Embed Size (px)
Citation preview

Preliminary Study for ExergeticAnalysis on Sugar Production
in Tanzaniathe energy-efficiency of TPC Limited, Moshi
Dar es Salaam and Moshi, TanzaniaFebruary - May 1999
Practical Training by:
René Dijkmans Department of Chemical Engineering and Chemistry, EindhovenUniversity of Technology, The Netherlands
Under Supervision of:
Dr. MremaProf. Katima
Prof. Dr. Ir. JanssenIr. Van Schijndel
Department of Chemical and Process Engineering, University of Dar es Salaam, Tanzania
Centre for Environmental Technology, Department of Chemical Engineering and Chemistry, Eindhoven University of Technology, The Netherlands


Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
Preface
This is the report of my practical training in at Taganyika Planting Company SugarEstate Limited (TPC ltd.) in Moshi, Tanzania, from February to May 1999. This (first) studyon the exergetic efficiency at TPC ltd. in Moshi was conducted within the projectEnvironmental Engineering (EvEn), in which the Centre for Environmental Technology(Eindhoven University of Technology) and the department of Chemical and ProcessEngineering (University of Dar Es Salaam) are working together. As a part of the MHO 253project, Nuffic (Netherlands Organisation for International Cooperation in Higher Education)sponsored the research as well.
It offered me the opportunity to meet other cultures, both in social life and in business.TPC was visited with regard to cleaner production and environmental protection, focussingon the exergetic and energetic efficiency.
I would like to take the opportunity to thank to all persons, who were of assistance tome and made the practical training possible. First of all, I would like to thank my supervisors,Dr. Mrema and Prof. Katima of the University of Dar Es Salaam and Ir. Van Schijndel andProf. Janssen of the Eindhoven University of Technology.
Next, I would like to thank all of my colleagues at TPC for the big efforts they made tohelp me as much as possible. Especially, I would like to express my gratitude to Mr. Makundiand his wife, for their hospitality during my stay at the factory, and Mr. Assey for all the datahe supplied me with and all the help he gave me when I experienced problems. Also I wouldlike to thank Mr. Assey and Mr. Mlaki, whose office I shared, for the endless discussionsabout the differences between the Tanzanian and Dutch (business-) society.
I would like to express my gratitude towards the 'Bureau Automatisering T' (Bureau ofAutomation of the faculty of Chemical Engineering and Chemistry) as well, for borrowing mea notebook computer for my stay in Tanzania. The notebook has been of big help during mystay.
Finally, but not less important, I would like to thank all of my family and friends in theNetherlands as well as all of my new family and friends in Tanzania, for the support theyoffered me both in good and less fortunate times. Notably, I would like to thank my girlfriendSuzanne for all the support she gave me before going to and during my stay in Tanzania.
Thanks to all these people I really had the time of my life in Tanzania. It was anexperience I will never forget and always treasure in my heart. Asante sana. Kwaheri !
Rene Dijkmans

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
Summary
Tanzania is striving to reach the levels of economic well being which the developedcountries have achieved. However, the industrial development as was undertaken by the firstworld countries would be catastrophic for the environment. Therefore this study focussed onhow to combine economic growth with sustainable development.
Due to the bad condition in which some of the equipment at TPC was, it proved not tobe possible to map all the energetic difficulties at the factory. Though, it was possible toaddress the main bottlenecks of the process and suggestions for improvement were done.However, improving the course of the process is not sufficient to improve the sustainability ofthe factory. Non-technical aspects, like behaviour of operators and management can also doone's bit for a more reliable, time and cost efficient and less polluting factory. Of course thiswill inevitably ask for investments.
Despite the fact that some well-intentioned criticism is uttered in this report, TPCseems to have the power to survive, as it did for the past 65 years. If TPC’s new owner dealswith the factory’s bottlenecks and takes the issues dealt with in this report to hart, the futureof TPC looks promising.

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
Table Of Contents
1. General Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11.1 The Country: Tanzania . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11.2 The Material: Sugar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21.3 The Factory: Taganyika Planting Company . . . . . . . . . . . . . . . . . . . . . . . . . . . 31.4 The Study: Cleaner Production and Exergetic Analysis . . . . . . . . . . . . . . . . . . 4
2. Exergy, Environment and Economics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52.1 The Basics of Exergy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52.2 Calculating Exergy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62.3 Process Efficiency . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72.4 Exergy, Environment and Economics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82.5 Exergy in Sugar Factories . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
3. The Manufacture of Sugar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 113.1 Simple Flowsheet . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 113.2 Fields and Harvesting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 123.3 Feeding and Extraction of the Juice . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 123.4 Clarification of the Juice . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 123.5 Thickening and Crystallisation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 133.6 Engines and Engineers . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
4. The 1998/1999 Production Season . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 154.1 The Production . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 154.2 The Main Production Problems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 154.3 Remarks on the Production Season . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 174.4 Planning the Future . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
5. Sugars™ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 185.1 Introduction to Sugars™ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 185.2 Sugars™ during this project . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 185.3 Working with Sugars™ and Sugars™ Files . . . . . . . . . . . . . . . . . . . . . . . . . . 195.4 Postscript . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
6. Material and Heat Balances . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 216.1 System Boundaries and Assumptions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 216.2 Material Balance Total System . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 216.3 Mass Balance Stations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 226.4 Enthalpy Balance Total System . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 236.5 Enthalpy Balance Stations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
7. Exergy Use in Sugar Production . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 257.1 Total Exergy Use at TPC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 257.2 Enthalpy and Exergy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
8. Cleaner Production . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 268.1 Environmental Issues in Developing Countries. . . . . . . . . . . . . . . . . . . . . . . . 268.2 Environmental Awareness in Tanzania . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 268.3 Environmental Pollution in Sugar Factories . . . . . . . . . . . . . . . . . . . . . . . . . . . 278.4 Environmental Pollution at TPC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
9. Conclusion and Discussion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2910. Recommendations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
10.1 Condition of Engines and Engineers . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3010.2 Care for the Environment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3010.3 Further Research . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
11. Literature . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3112. List of Abbreviations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
A. Appendices . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35A.1 Contact List . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35A.2 Process Flow Chart of TPC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37A.3 Sugars™ input and output . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38A.4 Season Process Data . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44A.5 Thermodynamic Properties . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48A.6 Material and Heat Balances . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50A.7 Economics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62A.8 Tanzanian Emission Standards . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63A.9 Estimated Pollution at TPC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
- 1 -
1. General Introduction
1.1 The Country: Tanzania
The United Republic of Tanzania borders on the Indian Ocean to the east, and hasland borders with eight countries: anti-clockwise from the north, Kenya, Uganda, Rwanda,Burundi, the Democratic Republic of Congo (across Lake Tanganyika), Zambia, Malawi andMozambique. Tanzania covers, including inland water and Zanzibar, an area of 945,234 km2.The country comprises several distinct zones: a fertile coastal belt, the Masai Steppe andmountain ranges to the north, with Mt Kilimanjaro rising to 5,895m, and a high plateau in thecentral and southern regions. The climate is tropical on the coast, where it is hot and humidsemi-temperate in the mountains and drier in the plateau region with considerable seasonalvariations in temperature.
According to evidence at Olduvai Gorge and in the Manonga Valley, Tanzania may behumanity’s place of origin. Around the year 500 Bantu peoples, the ancestors of the majorityof the modern population, began entering the area. Arab coastal settlement and theintroduction of Islam took place between 800 and 900. In the late 1880s Germany took overthe area from the coast to (and including) Ruanda and Urundi, calling it the Protectorate ofGerman East Africa. There was rather sparse German settlement: the people objected being‘protected’. In 1905 there was an all-out rebellion, which was put down by a strategicallyengineered famine, leading to about 200,000 deaths.
Britain was, at the time, concerned with the islands of Zanzibar and Pemba, whichwere declared a British Protectorate in 1890. In 1919, the League of Nations gave Britain amandate to administer part of German East Africa, now known as Tanganyika. In 1946, afterthe second world war, Tanganyika became a United Nations trust territory. In 1954, aschoolteacher, Julius Nyerere, founded the Tanganyikan African National Union (TANU),which promoted African nationalism and won a large public following. The colonial authoritiesresponded with constitutional changes increasing the voice of the African population whilereserving seats for minority communities. However, elections were held in 1958-9 and againin 1960. The result was overwhelming victory for TANU, which was by this periodcampaigning for independence as well as majority rule. The new government and Britain agreed at a constitutional conference to fullindependence for Tanganyika in December 1961. Zanzibar achieved independence in 1963as a separate country. Tanganyika became a republic in December 1962, one year afterachieving independence, and the direct presidential election brought TANU’s leader,Nyerere, to the presidency.
In April 1964, after a revolution had overthrown the Sultan of Zanzibar, Tanganyikaand Zanzibar united as the United Republic of Tanzania. Tanzania came to independencewith a severely underdeveloped economy and extremely limited infrastructure. In an effort tocreate socially equitable and rapid development, it became an early proponent of Africansocialism, launched in 1967 with nationalisation of banking, finance, industry and large-scaletrade, marketing through boards, and the resettlement of peasants in communal ujamaavillages created out of large estates. Tanzania was able to record progress in education andhealth but, after an initial boom, the formal economic base shrank, production fell and theparallel economy became a way of life. The Ugandan war, falls in commodity prices andfailures of the policy itself brought the country to the verge of bankruptcy by the mid-1980s.Pressure for reform grew within Tanzania, and among international donors. The governmentresponded with constitutional changes, which permitted opposition parties from 1992 and sobrought in a multiparty system.

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
1 Charles G.M. Perk, “The Manufacture Of Sugar From Sugarcane”, Sugar MillingInstitute and the University of Natal, Pretoria, South Africa, 1973.
2 J.P. MMbaga, "Practical Training Report Kilombero Sugar Company", University of DarEs Salaam, Dar Es Salaam, Tanzania, 1985, p 7-8.
3 Kirk-Othmer, "Encyclopedia of Chemical Technology, volume 21", John Wiley & Sons,New York, United States of America, 3rd ed, 1983, p 865.
- 2 -
O
OHOHHO
HO
HO
OOH
OH
HO
HO
OH
+
O
OHHO
HO
HO
OOH
OH
HO
O
OH
-H2O
CONDENSATION
figure 1: formation of sucrose
1.2 The Material: Sugar
Sugar is the name of a large group of substances which, together with the starchesand celluloses, are know as carbohydrates. Sugars occur widely in nature and are animportant part of the food for man and animals. Various plants contain sugars in blossomsand fruits. Sugarcane (Saccharum Officinarum L.) and sugarbeet (Beta Vulgaris) are themain plants that produce sufficient sugar per surface and per year for extraction to beeconomically feasible on a commercial scale.1
The actual 'manufacture' of sugar is done by this plants when they absorb oxygen andwater and form D-glucose and D-Fructose in the presence of light (photosynthesis).
12 12 2 122 2 6 12 6 2H O CO C H O Ohv+ → +
The kind of sugar extracted from these plants however is sucrose, a disaccharide.Sucrose is the common name of "-D-glucopyranosyl-$-D-fructofuranoside, the disaccharideis formed by condensation of "-D-glucose and $-D-fructose, producing sucrose and water:The condensation-reaction is shown in figure 1.
Sucrose (also called table sugar or saccharose) is characterised by, and consumedfor, its pure sweets taste and its appreciable nutritive value.2, 3

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
- 3 -
1.3 The Factory: Taganyika Planting Company
The Taganyika Planting Company Sugar Estate Limited started 1933, some kilometressouth of Moshi, Kilimanjaro region. It was founded was owned by the well-known Danishmultinational Maersk. Three years after the first cane was planted, the first bags of sugar leftthe company. Thanks to the friendly relationship between Tanzania and Denmark, Maersksucceeded in preventing the company being nationalised in 1967 and remained owner of theTaganyika Planting Company. Late 1979, when Maersk wanted to sell the company, it washanded over to the Tanzanian government. For the management, the ministry for Agriculturehired an other Danish company, called Carl Bro International for ten years. In 1990, the localpeople were ready to take over the management, and the company was handed over to theSugar Development Co-operation (SuDeCo), which is also owned by the Tanzaniangovernment.
Now, in 1999, there is a question of privatisation again. The contracts will most likelybe signed somewhere in May, which will place the company in the hands of Deep RiverBeau Champ Limited. This company - from Port Louise on Mauritius - more than doubles itstotal sugar-production with this take-over. Other activities of Deep River Beau Champ dealwith maize, groundnuts, potatoes, palm trees, ginger, vanilla, fruit trees, eucalyptus,asparagus, fresh water prawns, deer farming, fish and poultry. After purchasing it, the newcompany has intended to invest US$ 30 million in TPC.
Nowadays, the Taganyika Planting Company owns more than 10,000 hectares (100km2) of land. The company has about 3,600 employees working on the fields. The factory,situated in the southern part of TPC's domain, provides work to another 400 employees. Thegreatest part of the personnel lives in one of the four big villages situated on the TPC land,which accommodate a total of about 20,000 people. The TPC villages are ratherautonomous: they have their own butchers, agricultural products, schools, post-offices,ho(s)tels, restaurants, bars etc. To give the reader a idea about the size of the company,some average yearly production figures are given in table 1, for a full report on the1998/1999 production season see Appendix 5.
Table 1: Key Figures on TPC
property quantity
amount of cane crushed 450,000,000 kg
amount of sugar produced 40,000,000 kg
total fields occupied with sugar 5,000 hectare
amount of fuel oil burnt 650,000 liter
amount of bagasse burnt 150,000,000 kg
turnover 20.000.000 US$
total number of employees 4,000

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
- 4 -
1.4 The Study: Cleaner Production and Exergetic Analysis
Development countries, like Tanzania, are striving to reach the levels of economic wellbeing which the developed countries have achieved. However, the industrial development aswas undertaken by the first world countries would be catastrophic for the environment. Tocombine economic growth with sustainable development, the primary focus of environmentalprotection must be preventive measures.
One of the matters the Centre for Environmental Technology researches is theapplication of exergy analysis in various industries. Although the practical usefulness of theanalysis has yet to be proven, it can reveal process modifications and benefits towardscleaner production and sustainable development. Often, a major environmental problem isthe inefficient use of energy. With the help of cleaner production design methodologiesengineers may be in a position of in-cooperating measures to minimise the pollution, forinstance by introducing recycling loops, by changing raw materials or by changing theoperating condition of the process, or in-cooperating treatment options. Reduction of the useof energy is profitable for the company: in a financial as well as in an environmental point ofview.

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
4 T.J. Kotas, "Exergy Method of Thermal Plant Analysis", Krieger Publishing Company,New York, United States of America, 1985.
- 5 -
2. Exergy, Environment and Economics
2.1 The Basics of Exergy
Exergy is a relatively new analysis technique in which the basis of evaluation ofthermodynamic losses follows from the Second Law of Thermodynamics. In fact, thestandard of energy quality is called exergy. The exergy balance is similar to an energybalance but has the fundamental difference that, while the energy balance is a statement ofthe law of conservation of energy, the exergy balance may be looked upon as a statement ofthe law of degradation of energy. An exergy balance applied to a process or a whole planttells us how much of the usable work, or exergy, supplied to the system has been consumedby the process. The loss of exergy, or irreversibility, provides a generally applicablequantitative measure of process inefficiency. Because the exergy method is based onthermodynamics, a review of the fundamentals of it is given here first.
The First Law: An extensive property - internal energy (U) - does exist, of which achange in its value is defined as the difference between the heating (Q) done to the systemand the work (W) done by the system during any change of state. The change in the internalenergy (U) of the system is equal to the change in energy of the system if the system is notin motion.
∆ ∆U E E E Q Wfinal initial= = − = −
This equation is known as the non-flow energy equation. The first law has itslimitations; it treats work and heat interactions as equivalent forms of energy in transit andoffers no indication about the possibility of a spontaneous process proceeding in a certaindirection. The second law of thermodynamics is required to establish the difference in qualitybetween mechanical and thermal energy and to indicate the directions of spontaneousprocesses.
The Second Law: There is an extensive property of a system called entropy (S). Theentropy of an isolated system can never decrease, since in practice a system always isirreversible. In other words, there is a production of entropy in every process. The loss is
connected to the loss of work: .4W T Slost irrev= ⋅0 ∆
The irreversible thermodynamics tells that:
∆S J Xirrev i ii
n
= ⋅∑where Ji are the process streams, and Xi are the associated driving forces. Which
leads to:
W T J Xlost i ii
n
= ⋅ ⋅∑0

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
- 6 -
This indicates that the work loss, which is also called exergy loss or irreversibility of agiven process, is related to the driving forces. By decreasing these driving forces the exergylosses of processes will also decrease; by this, the efficiency of the process will increase.
2.2 Calculating Exergy
The exergy of an amount of material is determined by the sum of its physical, chemicaland nuclear exergy. The last one will not be taken into account here.
Physical exergy is the work obtained by transferring a stream or substance via areversible process from the initial temperature T and pressure P tot the reference state T0
and P0:Ex H H T S Sph = − − ⋅ −0 0 0( )
Where H is the enthalpy and S the entropy. The physical exergy has two parts, namelya thermal and a pressure part. For a gas, the physical exergy can be calculated from:
( )ex c T T TTT
R TPPph p= ⋅ − − ⋅
+ ⋅ ⋅0 00
00
ln ln
With cp the specific isobaric heat capacity and R the molar gas constant. In the nextformula, for liquids and solids c is a specific heat and vm is the specific volume at T0:
( )ex c T T TTT
vPPph m= ⋅ − − ⋅
− ⋅0 00 0
ln ln
When exergy is transferred due to heat transfer, the formula of Carnot is used. Thisgives the following formula on exergy transfer, in which QA is the heat transfer attemperature T:
Ex QTTht A= ⋅ −
1 0
Chemical exergy is the maximal amount of work available when a substance isbrought into equilibrium with the environment by processes involving heat transfer and massexchange only with this environment. To calculate the chemical exergy of the referencegasses, the work for getting the components at the standard pressure from the partialpressure of the reference state has to be determined. The following formula can be used:
ex R TP
Pchpart
= ⋅ ⋅00ln
where Ppart is the partial pressure of the component in the reference state. To calculatethe chemical exergy of other (pure) components than the reference components thefollowing formula has to be used:
ex G x ex x exch i ch iin
i
n
i ch iout
i
n
= − − ⋅ + ⋅∑ ∑∆ 0 , ,

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
5 P.P.A.J. van Schijndel et al., "Exergy Analysis as a Tool for Energy EfficiencyImprovements in the Tanzanian and Zambian Industries", Eindhoven University ofTechnology, Eindhoven, Netherlands, 1998.
- 7 -
If the chemical exergy of some mixture needs to be calculated one uses the followingformula:
( )ex G x ex x xch mix i ch iin
i
n
i i ii
n
, , ln= − − ⋅ + ⋅ ⋅∑ ∑∆ 0 γ
The activity coefficient (i equals to one for ideal solutions.5 For non-ideal solutions theactivity coefficient can be measured using the Debye-Hückel Parameter:
− = ⋅ ⋅
+ ⋅ ⋅logγ i
i
i
A z I
a B I
2
1
A = 0.51 kg1/2/mol1/2 for aqueous solutions at 25 ECB = 3.287@109 kg1/2/m@mol1/2 for aqueous solutions at 25 ECai = the effective diameter of the ion
I =12
2m zi i∑As for sugar solutions, the use of the parameter mentioned above may not be
appropriate, one could estimate the activity coefficient using the boiling point rise, which ismainly caused by the activity of the sugar as well.
2.3 Process Efficiency
As mentioned before the total exergy input, E', of a real system is always higher thanits exergy output, E'', because a certain amount of exergy is irreversibly destroyed within thesystem. This amount of exergy is generally referred to as the internal exergy losses, Dint,directly linked to the thermodynamic irreversibilities in the system. Therefore, the total exergybalance satisfies the relationship:
Ex Ex Dll l= − int
There are different ways to define the exergy of a system. Fratzcher described it asstated here:
ηex
ll
l
ext
l
ExEx
D DEx
= = − +1
int
But this efficiency definition had its limitations and mistakes. It is possible that anapparatus what, from an engineering point of view, has a poor performance does have anexcellent exergy efficiency. For example, a chemical reactor with a very low conversion rateor a heat exchanger with very small heat duty would produce such an effect. This is,because exergy that is not utilised by the system, but just transits through, is not taken intoaccount in Fratzchers formula.

