Embed Size (px)
Citation preview

ก
การประยกตการใชระบบการผลตแบบโตโยตา กรณศกษาบรษทผผลตชนสวนประกอบรถยนต ในเขตนคมอตสาหกรรมเหมราชอสเทรนซบอรด อ าเภอปลวกแดง จงหวดระยอง
สรพร นกรบ
งานนพนธนเปนสวนหนงของการศกษาตามหลกสตรวทยาศาสตรมหาบณฑต สาขาวชาการจดการโลจสตกสและโซอปทาน
คณะโลจสตกส มหาวทยาลยบรพา สงหาคม 2559
ลขสทธเปนของมหาวทยาลยบรพา
ค
ประกาศคณปการ
งานนพนธฉบบนส าเรจลงไดดวยความกรณาจากทาน ดร.ฐตมา วงศอนตา อาจารยผควบคมงานนพนธ ทไดใหความกรณาใหความร ค าปรกษา แนะแนวทางในการท างานนพนธรวมไปถงแกไขขอบกพรองตาง ๆ อกทงดแลเอาใจใสดวยด ตลอดการท านพนธในครงน ทานไดสละเวลาในการใหขอเสนอแนะ สงผลใหสามารถส าเรจไดดวยด ผศกษาขอ กราบขอบพระคณเปนอยางสงมา ณ ทน
ขอขอบพระคณบรษทกรณศกษา ผจดการสวนวางแผนการผลตและคลงสนคา ทมงานในการท ากจกรรมในการใชระบบการผลตแบบโตโยตา เพอนพนกงานทกทานทใหความรวมมอในการด าเนนกจกรรมอยางเตมท ทใหความอนเคราะหการเกบรวบรวมขอมลในการท าวจยในครงนซงมสวนท าใหงานนพนธนส าเรจไดดวยด
ขอกราบขอบพระคณมารดาและครอบครวทใหก าลงใจและการอบรมเปนอยางด รวมไปถงการสนบสนนในการศกษาน ขอขอบพระคณคณาอาจารยทใหการอบรมสงสอนวทยาการตาง ๆ ใหกบผศกษา ขอขอบพระคณหนวยงานตาง ๆ รวมทงทานอน ๆ ทมไดเอยนาม ทมสวนชวยใหก าลงใจและชวยเหลอในการจดท างานนพนธในครงน
สรพร นกรบ
ง
57920293: สาขาวชา: การจดการโลจสตกสและโซอปทาน; วท.ม. (การจดการโลจสตกส และโซอปทาน) ค าส าคญ: ระบบการผลตแบบโตโยตา/ การผลตแบบทนเวลาพอด/ ระบบดง สรพร นกรบ: การประยกตการใชระบบการผลตแบบโตโยตา กรณศกษาบรษทผผลต ชนสวนประกอบรถยนตในเขตนคมอตสาหกรรมเหมราชอสเทรนซบอรด อ าเภอปลวกแดง จงหวดระยอง (AN APPLICATION OF TOYOTA PRODUCTION SYSTEM CASE STUDY OF AUTOMOTIVE PART COMPANY IN THE HEMARAJ EASTERN SEABOARD PLUAKDEANG DISTRICT RAYONG PROVINCE) อาจารยผควบคมงานนพนธ: ฐตมา วงศอนตา, Ph.D, 64 หนา, ป พ.ศ. 2559. การวจยในครงนมวตถประสงคเพอเพมประสทธภาพในกระบวนการผลตแบบทนเวลาพอด โดยการปรบปรงการเพมผลผลตและศกษาปรบปรงการกระบวนการการท างานใหเหมาะสม โดยระบบการผลตแบบโตโยตาเขามาประยกตใชในสายการผลตทปจจบนมงเนนการผลตแบบผลกโดยการศกษาครงนจะท าการพจารณาระบบการผลตในปจจบน ทสงกระทบตอปจจยโดยรวม ไมวาจะเปนปรมาณสนคาคงคลงทมากจนเกนไป พนทการเกบสนคาและวตถดบไมเพยงพอ รวมไปถงกระบวนการผลตทขาดความตอเนอง เมอน าการผลตแบบโตโยตา ในชวงระยะเวลา 4 เดอน โดยท าตามขนตอนการด าเนนงานระบบการผลตแบบโตโยตา ซงม 4 ขนตอน คอ 1. Work Site Control 2. Continuous Flow 3. Standardized Work 4. Pull System น าเขามาปรบปรงและเพมประสทธภาพในการท างาน จากผลการศกษาพบวา เมอน าระบบการผลตแบบโตโยตามาใชแลวนน การส ารวจสภาพพนทการท างานเพอการปรบปรงคดเปนรอยละ 100 งานในกระบวนการผลตลดลงรอยละ 57.37 เวลาทใชในกระบวนการผลต ลดลงรอยละ 73.68 พนทใชในการวางวตถดบและสนคาส าเรจรปลดลงรอยละ 39.92 การเคลอนยายวตถดบและสนคาลดลง รอยละ 25.50 ระยะทาง ใชในการรบสนคาส าเรจรปลดลง รอยละ 45.52 จ านวนคนทเหมาะสม รอยละ 16.67 เพมประสทธผล ในการผลตเพมขนรอยละ 32.14 ความสามารถใน การลดเวลาน าลดลงรอยละ 9.64 สามารถลดปรมาณสนคาคงคลงลดลงรอยละ 50 พนทในการปฏบตงาน ลดลงรอยละ 50 ลดชวงเวลาน า ในเวลาทท าใหเกดรายการหยดชะงกลดลง รอยละ 43 นอกจากนยงสามารถตอบสนองไดทนตอความตองการของลกคา ยงเปนการสรางความนาเชอถอใหแกองคกรอกดวย
จ
57920293: MAJOR:LOGISTICS AND SUPPLY CHAIN MANAGEMENT; M.Sc. (LOGISTICS AND SUPPLY CHAIN MANAGEMENT) KEYWORD: TOYOTA PRODUCTION SYSTEM/ JUST IN TIME / PULL SYSTEM SIRIPORN NUKROB: AN APPLICATION OF TOYOTA PRODUCTION SYSTEM CASE STUDY OF AUTOMOTIVE PART COMPANY IN THE HEMARAJ EASTERN SEABOARD PLUAKDEANG DISTRICT RAYONG PROVINCE. ADVISOR: THITIMA WONGINTA, Ph.D. 64 P. 2016. The objectives of this research were to optimize the just-in-time production process by improving productivity, and to study the optimization of work process. Toyota’s production system was applied to the existing production line which focused on the push approach. This study considered current production system affecting overall factors including surplus inventory, insufficient goods and materials storage space and inconsistent production. This study thus applied Toyota’s production system during 4 months by following 4 steps: 1. Work Site Control, 2. Continuous Flow, 3. Standardized Work, and 4. Pull System to improve and optimize the work.
The results of this study found that when the Toyota’s production system was applied, under the observation of work area for improvement accounted for 100%, number of works in production process decreased by 57.37%; time spent in production process decreased by 73.68%; area required for materials and finished goods decreased by 39.92%; materials and goods handling decreased by 25.50%; distance used to receive finished goods decreased by 45.52%; proper number of workers of 16.67%; effectiveness of product increased by 32.14%; lead time decreased by 9.64%; inventory quantity decreased by 50%; work area required decreased by 50%; and interruption induced lead time decreased by 43%. Besides, the applied system could also respond customer needs and builds organizational credibility.

ฉ
สารบญ
หนา บทคดยอภาษาไทย ...................................................................................................................... ง บทคดยอภาษาองกฤษ ................................................................................................................. จ สารบญ ....................................................................................................................................... ฉ สารบญตาราง ............................................................................................................................. ซ สารบญภาพ ................................................................................................................................. ฌ บทท
1 บทน า .................................................................................................................................. 1 ความเปนมาและความส าคญของปญหา .................................................................... 1 วตถประสงคของการวจย .......................................................................................... 2 กรอบแนวคดในการวจย ............................................................................................ 2 ประโยชนทคาดวาจะไดรบจากการวจย .................................................................... 2 ขอบเขตของการวจย .................................................................................................. 2 ขอจ ากดของการวจย .................................................................................................. 2 นยามศพทเฉพาะ ....................................................................................................... 2
2 เอกสารและงานวจยทเกยวของ ........................................................................................... 4 ประวตความเปนมา ระบบการผลตแบบโตโยตา ....................................................... 4 รปแบบระบบการผลตแบบโตโยตา .......................................................................... 5 ขนตอนในการด าเนนกจกรรมระบบการผลตแบบโตโยตา ....................................... 10 วธการผลตแบบ Just In Time .................................................................................. 11 งานวจยทเกยวของ ..................................................................................................... 13
3 วธด าเนนการวจย ................................................................................................................. 15 ขนตอนในการด าเนนการวจย ................................................................................... 15
ช
สารบญ (ตอ)
บทท หนา 4 ผลการวจย ........................................................................................................................... 17
