
se evitaran los problemas de calidad al disminuir la cantidad de scrap generado por la
línea dos (2), también se evitaran los problemas de planificación, mejorará la
comunicación y racionalizará los costos produciendo solo lo necesario para satisfacer
la demanda.
4.3.1.2 Redistribución de las camadas en las paletas
Actualmente, las dimensiones de las paletas con las que se cuenta en el
almacén son de tamaño estándar, de dimensiones 1000x1200x150mm, un peso de 30
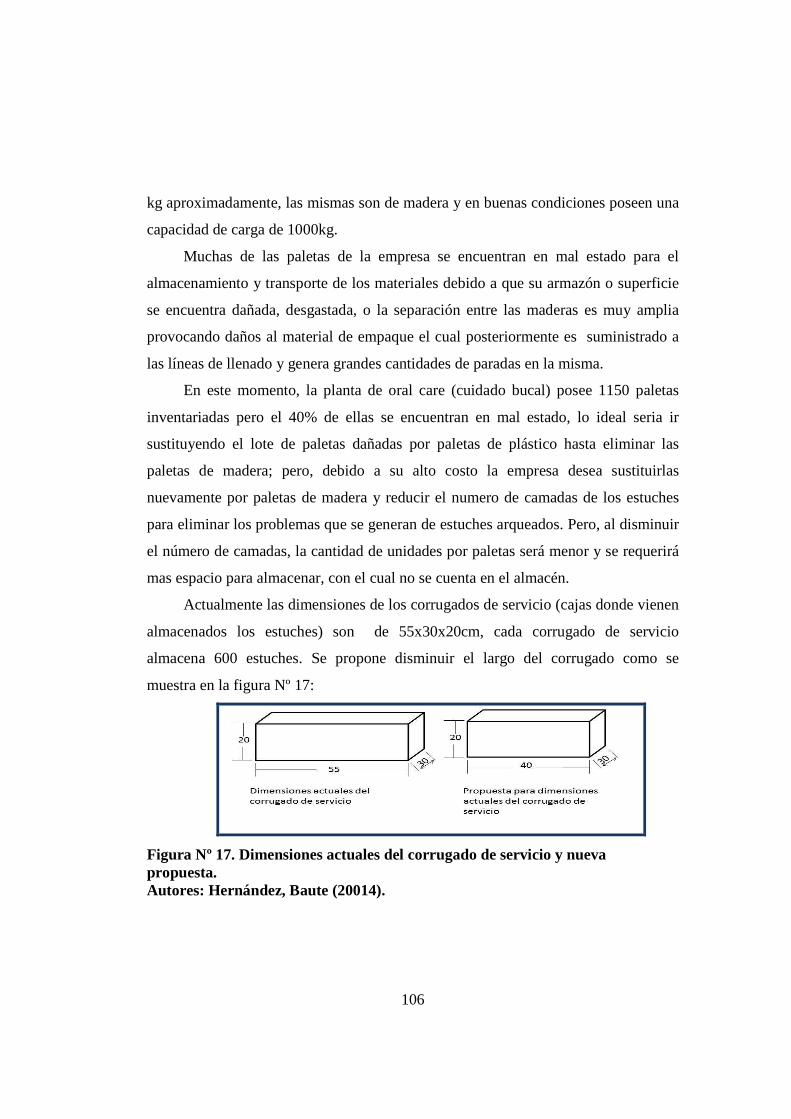
106
kg aproximadamente, las mismas son de madera y en buenas condiciones poseen una
capacidad de carga de 1000kg.
Muchas de las paletas de la empresa se encuentran en mal estado para el
almacenamiento y transporte de los materiales debido a que su armazón o superficie
se encuentra dañada, desgastada, o la separación entre las maderas es muy amplia
provocando daños al material de empaque el cual posteriormente es suministrado a
las líneas de llenado y genera grandes cantidades de paradas en la misma.
En este momento, la planta de oral care (cuidado bucal) posee 1150 paletas
inventariadas pero el 40% de ellas se encuentran en mal estado, lo ideal seria ir
sustituyendo el lote de paletas dañadas por paletas de plástico hasta eliminar las
paletas de madera; pero, debido a su alto costo la empresa desea sustituirlas
nuevamente por paletas de madera y reducir el numero de camadas de los estuches
para eliminar los problemas que se generan de estuches arqueados. Pero, al disminuir
el número de camadas, la cantidad de unidades por paletas será menor y se requerirá
mas espacio para almacenar, con el cual no se cuenta en el almacén.
Actualmente las dimensiones de los corrugados de servicio (cajas donde vienen
almacenados los estuches) son de 55x30x20cm, cada corrugado de servicio
almacena 600 estuches. Se propone disminuir el largo del corrugado como se
muestra en la figura Nº 17:
Figura Nº 17. Dimensiones actuales del corrugado de servicio y nueva propuesta. Autores: Hernández, Baute (20014).
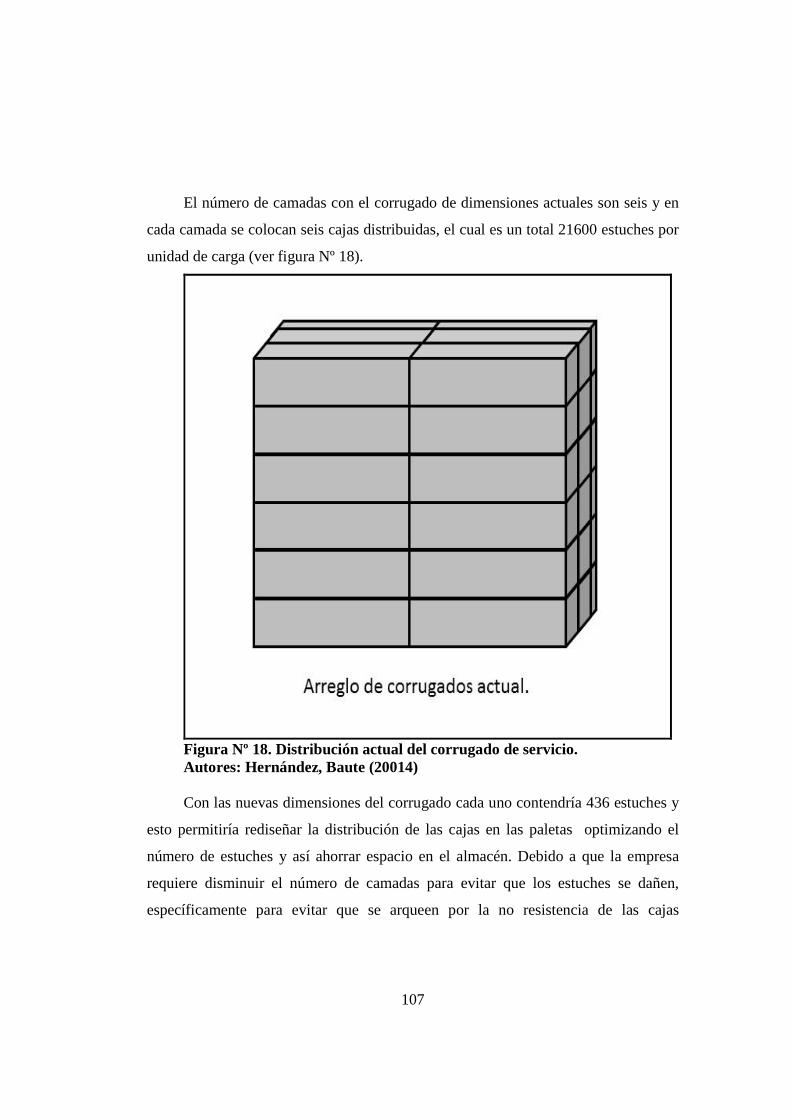
107
El número de camadas con el corrugado de dimensiones actuales son seis y en
cada camada se colocan seis cajas distribuidas, el cual es un total 21600 estuches por
unidad de carga (ver figura Nº 18).
Figura Nº 18. Distribución actual del corrugado de servicio. Autores: Hernández, Baute (20014) Con las nuevas dimensiones del corrugado cada uno contendría 436 estuches y
esto permitiría rediseñar la distribución de las cajas en las paletas optimizando el
número de estuches y así ahorrar espacio en el almacén. Debido a que la empresa
requiere disminuir el número de camadas para evitar que los estuches se dañen,
específicamente para evitar que se arqueen por la no resistencia de las cajas
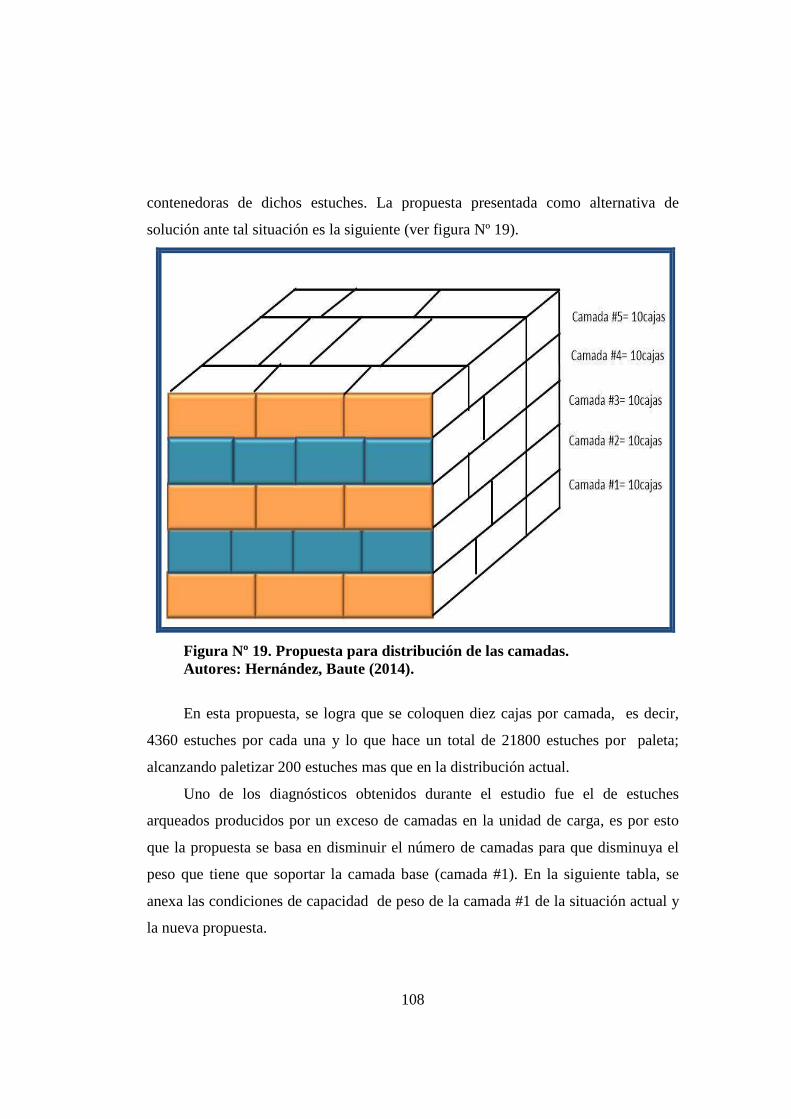
108
contenedoras de dichos estuches. La propuesta presentada como alternativa de
solución ante tal situación es la siguiente (ver figura Nº 19).