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
6 M. Sorin et al., "Exergy Flows Analysis in Chemical Reactors", Energy DiversificationResearch Laboratory, Varennes, Canada, 1998.
7 G. Wall, "Exergy and Morals", Institute of Theoretical Physics, Göteborg, Sweden,1995.
8 G. Wall, "On Exergetics, Economics and Optimization of Technical Processes to meetEnvironmental Conditions", Institute of Theoretical Physics, Göteborg, Sweden, 1997.
- 8 -
Kostenko recognised this fact first, and came up with the name transiting exergy, Extr,to this fraction of the exergy supplied to a system. Only part of the exergy input is consumedby the system in order to produce new forms of utilisable exergy. On the basis of theseobservations, Sorin and Brodyansky have defined a new coefficient of thermodynamicefficiency, later named intrinsic exergy efficiency by Sorin:
ηi
p
c
ll tr
l tr
ExEx
Ex ExEx Ex
= = −−
Intrinsic exergy efficiency is the measure of the true ability of the system to producenew exergy from a given amount of consumed exergy. However, 0i does not account for thefact that, because of the external exergy losses, Dext, which are determined by factorsexterior to the system itself, all of the exergy produced, Exp, is no longer utilisable.
Therefore, an alternative exergy coefficient was introduced by Sorin, which is morepertinent to the evaluation of practical systems performance. It is called the utilisable exergycoefficient, 0u:
ηu
pu
c
ll ext tr u
l tr u
ExEx
Ex D ExEx Ex
= = − −−
,
,
In this formula, Expu is the produced utilisable exergy; it constitutes part of Exp.6
2.4 Exergy, Environment and Economics7, 8
An engineer designing or operating a system is expected to aim for the highestpossible technical efficiency at a minimum costs under the prevailing technical, economicand legal conditions, but also with regard to ethical, ecological and social consequences. Inthe world with finite natural resources and large energy demands, it becomes increasinglyimportant to understand the mechanisms which degrade energy and resources and todevelop systematic approaches for improving systems and thus also reducing the impact onthe environment. Exergetics combined with economics represent powerful tools for thesystematic study and optimisation of systems. Therefore, exergy analyses are needed if weare serious in our efforts of a more equitable distribution of resources in the world and of ourconcern for future generations. Exergetics offer a unique insight where losses and possibleimprovements can be determined. Because it can provide this insight it is also a usefulconcept in economics. In macroeconomics, exergy offers a way to evaluate the depletion ofresources and environmental destruction. In microeconomics, exergy can be combined withcost-benefit analysis to improve the design. One could regard the system as a part of twodifferent environments - a physical and an economic one. The physical environment isdescribed by properties as pressure, temperature and chemical potential.

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
9 Phil Thompson, “Energy Studies for Sugar Factories”, PD Thompson ProcessEngineering, Peterborough, United Kingdom, 1999.
- 9 -
PhysicalEnvironment
massenergyentropy
pressuretemperaturechemical potentials
EconomicEnvironment
valuesconstraintsinformation
pricesinterest rates
SYSTEM
figure 2: the system and its two environments
The economic environment can be described by a set of reference prices of goods andinterest rates. Cost relations, videlicet costs as a function of physical quantities, connectthese two environments: see figure 2.
With the system embedded in the physical environment, for each component massand energy balances are needed to define the performance of the system, to describe thephysical behaviour of the system. If we know the cost relations, we are able to link thephysical and economic environments. In order to do so, we may link cost to exergy byassuming a price of exergy, which we call exergy costing or thermoeconomic accounting.Since exergy measures the physical value and costs can only be assigned to commodities ofvalue, exergy is a rational basis for assigning costs to the interactions that a physical systemexperiences with its surrounding and to the sources of inefficiencies within it. The exergyinput is shared between output and destruction, or product and losses. Now, we are able toform monetary balances for the total system and each component. This gives a good pictureof the monetary flows inside the total system and is a way to analyse and evaluate complexinstallations economically. If a system is optimised as described, we will find the best systemdue to the prevailing economic conditions and by minimising the exergy-losses, we alsominimise environmental effects.
2.5 Exergy in Sugar Factories9
The manufacture of sugar at TPC is an energy intensive process. There are two majordemands for thermal energy - heating the raw material and evaporating water. By carefuldesign it is possible to do a large proportion of the raw material heating in cane mills using"waste" heat leaving the process. Similar attention to the evaporation and crystallisationstages minimises the amount of steam needed to achieve the process objectives.
Energy is a key cost in many sugar factories, usually the 2nd or 3rd highest operatingcost after the cost of raw material. In cane mills the bagasse provides fuel but many millsfind themselves burning fossil fuels such as coal in addition to the bagasse.

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
- 10 -
In some regions the energy from bagasse can be used to generate substantialquantities of electricity for sale, in cogeneration schemes. By minimising the process steamdemand of the mill more steam is available to drive the condensing turbine of thecogeneration system, leading to greater electricity export and hence more revenue.
As part of an energy study, management issues should also be taken into account.Management issues can lead to significant improvements at minimal capital cost. Similarlytraining of operators and engineers can be a key part of an energy improvement strategy.
Of course, technology also plays an important role, from flow meters on wateradditions to the process through to evaporators for efficient heat transfer at low temperaturedifference. We should also remember the utility systems - an energy efficient boiler or set ofturbines can also make a substantial improvement to fuel costs in appropriate cases.

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
10 "Encyclopedia of Chemical Technology, volume 21", ibidem., p 883-903.
11 Douglas M. Considine and P.E. Glenn D. Considine, "Foods and Food ProductionEncyclopedia", Van Nostrad Reinhold Company, New York, United States of America, 1982,p 1931-1942.
12 Guilford L. Spencer and George P. Meade, "Cane Sugar Handbook", John Wiley andSons, New York, United States of America, 8th ed., 1959.
- 11 -
millingstation
clarifyingstation
evaporatorstation
steamboilers
vacuumstation
sugar cane
imbibition water
mixed juice clarified juice
syru
p
millingstation
lime
filter press
baga
sse
water steam for
stations
sugar water
water
molasses
figure 3: simple flowsheet
3. The Manufacture of Sugar10, 11, 12
3.1 Simple Flowsheet
The process of manufacturing sugar from sugarcane can be represented as asuccession of different operations namely: milling, clarifying, and thickening. The lastoperations takes place in both the evaporation station and de vacuum pans. This very laststation also houses the crystallizers and centrifuges. A simple flowsheet of the sugar-factoryis shown in figure 3. A more detailed flowsheet can be seen in Appendix 2 and will bediscussed thoroughly in this chapter.

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
13 Television Broadcast by ITV (Tanzania), "Azimuths - The Mauritian Sugar Industry",United Nations Development Programme, 1999.
- 12 -
3.2 Fields and Harvesting
The TPC sugar-fields cover a total area of almost 5000 hectares. The fields are allsituated along Barabara Sukari (Sugar Road), which connects TPC with Moshi. Before thecane is harvested it is burned. The burning is done to get rid of the leaves, which have nouse in the factory-process, and to chase off the different (sometimes dangerous) animalsliving in the fields. The cane is bound and harvested manually and loaded onto road-trucks.These trucks load their cargo onto railway-trucks on the extensive railway-system that coverTPC land. The cane is brought to the factory with these trucks, where the amount of cane isbeing weight.
3.3 Feeding and Extraction of the Juice
At the sugar factory, the cane is piled as a supply in the cane yard so that the factory,running 24 hours a day, will always have cane to grind. The cane has to be crushed as soonas possible, because of the possibility of inversion. This inversion, by bacteria in the cane,causes the sucrose to turn back in glucose and fructose: an unwanted process.
After the cane is dropped of the trucks, the cane passes a leveller, which levels off theamount of cane entering the factory per unit of time. After this, the cane passes through thecane knives, which cut the cane into pieces of one or two decimetres length and split it up abit. Next, the prepared cane passes a series of mills called a milling train. The mills arecomposed of massive horizontal cylinders in groups of three, one on the top and two on thebottom in a triangle formation. There are 4 of these mills in tandem. While the bottom tworolls are fixed, the top roll is free to move up and down. The top roll is hydraulically loadedwith a force of about 500 tonnes. These rolls turn at 2 to 5 rpm. The cane passes them witha speed of 10 to 25 centimetres per second.
The bagasse of the first mill is transported to the next mill. Bagasse going to the finalmill is sprayed with water to extract whatever sucrose remains, the resultant juice from thismill is then sprayed on the bagasse mat going to the third mill. Juice of the third mill issprayed on the bagasse of the second mill. The combination of all the juices is collectedfrom these first two mills. The bagasse from the last mill is burned, together with the drieddiffusion bagasse, in boilers that supply both power and steam to the factory. Normally, if theboilers have a normal efficiency, there should be a surplus of bagasse. However, at TPCthere is a shortage of bagasse. The reasons for this fact will be discussed later in this report.Even though TPC adds furnace-oil, it can hardly fulfil the plants energy-need. Sugarfactories working on (among others) Mauritius prove that if the energy-use is beingminimised, the surplus of steam from the bagasse can be used to generate electricity, forcommercial purposes.13
3.4 Clarification of the Juice
After leaving the mill, the sucrose is hydrolysing to glucose and fructose (inversion)under the influence of an acid pH or a native enzyme. The first thing to do now is to stop theinversion by raising the pH to about 7.5 and heating to nearly 100 EC to inactivate theenzyme and stop microbiological action. Due to the low energy-efficiency, TPC is only ableto heat the flow to 90 to 95 EC during clarification.

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
- 13 -
It is a lucky coincidence that the cheapest hydroxide, lime, also has the advantage thatcalcium makes many insoluble salts. Sometimes phosphate is added as a flocculating agent.The heat and high pH serve to coagulate proteins that are largely removed in clarification.The clarified juice is dark brown. The colour is darker than raw juice because the initialheating causes significant darkening. The clarified juice is heated to about 100 EC, beforeentering the next stage of the process.
3.5 Thickening and Crystallisation
The sucrose-concentration in the juice is about 13 Brix (masspercent). The solubility ofsucrose in water is about 72 Brix, so 93 percent of the water needs to be evaporated beforecrystals can start growing. This is being done using a multiple-effect evaporator. In eachsucceeding effect, the vapours from the previous effect are condensed to supply the heat.This works because each succeeding effect is operating at a lower pressure and boils atlower temperature. The steam used is exhaust steam from the turbines driving the 2,5 MWelectrical generator. The steam has therefore already been used once and here in thesecond use it is made to give fourfold duty. The evaporation is carried on to a final Brix ofabout 62. The juice is called syrup after evaporation and is almost black. For the solubility ofsucrose changes rather little with temperature, the sugar must be crystallised by evaporatingwater instead of by lowering the temperature. Sucrose solutions up to a supersaturation of1.3 are quite stable. The sugar boiler evaporates water until the supersaturation is about1.25 and then seeds the pan. The seeding consists of introducing just the right number ofpowdered sugar so that, when all have grown to the desired size, the pan will be full.Because sugar is heat-sensitive, the boiling is done under the highest practical vacuum at aboiling point of about 65 EC.
At the end of the boiling time, the mixture of crystals and syrup, called massecuite,must still be fluid enough to be stirred and discharged from the pan. At TPC, the boiling inthe vacuum pans still is a batch-process.
Now the massecuite is being centrifuged, to separate the mother liquor from thecrystals. The sucrose crystals are being washed, and the mother liquor, now calledmolasses, is being boiled again. After boiling two first strikes, enough molasses have beenaccumulated to boil a second strike. After this, a third strike is being boiled. In practice, thatis about all that one can get from cane juice. Third strike sugar, called C-sugar, is used asseed for B-sugar (second strike sugar). The B-sugar is remelted and fed to the A-pans (1ststrike pans) as seed. The remaining molasses may contain up to 40% of sugar, but theimpurities present prevent any further formation of crystals. At this point the residue is calledblackstrap and is further treated for use in animal foodstuffs or as raw material to makeliquor.
3.6 Engines and Engineers
The raw sugar production at TPC is still fully controlled by human operators. Noprocess automation has taken place until now. The engineers work in three shifts of 8 hours.Every shift the production is being recorded and samples of most process-flows and somewastewater flows are taken, which are being analysed in the factory laboratory. Next, a dailyproduction-report is made. Although this production-report involves a lot of calculation, this isalso still done by hand. Using these daily production-reports, weekly reports are made andafter that monthly and yearly reports.

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
14 Moses N. Kiggundu, “Managing in Organizations in Developing Countries”, KumarianPress, West Hartford, United Kingdom, 1989.
15 Stephen P. Robbins, "Essentials of Organizational Behavior", Prentice-Hall Inc.,Englewood Cliffs, United States of America, 1997.
- 14 -
At TPC, the experience of the operators with computers is nil and their level ofeducation is rather low. Therefore, it is not to be expected or advisable that the process-control and analysing will be computerised soon.
In contrast to this, the level of education of the higher personnel is remarkably high.Most, if not all, of the higher personnel have completed a academic study, quite a few inforeign countries. Unfortunately, their computer knowledge is still low, though they are allwilling to change this.
Small investment on a training programme and buying some more computers would, insome cases, considerably cut down the time needed to complete some tasks. Per example,the recurring calculations for daily, weekly, monthly and yearly reports could be completed ina fraction of the time needed now, using a spreadsheet-programme. Generally, applyingcomputers for the higher personnel’s tasks will lessen their workload. This will cause thatthey have more time to complete other, possibly new, assignments.
In addition to this, finding out the interests of the people is always beneficial to acompany. In the time that TPC was a private company, the company always was providingtheir personnel with the training they would like to have. As found out in the company, thepeople would like to see that changed back. Management and supervisory styles, incentivesand control systems in the organisation should be supportive and should reinforce learningand the use of the new knowledge and behaviour for solving problems at work.
For lower personnel, learning takes place not in formal classroom settings but ininformal settings and contact with others of similar professional interests. It is important forthe employees to be motivated to share knowledge with each other. It is might be necessaryto change the incentive systems so that employees are rewarded for learning and bringingnew approaches to problem solving at work rather than to use seniority or extra-organisational criteria for rewarding, punishing or controlling employees.
Training for strategic management tasks, however, is broader in scope, is moreintellectually demanding, and emphasises analytical and social behavioural skills. It is bestcarried out away from the managers’ place of work. It does not always provide specificsolutions but articulates guidelines and provides frameworks for appropriate managerialproblem solving and decision making.14
Training of personnel is one of the (many) ways to enlarge people's jobsatisfaction. Itis proven that people who are satisfied, are more concerned with their jobs and work harder.Next, it opens possibilities for both job-enlargement and job-rotation. Summarising,supporting training of personnel brings a win-win situation, both for the company and theemployees.15

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
- 15 -
weekly sugar production & bagging1998/1999 season
0
250
500
750
1000
1250
1500
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40
production w e e k
ton
ne
0
250
500
750
1000
1250
1500
27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 1 2 3 4 5 6 7 8 9 10 11 12 13
calender week
ton
ne
sugar bagged sugar produced 5 week av. bagged 5 week av. produced
figure 4: weekly sugar production & bagging
4. The 1998/1999 Production Season
4.1 The Production
The total amount of sugar bagged during the 1998/1999 season equals 39,780 tonne,produced out of 428,251 tonne of cane. At the factory, the sugar is packed in 50 kg bags,which are distributed to wholesalers throughout the country. At a local - quite stable - retailprice of TSH 17,400 (US$ 25.50) per 50 kg bag of raw cane sugar, the company's turnovertotals more than TSH. 13.9 thousand million (US$ 20 million) per year.
4.2 The Main Production Problems
Due to El Niño the rain-season of 1998 was very long, this caused the season to starttwo weeks later than planned. As can be seen in figure 3, the amount of sugar baggedduring each week of the season somewhat varies. The main reasons for fluctuations in theweekly production are caused by different mill stoppages, which will be discussed next.
On January 5, the so-called Caterpillar engine broke. This engine is a diesel generatorthat provides electricity for the Langasani village and the TPC offices. It took 24 hours torepair the generator, during which the factory was stopped. Two days later one of therotor-blades of the turbo-alternator broke, which caused heavy vibrations in the alternatorthat had to be stopped. Again, it took 24 hours to repair this turbo-alternator. Due to the lackof electricity, the factory stopped producing during the repairment.

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
- 16 -
cane shortages16%
weekly maintenance30%
holiday stoppages4%
others3%
processing causes13%
technical difficulties34%
reasons for mill stoppages1998/1999 season
figure 5: mill stoppages
These two breakdowns were, according to the engineers, the longest of the season.The fact that these two breakdowns - which occurred both in production week 28 - do notshow in the production-chart marks the plants time-inefficiency throughout the entire year.
The fall of production in (production-) week 7 was partly caused by a 24-hour publicholiday. Next, no cane was available at the factory. One can clearly see that production wasat its top in September and October 1998. This is a normal phenomenon, for the sucrosecontent in the cane is the highest during spring.
The diminished production in week 26 and 27 was caused by the fact that TPCstopped for christmas time.
In week 30 the first cane knife broke, which had to be repaired. Next, no cane wasavailable for almost 11 hours and a power-supply cable burnt (8 hours). Week 34 wascharacterised by the fact that no cane was available for 9 hours and a boiler number sixwater gauge leakages.
Due to heavy rainfall, the fields sometimes became very wet during the last four weeksof the season, an harvesting of cane was not possible. Therefore the factory had to stopfrom time to time because there was no cane available. The whole-season reasons for millstoppages are shown on the next page, in figure 4.
On the matter of the low time-efficiency, we have to say that TPC raised this efficiencycompared to previous season, when the downtime was even higher. The managementhopes to be able to raise the time-efficiency even more next season. At the end of this firststudy however, the management could not explicate how the process' efficiency would beraised.

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
16 “Managing in Organizations in Developing Countries”, idem.
- 17 -
4.3 Remarks on the Production Season
The fact that no cane was available - which caused 16 % of the downtime - does notmean that there was no cane to harvest. On the contrary, at the end of the season almost22,000 tonne of cane was left on the fields, unharvested.
TPC's intended average production-time is 20 hours per day. During the 1998/1999season, the average crushing-time was only 15.4 hours per day. At the same time, thecrushing-rate dropped from the intended 110 tonne per (crushing) hour to 107 tonne per(crushing) hour. As shown in appendix 7, crushing the cane that was left on the fields couldhave brought the company an extra sales revenue of 5 percent, yielding an extra TSH. 725million (US$ 1 million). Next, cutting downtime and raising the crushing rate could raise thetotal time efficiency with more than 19 percent, which would cause a substantial reduction ofthe factories the operation-costs. It was estimated that raising the time efficiency might yieldup to TSH. 2 thousand million (US$ 3 million).
The management, chief-engineers and the new owner are aware of the fact that somestations in the factory are extremely old and their condition is poor. Boilers 1, 2, 3, 4 and 5per example, were installed by their manufacturer, Babcock & Wilcox Limited in 1953. In1998, the Dutch government offered to invest US$ 15 million in order to replace the oldboilers with new ones, complying with the present standards of environmental impactsenergy- and time-efficiency. Unfortunately, TPC was not able to bring their contribution ofUS$ 6 million together in time. As privatisation came in question, late 1998, TheNetherlands withdrew from the plans.
4.4 Planning the Future
The new owner of TPC, Deep River Beau Champ, launched a progressive plan for itsfuture. They will invest more than US$ 30 million to make the company more profitable andreliable. Their plans include:• raising the time-efficiency of the company, by both cutting the downtime and making
the preventive maintenance (and weekly maintenance) more efficient. Most likely, theywill start with the bottleneck of the factory: the boilers.
• raising the crushing-rate to 140 tonnes per hour, and;• eventually raising the total amount of cane crushed to 720,000 tonnes of cane. This
will urge the new owners to purchase more land in short time notice.As TPC was still owned by SuDeCo at the time of this research, details about the new
plans were not yet available. Considering the adroitness speaking from the plans however,TPC seems to be in placed into very good hands with the new owner.
It must be noted that motivational problems are reaching crisis proportions indeveloping countries and - unfortunately - TPC seems to be no exception to this rule.Technological, structural and financial interventions being carried out possibly do notcontribute significantly to the development until these motivational problems are identifiedand systematically addressed. Motivational problems manifest themselves in variousattitudes and behaviours including low productivity, inefficiency, corruption, industrialsabotage, lack of will, inertia, indecision and risk-avoidance, lack of loyalty and commitmentto the organisation. Motivation is not causes by a single factor but is the result of complexpsychological, socio-cultural, economic, political and organisational processes.16

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
- 18 -
5. Sugars™
Sugars™ is a trademark of and copyrighted by Sugars International. All rights reservedworldwide. As, during this research, the author was an employee of TPC, the use of thesoftware was compliant with all terms and conditions of the licence agreement.
5.1 Introduction to Sugars™
In 1998, TPC invested more than $ 18.000 to buy and operate the computerprogramme Sugars™ of Sugars International LCC. As one has to build the factory bycombining different stations himself, the usage of Sugars asks extensive knowledge of boththe factory's production process and Sugars. As the DOS based version of Sugars is notvery user-friendly, this also asks for extensive expertise on computer usage.
Sugars is a programme for calculating heat, material and colour balances andproviding simulations of processes for (beet and) cane sugar factories, regardless of theprocess technique. This could help management with process decisions and operatingstrategies for process optimisation.
Many mathematical relationships are used by sugars to analyse each flow stream inthe process used by a sugar factory. Calculations with Sugars provide a simulation of thevarious process flows within the factory and the results give a prediction of the steam andwater consumption and the quantity and quality of the molasses and sugar. The results froma simulation are dependent on the external flows into the factory or process, and theperformance of each station defined in the flow diagram.
5.2 Sugars™ during this project
Until the start of this research, TPC was lacking the expertise on the use of computersneeded to operate Sugars. This caused that the programme was (almost) not being used inthe factory until April 1999. During this project, Sugars was used for the first time intensivelyand the engineers were trained in its use. Now, Sugars is finally being used in order tomodel the factory in Moshi by the TPC engineers.
The production- and process-data used was gathered from weekly and monthly andreports of the 1998-1999 season and mixed with actual data recorded in the first two weeksof the survey. The season-data was not yet available at that moment. As mentioned before,the actual production did not match the intended production. For an 'average production day'does not exist in practice, we decided with the average data over the season.
Due the fact that the behaviour of the different unit operations were not known, the trailand error method was often used to make the model complete and correct. After one weekof working with Sugars, the flow of the sucrose in TPC was fully modelled. The heating-flowswere not being modelled at that time. Next, due to the fact that data was not consistent,material balances could only be calculated until the entering into the syrup tanks.
When the season-data became available, it was decided that this project would becontinued using manual calculations, as using Sugars would take too much time. In the lastweek of the project the chief engineer, who is designated to work with Sugars - Mr. Assey -was trained in its use and in the use of the flow-sheet programme 'Visio Technical'. Althoughthe plant was partly modelled during this project, it was decided that it was useful for Asseyto restart the modelling from scratch. He used the expertise available at that time, when hebumped into problems. After the training, which lasted a few working days, Asseyunderstood the purpose of the programmes and knew how to work Sugars quite well. Asseysaid that he will continue the use of Sugars after this project and try to model (and calculate)the full plant, including the bagasse-boilers and all heat flows.