ขอมลทวไปของบรษทกรณศกษา ............................................................................. 17 5 สรปและอภปรายผล ............................................................................................................ 49
อภปรายผล ................................................................................................................ 49 ขอเสนอแนะ.............................................................................................................. 50
บรรณานกรม ............................................................................................................................... 51 ภาคผนวก .................................................................................................................................... 52 ประวตยอของผวจย ..................................................................................................................... 64
ซ
สารบญตาราง
ตารางท หนา 2-1 ขนตอนการ Kaizen .......................................................................................................... 10 4-1 รายการทท าใหการท างานหยดชะงก ................................................................................ 26 4-2 รายการทท าใหการท างานหยดชะงกหลงการปรบปรง ..................................................... 45 4-3 สรปการไหลของงาน ........................................................................................................ 46 4-4 สรปผลการด าเนนการ ...................................................................................................... 47 4-5 ขนตอนของการใชระบบคมบง ........................................................................................ 47
ฌ
สารบญภาพ
ภาพท หนา 2-1 รปแบบระบบการผลตแบบโตโยตา................................................................................... 5 2-2 การปรบปรงการเคลอนไหว .............................................................................................. 8 4-1 แบบฟอรม Problem List for Follow Up TPS (Work Site Control) Activity ................... 20 4-2 พนททใชในการจดเกบสนคา ........................................................................................... 21 4-3 ชนงานระหวางกระบวนการผลต ..................................................................................... 21 4-4 Time Measurement Sheet (Before) .................................................................................. 23 4-5 แผนภาพงานมาตรฐาน (Before) ....................................................................................... 24 4-6 Yamazumi Chart .............................................................................................................. 25 4-7 ผลทไดจากการแกไข Work Site Control ....................................................................... 27 4-8 2ส กอนการแกไข ............................................................................................................. 27 4-9 2ส หลงการแกไข.............................................................................................................. 28 4-10 ความปลอดภย กอนการแกไข ......................................................................................... 28 4-11 ความปลอดภยหลงการแกไข ............................................................................................ 29 4-12 สรางคณภาพเขากระบวนการกอนการแกไข .................................................................... 29 4-13 สรางคณภาพเขากระบวนการหลงการแกไข .................................................................... 30 4-14 การควบคมเงอนไข การใชงานอปกรณเครองจกรกอนการแกไข..................................... 30 4-15 การควบคมเงอนไข การใชงานอปกรณเครองจกรหลงการแกไข ..................................... 31 4-16การควบคมการผลตกอนการแกไข ................................................................................... 31 4-17 การควบคมการผลตหลงการแกไข ................................................................................... 32 4-18 การควบคมการจดสงกอนการแกไข ................................................................................. 32 4-19 การควบคมการจดสงหลงการแกไข ................................................................................. 33 4-20 การควบคมก าลงคนหลงการแกไข ................................................................................... 34 4-21 การปรบ Lay Out ............................................................................................................. 34 4-22 ชนงานระหวางกระบวนการผลตกอนการปรบปรง ......................................................... 35 4-23 Time Measurement (After) .............................................................................................. 36 4-24 Time Measurement (After) .............................................................................................. 37

ญ
สารบญภาพ (ตอ)
ภาพท หนา 4-25 Yamazumi Chart After ..................................................................................................... 38 4-26 Production Instruction, Pi Kanban ................................................................................... 39 4-27 Part Withdrawal, Pw Kanban .......................................................................................... 39 4-28 Waiting Post ..................................................................................................................... 40 4-29 Progressive Post ............................................................................................................... 40 4-30 กระบวนการไหลของการใชคมบงในระบบ ..................................................................... 41 4-31 เจาหนาทคลงสนคาท าการออกใบค าสงการจดงานใหกบพนกงานคลงสนคา .................. 42 4-32 พนกงานคลงสนคาน าคมบงมาเสยบชองตรบคมบง......................................................... 42 4-33 พนกงานฝายผลตกดสญญาณเพอเรยกวตถดบและเกบสนคาส าเรจรป ............................ 44
1
บทท 1
บทน า
ความเปนมาและความส าคญของปญหา กลมอตสาหกรรมผผลตชนสวนรถยนตมการพฒนาและมการแขงขนทสงมาก ในภาคอตสาหกรรมมงเนนการผลตทมคณภาพ อกทงการพฒนาระบบสงผลใหภาคอตสาหกรรมการผลตชนสวนรถยนตตองหาเครองมอทเขามาปรบปรงและพฒนาศกยภาพเพอเปนการสรางความสามารถในการแขงขนใหมากขน การเลอกเครองมอทดและถกตองจะเปนตวชวย ในการจดการระบบอตสาหกรรมรถยนตในประเทศไทยเปนอตสาหกรรมทมการพฒนาอยางตอเนอง เหนไดจากการขยายของบรษทผประกอบรถยนตและบรษทผผลตชนสวนประกอบรถยนตขยายฐานการผลตทไปยงพนททกสวนในภมภาค เพอความสามารถตอบสนองความตองการไดรวดเรว จากการศกษาบรษทตวแทนผผลตชนสวนรถยนตซงมกระบวนการผลตแบบตอเนอง (Mass Production) เนนการผลตในปรมาณมาก เพอใหบรรลปรมาณการผลตทประหยดทงนเพอใหทนตอความตองการของลกคา แตในการผลตแบบตอเนองโดยเนนตอปรมาณการผลต กสงผลตอคณภาพของชนงานทออกมา กลาวคอหากมชนงานทเสยออกมาจากกระบวนการอาจท าใหเกดงานเสยทงหมดในกระบวนการ รวมถงพนทในการจดเกบสนคาทอาจไมเพยงพอหากเราท าการผลตมากจนเกนไปโดยไมค านงถงพนทคลงสนคาทใชในการจดเกบสนคาอกดวย การน าระบบการผลตระบบการผลตแบบโตโยตาหรอ Totoya Production System (TPS) เปนการปฏบตงานทสอดคลองคลองกนทกกระบวนการ ทกขนตอนการผลตมเพมคณคาใหกบผลตภณฑและลดความสญเปลา หากกระบวนการมการหยดชะงกกจะสงผลกระทบทงกระบวน การซพพลายเชน รวมไปถงมการปรบปรงในทกกระบวนการผลตใหมประสทธภาพ ดงนน จงประยกตใชระบบการผลตระบบการผลตแบบโตโยตาในอตสาหกรรมผผลตชนสวนรถยนต เพอใหไดทงปรมาณสนคาทตองการและชนงานทมคณภาพและปรมาณชนงานทมจ านวนตามความเหมาะสมกบพนทและทนตอความตองการของลกคา
2
วตถประสงคของการวจย 1. เพอเพมประสทธภาพในกระบวนการผลตแบบทนเวลาพอดและเปนการปรบปรงการ
เพมผลผลต 2. เพอศกษาปรบปรงการกระบวนการการท างานใหเหมาะสมและท าการประยกตใช
ระบบผลตแบบโตโยตาในระบบการผลตแบบตอเนอง
