Embed Size (px)
Citation preview

Fuel 90 (2011) 3352–3358
Contents lists available at ScienceDirect
Fuel
journal homepage: www.elsevier .com/locate / fuel
Gasification of pelletized renewable fuel for clean energy production
A. Lickrastina ⇑, I. Barmina, V. Suzdalenko, M. ZakeInstitute of Physics, University of Latvia, 32 Miera str., Salaspils, LV-2169, Latvia
a r t i c l e i n f o a b s t r a c t
Article history:Received 3 February 2011Received in revised form 18 May 2011Accepted 1 June 2011Available online 6 July 2011
Keywords:Biomass mixtureGasifierProducts composition
0016-2361/$ - see front matter � 2011 Elsevier Ltd. Adoi:10.1016/j.fuel.2011.06.003
⇑ Corresponding author. Tel.: +371 29475762; fax:E-mail address: [email protected] (A. Lic
The main aim of the study was to develop and investigate a small-scale experimental gasification tech-nique for the effective thermal decomposition of pelletized renewable fuels (wood sawdust, wheatstraw). The technical solution of the biomass gasifier for gasification of renewable fuels presents a down-draft gasifier with controllable additional heat energy supply to the biomass using the radial propaneflame injection into the bottom part of the biomass layer. From the kinetic study of the mass conversionrate of pelletized biomass and variations of the composition of produced gas it is concluded that the pro-cess of biomass gasification is strongly influenced by the amount of additional heat energy and air supplyinto the biomass. The results of experimental measurements of the composition of produced gas haveshown that under the conditions of the sub-stoichiometric air supply into the layer of pelletized woodbiomass (a < 0.3) increasing additional heat energy supply in a range from 60 kJ up to 130 kJ leads toan enhanced mass loss of pelletized biomass and enhanced formation of volatiles (CO,H2) in the flamingpyrolysis zone. For the wood biomass the average content of CO in the products can be increased from73 g/m3 up to 97 g/m3, while the average content of H2 increases from 4.7 g/m3 up to 6.2 g/m3. Similarvariations of the composition of products are observed during the enhanced gasification of the wheatstraw. At constant rate of additional heat energy supply and the sub-stoichiometric combustion condi-tions (a � 0.17 � 0.30), a faster thermal decomposition of the pelletized biomass and larger averageamount of the produced volatiles (CO,H2) can be obtained by increasing the air supply rate from 0.27to 0.43 g/s, determining the variations of air-to-fuel ratio in a range from 1.3 up to 1.6.
� 2011 Elsevier Ltd. All rights reserved.
1. Introduction
Nowadays different types of biomass are recognized and ac-cepted to be potential carbon neutral sources for energy produc-tion, which replace fossil fuels. At the same time, the utilizationof biomass as an energy source in the energy production is limiteddue to its dissimilar structure and variations of the elemental com-position and moisture content for different biomass types. A moreeffective, clean and controllable energy production can be obtainedby converting the raw biomass into a more concentrated and com-pact fuel with a higher heating value and controllable fuel charac-teristics. It could be done by providing pelletization of the biomassas well as by converting the biomass into a liquid or a gaseous fuelunder the preliminary defined process conditions. A well-developed technology of biomass conversion into a gaseous fuelis the biomass gasification, i.e. an incomplete combustion withthermal decomposition of the biomass resulting in the productionof combustible volatiles (CO,H2,CH4,CxHy) and solid residues(char). The low calorific value (LCV) gases produced during the gas-ification and thermochemical conversion of the biomass are used
ll rights reserved.
+371 67901214.krastina).