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
- 19 -
5.3 Working with Sugars™ and Sugars™ Files
Although the programme comes with detailed directions on its use, Sugars is - asmentioned before - not user-friendly. The manual comprises an immense quantity ofinformation, which is not always put together in a logical way. Achieving the ability to workwith Sugars in a satisfying way takes considerable time. Once the experience of working withSugars is gained, however, it can be very useful and beneficial to the company.
For someone who never worked with Sugars, reading and understanding the Sugarsfiles might cause some trouble. As it might be useful for further research, a brief descriptionof the usage of Sugars is given here. However, we have to remark that the station-numbersin the model Assey has made later differ from the model used during this project.
Four different data files are required by Sugars to define the flow diagram of a modeland the performance of each station in the flow diagram. The four files are: a control file,FLOWS, FLOWIN and STATIONS. If necessary a fifth file, called SUGFUGAL, is created bySugars for saving the input data for each centrifugal station. The control file and FLOWS filemust be created in a text editor, the other files are created by Sugars based on entries in theFLOWS file. However, they can also be made manually, using a text editor.
First, we have to tell Sugars which files are being used. This is being done by creatinga file with the extension CNT (p.e. TPC.CNT). This file is normally copied from an othermodel. The lines below the definition of the name and files are the molecular masses of thedifferent components and some data needed by Sugars, which need no discussion here.
As stated, we also have to create the FLOWS file, which defines the flow(s) leavingeach station. First is stated which unit the flow originates from, what kind of unit that is andwhere the flow is going to and the type of flow (0 for process flow, 1 for heating flow). Theline is ended with a slash (/), but will be completed later by Sugars. For receiver number 105,which sugar-flow is going to station 110, this line is:
105, 10, 110, 0/
After making (part of) the flows-file, one can start using Sugars itself. Sugars will askfor a name of each station, as soon as the properties of the station are being changed forthe first time. Changing the properties of a station or flow can be done by double clicking onthe station or flow you want to change, or press the 'Enter'-key while the cursor is at thatpoint. In the same way, you can examine the properties of the flows entering and leavingeach station after Sugars has balanced the factory. Editing properties of flows or stationshas to be completed by pressing the 'F10'-key (Accept). If wished, external flows can beadded using the Model menu, if the station is allowed to have such flows.
For each station has their limitations, sometimes non-existing stations have to beentered in between physical stations. Per example: separators only allow one input-flows. Ifmore than one flow enters a separator (which is the case for the mills), a receiver has to beput in between.
The input and output of Sugars is being added in Appendix 4. The output is accurateuntil the syrup-tanks and will sometimes be referred to in the next chapter.

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
17 L. Warner Weiss, “Sugars™ for Windows - A Revolutionary Update”, SugarsInternational, Englewood, United States of America, 1999.
- 20 -
5.4 Postscript17
During this practical training, Sugars International released a new, 32-bit Windowsbased version of Sugars. The original program used a text-based interface that wasdesigned for use on IBM compatible personal computers using the DOS operating system. Adrawing was made of the process model for simulation by using a separate diagrammingprogram. The drawing was then used as a reference to build text files with a text editor todescribe the model for simulation by Sugars. This method worked well for users that werefamiliar with personal computers, and simulations from Sugars were found to be an accuraterepresentation of the process. However, modern Windows based software has alloweddramatic improvements in the user interface for computer programs and tools began toappear that would allow integration of the drawing and model building steps.
The new version has a full graphical interface for building the factory. It seems moreflexible and user-friendly than the DOS version. In fact, Sugars has been fully integratedwith Visio Technical, the Windows based flowsheeting programme which was also suppliedwith the previous version of Sugars. Models are now built using drag-and-drop techniques todraw the flow diagram. Stencils containing shapes of stations are provided with the programand these shapes are used to draw the flow diagram of the process. Connections are madebetween shapes using a connector tool with automatic line routing and crossovers. Data foreach station and flow stream in the model is entered on dialogue screens that are displayedby double clicking on the station shape, or flow stream. Changing a model, after it is built, isdone by simply revising the flow diagram and/or modifying the performance data for anystation. All of the data for a model is stored in a Microsoft Access database that can beaddressed by other programs. Heat, material and colour balances are quickly obtained fromsimulations of the model to predict the performance results for the process. A revenuescreen shows the net process revenues generated by the process to assist with financialdecisions.
Summarising, the new Sugars for Windows computer program seems to be a majorupgrade. Due to the fact that TPC already owns the DOS version of Sugars, a discount willbe offered. Although the investment will again be considerable (some US$ 2,000), it issensible to think carefully about purchasing the upgrade. The new, intuitive interface willmake the modelling of the plant much easier and possible adaptations can be done in afraction of the time used working with the old version.

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
- 21 -
6. Material and Heat Balances
6.1 System Boundaries and Assumptions
Material balances were being calculated using the flowsheet, which is added inAppendix 2. Thus, the process involved in the survey starts when the cane enters thefactory, until it leaves the factory bagged.
As stated before, both manual and computerized calculations were used. Thecalculations made with Sugars might slightly differ from the calculations that were mademanually, for new data was available when the last calculations were done. As it can be veryuseful to be able to compare the calculations made with Sugars and the manual calculationsdirectly, the manual calculations use one hour as unit of time, just as Sugars does.
As can be seen in the appendix, it was chosen to presume that there was no spilling ofmaterial and/or moisture after the clarifiers. This was done due to the fact that the system ismainly closed after the mills (except for the vacuum filter). Although this assumption isundoubtedly wrong, the data supplied gave no other opportunity to do so. The totaldiscrepancy in the amount of sugar for each station varies up to 3.03 percent. The fact thatthe discrepancies in the amount of other materials were sometimes very high wasconsidered subordinate.
The reference state (environment) was chosen as having a average temperature of 25EC (298.15 K) and a pressure of 1000 mbar (100 kPa). Although little information about thesteam-flows was available, it was tried to calculate the enthalpy-balance making a largenumber of assumptions. However, it was found that the data concerning the steam-flowsoften was obviously wrong. Therefore, though it was possible to calculate the enthalpy-balance over the sugar-flows, it was impossible to make proper assumptions to calculate theenergy lost in each station. The problems experienced when trying to get proper enthalpy-balances, are discussed in chapter 6.3.
All material-flows in this chapter have one (1) hour as unit of time, unless statedotherwise. All material and heat balances are added in Appendix 6, and will be discussedbriefly below.
6.2 Material Balance Total System
Because of the fact that both the properties and the quantities of all in- and outgoingflows - except for the water-usage - were known for TPC, first the total material-balance wascalculated. The fact that the total losses of 'other' components were some 17.5 percentsubstantiated our later finding of the big discrepancy in the 'other' components materialbalances. As can be seen, some 2.7 percent (0.37 tonne per hour) of the sugar is lost duringthe process. This adds up to a total sucrose-loss of more than 1450 tonne per year.Theoretically, if this could fully be converted into bagged sugar, this would yield some TSH.500 million (US$ 700,000) extra per year. Figure 6 shows where the sucrose losses occur.The masses named in this figure are the sucrose-masses of each flow, not the total masses.

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
- 22 -
sugar cane54302 tonne
100.00 %
mixed juice47335 tonne
87.17 %
bagasse6837 tonne
12.58 %
clarified juice46891 tonne
86.35 %
filter cake444 tonne
0.82 %
syrup45901 tonne
87.41 %
production39660 tonne
87.41 %
other losses989 tonne
1.82 %
other losses138 tonne
0.25 %
other losses338 tonne
0.62 %
bagged39422 tonne
87.41 %
other losses238 tonne
0.44 %
final molasses5903 tonne
10.87 %
figure 6: sucrose losses in the process
6.3 Mass Balance Stations
- milling stationEach mill separates its respective flow into bagasse and a juice. The bagasse leaving
each mill contains approximately 32.85 percent of the water, all the fibre and 43.40 percentof the sucrose and other components of the incoming flow. The cane enters the first mill atambient temperature, water is added to the fourth mill at a temperature of 70 EC. This wateris heated with heath from the 3rd evaporator. For both quality and quantity for each flow inthe milling station was known, the mass-balance could be calculated exact. It was calculatedthat a considerable amount of mass, some seven percent, was lost in the milling station.Some of this mass probably was lost after weighing the cane before entering into the actualmilling station, as a lot of cane lies on the ground of the cane yard.

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
18 J.H.J. Hulskotte and A.J.C.M. Matthijsen, "Produktie van Suiker", SPIN, The Hague,The Netherlands, 1992 (in Dutch).
- 23 -
As calculated with Sugars the outgoing temperature of the mixed juice is 31.9 EC andthat of the bagasse is 62.6 EC. The evaporation of water however, causes that the truetemperatures are 26 and some 53 EC respectively.- clarifying station
A number of assumptions had to be adopted before being able to calculate thematerial-balance over the clarifying station. First, as the amount of water added in thevacuum-filters was not known, this was not taken into account. Also, it is presumed that thelime consists out of pure, hydrated lime and does not contain contaminations. The mass-percentage of the lime in the filtercake and clarified juice is the same. As can be seen, aconsiderable amount of water (3 percent) gets lost in the clarifying station.- evaporator station
In the evaporator-station, a large amount of water is removed. This causes a totalboiling-point rise of 4.5 EC. The temperature of the vapours leaving the last effect is probablynot right, as will be pointed out later, and is estimated to be some 85.3 EC. The assumptionthat the amount of water is related directly to the true boiling temperature of the juice, it ispossible to estimate the amount of water evaporated in each effect. - vacuum pans and centrifuges
The calculations for both the vacuum pans and centrifuges are based on assumptionswhich were discussed before. The amount of (A) sugar produced per hour is 10 tonne. Factis, that error might occur in the calculations over the vacuum pans and centrifuges due to thefact that the possibility of supersaturation of the sugar-flow was not taken into account.Supersaturation causes the fact that brix can be over 100 percent, which was neglectedhere.
6.4 Enthalpy Balance Total System
The total energy-consumption of TPC is some 64,8 GJ per tonne dry sugar produced,which is slightly more than ten times the energy of per tonne sugar. By comparison withsugar factories in the developed countries, this is a enormous energy consumption. Theaverage energy use in the Dutch sugar factories - which produce white (refined) sugar - perexample, total some 10.4 GJ per tonne sugar bagged18. This is more than six times lessenergy than TPC uses.Over the process, the total energy efficiency is some 67 percent. However we can alsodefine a 'useful enthalpy efficiency':
η∆
∆
∆H usefulsales
in
H
H,∑∑
⋅100%
This useful enthalpy efficiency might seem a fiddling fact, but it will be interesting tocompare this efficiency with the different exergy-efficiencies. This useful enthalpy efficiencyis very low at TPC:only 3.4 percent, as has been calculated in the appendix.

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
- 24 -
6.5 Enthalpy Balance Stations
As said before, calculating the enthalpy of the flows in each station caused no troublefor the sugar-streams. These can be examined in appendix 6, together with the material-balances. As mentioned, due to little and incorrect data over the steam-flows, calculating thisenthalpy and thus the energy-efficiency of each unit was impossible. This chapter points outthe main problems experienced over the different units and the methods tried in order to getestimations for the enthalpy balance.- Bagasse and Supersaturated Steam
The bagasse furnaces (number 1 to 5) at TPC are of the Ward Single-Pass type,combined with a sterling type boiler. These were, when installed, the most modern boilersavailable (Cane Sugar Handbook, 1959). Nowadays they do not meet the standards oftechnology in any way. The calculated efficiency of 73 percent seems quite reasonable, butwe have to remark that this is the target for the boilers, which is often not reached. Mostly,the real bagasse-burning temperature is lower than the requested 1200 EC, and the steam-pressure and temperature are both lower than is wanted. During the research, pressuresbelow 11 bar absolute and temperatures below 400 EC were often recorded. This yields aboiler efficiency which is more than six percent lower. It is expected that the most likelyreason for the disfunctioning of the boilers is that the amount of air fed to the combustionchambers is too low. This results in a non-complete combustion, which causes the problemsdiscusses before.
Allthough it will not heighten the efficiency of the boilers, the total energy of the steamleaving the boilers could also be heightened by drying the bagasse preliminary to thecombustion. The drying, which could be done with the latent heat of the vacuum pans, wouldraise the caloric value of the bagasse considerably.- Exhaust Steam and Measuring Equipment
After passing the plants 2.5 MW generator, the water is fed to nullify thesupersaturation of the steam and raise the amount of steam. The equipment installed tomeasure the temperature and pressure of the exhaust steam after the water was fed provedto be wrong. Steam tables learn that the recorded temperature and pressure of 110.18 ECand 157.51 kPa would yield water. The saturation-pressure at the recorded temperature is144.14 kPa, and the saturation-temperature at the recorded pressure is 112.85 EC. Thesame problem occurred at the evaporator-station and vacuum pans. In order to get theenthalpy-balance right it was tried both to rely on the pressure and on the temperature, butboth were proven to be wrong. In neither way it was possible to make the enthalpy-balancecorrect, without making to much assumptions. For the correctness of all pressures andtemperatures involving the heating-flows were doubtful, one could not know or estimate whatthe enthalpy of each separate flow was, thus leaving no possibility of calculating the energy-efficiency.

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
- 25 -
7. Exergy Use in Sugar Production
7.1 Total Exergy Use at TPC
As the enthalpy-balances could not be completed for most stations, calculating theexergy-use over the stations is a impossible task. Nevertheless, the total exergy-use couldbe calculated, which can be seen in appendix 6. Due to the fact that insufficient informationwas available, only the Fratzcher Efficiency for the exergy-use could be calculated.
Of course the presumption that activity coefficients are equal to one all over theprocess is wrong, but it at least gives a approximation of the true values - that is, if allcomponents are mixed. When we decide to assume that this water is not mixed with theother components in cane, we find an efficiency of more than 30 percent. However - asdiscussed in chapter 2.3 - this method for calculating the Fratzcher exergy-efficiency issomewhat outdated and supplies a (too) flattering result. The true efficiencies, as defined bySorin, will lead to much more realistic and much lower values.
7.2 Enthalpy and Exergy
Although the exergy-losses are probably far more than two times as high as theenthalpy-losses, it is remarkable that almost all of the exergy leaves the factory in sellableproducts. More than 95 percent of the exergy output is being sold, either as sugar ormolasses.
Although we do not have calculations to substantiate this ideas, it is generally thoughtthat the biggest enthalpy-losses and, not less important, exergy-use occur in the boilers andevaporators. Huge leaps in the Gibbs-energy take place here, which is a mainspring forexergy-use. Lowering the Gibbs-leaps and preventing enthalpy-losses are the maincontingences for minimising the exergy-use, environmental impacts and operation-costs.

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
19 Maarten Hoenders, "Cleaner Production in Tanzania and Exergy Analysis as Methodfor Process Modifications", Eindhoven University of Technology, Eindhoven, TheNetherlands, 1998.
20 Adolf Mascarenhas, “Environmental Issues and Poverty Alleviation in Tanzania”,Network for Research on Poverty Alleviation, Dar es Salaam, Tanzania, 1994.
- 26 -
8. Cleaner Production
8.1 Environmental Issues in Developing Countries.
The environment has been a matter of concern in industrialised countries. Nationalpolicies, environmental standards and guidelines have been accepted for many years, andeven have been sharpened in the last decade, as a result of global environmentalconsciousness. Companies nowadays realise that environmental care is required to survivein global competitive markets.
Developing countries, like Tanzania, are industrialising fast and go through rapideconomic growth. As industrialisation is getting off, the lessons learnt by the industrialisedcountries can be applied to prevent mistakes.19 For developing countries, the issue ofpoverty cannot be confined to finances only. Africa has taken too much from it land as well.It has overdrawn from its environmental accounts, and the result for much of Africa has beenenvironmental bankruptcy.
Generally the state of the environment in Tanzania is presented in terms of alarm andconcern. It is impossible not to be struck by the fact that certain processes in theenvironment cause loss of wealth, misery, illness and even death.
Considering four important environmental parameters can generally approach thewhole issue of environment and poverty in Tanzania. These parameters are: population,deforestation, degradation and the use of resources. All four parameters must be looked atdynamically as they help to give some reality of the link between environment and poverty.
Summarising, concern for the environment used to be a luxury only wealthy westerncountries could afford, but in recent years environmentalism has become an increasinglyglobal phenomenon. It is futile to attempt to deal with (international) environmental problemswithout a broader perspective that encompasses the factors underlying world poverty andinternational inequality.20
8.2 Environmental Awareness in Tanzania
Nowadays, more and more people in Tanzania, as well as the government, start torecognise that the environment is very vulnerable and that there is need to protect it frompollution as much as possible. As environmental awareness is increasing very fast inTanzania, a progressive environmental programme will grow goodwill among the public.Factories not satisfying the publics need for a healthy environment may even end up beingboycotted by the people, both on the side of the market and the labour force. Therefore, awell-organised environmental programme will become indispensable in the future.
In December 1997, the Tanzanian government decided to revise the Tanzanianenvironmental laws as soon as practically possible. Fines, imposed on companies notcomplying with these laws will become much higher than they are at the present moment.