Figura Nº 19. Propuesta para distribución de las camadas. Autores: Hernández, Baute (2014).
En esta propuesta, se logra que se coloquen diez cajas por camada, es decir,
4360 estuches por cada una y lo que hace un total de 21800 estuches por paleta;
alcanzando paletizar 200 estuches mas que en la distribución actual.
Uno de los diagnósticos obtenidos durante el estudio fue el de estuches
arqueados producidos por un exceso de camadas en la unidad de carga, es por esto
que la propuesta se basa en disminuir el número de camadas para que disminuya el
peso que tiene que soportar la camada base (camada #1). En la siguiente tabla, se
anexa las condiciones de capacidad de peso de la camada #1 de la situación actual y
la nueva propuesta.
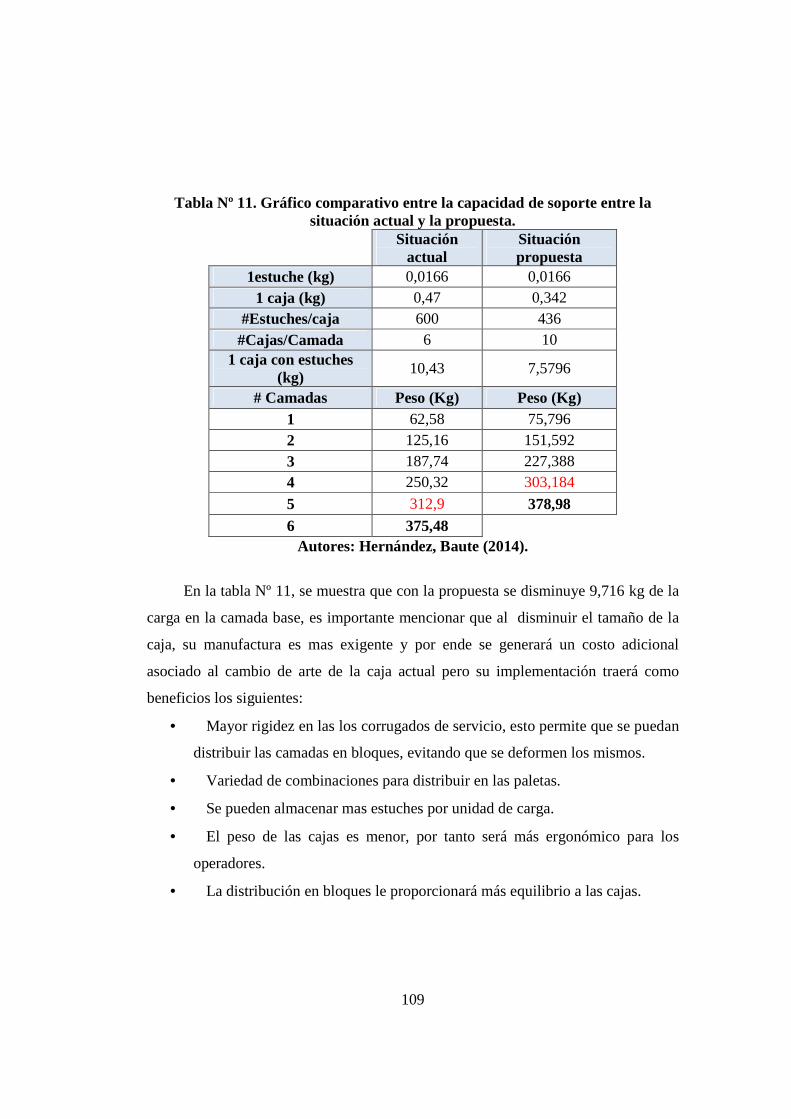
109
Tabla Nº 11. Gráfico comparativo entre la capacidad de soporte entre la situación actual y la propuesta.
Situación
actual Situación propuesta
1estuche (kg) 0,0166 0,0166 1 caja (kg) 0,47 0,342
#Estuches/caja 600 436 #Cajas/Camada 6 10
1 caja con estuches (kg)
10,43 7,5796
# Camadas Peso (Kg) Peso (Kg) 1 62,58 75,796 2 125,16 151,592 3 187,74 227,388 4 250,32 303,184
5 312,9 378,98 6 375,48
Autores: Hernández, Baute (2014).
En la tabla Nº 11, se muestra que con la propuesta se disminuye 9,716 kg de la
carga en la camada base, es importante mencionar que al disminuir el tamaño de la
caja, su manufactura es mas exigente y por ende se generará un costo adicional
asociado al cambio de arte de la caja actual pero su implementación traerá como
beneficios los siguientes:
• Mayor rigidez en las los corrugados de servicio, esto permite que se puedan
distribuir las camadas en bloques, evitando que se deformen los mismos.
• Variedad de combinaciones para distribuir en las paletas.
• Se pueden almacenar mas estuches por unidad de carga.
• El peso de las cajas es menor, por tanto será más ergonómico para los
operadores.
• La distribución en bloques le proporcionará más equilibrio a las cajas.
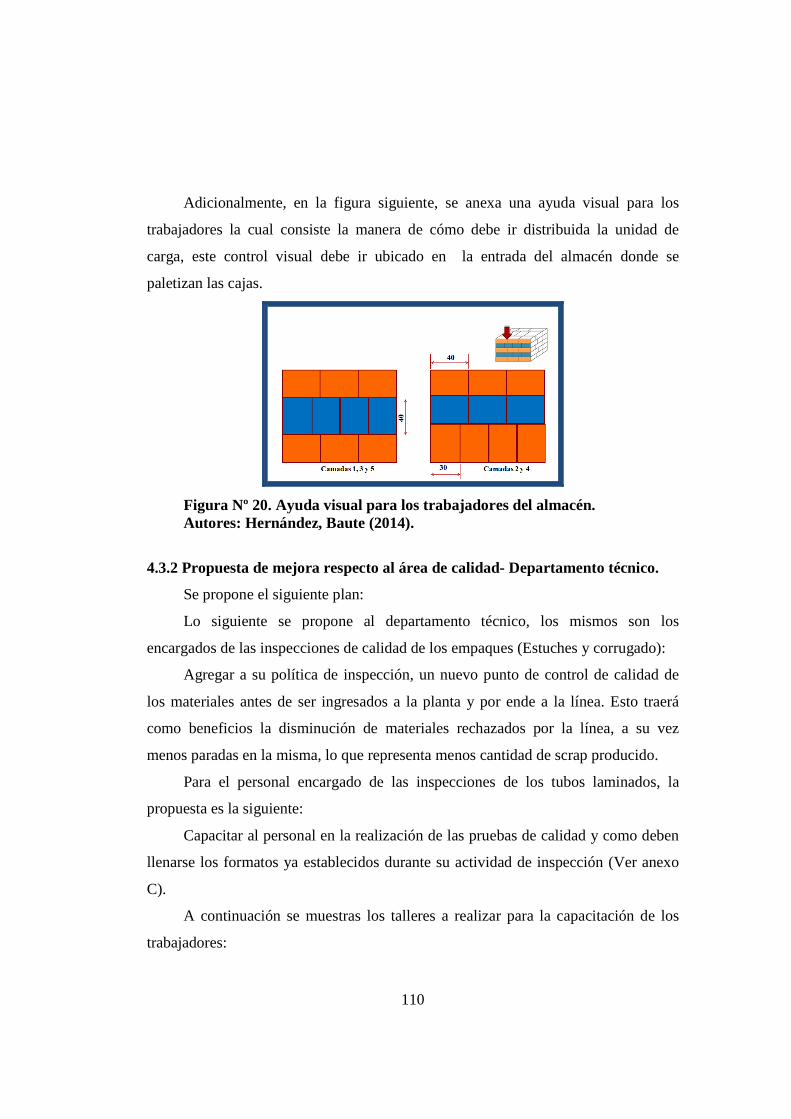
110
Adicionalmente, en la figura siguiente, se anexa una ayuda visual para los
trabajadores la cual consiste la manera de cómo debe ir distribuida la unidad de
carga, este control visual debe ir ubicado en la entrada del almacén donde se
paletizan las cajas.
Figura Nº 20. Ayuda visual para los trabajadores del almacén. Autores: Hernández, Baute (2014).
4.3.2 Propuesta de mejora respecto al área de calidad- Departamento técnico.
Se propone el siguiente plan:
Lo siguiente se propone al departamento técnico, los mismos son los
encargados de las inspecciones de calidad de los empaques (Estuches y corrugado):
Agregar a su política de inspección, un nuevo punto de control de calidad de
los materiales antes de ser ingresados a la planta y por ende a la línea. Esto traerá
como beneficios la disminución de materiales rechazados por la línea, a su vez
menos paradas en la misma, lo que representa menos cantidad de scrap producido.
Para el personal encargado de las inspecciones de los tubos laminados, la
propuesta es la siguiente:
Capacitar al personal en la realización de las pruebas de calidad y como deben
llenarse los formatos ya establecidos durante su actividad de inspección (Ver anexo
C).