to fire boilers (directly) and kilns, and generate power in ICEs andgas turbines. Basically, gasification systems consist of a gasifierunit, a purification system and energy converters, i.e. differenttypes of burners or engines. According to the design of the gasifierand type of fuels used, the existing gasifiers are classified in severalcategories: updraft, downdraft, twin-fire, cross-draft, stratified,downdraft fixed bed, fluidized bed gasifiers [1–7]. Some research-ers [7–11] have examined the thermochemical conversion of dif-ferent types of biomass along with complex experimentalresearch and simulation of chemical and physical processes, suchas vaporization, devolatilization, volatile secondary reactions andchar oxidation, coupled with the transport phenomena. Dependingon the operation conditions and values of the controlled parame-ters (temperature, elemental composition of biomass, etc.), theprocesses of thermochemical conversion may exhibit differentbehaviors. The previous study has shown that the rate of biomassgasification, determining the composition of volatiles, is very tem-perature-sensitive – the increased temperature during the gasifica-tion of the biomass enhances the formation of combustible gaseswith a more complete thermal conversion of the biomass [12–15]. At a temperature below 900 K, the complete gasification doesnot occur, gasification reactions are rate-controlled in a tempera-ture range of 900–1200 K, while at T > 1200 K the rate of the
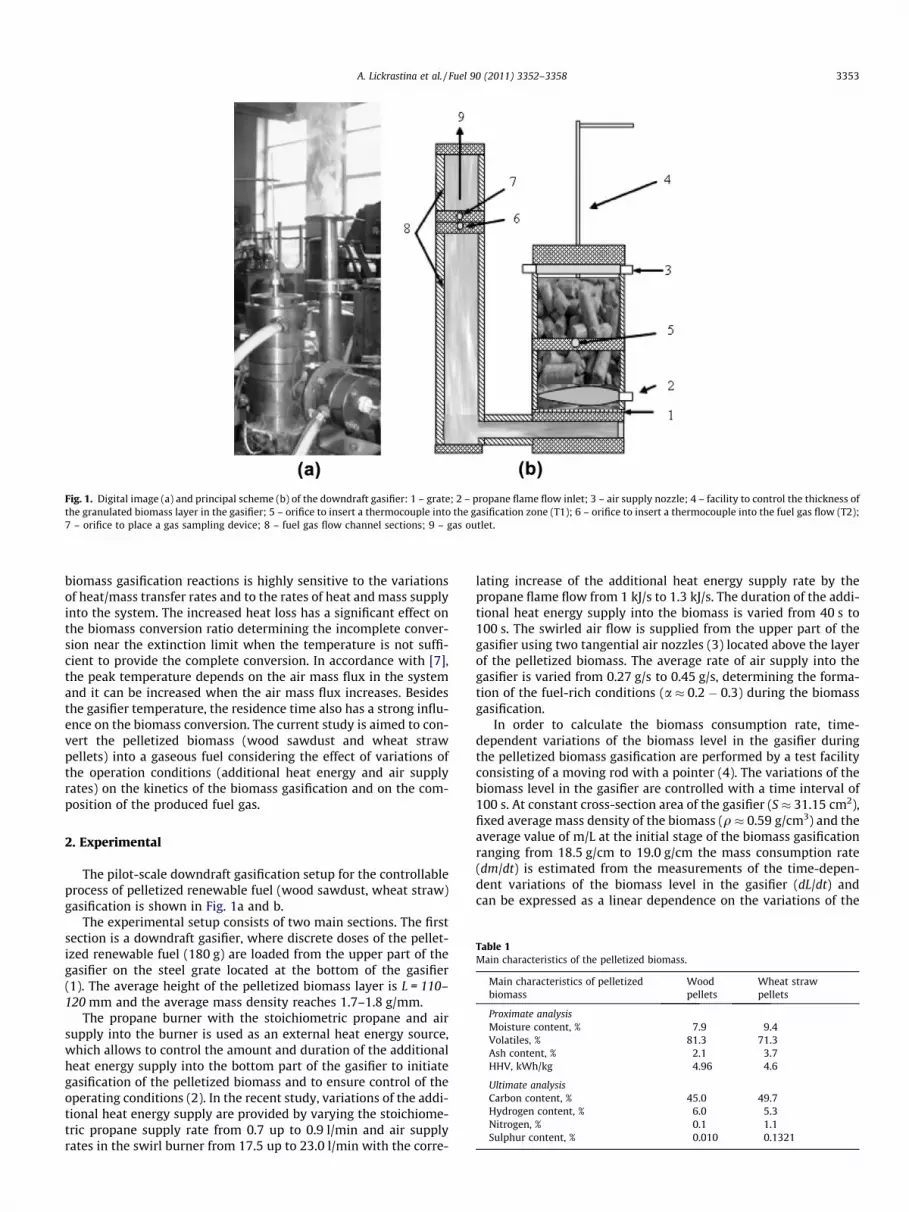
Fig. 1. Digital image (a) and principal scheme (b) of the downdraft gasifier: 1 – grate; 2 – propane flame flow inlet; 3 – air supply nozzle; 4 – facility to control the thickness ofthe granulated biomass layer in the gasifier; 5 – orifice to insert a thermocouple into the gasification zone (T1); 6 – orifice to insert a thermocouple into the fuel gas flow (T2);7 – orifice to place a gas sampling device; 8 – fuel gas flow channel sections; 9 – gas outlet.
A. Lickrastina et al. / Fuel 90 (2011) 3352–3358 3353
biomass gasification reactions is highly sensitive to the variationsof heat/mass transfer rates and to the rates of heat and mass supplyinto the system. The increased heat loss has a significant effect onthe biomass conversion ratio determining the incomplete conver-sion near the extinction limit when the temperature is not suffi-cient to provide the complete conversion. In accordance with [7],the peak temperature depends on the air mass flux in the systemand it can be increased when the air mass flux increases. Besidesthe gasifier temperature, the residence time also has a strong influ-ence on the biomass conversion. The current study is aimed to con-vert the pelletized biomass (wood sawdust and wheat strawpellets) into a gaseous fuel considering the effect of variations ofthe operation conditions (additional heat energy and air supplyrates) on the kinetics of the biomass gasification and on the com-position of the produced fuel gas.
Table 1Main characteristics of the pelletized biomass.
Main characteristics of pelletizedbiomass
Woodpellets
Wheat strawpellets
Proximate analysisMoisture content, % 7.9 9.4Volatiles, % 81.3 71.3Ash content, % 2.1 3.7HHV, kWh/kg 4.96 4.6
Ultimate analysisCarbon content, % 45.0 49.7Hydrogen content, % 6.0 5.3Nitrogen, % 0.1 1.1Sulphur content, % 0.010 0.1321
2. Experimental
The pilot-scale downdraft gasification setup for the controllableprocess of pelletized renewable fuel (wood sawdust, wheat straw)gasification is shown in Fig. 1a and b.
The experimental setup consists of two main sections. The firstsection is a downdraft gasifier, where discrete doses of the pellet-ized renewable fuel (180 g) are loaded from the upper part of thegasifier on the steel grate located at the bottom of the gasifier(1). The average height of the pelletized biomass layer is L = 110–120 mm and the average mass density reaches 1.7–1.8 g/mm.
The propane burner with the stoichiometric propane and airsupply into the burner is used as an external heat energy source,which allows to control the amount and duration of the additionalheat energy supply into the bottom part of the gasifier to initiategasification of the pelletized biomass and to ensure control of theoperating conditions (2). In the recent study, variations of the addi-tional heat energy supply are provided by varying the stoichiome-tric propane supply rate from 0.7 up to 0.9 l/min and air supplyrates in the swirl burner from 17.5 up to 23.0 l/min with the corre-
lating increase of the additional heat energy supply rate by thepropane flame flow from 1 kJ/s to 1.3 kJ/s. The duration of the addi-tional heat energy supply into the biomass is varied from 40 s to100 s. The swirled air flow is supplied from the upper part of thegasifier using two tangential air nozzles (3) located above the layerof the pelletized biomass. The average rate of air supply into thegasifier is varied from 0.27 g/s to 0.45 g/s, determining the forma-tion of the fuel-rich conditions (a � 0.2 � 0.3) during the biomassgasification.