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
21 Interview with Prof. C. Migiro, Cleaner Production Center of Tanzania, Dar es Salaam.
22 Alexander P. Economopoulos, “Assesssment of Sources of Air, Water, and LandPollution. A Guide to Rapit Source Inventory Techniques and Their Use in FormulationgEnvironmental Control Strategies”, World Health Organization, Geneva, Switzerland, 1993.
- 27 -
Although the government's new environmental policy is not common knowledge yet,factories should start examining their waste-flows to be aware of their possible problems,before the new laws are being imposed. This urges the companies to hire the knowledgefrom outside the company or educate some of the personnel on environmental issues.
During the first months of 1999, the Cleaner Production Centre of Tanzania (CPCT)launched a training programme for companies willing to be ahead of the law. TPC was oneof companies who were offered to join the programme first.21 As TPC did not have aenvironmental programme and is not intended to start one in a short period of time, they didnot participated in this training programme. However, both the TPC management andengineers do recognise the fact that environmental issues are getting much more importantnowadays and investments to reduce the pollution are inevitable. The opportunity of beingtrained at the Cleaner Production Centre seems very inviting to the (chief) engineers.However, the management feels that the company is not polluting in such quantities that anenvironmental programme is needed. They admit that the emissions from the boilers arecontaminated, but emphasise that with the planned replacement of the boilers, this will besolved.
8.3 Environmental Pollution in Sugar Factories22
The average pollution of the worlds sugar(cane) factories, according to the WorldHealth Organization are given in table 2 for air pollution and table 3 for waste water pollution.
Table 2: Air Emissions
combusted material TSPkg/U†
SO2
kg/UNOx
kg/UCO
kg/UVOCkg/U
fuel oil 0.28 20.00 S‡ 2.84 0.71 0.035
bagasse 8.00 0.00 0.60 n/a n/a
coffee husks 4.40 0.015 0.34 13.00 0.85† unit (U) is tonne combusted material‡ S indicates that the figure should be taken from the quantity of sulphur in the
combusted material
Table 3: Water Emissions
material TSSkg/U†
BOD5
kg/UVolume
m3/U
waste water 75.00 2.90 3-48† unit (U) is tonne sugar produced

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
23 "Produktie van Suiker", idem.
- 28 -
Appendix 8 shows the proposed limits for emission sources as drafted by theTanzanian Bureau of Standards and the National Environmental Management Council,which probably will be basis for the new Tanzanian Environmental Laws. Of course, we haveto note that environmental laws will become more and more strict through time. And that it islikely that the final laws will be even more rigid.
As can be seen from the mass and the caloric value of the bagasse, TPC burns farmore than 50 MW of bagasse at the moment. Next to this, it also burns more than 5 MW offurnace oil, which implies that all the limits in the first table in appendix 8 have to be lookedafter.
8.4 Environmental Pollution at TPC
Although no samples of the thick smoke leaving the TPC's chimney were taken, thecolour of the smoke tells that combustion is not complete. Consequently, carbon monoxideand black smoke are produced in the combustion chambers. Due to the fact that the smokeis not treated to remove polluting substances, it is hardly to doubt that the emissions arecomplying to the standards at the moment. Fact is, that the boilers are more than 45 yearsold now, and need to be replaced. It is expected that doing so will be one of the firstconcerns of the new owner.
The wastewater leaving the factory also is not treated intensively. It passes through asedimation-tank before being used as irrigation-water in the fields. The wastewatertherefore, is not dumped directly. In spite of the (re)use of the wastewater, possiblecontaminations do flow into the global environment in the end. If the wastewater iscontaminated, TPC is polluting its own land, which might cause accumulation ofcontaminations in both the soil and the sugar-cane. In our point of view, the fact that thewastewater does not flow into surface-water directly should not be used as an excuse for notexamining the wastewater critically.
Unfortunately, the change of weather made it impossible to get sound samples of thewastewater. Due to heavy rains the amount of water leaving the factory was much higherthan normal. Next, due to soil erosion, the water was very contaminated with mud. However,again it is to doubt that the emissions are complying to the standards.
During every shift, the water in the gullies is being measured in order to qualify theamount of sugar that it contains. Regrettably, these amounts are not being quantified untilnow. For the qualification rests on experience, it was not possible to do experiments in orderto quantify the amount of sugar in the wastewater. As the wastewater can be qualified onsugar-content, suspicion rises that other contaminations can also be considerable.Moreover, by looking at the water leaving the factory, we can obviously see that thewastewater contains suspended particles and some liquid fuels or oils. Furthermore, thewastewater possibly is entrusted with organic compounds23.
Appendix 9 shows the estimated figures about the pollutant production per hour forTPC. These figures are not measured but give an indication about the presence ofenvironmental harmful components in its waste-streams. Due to the fact that the totalquantity of the exhaust gasses nor waste water streams are measured, it is hard to draw aconclusion from the figures. Therefor they are only mentioned indicative, however in ouropinion it is time to take a critical look at the waste-flows leaving the factory. The exact useof the waste-streams or the fact that a solution for a problem might be at hand should not bea reason to deny possible pollution or to postpone the forming of a environmental group.

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
- 29 -
9. Conclusion and Discussion
Though the research done at TPC proved to be very useful, both for the student andthe company, not all the intended work was done. The main reason for this is the badcondition in which some measuring equipment is. Especially the equipment involved in theheating-flows is in abominable condition. The management seems to think about theheating-flows as a second-class flow. This is, however, understandable as too little moneywas available to take good care of all the units in the factory. Nevertheless, as more moneymight come available through Deep River Beau Champ limited, TPC should think aboutinstalling proper measuring equipment - and not only in the sugar-flow. Only if propermeasuring equipment is installed all over the factory, a good energy- and exergy-study canbe conducted. These studies could help the company minimising energy-use, environmentalimpact and production-costs.
Due to the bad condition or sometimes absence of measuring-equipment, the collecteddata is not reliable or had to be estimated. This causes inaccurate calculations, which couldpossibly result in erroneous process-adaptions. According to the management, the pressingdifficulties of TPC at the moment are:
• lack of money• questionable (preventive) maintenance• considerable extra downtime• energy inefficiency of the boilers
It looks like the last three problems can be carried back to the first problem. Lack ofmoney causes a omission of the weekly preventive maintenance and the delay of installationof new apparatuses, like the new boilers. Insufficient preventive maintenance probablycauses a big part of the downtime. Next, the absence of materials to repair brokenequipment brings delay in the repairment as well as the possibility for fraud and bribes. Thenew investor should try hard to deal with the mentioned problems as soon as possible.Taking good care of them would be an investment that pays back in a very short time.
TPC could have an extra amount of sales worth some TSH. 5 thousand million (US$ 7million), if extra cane was planted. This, when the total number of crushing days wouldremain the same as the last few years, and meanwhile the factories efficiency could beraised up to the normal 83.33 percent. However, preventive maintenance only will probablynot be enough to achieve these goals, it also asks involvement and dedication of the floor-engineers. All the same, proper preventive maintenance will help raising the time-efficiency,and meanwhile lowering the total upkeep-costs.
Furthermore, the energy- (and exergy) use of the factory could be cut in a great deal.Replacement of the boiler will be a big leap in the right direction. More - much less obviousbut profitable - recommendations can possibly be done after a continued study.

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
- 30 -
10. Recommendations
10.1 Condition of Engines and Engineers
TPC should have a close look at all of the installed equipment and aks themselvestime after time if the equipment is working properly and, if not, what the cause of themalfunction is. Necessary equipment should be (re-)installed, replaced and well kept. This isthe only way to improve the process-control, which will lead to more a more time and costefficient process. Next to this - in order to raise the efficiency - the management should takea close look to the level of training of both the operators and engineers. Where it is possible,required and desired, training should take place.
10.2 Care for the Environment
Although the management does not recognise the need to start an environmentalprogramme at the moment, the fast growing environmental awareness will urge TPC to doso in a short amount of time. Next to this, it is expected that the programme will be inevitablein order to comply with the new environmental regulations and to avoid paying high penaltiesin the very near future.
The environmental programme could consist of hiring external specialists onenvironmental issues, but establishing a small environmental team seems a better option. Asmentioned before, in chapter 3.5, the workload of the engineers can - in some cases - bereduced, yielding time for tasks like this. The team should consist out of a number ofsuperintendents and/or chief-engineers, from different parts of the company. At least someof these engineers should go though an environmental training programme, to teach theircolleagues afterward. As environmental laws become more rigorous through the years,retraining will be required from time to time.
After the establishment of the environmental team, measurements must be done, toboth qualify and quantify the amount of waste that the factory is producing. Afterward, theteam should discuss the possibilities to reduce the pollution and deliberate the reduction ofpollution compared to the investment needed. While doing this, they always have to take intoaccount that the laws might become more strict after an unknown time.
10.3 Further Research
Further investigation is needed in order to complete the exergy analysis at TPC. Thisstudy was, as planned, mainly conducted while the plant was having its yearly maintenance.For next studies will probably need more data of the different unit-operations, it is advisablethat further research takes place within the harvesting/production season. Therefor, it isrecommended to avoid the period from half of March until the end of May.
Next, it is recommended to bring good measuring equipment. As mentioned before,some of TPC's measuring equipment is not working or does not seem to work accurate.However, for this preliminary study was undertaken just before and in maintenance, newequipment might be already installed.

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
- 31 -
11. Literature
Next to the literature named before in this report, I read some more articles about sugar,sugar production and management in developing countries. All the literature I used, eitherdirectly in this report or indirectly, is mentioned below.
James E. Austin, “Managing in Developing Countries”, Collier MacMillan Publishers, London,United Kingdom, 1990.
Douglas M. Considine and P.E. Glenn D. Considine, "Foods and Food ProductionEncyclopedia", Van Nostrad Reinhold Company, New York, United States of America, 1982.
Alexander P. Economopoulos, “Assesssment of Sources of Air, Water, and Land Pollution. AGuide to Rapit Source Inventory Techniques and Their Use in Formulationg EnvironmentalControl Strategies”, World Health Organization, Geneva, Switzerland, 1993.
Maarten Hoenders, "Cleaner Production in Tanzania and Exergy Analysis as Method forProcess Modifications", Eindhoven University of Technology, Eindhoven, The Netherlands,1998.
J.H.J. Hulskotte and A.J.C.M. Matthijsen, "Produktie van Suiker", SPIN, The Hague, TheNetherlands, 1992 (in Dutch).
J.H.Y. Katima, "Unit Operations Involving Heat and Mass Transfer", University of Dar esSalaam, Dar es Salaam, Tanzania, 1996.
Kirk-Othmer, "Encyclopedia of Chemical Technology, volume 21", John Wiley & Sons, NewYork, United States of America, 3rd ed, 1983.
Moses N. Kiggundu, “Managing in Organizations in Developing Countries”, Kumarian Press,West Hartford, United Kingdom, 1989.
T.J. Kotas, "Exergy Method of Thermal Plant Analysis", Krieger Publishing Company, UnitedStates of America, 1985.
Adolf Mascarenhas, “Environmental Issues and Poverty Alleviation in Tanzania”, Network forResearch on Poverty Alleviation, Dar es Salaam, Tanzania, 1994.
J.P. MMbaga, "Practical Training Report Kilombero Sugar Company", University of Dar EsSalaam, Dar Es Salaam, Tanzania, 1985.
Charles G.M. Perk, “The Manufacture Of Sugar From Sugarcane”, Sugar Milling Instituteand the University of Natal, Pretoria, South Africa, 1973.
Stephen P. Robbins, “Essentials of Organizational Behaviour”, Prentice-Hall Inc., EnglewoodCliffs, United States of America, 1997.

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
- 32 -
P.P.A.J. van Schijndel et al., "Exergy Analysis as a Tool for Energy Efficiency Improvementsin the Tanzanian and Zambian Industries", Eindhoven University of Technology, Eindhoven,Netherlands, 1998.
M. Sorin et al., "Exergy Flows Analysis in Chemical Reactors", Energy DiversificationResearch Laboratory, Varennes, Canada, 1998.
Guilford L. Spencer and George P. Meade, "Cane Sugar Handbook", John Wiley and Sons,New York, United States of America, 8th ed., 1959.
Phil Thompson, “Energy Studies for Sugar Factories”, PD Thompson Process Engineering,Peterborough, United Kingdom, 1999.
L. Warner Weiss, “Sugars™ for Windows - A Revolutionary Update”, Sugars International,Englewood, United States of America, 1999.
G. Wall, "Exergy and Morals", Institute of Theoretical Physics, Göteborg, Sweden, 1995.
G. Wall, "On exergetics, Economics and Optimization of Technical Processes to meetEnvironmental Conditions", Institute of Theoretical Physics, Göteborg, Sweden, 1997.

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
- 33 -
12. List of Abbreviations
Text:
Brix = Mass Percentage of SolidsCMT = Centre for Environmental TechnologyEvEn = Environmental EngineeringNuffic = Netherlands Organisation for International Cooperation in Higher Educationrpm = rounds per minuteSudeco = Sugar Development Co-operationTANU = Tanganyikan African National UnionTPC = Taganyika Planting Company Sugar EstateTSH = Tanzanian ShillingTSP = Total Solid ParticlesTSS = Total Suspended SolidsTUE = Eindhoven University of TechnologyUDSM = University of Dar es SalaamUS$ = United States DollarsVOC = Volatile Organic Components
Formulas:
) = Changea = diameterc = heat capacityD = Exergy lossesE = Internal energy, for a system not in motionEx = Exergyex = Exergetic coefficientG = Gibbs energyH = EnthalpyJ = Process streamP = PressureQ = HeatS = EntropyT = Temperature)U = Internal energyV = VolumeW = WorkX = Driving Forcex = Molar fractionz = Charge( = Activity coefficient0 = Efficiency

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
- 34 -
Subscripts:
0 = Reference stateA = Transfer in Carnot Cyclech = Chemicalex = Exergetici = Component indentifieri = Intrinsic (only in 0i)initial = Inputirrev = Irreversiblefinal = Outputht = Heat transferlost = Lost/perishedm = Molarp = Isobaricpart = Partialph = Physicalu = Utilisable
Superscripts:
c = Consumedext = Externalin = Inputint = Internall = Inputll = Outputout = Outputp = Producedpu = Produced utilisabletr = Transitingu = Utilisable

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
- 35 -
A. Appendices
A.1 Contact List
TPC Limited Mr. M. SadikiGeneral ManagerP.O Box 93MoshiTanzania
G: +255 55 543 89 / 90 / 91fax: +255 55 533 91e-mail: [email protected]
other contacts: R.R. KahangwaFactory ManagerS.V. GambalelaChief Process SuperintendentB.M.M. MagomaDeputy Chief Process SuperintendentM.M. MakundiChief Engineer (factory)G.E.J.M. AsseyChemical Engineer (laboratory)
Cleaner ProductionCentre of Tanzania
Prof. C. MigiroManaging DirectorP.O. Box 23235Dar Es SalaamTanzania
G: +255 51 66 89 79 / 81 05fax: +255 51 66 81 47e-mail: [email protected]
Sugars International L. Warner WeissSugars International LLC30 Glenmoor DriveEnglewood, CO 80110United States of America
G: +1 303 761 84 42fax: +1 303 761 80 48e-mail: [email protected]: http://www.sugarsintl.com/sugarsftp-site: ftp.sugarsintl.com/FTP/sugars
other contacts: Phil Thompson (Europe)G: +44 17 80 783 329e-mail: [email protected] Stolz (Southern Africa)G: +27 13 790 02 64E-mail: [email protected]

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
- 36 -
Visio Corporation
Visio Corporation2211 Elliott AvenueSeattle, WA 98121-169United States of America
G: +1 206 956 60 00fax: +1 206 956 60 01web-site: http://www.visio.com
United Nations IndustrialDevelopmentOrganisation (UNIDO)
Hugo J. DekkersProgramme OfficerMatasalamat MansionZanaki / Samora AvenueP.O. Box 9182Dar Es Salaam, Tanzania
G: + 255 51 112527fax: + 255 51 118114e-mail: [email protected]

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
- 37 -
1st mill bagasse 2nd mill bagasse 3rd mill bagasse
1stmill
3rd mill juice
4th mill juice
imbibition water (hot)
mixed juicetank
2ndmill
3rdmill
4thmill
suga
r ca
ne
limingtank
2nd heating
clarifier
scum
s
pres
s ju
ice
water
filte
r pr
ess
preheater
1st heating
1stevaporator
2ndevaporator
3rdevaporator
4thevaporator
vacuum filter
syrup tank
syru
p
A molasses tank B molasses tankremelt tank
C vacuum pansB vacuum pansA vacuum pans
Acrystallizer
Bcrystallizer
CcrystallizerA centrifugal
Bcentrifugal C
centrifugal
hot water
air sugar drier
wet A sugar
sugarbins
commercialsugar
warehouse
B sugar
B sugarmelter
hot water(B) sugar
melter
final molasses tanks
final
mol
asse
s
hot water
C sugar
C magmamingler
hot waterC magma
tank
boile
rs
bagasse
water
turbo alternator
high pressure steam
exha
ust s
team
hot water
to imbimitionwater heater
condenser
wat
er
to furrow
condensersfor each pan
water
to furrow
commercial sugar
A.2 Process Flow Chart of TPC

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
- 38 -
A.3 Sugars™ input and output
All data in Sugars is separated by a comma, but in order to ease the reading of Sugars' files,the data in the appendix was imported into Excel and reformatted. The reference state isdefined as having an average temperature of 25.0 EC (298.15 K) and a average pressure of105 Pa. The arrangement of the properties of each station entry in the STATIONS file is asfollowing:
'NAME', S#, P1, P2, P3, P4, P5, P6, P7, P8, P9, P10, P11, P12
where:NAME = name of the station (maximum 20 characters)S# = station numberP1, .., P12 = performance parameters for the station (as P1, .., P12 are different for
each type of station, they will not be discussed here)
Most numbers in the FLOWIN-file and FLOW-file have the same meaning. Thearrangement of the properties is as folowing:
FLOW : S#, TYPE, T#,FLOWIN : 'NAME', T#, both followed by:
FT, P, T, WT, C1, C2, C3, C4, C5, C6, C7, C8, C9, C10, C11, CLR, E1, E2, E3, VAL
where:S# = station number from which the flow originatesTYPE = type of station (see Appendix X)NAME = name of the station (maximum 20 characters)T# = station number where the flow goes toP = pressure of the flow stream (kPa)T = temperature of the flow stream (EC)WT = weight flow rate (kg/hr)C1, .., C11 = component fractions that make up the flow streamLiquid Components:C1 = water (liquid)C2 = dissolved sucroseC3 = dissolved non-sucrose #1C4 = dissolved non-sucrose #2Solid Components:C5 = sucrose crystalsC6 = CaCO3
C7 = CaOC8 = other insolubles (p.e. fiber)Gas/Vapor Components:C9 = water vaporC10 = CO2
C11 = NH3
CLR = colour of flow streamE1, .., E3 = coefficients for solubility equationVAL = value of the flow stream (Tsh/kg or other currency)

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
- 39 -
18,0153 342,302 0 0 342,302 100,09 56,08 0 18,0153 44,0095 0
0,00001 1 2,7307 8 0
Raw C ane S ugar P roduction M odel for TP C ltd, M oshi
'FLO W S . TP C ' 'FLO W IN .TP C ' 'S TA TIO N S .TP C '
The files on the next pages are the TPC.CNT-file, STATIONS-file, FLOWIN-file and the firstand second part of the FLOW-file respectively.

Preliminary Study for Exergetic Analysis on Sugar Production in Tanzania Practical Training
- 40 -
'feed 1st m ill ' 105 0 0 0 0,00 0,00 0,00 0,00 0,00 0 0 0 0
'1st mill ' 110 0 0 0 1,33 2,43 3,43 -8,00 0,00 1 0 0 0
'feed 2nd m ill ' 115 0 0 0 0,00 0,00 0,00 0,00 0,00 0 0 0 0
'2nd mill ' 120 0 0 0 1,33 2,43 3,43 -8,00 0,00 1 0 0 0
'feed 3rd m ill ' 125 0 0 0 0,00 0,00 0,00 0,00 0,00 0 0 0 0
'3rd mill ' 130 0 0 0 1,33 2,43 3,43 -8,00 0,00 1 0 0 0
'feed 4th m ill ' 135 0 0 0 0,00 0,00 0,00 0,00 0,00 0 0 0 0
'4th mill ' 140 0 0 0 1,33 2,43 3,43 -8,00 0,00 1 0 0 0
'juice mix er ' 150 0 0 0 0,00 0,00 0,00 0,00 0,00 0 0 0 0
'mix ed juice tank ' 200 0 0 0 0,00 0,00 0,00 0,00 0,00 0 0 0 0
'mix ed juice heater ' 210 -80 0 0 0,00 0,00 0,00 0,00 0,00 0 0 0 0
'lim ing tank ' 220 0 0 0 0,00 0,00 0,00 0,00 0,00 0 0 0 0
'limed juice heater ' 230 -105 0 0 0,00 0,00 0,00 0,00 0,00 0 0 0 0
'clarifier ' 240 0 0 0 1,02 2,01 3,32 7,32 0,00 0 0 0 0
'press filter ' 250 0 0 0 1,65 0,00 0,00 0,00 0,91 0 0 0 0
'clear. juice heater ' 260 -110 0 0 0,00 0,00 0,00 0,00 0,00 0 0 0 0
'1st ev aporator ' 310 0 -95 0 0,00 0,00 0,00 1,00 0,00 0 0 0 0
'1st v ap. distributor' 315 0 0 0 0,00 0,00 0,00 0,00 0,00 0 0 0 0
'2nd ev aporator ' 320 0 -91 0 0,00 0,00 0,00 1,00 0,00 0 0 0 0
'2nd v ap. distributor' 325 0 0 0 0,00 0,00 0,00 0,00 0,00 0 0 0 0
'3rd ev aporator ' 330 0 -88 0 0,00 0,00 0,00 1,00 0,00 0 0 0 0
'3rd v ap. distributor' 335 0 0 0 0,00 0,00 0,00 0,00 0,00 0 0 0 0
'4th ev aporator ' 340 0 -68 0 0,00 0,00 0,00 1,00 0,00 0 0 0 0
'sy rup tank ' 350 0 0 0 0,00 0,00 0,00 0,00 0,00 0 0 0 0
'feed v acuum pan A ' 400 0 0 0 0,00 0,00 0,00 0,00 0,00 0 0 0 0
'v acuum pan A ' 410 1 0,94 0,94 0,00 65,50 0,00 0,00 0,00 0 0 0 0
'A mix er ' 430 1 0 0 0,00 0,00 0,00 0,00 0,00 0 0 0 0
'A centrifuge ' 440 0 0 0 0,00 0,00 0,00 0,00 0,00 0 0 0 0
'A molasses distrib. ' 450 0 0 0 0,00 0,00 0,00 0,00 0,00 0 0 0 0
'feed v acuum pan B ' 500 0 0 0 0,00 0,00 0,00 0,00 0,00 0 0 0 0
'v acuum pan B ' 510 1 0,96 0,96 0,00 62,50 0,00 0,00 0,00 0 0 0 0
'B mix er ' 530 1 0 0 0,00 0,00 0,00 0,00 0,00 0 0 0 0
'B centrifuge ' 540 0 0 0 0,00 0,00 0,00 0,00 0,00 0 0 0 0
'Remelter ' 550 0 0 0 0,00 0,00 0,00 0,00 0,00 0 0 0 0
'feed v acuum pan C ' 600 0 0 0 0,00 0,00 0,00 0,00 0,00 0 0 0 0
'v acuum pan C ' 610 1 0,99 0,99 0,00 65,50 0,00 0,00 0,00 0 0 0 0
'C c ry stallizers ' 620 0 0 0 0,00 0,00 0,00 0,00 0,00 0 0 0 0
'C m ix er ' 630 1 0 0 0,00 0,00 0,00 0,00 0,00 0 0 0 0
'C centrifuge ' 640 0 0 0 0,00 0,00 0,00 0,00 0,00 0 0 0 0
'bagasse to boilers ' 800 0 0 0 0,00 0,00 0,00 0,00 0,00 0 0 0 0
'commercial raw sugar' 1000 0 0 0 0,00 0,00 0,00 0,00 0,00 0 0 0 0
'filter cake ' 1010 0 0 0 0,00 0,00 0,00 0,00 0,00 0 0 0 0
'final molasses ' 1020 0 0 0 0,00 0,00 0,00 0,00 0,00 0 0 0 0