A continuación se muestras los talleres a realizar para la capacitación de los
trabajadores:
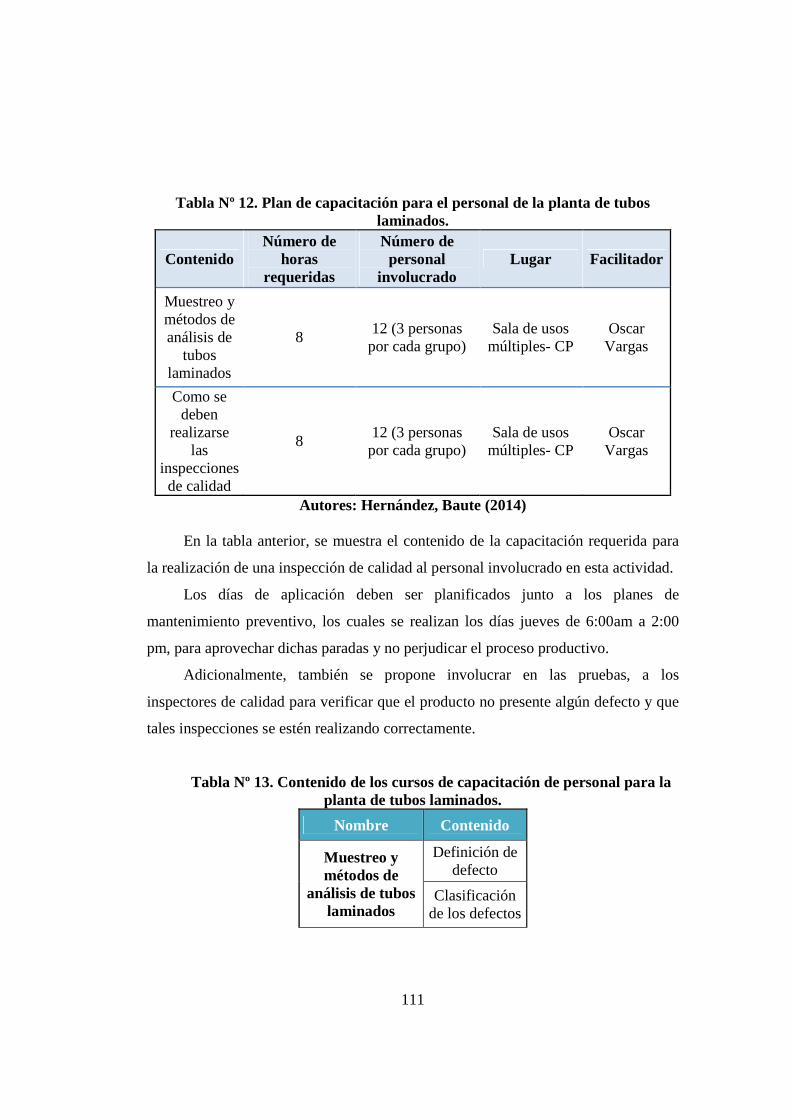
111
Tabla Nº 12. Plan de capacitación para el personal de la planta de tubos laminados.
Contenido Número de
horas requeridas
Número de personal
involucrado Lugar Facilitador
Muestreo y métodos de análisis de
tubos laminados
8 12 (3 personas por cada grupo)
Sala de usos múltiples- CP
Oscar Vargas
Como se deben
realizarse las
inspecciones de calidad
8 12 (3 personas por cada grupo)
Sala de usos múltiples- CP
Oscar Vargas
Autores: Hernández, Baute (2014) En la tabla anterior, se muestra el contenido de la capacitación requerida para
la realización de una inspección de calidad al personal involucrado en esta actividad.
Los días de aplicación deben ser planificados junto a los planes de
mantenimiento preventivo, los cuales se realizan los días jueves de 6:00am a 2:00
pm, para aprovechar dichas paradas y no perjudicar el proceso productivo.
Adicionalmente, también se propone involucrar en las pruebas, a los
inspectores de calidad para verificar que el producto no presente algún defecto y que
tales inspecciones se estén realizando correctamente.
Tabla Nº 13. Contenido de los cursos de capacitación de personal para la planta de tubos laminados.
Nombre Contenido
Muestreo y métodos de
análisis de tubos laminados
Definición de defecto
Clasificación de los defectos
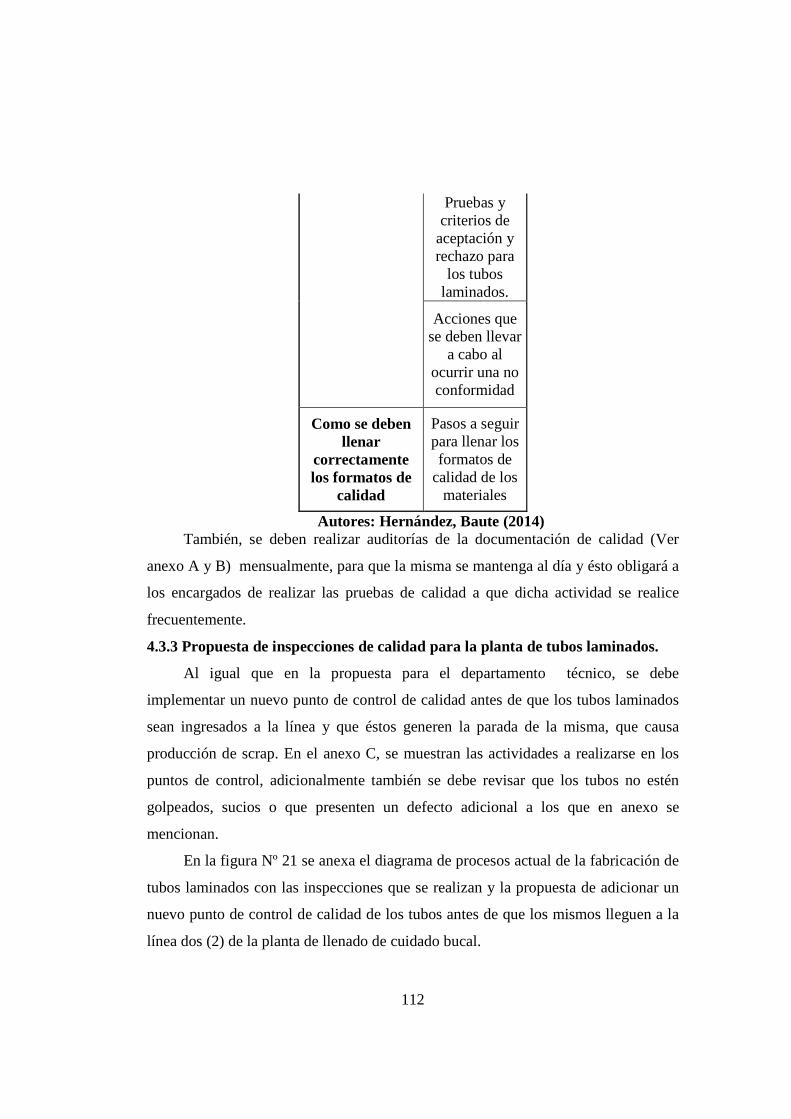
112
Pruebas y criterios de aceptación y rechazo para
los tubos laminados.
Acciones que se deben llevar
a cabo al ocurrir una no conformidad
Como se deben llenar
correctamente los formatos de
calidad
Pasos a seguir para llenar los formatos de
calidad de los materiales
Autores: Hernández, Baute (2014) También, se deben realizar auditorías de la documentación de calidad (Ver
anexo A y B) mensualmente, para que la misma se mantenga al día y ésto obligará a
los encargados de realizar las pruebas de calidad a que dicha actividad se realice
frecuentemente.
4.3.3 Propuesta de inspecciones de calidad para la planta de tubos laminados.
Al igual que en la propuesta para el departamento técnico, se debe
implementar un nuevo punto de control de calidad antes de que los tubos laminados
sean ingresados a la línea y que éstos generen la parada de la misma, que causa
producción de scrap. En el anexo C, se muestran las actividades a realizarse en los
puntos de control, adicionalmente también se debe revisar que los tubos no estén
golpeados, sucios o que presenten un defecto adicional a los que en anexo se
mencionan.
En la figura Nº 21 se anexa el diagrama de procesos actual de la fabricación de
tubos laminados con las inspecciones que se realizan y la propuesta de adicionar un
nuevo punto de control de calidad de los tubos antes de que los mismos lleguen a la
línea dos (2) de la planta de llenado de cuidado bucal.
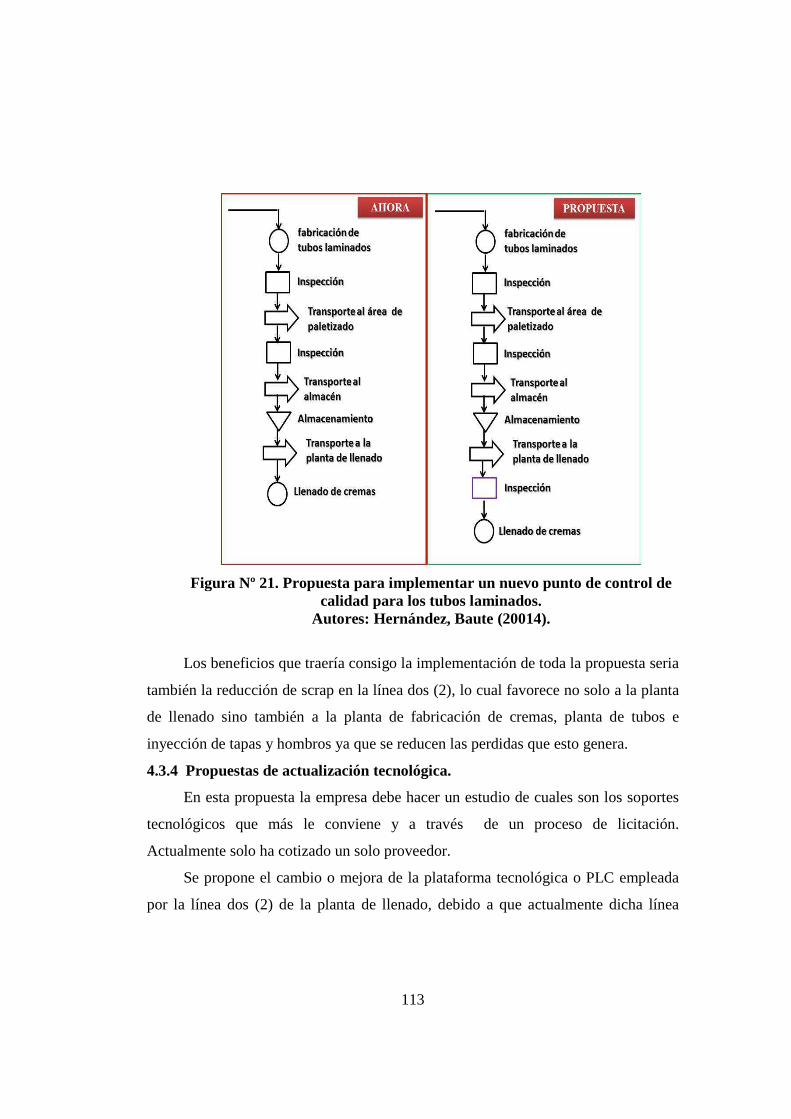
113
Figura Nº 21. Propuesta para implementar un nuevo punto de control de calidad para los tubos laminados.
