Embed Size (px)
Citation preview
JURNAL TEKNIK MESIN INSTITUT TEKNOLOGI PADANG https://jtm.itp.ac.id/index.php/jtm/index e-ISSN: 2598-8263 Vol. 11, No. 2, October 2021 p-ISSN: 2089-4880
Published by Lembaga Penelitian dan Pengabdian Masyarakat (LP2M) - ITP
Analisa Efektifitas Proses Hardening Temper
Terhadap Kekuatan Puntir Baut M8
Analysis of the Effectiveness of the Hardening Temper Process
to increase M8 Bolt Strength
Anrinal1,*, Asmara Yanto1, Dedi Kuswanto2
1 Departement of Mechanical Engineering, Institut Teknologi Padang
2 Undergraduate Program, Departement of Mechanical Engineering, Institut Teknologi Padang
Jl. Gajah Mada Kandis Nanggalo, Padang Indonesia
doi.10.21063/jtm.2021.v11.i2.140-145
*Correspondence should be addressed to [email protected] Copyright © 2021 Anrinal. This is an open access article distributed under the CC BY-NC-SA 4.0.
Article Information
Abstract
Received:
August 08, 2021
Revised:
October 17, 2021
Accepted:
October 24, 2021
Published:
October 31, 2021
The purpose of this study was to analyze the effectiveness of the hardening -
temper process on the strength of M8 bolts. The research was carried out
through a hardening process with heating temperatures of 900°C, 1000°C, 1100°C, using a holding time of 15 minutes then quenched in aquadest
cooling medium, then continued with a tempering process at the same
tempering temperature of 400°C followed by cooling at room temperature.
The torsional strength of the M8 bolt was obtained through torsional testing
using the SM 1 MK II Torque Testing Machine. The results showed that the
torsional strength of treated M8 bolts was lower than without treatment.
Efforts to increase the torsional strength of M8 bolts with the hardening –
tempering method are not recommended, because M8 bolts are made of low
carbon steel which has low hardenability, so that the increase in torsional
strength of M8 bolts is not significant.
Keywords: Effectiveness, Hardening Temper, Bolt Strength
1. Pendahuluan Mesin motor pada sebuah motor merupakan salah satu komponen yang memiliki fungsi yang sangat dominan dari sebuah kendaraan, namun demikian begitu banyak orang yang melakukan ubahan atau modifikasi dengan tujuan dan harapan agar bisa menaikkan performa dari komponen mesin motor tersebut. Untuk itu yang harus menjadi bahan pertimbangan bahwasanya teknik modifikasi mesin motor tersebut bukanlah hal yang mudah, dan masih banyak pengendara yang masih menganggap hal ini ialah hal sepele, sehingga meski tidak tahu tekniknya dengan begitu jelas, namun sering kali melakukan modifikasi mesin tidak sesuai dengan spesifikasinya [1].
Modifikasi kartel pada blok silinder motor untuk memperbesar kapasitas mesin, dalam pengoperasiannya akan berdampak kepada komponen-komponen lainnya. Kartel memliki dua bagian komponen yang terpisah, untuk menghubungkan dua komponen yang terpisah membutuhkan alat penghubung, pengikat atau pengunci. Komponen pengunci atau penghubung tersebut berupa baut, mur, sekrup dan lain-lain.
Baut merupakan bagian yang tidak terpisahkan dalam pengembangan dan peningkatan industri, karena menunjang peranan yang sangat pentinng dalam rekayasa dan reparasi produk industri. Baut sering mengalami proses bongkar pasang pada sebuah komponen tanpa murusak komponen yang
Anrinal et al. / JTM – ITP 11 (2) (2021) 140-145 141
dihubungkan. Baut sebagai penghubung antara komponen satu dengan komponen yang lain, pada umumnya diterapkan pada bagian industri, diantaranya pada sepeda motor yang banyak sekali menggunakan baut sebagai penghubung komponen-komponen yang terpisah dan dapat dibongkar pasang. Seiring banyaknya produk-produk sepeda motor dikalangan masyarakat sekarang, semakin banyak pula suku cadang dengan berbagai merk, baik suku cadang bodi sampai dengan suku cadang mesin yang banyak dijual dipasaran adakalanya suku cadang asli dari pabrik sampai dengan suku cadang tiruan yang harganya jauh lebih murah daripada suku cadang asli, salah satunya seperti yang dijelaskan diatas adalah baut penyambung komponen kartel pada sepeda motor, Disini baut yang digunakan adalah Baut Tap M8.