กรอบแนวคดในการวจย การใชระบบการผลตระบบการผลตแบบโตโยตามาประยกตใชโดยท าการปรบปรงในบรษทผประกอบชนสวนประกอบรถยนต
ประโยชนทคาดวาจะไดรบจากการวจย 1. สามารถลดปรมาณสนคาคงคลงใหมในระดบทเหมาะสมกบความตองการของลกคาและเหมาะสมกบพนทในการจดเกบในคลงสนคาเพมประสทธภาพในการผลตใหสงขน 2. ใชระบบการผลตแบบโตโยตาเขามาปรบปรงระบบการท างานใหมประสทธภาพ มากขน
ขอบเขตของการวจย น าระบบการผลตแบบโตโยตามาประยกตใชในสายการผลตแบบตอเนองโดยท าการทดลองใชเปนระยะเวลา 4 เดอน
ขอจ ากดของการวจย สายการผลตทเลอกน ามาใชนนตองมก าลงการผลตทเพยงพอตอความตองการของลกคา เพราะการผลตแบบดงเปนการตามความตองการลกคาเทานนจะไมผลตเกนความจ าเปน ถาเลอกสายการผลตทไมเหมาะสมอาจสงผลกระทบตอการสงงานใหกบลกคาได นยามศพทเฉพาะ 1. ระบบการผลตแบบโตโยตา หมายถงระบบการผลตของ TOYOTA ทยดหลกการ ผลตโดย ไมมของเหลอ หลกการนมจดประสงคคอผลตเฉพาะสนคาทขายไดเทานน โดยจะผลตรถยนตคณภาพด และผลตสนคาดวยตนทนทต ากวา
3
2. งานระหวางกระบวนการ หมายถงชนงานทอยในขนตอนการผลต หรอเกบในคลงพสด เพอรอคอยทจะผลตในขนตอนตอไป 3. คมบง หมายถง เปนเครองมอทท าใหบรรลถงระบการผลต แบบทนเวลาพอด นนคอ ผลตในสงทตองการ ในเวลาทตองการและในจ านวนทตองการ 4. ระบบดง หมายถง ระบบการผลตทกระบวนการหลงมาเอาของหรอชนสวนทตองการ จากกระบวนการกอนหนาในเวลาทพวกเขาตองการ และในปรมาณ/ จ านวน เฉพาะทพวกเขาตองการ 5. แทคไทม (Takt Time) หมายถง เวลาทบอกวาตองผลตชนงาน 1 ชน ใหเสรจภายในกวนาท 6. MUDA หมายถง การเคลอนไหวของพนกงานประกอบทไมเกดคณคา 7. MURI หมายถง การรบภาระเกนความสามารถของบคคลและอปกรณ 8. MURA หมายถง แผนการผลตหรอปรมาณการผลตทไมสม าเสมอ
4
บทท 2 เอกสารและงานวจยทเกยวของ
จากการศกษาและหาขอมลเพอใชในการประกอบการท าวจยนนมรายละเอยดการศกษาดงตอไปน 1. ประวตความเปนมา ระบบการผลตแบบโตโยตา 2. รปแบบระบบการผลตแบบโตโยตา 3. ขนตอนในการด าเนนกจกรรมระบบการผลตแบบโตโยตา 4. วธการผลตแบบ Just In Time 5. งานวจยทเกยวของ
ประวตความเปนมา ระบบการผลตแบบโตโยตา บรษท TOYOTA ในประเทศญปนกอตงมาประมาณ 60-70 ปแลว โดยตระกลโตโยดะ แปลวาทงขาวขนาดใหญ ตระกลนมอาชพท านา แตมบตรชายคนหนง ไมอยากเปนชาวนา เมอเหนมารดาทอผา จงชวยคดประดษฐเครองปนดายทใชกลไกพลงน าหมนและคดประดษฐเครองทอผาขนมา และมการจดลขสทธดวย จากนน จงพฒนามาผลตรถยนตและกอตงเปนบรษท TOYOTA ขนมาจนถงปจจบน บรษท TOYOTA จงถอเปนบรษททกอก าเนดขนมาจากการคดคนและปรบปรงอยางตอเนอง มการบรณาการกนระหวางการคดสรางสรรคและ Kaizen คอ คดปรบปรงอยเรอย ๆ และไดมการก าหนด TOYOTA Way หรอวถแหง TOYOTA ขน เมอป ค.ศ.2001 - ปรชญาการท างานรวมกนขององคกร - พฤตกรรมนยมทปฏบตรวมกนในองคกร - วฒนธรรมองคกร การก าหนด TOYOTA Way นมทมาจากการทผบรหารบรษทเกรงวาความเปน TOYOTA ทมราก ฐานมาจากการคดคนและปรบปรงอยางตอเนองจะหายไป จงจดท าคมภร ในการท างานขนมา เพอสรางพฤตกรรมนยมในองคกร ใหเปนปรชญาการท างานของผบรหารและพนกงานทกคน Toyota Production System (TPS) คอ ระบบการผลตของ TOYOTA ทยดหลกการผลตโดย ไมมของเหลอ หลกการนมจดประสงคคอผลตเฉพาะสนคาทขายไดเทานน โดยจะผลตรถยนตคณภาพด และผลตสนคาดวยตนทนทต ากวา พยายามไมใหเกดเหตแหงการลดคณภาพ ทงน สาเหตทท าใหคณภาพในการผลตลดลงมาจาก 3 สาเหต คอ
5
1. MUDA คอ การเคลอนไหวของพนกงานประกอบทไมเกดคณคา หมายถง การทพนกงานมการเคลอนไหวทท าใหเสยเวลาในการท างาน ตวอยางในระบบราชการไทย เชน การท าบตรประจ าตวประชาชน ทเจาหนาทจะตองเคลอนทจากจดหนงไปยงอกจดหนงในแตละขนตอน ท าใหเสยเวลา เรยกวาเกด MUDA 2. MURI คอ การรบภาระเกนความสามารถของบคคลและอปกรณ 3. MURA คอ แผนการผลตหรอปรมาณการผลตทไมสม าเสมอ
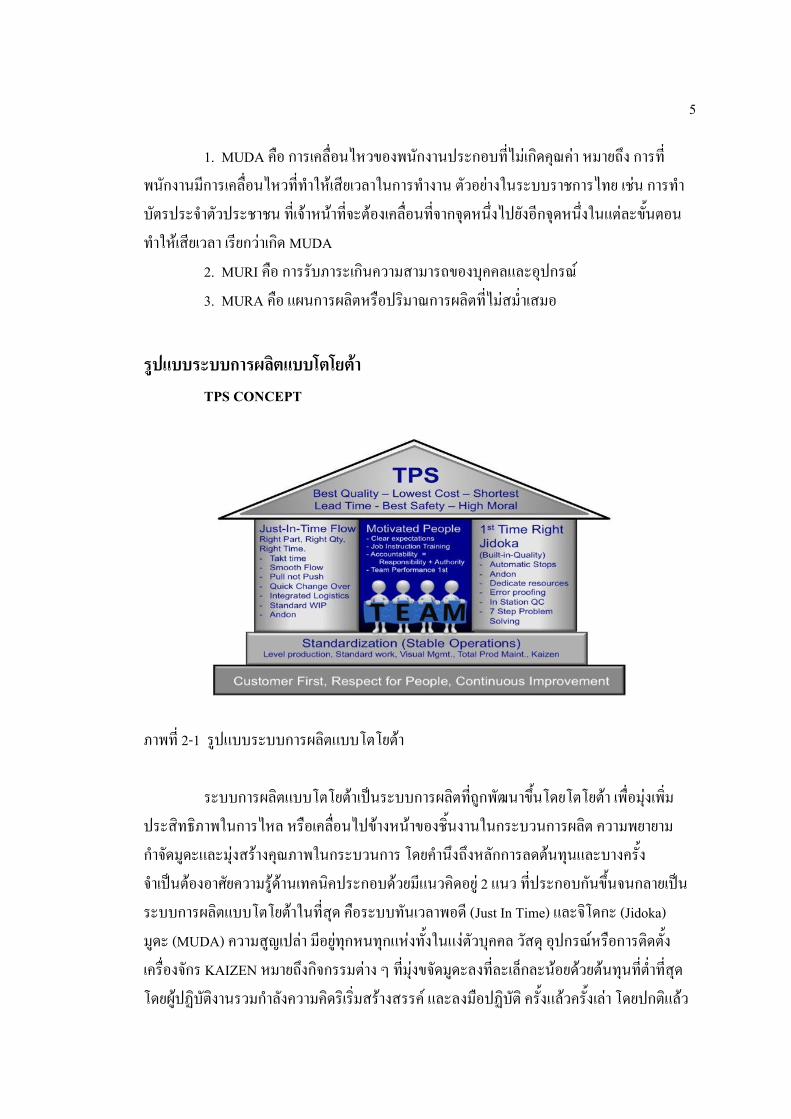
รปแบบระบบการผลตแบบโตโยตา TPS CONCEPT
ภาพท 2-1 รปแบบระบบการผลตแบบโตโยตา ระบบการผลตแบบโตโยตาเปนระบบการผลตทถกพฒนาขนโดยโตโยตา เพอมงเพมประสทธภาพในการไหล หรอเคลอนไปขางหนาของชนงานในกระบวนการผลต ความพยายามก าจดมดะและมงสรางคณภาพในกระบวนการ โดยค านงถงหลกการลดตนทนและบางครงจ าเปนตองอาศยความรดานเทคนคประกอบดวยมแนวคดอย 2 แนว ทประกอบกนขนจนกลายเปนระบบการผลตแบบโตโยตาในทสด คอระบบทนเวลาพอด (Just In Time) และจโดกะ (Jidoka) มดะ (MUDA) ความสญเปลา มอยทกหนทกแหงทงในแงตวบคคล วสด อปกรณหรอการตดตงเครองจกร KAIZEN หมายถงกจกรรมตาง ๆ ทมงขจดมดะลงทละเลกละนอยดวยตนทนทต าทสด โดยผปฏบตงานรวมก าลงความคดรเรมสรางสรรค และลงมอปฏบต ครงแลวครงเลา โดยปกตแลว
6
กจกกรม KAIZEN จะมงเนนทควรปรบปรงวธการปฏบตงานมากกวาการลงทนทางดานเครองจกรและอปกรณ และไคเซนกไมจ าเปนตองเกยวของหรอลงมอปฏบตโดยผเชยวชาญเทานน แตอาจจะทถกตองแลวควรจะปฏบตโดยพนกงานผปฏบตงานในแตละพนทนน ๆ นนเอง ขนตอนในด าเนนกจกรรม TOYOTA PRODUCTION SYSTEM (TPS) 1. Work Site Control เปนการใหสถานทการท างานอยในสภาพทไดรบการควบคมดแล เพอปรบปรงสภาพหนางานใหเปนไปตามเงอนไขของ Work Site Control ทง 7 หวขอ ซงเปนพนฐานส าหรบการปรบปรงในขนตอนตอ ๆ ไป ซงไดด าเนนการตรวจสอบตาม7 หวขอหลก ดงตอไปน 2ส (สะสาง, สะดวก) เปนการแยกของทตองการและของทไมตองการแลวก าจดของทไมตองการและก าหนดสถานทวางเฉพาะของทตองการแลววางไวใหหยบใชไดงาย เปนพนฐานของการรกษาความปลอดภย คณภาพ และประสทธภาพในการท างาน SEIRI สะสาง 1. แบงแยกของทจ าเปนและไมจ าเปนออกจากกน 2. ก าจดของทไมจ าเปนออกไป 3. ก าหนดสถานทและวางของทจ าเปน SEITON สะดวก 1. วางใหสะดวกหยบใชสอยงาย 2. ระบวามสงใดวางอย 3. ก าหนดกฎในการวางและวางตามกฎนน ความปลอดภย เพอไมใหเกดอนตรายจากสภาพการท างานหรอ สถานประกอบการทว ๆ ไปความปลอดภยในการท างาน คอ สภาพทปลอดภยจากอบตเหตตาง ๆ เกดแกรางกายชวต หรอทรพยสนในขณะทปฏบตงาน คอสภาพการท างานใหถกตองปราศจาก”อบตเหต” ในการท างานอบตเหต คอ เหตการณทเกดขนอยางไมคาดหมาย และเมอเกดขนแลว จะมผลกระทบกระเทอนตอการท างานท าใหทรพยสนเสยหาย หรอบคคลไดรบบาดเจบ 1. ยนยนรบรองกฎความปลอดภยทก าหนดไว 2. ท าใหทกคนสามารถเขาใจกฎความปลอดภยนน 3. รกษากฎความปลอดภยทก าหนดไวอยางเครงครด 4. ขจดสถานททไมปลอดออกไป และด าเนนการตามมาตรการ
7
สรางคณภาพเขากระบวนการ เปนการปองกนไมใหปญหาทเกยวกบคณภาพหลดไปยงกระบวนการถดไปหรอลกคาการสรางคณภาพเขาไปในกระบวนการ 1. ก าหนดใหชดเจนถงหวขอทใชตรวจสอบคณภาพ 2. ก าหนดวธการตรวจสอบงานและคณภาพใหเปนมาตรฐานการท างาน 3. จดเตรยมเครองมอทใชส าหรบการตรวจสอบคณภาพ (เชนตวอยางงานส าหรบจ ากดระดบมาตรฐาน) 4. ด าเนนการตรวจสอบงานและคณภาพอยางถกตอง 5. ก าหนดกฎส าหรบจดการ กรณทคณภาพงานไมปกต และรกษากฎอยางเครงครด(หยดการท างาน,เรยกผรบผดชอบ เปนตน) การควบคมเงอนไข การใชงานอปกรณเครองจกร เพอใหการท างานของอปกรณ เครองจกร อยในสภาพทท างานได โดยไมมการหยดชะงกการควบคมเงอนไขอปกรณและเครองจกร ประกอบดวย 4 ประการ 1. บงชเงอนไขการใชงานของอปกรณอยางชดเจน 2. เมอดแลวสามารถทราบถงเงอนไขการใชงาน 3. มเงอนไขการใชงานเวลาท างาน 4. เมอมเงอนไขการใชงาน มการตรวจสอบคณภาพทกครง การควบคมการผลต สามารถตรวจสอบความคบหนาการผลตในแตละชวโมง หากเกดสงผดปกตสามารถท าการแกไขและปองกนความผดพลาดซ า เพอท าการวเคราะหสาเหตทท าใหไมสามารถผลตไดตามแผนการผลตและบนทกการตรวจสอบสาเหตทท าใหไมบรรลตามแผนการผลตและด าเนนการแกไขตามมาตรฐาน 1. รบรแผนการผลตทก ๆ ชวโมง และใชเปรยบเทยบกบแผนการผลตเพอใหสามารถตดตามไดวาสภาพการผลตมความลาชาหรอไม 2. บนทกเพอรบรผลการผลตทก ๆ ชวโมง 3. ด าเนนการเพอใหทราบสาเหตทไมบรรลตามแผนการผลต รผลการผลตจรงทก ๆ ชงโมง 4. ตรวจสอบตนเหตทท าใหไมสามารถบรรลแผนการผลตและด าเนนมาตรการ การควบคมการจดสง เปนการควบคมกระบวนการจดสงภายในบรษท รวมถงเวลาในการปฏบตงานใหเปนมาตรฐานทกขนตอนโดยมงเนนใหเกดความตอเนองทกกระบวนการ และสามารถสอบกลบไดหากเกดสงผดปกต การควบคมการจดสงประกอบดวย
8
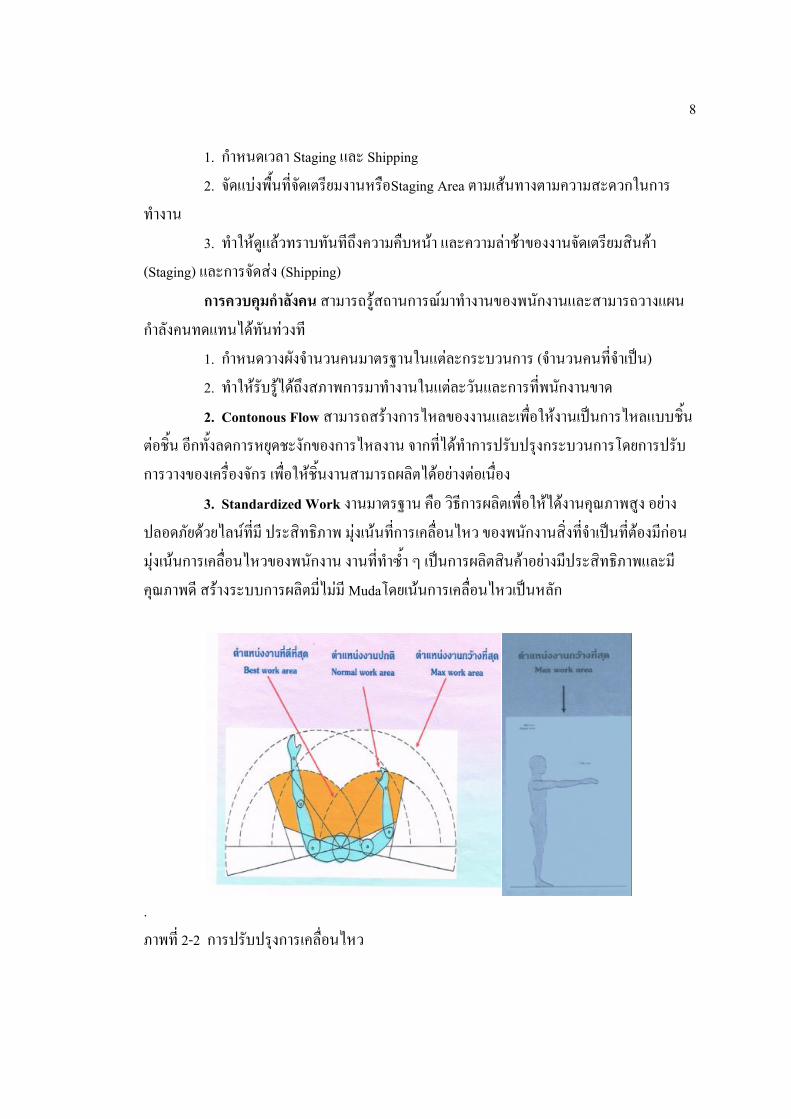
1. ก าหนดเวลา Staging และ Shipping 2. จดแบงพนทจดเตรยมงานหรอStaging Area ตามเสนทางตามความสะดวกในการท างาน 3. ท าใหดแลวทราบทนทถงความคบหนา และความลาชาของงานจดเตรยมสนคา (Staging) และการจดสง (Shipping) การควบคมก าลงคน สามารถรสถานการณมาท างานของพนกงานและสามารถวางแผนก าลงคนทดแทนไดทนทวงท 1. ก าหนดวางผงจ านวนคนมาตรฐานในแตละกระบวนการ (จ านวนคนทจ าเปน) 2. ท าใหรบรไดถงสภาพการมาท างานในแตละวนและการทพนกงานขาด 2. Contonous Flow สามารถสรางการไหลของงานและเพอใหงานเปนการไหลแบบชนตอชน อกทงลดการหยดชะงกของการไหลงาน จากทไดท าการปรบปรงกระบวนการโดยการปรบการวางของเครองจกร เพอใหชนงานสามารถผลตไดอยางตอเนอง 3. Standardized Work งานมาตรฐาน คอ วธการผลตเพอใหไดงานคณภาพสง อยางปลอดภยดวยไลนทม ประสทธภาพ มงเนนทการเคลอนไหว ของพนกงานสงทจ าเปนทตองมกอน มงเนนการเคลอนไหวของพนกงาน งานทท าซ า ๆ เปนการผลตสนคาอยางมประสทธภาพและมคณภาพด สรางระบบการผลตมไมม Mudaโดยเนนการเคลอนไหวเปนหลก
. ภาพท 2-2 การปรบปรงการเคลอนไหว
