Embed Size (px)
Citation preview
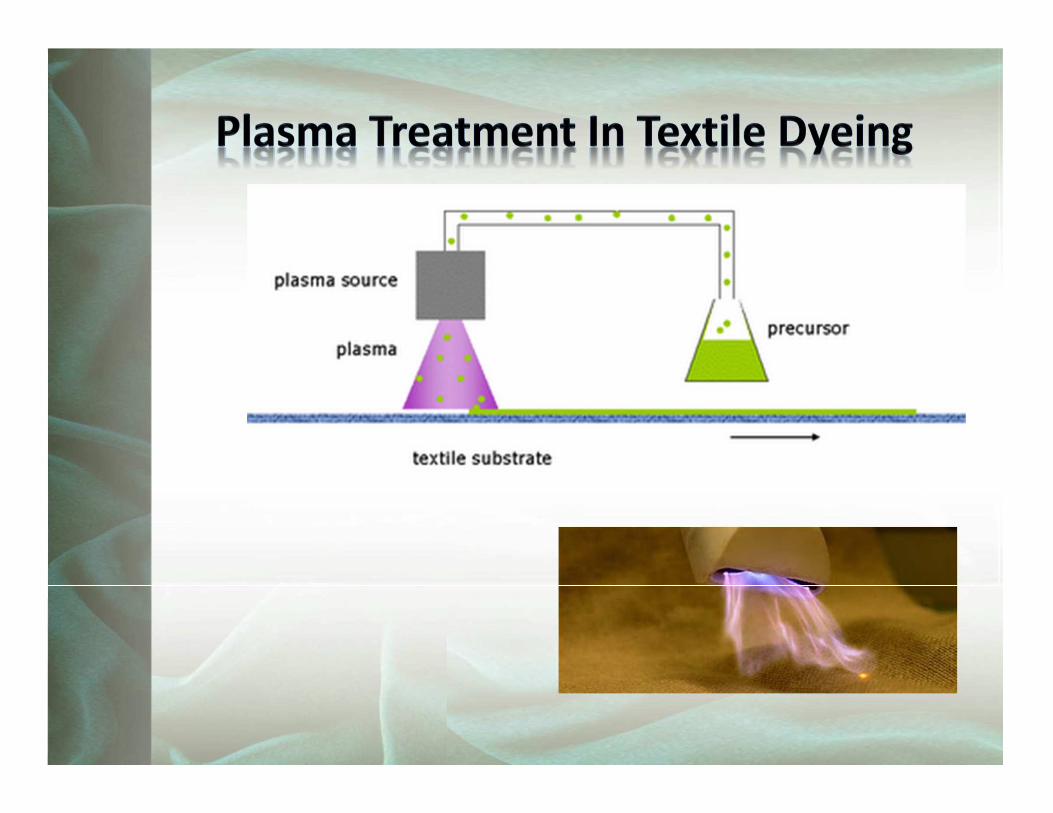
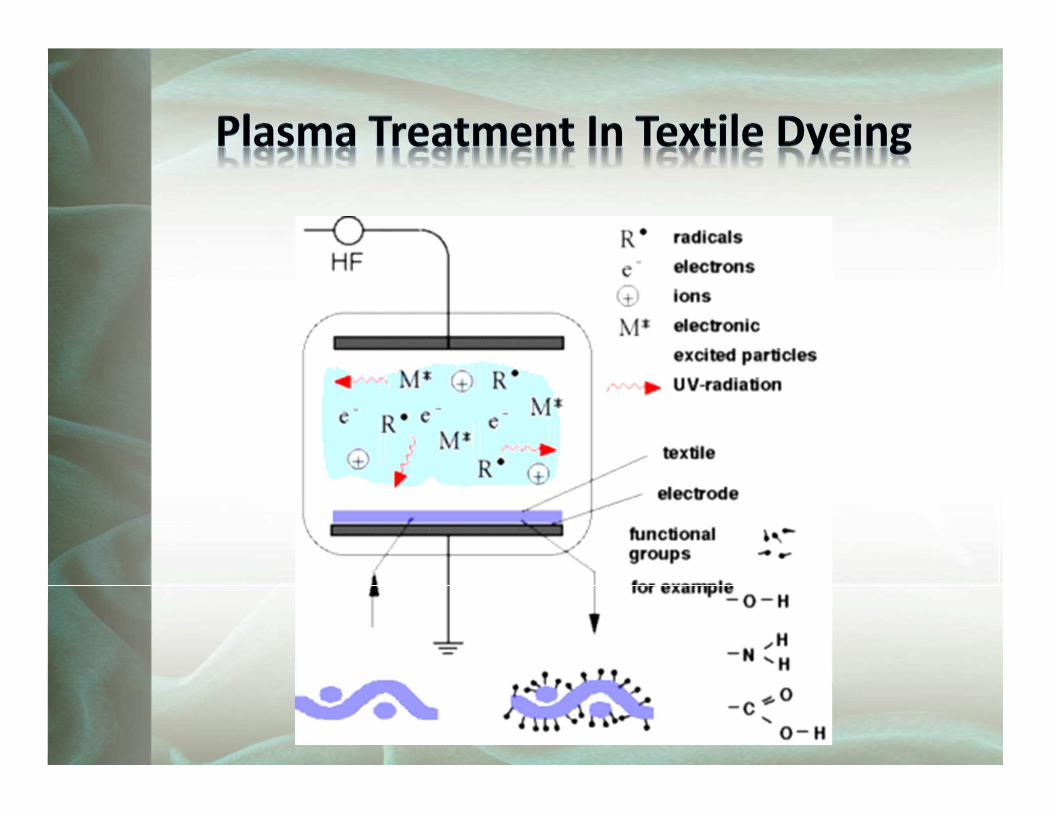
The physical definition of plasma is an ionized gas with an essentially equal density of positive and negative charges. Different reactive species in plasma chamber interact with the substrate surface cleaning, modification or coating occurs dependent of the used parameter. Plasma process can be carried out in different manners,
�substrate can be treated directly in the plasma zone. �substrate can be positioned outside the plasma; remote process. �substrate can be achieved in the plasma followed by a subsequent grafting. �substrate can be treated with a polymer solution or gas which will be fixed or polymerized by a subsequent plasma treatment.