Autores: Hernández, Baute (20014).
Los beneficios que traería consigo la implementación de toda la propuesta seria
también la reducción de scrap en la línea dos (2), lo cual favorece no solo a la planta
de llenado sino también a la planta de fabricación de cremas, planta de tubos e
inyección de tapas y hombros ya que se reducen las perdidas que esto genera.
4.3.4 Propuestas de actualización tecnológica.
En esta propuesta la empresa debe hacer un estudio de cuales son los soportes
tecnológicos que más le conviene y a través de un proceso de licitación.
Actualmente solo ha cotizado un solo proveedor.
Se propone el cambio o mejora de la plataforma tecnológica o PLC empleada
por la línea dos (2) de la planta de llenado, debido a que actualmente dicha línea
114
emplea un sistema de control denominado ELAU, éste es el sistema operativo
original, el mismo no cuenta con servicio técnico especializado dentro del país.
Debido a que sería aún más costoso el cambio de ELAU a otro sistema como
SIMATIC (Siemens) o ALLEN BRADLEY (De la empresa Rockwell Automation)
se propone por facilidad, la sustitución de una versión más actualizada y la
capacitación del personal técnico de la planta de llenado. También se puede cambiar
completamente del fabricante todo el sistema operativo y sería beneficioso ya que en
el país existe un soporte técnico especializado y los repuestos son más accesibles que
los actuales, pero el costo que esto genera es muy grande y la empresa se niega a tal
propuesta. A continuación se describe el material necesario para sustituir el sistema
operativo de la llenadora y estuchadora de la línea dos (2) de Colgate Palmolive por
un sistema más actualizado de ELAU:
Paso 1. Conversión de Sistema de Control eachTFS80-6
• 1 controlador ELAU C600 de la versión de firmware actual TFS80-6 24
• 2 BT4 Módulos (comunicación máquina entre TFS80-6 y SC3)
• Revisión del software en consecuencia la versión 24
• Revisión del trabajo de diseño de hardware
• Revisión de los documentos relacionados con las nuevas piezas.
Paso 2. La conversión de cada sistema de control SC3.
• 1 controlador ELAU C600 de la versión de firmware actual SC3 24
• Revisión del software en consecuencia la versión 24.
• Revisión del trabajo de diseño de hardware.
• Revisión de los documentos relacionados con las nuevas piezas
Paso 3. Costo de desarrollo. Es necesario u obligado programar una nueva Plantilla
IWK Visu V2 para el TFS80-6 y de SC3 PC incl.
• Programación de la nueva TFS80-6 IWK Visu V2
• 1 programador durante 5 semanas.
• Programación de la nueva SC3 IWK Visu V2
115
• 1 Programador durante 3 semanas.
• Revisión del software en consecuencia la versión 24
• Revisión de los documentos relacionados con las nuevas piezas (1 semana)
Paso 4. Panel nuevo con Windows 7 como sistema operativo, licencias de software
correspondiente e IWK Visu V2 durante 1 SC3 estuchado máquina
• 1 PC HMI con Windows 7 como sistema operativo.
• Relevantes Módulos de software con licencias.
• Revisión del trabajo de diseño de hardware
• Revisión de los documentos relacionados con las nuevas piezas
• Nueva IWK Visu V2
• Revisión del software en consecuencia la versión 24
Paso 5. Panel nuevo, funcionamiento con Windows 7 como sistema operativo,
licencias de software correspondiente e IWK Visu V2 durante 1 TFS80-6 tubo
máquina de llenado.
• 1 PC HMI con Windows 7 como sistema operativo
• Nueva IWK Visu V2
• Módulos de software con licencias
• Revisión del software en consecuencia la versión 24
• Revisión del trabajo de diseño de hardware
• Revisión de los documentos relacionados con las nuevas piezas
• Nueva IWK Visu V2
• Revisión del software en consecuencia la versión 24
Paso 6. Formato de intercambio de V24. Los parámetros de datos de formato
actuales deben cambiar a las actuales convenciones a V24.
Paso 7. Instalación y conversión de costo en el sitio
• El tiempo de instalación de conversión de control del sistema TFS80
• 2 Electricistas durante 3 días
116
• El tiempo de instalación de conversión de máquinas PC HMI a IWK VisuV2
(2 Electricistas durante 6 días)
• El tiempo de instalación de conversión de control del sistema SC3
• SC3-Revisión del trabajo de diseño de hardware (2 Electricistas para 3 días)
• El tiempo de instalación de conversión de máquinas PC HMI a IWK Visu V2
( 2 electricista durante 6 días)
La conversión a este nuevo sistema de ELAU en la línea traerá como
beneficios reducir posibles fallas en los equipos que la conforman, lo que conlleva a
la detección de la falla raíz y la reducción de tiempos de paradas de la misma. Cabe
destacar que sería conveniente que se sustituyera todo el sistema operativo, pero
debido a las políticas de la empresa y debido al alto costo que genera dicho cambio,
no fue suministrada la información completa, es por esto que la propuesta se basa en
solamente dos estaciones de la línea.
4.4 Fase IV Análisis costo- beneficio de las propuestas.
En esta fase se realizará una evaluación económica de las propuestas realizadas
en la fase anterior, valorándose los costos que se requiere para tal inversión y si esto
puede justificarse con los beneficios que traerá la propuesta.
Debido a las políticas de la empresa, los costos de las propuestas fueron
suministrados por empresas contratistas afiliadas a la misma y en el caso de la
propuesta de rediseñar el tamaño de las cajas, fue un estimado debido a que no fue
suministrado por Smurfit Kappa C.A.
Propuestas de almacenamiento
• 5s y Just in time.
Las herramientas de 5S y just in time son aplicadas en Colgate Palmolive
Company, excepto en el área de los almacenes, el costo de las capacitaciones fue
suministrado por Fundametal, instituto de capacitación:
� El costo generado por los controles visuales que se requiere en las áreas de
los almacenes es 15820 Bs, asumiendo que se colocaran 2 controles visuales
117
de material aprobado, rechazado y en cuarentena, para cada categoría; es
decir 36 controles visuales. Esta información fue suministrada por Dycoprint,
empresa de diseño de artes afiliada a Colgate Palmolive Company.
� La capacitación se dictara a 16 miembros del personal del área del almacen,
esto genera un costo de 160000 Bs.
� El costo del transporte, el cual lo realiza Empresas Veloz C.A. suministró que
el costo de transporte adicional durante una semana será aproximadamente
80000 Bs (8 viajes adicionales).
Las propuestas de implementación de 5s, just in time y kanban genera un costo
adicional de 352340 Bs.
En la propuesta de la redistribución de las camadas por paleta, se generan dos
costos adicionales; los cuales son:
� Debido a que se requiere sustituir el 40% de las paletas de madera, es decir
460 paletas para eliminar las que se encuentran en mal estado, representa
45080 Bs, este presupuesto fue suministrado por el departamento de compras
de Colgate Palmolive Company.
� El costo adicional generado por la disminución de las cajas que contienen los
estuches es de 245080 Bs debido a que se requiere cambiar de arte o diseño
de las cajas.
Las propuestas de redistribución de las paletas, genera un costo adicional de
290100 Bs.
Propuesta del área de calidad:
El único costo que se adiciona de esta propuesta es la formación de los 16
trabajadores adicionales, lo que genera un costo de 200000 Bs.
En la tabla siguiente, se anexa el costo de las tres propuestas anteriores:
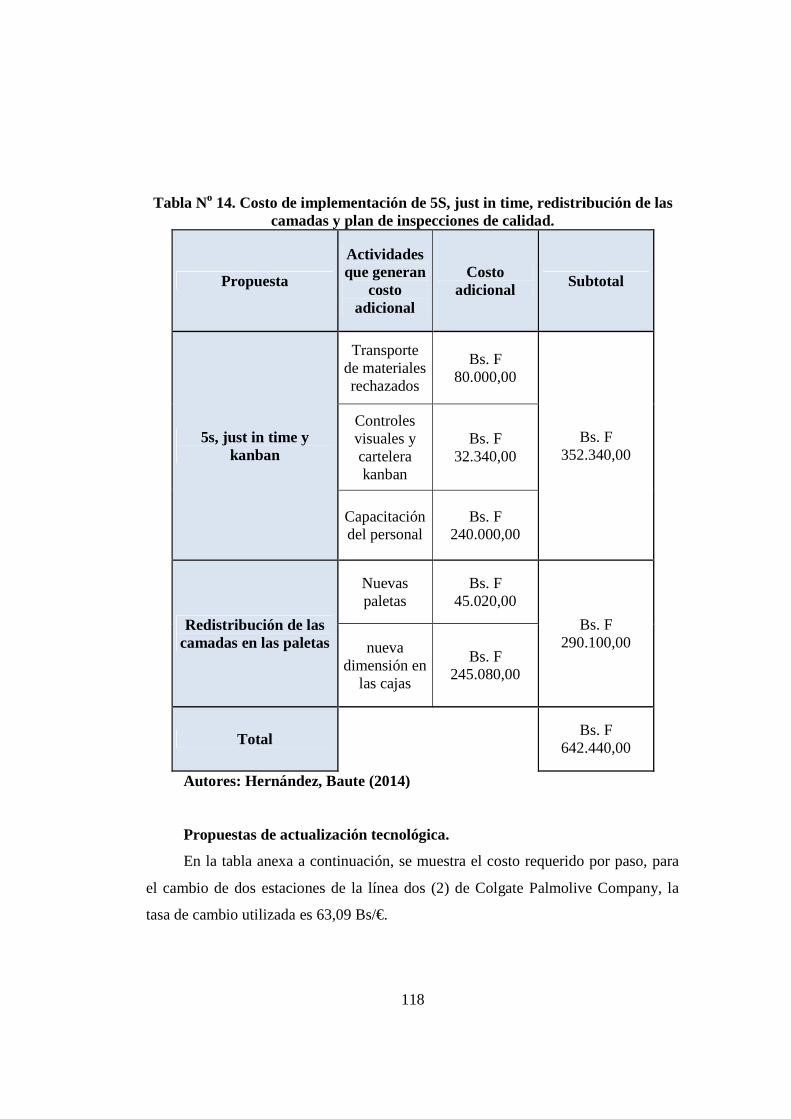
118
Tabla No 14. Costo de implementación de 5S, just in time, redistribución de las camadas y plan de inspecciones de calidad.