9
ภาพท 2-2 แสดงการปรบปรงการเคลอนไหวทความเหมาะสมกบการท างานใหเปนไปตามเงอนไขงานมาตรฐาน เงอนไขงานมาตรฐาน 1. ดานงาน 1.1 เนนการเคลอนไหวของคนเปนหลก 1.2 เปนงานทท าซ า ๆ กน 2. ดานอปกรณ 2.1 ลดขอขดของของอปกรณใหนอยทสด 2.2 ลดความไมสม าเสมอของการท างานใหนอยลง 3. ดานคณภาพ 3.1 ลดขอขดของเรองคณภาพใหนอยทสด 3.2 ลดความไมสม าเสมอ เทยงตรง แมนย า องคประกอบ 3 ประการ งานมาตรฐาน 1. แทคไทม (Takt Time) คอ เวลาทบอกวาตองผลตชนงาน 1 ชน ใหเสรจภายใน กวนาท 2. ล าดบการท างาน Working Schedule คอ ล าดบการท างานในการแปรรปหรอประกอบชนงาน
3. สนคาคงคลงมาตรฐานในกระบวนการ Standard In Process คอ สนคาคงคลงทนอยทสดเทาทจ าเปนเพอใหสามารถท างานซ า ๆ กนดวยล าดบเดยวกน แทคไทม (Takt Time: T.T) เปนระยะเวลาในการผลตชนงาน 1 ชนออกมาผลตตามความถทขายได
Takt Time = เวลาท างานตอวน
จ านวนทตองผลตตอวน
10
ขนตอนในการด าเนนกจกรรมระบบการผลตแบบโตโยตา ตารางท 2-1 ขนตอนการKaizen วธการ ขนตอน
ขนตอนการท า Kaizen การคดอยางเปนเหต เปนผล (หลกวทยาศาสตร)
ขนตอนของ QC
1 คนหาจดทตองท า Kaizen
ทราบจดมงหมายอยางถองแท เลอกหวขอ
2 วเคราะหวธการปจจบน หาขอเทจจรง ส ารวจสภาพปจจบน 3 กอก าเนดความคดเหน ค านงถงขอเทจจรง วเคราะหสาเหต 4 จดท าแผนการ Kaizen ก าหนด Plan วางแผนการแกไข
ปญหา 5 น าแผนการแกไขไป
ปฏบตจรง ปฏบต แกไขปญหา
6 ตรวจสอบซ าหลงการปฏบตแลว
ยนยนใหแนใจ ตรวจเชคผล
4. Pull System เปน 1 ใน 3 ปจจยพนฐานของ JIT (Just In Time ) ระบบดง หมายถง ระบบการผลตทกระบวนการหลงมาเอาของหรอชนสวนทตองการ จากกระบวนการกอนหนาในเวลาทพวกเขาตองการ และในปรมาณ/ จ านวน เฉพาะทพวกเขาตองการคมบง เปนเครองมอทท าใหบรรลถงระบการผลต แบบทนเวลาพอด นนคอ ผลตในสงทตองการ ในเวลาทตองการและในจ านวนทตองการ กฎในการใชคมบง 1. ผลตภณฑทไมไดคณภาพจะไมถกสงตอไปยงกระบวนการถดไป 2. ผลตภณฑควรถกเบกถอนจากกระบวนการกอนหนา 3. จ านวนในการผลต ตองเทากบจ านวนทถกเบกถอนไป 4. ชนสวนจะไมถกผลตและขนยายเมอไมมคมบง 5. คมบงจะตองถกตดอยทชนสวน 6. จ านวนชนสวนทแทจรงจะตองเหมอนกนกบทถกระบอยในคมบง
11
ประเภทของคมบง 1. คมบงสงผลต (PRODUCTION INSTRUCTION: PI KANBAN) 1.1 หมนในกระบวนการ 1.2 คมบงสงสญญาณ 2. คมบงเบกถอน (PART WITHDRAWAL, PW KANBAN) 2.1 คมบงหมนระวางกระบวนการ 2.2 คมบงผผลตชนสวน หนาทของคมบง 1. ค าสงในการผลตและขนยายสนคา 2. เครองมอส าหรบควบคมดวยสายตา 3. เครองมอส าหรบการปรบปรง 4. วธการส าหรบปรบปรงเปลยนแปลงในการผลต จ านวนการหมนเวยนของคมบงถกพจารณา ปรมาณการผลต การขนสงและวธการ Waiting Post เครองมอทแสดง ควบคม จดเวลาทขอมลความตองการของลกคา เขาและออก เพอใหการจดสงเปนไปอยางทนเวลาพอด ขอดของตพกคมบง 1. แสดงควบคมจดเวลาทขอมลความตองการของลกคา เขาและออก 2. แสดงสถานะความปกต/ ผดปกตของค าสงซอลกคา 3. แสดงสถานะความปกต/ ผดปกตของกระบวนการกอนหนาและขางหลงของตพกKanban Stagnation List รายการทหยดชะงก เปนการตรวจสอบกระบวนการท างานทมการรอหรอหยดชะงก ซงอาจมผลท าใชกระบวนการผลตขาดความตอเนองและตองหาวธการแกไขปรบปรงเพอลดหรอขจดเวลาทท าใหกระบวนการผลตหยดชะงก
วธการผลตแบบ Just In Time ประกอบดวยวธการตาง ๆ ดงน 1. การใชระบบคมบง (Kanban System) เปนเครองมอทใชในระบบการผลต โดยมหลกการทส าคญคอ 1.1 การสงผลต (Production-Ordering Kanban) หรออาจเรยกวา In-Process Kanban การผลตจะระบชนดและปรมาณชนงานสวนในการผลต
12
1.2 การเบกชนสวนการผลต (Withdrawal Kanban) การเบกจะระบชนดและปรมาณการใชชนสวนในการผลต 2. วธการปรบการการผลต (Production Modernize Method) เปนวธการปรบเปลยนปรมาณการผลตขององคการทสอดคลองกบความตองการของลกคาโดยอาศยขอก าหนดตอไปน 2.1 การก าหนดล าดบขนตอนการผลตในแตละวนทจะผลต 2.2 ความสอดคลองระหวางปรมาณการผลตกบความตองการของลกคา 2.3 การผลตผลตภณฑทหลากหลายชนดไดอยางตอเนอง โดยการใชเครองจกรเอนกประสงค 3. การลดเวลาปรบแตงเครองจกรใหสนลง (Shortening Setup Time) จะสงผลดดงตอไปน 3.1 ผลตผลตภณฑจะสงมอบใหกบลกคาในระยะเวลาทสน 3.2 ปรบลดจ านวนชนงานระหวางกระบวนการผลต (Work in Process) ใหนอยลงได 3.3 ปรบเปลยนรนการผลตไดอยางรวดเรว และสอดคลองกบการเปลยนแปลงตามความตองการของลกคา 4. การท างานอยางมมาตรฐาน (Standardization Of Operations) เปนการท างานทมระบบตามเกณฑมาตรฐานทก าหนด ท าใหงานมประสทธภาพท าได ดงน 4.1 การออกแบบวางผงเครองจกรใหถกตองและเหมาะสมกบการปฎบตงาน 4.2 ฝกอบรมพนกใหมความรความสามารถในหลายลกษณะของงาน เพอการทดแทน 4.3 ประเมนผลงานอยางตอเนอง และปรบปรงมาตรฐานการท างานใหถกตองเหมาะสมกบการท างานอยเสมอ 5. กจกรรมการปรบปรงงาน (Improvement Activities) เชน กจกรรมขอเสนอแนะกจกรรมกลมคณภาพ กจกรรมดงกลาวเปนการปรบปรงวธการท างานใหดขนจากนนวเคราะหรายละเอยดของขนตอนการปฎบตงาน เพอคนหาและขจดความสญเปลาตาง ๆ และปฎบตงานอยางตอเนอง
13
งานวจยทเกยวของ อภศลป ตรงกานนท (2550) TPS ท าใหโตโยตาไมตองสตอคชนสวนประกอบรถยนต ไมตองมลานจอดทกวางมหาศาลเพอใชเปนโกดงเปนสตอครถทประกอบเสรจแลว และท าใหสามารถผลตรถยนตทมสสนแตกตางกน โดยใชสายการผลตเสนเดยวกนไดเปาหมายของ TPS คอการลดของเสย อวยชย ลขสวสด (2552) ไดศกษาเรอง การประยกตใชระบบ TPS (Toyota Production System) เพอเพมประสทธภาพในกระบวนการผลตทอสงน ามนในยานยนต เพอศกษา เปรยบเทยบดานประสทธภาพจากการประยกตใชระบบการผลตแบบโตโยตากบการผลตคราวละมาก ๆ เพอเปนแนวทางในการปรบปรงกระบวนการผลตใหมประสทธภาพไดดยงขน และเพอศกษาปจจยทมผลกระทบตอประสทธภาพการผลตจากการประยกตใชระบบการผลตแบบโตโยตา จฑามาศ พรหมมนตร และวราภรณ สขแสนชนานนท (2557) ไดท าการศกษาและปรบปรงกระบวนการท างานของแผนกตวถงและส บรษทโตโยตา สงขลา จ ากด โดยประยกตใช ซกซซกมารวมกบ ระบบ TPS กลมตวอยางทใชงานวจยไดแก รถทเขามารบบรการในบรษท โตโยตา สงขลา จ ากด ชวงเดอนพฤศจกายน-กมภาพนธ พ.ศ. 2557 โดยจ านวนรถในการจบเวลากอนและหลงการปรบปรงดวยระบบ TPS นน ใชอยางละ 30 คนค านวณจากการแจกแจงแบบ Z ทระดบความเชอมน 95% + 5% การด าเนนการวจย เรมตนจากการศกษากระบวนการท างานของแผนกตวถงและส ของบรษทโตโยตา เพอน ามาวเคราะหตามแนวคด ซกซซกมา รวมกบระบบ TPS ส าหรบแนวคดของระบบ TPS จะน ามาใชในการวเคราะหเพอปรบปรงแกไขปญหานนเอง ผลการวจยพบวา 1) สามารถลดเวลาการท างานไดโดยรวม 15 ชวโมง 25 นาท คดเปน 9.12% 2) ผลการเปรยบเทยบเวลาการท างานระหวางกอนและหลงการปรบปรงดวยระบบ TPS รวมทกขนตอนมผลคอไมแตกตางกนแตอยางไรกตามเมอท าการทดสอบแตละขนตอนพบวา เวลาการท างานระหวางกอนกบหลงการปรบปรงดวยระบบ TPS ของขนตอนการประเมนราคาแตกตางกน Lukasz, Shi-Jie, & Barbara (2008) ไดท าการศกษาการใชระบบการผลตโตโยตา (TPS) ขนตอนการวเคราะหเพอแกปญหาการสงมอบยาทชมชนแหงหนง วตถประสงคของการวจยครงนเพอศกษาและประเมนผลการวเคราะห TPS ขนตอนในการแกปญหาการรกษาพยาบาล กลมการอภปรายและการศกษาส ารวจทถกน ามาใชในการเกบรวบรวมขอมลเกยวกบการรกษาการพยาบาล การรบรของการใชปญหา TPS แกวธการทจะศกษาการสงมอบยา การวเคราะหการถดถอยถกใชในการระบลกษณะทชวยเพมการแกปญหาความพยายาม นอกจากนยงมขอเสนอในการแกปญหาทมประสทธภาพโดยทจะชวยใหในการลดความคลาดเคลอนทางยาในการตงคาการสงมอบการดแลสขภาพ
14
Akbar, Nagendra and Hamidreza (2013) ไดท าการศกษา ระบบการผลต JIT ระบปญหาทอยในหวงโซคณคาและลดของเสยการผลตของ ระบบในขณะทเพมตลอด (ขายวตถดบตนทนวสด) แมวาระบบ JIT เปนทนาสนใจและมความซบซอนนอยลงจะตองใชจ านวนมากของการประสานงานกบโซอปทานเพอหลกเลยงความลาชาในการผลตตารางเวลา บทความนกลาวถงการด าเนนการในเชงลกของการผลต JIT โดยมวตถประสงคสองอยาง เปาหมายแรกคอการท าความเขาใจแนวคด JIT โดยรวมและปจจยทจ าเปนส าหรบการด าเนนงานของตนแนวความคดทน าเสนอนเปนตวแทนของหลกการและวธการทเหมาะของการด าเนนงาน
15
บทท 3 วธด าเนนการวจย
งานวจยนเปนการศกษาเกยวกบการน าระบบผลตแบบโตโยตาเขามาประยกตใชกบบรษทผผลตชนสวนประกอบรถยนต โดยมขนตอนการด าเนนงาน ตอไปน
ขนตอนในการด าเนนการวจย 1. ศกษาความเปนมาของของปญหาทตองการท าวจย 2. ก าหนดวธในการท าวจย 3. เครองทใชในการท าวจย 4. การเกบรวบรวมขอมล 5. วเคราะหขอมล 6. สรปผลและขอเสนอแนะ 1. ศกษาความเปนมาของของปญหาทตองการท าวจย เนองจากการผลตในอตสาหกรรมบรษทผผลตชนสวนประกอบรถยนต เนนการผลตแบบตอเนองท าใหท าใหปรมาณสนคาทท าออกมาจากสายการผลตมมากเกนไป รวมไปถงเมอมการผลตทมากเกนไปเนนเมอเกดปญหาคณภาพกจะสงผลกบสนคาทผลตออกมาแลว รวมไปถงพนททใชในการจดเกบสนคาและวตถดบไมเพยงพอ ไมมการควบคมการจดสงสนคาใหกบลกคา หากไมมการจดการทดพอ 2. ก าหนดวธในการท าวจย แบบเชงทดลองและแบบเชงพรรณนาพรรณนาอธบายผลการด าเนนกจกรรมตามการระบบการผลตระบบการผลตแบบโตโยตา 3. เครองทใชในการในการวจย ใชหลกการในการท าระบบผลตแบบโตโยตาเปนเครองมอในการด าเนนการ ซงการด าเนนการด าเนนการทงหมด 4 ขนตอน ดงน 3.1 Work Site Control 3.2 Continuous Flow 3.3 Standardized Work 3.4 Pull System