Preliminary Study for Exergetic Analysis on Sugar Production In Tanzania Practical Training
- 41 -
's u g a r c a n e ' 1 0 5 0 1 0 0 2 5 , 0 1 1 0 0 0 0 0 , 6 9 9 0 0 , 1 2 0 0 0 , 0 2 1 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 1 6 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 0 0 0 0 , 0 4 0 , 7 1 - 2 , 1 0 0 , 0 0
'im bib i tio n w a te r ' 1 3 5 0 1 0 0 7 0 , 0 3 7 5 2 0 1 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
'm ix ed ju ic e ' 2 0 0 0 1 0 0 3 1 , 9 0 0 , 8 6 8 9 0 , 1 1 1 6 0 , 0 1 9 5 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 0 0 0 0 , 0 4 0 , 7 1 - 2 , 1 0 0 , 0 0
's te a m m ix j hea ter ' 2 1 0 1 1 3 7 7 5 1 0 , 0 7 7 0 2 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
'lim e ' 2 2 0 0 1 0 0 2 5 , 0 1 4 1 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
's te a m lim ed j hea ter ' 2 3 0 1 1 3 7 7 5 1 0 , 0 4 0 4 3 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
's te a m c lar i f j heater ' 2 6 0 1 1 3 7 7 5 1 0 , 0 7 9 8 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
's te a m 1 s t e v a p o r a tor ' 3 1 0 1 6 7 , 6 1 1 0 , 0 4 2 5 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
's te a m v a c u u m p a n A ' 4 1 0 1 6 4 , 6 5 1 0 , 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
'w a s h A c e n trifuge ' 4 4 0 1 1 0 0 2 5 , 0 0 1 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
's te a m v a c u u m p a n B ' 5 1 0 1 1 3 7 7 5 1 0 , 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
'w a s h B c e n trifuge ' 5 4 0 1 1 0 1 0 , 0 0 1 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
's te a m v a c u u m p a n C ' 6 1 0 1 1 3 7 7 5 1 0 , 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
'w a s h C c e n trifuge ' 6 4 0 1 1 0 1 0 , 0 0 1 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
ta n k s to r a g e flo w ' 1 0 0 0 0 1 0 1 0 , 0 0 0 , 0 7 4 1 0 , 1 0 5 0 0 , 1 0 2 5 0 , 0 0 0 0 0 , 7 1 8 4 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 0 5 4 0 , 0 4 0 , 7 1 - 2 , 1 0 0 , 0 0

Preliminary Study for Exergetic Analysis on Sugar Production In Tanzania Practical Training
- 42 -
1 0 5 1 0 1 1 0 0 1 0 0 2 5 , 0 1 1 0 0 0 0 0 , 6 9 9 0 0 , 1 2 0 0 0 , 0 2 1 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 1 6 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 0 0 0 0 , 0 4 0 , 7 1 - 2 , 1 0 0 , 0 0
1 1 0 1 4 1 1 5 0 1 0 0 2 5 , 0 4 9 5 9 0 0 , 5 0 9 3 0 , 1 1 5 5 0 , 0 2 0 2 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 3 5 4 9 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 0 0 0 0 , 0 4 0 , 7 1 - 2 , 1 0 0 , 0 0
1 1 0 1 4 1 5 0 0 1 0 0 2 5 , 0 6 0 4 1 0 0 , 8 5 4 7 0 , 1 2 3 7 0 , 0 2 1 6 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 0 0 0 0 , 0 4 0 , 7 1 - 2 , 1 0 0 , 0 0
1 1 5 1 0 1 2 0 0 1 0 0 4 0 , 1 9 3 0 8 5 0 , 7 0 3 7 0 , 0 9 1 3 0 , 0 1 6 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 1 8 9 1 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 0 0 0 0 , 0 4 0 , 7 1 - 2 , 1 0 0 , 0 0
1 2 0 1 4 1 2 5 0 1 0 0 4 0 , 1 4 3 4 5 0 0 , 4 9 5 2 0 , 0 8 4 9 0 , 0 1 4 8 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 4 0 5 1 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 0 0 0 0 , 0 4 0 , 7 1 - 2 , 1 0 0 , 0 0
1 2 0 1 4 1 5 0 0 1 0 0 4 0 , 1 4 9 6 3 5 0 , 8 8 6 2 0 , 0 9 6 9 0 , 0 1 7 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 0 0 0 0 , 0 4 0 , 7 1 - 2 , 1 0 0 , 0 0
1 2 5 1 0 1 3 0 0 1 0 0 5 2 , 7 8 3 2 7 5 0 , 7 1 9 7 0 , 0 5 8 7 0 , 0 1 0 3 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 2 1 1 3 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 0 0 0 0 , 0 4 0 , 7 1 - 2 , 1 0 0 , 0 0
1 3 0 1 4 1 3 5 0 1 0 0 5 2 , 7 3 9 7 8 0 0 , 4 9 4 9 0 , 0 5 3 3 0 , 0 0 9 3 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 4 4 2 4 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 0 0 0 0 , 0 4 0 , 7 1 - 2 , 1 0 0 , 0 0
1 3 0 1 4 1 1 5 0 1 0 0 5 2 , 7 4 3 4 9 5 0 , 9 2 5 3 0 , 0 6 3 6 0 , 0 1 1 1 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 0 0 0 0 , 0 4 0 , 7 1 - 2 , 1 0 0 , 0 0
1 3 5 1 0 1 4 0 0 1 0 0 6 2 , 6 7 7 3 0 0 0 , 7 4 0 1 0 , 0 2 7 4 0 , 0 0 4 8 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 2 2 7 7 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 0 0 0 0 , 0 4 0 , 7 1 - 2 , 1 0 0 , 0 0
1 4 0 1 4 8 0 0 0 1 0 0 6 2 , 6 3 7 4 7 4 0 , 5 0 1 5 0 , 0 2 4 6 0 , 0 0 4 3 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 4 6 9 7 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 0 0 0 0 , 0 4 0 , 7 1 - 2 , 1 0 0 , 0 0
1 4 0 1 4 1 2 5 0 1 0 0 6 2 , 6 3 9 8 2 5 0 , 9 6 4 6 0 , 0 3 0 1 0 , 0 0 5 3 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 0 0 0 0 , 0 4 0 , 7 1 - 2 , 1 0 0 , 0 0
1 5 0 1 0 2 0 0 0 1 0 0 3 1 , 9 1 1 0 0 4 5 0 , 8 6 8 9 0 , 1 1 1 6 0 , 0 1 9 5 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 0 0 0 0 , 0 4 0 , 7 1 - 2 , 1 0 0 , 0 0
2 0 0 9 0 0 0 0 , 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
2 0 0 9 2 1 0 0 1 0 0 3 1 , 9 1 1 0 0 4 5 0 , 8 6 8 9 0 , 1 1 1 6 0 , 0 1 9 5 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 0 0 0 0 , 0 4 0 , 7 1 - 2 , 1 0 0 , 0 0
2 1 0 2 2 2 0 0 1 0 0 8 0 , 0 1 1 0 0 4 5 0 , 8 6 8 9 0 , 1 1 1 6 0 , 0 1 9 5 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 0 0 0 0 , 0 4 0 , 7 1 - 2 , 1 0 0 , 0 0
2 1 0 2 0 1 1 3 7 7 1 9 4 , 2 7 7 0 2 1 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
2 2 0 1 0 2 3 0 0 1 0 0 8 0 , 2 1 1 1 0 1 6 0 , 8 6 8 1 0 , 1 1 0 7 0 , 0 1 9 9 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 1 3 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 9 9 5 0 , 0 4 0 , 7 1 - 2 , 1 0 0 , 0 0
2 3 0 2 2 4 0 0 1 0 0 1 0 5 , 0 1 1 1 0 1 6 0 , 8 6 8 1 0 , 1 1 0 7 0 , 0 1 9 9 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 1 3 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 9 9 5 0 , 0 4 0 , 7 1 - 2 , 1 0 0 , 0 0
2 3 0 2 0 1 1 3 7 7 1 9 4 , 2 4 0 4 3 1 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
2 4 0 1 4 2 5 0 0 1 0 0 1 0 5 , 0 2 9 7 9 0 , 7 1 1 6 0 , 0 3 9 2 0 , 2 3 3 8 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 1 5 3 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 0 , 0 4 0 , 7 1 - 2 , 1 0 0 , 0 0
2 4 0 1 4 2 6 0 0 1 0 0 1 0 5 , 0 1 0 8 0 3 7 0 , 8 7 2 4 0 , 1 1 2 7 0 , 0 1 4 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 9 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 0 5 4 0 , 0 4 0 , 7 1 - 2 , 1 0 0 , 0 0
2 5 0 1 4 1 0 1 0 0 1 0 0 1 0 5 , 0 2 1 4 9 0 , 6 3 6 3 0 , 0 4 9 4 0 , 2 9 5 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 1 9 3 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 0 , 0 4 0 , 7 1 - 2 , 1 0 0 , 0 0
2 5 0 1 4 2 2 0 0 1 0 0 1 0 5 , 0 8 3 0 0 , 9 0 6 8 0 , 0 1 2 7 0 , 0 7 5 5 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 4 9 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 0 , 0 4 0 , 7 1 - 2 , 1 0 0 , 0 0
2 6 0 2 3 1 0 0 1 0 0 1 1 0 , 0 1 0 8 0 3 7 0 , 8 7 2 4 0 , 1 1 2 7 0 , 0 1 4 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 9 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 0 5 4 0 , 0 4 0 , 7 1 - 2 , 1 0 0 , 0 0
2 6 0 2 0 1 1 3 7 7 1 9 4 , 2 7 9 8 1 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
3 1 0 8 3 2 0 0 8 4 , 4 9 5 , 4 6 1 6 3 7 0 , 7 7 6 3 0 , 1 9 7 5 0 , 0 2 4 6 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 1 6 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 0 5 4 0 , 0 4 0 , 7 1 - 2 , 1 0 0 , 0 0
3 1 0 8 3 1 5 1 8 4 , 4 9 5 , 0 4 6 4 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
3 1 0 8 0 1 6 7 , 6 8 9 , 1 4 2 5 0 0 1 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
3 1 5 5 , 5 3 2 0 1 8 4 , 4 9 5 , 0 2 3 2 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
3 1 5 5 , 5 0 1 8 4 , 4 9 5 , 0 2 3 2 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
3 2 0 8 3 3 0 0 7 2 , 7 9 1 , 9 3 8 1 4 4 0 , 6 3 8 5 0 , 3 1 9 1 0 , 0 3 9 7 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 2 6 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 0 5 4 0 , 0 4 0 , 7 1 - 2 , 1 0 0 , 0 0
3 2 0 8 3 2 5 1 7 2 , 7 9 1 , 0 2 3 4 9 3 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
3 2 0 8 0 1 8 4 , 4 9 5 , 0 2 3 2 0 0 1 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
3 2 5 5 , 5 3 3 0 1 7 2 , 7 9 1 , 0 1 1 7 4 6 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
3 2 5 5 , 5 0 1 7 2 , 7 9 1 , 0 1 1 7 4 6 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
3 3 0 8 3 4 0 0 6 4 , 9 8 9 , 8 2 6 2 7 8 0 , 4 7 5 3 0 , 4 6 3 2 0 , 0 5 7 7 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 3 8 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 0 5 4 0 , 0 4 0 , 7 1 - 2 , 1 0 0 , 0 0

Preliminary Study for Exergetic Analysis on Sugar Production In Tanzania Practical Training
- 43 -
3 3 0 8 3 3 5 1 6 4 , 9 8 8 , 0 1 1 8 6 7 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
3 3 0 8 0 1 7 2 , 7 9 1 , 0 1 1 7 4 6 1 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
3 3 5 5 , 5 3 4 0 1 6 4 , 9 8 8 , 0 5 9 3 3 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
3 3 5 5 , 5 0 1 6 4 , 9 8 8 , 0 5 9 3 3 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
3 4 0 8 3 5 0 0 2 8 , 6 7 2 , 5 1 9 8 0 8 0 , 3 0 4 0 0 , 6 1 4 5 0 , 0 7 6 5 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 5 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 0 5 4 0 , 0 4 0 , 7 1 - 2 , 1 0 0 , 0 0
3 4 0 8 0 1 2 8 , 6 6 8 , 0 6 4 6 9 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
3 4 0 8 0 1 6 4 , 9 8 8 , 0 5 9 3 3 1 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
3 5 0 1 0 4 0 0 0 2 8 , 6 7 2 , 5 1 9 8 0 8 0 , 3 0 4 0 0 , 6 1 4 5 0 , 0 7 6 5 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 5 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 0 5 4 0 , 0 4 0 , 7 1 - 2 , 1 0 0 , 0 0
4 0 0 1 0 4 1 0 0 2 8 , 6 5 , 0 7 3 0 9 1 1 0 , 0 0 8 2 0 , 0 1 6 7 0 , 0 0 2 1 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 4 3 1 2 0 , 5 4 1 8 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 0 5 4 0 , 0 4 0 , 7 1 - 2 , 1 0 0 , 0 0
4 1 0 4 4 3 0 0 1 0 1 5 , 0 7 3 0 9 1 1 0 , 0 0 8 2 0 , 0 1 6 7 0 , 0 0 2 1 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 4 3 1 2 0 , 5 4 1 8 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 0 5 4 0 , 0 4 0 , 7 1 - 2 , 1 0 0 , 0 0
4 1 0 4 0 1 2 2 , 5 6 2 , 7 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
4 1 0 4 0 1 6 4 , 6 8 7 , 9 0 1 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
4 3 0 7 4 4 0 0 1 0 1 0 , 0 7 3 0 9 1 1 0 , 0 0 8 2 0 , 0 1 3 3 0 , 0 0 2 1 0 , 0 0 0 0 0 , 0 0 3 3 0 , 0 0 0 0 0 , 4 3 1 2 0 , 5 4 1 8 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 0 5 4 0 , 0 4 0 , 7 1 - 2 , 1 0 0 , 0 0
4 4 0 1 4 5 0 0 1 0 1 0 , 0 7 1 1 2 0 1 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 4 4 3 2 0 , 5 5 6 8 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
4 4 0 1 0 0 1 0 1 0 , 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
4 4 0 1 1 0 0 0 0 1 0 1 0 , 0 1 9 7 0 9 0 , 3 0 5 5 0 , 4 9 3 4 0 , 0 7 6 9 0 , 0 0 0 0 0 , 1 2 4 2 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 0 5 4 0 , 0 4 0 , 7 1 - 2 , 1 0 0 , 0 0
4 5 0 5 5 0 0 0 1 0 1 0 , 0 7 1 1 2 0 1 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 4 4 3 2 0 , 5 5 6 8 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
4 5 0 5 6 0 0 0 1 0 1 0 , 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 4 4 3 2 0 , 5 5 6 8 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
5 0 0 1 0 5 1 0 0 1 0 1 0 , 0 7 1 1 2 0 1 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 4 4 3 2 0 , 5 5 6 8 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
5 1 0 4 5 3 0 0 1 0 1 0 , 0 7 1 1 2 0 1 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 4 4 3 2 0 , 5 5 6 8 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
5 1 0 4 0 1 1 0 1 6 5 , 5 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
5 1 0 4 0 1 1 3 7 7 1 9 4 , 2 0 1 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
5 3 0 7 5 4 0 0 1 0 1 0 , 0 7 1 1 2 0 1 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 4 4 3 2 0 , 5 5 6 8 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
5 4 0 1 5 5 0 0 1 0 1 0 , 0 7 1 1 2 0 1 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 4 4 3 2 0 , 5 5 6 8 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
5 4 0 1 0 0 1 0 1 0 , 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
5 4 0 1 6 0 0 0 1 0 1 0 , 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
5 5 0 3 4 0 0 0 1 0 1 0 , 0 7 1 1 2 0 1 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 4 4 3 2 0 , 5 5 6 8 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
6 0 0 1 0 6 1 0 0 0 0 , 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
6 1 0 4 6 2 0 0 1 0 1 0 , 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
6 1 0 4 0 1 0 0 , 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
6 1 0 4 0 1 1 3 7 7 5 1 0 , 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
6 2 0 3 6 3 0 0 1 0 1 0 , 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
6 3 0 7 6 4 0 0 1 0 1 0 , 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
6 4 0 1 5 0 0 0 1 0 1 0 , 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
6 4 0 1 0 0 0 0 , 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
6 4 0 1 1 0 2 0 0 0 0 , 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
8 0 0 1 0 0 0 1 0 0 6 2 , 6 3 7 4 7 4 0 , 5 0 1 5 0 , 0 2 4 6 0 , 0 0 4 3 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 4 6 9 7 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 0 0 0 0 , 0 4 0 , 7 1 - 2 , 1 0 0 , 0 0
1 0 0 0 9 0 0 0 0 , 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 0 , 0 0 0 , 0 0 0 , 0 0 0 , 0 0
1 0 0 0 9 0 0 1 0 1 0 , 0 1 9 7 0 9 0 , 3 0 5 5 0 , 4 9 3 4 0 , 0 7 6 9 0 , 0 0 0 0 0 , 1 2 4 2 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 0 , 0 0 0 0 1 0 5 4 0 , 0 4 0 , 7 1 - 2 , 1 0 0 , 0 0