Penawaran baut di pasaran terdiri dari baut asli (KW1) yang dijual dialer resmi dan baut kualitas dua (KW2). Baut asli (KW1) kekuatannya lebih tinggi dibandingkan dengan baut KW2 yang banyak dijual di pasaran dan Baut KW2 lebih mudah mengalami aus dibandingkan dengan baut KW1
Baut tap adalah baut untuk menjepit dua bagian, dimana jepitan diketatkan dengan ulir yang ditapkan pada salah satu bagian.
Gambar 1. Posisi baut kartel kopling
Gambar 2. Kartel kopling
Keluhan yang sering dialami konsumen adalah sebagian besar baut mengalami kerusakan akibat seringnya komponen kartel mengalami bongkar pasang untuk mengganti salah satu suku cadang pada kartel. Jika terjadi
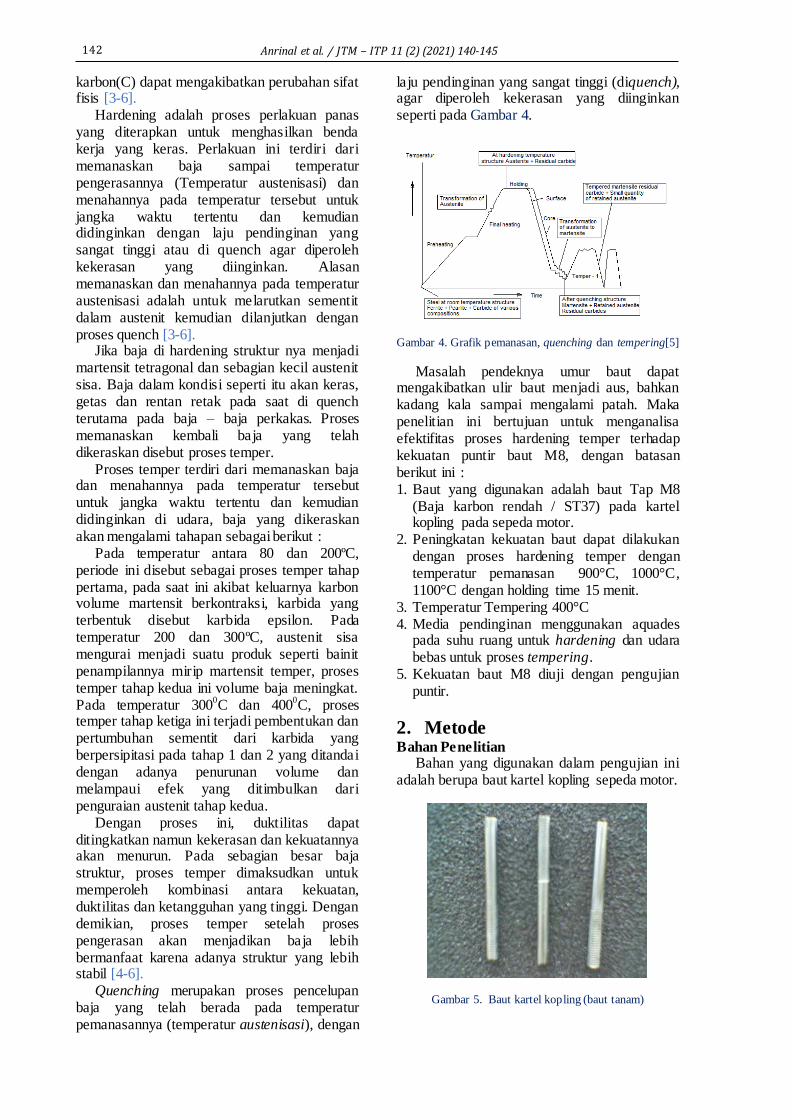
kerusakan, konsumen banyak lebih memilih mengganti baut penyambung dengan baut KW2 yang dijual dipasaran, karena selain dari segi harganya yang jauh lebih ekonomis, secara tidak langsung konsumen akan mengabaikan dampak atau efek-efek yang dapat menimbulkan berbagai jenis kerusakan pada ulir baut dan bahkan terkadang baut akan putus atau pada saat penguncian, dampak ini juga akan menimbulkan kebocoran pada kartel, oleh karena itu dalam membuka dan mengunci baut pada sebuah komponen haruslah sesuai dengan beban puntir pada baut. Kerusakan baut sering terjadi karena putus disebabkan tarikan (Gambar 3a) dan putus akibat puntiran (Gambar 3b)
Gambar 3. Bentuk kegagalan baut
Berdasarkan penjelasan diatas tergambar peranan baut sebagai penyambungan atau penyatuan komponen sangat penting, maka dari itu perlu untuk menemukan cara penguatan baut guna meningkatkan kekuatan dari baut tersebut. Peningkatan kekuatan baut dapat dilakukan dengan proses perlakuan panas.