16
4. การเกบรวบรวมขอมล ในการด าเนนการวจยในครงนสามารถเกบขอมลโดยมจาก 2 แหลงคอ ขอมลปฐมภม เปนการเกบขอมลจากการผลตในชวงเดอนมกราคม-เมษายน 2559 เปนการเกบขอมลจากประสทธภาพในการผลตในสายการผลตทท าการศกษา ประมาณงานทคงคางในกระบวนการผลตทมผลตอการผลตและปรมาณสนคาคงคงเหลอในชวงเดอนมกราคม-เมษายน 2559 ตลอดจนพนททใชในการจดเกบสนคา ตลอดจนตรวจสอบหนางานจรงเพอตรวจสภาพการท างานเพอท าการแกไข กอนการด าเนนงานวจย ขอมลทตยภม ท าการศกษาขนตอนการท าระบบผลตแบบโตโยตาศกษาขอมลเบองตนจากทางบรษททไดด าเนนกจกรรมน รวมไปถงการศกษาจากงานวจยทเกยวของและเวบไซตตาง ๆ ทเกยวของทไดมการด าเนนกจกรรมระบบผลตแบบโตโยตาเพอเปนแนวทางในการด าเนนกจกรรมไดอยางถกตอง 5. การวเคราะหขอมล จากการวจยในครงนไดใชขอมลเชงปรมาณทไดจากการด าเนนการจรงจากการท ากจกรรมตามระบบผลตแบบโตโยตากอนและหลงการด าเนนงาน โดยเกบผลทไดจากการด าเนนงานจรง โดยน าขอมลทไดมาเปรยบเทยบกบขอมลกอนท าการวจย เพอใหเหนถงประสทธภาพของสายการผลต รวมไปถงการจดการพนท ปรมาณสนคาคงคลงหลงจากทไดด าเนนการวจยนซงน าคาทไดจากการวจยอยในรปแบบรอยละ ใชในการวเคราะหปจจยพนฐานของการด าเนนการวจยน 6. สรปผลและขอเสนอแนะ น าผลทไดจากการการวจยทไดมาในรปแบบรอยละท าการเปรยบเทยบเพอใหเหนประสทธภาพของการด าเนนงานกอนท าการวจย และหลงวจย และผลทไดจากการน าระบบผลตแบบโตโยตา เขามาใชมประโยชนและสรางมลคาใหกบบรษททไดท าการศกษา เพอใหสอดคลองกบวตถประสงคทไดก าหนดไว
17
บทท 4 ผลการวจย
ขอมลทวไปของบรษทกรณศกษา บรษทกรณศกษาเปนบรษทรวมทนระหวางไทยและญปน โดยกจการด าเนนงานประเภทการผลตชนสวนประกอบรถยนตเพอสงใหกบบรษทผซงประกอบรถยนตชนน าของประเทศ ทงนมการจดสงชนสวนประกอบรถยนตทงในประเทศและตางประเทศ ซงการผลตจะเปนการใชทงระบบอตโนมตและใชคนในการผลต เปนการผลตแบบตอเนอง และเพอตอบสนองความตองการของลกคา ตามการแขงขนทมมากขนในปจจบน โดยสภาพปจจบนเมอการผลตทมงเนนการผลตมากจนเกนไปโดย สงผลกระทบตอคณภาพ ทพบหลงจากทท าการผลตและท าการจดเกบสนคาเขาคลงสนคาเรยบรอยแลวนน พนทในการจดเกบในคลงสนคาทมอยอยางจ ากด อกทงการแบกรบตนทนในการจดเกบวตถดบเพอใชในการผลตและปรมาณสนคาส าเรจภาพทมากเกนความจ าเปนของลกคาอกดวย ดงนนการวจยจงมงเนนการน าระบบการผลตแบบโตโยตา ทเปนการผลตแบบทนเวลาพอดและเปนการผลตตามความตองการของลกคาทมเขามาเทานน ไมมงเนนการผลตทไมมความตองการ ดงนนจงไดระบบการผลตแบบโตโยตา เขามาประยกตวธการด าเนนกจกรรมใหสอดคลองกบการด าเนนงานของบรษท โดยตงแตใชในกระบวนการผลต เพอลดปญหาตาง ๆ ทอาจเกดขนจากการผลตทมากเกนไป ซงเปนแนวทางในการจดการและบรหารในระบบการผลตและการจดการระบบสนคาทเหมาะสมกบองคกรทมประสทธภาพ ขนตอนด าเนนงานในปจจบน จากการด าเนนงานบรษทกรณศกษาในปจจบน เปนระบบการผลตอยางตอเนอง โดยมขนตอนการด าเนนการ ดงตอไปน การผลตสนคา 1. ฝายวางแผนการผลตน าแผนการผลตสงตอไปยงฝายผลตเพอด าเนนการท าการผลตสนคาตามทไดก าหนดไว 2. ฝายผลตท าการผลตสนคาโดยทางฝายวางแผนการผลตจะก าหนดปรมาณการผลตในแตละวนใหกบฝายผลต โดยด าเนนการดงตอไปน 2.1 ฝายผลตจะท าการเบกวตถดบจากคลงสนคาตามจ านวนทไดก าหนดตาม แผนการผลตในแตละวน
18
2.2 ฝายคลงสนคาจะจายวตถดบตามขนาดของบรรจภณฑทถกจดสงจากผผลต ตามรอบทไดก าหนดไว 2.3 ฝายการผลตจะท าการผลตตามแผนการผลตโดยการผลตแบบเตมก าลงการ ผลต และจะสงสนคาส าเรจรปเขาคลงสนคาเมอจบการผลตในแตละวน 3. ฝายคลงสนคารบสนคาเขามาจดเกบในพนทในคลงสนคาตามทไดก าหนดไว การจดเกบการจดสงสนคา 1. เมอฝายผลตท าการผลตสนคาเสรจตามแผนการผลตในแตละวนแลวนน น าสนคาส าเรจรปเขามาจดเกบในพนทคลงสนคา 2. หลงจากทฝายการตลาดสงค าสงซอใหกบหนวยงานทเกยวของแลวนน ฝายคลงสนคาจะน าค าสงซอ มาจดสนคาเพอท าการจดสงใหกบสนคา 3. ฝายคลงสนคาท าการโหลดสนคาใหกบรถทเขามารบสนคาตามรอบการสงงานทไดถกก าหนดไว ปญหาทเกดขนจากการด าเนนการในปจจบน จากขอมลทไดจากการศกษาจากการด าเนนการในปจจบนนนจากการศกษาจากสภาพ การท างานจรง สามารถคนหาปญหาไดดงน การผลตสนคา 1. การผลตสนคาเตมก าลงการผลตนน จะสงตอปรมาณสนคาส าเรจภาพทจะถกสงเขาไปจดเกบในคลงสนคามากเกนไป ซงการผลตแบบเตมก าลงการผลตจะเหมาะส าหรบสายการผลตทมก าลงการผลตไมเพยงพอกบความตองการของลกคาโดยตองท าการเกบสนคาคงคลงเพอใหทนตอความตองการของลกคา แตจากสายการผลตทท าการศกษามก าลงการผลตทเพยงพอตอความตองการ ดงนนหากมการผลตทมากเกนไปกจะสงผลตอปรมาณสนคาคงคลงอกดวย 2. การเบกวตถดบเพอใชในการการผลต ตามรอบทไดก าหนดไวนน พบวาในสายการผลตจะมวตถดบทคงคางในสายการผลตเปนจ านวนมาก ในกระบวนการมเปนจ านวนมากเกดงานทรอระหวางกระบวนการเปนจ านวนมาก การจดเกบวตถดบ สนคาส าเรจรป และการจดสงสนคา จากระบบการจดการผลตทเปนระบบผลกสงผลกระทบตอพนททใชในการจดเกบวตถดบตลอดจน สนคาส าเรจรปเปนอยางมาก และขนตอนในการจดสวนสนคา กลาวคอ
1. พนทส าหรบการจดเกบวตถดบ เมอไมมการก าหนดปรมาณส าหรบการจดเกบทเหมาะสมกบปรมาณการผลต เมอมการผลตทหยดชะงกหรอค าสงซอจากลกคาทลดลง ท าให
19
ปรมาณวตถดบทคงเหลอมมากจนเกนไปสงผลกระทบตอตนทนของทางบรษท ตลอดจนพนททใชในการจดเกบไมเพยงพออกดวย 2. พนทส าหรบจดเกบสนคาส าเรจรป เนองจากเปนการผลตแบบผลกเตมก าลงการผลตในแตละวน ท าใหปรมาณสนคาส าเรจรปมปรมาณเกนความตองการของลกคา และจากปรมาณสนคาส าเรจภาพทมากนเกนไปกสงผลตอพนทในการจดเกบสนคาเชนเดยวการ 3. การจดสงสนคา เปนการสง สนคาตามรอบเวลาตามทลกคาไดก าหนดไว ในบางกรณพบปญหาเรองของการทบซอนของเวลา การจดสนคาไมทนตามอบเวลาการจดสง เนองจากปรมาณการสงของแตลกคามมาก และพนททวางสนคาไมเปนระเบยบ ท าใหการจดสงสนคา เสยเวลาเปนนานเพอเปนการลดปญหาจากขนตอนการท างานดงกลาว การวจยนจงไดน า การผลตโดยใชระบบการผลตแบบโตโยตา เขามาประยกตใหเขากบการท างานและเพอลดปญหาตาง ๆ จากการท างานลงไป และมความตอเนองในการท างานโดยมงเนนเรองการจดการกระบวนทมคณภาพสงสดตอบรษท การปรบปรงการผลตโดยใชระบบการผลตแบบโตโยตา ปจจบนทางบรษททไดท าการศกษาไดมแนวคดไคเซน มาใชในบรษทเพอเปนการปรบปรงและพฒนาในขนตอนของการท างานอยางตอเนองอยแลว ทงนผวจยไดเหนวาการผลตโดยใชระบบการผลตแบบโตโยตา เปนระบบทมการใชในอตสาหกรรมผผลตชนสวนประกอบรถยนตเปนอยางมาก จงไดมการเสนอเพอด าเนนกจกรรม ส าหรบสายการผลตสนคาสามารถน าการผลตโดยใชระบบการผลตแบบโตโยตา มาใชได แตไดประยกตบางสวนใหเหมาะสมกบการท างานของสายการผลต โดยจะมงเนนเพอความสามารถในการผลตไดอยางตอเนอง และเปนการเพมประสทธภาพ ของการผลตของบรษท ตลอดจนการปรบปรงกระบวนการใหมมาตรฐานในการท างานมากขน ระบบการผลตแบบโตโยตา เปนการผลตแบบทนเวลาพอดและเปนการผลตตามความตองการของลกคาทมเขามาเทานน ไมมงเนนการผลตทไมมความตองการ ดงนนจงไดระบบการผลตแบบโตโยตา เขามาประยกตวธการด าเนนกจกรรมใหสอดคลองกบการด าเนนงานของบรษท โดยตงแตใชในกระบวนการผลต เพอลดปญหาตาง ๆ ทอาจเกดขนจากการผลตทมากเกนไป ซงเปนแนวทางในการจดการและบรหารในระบบการผลตและการจดการระบบสนคาทเหมาะสมกบองคกรทมประสทธภาพ
20
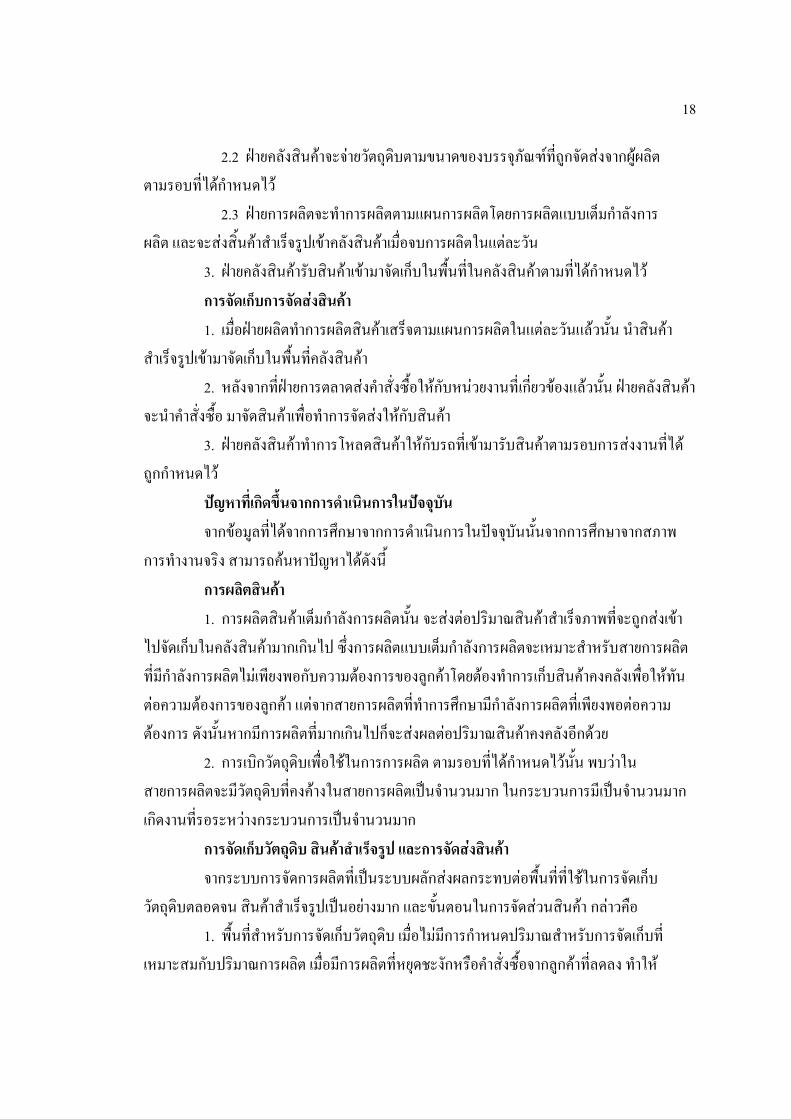
ขอมลปญหาของบรษทกรณศกษา จากการเกบรวบรวมขอมลเพอน ามาวเคราะหเพอแกไขตามขนตอนการด าเนนระบบการผลตแบบโตโยตา โดยใชด าเนนการไดขอมลของปญหาดงตอไปน 1. จากการตรวจสอบสภาพหนางานจรงเพอหาจดทตองท าการแกไข โดยใชแบบฟอรม Problem List for Follow up TPS (Work Site Control) Activity เพอเปนการเกบขอมลตามหนางานจรง จากการเกบขอมลโดยทมงานผเขารวมท ากจกรรม เปนผเกบขอมลทเปนปญหาทตองการท าการแกไขไดหวขอทตองการแกไข ทงสน 217 ขอ
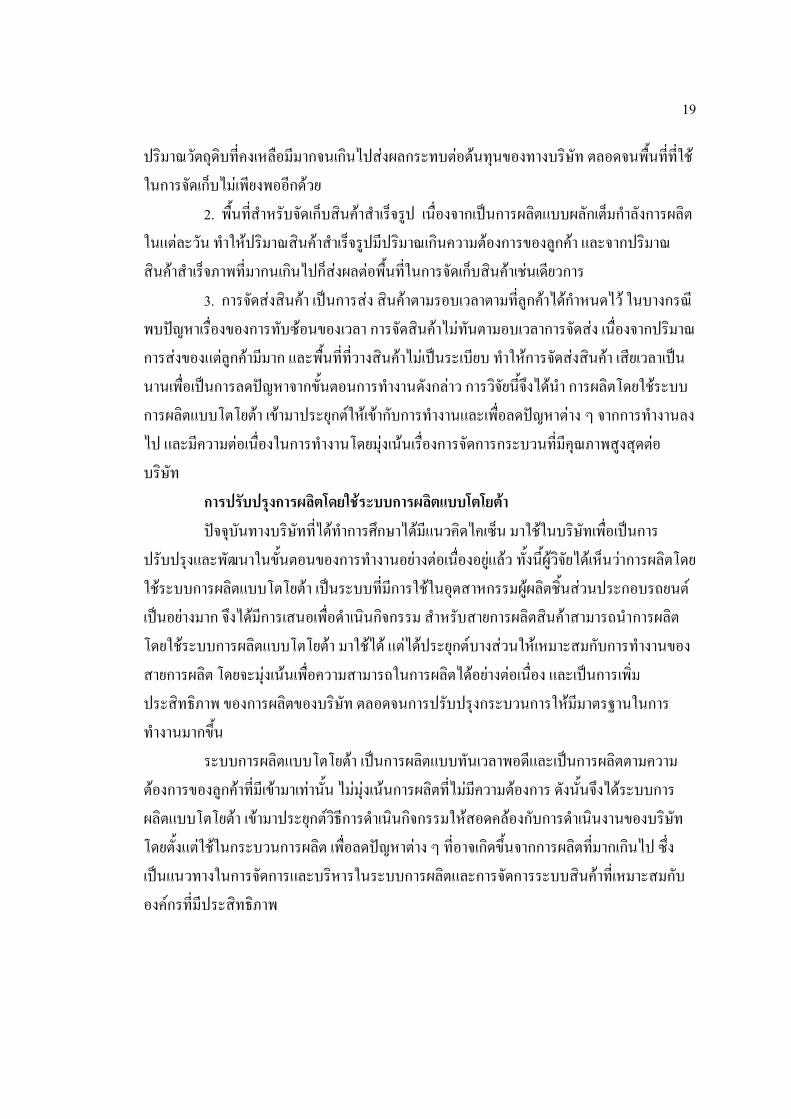
ภาพท 4-1 แบบฟอรม Problem List for Follow Up TPS (Work Site Control) Activity จากภาพท 4-1 แบบ Problem List for Follow Up TPS (Work Site Control) Activity จะท าการเกบรวบรวมปญหาทสงผลกระทบตอการท างาน ใน STEP 1. Worksite Control 2. เนองจากวตถดบเปนสนคาททางลกคาเปนผสงซอใหกบบรษทกรณศกษา โดยทปรมาณสนคาคงคลงทมเวลาน าถกก าหนดเทากบ 10 วน ตามขอก าหนดของทางลกคา 3. พนททใชในการจดเกบสนคา วดจากขนาดพนททใชในการเกบงานจรง เทากบ
21
50 ตารางเมตร ส าหรบสายการผลตทท าการวจย
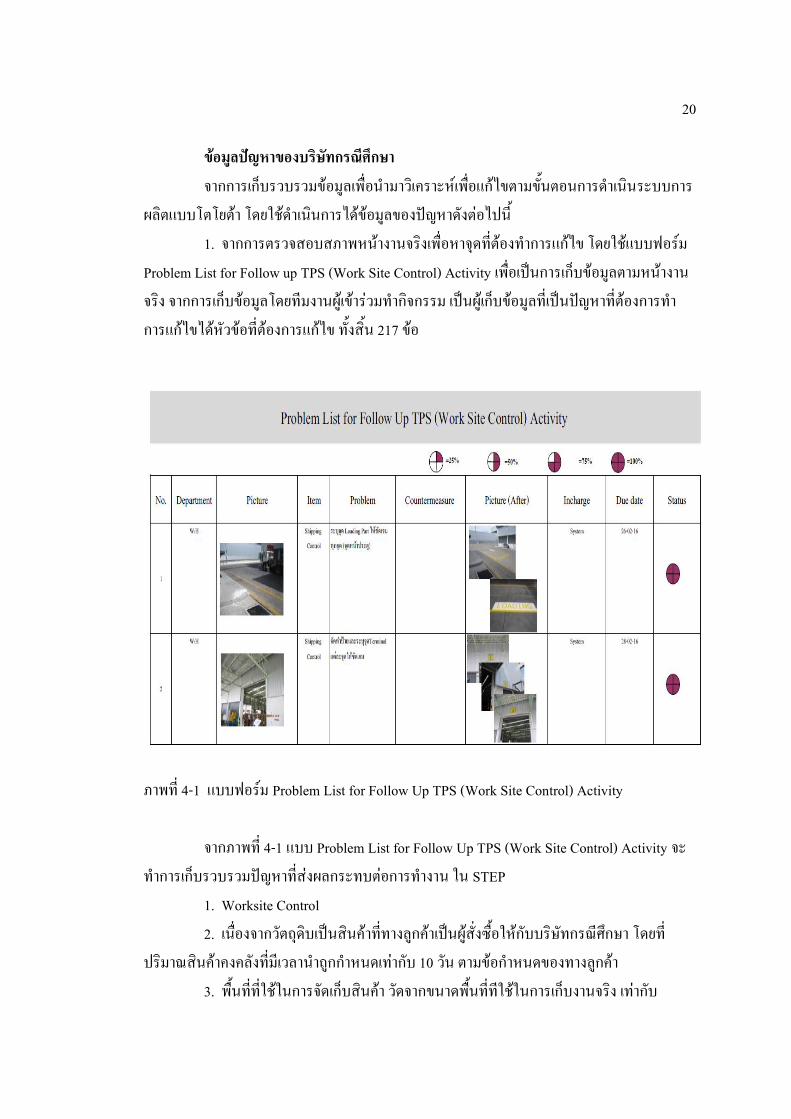
ภาพท 4-2 พนททใชในการจดเกบสนคา 4. ชนงานระหวางกระบวนการผลตการตรวจนบชนงานระหวางกระบวนการผลต ทอยในแตกระบวนการของสายการผลต ตรวจนบจากชนงานทอยในกระบวนการผลต มทงสน 122 ชน
ภาพท 4-3 ชนงานระหวางกระบวนการผลต 5. การวดเวลามาตรฐานการท างาน ซงในการวดเวลามาตรฐานสามารถมขนตอนการด าเนนงาน ดงน 5.1 เขยนล าดบการท างานของแตละคน และจบเวลา 10 ครง 5.2 น าวธทดทสดจาก 10 ครงมาเขยนตารางมาตรฐานผสม
22
5.3 เขยนตารางมาตรฐานผสม แผนภาพงานมาตรฐาน และตามรางประสทธภาพ (Before) 5.4 เขยน Yamazumi Chart (Before) 5.5 หา Takt Time
5.6 การท าใหมประสทธภาพ