Propuesta
Actividades que generan
costo adicional
Costo adicional Subtotal
5s, just in time y kanban
Transporte de materiales rechazados
Bs. F 80.000,00
Bs. F 352.340,00
Controles visuales y cartelera kanban
Bs. F 32.340,00
Capacitación del personal
Bs. F 240.000,00
Redistribución de las camadas en las paletas
Nuevas paletas
Bs. F 45.020,00
Bs. F 290.100,00 nueva
dimensión en las cajas
Bs. F 245.080,00
Total Bs. F
642.440,00
Autores: Hernández, Baute (2014)
Propuestas de actualización tecnológica.
En la tabla anexa a continuación, se muestra el costo requerido por paso, para
el cambio de dos estaciones de la línea dos (2) de Colgate Palmolive Company, la
tasa de cambio utilizada es 63,09 Bs/€.
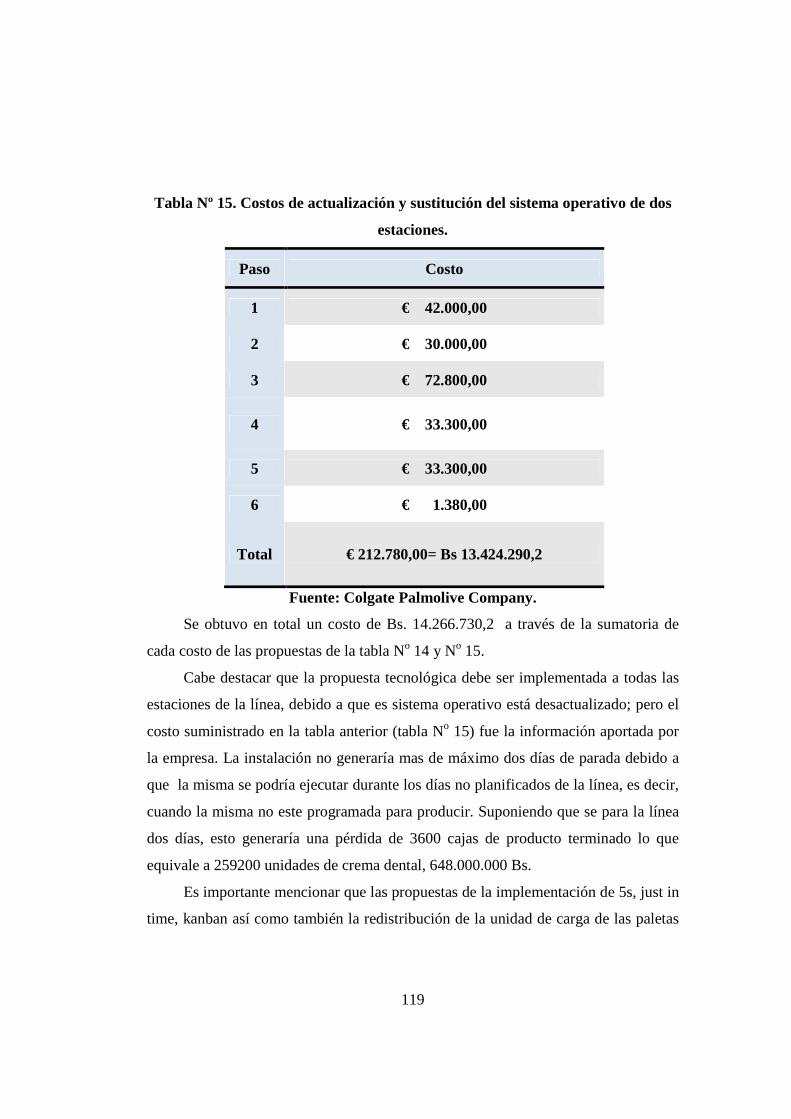
119
Tabla Nº 15. Costos de actualización y sustitución del sistema operativo de dos
estaciones.
Paso Costo
1 € 42.000,00
2 € 30.000,00
3 € 72.800,00
4 € 33.300,00
5 € 33.300,00
6 € 1.380,00
Total € 212.780,00= Bs 13.424.290,2
Fuente: Colgate Palmolive Company.
Se obtuvo en total un costo de Bs. 14.266.730,2 a través de la sumatoria de
cada costo de las propuestas de la tabla No 14 y No 15.
Cabe destacar que la propuesta tecnológica debe ser implementada a todas las
estaciones de la línea, debido a que es sistema operativo está desactualizado; pero el
costo suministrado en la tabla anterior (tabla No 15) fue la información aportada por
la empresa. La instalación no generaría mas de máximo dos días de parada debido a
que la misma se podría ejecutar durante los días no planificados de la línea, es decir,
cuando la misma no este programada para producir. Suponiendo que se para la línea
dos días, esto generaría una pérdida de 3600 cajas de producto terminado lo que
equivale a 259200 unidades de crema dental, 648.000.000 Bs.
Es importante mencionar que las propuestas de la implementación de 5s, just in
time, kanban así como también la redistribución de la unidad de carga de las paletas
120
son propuestas contingentes, es decir que deben ser implementadas juntas para poder
lograr los beneficios que se requieren.
Cálculos para la obtención de beneficios
Para el cálculo del ahorro, se tomó en cuenta la cantidad de crema perdida que
se genera debido a las causas que se explican en la fase anterior. Actualmente se
pierde aproximadamente 3% de crema durante el proceso, con la propuesta en
marcha se estará reduciendo a 0.2% estando dentro de los parámetros permitidos por
la empresa, el mismo valor se obtuvo realizando un estudio durante una semana de
producción, de esta manera, el ahorro mensual es de 2,8% de la producción lo que
equivale a 124.386.300 Bs.
El costo de la materia prima es de 224.386.300 Bs/ton, la producción mensual
de crema es de aproximadamente 450 ton, lo que representa en Bs, 124.386.300.
De esta manera, se calcula el retorno de capital para conocer en que tiempo se
recuperará la inversión,
Sin tomar en cuenta la inflación, el costo de la inversión de la propuesta se
recuperaría en menos de un año luego de ser implementada. La razón por la cual el
costo se recuperaría tan rápido es porque la mayoría de las propuestas no generan
costos adicionales a la empresa, no requieren paradas en el proceso para su
implementación y la propuesta que mas requiere un costo es la propuesta
tecnológica.
Cabe destacar que las propuestas fueron presentadas al equipo de cuidado
bucal, las mismas fueron estudiadas y aceptadas, ya que su aplicación genera
beneficios a la empresa, reduciendo los costos por perdidas de scrap, aumentando la
productividad y eficiencia de la línea.
CONCLUSIONES
Durante el desarrollo de este trabajo especial de grado, se logró, mediante las
herramientas de ingeniería industrial implementar un plan de mejora para la
reducción de scrap de la línea dos (2) de la planta de llenado de Colgate Palmolive
Company, con la finalidad de alcanzar la mejora en la productividad, reducir los
problemas de calidad, mejoras en el proceso, un ambiente de trabajo mas cómodo y
reducir el costo adicional que genera la producción de scrap. Todo esto se llevó a
cabo mediante un diagnóstico de la situación del proceso, análisis de fallas
encontradas y de esta manera se logró diseñar un plan de mejora para mejorar las
condiciones actuales.
• Durante la fase I se logró diagnosticar la situación actual en la generación de
scrap de la línea dos del área de llenado de la planta de cuidado bucal,
Colgate Palmolive Company, mediante recolección de información tales
como entrevistas estructuras, revisión documental y observaciones directas,
los cuales permitieron detectar las principales debilidades del proceso, tales
como desorden en el almacén, inspecciones de calidad inadecuadas, mal
manejo de materiales, distribución de la unidad de carga de las paletas no es
adecuada, entre otras; esto causa grandes perdidas de materia y a su vez
generan una disminución de la productividad en el proceso.
• En la fase II, se analizaron de las debilidades encontradas en la fase anterior
que generan el material scrap de la línea dos (2), del área de llenado de la
planta de cuidado bucal, mediante técnicas de priorización de fallas, diagrama
de Pareto, tormenta de ideas, espina de pescado, entre otras; se logró detectar
que las principales fallas del proceso son: Tecnología de la línea anticuada,
las demás debilidades fueron encontradas alrededor del entorno que involucra
el proceso productivo de la línea dos (2) causantes gran parte de la generación
122
de scrap existente, tales como, mal manejo de materiales en el almacén, no
existe un personal bien formado, las condiciones de almacenamiento son
inadecuadas, paletas en mal estado, debilidades en la frecuencia de las
inspecciones de calidad tanto en el departamento de empaque como de la
planta de tubos. De esta manera se pudo encontrar oportunidades de mejoras
en el proceso.
• En cuanto a la fase III, luego de realizar un análisis exhaustivo de las
principales debilidades del proceso, se logró diseñar un plan de mejoras que
conduzca a la disminución de material scrap de la línea dos (2), basado en el
análisis realizado. Las propuestas son la siguientes:
� Implementar las herramientas 5S en los almacenes, con el fin de lograr
obtener áreas ordenadas, organizadas y limpias para tener control de los
materiales disponibles, disminuir los costos de almacenamiento, costo de
inventario, además, se lograría obtener luego de formar al personal, un
equipo de trabajo de alto desempeño, lo cual impulsa a la solidez de la
fabrica y su confiabilidad.
� Adicionalmente, se propone luego de implementar 5S, trabajar con el
sistema just in time (JIT) el cual permitirá una mejora de la
productividad, disminuirá las perdidas de material, ahorrará los costos de
producción, se evitaran los problemas de calidad al disminuir la cantidad
de scrap generado por la línea dos (2), también se evitaran los problemas
de planificación, mejorará la comunicación y racionalizará los costos
produciendo solo lo necesario para satisfacer la demanda.