Perlakuan panas adalah proses pemanasan dan pendinginan material yang terkontrol dengan maksud merubah sifat fisik untuk tujuan tertentu. secara umum proses perlakuan panas terdiri dari pemanasan material sampai suhu tertentu dengan kecepatan tertentu, kemudian mempertahankan suhu untuk waktu tertentu sehingga temperaturnya merata, dan dilanjutkan dengan pendinginan dengan media pendingin (air,oli atau udara). Ketiga hal diatas tergantung dari material yang akan di heat treatment dan sifat-sifat akhir yang diinginkan [2,4-5].
Melalui perlakuan panas yang tepat tegangan dalam dapat dihilangkan, besar butir diperbesar atau diperkecil,ketangguhan ditingkatkan atau dapat dihasilkan suatu permukaan yang keras disekeliling inti yang ulet. Untuk memungkinkan perlakuan panas yang tepat,susunan kimia logam harus diketahui karena perubahan komposisi kimia , khususnya
Anrinal et al. / JTM – ITP 11 (2) (2021) 140-145 142
karbon(C) dapat mengakibatkan perubahan sifat fisis [3-6].
Hardening adalah proses perlakuan panas yang diterapkan untuk menghasilkan benda kerja yang keras. Perlakuan ini terdiri dari memanaskan baja sampai temperatur pengerasannya (Temperatur austenisasi) dan menahannya pada temperatur tersebut untuk jangka waktu tertentu dan kemudian didinginkan dengan laju pendinginan yang sangat tinggi atau di quench agar diperoleh kekerasan yang diinginkan. Alasan memanaskan dan menahannya pada temperatur austenisasi adalah untuk melarutkan sementit dalam austenit kemudian dilanjutkan dengan proses quench [3-6].
Jika baja di hardening struktur nya menjadi martensit tetragonal dan sebagian kecil austenit sisa. Baja dalam kondisi seperti itu akan keras, getas dan rentan retak pada saat di quench terutama pada baja – baja perkakas. Proses memanaskan kembali baja yang telah dikeraskan disebut proses temper.
Proses temper terdiri dari memanaskan baja dan menahannya pada temperatur tersebut untuk jangka waktu tertentu dan kemudian didinginkan di udara, baja yang dikeraskan akan mengalami tahapan sebagai berikut :
Pada temperatur antara 80 dan 200ºC, periode ini disebut sebagai proses temper tahap pertama, pada saat ini akibat keluarnya karbon volume martensit berkontraksi, karbida yang terbentuk disebut karbida epsilon. Pada temperatur 200 dan 300ºC, austenit sisa mengurai menjadi suatu produk seperti bainit penampilannya mirip martensit temper, proses temper tahap kedua ini volume baja meningkat. Pada temperatur 300
0C dan 400
0C, proses
temper tahap ketiga ini terjadi pembentukan dan pertumbuhan sementit dari karbida yang berpersipitasi pada tahap 1 dan 2 yang ditandai dengan adanya penurunan volume dan melampaui efek yang ditimbulkan dari penguraian austenit tahap kedua.
Dengan proses ini, duktilitas dapat ditingkatkan namun kekerasan dan kekuatannya akan menurun. Pada sebagian besar baja struktur, proses temper dimaksudkan untuk memperoleh kombinasi antara kekuatan, duktilitas dan ketangguhan yang tinggi. Dengan demikian, proses temper setelah proses pengerasan akan menjadikan baja lebih bermanfaat karena adanya struktur yang lebih stabil [4-6].