In order to calculate the biomass consumption rate, time-dependent variations of the biomass level in the gasifier duringthe pelletized biomass gasification are performed by a test facilityconsisting of a moving rod with a pointer (4). The variations of thebiomass level in the gasifier are controlled with a time interval of100 s. At constant cross-section area of the gasifier (S � 31.15 cm2),fixed average mass density of the biomass (q � 0.59 g/cm3) and theaverage value of m/L at the initial stage of the biomass gasificationranging from 18.5 g/cm to 19.0 g/cm the mass consumption rate(dm/dt) is estimated from the measurements of the time-depen-dent variations of the biomass level in the gasifier (dL/dt) andcan be expressed as a linear dependence on the variations of the
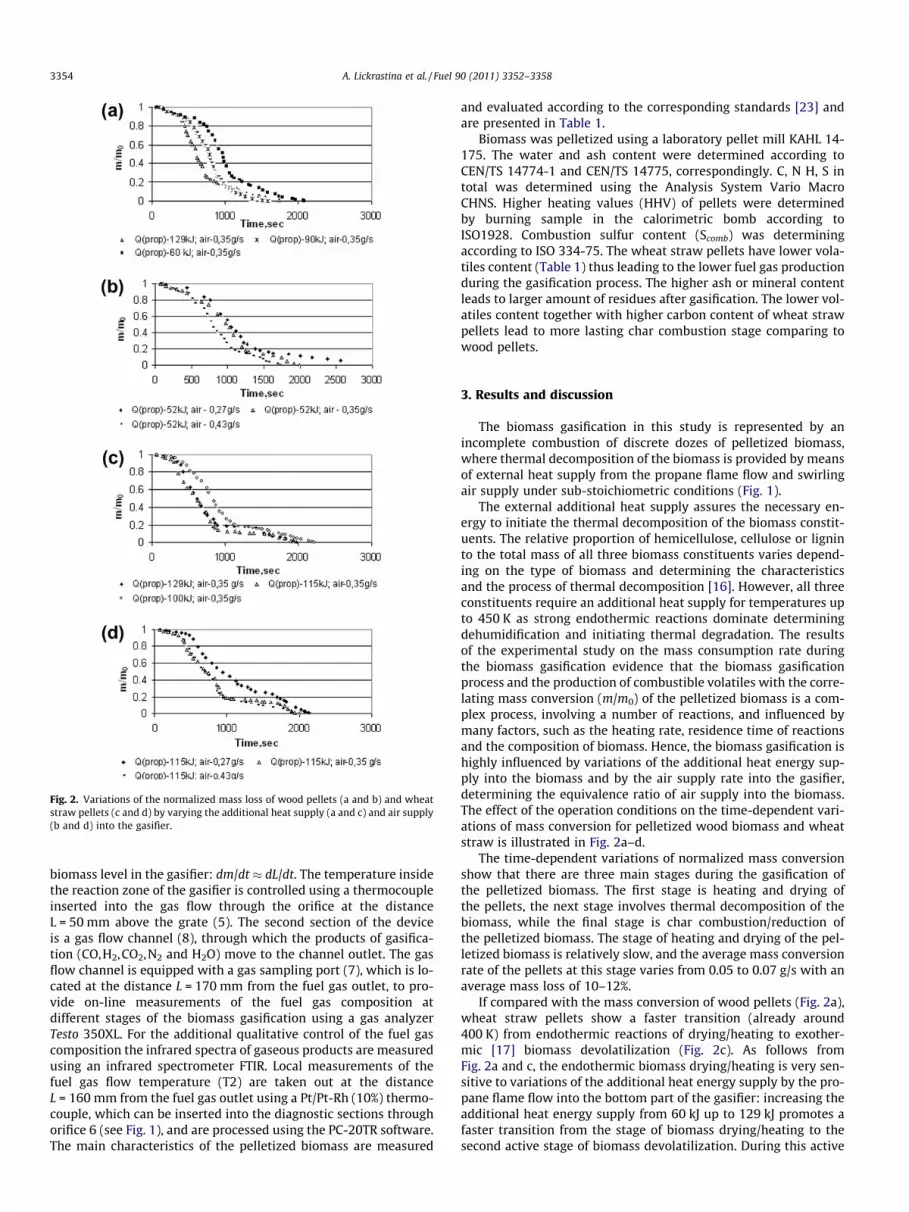
Fig. 2. Variations of the normalized mass loss of wood pellets (a and b) and wheatstraw pellets (c and d) by varying the additional heat supply (a and c) and air supply(b and d) into the gasifier.
3354 A. Lickrastina et al. / Fuel 90 (2011) 3352–3358
biomass level in the gasifier: dm/dt � dL/dt. The temperature insidethe reaction zone of the gasifier is controlled using a thermocoupleinserted into the gas flow through the orifice at the distanceL = 50 mm above the grate (5). The second section of the deviceis a gas flow channel (8), through which the products of gasifica-tion (CO,H2,CO2,N2 and H2O) move to the channel outlet. The gasflow channel is equipped with a gas sampling port (7), which is lo-cated at the distance L = 170 mm from the fuel gas outlet, to pro-vide on-line measurements of the fuel gas composition atdifferent stages of the biomass gasification using a gas analyzerTesto 350XL. For the additional qualitative control of the fuel gascomposition the infrared spectra of gaseous products are measuredusing an infrared spectrometer FTIR. Local measurements of thefuel gas flow temperature (T2) are taken out at the distanceL = 160 mm from the fuel gas outlet using a Pt/Pt-Rh (10%) thermo-couple, which can be inserted into the diagnostic sections throughorifice 6 (see Fig. 1), and are processed using the PC-20TR software.The main characteristics of the pelletized biomass are measured
and evaluated according to the corresponding standards [23] andare presented in Table 1.
Biomass was pelletized using a laboratory pellet mill KAHL 14-175. The water and ash content were determined according toCEN/TS 14774-1 and CEN/TS 14775, correspondingly. C, N H, S intotal was determined using the Analysis System Vario MacroCHNS. Higher heating values (HHV) of pellets were determinedby burning sample in the calorimetric bomb according toISO1928. Combustion sulfur content (Scomb) was determiningaccording to ISO 334-75. The wheat straw pellets have lower vola-tiles content (Table 1) thus leading to the lower fuel gas productionduring the gasification process. The higher ash or mineral contentleads to larger amount of residues after gasification. The lower vol-atiles content together with higher carbon content of wheat strawpellets lead to more lasting char combustion stage comparing towood pellets.
3. Results and discussion
The biomass gasification in this study is represented by anincomplete combustion of discrete dozes of pelletized biomass,where thermal decomposition of the biomass is provided by meansof external heat supply from the propane flame flow and swirlingair supply under sub-stoichiometric conditions (Fig. 1).
The external additional heat supply assures the necessary en-ergy to initiate the thermal decomposition of the biomass constit-uents. The relative proportion of hemicellulose, cellulose or ligninto the total mass of all three biomass constituents varies depend-ing on the type of biomass and determining the characteristicsand the process of thermal decomposition [16]. However, all threeconstituents require an additional heat supply for temperatures upto 450 K as strong endothermic reactions dominate determiningdehumidification and initiating thermal degradation. The resultsof the experimental study on the mass consumption rate duringthe biomass gasification evidence that the biomass gasificationprocess and the production of combustible volatiles with the corre-lating mass conversion (m/m0) of the pelletized biomass is a com-plex process, involving a number of reactions, and influenced bymany factors, such as the heating rate, residence time of reactionsand the composition of biomass. Hence, the biomass gasification ishighly influenced by variations of the additional heat energy sup-ply into the biomass and by the air supply rate into the gasifier,determining the equivalence ratio of air supply into the biomass.The effect of the operation conditions on the time-dependent vari-ations of mass conversion for pelletized wood biomass and wheatstraw is illustrated in Fig. 2a–d.