5.7 Balance Element งานใหเทากบจ านวนคนทเหลอ 5.8 เขยนขนตอนการท างานใหมชวคราวส าหรบแตละคน 5.9 ทดลองท าจรงตามขนตอนการท างานทเขยนและจบเวลาใหม 5.10 ปรบปรงแกไขตามสภาพหนางานจรง 5.11 เขยนขนตอนการท างานตารางมาตรฐานผสม แผนภาพมาตรฐาน แล ตารางประสทธภาพ (After) 5.12 เขยน Yamazumi Chart (After) 5.13 Result (Man& Productivity)
23
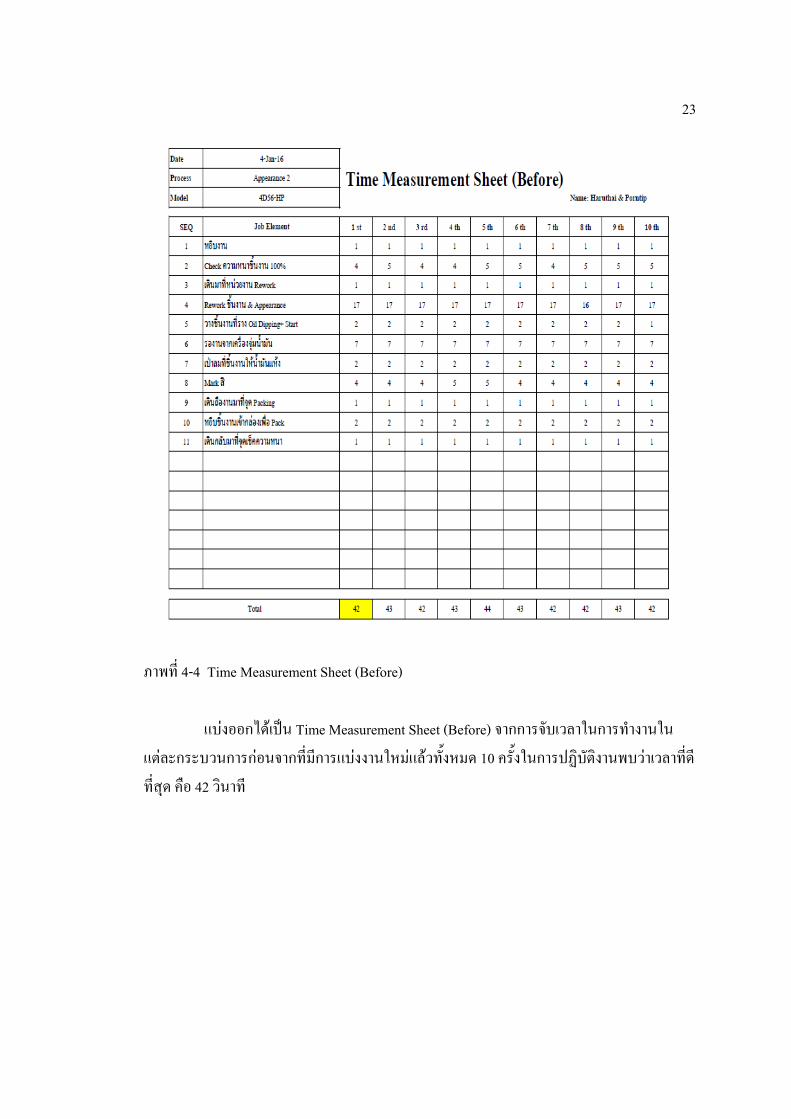
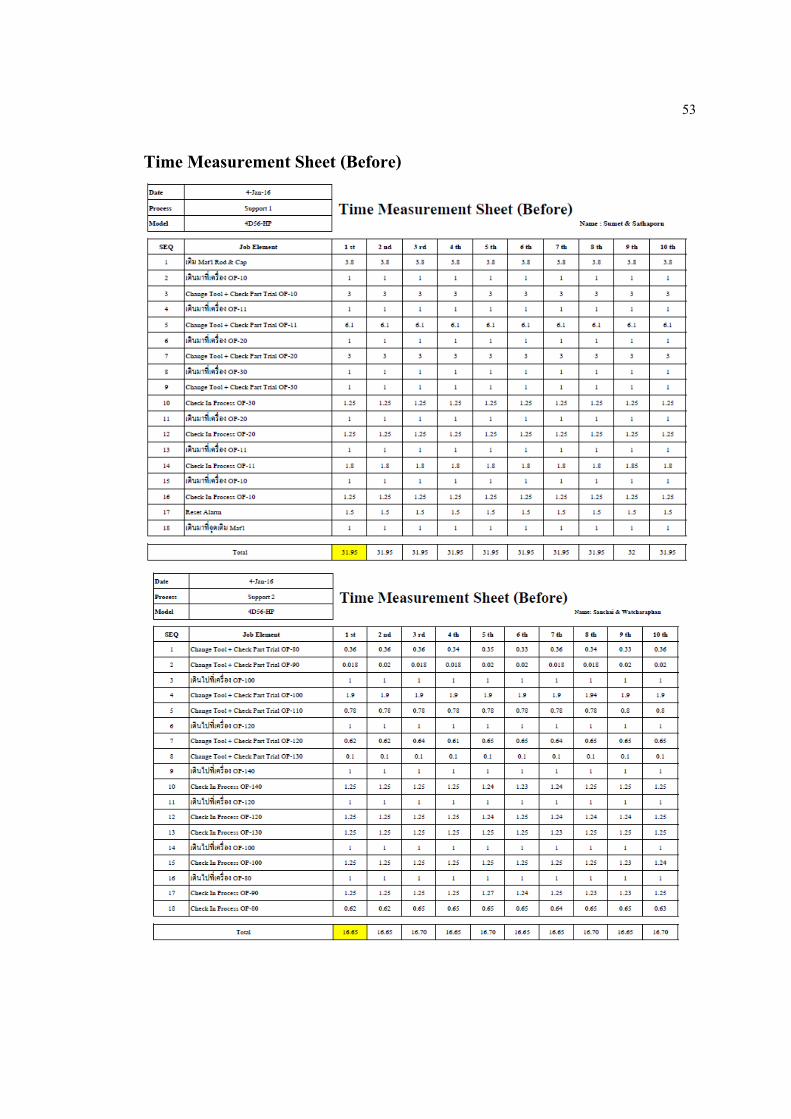
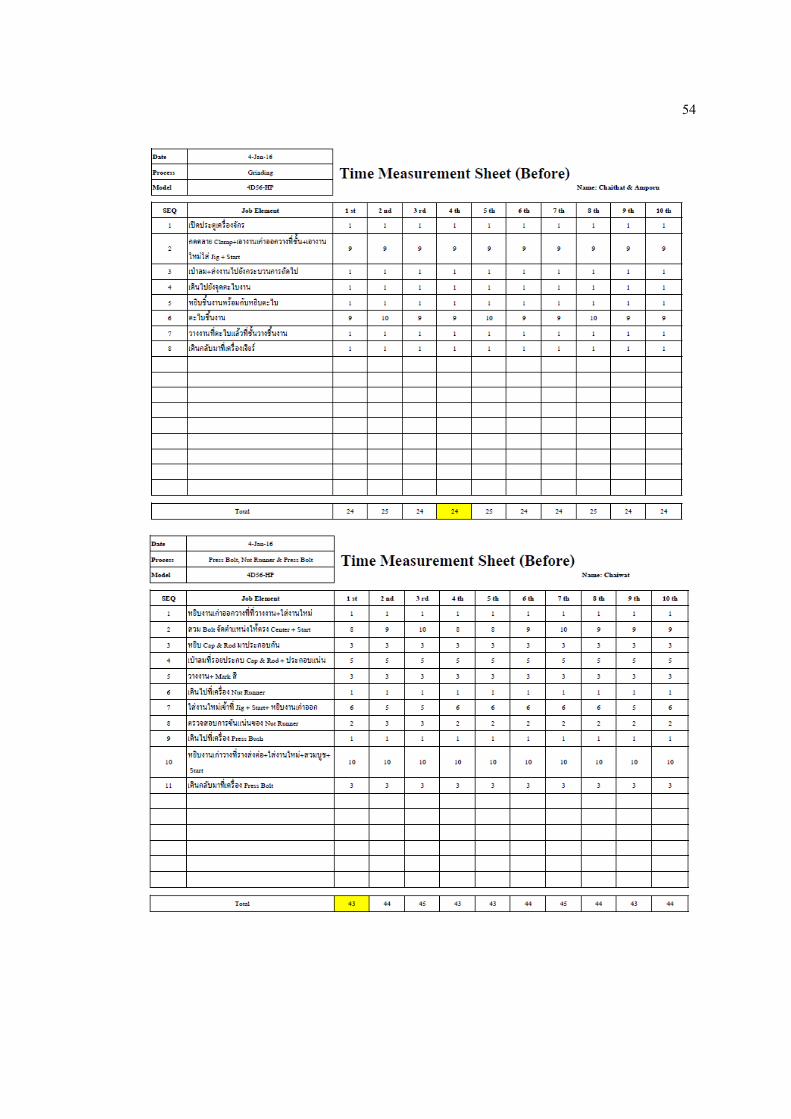
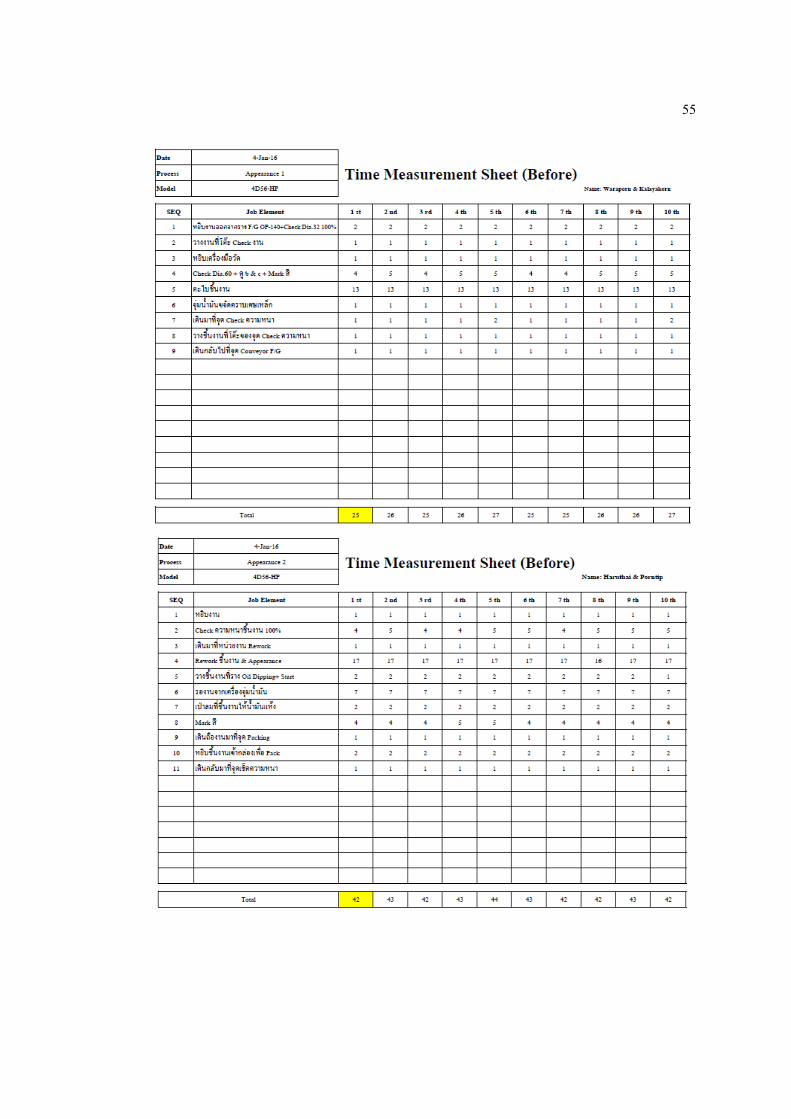
ภาพท 4-4 Time Measurement Sheet (Before) แบงออกไดเปน Time Measurement Sheet (Before) จากการจบเวลาในการท างานใน แตละกระบวนการกอนจากทมการแบงงานใหมแลวทงหมด 10 ครงในการปฏบตงานพบวาเวลาทดทสด คอ 42 วนาท
24
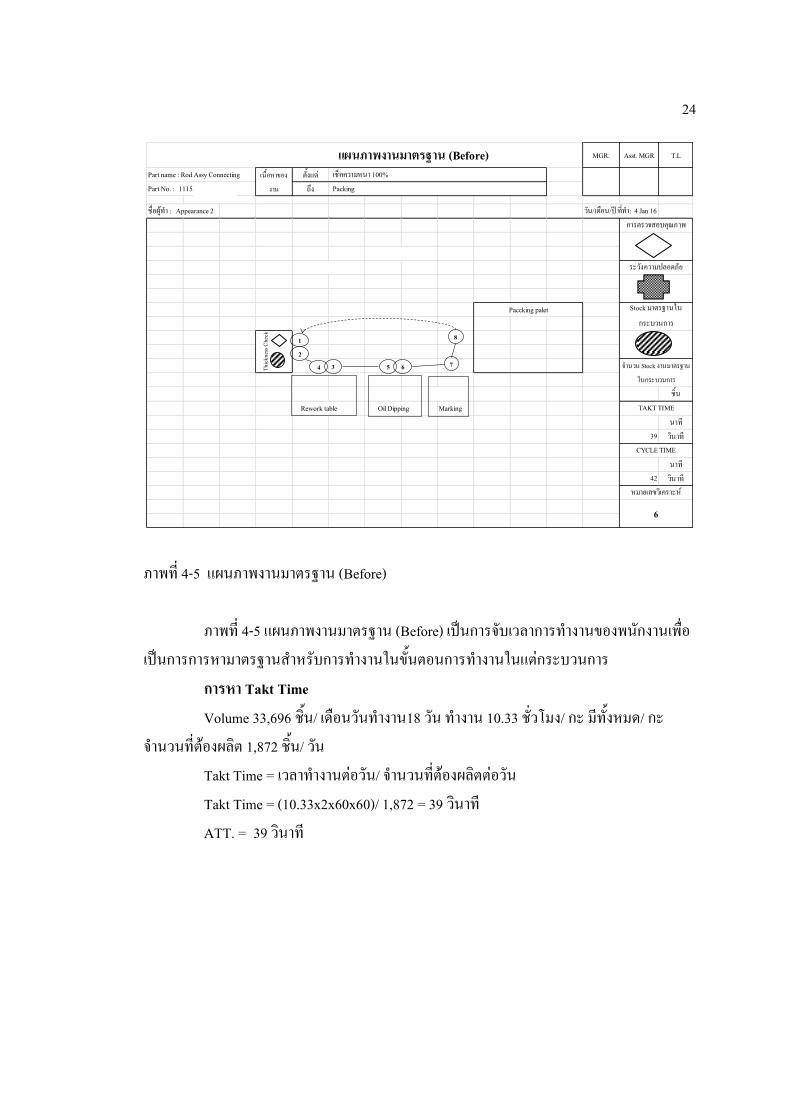
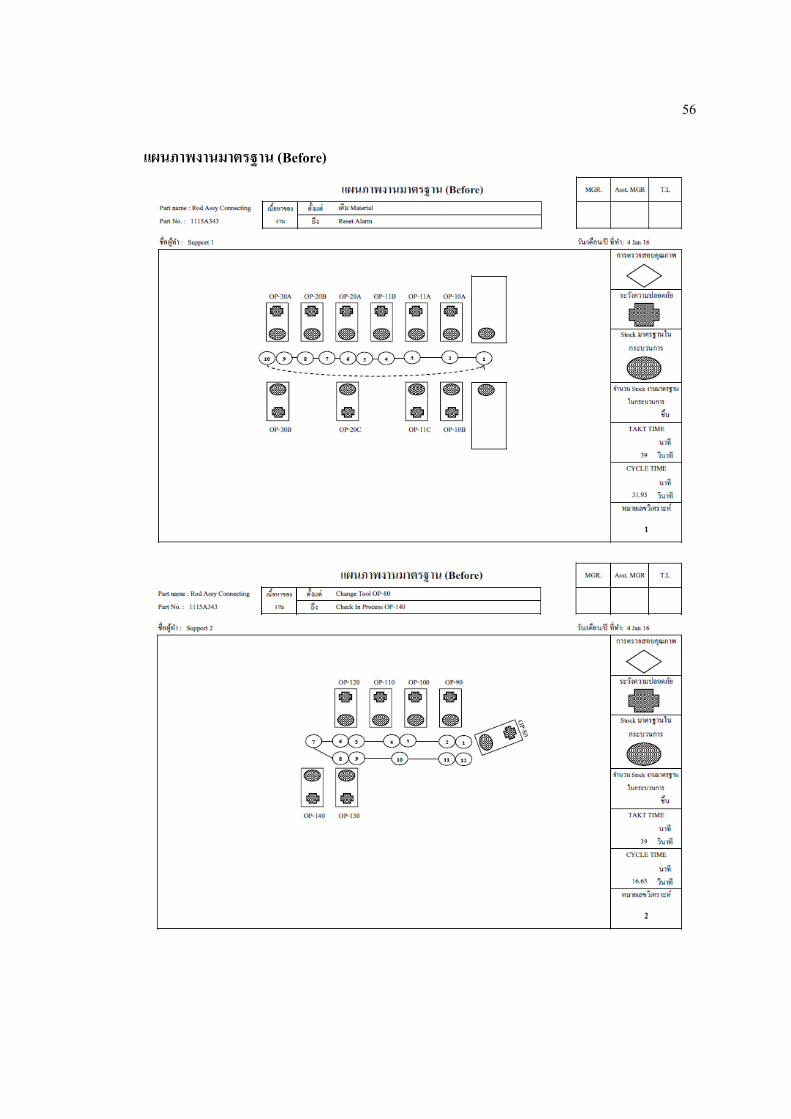
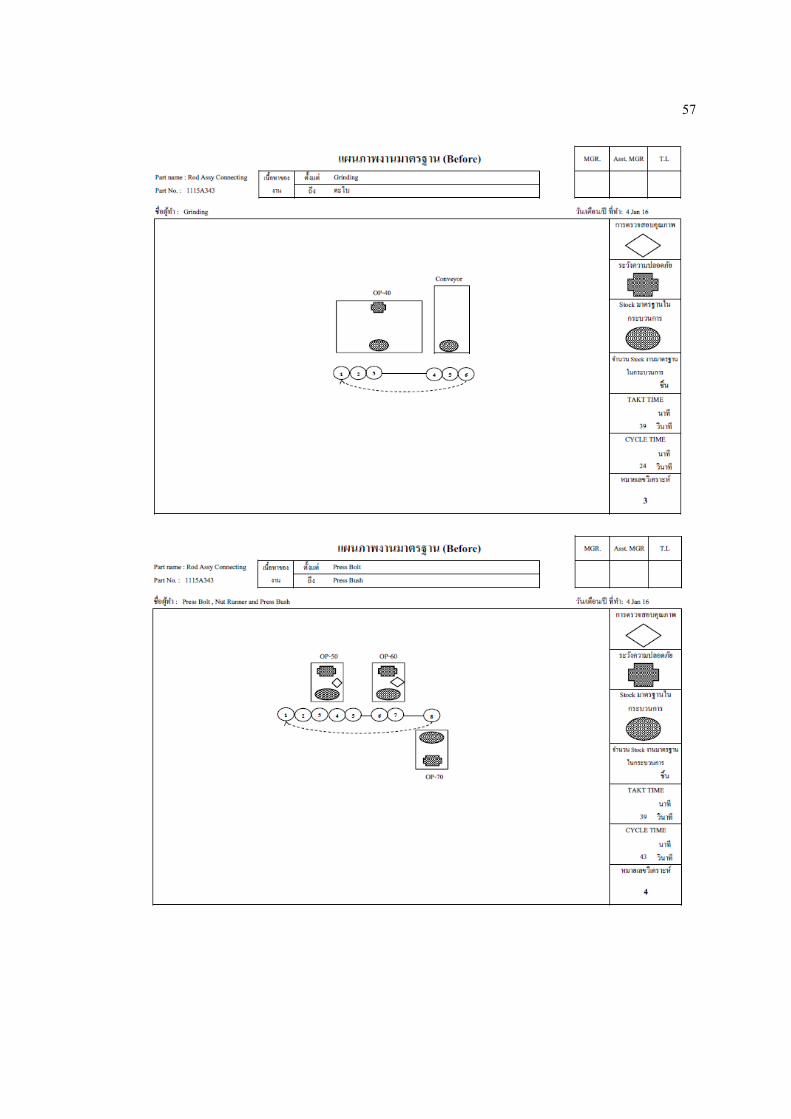
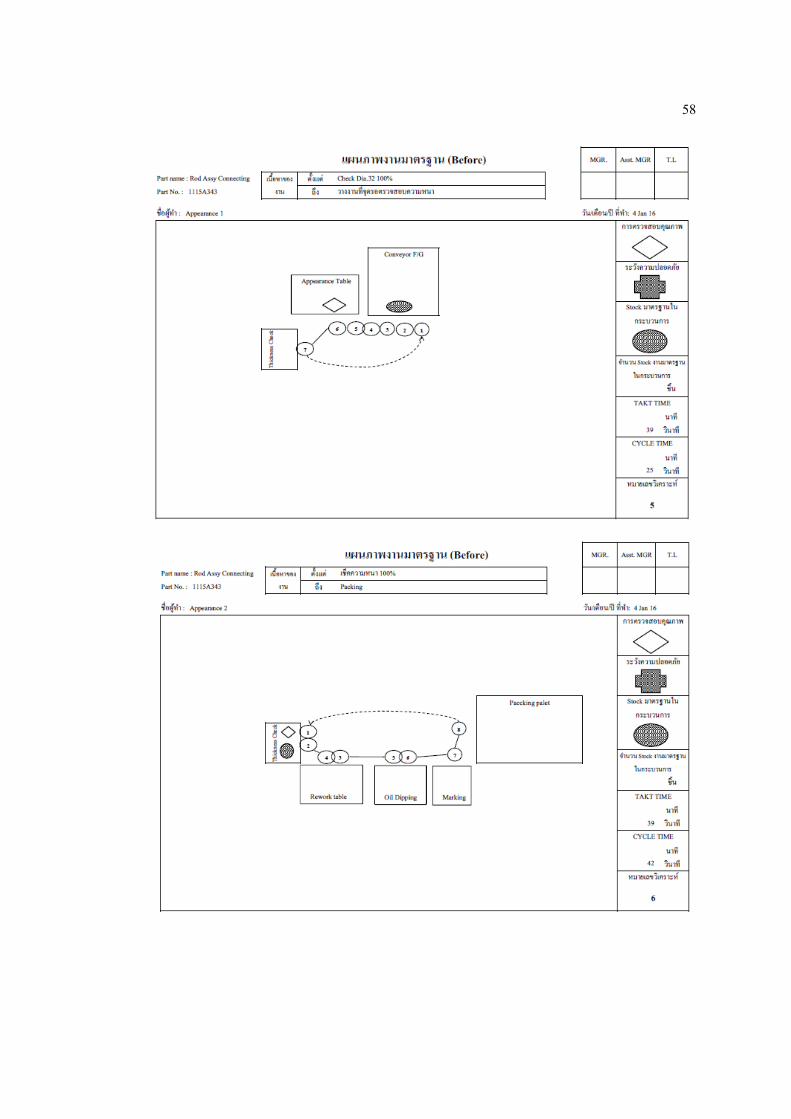
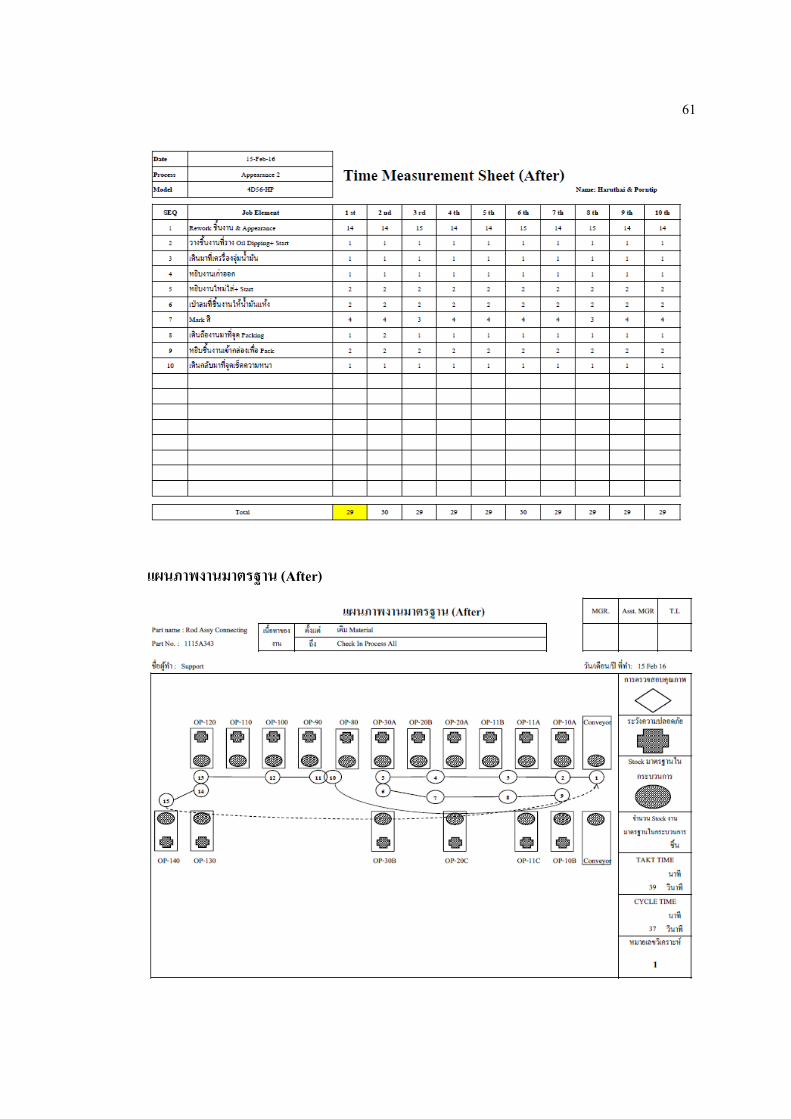
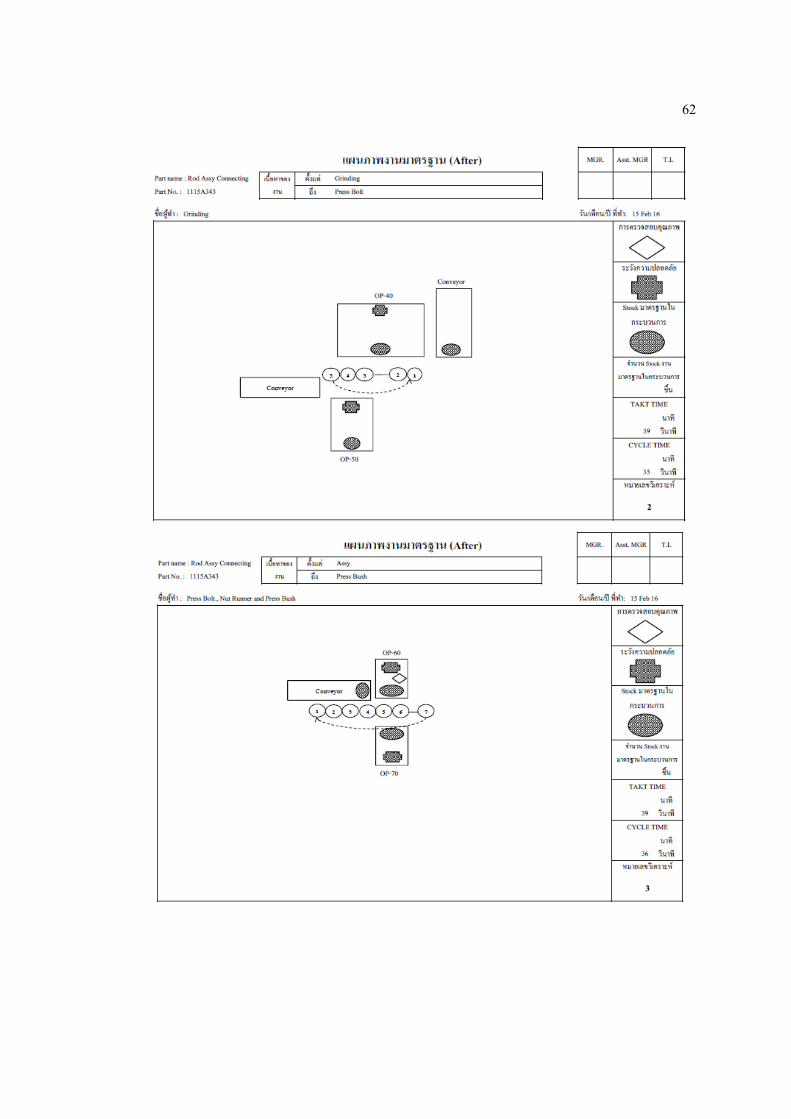
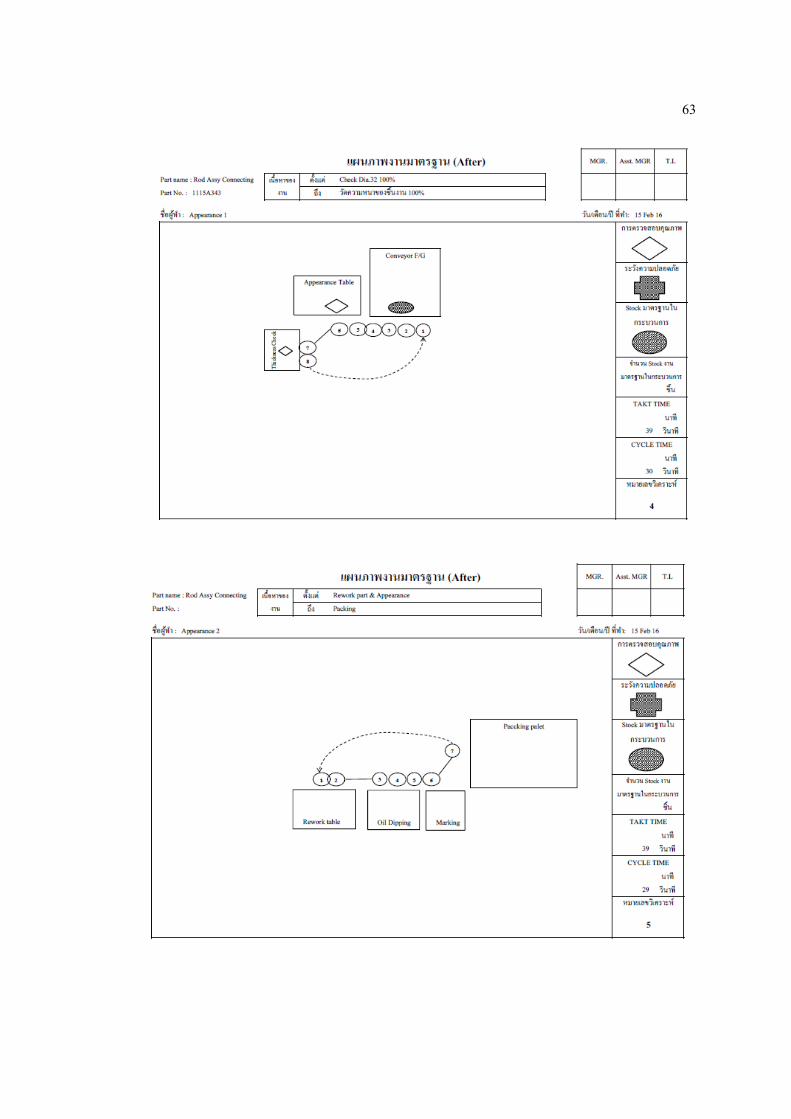
ภาพท 4-5 แผนภาพงานมาตรฐาน (Before) ภาพท 4-5 แผนภาพงานมาตรฐาน (Before) เปนการจบเวลาการท างานของพนกงานเพอเปนการการหามาตรฐานส าหรบการท างานในขนตอนการท างานในแตกระบวนการ การหา Takt Time Volume 33,696 ชน/ เดอนวนท างาน18 วน ท างาน 10.33 ชวโมง/ กะ มทงหมด/ กะ จ านวนทตองผลต 1,872 ชน/ วน Takt Time = เวลาท างานตอวน/ จ านวนทตองผลตตอวน Takt Time = (10.33x2x60x60)/ 1,872 = 39 วนาท ATT. = 39 วนาท
MGR. Asst. MGR T.L
Part name : Rod Assy Connecting ตงแตPart No. : 1115A343 ถง
ชอผท า : Appearance 2 วน/เดอน/ป ทท า: 4 Jan 16
ชน Oil Dipping Marking
นาท39 วนาท
นาท42 วนาท
CYCLE TIME
หมายเลขวเคราะห
6
Thick
ness
Chec
k
จ านวน Stock งานมาตรฐาน
ในกระบวนการ
Rework table TAKT TIME
Paccking palet Stock มาตรฐานใน
กระบวนการ
Packing
การตรวจสอบคณภาพ
ระวงความปลอดภย
แผนภาพงานมาตรฐาน (Before)เนอหาของ
งาน
เชคความหนา 100%
4
1
3 5 6 72
8
25
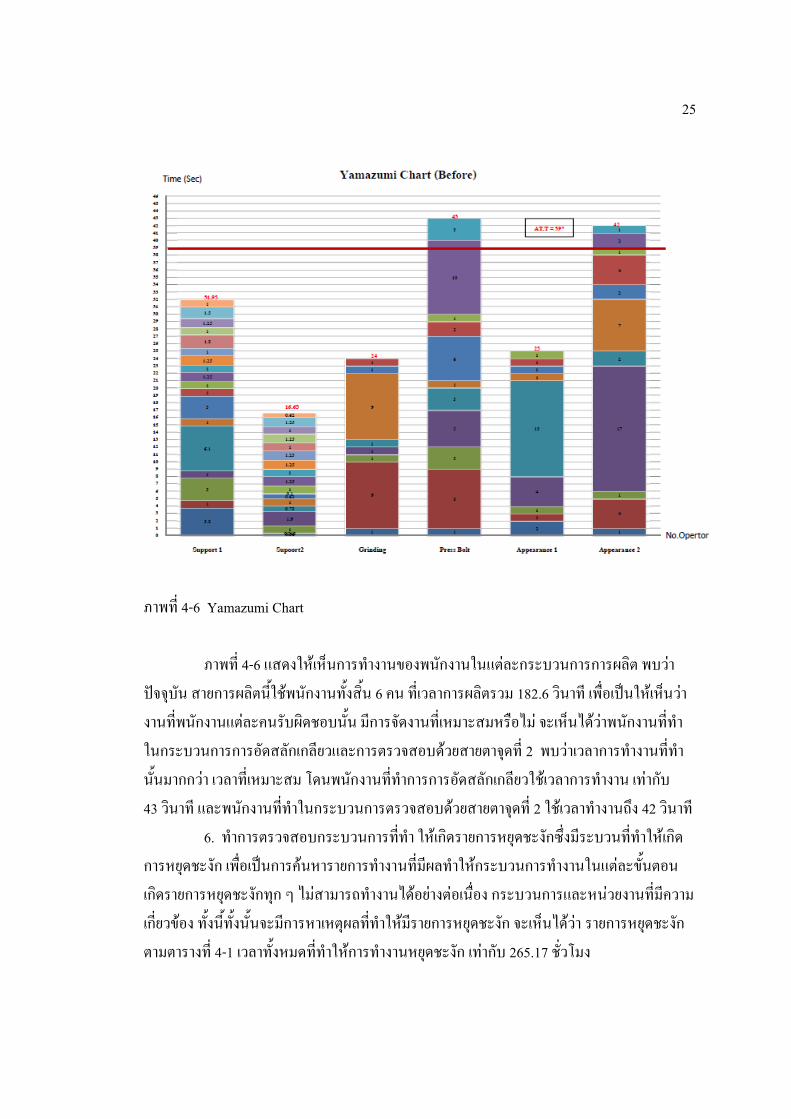
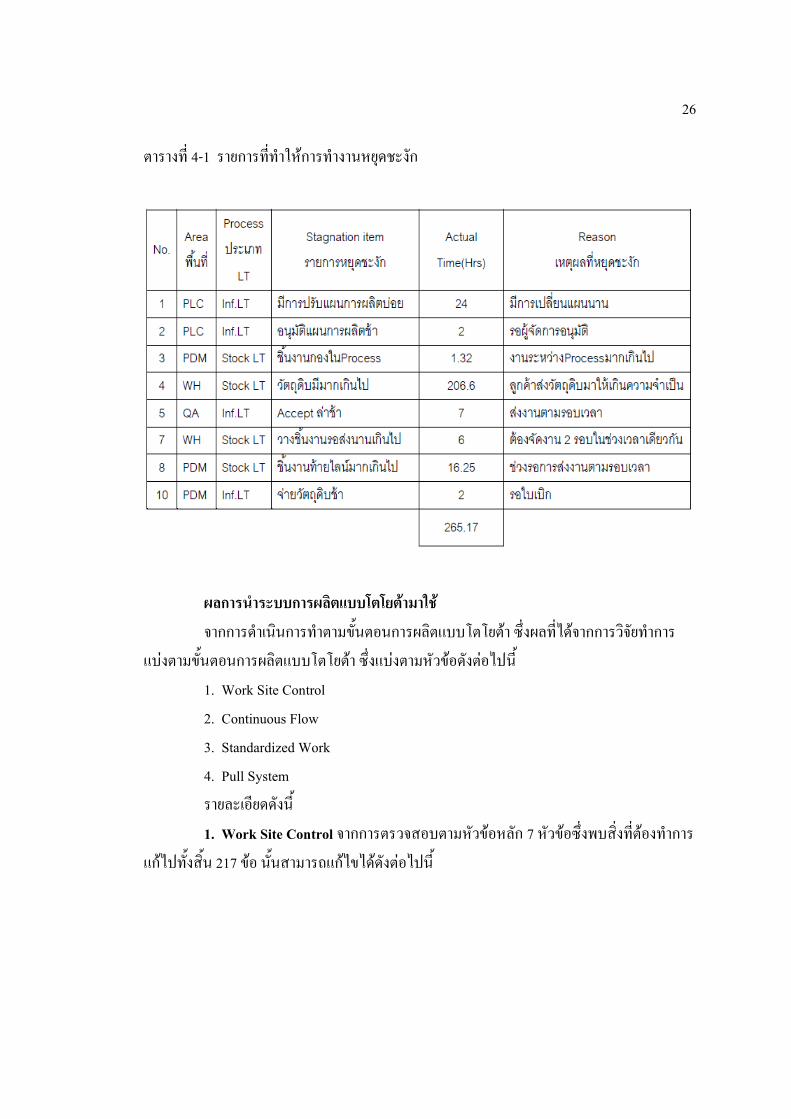
ภาพท 4-6 Yamazumi Chart ภาพท 4-6 แสดงใหเหนการท างานของพนกงานในแตละกระบวนการการผลต พบวาปจจบน สายการผลตนใชพนกงานทงสน 6 คน ทเวลาการผลตรวม 182.6 วนาท เพอเปนใหเหนวางานทพนกงานแตละคนรบผดชอบนน มการจดงานทเหมาะสมหรอไม จะเหนไดวาพนกงานทท าในกระบวนการการอดสลกเกลยวและการตรวจสอบดวยสายตาจดท 2 พบวาเวลาการท างานทท านนมากกวา เวลาทเหมาะสม โดนพนกงานทท าการการอดสลกเกลยวใชเวลาการท างาน เทากบ 43 วนาท และพนกงานทท าในกระบวนการตรวจสอบดวยสายตาจดท 2 ใชเวลาท างานถง 42 วนาท 6. ท าการตรวจสอบกระบวนการทท า ใหเกดรายการหยดชะงกซงมระบวนทท าใหเกดการหยดชะงก เพอเปนการคนหารายการท างานทมผลท าใหกระบวนการท างานในแตละขนตอนเกดรายการหยดชะงกทก ๆ ไมสามารถท างานไดอยางตอเนอง กระบวนการและหนวยงานทมความเกยวของ ทงนทงนนจะมการหาเหตผลทท าใหมรายการหยดชะงก จะเหนไดวา รายการหยดชะงก ตามตารางท 4-1 เวลาทงหมดทท าใหการท างานหยดชะงก เทากบ 265.17 ชวโมง
26
ตารางท 4-1 รายการทท าใหการท างานหยดชะงก
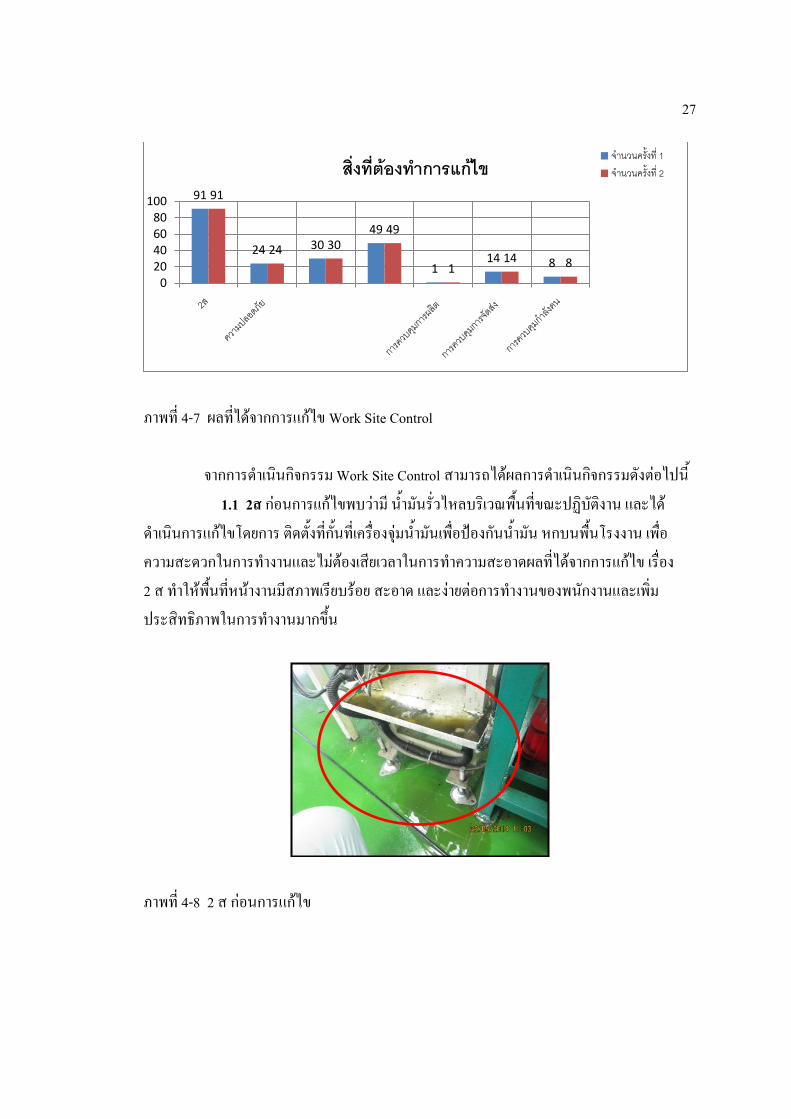
ผลการน าระบบการผลตแบบโตโยตามาใช จากการด าเนนการท าตามขนตอนการผลตแบบโตโยตา ซงผลทไดจากการวจยท าการแบงตามขนตอนการผลตแบบโตโยตา ซงแบงตามหวขอดงตอไปน 1. Work Site Control 2. Continuous Flow 3. Standardized Work 4. Pull System รายละเอยดดงน 1. Work Site Control จากการตรวจสอบตามหวขอหลก 7 หวขอซงพบสงทตองท าการแกไปทงสน 217 ขอ นนสามารถแกไขไดดงตอไปน
27
ภาพท 4-7 ผลทไดจากการแกไข Work Site Control จากการด าเนนกจกรรม Work Site Control สามารถไดผลการด าเนนกจกรรมดงตอไปน 1.1 2ส กอนการแกไขพบวาม น ามนรวไหลบรเวณพนทขณะปฏบตงาน และไดด าเนนการแกไขโดยการ ตดตงทกนทเครองจมน ามนเพอปองกนน ามน หกบนพนโรงงาน เพอความสะดวกในการท างานและไมตองเสยเวลาในการท าความสะอาดผลทไดจากการแกไข เรอง 2 ส ท าใหพนทหนางานมสภาพเรยบรอย สะอาด และงายตอการท างานของพนกงานและเพมประสทธภาพในการท างานมากขน
ภาพท 4-8 2 ส กอนการแกไข
91
24 30 49
1 14 8
91
24 30 49
1 14 8
020406080
100
สงทตองท ำกำรแกไข จ ำนวนครงท 1 จ ำนวนครงท 2

28
ภาพท 4-9 2 ส หลงการแกไข 1.2 ความปลอดภย กอนทพบสงผดปกตไมมการก าหนดเสนขอบเขตทชดเจน เพอปองกนการน าสงของมาวางกดขวางโดยการก าหนดขอบเขตพนทการตดตงใหชดเจน ซงผลทไดรบจากาการปรบปรงมองเหนไดชดเจน และไมมสงทไมจ าเปนมากดขวางผลทไดจากการแกไขเรองความปลอดภย มงเนนการสรางความปลอดภยในการท างาน ตองคนหาจดทเปนจดเสยงทสามารถกอใหเกดอนตรายในการท างาน มการชบงลกษณะเฉพาะใหชดเจน ใชงานไดงาย
ภาพท 4-10 ความปลอดภย กอนการแกไข
29
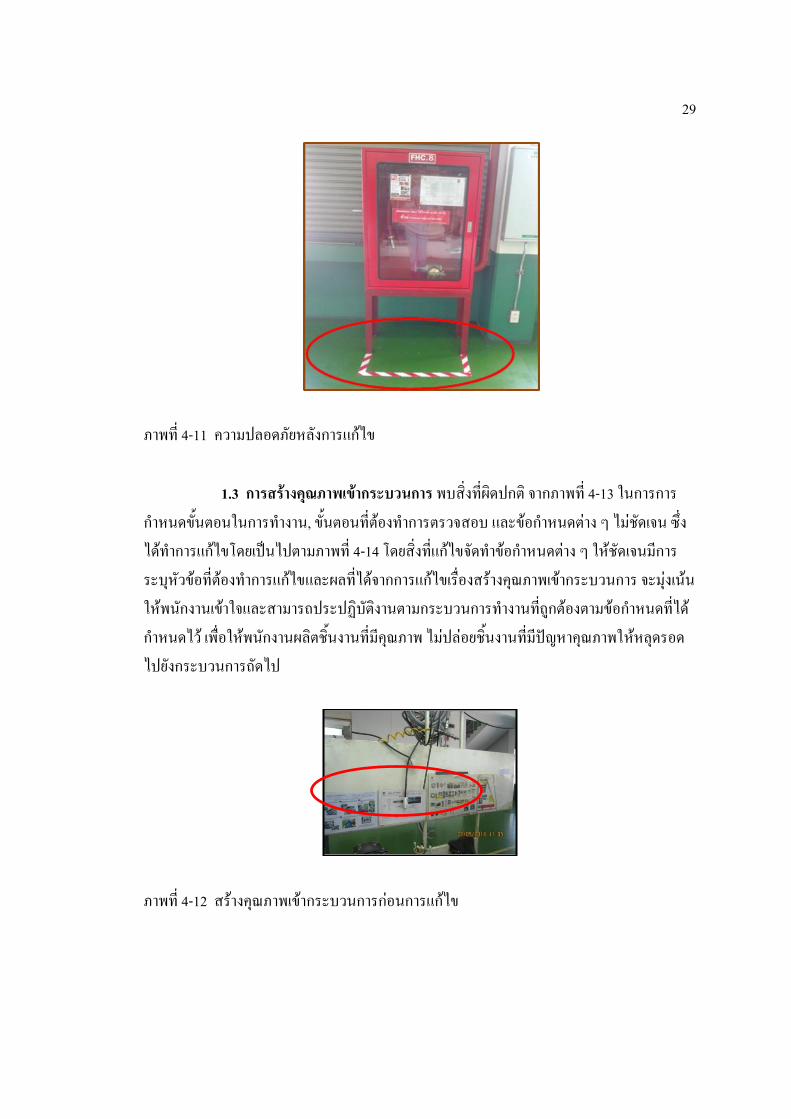
ภาพท 4-11 ความปลอดภยหลงการแกไข 1.3 การสรางคณภาพเขากระบวนการ พบสงทผดปกต จากภาพท 4-13 ในการการก าหนดขนตอนในการท างาน, ขนตอนทตองท าการตรวจสอบ และขอก าหนดตาง ๆ ไมชดเจน ซงไดท าการแกไขโดยเปนไปตามภาพท 4-14 โดยสงทแกไขจดท าขอก าหนดตาง ๆ ใหชดเจนมการระบหวขอทตองท าการแกไขและผลทไดจากการแกไขเรองสรางคณภาพเขากระบวนการ จะมงเนนใหพนกงานเขาใจและสามารถประปฏบตงานตามกระบวนการท างานทถกตองตามขอก าหนดทไดก าหนดไว เพอใหพนกงานผลตชนงานทมคณภาพ ไมปลอยชนงานทมปญหาคณภาพใหหลดรอดไปยงกระบวนการถดไป
ภาพท 4-12 สรางคณภาพเขากระบวนการกอนการแกไข
30
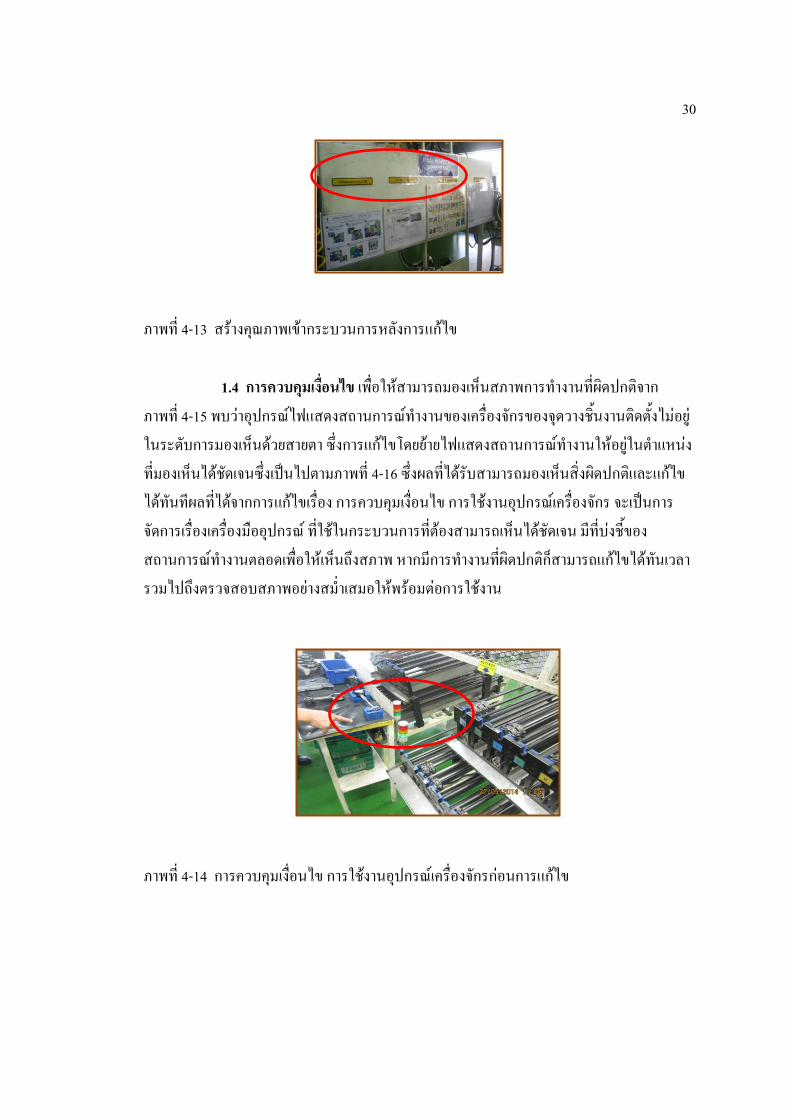
ภาพท 4-13 สรางคณภาพเขากระบวนการหลงการแกไข
1.4 การควบคมเงอนไข เพอใหสามารถมองเหนสภาพการท างานทผดปกตจาก ภาพท 4-15 พบวาอปกรณไฟแสดงสถานการณท างานของเครองจกรของจดวางชนงานตดตงไมอยในระดบการมองเหนดวยสายตา ซงการแกไขโดยยายไฟแสดงสถานการณท างานใหอยในต าแหนงทมองเหนไดชดเจนซงเปนไปตามภาพท 4-16 ซงผลทไดรบสามารถมองเหนสงผดปกตและแกไขไดทนทผลทไดจากการแกไขเรอง การควบคมเงอนไข การใชงานอปกรณเครองจกร จะเปนการจดการเรองเครองมออปกรณ ทใชในกระบวนการทตองสามารถเหนไดชดเจน มทบงชของสถานการณท างานตลอดเพอใหเหนถงสภาพ หากมการท างานทผดปกตกสามารถแกไขไดทนเวลา รวมไปถงตรวจสอบสภาพอยางสม าเสมอใหพรอมตอการใชงาน ภาพท 4-14 การควบคมเงอนไข การใชงานอปกรณเครองจกรกอนการแกไข
31
ภาพท 4-15 การควบคมเงอนไข การใชงานอปกรณเครองจกรหลงการแกไข 1.5 การควบคมการผลต จากภาพท 4-16 ปายรายการควบคมการผลตรายละเอยดไมครบถวน มการระบแคจ านวนชนงานทตองการท าการผลตและยอดรวมเทานน โดยสงทด าเนนแกไขท าการ ใสรายละเอยดในปายใหครบถวน เวลาในการท างาน ผลผลตทไดในแตละชวโมง, ยอดรวมสะสม, ประสทธภาพการท างานรายชวโมง รวมไปถงปญหาทเกดขนจากการผลตรายชวโมงจากการแกด าเนนการแกไขเปนตามภาพท 4-17 ผลทไดรบเพอรายงานผลและแกไขสงผดปรกตไมใหเกดซ าในกระบวนการผลทไดจากการแกไขเรอง การควบคมการผลตท าใหทราบประสทธภาพการท างานของสายการผลตหากเกดปญหาทเกดจากกระบวนการผลตทท าไมสามารถผลตงานไดกสามารถแกไขปญหาไดทนท
ภาพท 4-16 การควบคมการผลตกอนการแกไข
32
ภาพท 4-17 การควบคมการผลตหลงการแกไข 1.6 การควบคมการจดสง จากสงทผดปกตภาพท 4-18 ไมทราบสถานะของการจดสงของแตละลกคาในแตละวน ท าใหไมทราบสถานะของการจดสงชนงานของแตละลกคา โดยการแกไขการจดท าปายควบคมการจดสงสนคาเพอระบสถานะ ตงแตการรบค าสงซอ การจดเตรยมชนงานตลอดจน การจดสงชนงานใหกบลกคาตามชวงเวลาทไดก าหนดไว ตามภาพท 4-19 โดยผลทไดจากการแกไข ทราบสถานะกระบวนการการจดสงของแตละลกคาผลทไดจากการแกไขปญหาเรองการควบคมการจดสงคอมการจดการในกระบวนการจดสงไมวาจะเปนการจดเตรยมสนคาใหทนตอเวลาการจดสง พนททรอการจดสงทเหมาะสม จดโหลดสนคาทเพยงพอกบปรมาณการรบ สงสนคา รวมไปถงรอบเวลาการสงงานใหกบลกคา และสามารถทราบไดถงสถานะ ตงแตการรบค าสงซอ จนไปถง จดสงสนคาใหลกคาในแตละรอบวาสามารถจดสงไดตามรอบททางลกคาก าหนดไวหรอไม
ภาพท 4-18 การควบคมการจดสงกอนการแกไข
33
ภาพท 4-19 การควบคมการจดสงหลงการแกไข 1.7 การควบคมก าลงคน ซงกอนการแกไขไมมปายควบคมก าลงคน ท าใหไมทราบสถานะของจ านวนพนกงานท ขาด-ลา จงไมสามารถจดก าลงคนทมความเหมาะสมเขามาท างานแทน มผลท าใหสายการผลตหยดชะงกได ซงการจดก าลงคนทดแทนมความจ าเปนอยางมาก หากมการจดคนทไมมความเหมาะสมเขามาในกระบวนการผลต กอาจจะสงผลตอคณภาพของงานทตองออกมาจากกระบวนการผลตเชนกน สงทด าเนนแกไขโดยการจดท าปายควบคมก าลงคนและแสดงสถานการณมาท างานซง ผลทไดจากการ เพอใหสามารถจดการก าลงคนไดอยางเหมาะสม จากการแกไขปญหาเรองการควบคมก าลงคน ท าใหทราบจ านวนและสถานะของพนกงาน ทมาปฏบตงานในแตละวน กรณทพนกงานประจ าไมมาสามารถ สามารถก าหนดพนกงานทสามารถท างานปฏบตงานแทนกนได ท าใหสายงานไม มการหยดชะงกเนองจากปญหาขาดก าลงคนในการท างาน และสามารถระบความสามารถในแตละต าแหนงงาน สามารถจดการการเรองก าลงคนไดอยางถกตองและเหมาะสม
34
ภาพท 4-20 การควบคมก าลงคนหลงการแกไข
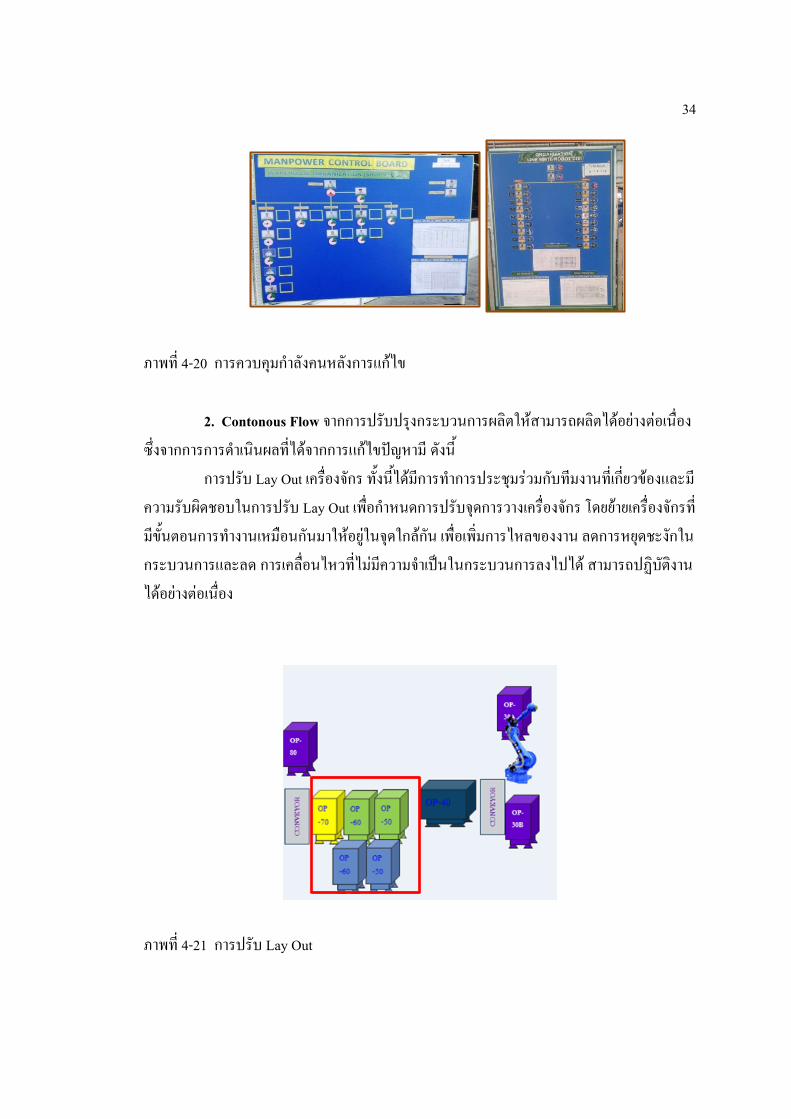