� También, se propone sustituir la paletas de madera en mal estado por
paletas nuevas, y realizar una redistribución en las camadas
disminuyendo el tamaño de las cajas que almacenan los estuches que
luego son llevados a la línea dos (2) para obtener mayor rigidez en las los
corrugados de servicio, permitiendo que se puedan distribuir las camadas
123
en bloques y evitando que se deformen los mismos. Además, si se
disminuye el tamaño de las cajas se pueden almacenar más estuches por
unidad de carga y el peso de las cajas es 9,7 kg menos que la carga
actual. Ademmas, si se disminuye el tamaño de las cajas será más
ergonómico para los operadores.
� Por ultimo, se propone sustituir el sistema operativo actual de la línea dos
(2) de la planta de llenado para reducir posibles fallas en los equipos que
la conforman, lo que conlleva a la detección de la falla raíz y la reducción
de tiempos de paradas de la misma.
• En la fase IV, se logró evaluar la relación costo-beneficio que genera el plan
de mejoras diseñado, cada propuesta planteada presenta costos asociados al
estudio, resaltando que los montos facilitados por la empresa fueron los
montos aproximados debido a las políticas de empresa. El resultado obtenido
fue que se recuperaría la inversión aproximadamente en máximo un año de
producción.
De esta manera, luego del estudio, diagnóstico y análisis de las diversas fallas
encontradas durante el proceso productivo de la línea dos (2) de la planta de llenado
de cuidado bucal, Colgate Palmolive Venezuela, se logró obtener la respuesta a la
formulación del problema sobre diversas soluciones para implementar mejoras en la
reducción de la cantidad de scrap que se genera en la misma, logrando un porcentaje
de 0.2 % de scrap en dicha línea.
Además es relevante mencionar que las propuestas de 5`s, Kanban, JIT y
redistribución de la unidad de carga (cajas) son necesarias aplicarlas en conjunto para
lograr la reducción del scrap (propuestas contingentes) y la de actualización
tecnológica es independiente en su aplicación.
RECOMENDACIONES
Una vez elaboradas las conclusiones, se presentan una serie de
recomendaciones que se desarrollan a continuación:
• Se recomienda tomar en cuenta las propuestas anteriormente planteadas previa
revisión, análisis y aprobación de parte de la gerencia.
• Realizar un proyecto de redistribución del almacén que garantice la entrada y
salida adecuada de los materiales, pudiendo así cumplir con un correcto FIFO. En
donde, la ubicación de los materiales sea por categorías y de ser posible, separar el
almacén de materia prima con el de producto terminado.
• Se recomienda realizar el estudio de la instalación de un equipo neumático a la
estación de la estuchadora de la línea dos (2) de la planta de llenado de Cuidado
Bucal, con la finalidad de arrojar un flujo de aire discontinuo a los estuches antes
de entrar al equipo y ser succionado por las ventosas para ser abierto.
El aire arrojado debe ser de tal magnitud que permita separar un poco los
estuches que puedan estar medianamente planchados y así también ayuda a
eliminar cualquier impureza presente antes de la aspiración de las ventosas que
pueda causar alguna falla en el proceso.
• En el marco de la mejora continua de la empresa Colgate Palmolive, es necesario
realizar talleres y cursos de capacitación los días de parada para todos los lideres y
técnicos de manufacturas involucrados en el proceso productivo de la línea dos (2)
de la planta de llenado, con la finalidad de realizar mejoras en cada uno los
procedimientos a seguir a la hora de realizar los procesos de despacho internos a
las líneas de producción y en los movimientos relacionados a la recepción de
material y su respectivo almacenaje, resaltando la importancia que tiene para
todos el cuidado o preservación de las condiciones del material a ser empleado en
las instalaciones.
125
• Se recomienda realizar reparaciones a las paletas en mal estado y así mejorar las
condiciones de almacenamiento del material de empaque.
• Se recomienda que el departamento de conservación ambiental, realice campañas
internas sobre la importancia de disminuir cada día los desperdicios generados en
los procesos de cualquier tipo, incentivando a la participación con sus ideas a
todo el personal de la empresa Colgate Palmolive Company y recordando que lo
que hacemos hoy tendrá un impacto en las generaciones futuras.
REFERENCIAS
• Bibliográficas
ARREAZA, A (2012). Calidad y mejora continua. 3ra edición. Editorial
Donostiarra, SA.
AGUILAR, J.E. (2010). La mejora continua. Network de Psicología
Organizacional. México: Asociación Oaxaqueña de Psicología A.C.
GOMEZ, Ezequiel y Félix Rachadell (2008). Manejo de materiales.
Valencia: Universidad de Carabobo. Escuela de Ingeniería Industrial.
Departamento de Ingeniería de Métodos.
HERNÁNDEZ, J. (2013). Lean manufacturing, conceptos, técnicas e
implantación. Ediciones EOI. España.
HERNÁNDEZ, R (2010). Logística de almacenes. Editorial Cubaeduca.
Primera edición.
MANEIRO, N y Agustin M (2010). Estadística para ingeniería.
Universidad de Carabobo. Escuela de ingeniería Industrial. Primera edición.
MAZAAKI Imai (2001).Kaizen, la clave de la ventaja competitiva
japonesa. Editorial Continental. Decima tercera edición. México.
SÁNCHEZ J (2010), Lean Manufacturing, la evidencia de una necesidad.
Ediciones Díaz de santos. Primera edición. España.
UNIVERSIDAD JOSE ANTONIO PAEZ (2007) Normas para la
elaboración y presentación de los Anteproyectos, Proyectos y Trabajo de Grado.
UNIVERSIDAD PEDAGOGICA EXPERIMENTAL LIBERTADOR
UPEL (2006) Manual de trabajos de grado de maestría y tesis doctorales.
Fedupel. Reimpresión de tercera edición. Caracas. Venezuela.
127
• Trabajos especiales de grado
ALVARADO, E. (2011), presentó una Propuesta metodológica para la
reducción de desperdicios de la empresa US Technologies, para obtener el grado
de maestría en Ingeniería Industrial. Instituto Politécnico Nacional del DF.
México
GIL, J. (2012), en su trabajo titulado: Propuesta de un plan de mejoras
para la disminución de los desperdicios generados en el proceso productivo de
variables de filtros combinados en la empresa Cigarrera Bigott planta Valencia,
para optar por el título de Ingeniero Industrial de la Universidad José Antonio
Páez.
LIENDO R. (2013), en su trabajo titulado: “Proponer plan de mejora para
la reducción de pérdida de fosfato en el área de fabricación de crema de
Colgate- Palmolive Venezuela C.A.”, para optar por el título de Ingeniero
Industrial de la Universidad José Antonio Páez.
RIVERO, E (2011), en su trabajo de pasantías titulado “Propuesta de
Mejora para la disminución del desperdicio de materia prima en el proceso de
corrugado para la elaboración de cajas de cartón en la Planta Smurfit Kappa
Cartón de Venezuela S.A”, para optar por el título de Ingeniero Industrial de la
Universidad José Antonio Páez.
128
ANEXO A (Formato de evaluación de calidad del
corrugado)
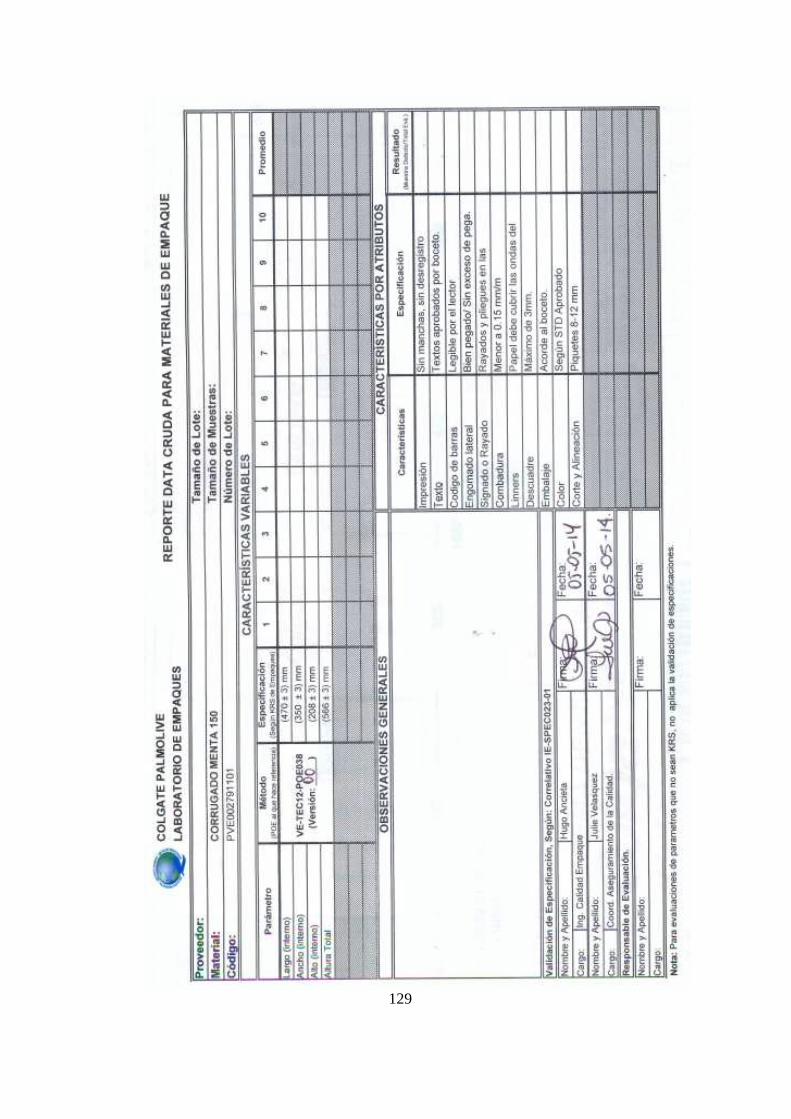
129
130
ANEXO B (Formato de evaluación de los estuches)
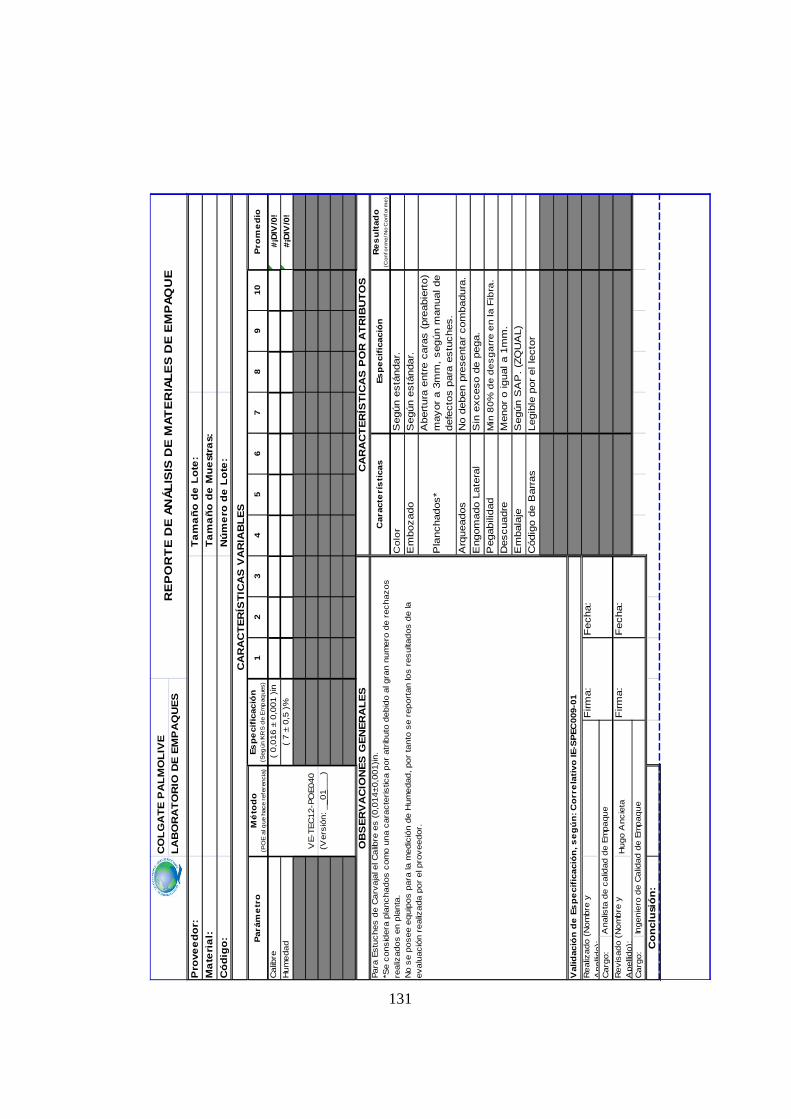
131
Mé
tod
o(P
OE
al q
ue h
ace
refe
renc
ia)
12
34
56
78
91
0P
rom
ed
io
#¡D
IV/0
!