The time-dependent variations of normalized mass conversionshow that there are three main stages during the gasification ofthe pelletized biomass. The first stage is heating and drying ofthe pellets, the next stage involves thermal decomposition of thebiomass, while the final stage is char combustion/reduction ofthe pelletized biomass. The stage of heating and drying of the pel-letized biomass is relatively slow, and the average mass conversionrate of the pellets at this stage varies from 0.05 to 0.07 g/s with anaverage mass loss of 10–12%.
If compared with the mass conversion of wood pellets (Fig. 2a),wheat straw pellets show a faster transition (already around400 K) from endothermic reactions of drying/heating to exother-mic [17] biomass devolatilization (Fig. 2c). As follows fromFig. 2a and c, the endothermic biomass drying/heating is very sen-sitive to variations of the additional heat energy supply by the pro-pane flame flow into the bottom part of the gasifier: increasing theadditional heat energy supply from 60 kJ up to 129 kJ promotes afaster transition from the stage of biomass drying/heating to thesecond active stage of biomass devolatilization. During this active
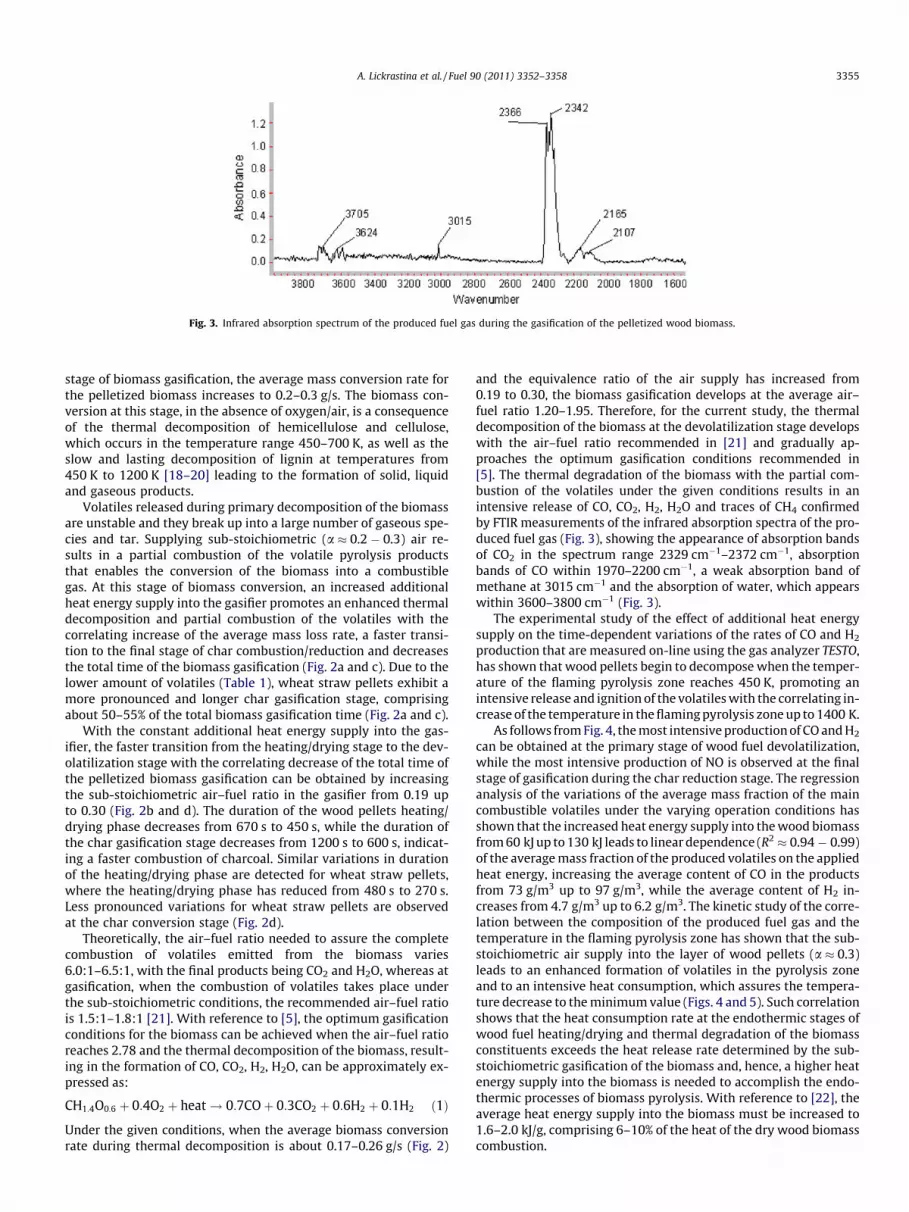
Fig. 3. Infrared absorption spectrum of the produced fuel gas during the gasification of the pelletized wood biomass.
A. Lickrastina et al. / Fuel 90 (2011) 3352–3358 3355
stage of biomass gasification, the average mass conversion rate forthe pelletized biomass increases to 0.2–0.3 g/s. The biomass con-version at this stage, in the absence of oxygen/air, is a consequenceof the thermal decomposition of hemicellulose and cellulose,which occurs in the temperature range 450–700 K, as well as theslow and lasting decomposition of lignin at temperatures from450 K to 1200 K [18–20] leading to the formation of solid, liquidand gaseous products.
Volatiles released during primary decomposition of the biomassare unstable and they break up into a large number of gaseous spe-cies and tar. Supplying sub-stoichiometric (a � 0.2 � 0.3) air re-sults in a partial combustion of the volatile pyrolysis productsthat enables the conversion of the biomass into a combustiblegas. At this stage of biomass conversion, an increased additionalheat energy supply into the gasifier promotes an enhanced thermaldecomposition and partial combustion of the volatiles with thecorrelating increase of the average mass loss rate, a faster transi-tion to the final stage of char combustion/reduction and decreasesthe total time of the biomass gasification (Fig. 2a and c). Due to thelower amount of volatiles (Table 1), wheat straw pellets exhibit amore pronounced and longer char gasification stage, comprisingabout 50–55% of the total biomass gasification time (Fig. 2a and c).