Preliminary Study for Exergetic Analysis on Sugar Production In Tanzania Practical Training
- 44 -
tonnes cane crushed 428250,70
tonnes sugar bagged 39779,95
tonnes sugar produced 40020,51
tonnes final molasses 15792,02
tonnes filter cake 9009,02yield, sugar % cane 9,35
hours mill open 6250,67
total time lost 2248,59
actual crushing time 4002,08
total time effic iency 64,03%
net time efficiency 72,99%
factory time efficiency 77,96%
weekly maintenance 672,34 10,76%
holiday stoppages 95,50 1,53%
cane shortages 349,14 5,59%technical difficulties 761,11 12,18%
processing causes 297,02 4,75%
planned stops 0,00 0,00%
others 73,48 1,18%
total time lost 2248,59 35,97%
chokes mill & carriers 119,64 1,91%
electrical fault 125,94 2,01%
mechanical troubles 383,07 6,13%
other causes 132,46 2,12%
overall recovery 73,04%boiling house recovery 83,56%
S.J.M., recovery 87,38%
boiling house efficiency 95,63%
sucrose produced 73,04%
sucrose lost in bagasse 12,59%
sucrose lost in filter cake 0,82%
sucrose lost in final molasses 10,87%
sucrose lost undetermined 2,68%
total sucrose lost 26,96%
Brix 86,66%Pol 37,38%
Purity 43,10%
% sucrose 37,35%
% invert sugar 11,53%
% total sugars 48,88%
% ash 11,86%
final molasses, bx 85% on cane 3,76%
FINAL MOLASSES
PRODUCTION
TIME
MILL STOPAGES
CUMULATIVE WEEK REPORT NO 39/40
RECOVERIES
TECHNICAL DIFFICULTIES
SUCROSE BALANCE % SUCROSE IN CANE
A.4 Season Process Data
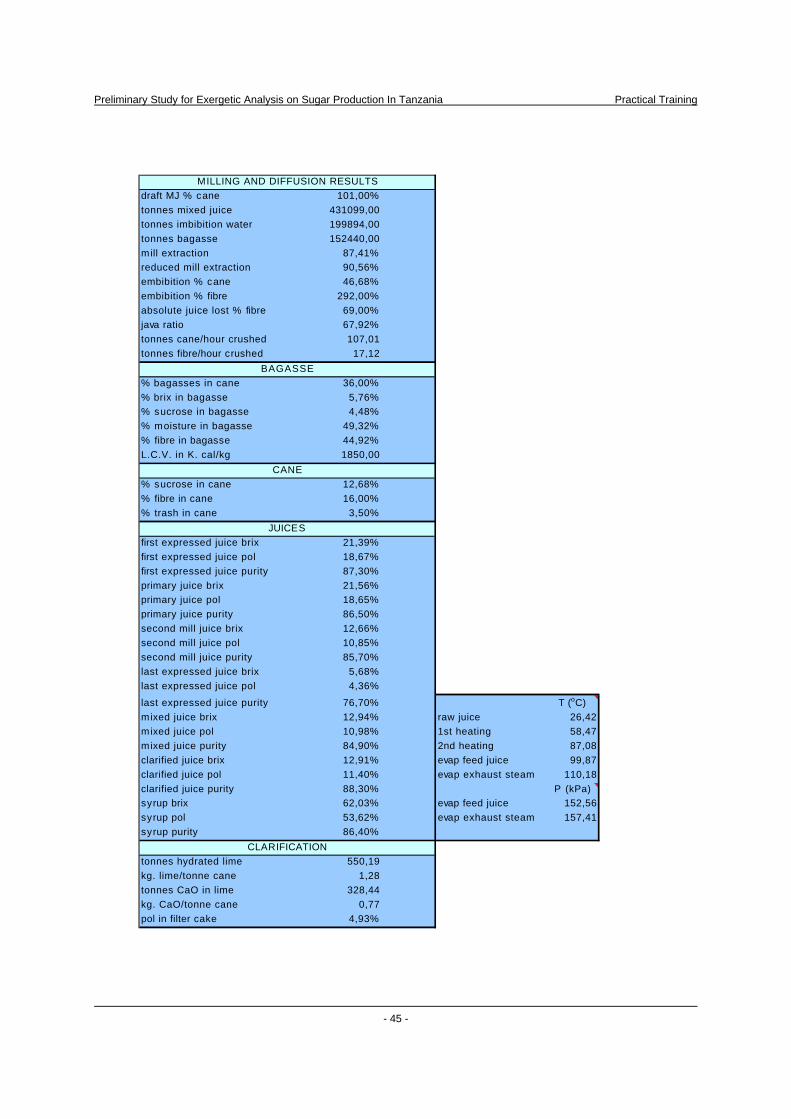
Preliminary Study for Exergetic Analysis on Sugar Production In Tanzania Practical Training
- 45 -
draft MJ % cane 101,00%
tonnes mixed juice 431099,00
tonnes imbibition water 199894,00
tonnes bagasse 152440,00
mill extraction 87,41%reduced mill extraction 90,56%
embibition % cane 46,68%
embibition % fibre 292,00%
absolute juice lost % fibre 69,00%
java ratio 67,92%
tonnes cane/hour crushed 107,01
tonnes fibre/hour crushed 17,12
% bagasses in cane 36,00%
% brix in bagasse 5,76%% sucrose in bagasse 4,48%
% moisture in bagasse 49,32%
% fibre in bagasse 44,92%
L.C.V. in K. cal/kg 1850,00
% sucrose in cane 12,68%
% fibre in cane 16,00%
% trash in cane 3,50%
first expressed juice brix 21,39%
first expressed juice pol 18,67%
first expressed juice purity 87,30%
primary juice brix 21,56%primary juice pol 18,65%
primary juice purity 86,50%
second mill juice brix 12,66%
second mill juice pol 10,85%
second mill juice purity 85,70%
last expressed juice brix 5,68%
last expressed juice pol 4,36%
last expressed juice purity 76,70% T (oC)
mixed juice brix 12,94% 26,42
mixed juice pol 10,98% 58,47
mixed juice purity 84,90% 87,08
clarified juice brix 12,91% evap feed juice 99,87
clarified juice pol 11,40% evap exhaust steam 110,18
clarified juice purity 88,30% P (kPa)syrup brix 62,03% evap feed juice 152,56
syrup pol 53,62% evap exhaust steam 157,41
syrup purity 86,40%
tonnes hydrated lime 550,19
kg. lime/tonne cane 1,28
tonnes CaO in lime 328,44
kg. CaO/tonne cane 0,77
pol in filter cake 4,93%
MILLING AND DIFFUSION RESULTS
BAGASSE
CANE
JUICES
CLARIFICATION
1st heating
2nd heating
raw juice

Preliminary Study for Exergetic Analysis on Sugar Production In Tanzania Practical Training
- 46 -
tonnes coffee husks 229,43
litres fuel oil 646856,00
tonnes steam 278029,00steam cane ratio 0,65
purity brix
A massecuite 86,40% 93,70%
B massecuite 75,50% 96,24%C massecuite 60,60% 99,54%
C magma 82,90% 93,17%
Remelt 90,70% 71,28%
A molasses 72,90% 82,50%
B molasses 56,10% 88,52%
B magma 92,50% 98,12%
hectares harvested 0,12
tonnes cane 10,70number of trucks 4,22
kg. of lime 13,75
kg of CaO in lime 8,21
litres fuel oil 16,16
tonnes of coffee husks 0,006
hectares harvested 4715,03
tonnes cane/harvested 90,83
tonnes sugar/harvested 8,49tonnes cane/truck 2,54
T.C.H.M. 6,18
T.S.H.M. 0,578
age 14,7
tonnes plat cane 84900,26
tonnes 1st ratoon 73859,26
tonnes 2nd ratoon 67427,98
tonnes 3rd ratoon 41632,92
tonnes 4th ratoon 31992,72tonnes 5th ratoon 9355,35
tonnes other ratoon 119082,21
% co. 64 - 15 20,02%
% b 52 - 313 40,18%
% co. 1001 2,64%
% ea 70 - 97 23,69%
% nco 376 9,24%
% other varieties 4,23%
PER TONNE OF SUGAR PRODUCED
FIELD DATA
CANE CRUSHED
CANE VARIETIES CRUSHED
SUGAR HOUSE
ADDITIONAL FUEL

Preliminary Study for Exergetic Analysis on Sugar Production In Tanzania Practical Training
- 47 -
polarization 99,10%
moisture content, % 0,077%
dilution indicator 9,00
insoluble extraneous matter, mg/kg 540,00
reducing sugar content, % 0,128%
sulphated ash, % 0,142%
conductivity ash, % 0,133%colour, ICUMAS units 885,00
% passing 18 mesh retained by 30 65,39%
% passing 44 mesh 1,16%
specific grain size, mm 0,62
caustic soda, kg 0,320
formaldehyde, litres 0,000
CMA, kg 0,000
flocculant, kg 0,008
boiler water chemical, liters 0,126
dry lead acetate, kg 0,009
A massecuite 2,34 93699,49
B massecuite 1,44 57623,79
C massecuite 0,82 32621,69
TONNES/TONNE SUGAR PRODUCED
SUGAR QUALITY
SUNDRY MATERIAL/TONNE SUGAR

Preliminary Study for Exergetic Analysis on Sugar Production In Tanzania Practical Training
- 48 -
n a m e fo rm u la s t a t e
m a s s
g / m o l e
∆ h fθ
k J / k g
∆ g fθ
k J / k g
∆ S θ
J /k g
C p
J /k g
e x c h
k J / m o le
e x c h
k J / k g
w a t e r H 2 O l 1 8 , 0 2 - 1 5 8 6 6 - 1 3 1 6 3 3 8 8 1 4 1 7 9 0 , 9 0 4 9 , 9 6
w a t e r H 2 O g 1 8 , 0 2 - 1 3 4 2 3 - 1 2 6 8 8 1 0 4 8 1 1 8 6 4 9 , 5 0 5 2 7 , 3 3
s u c r o s e C 1 2 H 2 2 O 1 1 s 3 4 2 , 3 0 - 6 4 8 9 1 1 4 6 1 2 4 0 6 0 0 7 , 8 0 1 7 5 5 1 , 1 4
g l u c o s e C 6 H 1 2 O 6 s 1 8 0 , 1 6 - 1 5 2 4 1 1 6 1 1 2 1 7 2 9 2 8 , 8 0 1 6 2 5 7 , 1 1
fru c t o s e C 6 H 1 2 O 6 s 1 8 0 , 1 6 - 1 5 2 4 1 1 6 1 1 2 1 7 2 9 2 8 , 8 0 1 6 2 5 7 , 1 1
l im e C a O s 5 6 , 0 8 - 1 1 3 2 5 - 1 0 7 7 1 7 0 9 7 6 3 1 1 0 , 2 0 1 9 6 5 , 0 5
n i t r o g e n N 2 g 2 8 , 0 1 0 0 6 8 4 0 1 0 4 0 0 , 7 2 2 5 , 7 0
n i t r o g e n d i o x i d e N O 2 g 4 6 , 0 6 - 7 2 0 1 1 1 4 5 2 1 2 8 0 8
o x y g e n O 2 g 3 2 , 0 0 0 0 6 4 1 1 9 1 7 3 , 9 7 1 2 4 , 0 7 a i r flu e g a s
c a r b o n d i o x i d e C O 2 g 4 4 , 0 1 - 8 9 4 1 - 8 9 6 1 4 8 5 7 8 4 3 1 9 , 8 7 4 5 1 , 4 9 N 2 7 8 , 0 9 % 7 8 , 0 9 %
a r g o n A r g 3 9 , 9 5 0 0 3 8 7 6 5 2 0 1 1 , 6 9 2 9 2 , 6 3 O 2 2 0 , 9 5 % 0 , 0 0 %
2 8 , 9 6 -4 -4 6 7 0 2 1 0 0 5 1 , 5 1 5 2 , 0 9 C O 2 0 , 0 3 % 2 0 , 9 8 %
3 1 , 4 8 - 2 6 2 2 , 5 2 - 2 6 2 8 , 1 9 6 2 2 3 , 2 6 9 7 5 , 9 3 4 , 8 4 1 1 7 , 5 2 A r 0 , 9 3 % 0 , 9 3 %
c o m p o u n d s in
flu e g a s
a i r
t h e r m o d y n a m ic p r o p e rt ie s
p e r k g e x e rge t i c p r o p e rt ie s
A.5 Thermodynamic Properties

Preliminary Study for Exergetic Analysis on Sugar Production In Tanzania Practical Training
- 49 -
C H O N S w a t e r ( t r )as h t o t a l
4 2 , 6 % 5 , 2 % 3 6 , 6 % 0 , 1 % 0 , 0 % 1 5 , 0 % 0 , 5 % 1 0 0 , 0 % 1 , 1 3 1 5 3 2 0 1 7 6 6 8 w o o d a s i n z a r g u t
4 6 , 5 % 6 , 5 % 4 6 , 0 % 0 , 5 % 0 , 0 % 0 , 0 % 0 , 5 % 1 0 0 , 0 % 1 , 1 4 1 9 4 2 7 2 2 1 3 8 d ry b a g a s s e ( C S H B )
2 2 , 0 % 3 , 1 % 2 1 , 8 % 0 , 2 % 0 , 0 % 4 9 , 3 % 3 , 5 % 1 0 0 , 0 % 1 , 1 4 7 7 4 6 1 0 2 2 4 b a g a s s e a t T P C
2 1 1 , 0 % 1 , 0 6 4 2 2 8 7 4 4 8 2 4 fu r n a c e o il
N C V b a g a s s e (s e a s o n 9 8 / 9 9 ) : 1 8 5 0 k c a l /k g
m o is t u r e c o n t e n t b a g a s s e (s e a s . 9 8 / 9 9 ) : 4 9 , 4 9 %
a ve r a g e N C V fu r n a c e o i l ( s e l l e r s d a t a ) : 1 0 1 0 0 k c a l /k g
w e i g h t o f fu r n a c e o i l : 0 , 9 7 k g / l
fu r n a c e o il c o m b u s t e d : 1 6 1 , 6 3 l / hou r
fu r n a c e o il c o m b u s t e d : 0 , 1 6 t o n n e / h o u r
c rus h i n g h o u rs p e r d a y : 1 4 , 8 6 h
t o n n e s k g / s M W t o n n e s k g / s M W
3 8 , 0 9 8 6 4 0 0 0 , 4 4 3 , 4 1 3 8 , 0 9 5 3 4 9 6 0 , 7 1 5 , 5 2
0 , 1 6 8 6 4 0 0 0 , 0 0 0 , 0 8 0 , 1 6 5 3 4 9 6 0 , 0 0 0 , 1 2
3 8 , 2 5 8 6 4 0 0 0 , 4 4 3 , 4 9 3 8 , 2 5 5 3 4 9 6 0 , 7 1 5 , 6 4t o t a l
N C V
k J /k g
m a s s p e rc e n t a g e o f d i ffe r e n t a t o m s in w o o d o r b a g a s s e e x c h
k J /k gβ
i n t e n d e d p e r d a y a c t u a l p e r c r u s h i n g d a y
fu r n a c e o il
b a g a s s e
m a t t e r

Preliminary Study for Exergetic Analysis on Sugar Production In Tanzania Practical Training
- 50 -
j u ic e i n ju ic e o u t ve s s e l s t e a m
T (o C ) T (o C ) T (o C ) p (k P a) p (or ig) T (o C ) p (k P a) p (or ig) T (o C ) p (k P a) p (or ig) ∆ H
E XH A U S T 1 1 0 , 2 1 5 7 , 4 1 k J / k g
1 s t h e a t i n g 2 6 , 4 5 8 , 5 8 9 , 1 7 8 , 4 9 5 8 , 5 - 2 4 1 3 , 8 9
2 n d h e a t i n g 5 8 , 5 8 7 , 1 1 1 0 , 2 1 5 7 , 4 1 8 7 , 1 - 2 3 2 6 , 8 6
p r e h e a t e r 8 7 , 1 9 9 , 9 1 1 0 , 2 1 5 7 , 4 1 9 9 , 9 1 3 0 7 7 , 2 1 2 2 . 8 i n H g - 2 2 7 2 , 9 6
e va p o ra to r 1 9 9 , 9 9 5 , 6 1 1 0 , 2 1 4 8 , 2 6 7 . 0 0 p s i 9 5 , 6 1 1 2 , 9 6 1 . 8 8 p s i 9 5 , 6 1 6 6 , 1 9 9 . 6 l b / i n2 - 2 2 9 1 , 0 4
e va p o ra to r 2 9 5 , 6 8 9 , 1 9 5 , 6 1 0 4 , 0 7 0 . 5 9 p s i 8 9 , 1 7 8 , 4 9 - 3 . 1 2 p s i 8 9 , 1 - 2 2 9 5 , 9 5
e va p o ra to r 3 8 9 , 1 8 6 , 4 8 9 , 1 6 1 , 5 1 < 0 8 6 , 4 3 1 , 8 8 - 9 . 8 8 p s i 8 6 , 4 - 2 2 9 6 , 9 0
e va p o ra to r 4 8 6 , 4 6 7 , 1 8 6 , 4 2 4 , 9 9 - 1 0 . 8 8 p s i 6 7 , 1 2 5 2 , 9 3 2 2 . 1 8 p s i 6 7 , 1 2 7 , 1 9 - 2 1 . 5 i n H g - 2 2 9 7 , 1 2
x 1 0 5 P a or ig o C or ig b a r o r ig p a n fo r br ix p u r i ty
m a i n 1 , 5 7 2 2 2 , 8 p s i
1 0 , 7 7 2 5 7 , 9 c m H g 6 4 , 5 6 4 o C 0 k g / c m 2 A
2 0 , 7 6 8 5 7 , 6 c m H g 0 , 7 8 0 , 8 k g / c m 2 A
3 0 , 4 0 0 1 1 , 8 i n H g 6 7 , 0 6 7 o C 0 , 3 0 4 , 4 p s i A
A 0 , 6 4 6 6 5 , 8 0 , 5 4
4 1 , 4 4 8 2 1 , 0 p s i 7 1 , 0 7 1 o C 0 , 4 0 5 , 8 l b / i n 2 B
5 1 , 5 7 2 2 2 , 8 p s i 0 , 1 0 1 , 4 p s i B
6 5 8 , 0 4 4 o C 0 , 1 0 1 , 4 p s i B
7 1 , 2 2 0 1 7 , 7 p s i 6 7 , 0 6 7 o C B
8 1 , 5 7 2 2 2 , 8 p s i 6 8 , 0 6 8 o C 0 , 0 3 0 , 5 l b / i n 2 B
B 1 , 4 5 3 6 6 , 0 0 , 1 6
1 0 0 , 7 3 8 2 1 , 8 i n H g 0 , 5 4 7 , 8 l b / i n 2 C
1 1 0 , 8 7 4 2 5 , 8 i n H g 5 7 , 5 1 3 4 F C
1 2 0 , 7 3 8 2 1 , 8 i n H g 7 4 , 0 7 4 o C C
C 0 , 7 8 3 6 5 , 8 0 , 5 4
s t e a m in
u n i t
s t e a m o u t
s t e a m p r e s s u r e m a s s e c u i tep a n
nr
va c u u m p r e s s u r e T
A.6 Material and Heat Balances

Preliminary Study for Exergetic Analysis on Sugar Production In Tanzania Practical Training
- 51 -
a i r in flu e g a s
T (o C ) T (o C ) p (ba r ) T (o C ) p (ba r ) F (k g / h ) F ( t o n n e / h ) T (o C ) T (o C )
1 1 8 0 1 0 0 1 4 , 7 7 5 1 0 1 4 , 7 7 3 , 8 1 2 0 0 2 5 0
2 1 8 0 1 0 0 1 4 , 7 7 5 1 0 1 4 , 7 7 3 , 8 1 2 0 0 2 5 0
3 1 8 0 1 0 0 1 4 , 7 7 5 1 0 1 4 , 7 7 3 , 8 1 2 0 0 2 5 0
4 1 8 0 1 0 0 1 4 , 7 7 5 1 0 1 4 , 7 7 3 , 8 1 2 0 0 2 5 0
5 2 0 0 1 4 , 7 7 5 1 0 1 4 , 7 7 7 , 6 1 2 0 0 3 0 0
6 2 0 0 1 4 , 7 7 5 1 0 1 4 , 7 7 3 4 2 , 5 2 1 5 , 2 1 2 0 0 3 5 0
H (k J / k g ) S (k J / k g . K ) C p (k J / k g . K ) V (m 3 / k g ) ρ (k g / m 3 )
3 4 9 4 , 9 0 7 , 6 1 2 , 1 8 0 , 2 4 4 , 1 3
H (k J / k g ) S (k J / k g . K ) C p (k J / k g . K ) V (m 3 / k g ) ρ (k g / m 3 )
4 2 0 , 1 0 1 , 3 1 4 , 2 1 0 , 0 0 9 5 8 , 7 4
w a t e r (p = 1 3 . 7 7 b a r : T = 1 0 0 o C )
w a t e r in b a g a s s es t e a m o u tbo i l e r
n r
s t e a m (p = 1 4 . 7 7 b a r : T= 5 1 0 o C )