Dye ability of Cotton Substrate; The effect of plasma treatment in air and oxygen appears to increase
�rate of dyeing �direct dye uptake in the absence of electrolyte in the dye bath.
Oxygen treatment is more effective than air plasma treatment. It increases the rate and extent of dye uptake for the direct dye studied depends more on the oxygen component of the air than on the nitrogen component, which supports an oxidative mechanism of attack on the cotton.
The contributory factors leading to increase in dye uptake are as follows,
�change of the fabric surface area per unit volume due to the surface erosion. �etching effect of the plasma effect on the fibred mages the fiber surface and also removes surface fiber impurities. �chemical changes in the cotton fiber surface. �possibility of the formation of free radicals on the cellulosic chains of cotton.
Thus the action of oxygen and air plasma treatments modifies the surface properties of cotton and leads to an increase in the rate and extent of uptake of direct dye.
This new process utilizes supercritical fluid carbon dioxide (CO2) for dyeing textile-materials. It is a completely waterless dyeing process using only nominal amounts of CO2, nearly all of which is recycled. DryDye fabrics dyed with this unique waterless process will have the same dye qualities and durability as current, conventionally-dyed fabrics.
�ADVANTAGES �No waste water (problem in textile industry) �No require additives �No final drying �Recycling
�Solvent �Colorants
�Environmental friendly
�Hybrid materials consisting of organic dyes and layered silicate Nano particles
�Nano clay: particle size < 20nm
�Ionic-exchange reaction: Colorant + Nano clay (H+)
�Nanoclays: Smectite group �Montmollonite: laminar
�Sepiolite: acicular
In the past…. nearly 25 % biodegraded in aerobic waste-water treatment plants. Remaining 75%was absorbed by the activated sludge and dumped in landfills along with the sludge. A NEW GENERATION OF DISPERSE DYE FROM DYSTAR “DIANIX ® ECO” Better dispersing action 90% biodegradable. can be applied in continuous & exhaust dyeing as well as textile printing. suited for customers with automated liquid dispensing systems.
� Sense the conditions in the environment and respond to those conditions � Initially, smart colorants were developed for specialized applications but now have become available for application on textiles / Garments Smart colorants can be classified into three categories
�Photo chromic color �Thermo chromic color �Glow in the dark color
�Pre-treated fibres: �PET: with UV, N,N-dimethylacrylamide �CO: DMDHEU, PUR, acetone…
�Changes in structure of colorants �[6] Novel reactive disperse dyes has been synthesized.
�Control the solubility and dye process. �Equations to predict the solubility.
1. Ultrasonic assisted dyeing?
1.1 What are Ultrasonic radiations?
There is a compression or rarefaction during each cycle of wave. When ultrasonic waves are absorbed in liquid system,
the phenomenon of cavitations takes place, which is the alternate wave formation, oscillation and collapse of tiny
bubbles or cavities. During the rarefaction of the portion of the wave cycle, dissolved gas molecules act as nuclei for the
formation of cavities, which may expand relatively slowly up to a diameter as much as 0.1 cm. and then quickly collapse during the compression portion of the cycle.
Dyeing
The use of ultrasound in the dyeing of textile can be explained as: when ultrasound waves are absorbed in the liquid system the phenomenon of cavitations takes place. Cavitations can liberate entrapped gases from liquid or porous materials like textiles, dye
bath etc. The influence of ultrasound on dyeing is explained to have three-way effects:
(I) Dispersion: Breaking up of micelles and high molecular weight aggregates in to uniform dispersion in the dye bath.