2. Contonous Flow จากการปรบปรงกระบวนการผลตใหสามารถผลตไดอยางตอเนอง ซงจากการการด าเนนผลทไดจากการแกไขปญหาม ดงน การปรบ Lay Out เครองจกร ทงนไดมการท าการประชมรวมกบทมงานทเกยวของและม ความรบผดชอบในการปรบ Lay Out เพอก าหนดการปรบจดการวางเครองจกร โดยยายเครองจกรทมขนตอนการท างานเหมอนกนมาใหอยในจดใกลกน เพอเพมการไหลของงาน ลดการหยดชะงกในกระบวนการและลด การเคลอนไหวทไมมความจ าเปนในกระบวนการลงไปได สามารถปฏบตงานไดอยางตอเนอง
ภาพท 4-21 การปรบ Lay Out
35
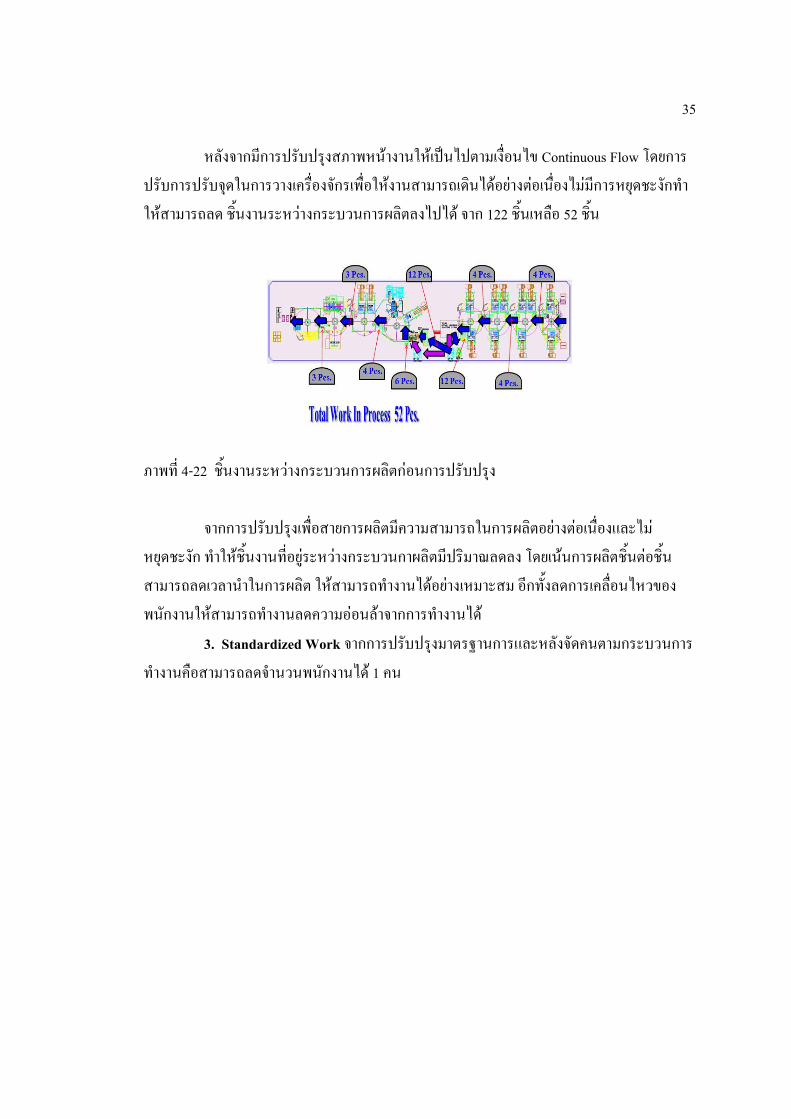
หลงจากมการปรบปรงสภาพหนางานใหเปนไปตามเงอนไข Continuous Flow โดยการปรบการปรบจดในการวางเครองจกรเพอใหงานสามารถเดนไดอยางตอเนองไมมการหยดชะงกท าใหสามารถลด ชนงานระหวางกระบวนการผลตลงไปได จาก 122 ชนเหลอ 52 ชน
ภาพท 4-22 ชนงานระหวางกระบวนการผลตกอนการปรบปรง จากการปรบปรงเพอสายการผลตมความสามารถในการผลตอยางตอเนองและไมหยดชะงก ท าใหชนงานทอยระหวางกระบวนกาผลตมปรมาณลดลง โดยเนนการผลตชนตอชน สามารถลดเวลาน าในการผลต ใหสามารถท างานไดอยางเหมาะสม อกทงลดการเคลอนไหวของพนกงานใหสามารถท างานลดความออนลาจากการท างานได 3. Standardized Work จากการปรบปรงมาตรฐานการและหลงจดคนตามกระบวนการท างานคอสามารถลดจ านวนพนกงานได 1 คน
36
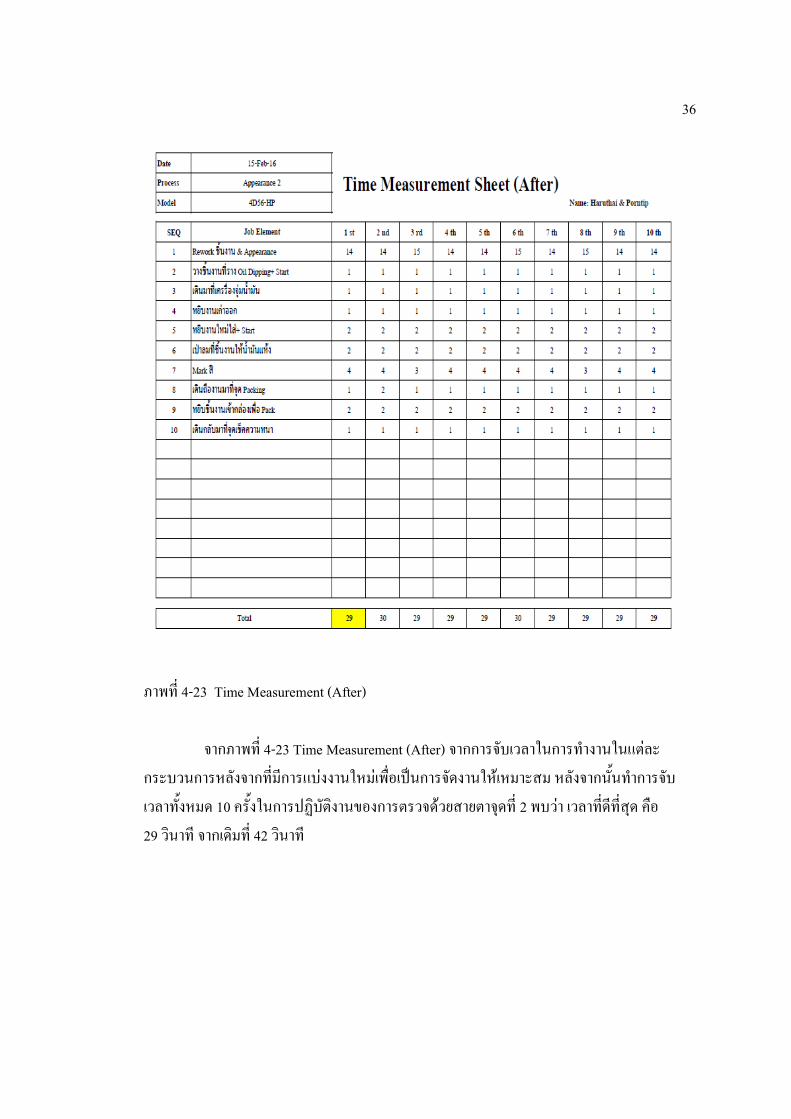
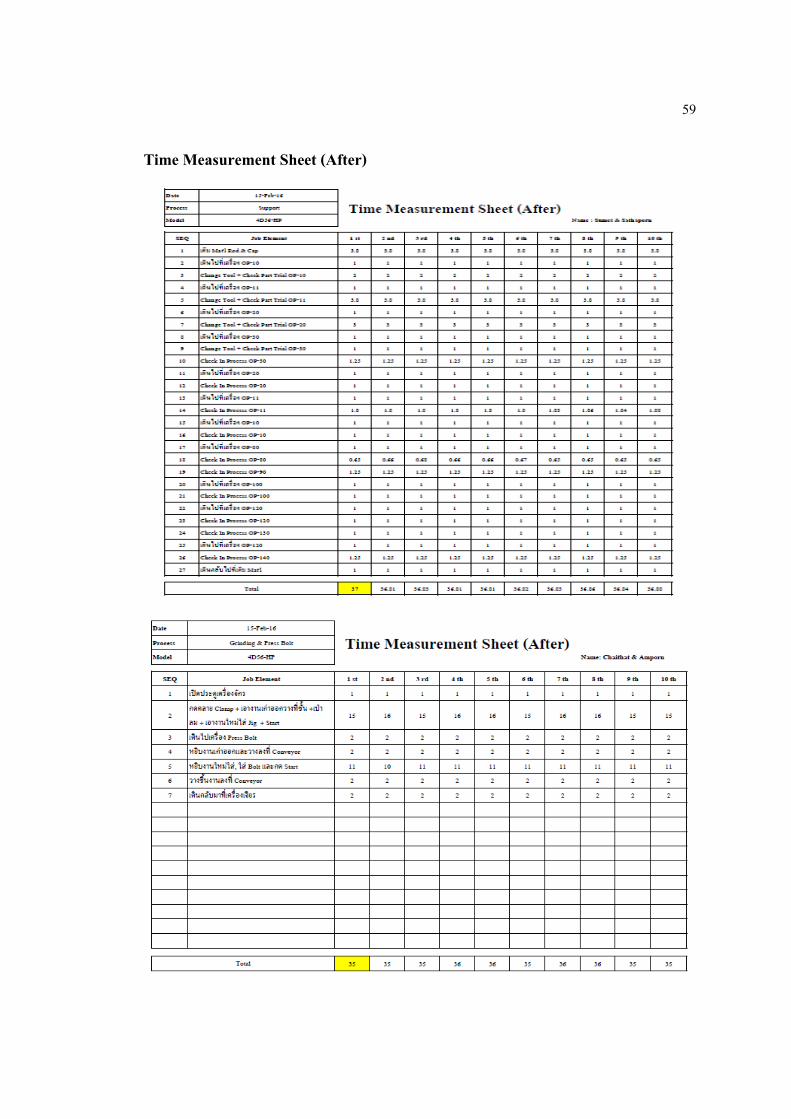
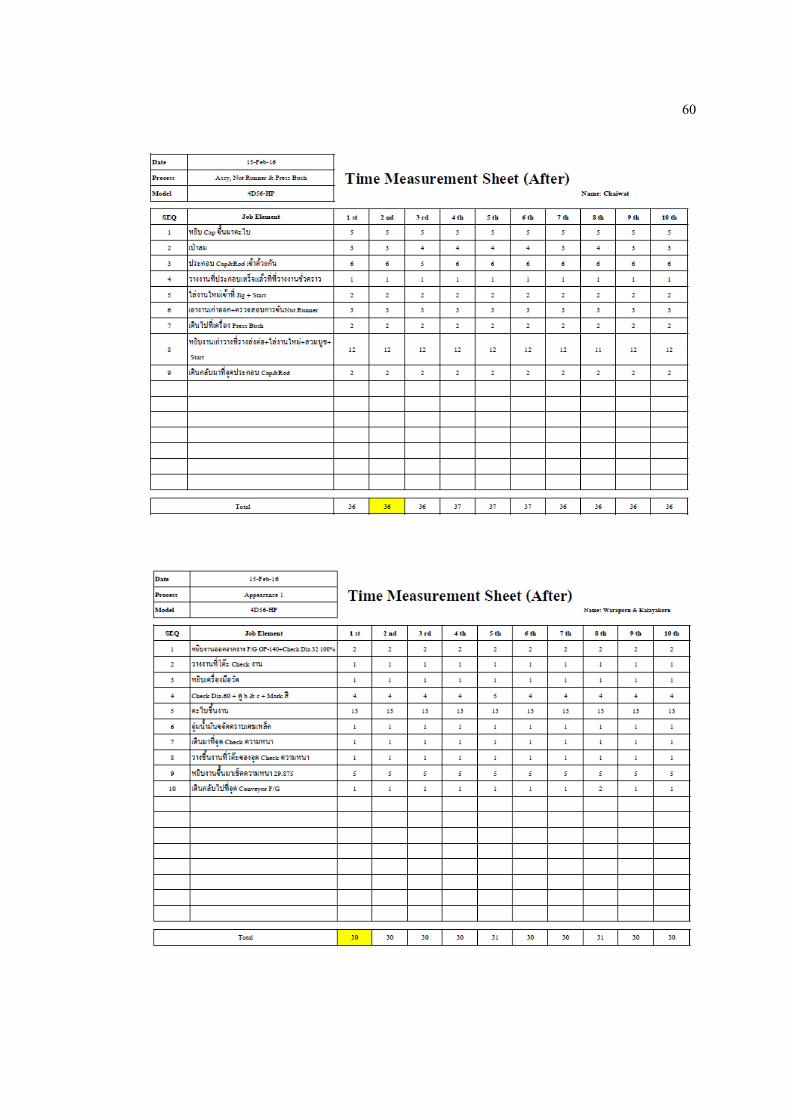
ภาพท 4-23 Time Measurement (After) จากภาพท 4-23 Time Measurement (After) จากการจบเวลาในการท างานในแตละกระบวนการหลงจากทมการแบงงานใหมเพอเปนการจดงานใหเหมาะสม หลงจากนนท าการจบเวลาทงหมด 10 ครงในการปฏบตงานของการตรวจดวยสายตาจดท 2 พบวา เวลาทดทสด คอ 29 วนาท จากเดมท 42 วนาท
37
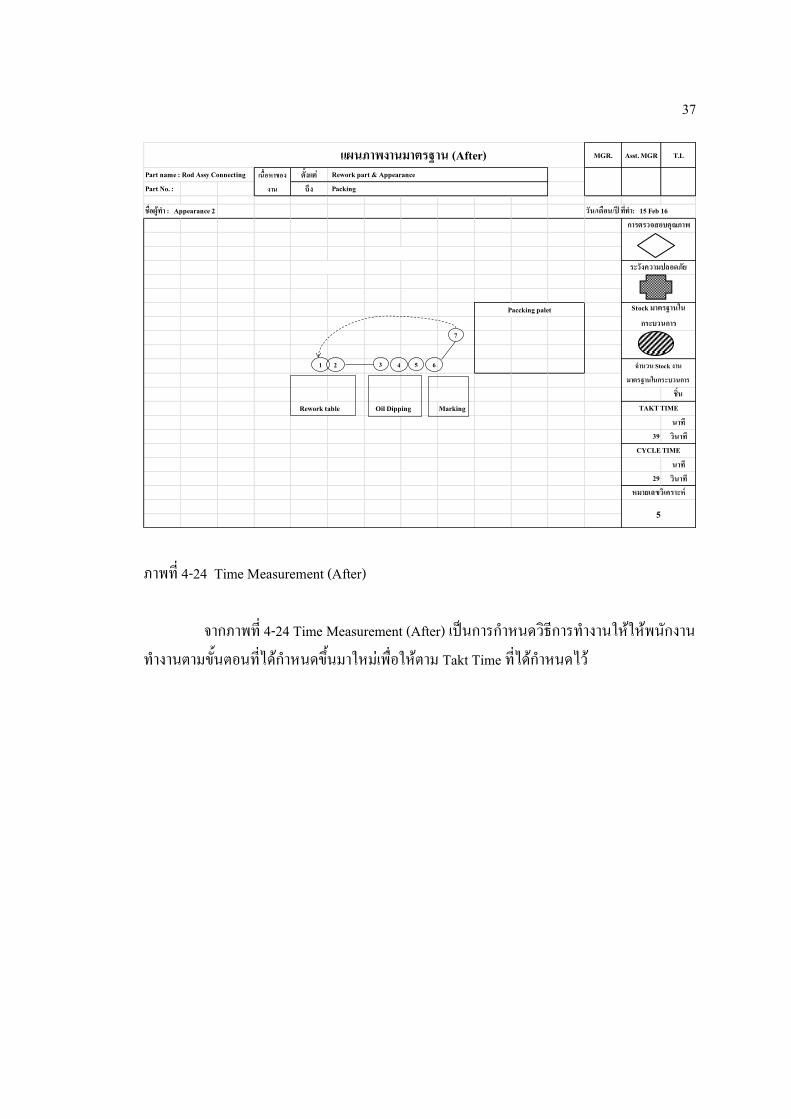
ภาพท 4-24 Time Measurement (After) จากภาพท 4-24 Time Measurement (After) เปนการก าหนดวธการท างานใหใหพนกงานท างานตามขนตอนทไดก าหนดขนมาใหมเพอใหตาม Takt Time ทไดก าหนดไว
MGR. Asst. MGR T.L
Part name : Rod Assy Connecting ตงแตPart No. : ถง
ชอผท า : Appearance 2 วน/เดอน/ป ทท า: 15 Feb 16
ชน Oil Dipping Marking
นาท39 วนาท
นาท29 วนาท
CYCLE TIME
หมายเลขวเคราะห
5
Paccking palet Stock มาตรฐานใน
กระบวนการ
จ านวน Stock งาน
มาตรฐานในกระบวนการ
Rework table TAKT TIME
การตรวจสอบคณภาพ
ระวงความปลอดภย
Packing
แผนภาพงานมาตรฐาน (After)เนอหาของ
งาน
Rework part & Appearance
41 3 5 6
7
2
38
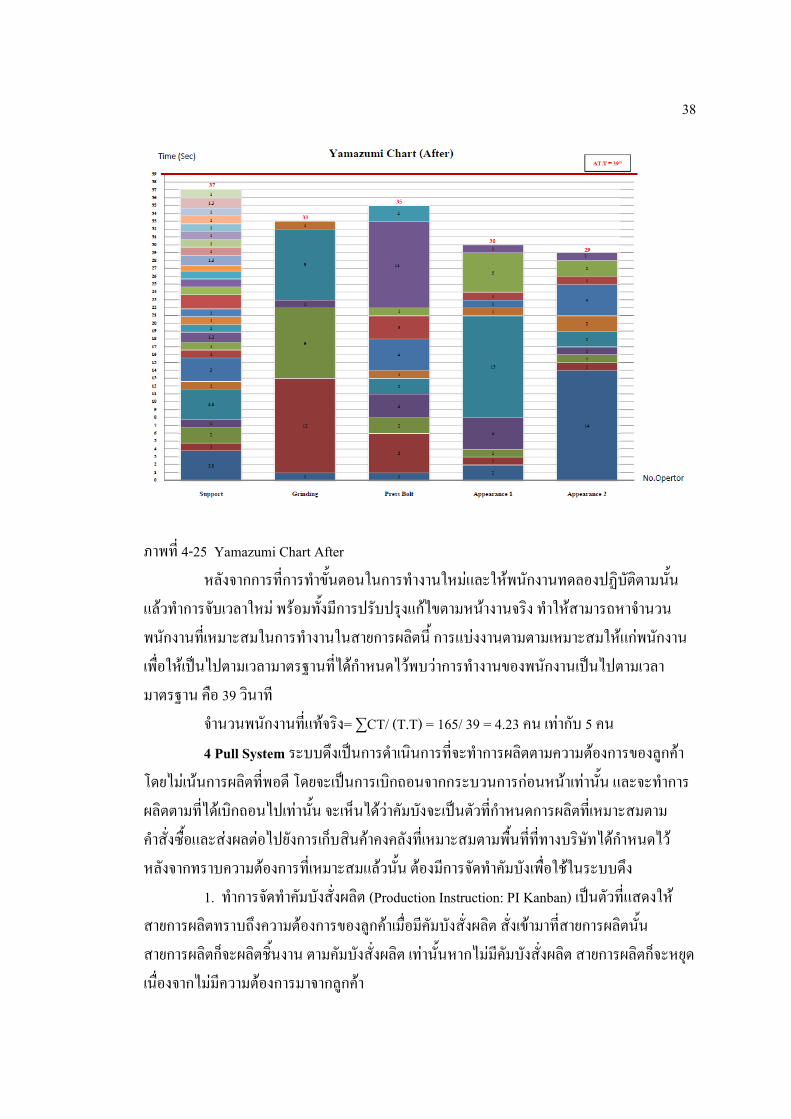
ภาพท 4-25 Yamazumi Chart After หลงจากการทการท าขนตอนในการท างานใหมและใหพนกงานทดลองปฏบตตามนนแลวท าการจบเวลาใหม พรอมทงมการปรบปรงแกไขตามหนางานจรง ท าใหสามารถหาจ านวนพนกงานทเหมาะสมในการท างานในสายการผลตน การแบงงานตามตามเหมาะสมใหแกพนกงาน เพอใหเปนไปตามเวลามาตรฐานทไดก าหนดไวพบวาการท างานของพนกงานเปนไปตามเวลามาตรฐาน คอ 39 วนาท จ านวนพนกงานทแทจรง= ∑CT/ (T.T) = 165/ 39 = 4.23 คน เทากบ 5 คน 4 Pull System ระบบดงเปนการด าเนนการทจะท าการผลตตามความตองการของลกคาโดยไมเนนการผลตทพอด โดยจะเปนการเบกถอนจากกระบวนการกอนหนาเทานน และจะท าการผลตตามทไดเบกถอนไปเทานน จะเหนไดวาคมบงจะเปนตวทก าหนดการผลตทเหมาะสมตามค าสงซอและสงผลตอไปยงการเกบสนคาคงคลงทเหมาะสมตามพนทททางบรษทไดก าหนดไว หลงจากทราบความตองการทเหมาะสมแลวนน ตองมการจดท าคมบงเพอใชในระบบดง 1. ท าการจดท าคมบงสงผลต (Production Instruction: PI Kanban) เปนตวทแสดงใหสายการผลตทราบถงความตองการของลกคาเมอมคมบงสงผลต สงเขามาทสายการผลตนน สายการผลตกจะผลตชนงาน ตามคมบงสงผลต เทานนหากไมมคมบงสงผลต สายการผลตกจะหยดเนองจากไมมความตองการมาจากลกคา
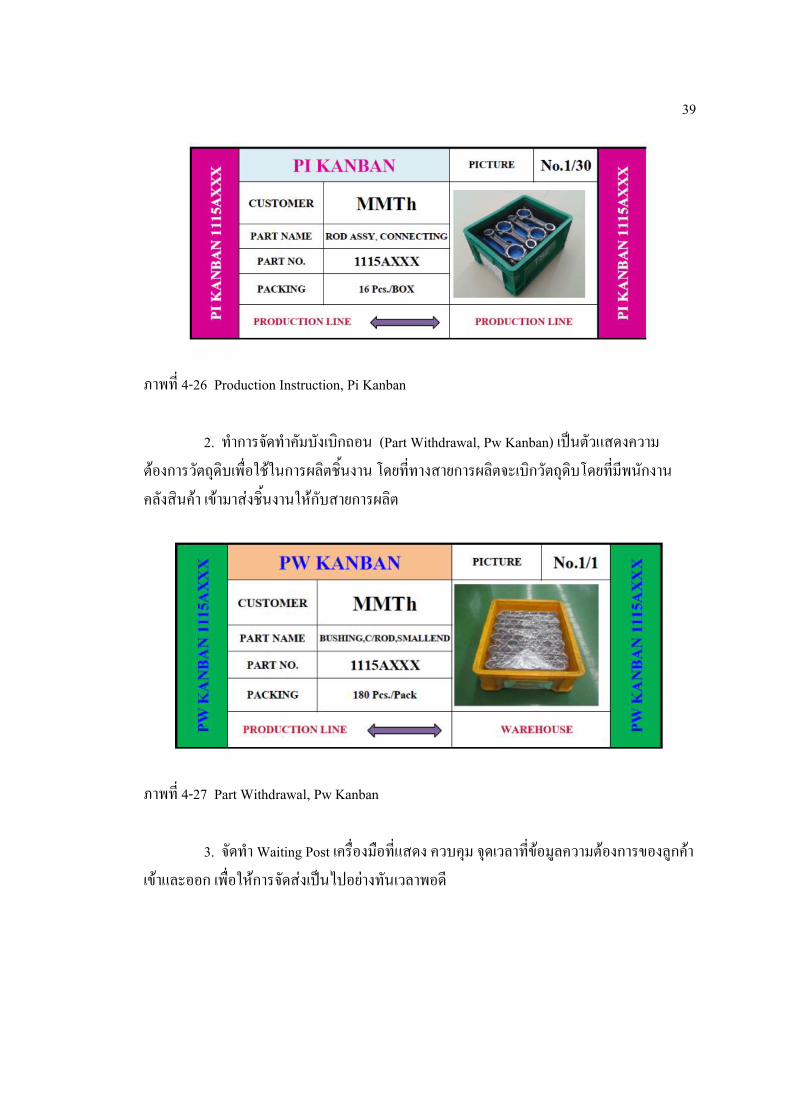
39
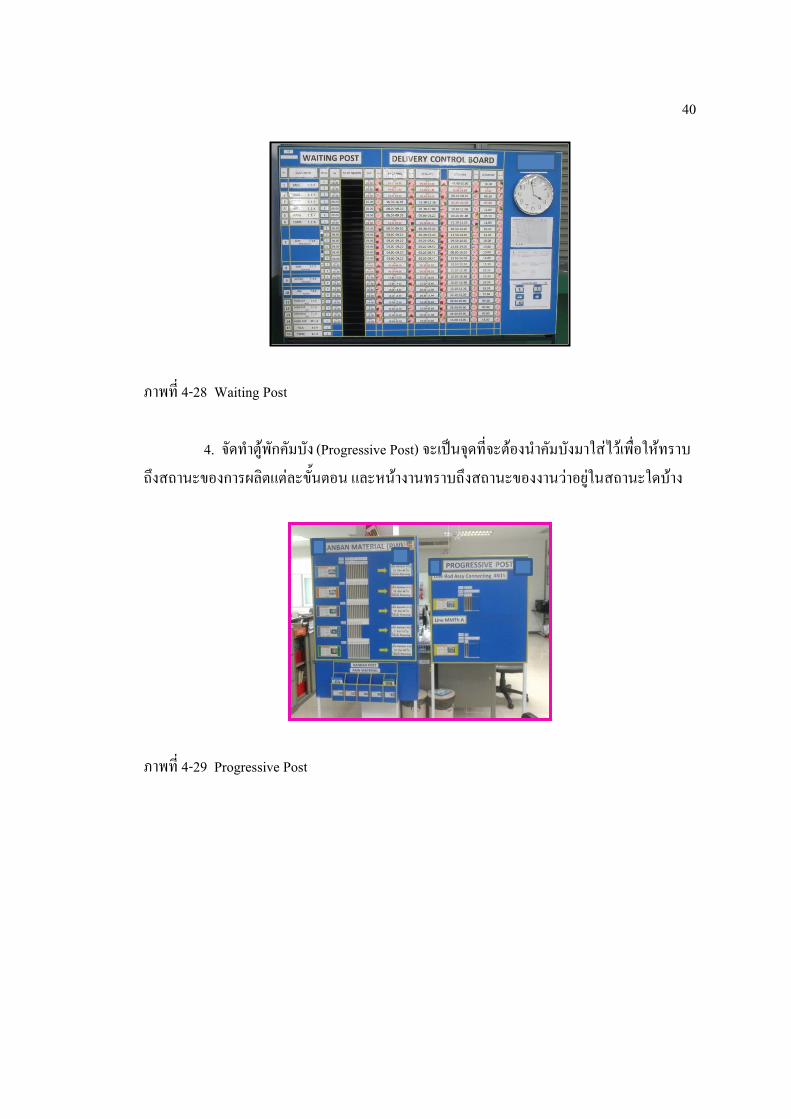
ภาพท 4-26 Production Instruction, Pi Kanban 2. ท าการจดท าคมบงเบกถอน (Part Withdrawal, Pw Kanban) เปนตวแสดงความตองการวตถดบเพอใชในการผลตชนงาน โดยททางสายการผลตจะเบกวตถดบโดยทมพนกงานคลงสนคา เขามาสงชนงานใหกบสายการผลต
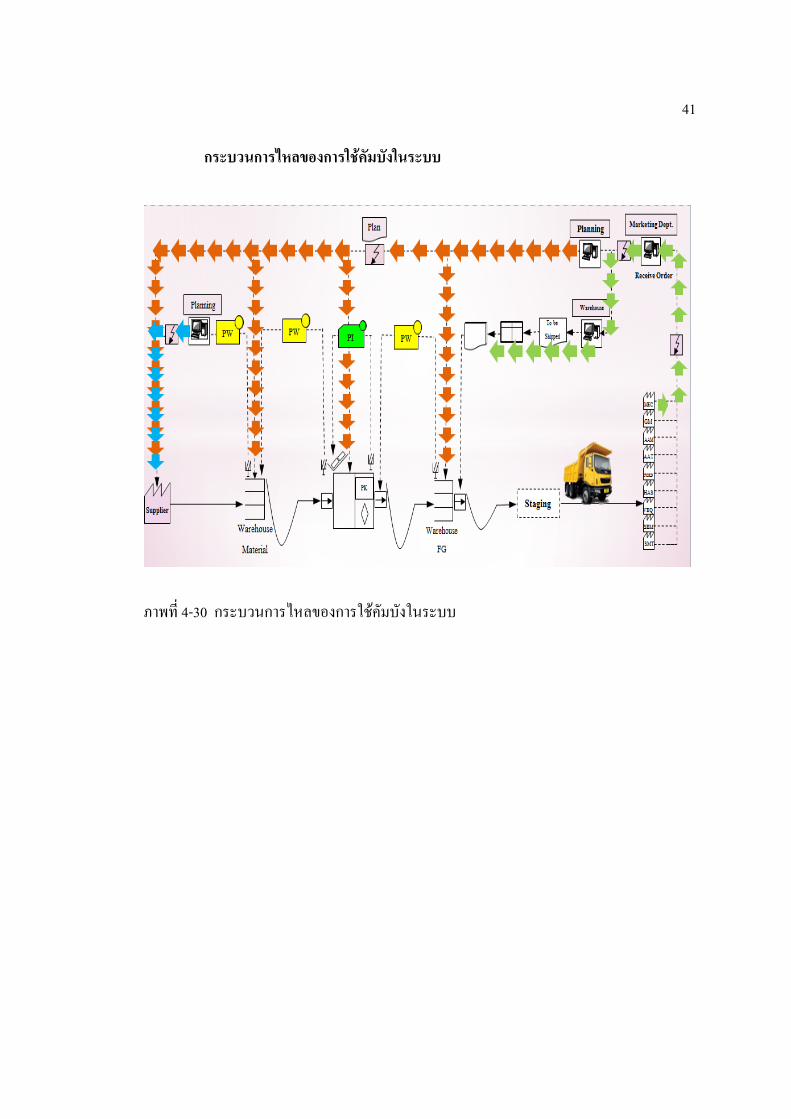
ภาพท 4-27 Part Withdrawal, Pw Kanban 3. จดท า Waiting Post เครองมอทแสดง ควบคม จดเวลาทขอมลความตองการของลกคา เขาและออก เพอใหการจดสงเปนไปอยางทนเวลาพอด
40
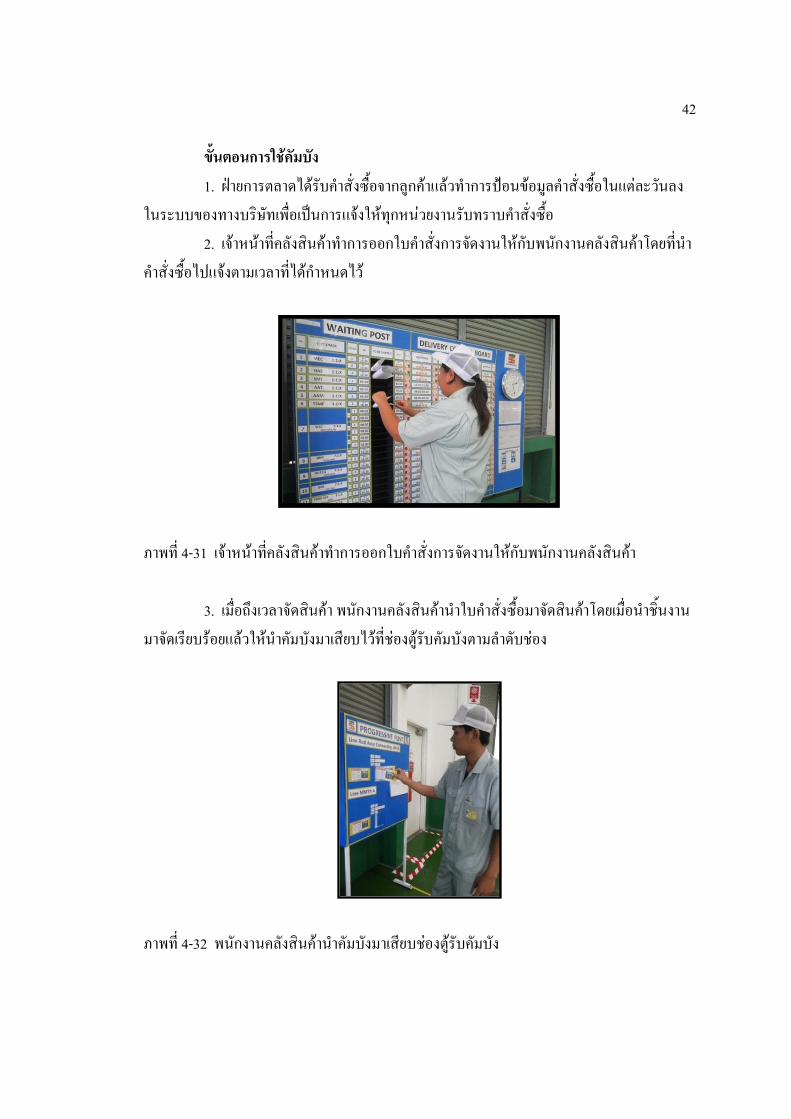
ภาพท 4-28 Waiting Post 4. จดท าตพกคมบง (Progressive Post) จะเปนจดทจะตองน าคมบงมาใสไวเพอใหทราบถงสถานะของการผลตแตละขนตอน และหนางานทราบถงสถานะของงานวาอยในสถานะใดบาง
ภาพท 4-29 Progressive Post
41
กระบวนการไหลของการใชคมบงในระบบ
ภาพท 4-30 กระบวนการไหลของการใชคมบงในระบบ
42
ขนตอนการใชคมบง 1. ฝายการตลาดไดรบค าสงซอจากลกคาแลวท าการปอนขอมลค าสงซอในแตละวนลงในระบบของทางบรษทเพอเปนการแจงใหทกหนวยงานรบทราบค าสงซอ 2. เจาหนาทคลงสนคาท าการออกใบค าสงการจดงานใหกบพนกงานคลงสนคาโดยทน าค าสงซอไปแจงตามเวลาทไดก าหนดไว
ภาพท 4-31 เจาหนาทคลงสนคาท าการออกใบค าสงการจดงานใหกบพนกงานคลงสนคา 3. เมอถงเวลาจดสนคา พนกงานคลงสนคาน าใบค าสงซอมาจดสนคาโดยเมอน าชนงานมาจดเรยบรอยแลวใหน าคมบงมาเสยบไวทชองตรบคมบงตามล าดบชอง
ภาพท 4-32 พนกงานคลงสนคาน าคมบงมาเสยบชองตรบคมบง
43
4. เมอถงเวลาทไดก าหนดไว ใหน าคมบงทกลองตรบคมบงไปดงชนงานทบรเวณทายสายการผลต 5. ใหดง PI ทตดทกลองชนงานแลวน าไปเสยบไวทกลองพกคมบง เพอใหทางสายการผลตน าไปใชในการสงผลต 5.1 เมอทางสายการผลตไดรบคมบงสงผลต (PI Kanban: Production Instruction) เพอใชในการสง การผลตแลวนน ทางสายการผลตกท าการเบกวตถดบโดยใชคมบงเบกวตถดบ (Pw Kanban: Part Withdrawal) ในการแจงใหคลงสนคารบทราบ เมอสายการผลตใชวตดบสนคากลองสดทายเขาสายการผลตจะท าการกดสญญาณไปยงคลงสนคาเพอแจงใหพนกงานคลงสนคารบทราบเพอน าวตถดบเขามาสงโดยน าคมบงเบกวตถดบส าหรบสายการผลตเสยบไวยงจดพก คมบง 5.2 เมอพนกงานสนคาเหนสญญาณแจงเรยกวตถดบตามรายการวตถดบนนกจะน าวตถดบเขาไปจายใหกบสายการผลตพรอมทงหยบคมบงเบกวตถดบส าหรบคลงสนคา เสยบไวยงจดพกคมบงทคลงสนคา 5.3 เมอพนกงานคลงสนคาถงจดจายวตถดบทท าการเรยกแลวนน ใหน าคมบงเบกวตถดบส าหรบสายการผลต มาตดทกลองชนงานเพอเปนการยนยนวาไดท าการจายวตถดบเขาสายเรยบรอยแลว 5.4 ส าหรบการจดเกบและการใชคมบงเบกวตถดบส าหรบคลงสนคา เพอใชในการสงเรยกชนงานจากผผลตวตถดบนน ๆ จะก าหนดตามระยะเวลาการสงซอของแตละชนงานเพอเปนการรกษาระดบจ านวนคลงสนคาใหอยในระดบทเหมาะสม เมอถงจ านวนทตองสงซอทางพนกงานคลงสนคาจะท าการแจงใหเจาหนาทวางแผนการผลตท าการสงซอวตถเขามาใหทนตามเวลาทตองการ หากไมไดรบคมบงเบกวตถดบส าหรบสายการผลต เพอเบกวตถดบเพอใชในการผลตนนทางคลงสนคากจะไมไดมการแจงใหเจาหนาทวางแผนการผลตท าการสงซอวตถดบ เพอเปนการควบคมปรมาณวตถดบไมใหมมากเกนไป 6. กรณทไปดงชนงานแลวไดตามเวลาทก าหนดไว เมอผลตชนงานครบตามคมบงแลว ใหทางสายการผลตกดสญญาณไปทคลงสนคาเพอใหรบชนงานททายสายการผลต
44
ภาพท 4-33 พนกงานฝายผลตกดสญญาณเพอเรยกวตถดบและเกบสนคาส าเรจรป 7. น าชนงานมาจดเกบทคลงสนคาใหเรยบรอยพรอมกบตดปายเขากอนออกกอน 8. กรณไมมค าสงซอจากลกคามานนกจะไมมการ คมบงสงผลต (PI Kanban: Production Instruction) ส าหรบการผลต ดงนนถาสายการผลตไมไดรบการแจง คมบงสงผลต (PI Kanban: Production Instruction) สายการผลตกสามารถหยดการผลต นนหมายถงสายการผลตไมตองท าการเพอมาเปนสตอคทคลงสนคาเกนความตองการของลกคา เปนการควบคมปรมาณสนคาส าเรจรปใหอยในปรมาณทพอดกบความตองการของลกคา รวมไปถงการจดการพนทการจดเกบสนคาทมอยอยางจ ากดไดอยางเหมาะสม ผลจากการทการใชระบบ Pull System จะเหนไดวาเมอมการน าระบบ Pull System เขามาใชในการด าเนนการผลต สามารถแกไขปญหาไดดงตอไปน 1. ปรมาณวตถดบทมสนคาคงคลงทงสน 5 วน 2. พนททใชในการจดเกบสนคา 25 ตารางเมตร 3. เวลาทรายการหยดชะงกทนานเกนไปเหลอเพยง 114.06 ชวโมง ทงนยงท าการแกไขรายการทท าการการด าเนนงานหยดชะงก โดนการหาเหตผลทท าใหเกดการชะงก แนวทางทจะท า รวมไปถงวธการแกไข ซงสามารถลดเวลาทท าใหเกดรายการหยดชะงกตาม
45
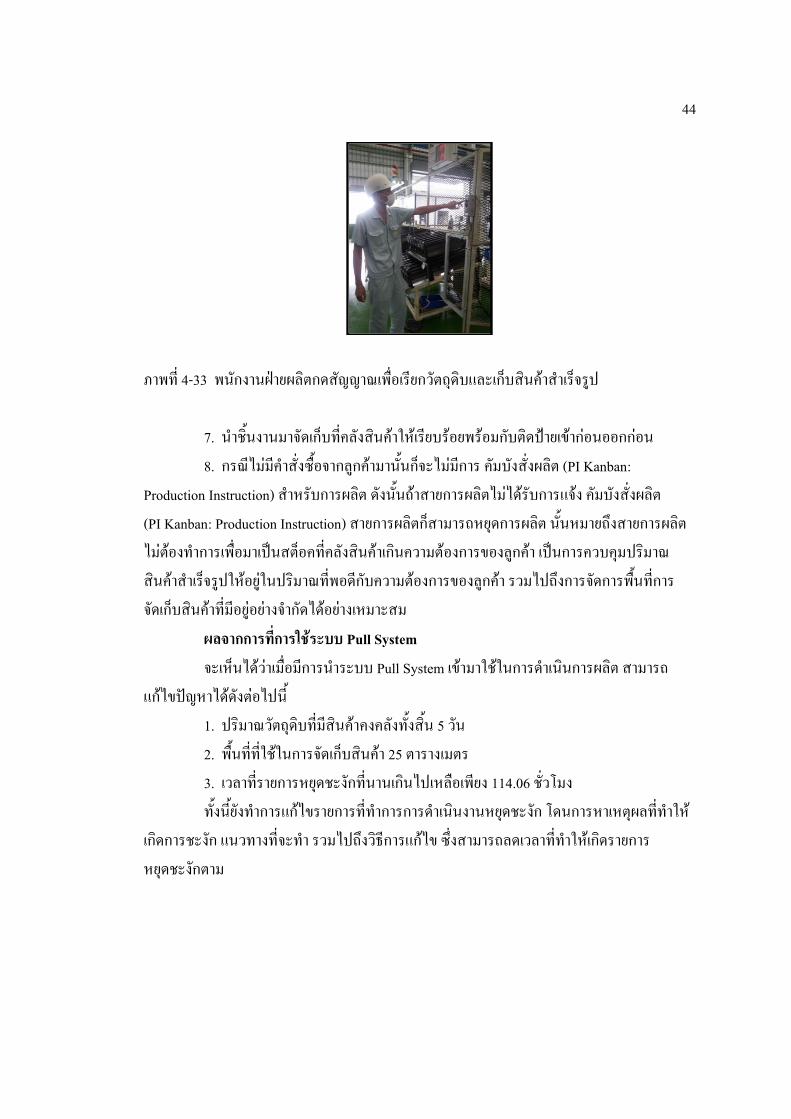
ตารางท 4-2 รายการทท าใหการท างานหยดชะงกหลงการปรบปรง
No. Area
พนท
Process
ประเภท
LT
Stagnation item
รายการหยดชะงก
Actual
Time (Hrs)
Reason
เหตผลทหยดชะงก
Ideal System
แนวทางทจะท า
Result
(Hrs)
Kaizen Ideal
วธการปรบปรง
RESP
ผรบผดชอบ
1 PLC Inf.LT มการปรบแผนการผลตบอย 24 มการเปลยนแผนนาน ก าหนดแผนการผลตโดยใช
Kanban เขามาชวย
1 ใชKanban Planning
2 PLC Inf.LT อนมตแผนการผลตชา 2 รอผจดการอนมต แจงขออนมตแผนทนททเสรจ 1 แจงขออนมตแผนทนททเสรจ Planning
3 PDM Stock LT ชนงานกองในProcess 1.32 งานระหวางProcessมากเกนไป ปรบกวระบวนการผลตให
เดนงานไดงายและสะดวก
0.56 ท าการปรบตามกระบวนการ
Continuos FlowและStandardized Work
PDE
4 WH Stock LT วตถดบมมากเกนไป 206.6 ลกคาสงวตถดบมาใหเกนความจ าเปน ขอลดLeadtime ในการรบงาน
เปนจ.- พ.-ศ.