#¡D
IV/0
!
Re
su
ltad
o(C
on
form
e/N
o C
on
form
e)
Ca
rgo:
Ca
rgo:
Fecha:
Co
ncl
usi
ón
:
Re
vis
ad
o (
No
mb
re y
A
pelli
do):
Hu
go A
nc
ieta
Firm
a:
Fecha:
Firm
a:
Ingen
iero
de C
alid
ad
de E
mp
aqu
e
Códig
o d
e B
arr
as
Legib
le p
or
el le
cto
r
Analis
ta d
e c
alid
ad d
e E
mpa
que
Valid
aci
ón
de
Es
pe
cifica
ció
n, s
eg
ún
: Co
rre
lativ
o I
E-S
PE
C0
09-0
1
Re
aliz
ado (
Nom
bre
y
Apelli
do):
Menor
o igual a 1
mm
.
Em
bala
jeS
egún S
AP
. (Z
QU
AL)
Pegabili
dad
Min
80
% d
e d
es
ga
rre
en
la F
ibra
.
OB
SE
RV
AC
ION
ES
GE
NE
RA
LE
SC
AR
AC
TE
RÍS
TIC
AS
PO
R A
TR
IBU
TO
SPara
Estu
ches
de C
arv
aja
l el C
alib
re e
s (
0,0
14±0,0
01)in
.
*S
e c
ons
idera
pla
nc
ha
dos
com
o u
na c
ara
cte
ris
tica
por
atr
ibuto
deb
ido a
l gra
n n
um
ero
de r
ec
haz
os
re
aliz
ado
s e
n p
lan
ta.
No
se p
osee
equip
os p
ara
la m
edic
ión d
e H
um
edad
, por
tan
to s
e r
ep
ort
an lo
s r
es
ulta
dos d
e la
eva
luació
n r
ealiz
ada p
or
el p
rov
ee
dor.
Ca
ract
erí
stica
sEs
pe
cifica
ció
n
Co
lor
Según e
stá
ndar.
Em
bozado
Según e
stá
ndar.
Pla
nchados*
Abert
ura
entr
e c
ara
s (
pre
abie
rto)
mayor
a 3
mm
, según m
anual de
defe
cto
s p
ara
estu
ches.
Arq
ueados
No d
eben p
resenta
r com
badura
.
Engom
ado L
ate
ral
Sin
exceso d
e p
ega.
Descuadre
(Vers
ión:
__0
1_
__)
CA
RA
CT
ER
ÍST
ICA
S V
AR
IAB
LE
S
Pará
me
tro
Es
pe
cifica
ció
n(S
egún
�KR
S d
e E
mp
aque
s)
Ca
libre
VE-T
EC
12-P
OE
040
( 0
,016
± 0
,001 )
in
Hu
me
da
d(
7 ±
0,5
)%
Ma
teri
al:
T
am
año
de
Mu
est
ras:
Có
dig
o:
N
úm
ero
de
Lo
te:
CO
LG
AT
E P
AL
MO
LIV
ER
EP
OR
TE
DE
AN
ÁLIS
IS D
E M
AT
ER
IALE
S D
E E
MP
AQ
UE
LA
BO
RA
TO
RIO
DE
EM
PA
QU
ES
Pro
vee
do
r:
Ta
ma
ño
de
Lote
:
132
ANEXO C
(Formato de evaluación de los tubos laminados)
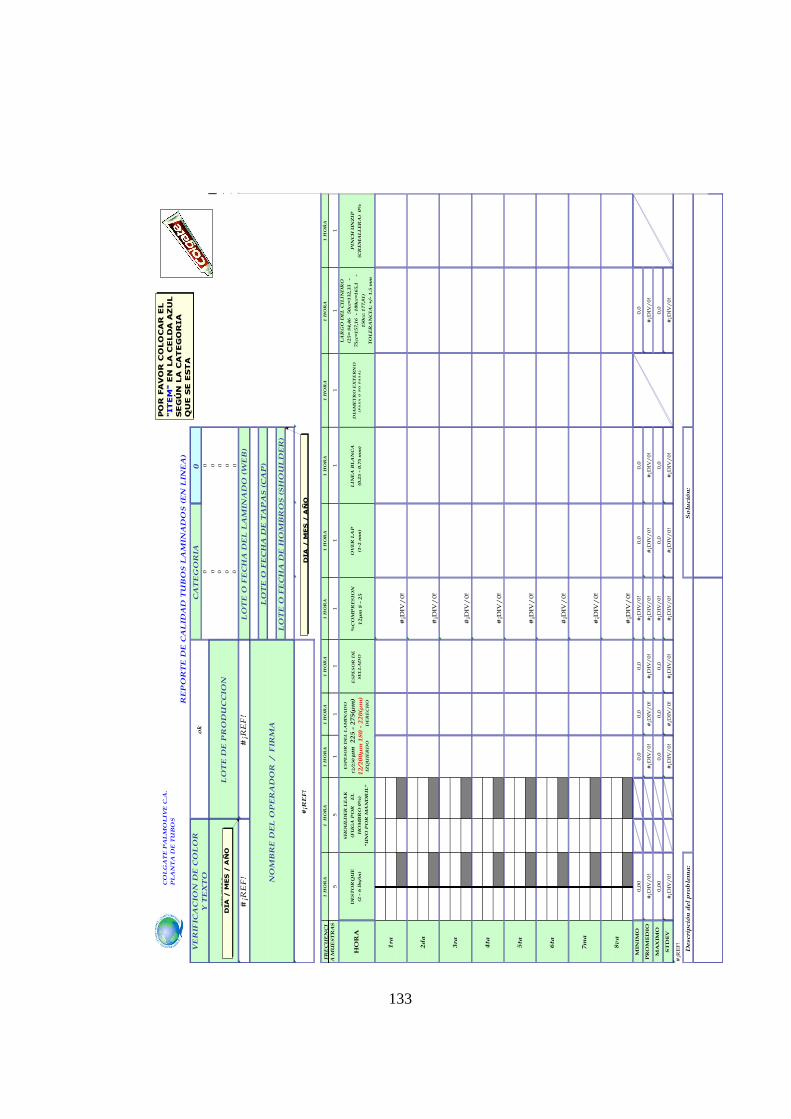
133
CO
LG
AT
E P
AL
MO
LIV
E C
.A.
PL
AN
TA
DE
TU
BO
S
0 0 00
0 0 00 0
#¡R
EF
!#
¡RE
F!
0
1 H
OR
A1
HO
RA
1 H
OR
A1
HO
RA
1 H
OR
A1
HO
RA
1 H
OR
A1
HO
RA
1
HO
RA
11
11
11
11
1
HORA
ES
PE
SO
R D
E
SE
LL
AD
O
%C
OM
PR
ES
IO
N
12
µm
8 -
25
OV
ER
LA
P
(1-2
mm
)
LIN
EA
BL
AN
CA
(0.2
5 -
0.7
5 m
m)
DIA
ME
TR
O E
XT
ER
NO
(
PA
SA
O N
O P
AS
A)
LA
RG
O D
EL
CIL
IN
DR
O
(25
= 8
4,4
6 5
0cc=
132
,33
-
75
cc=
15
7,1
6 - 1
00cc=
16
5,1
-
15
0cc:
17
7,8
1)
TO
LE
RA
NC
IA
: +
/- 1
.5 m
m
PIN
CH
UN
ZIP
(CR
EM
AL
LE
RA
) 0
%
MINIMO
0,0
0,0
0,0
#¡DIV/0!