With the constant additional heat energy supply into the gas-ifier, the faster transition from the heating/drying stage to the dev-olatilization stage with the correlating decrease of the total time ofthe pelletized biomass gasification can be obtained by increasingthe sub-stoichiometric air–fuel ratio in the gasifier from 0.19 upto 0.30 (Fig. 2b and d). The duration of the wood pellets heating/drying phase decreases from 670 s to 450 s, while the duration ofthe char gasification stage decreases from 1200 s to 600 s, indicat-ing a faster combustion of charcoal. Similar variations in durationof the heating/drying phase are detected for wheat straw pellets,where the heating/drying phase has reduced from 480 s to 270 s.Less pronounced variations for wheat straw pellets are observedat the char conversion stage (Fig. 2d).
Theoretically, the air–fuel ratio needed to assure the completecombustion of volatiles emitted from the biomass varies6.0:1–6.5:1, with the final products being CO2 and H2O, whereas atgasification, when the combustion of volatiles takes place underthe sub-stoichiometric conditions, the recommended air–fuel ratiois 1.5:1–1.8:1 [21]. With reference to [5], the optimum gasificationconditions for the biomass can be achieved when the air–fuel ratioreaches 2.78 and the thermal decomposition of the biomass, result-ing in the formation of CO, CO2, H2, H2O, can be approximately ex-pressed as:
CH1:4O0:6 þ 0:4O2 þ heat! 0:7COþ 0:3CO2 þ 0:6H2 þ 0:1H2 ð1Þ
Under the given conditions, when the average biomass conversionrate during thermal decomposition is about 0.17–0.26 g/s (Fig. 2)
and the equivalence ratio of the air supply has increased from0.19 to 0.30, the biomass gasification develops at the average air–fuel ratio 1.20–1.95. Therefore, for the current study, the thermaldecomposition of the biomass at the devolatilization stage developswith the air–fuel ratio recommended in [21] and gradually ap-proaches the optimum gasification conditions recommended in[5]. The thermal degradation of the biomass with the partial com-bustion of the volatiles under the given conditions results in anintensive release of CO, CO2, H2, H2O and traces of CH4 confirmedby FTIR measurements of the infrared absorption spectra of the pro-duced fuel gas (Fig. 3), showing the appearance of absorption bandsof CO2 in the spectrum range 2329 cm�1–2372 cm�1, absorptionbands of CO within 1970–2200 cm�1, a weak absorption band ofmethane at 3015 cm�1 and the absorption of water, which appearswithin 3600–3800 cm�1 (Fig. 3).
The experimental study of the effect of additional heat energysupply on the time-dependent variations of the rates of CO and H2
production that are measured on-line using the gas analyzer TESTO,has shown that wood pellets begin to decompose when the temper-ature of the flaming pyrolysis zone reaches 450 K, promoting anintensive release and ignition of the volatiles with the correlating in-crease of the temperature in the flaming pyrolysis zone up to 1400 K.
As follows from Fig. 4, the most intensive production of CO and H2
can be obtained at the primary stage of wood fuel devolatilization,while the most intensive production of NO is observed at the finalstage of gasification during the char reduction stage. The regressionanalysis of the variations of the average mass fraction of the maincombustible volatiles under the varying operation conditions hasshown that the increased heat energy supply into the wood biomassfrom 60 kJ up to 130 kJ leads to linear dependence (R2 � 0.94 � 0.99)of the average mass fraction of the produced volatiles on the appliedheat energy, increasing the average content of CO in the productsfrom 73 g/m3 up to 97 g/m3, while the average content of H2 in-creases from 4.7 g/m3 up to 6.2 g/m3. The kinetic study of the corre-lation between the composition of the produced fuel gas and thetemperature in the flaming pyrolysis zone has shown that the sub-stoichiometric air supply into the layer of wood pellets (a � 0.3)leads to an enhanced formation of volatiles in the pyrolysis zoneand to an intensive heat consumption, which assures the tempera-ture decrease to the minimum value (Figs. 4 and 5). Such correlationshows that the heat consumption rate at the endothermic stages ofwood fuel heating/drying and thermal degradation of the biomassconstituents exceeds the heat release rate determined by the sub-stoichiometric gasification of the biomass and, hence, a higher heatenergy supply into the biomass is needed to accomplish the endo-thermic processes of biomass pyrolysis. With reference to [22], theaverage heat energy supply into the biomass must be increased to1.6–2.0 kJ/g, comprising 6–10% of the heat of the dry wood biomasscombustion.