Preliminary Study for Exergetic Analysis on Sugar Production In Tanzania Practical Training
- 52 -
t o t a l
m a s s % m a s s % m a s s % m a s s % m a s s
in c a n e t o n n e 1 0 7 . 0 1 1 6 . 0 0 % 1 7 . 1 2 1 2 . 6 8 % 1 3 . 5 7 6 7 . 8 2 % 7 2 . 5 7 3 . 5 0 % 3 . 7 5
w a t e r t o n n e 5 5 . 5 4 0 . 0 0 % 0 . 0 0 0 . 0 0 % 0 . 0 0 1 0 0 . 0 0 % 5 5 . 5 4 0 . 0 0 % 0 . 0 0
l im e t o n n e 0 . 1 4 0 . 0 0 % 0 . 0 0 0 . 0 0 % 0 . 0 0 4 0 . 3 0 % 0 . 0 6 5 9 . 7 0 % 0 . 0 8
1 6 2 . 6 9 1 0 . 5 2 % 1 7 . 1 2 8 . 3 4 % 1 3 . 5 7 7 8 . 7 8 % 1 2 8 . 1 7 2 . 3 5 % 3 . 8 3
o u t s u g a r t o n n e 1 0 . 0 0 0 . 0 0 % 0 . 0 0 9 9 . 1 0 % 9 . 9 1 0 . 0 8 % 0 . 0 1 0 . 8 2 % 0 . 0 8
b a g a s s e t o n n e 3 8 . 0 9 4 4 . 9 2 % 1 7 . 1 1 4 . 4 8 % 1 . 7 1 4 9 . 3 2 % 1 8 . 7 9 1 . 2 8 % 0 . 4 9
fi l te r c a k e t o n n e 2 . 2 5 0 . 0 0 % 0 . 0 0 4 . 9 3 % 0 . 1 1 6 6 . 5 8 % 1 . 5 0 2 8 . 4 9 % 0 . 6 4
fin a l m o l a s s e s t o n n e 3 . 9 5 0 . 0 0 % 0 . 0 0 3 7 . 3 8 % 1 . 4 7 1 3 . 3 4 % 0 . 5 3 4 9 . 2 8 % 1 . 9 4
w a t e r t o n n e 9 4 . 5 7 0 . 0 0 % 0 . 0 0 0 . 0 0 % 0 . 0 0 1 0 0 . 0 0 % 9 4 . 5 7 0 . 0 0 % 0 . 0 0
1 4 8 . 8 5 1 1 . 4 9 % 1 7 . 1 1 8 . 8 7 % 1 3 . 2 0 7 7 . 5 2 % 1 1 5 . 3 9 2 . 1 2 % 3 . 1 6
u s e fu l o u t 4 8 . 0 9 3 5 . 5 8 % 1 7 . 1 1 2 4 . 1 6 % 1 1 . 6 2 3 9 . 0 8 % 1 8 . 7 9 1 . 1 8 % 0 . 5 7
t o n n e 1 3 . 8 3 0 . 0 7 % 0 . 0 1 2 . 7 0 % 0 . 3 7 9 . 9 7 % 1 2 . 7 8 1 7 . 5 5 % 0 . 6 7
fib e r l im e s u g a r m o is t u re t o t a l T
G J G J G J G J G J K
in c a n e ∆ H - 3 3 2 . 4 0 . 0 - 8 8 . 0 - 1 1 5 1 . 5 - 1 5 7 1 . 9 2 9 8 . 1 5
w a t e r ∆ H 0 . 0 0 . 0 0 . 0 - 8 8 1 . 2 - 8 8 1 . 2 2 9 8 . 1 5
l im e ∆ H 0 . 0 -0 .9 0 . 0 -0 .9 -1 .8 2 9 8 . 1 5
e x t ra fue l ∆ H -7 .5 2 9 8 . 1 5
o u t s u g a r ∆ H 0 . 0 0 . 0 - 6 4 . 3 -0 .1 - 6 4 . 5 2 9 8 . 1 5
fi l te r c a k e ∆ H 0 . 0 -0 .2 -0 .7 - 2 3 . 8 - 2 4 . 7 2 9 8 . 1 5
fin a l m o l a s s e s ∆ H 0 . 0 -0 .6 -9 .6 -8 .4 - 1 8 . 5 2 9 8 . 1 5
w a t e r ∆ H 0 . 0 0 . 0 0 . 0 - 1 5 0 0 . 4 - 1 5 0 0 . 4 2 9 8 . 1 5
los s e s m a s s ∆ H 0 . 2 -0 .2 -2 .4 - 2 0 2 . 8 - 2 0 5 . 2 2 9 8 . 1 5
e n e r g y ∆ H - 3 3 2 . 6 -0 .1 - 1 1 . 1 - 2 9 8 . 1 - 6 4 9 . 2
6 5 . 3 0 %
3 . 3 7 %
t o t a l e n e rgy e ffic i e n c y
u s e fu l e n e r g y e ffic i e n c y
e n t h a l p y b a l a n c e t o t a l p r o c e s s
a c t u a l hou r
m o is t u re o t h e r
t o t a l w e igh t i n
los s e s
m a s s b a l a n c e t o t a l p r o c e s s
a c t u a l hou r
fib e r s u g a r
t o t a l w e i g h t o u t

Preliminary Study for Exergetic Analysis on Sugar Production In Tanzania Practical Training
- 53 -
o t h e r t o t a l
E x c h E x m ix E x E x c h E x m ix E x E x c h E x m ix E x E x E x
in c a n e G J 3 7 9 . 0 0 . 0 3 7 9 . 0 2 3 8 . 1 0 . 0 2 3 8 . 1 3 . 6 0 . 0 3 . 6 0 . 0 6 2 0 . 8
w a t e r G J 0 . 0 0 . 0 0 . 0 0 . 0 0 . 0 0 . 0 2 . 8 0 . 0 2 . 8 0 . 0 2 . 8
l im e G J 0 . 0 0 . 0 0 . 0 0 . 0 0 . 0 0 . 0 0 . 0 0 . 0 0 . 0 0 . 0 0 . 0
e x t ra fue l G J 0 . 0 0 . 0 0 . 0 0 . 0 0 . 0 0 . 0 0 . 0 0 . 0 0 . 0 8 . 0 8 . 0
o u t s u g a r G J 0 . 0 0 . 0 0 . 0 1 7 3 . 9 0 . 0 1 7 3 . 9 0 . 0 -0 .2 -0 .2 0 . 0 1 7 3 . 7
filt e r c a k e 0 . 0 0 . 0 0 . 0 1 . 9 -0 .1 1 . 8 0 . 1 -3 .3 -3 .2 0 . 0 -1 .4
fin a l m o l a s s e s 0 . 0 0 . 0 0 . 0 2 5 . 9 -0 .1 2 5 . 8 0 . 0 -5 .2 -5 .2 0 . 0 2 0 . 6
w a t e r 0 . 0 0 . 0 0 . 0 0 . 0 0 . 0 0 . 0 4 . 7 0 . 0 4 . 7 0 . 0 4 . 7
los s e s 3 7 9 . 0 0 . 0 3 7 9 . 0 3 6 . 4 0 . 2 3 6 . 6 1 . 6 8 . 7 1 0 . 2 8 . 0 4 2 5 . 9
3 1 . 3 0 %
3 0 . 7 7 %
m ois t u re
t o t a l e x e rgy e ffic i e n c y
u s e fu l e x e r g y e ffic i e n c y
e x e r g y b a l a n c e t o t a l p roc e s s
a c t u a l hou r
fib e r s u g a r

Preliminary Study for Exergetic Analysis on Sugar Production In Tanzania Practical Training
- 54 -
t o t a l
m a s s % m a s s % m a s s % m a s s % m a s s % m a s s
in c a n e t o n n e 1 0 7 , 0 1 1 6 , 0 0 % 1 7 , 1 2 1 2 , 6 8 % 1 3 , 5 7 6 7 , 8 2 % 7 2 , 5 7 3 , 5 0 % 3 , 7 5 0 , 0 0 % 0 , 0 0
w a t e r t o n n e 4 9 , 9 5 0 , 0 0 % 0 , 0 0 0 , 0 0 % 0 , 0 0 1 0 0 , 0 0 % 4 9 , 9 5 0 , 0 0 % 0 , 0 0 0 , 0 0 % 0 , 0 0
o u t b a g a s s e t o n n e 3 8 , 0 9 4 4 , 9 2 % 1 7 , 1 1 4 , 4 8 % 1 , 7 1 4 9 , 3 2 % 1 8 , 7 9 1 , 2 8 % 0 , 4 9 0 , 0 0 % 0 , 0 0
m ix ju ic e t o n n e 1 0 7 , 7 2 0 , 0 0 % 0 , 0 0 1 0 , 9 8 % 1 1 , 8 3 8 7 , 0 6 % 9 3 , 7 8 1 , 9 6 % 2 , 1 1 0 , 0 0 % 0 , 0 0
t o n n e 1 1 , 1 5 0 , 0 7 % 0 , 0 1 0 , 2 6 % 0 , 0 3 8 , 1 3 % 9 , 9 6 3 0 , 6 1 % 1 , 1 5 7 , 1 0 % 0 , 0 0
fib e r s u g a r m o is t u re t o t a l T
H H H ∆ H K
in c a n e G J - 3 3 2 , 6 - 8 8 , 0 - 1 1 5 1 , 5 - 1 5 7 2 , 1 2 9 8
w a t e r G J 0 , 0 0 , 0 - 7 9 2 , 5 - 7 9 2 , 5 2 9 8
h e a t i n g w a t e r G J 0 , 0 0 , 0 9 , 4 9 , 4 3 4 3
o u t b a g a s s e G J - 3 3 2 , 4 - 1 1 , 0 - 2 9 5 , 9 - 6 3 9 , 3 3 2 6
m ix ju ic e G J 0 , 0 - 7 6 , 7 - 1 4 8 7 , 3 - 1 5 6 4 , 1 3 0 0
los s e s m a s s G J 0 , 2 -0 ,2 - 1 5 8 , 0 - 1 5 8 , 0 2 9 8
e n e rgy G J -0 ,4 -0 ,1 6 , 6 6 , 1
los s e s
los s e s
e n t h a l p y b a l a n c e m il ls
a c t u a l h o u r
m a s s b a l a n c e m il ls
a c t u a l h o u r
fib e r s u g a r m o is t u re o t h e r

Preliminary Study for Exergetic Analysis on Sugar Production In Tanzania Practical Training
- 55 -
t o t a l
m a s s % m a s s % m a s s % m a s s % m a s s
in m ix ju ic e t o n n e 1 0 7 , 7 2 1 0 , 9 8 % 1 1 , 8 3 8 7 , 0 6 % 9 3 , 7 8 1 , 9 6 % 2 , 1 1 0 , 0 0 % 0 , 0 0
l im e t o n n e 0 , 1 4 0 , 0 0 % 0 , 0 0 4 0 , 3 0 % 0 , 0 6 5 9 , 7 0 % 0 , 0 8 0 , 0 0 % 0 , 0 0
o u t c lar i f ied ju ic e t o n n e 1 0 2 , 7 8 1 1 , 4 0 % 1 1 , 7 2 8 7 , 0 9 % 8 9 , 5 1 1 , 5 1 % 1 , 5 5 0 , 0 0 % 0 , 0 0
fi l te rc a k e t o n n e 2 , 2 5 4 , 9 3 % 0 , 1 1 6 6 , 5 8 % 1 , 5 0 2 8 , 4 9 % 0 , 6 4 0 , 0 0 % 0 , 0 0
t o n n e 2 , 8 3 0 , 0 0 % 0 , 0 0 3 , 0 1 % 2 , 8 3 0 , 0 0 % 0 , 0 0 2 , 6 2 % 0 , 0 0
l im e s u g a r m o is t u r e t o t a l T
H H H ∆ H K
in m ix ju ic e G J 0 , 0 - 7 6 , 7 - 1 4 8 7 , 3 - 1 5 6 4 , 1 3 0 0
l im e G J - 0 , 9 0 , 0 - 0 , 9 - 1 , 8 2 9 8
h e a t i n g m ix ju ic e G J 0 , 0 0 , 5 1 2 , 6 1 3 , 0 3 3 2
l im ed j u i c e G J 0 , 0 0 , 9 2 3 , 8 2 4 , 7 3 6 0
c lar i f ied ju ic e G J 0 , 0 0 , 2 4 , 8 5 , 0 3 7 3
o u t c lar i f ied ju ic e G J - 0 , 7 - 7 4 , 9 - 1 3 9 2 , 1 - 1 4 6 7 , 7 3 7 3
fi l te rc a k e G J - 0 , 3 - 0 , 7 - 2 3 , 4 - 2 4 , 4 3 6 0
los s e s m a s s G J 0 , 0 0 , 0 - 4 4 , 9 - 4 4 , 9 2 9 8
e n e rgy G J 0 , 0 0 , 5 1 3 , 3 1 3 , 8
m o is t u r e o t h e r los s e s
e n t h a l p y b a l a n c e c lar i f iers
a c t u a l h o u r
los s e s
m a s s b a l a n c e c lar i f iers
a c t u a l h o u r
s u g a r

Preliminary Study for Exergetic Analysis on Sugar Production In Tanzania Practical Training
- 56 -
t o t a l
m a s s % m a s s % m a s s % m a s s % m a s s
in c lar i f ied ju ic e t o n n e 1 0 2 , 7 8 1 1 , 4 0 % 1 1 , 7 2 8 7 , 0 9 % 8 9 , 5 1 1 , 5 1 % 1 , 5 5 0 , 0 0 % 0 , 0 0
o u t s y r u p t o n n e 2 1 , 3 9 5 3 , 6 2 % 1 1 , 4 7 3 7 , 9 7 % 8 , 1 2 8 , 4 1 % 1 , 8 0 0 , 0 0 % 0 , 0 0
w a t e r t o n n e 8 1 , 3 9 0 , 0 0 % 0 , 0 0 1 0 0 , 0 0 % 8 1 , 3 9 0 , 0 0 % 0 , 0 0 0 , 0 0 % 0 , 0 0
t o n n e 0 , 0 0 2 , 1 1 % 0 , 2 5 0 , 0 0 % 0 , 0 0 - 1 5 , 9 1 % - 0 , 2 5 0 , 0 0 % 0 , 0 0
l im e s u g a r m o is t u r e t o t a l T
H H H ∆ H K
in c lar i f ied ju ic e G J - 0 , 7 - 7 4 , 9 - 1 3 9 2 , 1 - 1 4 6 7 , 7 3 7 3 s t e a m to ta l bp r
o u t s y r u p G J - 0 , 7 - 7 3 , 8 - 1 2 7 , 4 - 2 0 1 , 3 3 4 0 ∆ T ∆ T
w a t e r (n o 1 ) G J 0 , 0 0 , 0 - 7 8 2 , 3 - 7 8 2 , 3 3 6 9 5 0 , 2 1 2 , 5 8 2 , 0 0
w a t e r (n o 2 ) G J 0 , 0 0 , 0 - 3 4 2 , 5 - 3 4 2 , 5 3 6 2 2 2 , 0 5 , 5 0 3 , 0 0
w a t e r (n o 3 ) G J 0 , 0 0 , 0 - 1 0 5 , 9 - 1 0 5 , 9 3 6 0 6 , 8 1 , 7 0 4 , 0 0
w a t e r (n o 4 ) G J 0 , 0 0 , 0 - 3 7 , 6 - 3 7 , 6 3 4 0 2 , 4 0 , 6 0 4 , 5 0
los s e s m a s s G J 0 , 0 - 1 , 6 0 , 0 - 1 , 6 2 9 8 8 1 , 4 2 0 , 3 8
e n e rgy G J 0 , 0 0 , 5 3 , 7 4 , 2
t o n n e
w a t e r
o t h e r los s e s
e n t h a l p y b a l a n c e e va p o r a t o r s
a c t u a l h o u r
los s e s
m a s s b a l a n c e e va p o r a t o r s
a c t u a l h o u r
s u g a r m o is t u r e

Preliminary Study for Exergetic Analysis on Sugar Production In Tanzania Practical Training
- 57 -
t o t a l
m a s s % m a s s % m a s s % m a s s % m a s s
in s y r u p t o n n e 2 1 , 3 9 5 3 , 6 2 % 1 1 , 4 7 3 7 , 9 7 % 8 , 1 2 8 , 4 1 % 1 , 8 0 0 , 0 0 % 0 , 0 0
rem e l t t o n n e 1 2 , 1 6 6 4 , 6 5 % 7 , 8 6 2 8 , 7 2 % 3 , 4 9 6 , 6 3 % 0 , 8 1 0 , 0 0 % 0 , 0 0
o u t A m a s s e c u i t e t o n n e 2 3 , 4 1 8 0 , 9 6 % 1 8 , 9 5 6 , 3 0 % 1 , 4 8 1 2 , 7 4 % 2 , 9 8 0 , 0 0 % 0 , 0 0
m o is t u re t o n n e 1 0 , 1 4 0 , 0 0 % 0 , 0 0 1 0 0 , 0 0 % 1 0 , 1 4 0 , 0 0 % 0 , 0 0 0 , 0 0 % 0 , 0 0
t o n n e 0 , 0 0 1 , 1 3 % 0 , 3 8 0 , 0 0 % 0 , 0 0 - 3 , 2 6 % - 0 , 3 8 0 , 0 0 % 0 , 0 0
s u g a r m o is t u re t o t a l T
H H ∆ H K
in s y r u p G J - 7 3 , 8 - 1 2 7 , 4 - 2 0 1 , 3 3 4 0
rem e l t G J - 5 0 , 6 - 5 4 , 8 - 1 0 5 , 4 3 4 0
o u t A m a s s e c u i t e G J - 1 2 2 , 0 - 2 3 , 2 - 1 4 5 , 2 3 3 9
m o is t u re G J 0 , 0 - 1 5 9 , 2 - 1 5 9 , 2 3 3 9
los s e s m a s s G J -2 ,5 0 , 0 -2 ,5 2 9 8
e n e r g y G J 0 , 1 0 , 1 0 , 1
t o t a l
m a s s % m a s s % m a s s % m a s s % m a s s
in A m o l a s s e s t o n n e 1 2 , 1 6 6 0 , 1 4 % 7 , 3 1 1 7 , 5 0 % 2 , 1 3 2 2 , 3 6 % 2 , 7 2 0 , 0 0 % 0 , 0 0
C m a g m a t o n n e 4 , 1 1 7 7 , 2 4 % 3 , 1 7 6 , 8 3 % 0 , 2 8 1 5 , 9 3 % 0 , 6 5 0 , 0 0 % 0 , 0 0
o u t B m a s s e c u i t e t o n n e 1 4 , 4 0 7 2 , 6 6 % 1 0 , 4 6 3 , 7 6 % 0 , 5 4 2 3 , 5 8 % 3 , 4 0 0 , 0 0 % 0 , 0 0
m o is t u re t o n n e 1 , 8 7 0 , 0 0 % 0 , 0 0 1 0 0 , 0 0 % 1 , 8 7 0 , 0 0 % 0 , 0 0 0 , 0 0 % 0 , 0 0
t o n n e 0 , 0 0 0 , 1 4 % 0 , 0 2 0 , 0 0 % 0 , 0 0 - 0 , 9 2 % - 0 , 0 2 0 , 0 0 % 0 , 0 0
s u g a r m o is t u re t o t a l T
H H ∆ H K
in A m o l a s s e s G J - 4 7 , 1 - 3 3 , 4 - 8 0 , 5 3 4 0
C m a g m a G J - 2 0 , 4 -4 ,4 - 2 4 , 8 3 4 0
o u t B m a s s e c u i t e G J - 6 7 , 4 -8 ,5 - 7 5 , 9 3 3 9
m o is t u re G J 0 , 0 - 2 9 , 3 - 2 9 , 3 3 3 9
los s e s m a s s G J -0 ,1 0 , 0 -0 ,1 2 9 8
e n e r g y G J 0 , 0 0 , 0 0 , 0
los s e s
e n t h a l p y b a l a n c e va c u u m p a n B
a c t u a l hou r
los s e s
m a s s b a l a n c e va c u u m p a n B
a c t u a l hou r
s u g a r
e n t h a l p y b a l a n c e va c u u m p a n A
a c t u a l hou r
los s e sm o is t u re o t h e r
o t h e rm a s s b a l a n c e va c u u m p a n A
a c t u a l hou r
s u g a r los s e sm o is t u re
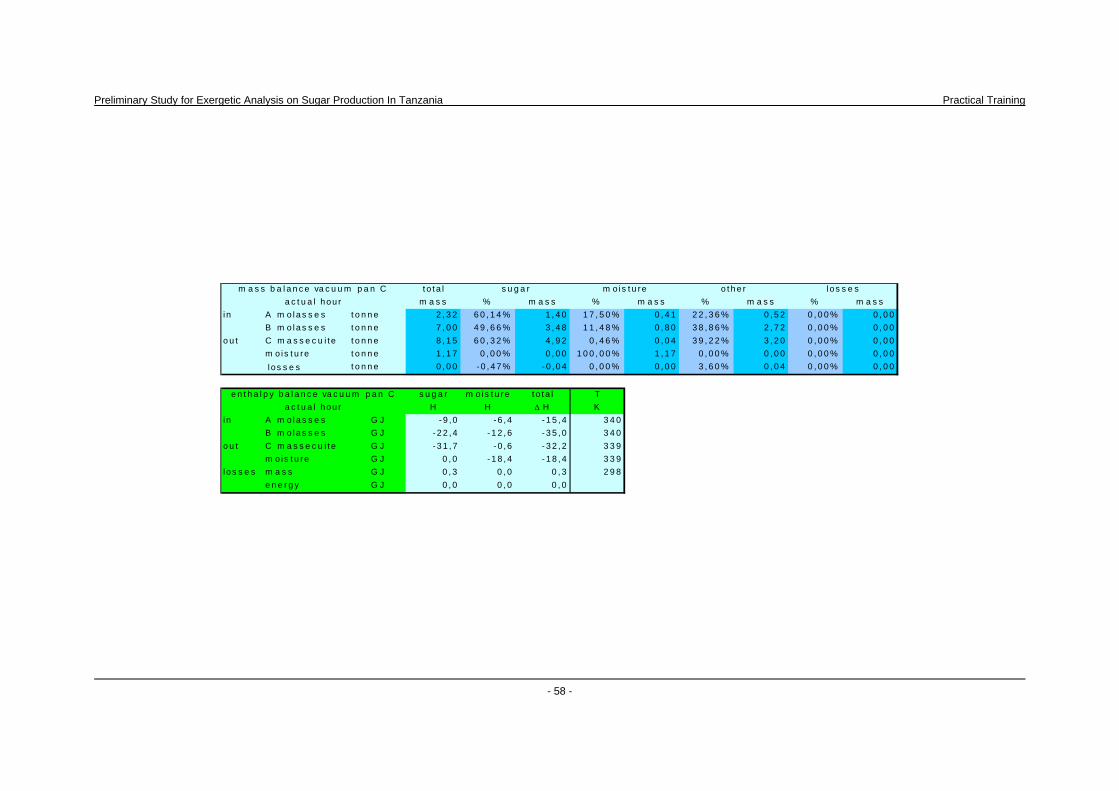
Preliminary Study for Exergetic Analysis on Sugar Production In Tanzania Practical Training
- 58 -
t o t a l
m a s s % m a s s % m a s s % m a s s % m a s s
in A m o l a s s e s t o n n e 2 , 3 2 6 0 , 1 4 % 1 , 4 0 1 7 , 5 0 % 0 , 4 1 2 2 , 3 6 % 0 , 5 2 0 , 0 0 % 0 , 0 0
B m o l a s s e s t o n n e 7 , 0 0 4 9 , 6 6 % 3 , 4 8 1 1 , 4 8 % 0 , 8 0 3 8 , 8 6 % 2 , 7 2 0 , 0 0 % 0 , 0 0
o u t C m a s s e c u i t e t o n n e 8 , 1 5 6 0 , 3 2 % 4 , 9 2 0 , 4 6 % 0 , 0 4 3 9 , 2 2 % 3 , 2 0 0 , 0 0 % 0 , 0 0
m o is t u re t o n n e 1 , 1 7 0 , 0 0 % 0 , 0 0 1 0 0 , 0 0 % 1 , 1 7 0 , 0 0 % 0 , 0 0 0 , 0 0 % 0 , 0 0
t o n n e 0 , 0 0 - 0 , 4 7 % - 0 , 0 4 0 , 0 0 % 0 , 0 0 3 , 6 0 % 0 , 0 4 0 , 0 0 % 0 , 0 0
s u g a r m o is t u re t o t a l T
H H ∆ H K
in A m o l a s s e s G J -9 ,0 -6 ,4 - 1 5 , 4 3 4 0
B m o l a s s e s G J - 2 2 , 4 - 1 2 , 6 - 3 5 , 0 3 4 0
o u t C m a s s e c u i t e G J - 3 1 , 7 -0 ,6 - 3 2 , 2 3 3 9
m o is t u re G J 0 , 0 - 1 8 , 4 - 1 8 , 4 3 3 9
los s e s m a s s G J 0 , 3 0 , 0 0 , 3 2 9 8
e n e r g y G J 0 , 0 0 , 0 0 , 0
e n t h a l p y b a l a n c e va c u u m p a n C
a c t u a l hou r
m o is t u re o t h e r los s e ss u g a r
los s e s
m a s s b a l a n c e va c u u m p a n C
a c t u a l hou r