(ll) Degassing: Expulsion ( dissolved or entrapped gases or air molecules from fiber capillaries and interstices at the cross over points of fiber in to
liquid and removed cavitations.
(Ill) Diffusion: Accelerating the rate of diffusion of dye inside the fiber by piercing the insulating layer covering the fiber and accelerating the
interaction between dye and fiber.
Effects I and II are promoted by the mechanical action of
cavitations, while effect III is due to both the mechanical action
and the heating of the fiber surface. In case of water soluble
dyes, ultrasound constitutes mostly an effective means of
mechanical agitation, whereas in case of pigments, which are not
soluble in water, ultrasound provides means of pigment
dispersion and penetration, which is not provided by the
conventional method. The dyeing results are affected by the
frequency of the ultrasound used. Irradiation at very low
frequencies of the order of 50 or 100 cps produces no effects.
Frequencies in the range between 22 and 175 KHz have been
found to be most effective, the latter frequency being preferable
for silk, wool and nylon
Ultrasonic offers many potential advantages in textile wet processing:
Energy savings by dyeing at lower temperatures
and reduced processing times
Environmental improvements by reduced
consumption of auxiliary chemicals
Processing enhancement by allowing real-time
control of color shade
Slower overall processing costs, thereby
increasing industry competitiveness.
1.2 Microwaves
Microwaves are electromagnetic waves whose frequency ranges from 1000MHz
to10,00,000MHz. Microwaves are so called since they are defined in terms of their
wavelength in the sense that micro refers to tiny. In other words the wavelengths of
microwaves are short at the above range of frequency, typically from few ‘cms’ to few ‘mm’.
The higher frequency edge of microwave borders on the infrared and visible light region
of the spectrum.
Microwave dyeing: Microwave dyeing takes into account only the dielectric and the
thermal properties. The dielectric property refers to the intrinsic
electrical properties that affect the dyeing by dipolar rotation of
the dye and influences the microwave field upon the dipoles.
The aqueous solution of dye has two components which are
polar, in the high frequency microwave field oscillating at
2450MHz. It influences the vibrational energy in the water
molecules and the dye molecules. The heating mechanism is
through ionic conduction, which is a type of resistance heating.
Depending on the acceleration of the ions through the dye
solution, it results in collision of dye molecules with the
molecules of the fiber. The mordant helps and affects the
penetration of the dye and also the depth to which the
penetration takes place in the fabric. This makes microwave
superior to conventional dyeing techniques.
Air-Dye technology manages the application of color to textile
without the use of water, providing a sustainable alternative to
traditional cationic or vat dyeing processes. The process does not
pollute water, greatly reduces energy use, lowers costs, and
satisfies the strictest standards of global responsibility.
2. Air Dyeing
• Air-Dye is a subsidiary Air-Dye Solutions As a world innovator,
Air-Dye Solutions is passionate about creating new printing
and dyeing technologies that improve quality, value, and
accessibility while helping to sustain the planet.
Does not pollute water in the color application process. By using
air instead of water to convey dye, no hazardous waste is
emitted and no water is wasted.
Greatly reduces energy requirements, thereby lowering costs
and satisfying the strictest standards of global responsibility.
Does not use boilers, screen printing machines, drying ovens, or
cleaning and scouring chemicals, thereby eliminating major
sources of pollution.
Eliminates water in the color application step and simplifies the
process, creating revolutionary possibilities of new industry and
employment in unfarmable, arid regions of the world.
AirDye Technology
Gives consumers a way to choose style and sustainability at a
realistic price at the point of purchase, thereby initiating world
change.
Is easy to specify, reduces cost, offers beauty and quality, and
reduces environmental impact.
Offers style without sacrifice. There is no dye-lot variation, no
post-dye washing or treatments, and no minimum quantity.
Offers exciting new options:
�Dye different colors on opposite sides of fabric.
�Dye fabric a solid color.
� Dye one side a solid color and the opposite side a print.
�Dye one side of fabric with a print and the opposite side with
another print.
�Dye opposite sides of fabric with the same print.
How it Works? Conventional dyeing, such as vat dyeing or cationic dyeing, can
produce visually acceptable results. On the down side, it uses polluting chemicals, a huge amount of precious water, and does not provide
permanent coloration. Sublimation printing has been used to decorate synthetic textiles, but this process has limited application.
Air-Dye technology produces superior results compared to sublimation printing and conventional dyeing, but that is just the
beginning of its advantages. Air-Dye technology also reduces detrimental impacts on the environment. And, because the dye is in
the fiber rather than on the fiber, bleach and cleaning agents can’t get to it; so colors look richer and last longer. The result is more beautiful colors and maximum color durability, with substantially less water and
discharged chemicals.
Ref for the mechanism of AirDyeing http://www.youtube.com/watch?v=6PUZRhskYN0





