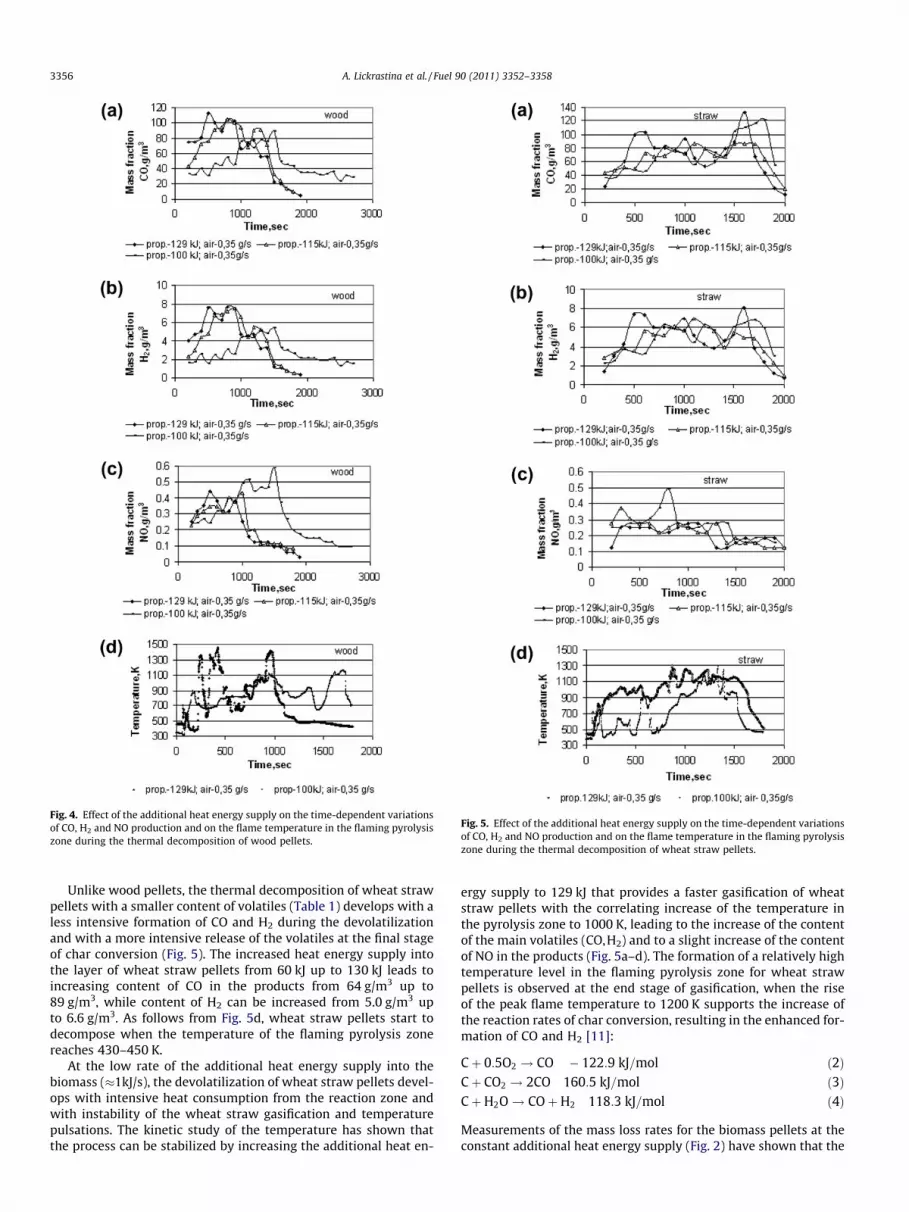
Fig. 4. Effect of the additional heat energy supply on the time-dependent variationsof CO, H2 and NO production and on the flame temperature in the flaming pyrolysiszone during the thermal decomposition of wood pellets.
Fig. 5. Effect of the additional heat energy supply on the time-dependent variationsof CO, H2 and NO production and on the flame temperature in the flaming pyrolysiszone during the thermal decomposition of wheat straw pellets.
3356 A. Lickrastina et al. / Fuel 90 (2011) 3352–3358
Unlike wood pellets, the thermal decomposition of wheat strawpellets with a smaller content of volatiles (Table 1) develops with aless intensive formation of CO and H2 during the devolatilizationand with a more intensive release of the volatiles at the final stageof char conversion (Fig. 5). The increased heat energy supply intothe layer of wheat straw pellets from 60 kJ up to 130 kJ leads toincreasing content of CO in the products from 64 g/m3 up to89 g/m3, while content of H2 can be increased from 5.0 g/m3 upto 6.6 g/m3. As follows from Fig. 5d, wheat straw pellets start todecompose when the temperature of the flaming pyrolysis zonereaches 430–450 K.
At the low rate of the additional heat energy supply into thebiomass (�1kJ/s), the devolatilization of wheat straw pellets devel-ops with intensive heat consumption from the reaction zone andwith instability of the wheat straw gasification and temperaturepulsations. The kinetic study of the temperature has shown thatthe process can be stabilized by increasing the additional heat en-
ergy supply to 129 kJ that provides a faster gasification of wheatstraw pellets with the correlating increase of the temperature inthe pyrolysis zone to 1000 K, leading to the increase of the contentof the main volatiles (CO,H2) and to a slight increase of the contentof NO in the products (Fig. 5a–d). The formation of a relatively hightemperature level in the flaming pyrolysis zone for wheat strawpellets is observed at the end stage of gasification, when the riseof the peak flame temperature to 1200 K supports the increase ofthe reaction rates of char conversion, resulting in the enhanced for-mation of CO and H2 [11]:
Cþ 0:5O2 ! CO � 122:9 kJ=mol ð2ÞCþ CO2 ! 2CO 160:5 kJ=mol ð3ÞCþH2O! COþH2 118:3 kJ=mol ð4Þ
Measurements of the mass loss rates for the biomass pellets at theconstant additional heat energy supply (Fig. 2) have shown that the
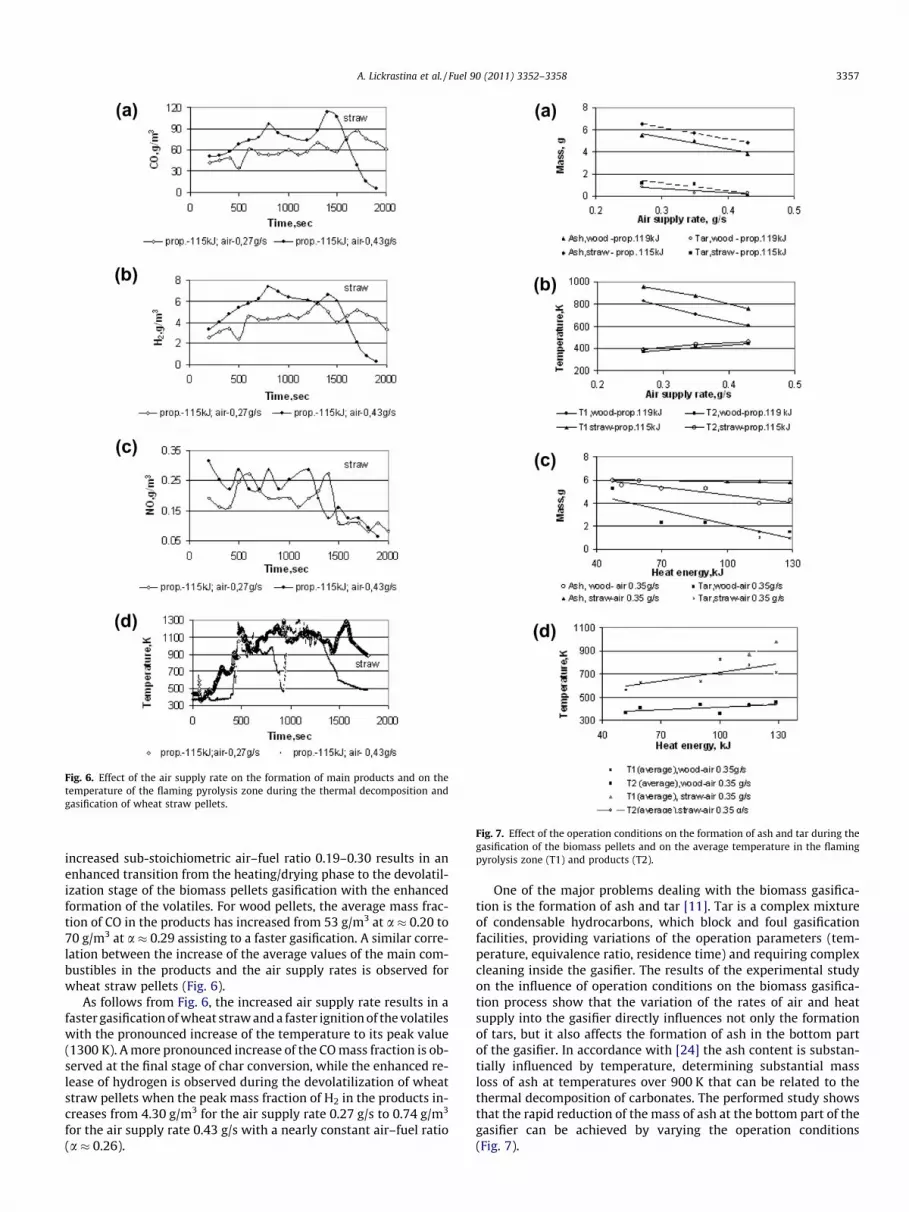
Fig. 6. Effect of the air supply rate on the formation of main products and on thetemperature of the flaming pyrolysis zone during the thermal decomposition andgasification of wheat straw pellets.