Preliminary Study for Exergetic Analysis on Sugar Production In Tanzania Practical Training
- 59 -
t o t a l
m a s s % m a s s % m a s s % m a s s % m a s s
in A m a s s e c u i t e t o n n e 2 3 , 4 1 8 0 , 9 6 % 1 8 , 9 5 6 , 3 0 % 1 , 4 8 1 2 , 7 4 % 2 , 9 8 0 , 0 0 % 0 , 0 0
w a s h w a t e r t o n n e 1 , 0 7 0 , 0 0 % 0 , 0 0 1 0 0 , 0 0 % 1 , 0 7 0 , 0 0 % 0 , 0 0 0 , 0 0 % 0 , 0 0
o u t A s u g a r t o n n e 1 0 , 0 0 9 9 , 1 0 % 9 , 9 1 0 , 0 8 % 0 , 0 1 0 , 8 2 % 0 , 0 8 0 , 0 0 % 0 , 0 0
A m o l a s s e s t o n n e 1 4 , 4 8 6 0 , 1 4 % 8 , 7 1 1 7 , 5 0 % 2 , 5 3 2 2 , 3 6 % 3 , 2 4 0 , 0 0 % 0 , 0 0
t o n n e 0 , 0 0 1 , 3 7 % 0 , 3 4 0 , 0 0 % 0 , 0 0 - 1 3 , 2 0 % - 0 , 3 4 0 , 0 0 % 0 , 0 0
s u g a r m o is t u r e t o t a l T
H H ∆ H K
in A m a s s e c u i t e G J - 1 2 2 , 0 - 2 3 , 2 - 1 4 5 , 2 3 3 9
w a s h w a t e r G J 0 , 0 - 1 6 , 7 - 1 6 , 7 3 4 3
o u t A s u g a r G J - 6 3 , 8 - 0 , 1 - 6 3 , 9 3 3 9
A m o l a s s e s G J - 5 6 , 1 - 3 9 , 8 - 9 5 , 8 3 3 9
los s e s m a s s G J - 2 , 2 0 , 0 - 2 , 2 2 9 8
e n e rgy G J 0 , 0 0 , 0 0 , 0
t o t a l
m a s s % m a s s % m a s s % m a s s % m a s s
in B m a s s e c u i t e t o n n e 1 4 , 4 0 7 2 , 6 6 % 1 0 , 4 6 3 , 7 6 % 0 , 5 4 2 3 , 5 8 % 3 , 4 0 0 , 0 0 % 0 , 0 0
w a s h w a t e r t o n n e 0 , 4 1 0 , 0 0 % 0 , 0 0 1 0 0 , 0 0 % 0 , 4 1 0 , 0 0 % 0 , 0 0 0 , 0 0 % 0 , 0 0
o u t B s u g a r t o n n e 7 , 8 0 9 0 , 7 6 % 7 , 0 8 1 , 8 8 % 0 , 1 5 7 , 3 6 % 0 , 5 7 0 , 0 0 % 0 , 0 0
B m o l a s s e s t o n n e 7 , 0 0 4 9 , 6 6 % 3 , 4 8 1 1 , 4 8 % 0 , 8 0 3 8 , 8 6 % 2 , 7 2 0 , 0 0 % 0 , 0 0
t o n n e 0 , 0 0 - 0 , 6 7 % - 0 , 1 0 0 , 0 0 % 0 , 0 0 1 0 , 4 0 % 0 , 1 0 0 , 0 0 % 0 , 0 0
s u g a r m o is t u r e t o t a l T
H H ∆ H K
in B m a s s e c u i t e G J - 6 7 , 4 - 8 , 5 - 7 5 , 9 3 3 9
w a s h w a t e r G J 0 , 0 - 6 , 4 - 6 , 4 3 4 3
o u t B s u g a r G J - 4 5 , 6 - 2 , 3 - 4 7 , 9 3 4 0
B m o l a s s e s G J - 2 2 , 4 - 2 2 , 4 3 4 0
los s e s m a s s G J 0 , 6 0 , 0 0 , 6 2 9 8
e n e rgy G J 0 , 0 - 1 2 , 6 - 1 2 , 6
e n t h a l p y b a l a n c e B c e n t rifu g e s
a c t u a l h o u r
o t h e r los s e s
los s e s
m a s s b a l a n c e A c e n trifu g e s
a c t u a l h o u r
s u g a r m o is t u r e
e n t h a l p y b a l a n c e A c e n t rifu g e s
a c t u a l h o u r
los s e so t h e rm o is t u r es u g a rm a s s b a l a n c e B c e n trifu g e s
a c t u a l h o u r
los s e s

Preliminary Study for Exergetic Analysis on Sugar Production In Tanzania Practical Training
- 60 -
t o t a l
m a s s % m a s s % m a s s % m a s s % m a s s
in C m a s s e c u i t e t o n n e 8 , 1 5 6 0 , 3 2 % 4 , 9 2 0 , 4 6 % 0 , 0 4 3 9 , 2 2 % 3 , 2 0 0 , 0 0 % 0 , 0 0
w a s h w a t e r t o n e 0 , 7 7 0 , 0 0 % 0 , 0 0 1 0 0 , 0 0 % 0 , 7 7 0 , 0 0 % 0 , 0 0 0 , 0 0 % 0 , 0 0
o u t C m a g m a t o n n e 4 , 1 1 7 7 , 2 4 % 3 , 1 7 6 , 8 3 % 0 , 2 8 1 5 , 9 3 % 0 , 6 5 0 , 0 0 % 0 , 0 0
fin a l m o l a s s e s t o n n e 3 , 9 5 3 7 , 3 8 % 1 , 4 7 1 3 , 3 4 % 0 , 5 3 4 9 , 2 8 % 1 , 9 4 0 , 0 0 % 0 , 0 0
t o n n e 0 , 8 7 3 , 0 3 % 0 , 2 7 0 , 0 0 % 0 , 0 0 7 4 , 1 3 % 0 , 6 0 9 , 7 3 % 0 , 0 0
s u g a r m o is t u re t o t a l T
H H ∆ H K
in C m a s s e c u i t e G J - 3 1 , 7 -0 ,6 - 3 2 , 2 3 3 9
w a s h w a t e r G J 0 , 0 - 1 2 , 1 - 1 2 , 1 3 4 3
o u t C m a g m a G J - 2 0 , 4 -4 ,4 - 2 4 , 8 3 4 0
fin a l m o l a s s e s G J -9 ,5 -8 ,3 - 1 7 , 8 3 4 0
los s e s m a s s G J -1 ,8 0 , 0 -1 ,8 2 9 8
e n e r g y G J 0 , 0 0 , 0 0 , 0
e n t h a l p y b a l a n c e C c e n t r i fu g e s
a c t u a l hou r
o t h e r los s e sm o is t u re
los s e s
m a s s b a l a n c e C c e n t r i fu g e s
a c t u a l hou r
s u g a r

Preliminary Study for Exergetic Analysis on Sugar Production In Tanzania Practical Training
- 61 -
t o t a l
m a s s % m a s s % m a s s % m a s s % m a s s
in B s u g a r t o n n e 7 , 8 0 9 0 , 7 6 % 7 , 0 8 1 , 8 8 % 0 , 1 5 7 , 3 6 % 0 , 5 7 0 , 0 0 % 0 , 0 0
m e l t w a t e r t o n n e 3 , 3 5 0 , 0 0 % 0 , 0 0 1 0 0 , 0 0 % 3 , 3 5 0 , 0 0 % 0 , 0 0 0 , 0 0 % 0 , 0 0
o u t rem e l t t o n n e 1 2 , 1 6 6 4 , 6 5 % 7 , 8 6 2 8 , 7 2 % 3 , 4 9 6 , 6 3 % 0 , 8 1 0 , 0 0 % 0 , 0 0
t o n n e - 1 , 0 1 - 6 , 9 9 % - 0 , 7 8 0 , 0 0 % 0 , 0 0 - 6 , 6 4 % - 0 , 2 3 - 9 , 0 7 % 0 , 0 0
s u g a r m o is t u r e t o t a l T
H H ∆ H K
in B s u g a r G J - 4 5 , 6 - 2 , 3 - 4 7 , 9 3 3 9
m e l t w a t e r G J 0 , 0 - 5 2 , 5 - 5 2 , 5 3 4 3
o u t rem e l t G J - 5 0 , 6 - 5 4 , 8 - 1 0 5 , 5 3 3 9
los s e s m a s s G J 5 , 1 0 , 0 5 , 1 2 9 8
e n e rgy G J 0 , 0 0 , 1 0 , 0
los s e s
los s e s
e n t h a l p y b a l a n c e r e m e l te r
a c t u a l h o u r
m a s s b a l a n c e rem e l te r
a c t u a l h o u r
s u g a r m o is t u r e o t h e r

Preliminary Study for Exergetic Analysis on Sugar Production In Tanzania Practical Training
- 62 -
m a s s m a s s m a s s
t o n n e TS H U S $ t o n n e TS H U S $ t o n n e TS H U S $
s u g a r b a g g e d 3 9 7 7 9 , 9 5 1 3 . 8 4 3 . 4 2 2 . 6 0 0 1 9 . 7 7 6 . 3 1 8 4 1 8 2 2 , 5 2 1 4 . 5 5 4 . 2 3 7 . 9 5 3 2 0 . 7 9 1 . 7 6 9 - 2 0 4 2 , 5 7 - 7 1 0 . 8 1 5 . 3 5 3 - 1 . 0 1 5 . 4 5 1
fi na l m o l a s s e s 1 5 7 9 2 , 0 2 2 8 4 . 2 5 6 . 3 6 0 4 0 6 . 0 8 1 1 6 6 0 2 , 8 9 2 9 8 . 8 5 2 . 0 1 2 4 2 6 . 9 3 1 - 8 1 0 , 8 7 - 1 4 . 5 9 5 . 6 5 2 - 2 0 . 8 5 1
t o t a l s a les 1 4 . 1 2 7 . 6 7 8 . 9 6 0 2 0 . 1 8 2 . 3 9 9 1 4 . 8 5 3 . 0 8 9 . 9 6 6 2 1 . 2 1 8 . 7 0 0 0 , 0 0 - 7 2 5 . 4 1 1 . 0 0 6 - 1 . 0 3 6 . 3 0 1
c a n e c rus h e d 4 2 8 2 5 0 , 7 0 1 6 . 9 3 7 . 1 9 2 . 0 0 1 2 4 . 1 9 5 . 9 8 9 4 5 0 2 4 0 , 0 0 2 0 . 4 7 5 . 3 2 4 . 5 7 0 2 9 . 2 5 0 . 4 6 4 - 2 1 9 8 9 , 3 0 - 3 . 5 3 8 . 1 3 2 . 5 6 9 - 5 . 0 5 4 . 4 7 5
s u g a r lo s t u n i n t e n d e d / s e a s o n 1 4 6 6 , 8 2 4 5 7 . 5 0 8 . 8 8 3 6 5 3 . 5 8 4
t o t a l c rus h i n g s e a s o n 6 2 5 0 , 6 7 4 9 1 1 , 7 1 1 3 3 8 , 9 6
c r u s h i n g t i m e l o s t 2 2 4 8 , 5 9 8 1 8 , 6 2 1 4 2 9 , 9 7
a c t u a l c rus h ing t im e 4 0 0 2 , 0 8 4 0 9 3 , 0 9 - 9 1 , 0 1
c r u s h i n g t i m e e ffic i e n c y 6 4 , 0 3 % 8 3 , 3 3 % - 1 9 , 3 1 %
4 . 2 6 0 . 1 4 6 . 6 7 2 6 . 0 8 5 . 9 2 4
p r o d u c t p ric e un i t p e r un i t
s u g a r 1 7 4 0 0 TS H . 5 0 k g
m o l a s s e s 1 8 0 0 0 TS H . 1 t o n n e
do l l a r 7 0 0 TS H . 1 U S $
e x t ra pro f i t w i t h no rm a l t im e e ffic i e n c y
va ria n c e
va l u eva l u eva l u e
a c t u a l s e a s o n i n t e n d e d
A.7 Economics

Preliminary Study for Exergetic Analysis on Sugar Production In Tanzania Practical Training
- 63 -
A.8 Tanzanian Emission Standards
The proposed limits for emission, which may be be applicable to TPC, are given below.
Limits for Emission Sources
pollutant guideline limit level
sulphurdioxide,SO2
liquid fuel combustion with heatoutput from 5 MW to 300 MW
not to exceed 700 mg/Nm3
24 hours mean valuesolid fuel combustion with heatoutput from 50 MW to 300 MW
carbonmonoxide,CO
liquid fuel combustion with heatoutput exceeding 5 MW
not to exceed175 mg/Nm3
solid fuel combustion with heatoutput exceeding 50 MW
not to exceed250 mg/Nm3
hydrocarbons,TOC
not to exceed20 mg/Nm3
Limits for Ambient Air
pollutant guideline limit level
sulphurdioxide,SO2
annual mean value40 - 60 mug/Nm3 (0.05 - 0.08 mg/kg)
24 hours mean value100 mug/Nm3 (0.13 mg/kg)
Daily average of hourlyvalues shall not exceed 0.04mg/kg and hourly values shallnot exceed 0.1 mg/kg
carbonmonoxide,CO
Aims at preventingcarboxyhaemoglobin levels
exceeding 2.5 – 3 % in non smoking
2. maximum exposure:100 mg/Nm3 for 15 minutes
3. average exposures:60 mg/Nm3 for 30 minutes30 mg/Nm3 for 60 minutes
10 mg/Nm3 for 8 hours3. daily average of hourly
values in 8 consecutivehours not to exceed
20mg/kg
black smoke andsuspended
particulate matter(SPM)
Black smoke value40 - 60 mug/Nm3 (0.05 - 0.08 mg/kg)
Total SPM 60 - 90 mug/Nm3 (0.05 – 0.12 mg/kg)
Daily average of hourlyvalues not to exceed
0.10 mug/Nm3hourly values not to exceed
0.20 mug/Nm3
nitrogendioxide,NO2
hour mean value400 mug/Nm3 (0.05 mg/kg)
not to exceed150 mug/Nm3
24 hours mean value
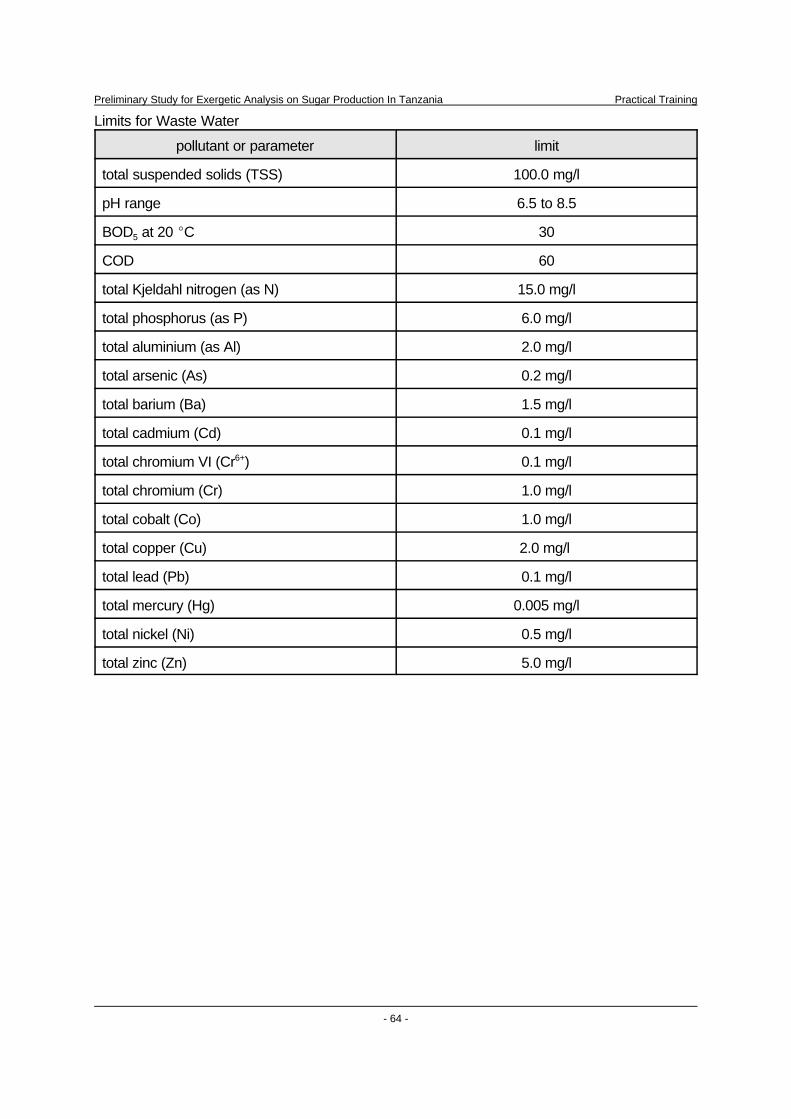
Preliminary Study for Exergetic Analysis on Sugar Production In Tanzania Practical Training
- 64 -
Limits for Waste Water
pollutant or parameter limit
total suspended solids (TSS) 100.0 mg/l
pH range 6.5 to 8.5
BOD5 at 20 EC 30
COD 60
total Kjeldahl nitrogen (as N) 15.0 mg/l
total phosphorus (as P) 6.0 mg/l
total aluminium (as Al) 2.0 mg/l
total arsenic (As) 0.2 mg/l
total barium (Ba) 1.5 mg/l
total cadmium (Cd) 0.1 mg/l
total chromium VI (Cr6+) 0.1 mg/l
total chromium (Cr) 1.0 mg/l
total cobalt (Co) 1.0 mg/l
total copper (Cu) 2.0 mg/l
total lead (Pb) 0.1 mg/l
total mercury (Hg) 0.005 mg/l
total nickel (Ni) 0.5 mg/l
total zinc (Zn) 5.0 mg/l

Preliminary Study for Exergetic Analysis on Sugar Production In Tanzania Practical Training
- 65 -
burning quantity unit
TSP
kg/h
SO2
kg/h
NOx
kg/h
CO
kg/h
VOC
kg/h
fuel oil 0.16 tonne 0.04 n/a 0.45 0.11 0.01
bagasse 38.09 tonne 304.72 0.00 22.85 n/a n/a
coffee husks 0.06 tonne 0.25 0.00 0.02 0.75 0.05
total air pollution 305.02 n/a 23.32 0.86 0.05
production quantity unit
TSS
kg/h
BOD5
kg/h
Volume
m3/h
commercial sugar 1 tonne 75.00 2.90 3-48
commercial sugar 10.00 tonne 749.99 29.00 30-480
air pollution per hour pollutant
wastewater pollution per hour pollutant
A.9 Estimated Pollution at TPC
The following figures are extrapolated from table 2 and 3 of this report





