0,0
0,0
0,0
PROMEDIO
#¡DIV/0!
#¡DIV/0!
#¡DIV/0!
#¡DIV/0!
#¡DIV/0!
#¡DIV/0!
#¡DIV/0!
MAXIMO
0,0
0,0
0,0
#¡DIV/0!
0,0
0,0
0,0
STDEV
#¡DIV/0!
#¡DIV/0!
#¡DIV/0!
#¡DIV/0!
#¡DIV/0!
#¡DIV/0!
#¡DIV/0!
#¡REF!
Descri
pció
n d
el
pro
ble
ma
:S
olu
ció
n:
0,00
#¡DIV/0!
0,00
#¡DIV/0!
8v
a
#¡DIV/0!
7m
a
#¡DIV/0!
6ta
#¡DIV/0!
5ta
#¡DIV/0!
4ta
#¡DIV/0!
3ra
#¡DIV/0!
2d
a
#¡DIV/0!
1ra
#¡DIV/0!
FR
EC
UE
NC
I
A M
UE
ST
RA
S
1 H
OR
A1
H
OR
A
55
DE
ST
OR
QU
E
(2 -
6 l
bs/i
n)
SH
OU
LD
ER
LE
AK
(FU
GA
PO
R
E
L
HO
MB
RO
0%
)
"U
NO
PO
R M
AN
DR
IL
"
ES
PE
SO
R D
EL
LA
MIN
AD
O
12
/25
0µ
m 2
25 -
27
5(µ
m)
12
/20
0µ
m 1
80 -
22
0(µ
m)
IZ
QU
IER
DO
D
ER
EC
HO
#¡REF!
LO
TE
O F
EC
HA
DE
L L
AM
INA
DO
(W
EB
)
NO
MB
RE
DE
L O
PE
RA
DO
R
/ F
IRM
A
LO
TE
DE
PR
OD
UC
CIO
N
0 0 0
LO
TE
O F
EC
HA
DE
TA
PA
S (
CA
P)
LO
TE
O F
EC
HA
DE
HO
MB
RO
S (
SH
OU
LD
ER
)
RE
PO
RT
E D
E C
AL
IDA
D T
UB
OS
LA
MIN
AD
OS
(E
N L
INE
A)
VE
RIF
ICA
CIO
N D
E C
OL
OR
Y T
EX
TO
ok
CA
TE
GO
RIA
0
FE
CH
A
#¡R
EF
!
0
#¡REF!
POR FAVOR COLOCAR EL
"ITEM" EN LA CELDA AZUL
SEGÚN LA CATEGORIA
QUE SE ESTA
PRODUCIENDO.
DIA / MES / AÑO
DIA / MES / AÑO
134
ANEXO D (Lista de chequeo de limpeza de los
almacenes)
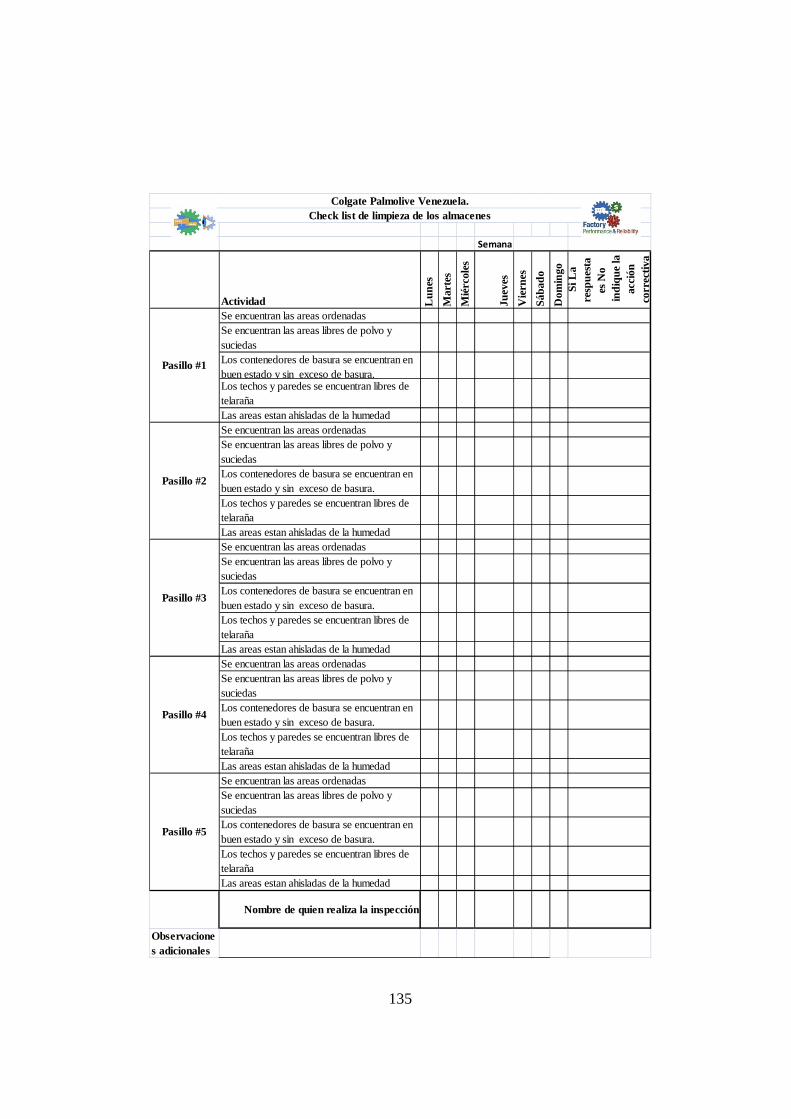
135
Semana
Actividad Lun
es
Mar
tes
Mié
rcol
es
Juev
es
Vie
rnes
Sáb
ado
Dom
ingo
Si L
a re
spue
sta
es N
o in
diqu
e la
ac
ción
co
rrec
tiva
Se encuentran las areas ordenadasSe encuentran las areas libres de polvo y suciedasLos contenedores de basura se encuentran en buen estado y sin exceso de basura.Los techos y paredes se encuentran libres de telarañaLas areas estan ahisladas de la humedadSe encuentran las areas ordenadasSe encuentran las areas libres de polvo y suciedasLos contenedores de basura se encuentran en buen estado y sin exceso de basura.Los techos y paredes se encuentran libres de telarañaLas areas estan ahisladas de la humedadSe encuentran las areas ordenadasSe encuentran las areas libres de polvo y suciedasLos contenedores de basura se encuentran en buen estado y sin exceso de basura.Los techos y paredes se encuentran libres de telarañaLas areas estan ahisladas de la humedadSe encuentran las areas ordenadasSe encuentran las areas libres de polvo y suciedasLos contenedores de basura se encuentran en buen estado y sin exceso de basura.Los techos y paredes se encuentran libres de telarañaLas areas estan ahisladas de la humedadSe encuentran las areas ordenadasSe encuentran las areas libres de polvo y suciedasLos contenedores de basura se encuentran en buen estado y sin exceso de basura.Los techos y paredes se encuentran libres de telarañaLas areas estan ahisladas de la humedad
Nombre de quien realiza la inspección
Observaciones adicionales
Pasillo #3
Pasillo #4
Pasillo #5
Check list de limpieza de los almacenesColgate Palmolive Venezuela.
Pasillo #1
Pasillo #2
136
ANEXO E (Formato de documentación de hallazgos)
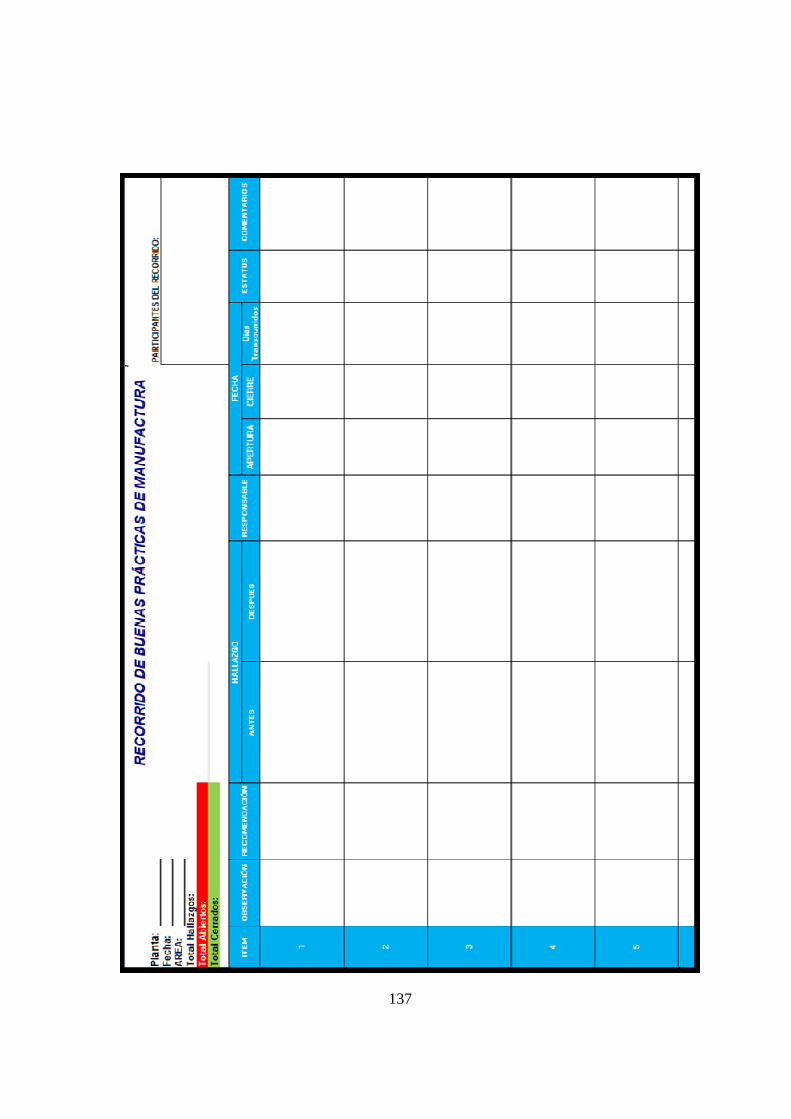
137
138
ANEXO F (Cartelera kanban para los almacenes)
139