Fig. 7. Effect of the operation conditions on the formation of ash and tar during thegasification of the biomass pellets and on the average temperature in the flamingpyrolysis zone (T1) and products (T2).
A. Lickrastina et al. / Fuel 90 (2011) 3352–3358 3357
increased sub-stoichiometric air–fuel ratio 0.19–0.30 results in anenhanced transition from the heating/drying phase to the devolatil-ization stage of the biomass pellets gasification with the enhancedformation of the volatiles. For wood pellets, the average mass frac-tion of CO in the products has increased from 53 g/m3 at a � 0.20 to70 g/m3 at a � 0.29 assisting to a faster gasification. A similar corre-lation between the increase of the average values of the main com-bustibles in the products and the air supply rates is observed forwheat straw pellets (Fig. 6).
As follows from Fig. 6, the increased air supply rate results in afaster gasification of wheat straw and a faster ignition of the volatileswith the pronounced increase of the temperature to its peak value(1300 K). A more pronounced increase of the CO mass fraction is ob-served at the final stage of char conversion, while the enhanced re-lease of hydrogen is observed during the devolatilization of wheatstraw pellets when the peak mass fraction of H2 in the products in-creases from 4.30 g/m3 for the air supply rate 0.27 g/s to 0.74 g/m3
for the air supply rate 0.43 g/s with a nearly constant air–fuel ratio(a � 0.26).
One of the major problems dealing with the biomass gasifica-tion is the formation of ash and tar [11]. Tar is a complex mixtureof condensable hydrocarbons, which block and foul gasificationfacilities, providing variations of the operation parameters (tem-perature, equivalence ratio, residence time) and requiring complexcleaning inside the gasifier. The results of the experimental studyon the influence of operation conditions on the biomass gasifica-tion process show that the variation of the rates of air and heatsupply into the gasifier directly influences not only the formationof tars, but it also affects the formation of ash in the bottom partof the gasifier. In accordance with [24] the ash content is substan-tially influenced by temperature, determining substantial massloss of ash at temperatures over 900 K that can be related to thethermal decomposition of carbonates. The performed study showsthat the rapid reduction of the mass of ash at the bottom part of thegasifier can be achieved by varying the operation conditions(Fig. 7).

3358 A. Lickrastina et al. / Fuel 90 (2011) 3352–3358
As follows from Fig. 7a and b, with the constant rate of addi-tional heat supply into the gasifier, the amount of tar and ashcan be reduced by increasing the air supply rate with the correlat-ing increase of the temperature of the produced gas (T2). Similarvariations of the tar and ash production are observed whenincreasing the additional heat supply from the propane flame flowinto the bottom part of the gasifier (Fig. 7c and d), which shows theincrease of the average temperature of the pyrolysis zone and pro-duced fuel gas with the correlating drop in mass of ash and tar.
4. Conclusions
In this study, the conceptive design of the downdraft gasifier forthe gasification of pelletized biomass (wood, wheat straw) has beendeveloped under controllable operation conditions: a controllableheat energy supply into the bottom part of the gasifier and a control-lable sub-stoichiometric swirling air supply into the upper part ofthe gasifier, determining the control of the rate of thermal decompo-sition of biomass and the control of the composition of the producedfuel gas. The results show that the biomass consumption is a com-plex multistep process involving biomass heating/drying, thermaldecomposition/gasification and char gasification stages, which areinfluenced by the composition of the biomass and by the externalheat energy and air supply rates into the gasifier, determining thecorrelating variations of the temperature in the flaming pyrolysiszone and the composition of the products. The correlation analysisof the biomass consumption rate, composition of the produced vol-atiles and the temperature of the flaming pyrolysis zone shows thatthe development of endothermic processes of heating/drying andthermal decomposition of biomass under the conditions of sub-stoi-chiometric air supply leads to an intensive heat consumption, whichcontributes to the temperature decrease in the pyrolysis zone bylimiting the production of the volatiles, as the exothermic reactionsduring the sub-stoichiometric gasification of the biomass are notsufficient to sustain the endothermic reactions of the biomass pyro-lysis. The thermal decomposition of the biomass has been stabilizedby increasing the additional heat energy supply into the gasifier,with correlating increase of the average mass fraction of the pro-duced volatiles (CO,H2) in the products, while decreases the averagemass of the produced ash and tars. In general, the external heat sup-ply to the layer of biomass pellets leads to a faster thermal decompo-sition and a higher volatile production depending on the source ofbiomass. For wood pellets, the maximum rate of the volatile produc-tion with the peak value of CO and H2 in the produced fuel gas hasbeen observed at the stage of wood pyrolysis/gasification, whilefor wheat straw pellets, the maximum rate of the CO and H2 produc-tion has been detected at the final stage of char gasification. With theconstant rate of additional heat energy supply and the sub-stoichi-ometric combustion conditions in the flaming pyrolysis zone(a � 0.17 � 0.30), a faster thermal decomposition of the pelletizedbiomass and a larger average amount of the produced volatiles(CO,H2) can be obtained by increasing the air supply rate from0.27 g/s to 0.43 g/s, determining the air–fuel ratio 1.3–1.6, whichgradually approaches the optimum conditions of air supply for thebiomass gasification, as recommended in [5]. It should be noted thatthe increase of additional heat energy and sub-stoichiometric airsupply into the gasifier contributes to the enhanced production ofNO at the thermal decomposition of biomass by limiting the produc-tion of NO at the char gasification stage.