103.3 ใชKanban Planning
5 QA Inf.LT Accept ลาชา 7 สงงานตามรอบเวลา Accept งานทนทเมอProd.ผตงานเสรจ - ใชKanban QA
7 WH Stock LT วางชนงานรอสงนานเกนไป 6 ตองจดงาน 2 รอบในชวงเวลาเดยวกน เปลยนเวลาการShopping งานให
เหมาะสมกบการจดสง
3 ใชKanban Warehoue
8 PDM Stock LT ชนงานทายไลนมากเกนไป 16.25 ชวงรอการสงงานตามรอบเวลา มสญญาณไฟแจงเตอน 5.2 ใชKanban PDM
10 PDM Inf.LT จายMat'l ชา 2 รอใบเบก เปดแผนการผลตลวงหนา - เบกลวงหนา Planning
265.17 114.06
45
46
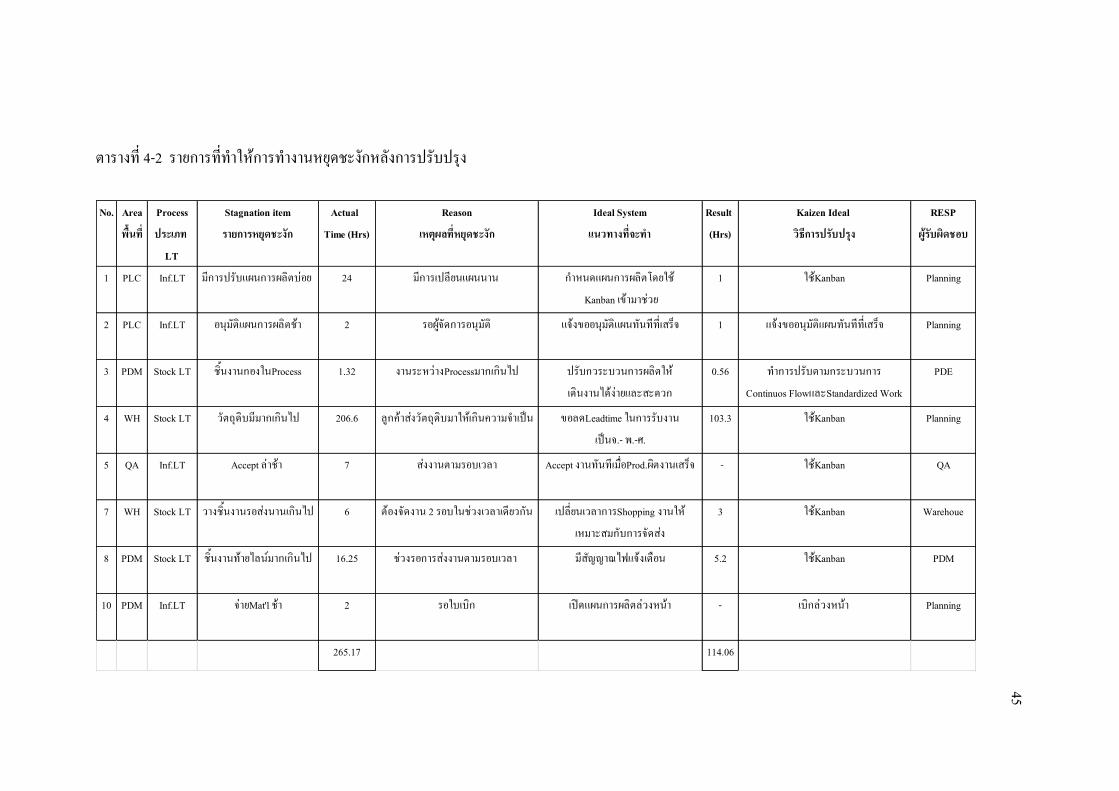
สรปผลการวจย จากการทไดน าระบบ การผลตแบบโตโยตา Toyota Production System (TPS) เขามาประยกตใชกบบรษทผประกอบชนสวนรถยนตยนต ซงสามารถสรปผลการวจยจากไดดงตอไปน 1. จากการส ารวจหนางานทประกอบการท างานใหอยในสภาพทท างานทไดรบการควบคมดแลหวขอหลกทง 7 ขอ ซงพบความผดปกตทตองไดรบการแกไข มทงหมด 217 หวขอนนสามารถด าเนนการแกไขไดครบถวนทง 217 หวขอ คดเปนรอยละ 100 และไดรบผลเพมเตมดงตอไปน 1.1 ทกคนสามารถเขาใจสภาวะการท างานไดงาย 1.2 สะดวก ตอการจดเกบคนหา และหยบใชงาน 1.3 ทราบถงสถานการณท างานของเครองจกรและอปกรณอน ๆ 1.4 ตรวจพบความผดปกตไดงาย แกไขปญหาไดอยางทนทวงท 1.5 พนทมความสะอาดและมความสะดวกในการท างานมากขน 1.6 ลดความเสยง เพมความปลอดภย เพมขวญก าลงใจในการท างาน 1.7 สามารถสงเกตดวยตากรไดถงความผดปรกตทเกดขน 2. สามารถสรางการไหลของงานและเพอใหงานเปนการไหลแบบชนตอชน อกทงลดการหยดชะงกของการไหลงาน จากทไดท าการปรบปรงกระบวนการโดยการปรบการวางของเครองจกร เพอใหชนงานสามารถผลตไดอยางตอเนองสามารถสรป ไดดงน ตารางท 4-3 สรปการไหลของงาน
หวขอ กอนการแกไข หลงการแกไข รอยละ 1. งานในกระบวนการผลต 122 ชน 52 ชน ลดลง 57.37 2. เวลาทใชในกระบวนการผลต 19 วนาท 5 วนาท ลดลง 73.68 3. พนทใชในการวางวตถดบและสนคาส าเรจรป
48.44 ตร.เมตร 29.1 ตร.เมตร ลดลง 39.92
4. การเคลอนยายวตถดบและสนคา 200 วนาท 149 วนาท ลดลง 25.50 5. ระยะทางในการจดสงวตถดบและระยะทางทใชในการรบสนคาส าเรจรป
29.32 เมตร 14.8 เมตร ลดลง 45.52
47
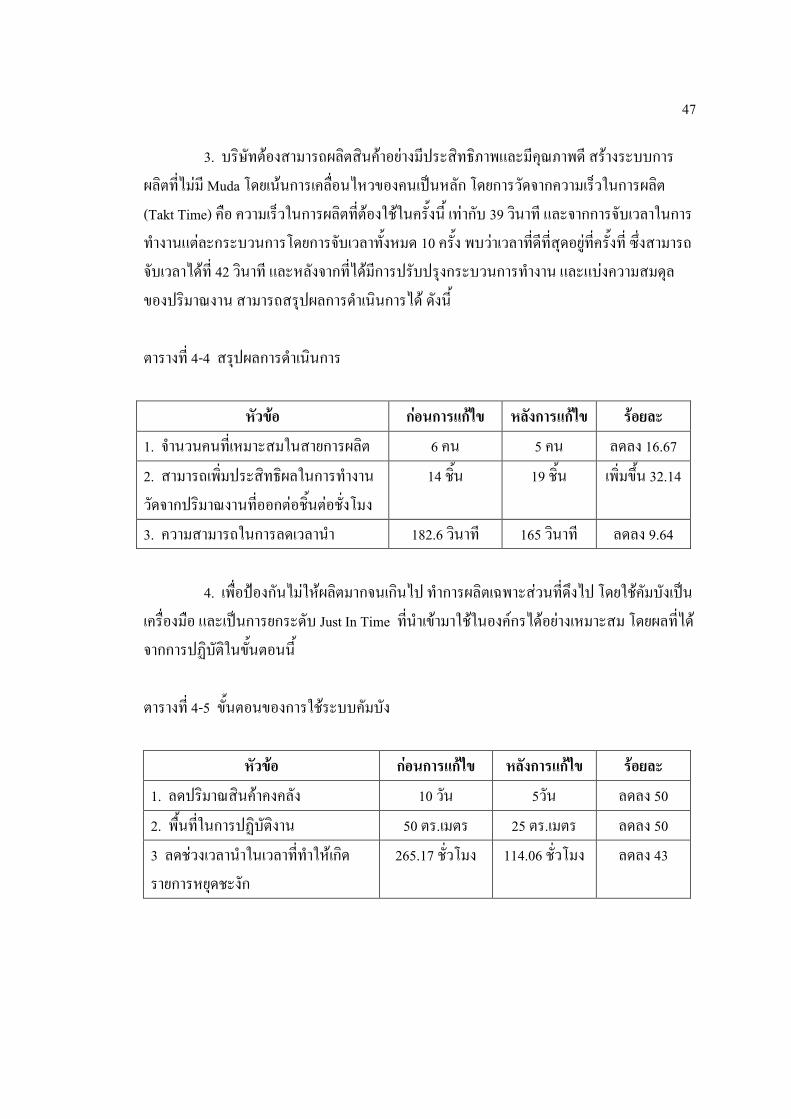
3. บรษทตองสามารถผลตสนคาอยางมประสทธภาพและมคณภาพด สรางระบบการผลตทไมม Muda โดยเนนการเคลอนไหวของคนเปนหลก โดยการวดจากความเรวในการผลต (Takt Time) คอ ความเรวในการผลตทตองใชในครงน เทากบ 39 วนาท และจากการจบเวลาในการท างานแตละกระบวนการโดยการจบเวลาทงหมด 10 ครง พบวาเวลาทดทสดอยทครงท ซงสามารถจบเวลาไดท 42 วนาท และหลงจากทไดมการปรบปรงกระบวนการท างาน และแบงความสมดลของปรมาณงาน สามารถสรปผลการด าเนนการได ดงน ตารางท 4-4 สรปผลการด าเนนการ
หวขอ กอนการแกไข หลงการแกไข รอยละ 1. จ านวนคนทเหมาะสมในสายการผลต 6 คน 5 คน ลดลง 16.67 2. สามารถเพมประสทธผลในการท างานวดจากปรมาณงานทออกตอชนตอชงโมง
14 ชน 19 ชน เพมขน 32.14
3. ความสามารถในการลดเวลาน า 182.6 วนาท 165 วนาท ลดลง 9.64 4. เพอปองกนไมใหผลตมากจนเกนไป ท าการผลตเฉพาะสวนทดงไป โดยใชคมบงเปนเครองมอ และเปนการยกระดบ Just In Time ทน าเขามาใชในองคกรไดอยางเหมาะสม โดยผลทไดจากการปฏบตในขนตอนน ตารางท 4-5 ขนตอนของการใชระบบคมบง
หวขอ กอนการแกไข หลงการแกไข รอยละ 1. ลดปรมาณสนคาคงคลง 10 วน 5วน ลดลง 50 2. พนทในการปฏบตงาน 50 ตร.เมตร 25 ตร.เมตร ลดลง 50 3 ลดชวงเวลาน าในเวลาทท าใหเกดรายการหยดชะงก
265.17 ชวโมง 114.06 ชวโมง ลดลง 43
48
เพอเนนการเพมประสทธภาพในการผลตนนในการใชระบบ Pull System นนไดมการประยกตใชสญญาณไฟใชในการเบกวตถดบเพอมงเนนการผลตใหสามารถด าเนนไดอยางตอเนองไมมการหยดชะงก โดยมพนกงานคลงสนคาเปนฝายสนบสนนสายการผลตจายวตถดบ โดยทพนกงานสายการผลตไมตองเสยเวลาในการท างานเพอเดนมาเบกวตถดบทคลงสนคานนเอง และจากทไดบงชพนททใชส าหรบการจดสงทเหมาะสม ตลอดจนการจดการการจดสงสนคาทมประสทธภาพและจดตารางการจดสงสนคาทเหมาะสมตามชวงเวลา ชวยลดเวลาในการจดสงสนคาและสรางความพงพอใจใหกบลกคา
49
บทท 5 สรปและอภปรายผล
อภปรายผล งานวจยนเปนการน าระบบการผลตแบบโตโยตามาใชในสายการผลต ซงในปจจบนไดใชระบบการผลตแบบผลก เพอเปนการเพมประสทธภาพในการผลตและสามารถตอบสนองความตองการของลกคาไดทนเวลาและจากการศกษานไดพบปญหาดงน 1. ปรมาณสนคาคงเหลอทมากจนเกนไป 2. พนทในการจดเกบวตถดบและสนคาส าเรจรปไมเพยงพอ 3. เวลาน าในการผลตในกระบวนการ ขนตอนการท างานมากจนเกนไป โดยมการแกไขปรบปรงโดยการน าระบบการผลตแบบโตโยตาซงมขนตอนดงน 1. Work Site Control 2. Continuous Flow 3. Standardized Work 4. Pull System จากการด าเนนการศกษาและการประยกตใช แลวสามารถวดผลการด าเนนการศกษาดงตอไปน 1. การส ารวจหนางานทประกอบการท างาน สามารถด าเนนการแกไขไดครบถวนทง 217 หวขอ คดเปนรอยละ 100 2. สามารถสรางการไหลของงานและเพอใหงานเปนการไหลแบบชนตอชน 2.1 งานในกระบวนการผลตลดลง รอยละ 57.37 2.2 เวลาทใชในกระบวนการผลตลดลง รอยละ 73.68 2.3 พนทใชในการวางวตถดบและสนคาส าเรจรปลดลง รอยละ 39.92 2.4 การเคลอนยายวตถดบและสนคาลดลง รอยละ 25.50 2.5 ระยะทางในการจดสงวตถดบและระยะทางทใชในการรบสนคาส าเรจรป ลดลง รอยละ 45.52 3. สามารถผลตสนคาอยางมประสทธภาพและมคณภาพดสรางระบบการผลตทไมม MUDA 3.1 จ านวนคนทเหมาะสมในสายการผลตลดลง รอยละ 16.67
50
3.2 สามารถเพมประสทธผลในการท างานวดจากปรมาณงานทออกตอชนตอชงโมงเพมขนรอยละ 32.14 3.3 ความสามารถในการลดเวลาน าลดลงรอยละ 9.64 4. ปองกนไมใหผลตมากจนเกนไป ท าการผลตเฉพาะสวนทดงไป โดยใชคมบงเปนเครองมอ และเปนการยกระดบ Just In Time 4.1 ลดปรมาณสนคาคงคลงลดลง รอยละ 50 4.2 พนทในการปฏบตงานลดลง รอยละ 50 4.3 ลดชวงเวลาน าในเวลาทท าใหเกดรายการหยดชะงกลดลง รอยละ 43 ผลทไดจากการท าวจยในครงนจะเหนไดวาจากการทไดน าระบบการผลตแบบโตโยตามาใชกบบรษทกรณศกษาสามารถสอดคลองกบวตถประสงคของการวจยทไดก าหนดไว คอ การเพมประสทธภาพในกระบวนการผลตและ ปรบปรงการกระบวนการการท างาน จะเหนไดวาหลงจากทไดท าการปฏบตตามการผลต ระบบผลตแบบโตโยตา ไมวาจะเปนสามารถเพมประสทธภาพในการท างานขน ลดจ านวนสนคาคงคลง ท าการผลตสนคาตามความตองการของลกคา ไมมงานกองมากเกนจนความจ าเปน รวมไปถงสามารถลดของเสยทจะเกดขนระหวางกระบวนการ และใชพนทในการจดการใหอยางเหมาะสม ส าหรบการประยกตใชระบบการผลตแบบโตโยตาเขามาใชนนท าใหองคกรไดรบประโยชนมากจากการด าเนนกจกรรม ทส าคญทสดเปนกจกรรมทตองอาศยความรวมมอของทกสวนในองคกรเพอใหสามารถขบเคลอนเดนกจกรรมไดส าเรจ รวมถงการสรางภาพลกษณทดใหกบองคกรทสงเสรมการท างานทมระบบและสามารถพฒนากบคแขงทมอยในปจจบนได
ขอเสนอแนะ การวจยนเปนการศกษาเฉพาะบรษททเปนผผลตชนสวนประกอบรถยนตเทานน ซงเลอกสายการผลตทสามารถน ามาเพอประยกตใชกบระบบการผลตแบบโตโยตากลาว คอ เปนสายการผลตทมการผลตแบบผลกและมก าลงการผลตทสามารถตอบสนองตอความตองการของลกคาได ซงบางสายการผลตทมก าลงการผลตทไมเพยงพอแลว การน าระบบการผลตแบบ โตโยตา (Toyota Production System: TPS) อาจมขอก าจดหลายประการในการด าเนนกจกรรมน ดงนนควรเลอกสายการผลตทมความเหมาะสมมาเลอกปรบปรงในล าดบตอไป
51
บรรณานกรม
จฑามาศ พรหมมนตร และวราภรณ สขแสนชนานนท. (2557). การประยกตใชซกซซกมารวมกบ ระบบ Toyota Production System ในการปรบปรงกระบวนการท างานของแผนกตวถง และสบรษทโตโยตา สงขลา จ ากด. งานนพนธบรการธรกจมหาบณฑต, คณะบรหารธรกจ, มหาวทยาลยหาดใหญ. อภศลป ตรงกานนท. (2550). Toyota Production System (TPS) มาใชกบการพฒนาเวบ ขนาดใหญ. เขาถงไดจาก http:// macroart.net/ 2007/ 12/ toyota-production-system-in- large-scale-web-development/ อวยชย ลขสวสด. (2552). การประยกตใชระบบ TPS (Toyota Production System). งานนพนธบรหารธรกจมหาบณฑต, สาขาวชาบรหารธรกจ, บณฑตวทยาลย, วทยาลยพาณชยศาสตร, มหาวทยาลยบรพา. Akbar, J. K., Nagendra, K. B., & Hamidreza, F. T. (2013). Just-in-Time Manufacturing System: From Introduction to Implement. Islamic: Azad University of Noor. Lukasz, M. M., Shi-Jie, C., & Barbara, P. (2008). Pragmatic evaluation of the Toyota Production System (TPS)analysis procedure for problem solving with entry-level nurses. North Carolina State University (USA). n.p.

52
ภาคผนวก
53
Time Measurement Sheet (Before)
54
55
56
แผนภาพงานมาตรฐาน (Before)
57
58
59
Time Measurement Sheet (After)
60
61
แผนภาพงานมาตรฐาน (After)
62
63
64
ประวตยอของผวจย
ชอ-สกล นางสาว สรพร นกรบ วน เดอน ปเกด 20 กมภาพนธ พทธศกราช 2525 สถานทเกด อ าเภอวารนช าราบ จงหวดอบลราชธาน สถานทอยปจจบน 100 หม 12 ต าบลทางาม อ าเภอเมอง จงหวดปราจนบร 21000 ต าแหนง และประวตการท างาน พ.ศ. 2552-2554 Asst. Supervisor Planning section บรษท พานาโซนค ออโตโมทฟ ซสเตมส เอเชย แปซฟค (ประเทศไทย) จ ากด พ.ศ. 2554-ปจจบน Planning &Warehouse Supervisor บรษทไทยซมมท เอนจเนยรง จ ากด ประวตการศกษา พ.ศ. 2548 อตสาหกรรมศาสตรบณฑต (การจดการอตสาหกรรม) สถาบนเทคโนโลยพระจอมเกลาพระนครเหนอ พ.ศ. 2559 วทยาศาตรมหาบณฑต (การจดการโลจสตกสและโซอปทาน) มหาวทยาลยบรพา





