Acknowledgments
The authors would like to acknowledge the financial supportfrom the European Regional Development Funding 2.1.1.1. ‘‘Sup-
port to Science and Research’’, Nr. 2010/0241/2DP/2.1.1.1.0/10/APIA/VIAA/006 and the financial support of Latvian Grant V7638.
References
[1] Walawander W, Chern SM, Fan LT. Fundamentals of thermo-chemical biomassconversion. New-York: Elsevier Applied Science; 1985. p. 911–22.
[2] Anil Rajvanshi K. Biomass gasification. In Yogi Goswami D, editor. Alternativeenergy in agriculture, vol. II. CRC Press; 1986. p. 83–102.
[3] Chandrakant Turare. Biomass gasification. ARTES institute, University ofFlensburg, Germany; 1997 <http://www.cturare.tripod.com/bio.htm>.
[4] Williams RH, Larson ED. Biomass gasifier gas turbine power generatingtechnology. Biomass Bioenergy 1996;10(2–3):149–66.
[5] Handbook of Biomass Downdraft Gasifier Engine Systems, U.S Solar EnergyResearch Institute, SERI/SP-271-3022; 1988. pp. 1–148 <http://www.taylor.ifas.ufl.edu/documents/Handbook_of_Biomass_Downdraft_Gasifier_Engine_Systems.pdf>.
[6] Reeda TB, Waltb R, Ellisc S, Dasd A, Deutche S. Superficial velocity – the key todowndraft gasification. In Proceedings of the 4th biomass conference of theAmericas. Oakland, CA; 1999. p. 1–8.
[7] Dasappa S, Paul PJ, Mukunda HS, Shrinivasa U. Wood-char Gasificationexperiments and analysis on single particles and packed beds. In: 21thSymposium (International) on combustion/the combustion institute, vol.27(1); 1998. p. 1335–42.
[8] Wang Yiqun, Yan Lifeng. CFD studies on biomass thermochemical conversion.Int J Mol Sci 2008;9(6):1108–30. <http://www.ncbi.nlm.nih.gov/pmc/articles/PMC2658784/?log%24=activity>.
[9] Di Blasi C. Modeling chemical and physical processes of wood and biomasspyrolysis. Progr Energy Combust Sci 2008;34(1):47–90.
[10] Sadakata M, Takahashi K, Saito M, Takeshi S. Production of gas fuel and charfrom wood, lignin and holocellulose by carbonization. Fuel1987;66(12):1667–71.
[11] Cao Y, Wang Y, Rieley J, Pan W. A novel biomass air gasification process forproducing tar-free higher heating value fuel gas. Fuel Process Technol2006;87(4):343–53.
[12] Scott DS, Piscorz J, Bergougnou MA, Graham R, Overend RP. The role oftemperature in fast pyrolysis of cellulose and wood. Indust Eng Chem Res1988;27(1):8–11.
[13] Harris D, Roberts D, Henderson D. Gasification behavior of Australian coals athigh temperature and pressure. Fuel 2006;85(2):134–42.
[14] Elliot DC, Sealock LJ. Low temperature gasification of biomass under pressure.In: Overend RP, Milne TA, Mudge KL, editors. Fundamentals of thermochemicalbiomass conversion. London, UK: Elsevier Applied Science Publishers; 1985. p.937–51.
[15] Beaumont O, Schwob Y. Influence of physical and chemical parameters onwood pyrolysis. Ind Eng Chem Process Des Dev 1984;23(4):637–64.
[16] Strezov V, Moghtaderi B, Lucas JA. Thermal study of decomposition of selectedbiomass sample. J Therm Anal Calori 2003;72(3):1041–8.
[17] Thermal degradation of wood components: A review of literature. U.S.D.AForest service research paper FPL 13, May 1970. US Department of AgricultureForest Service Forest Products Laboratory Madison, Wis.
[18] Gasparovic L, Korenova Z, Jelemensky L. Kinetic study of wood chipsdecomposition by TGA. In: Proceedings of the 36th international conferenceof SSCHE. Tatranske Matliare, Slovakia; May 25–29 2009.
[19] Lv Gao-jin, Wu Shu-bin, Lou Rui. Kinetic study of the thermal decomposition ofhemicellulose isolated from corn stalk. Hemicellul Pyrol BioRes2010;5(2):1281–91. <http://www.ncsu.edu/bioresources/BioRes_05/BioRes_05_2_1281_Lv_Wu_Lou_Kinetic_Study_Thermal_Decomp_Hemi_Corn_Stalk_966.pdf>.
[20] Paul de Wild. Innovative thermochemical conversion of biomass for value-added chemicals. ECN biomass, coal and environmental research biorefineriesand bio-based products. RAI, Amsterdam; March 15–16, 2010 <http://www.worldbiofuelsmarkets.com/downloads/presentations/16thMarch/Biorefineries/Paul_Wild.pdf>.
[21] Biomass gasification. Heat & Power, Combustion Gasification & PropulsionLaboratory, Department of Aerospace Engineering (IISc) Bangalore, India<http://www.cgpl.iisc.ernet.in/site/Technologies/BiomassGasificationHeatPower/tabid/87/Default.aspx>.
[22] Handbook of biomass downdraft gasifier engine systems. Solar Energy ResearchInstitute, US Department of Energy; 1988. p. 1–140.
[23] Arshanitsa A, Barmina I, Andersone A, Telysheva G, Zake M. Processing andcomplex research of the main characteristics of pelletized lignocellulosicmaterials for clean and effective energy production. Int Scient Colloq ModellMater Process, Riga 2010;16–7.
[24] Misra Mahendra K., Ragland Kenneth W, Baker Andrew I. Wood and ashcomposition as a function of furnace temperature. Madison, USA: Department ofMechanical Engineering, University of Wisconsin-Madison; 1992. p. 1–14<http://www.fpl.fs.fed.us/documnts/pdf1993/misra93a.pdf>.