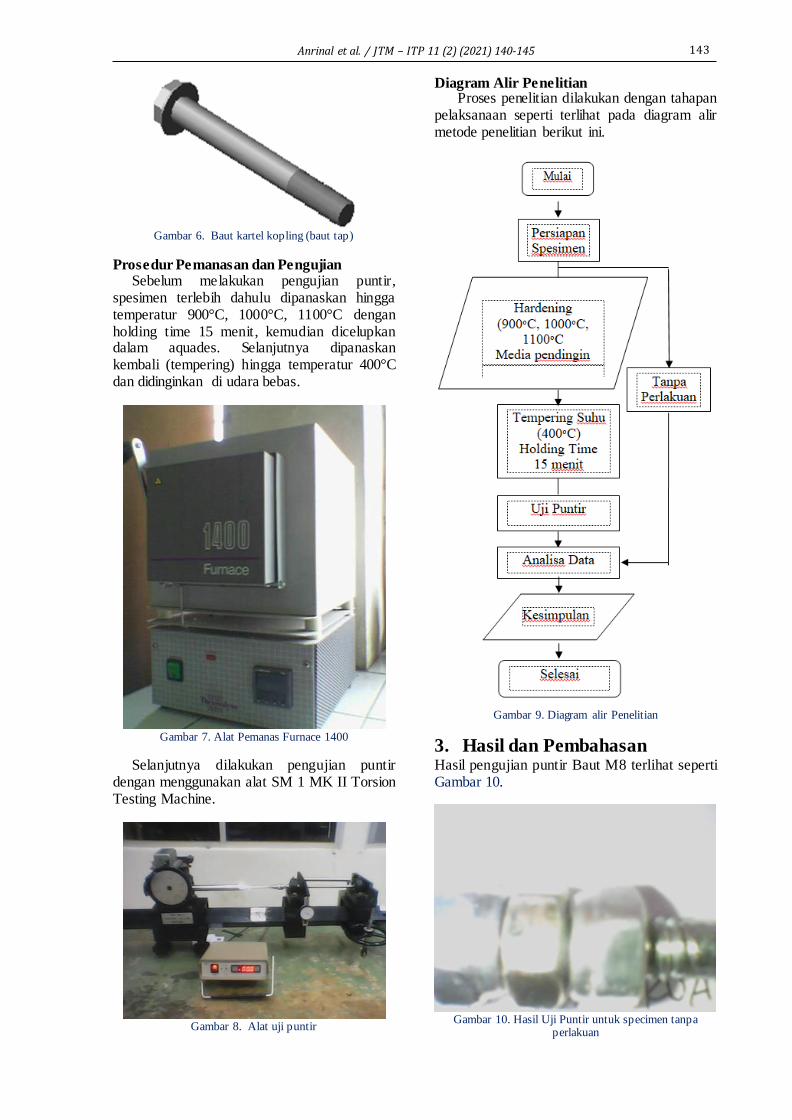
Quenching merupakan proses pencelupan baja yang telah berada pada temperatur pemanasannya (temperatur austenisasi), dengan
laju pendinginan yang sangat tinggi (diquench), agar diperoleh kekerasan yang diinginkan seperti pada Gambar 4.
Gambar 4. Grafik pemanasan, quenching dan tempering[5]
Masalah pendeknya umur baut dapat mengakibatkan ulir baut menjadi aus, bahkan kadang kala sampai mengalami patah. Maka penelitian ini bertujuan untuk menganalisa efektifitas proses hardening temper terhadap kekuatan puntir baut M8, dengan batasan berikut ini : 1. Baut yang digunakan adalah baut Tap M8
(Baja karbon rendah / ST37) pada kartel kopling pada sepeda motor.
2. Peningkatan kekuatan baut dapat dilakukan dengan proses hardening temper dengan temperatur pemanasan 900°C, 1000°C, 1100°C dengan holding time 15 menit.
3. Temperatur Tempering 400°C 4. Media pendinginan menggunakan aquades
pada suhu ruang untuk hardening dan udara bebas untuk proses tempering.
5. Kekuatan baut M8 diuji dengan pengujian puntir.
2. Metode Bahan Penelitian
Bahan yang digunakan dalam pengujian ini adalah berupa baut kartel kopling sepeda motor.
Gambar 5. Baut kartel kopling (baut tanam)
Anrinal et al. / JTM – ITP 11 (2) (2021) 140-145 143
Gambar 6. Baut kartel kopling (baut tap)
Prosedur Pemanasan dan Pengujian Sebelum melakukan pengujian puntir,
spesimen terlebih dahulu dipanaskan hingga temperatur 900°C, 1000°C, 1100°C dengan holding time 15 menit, kemudian dicelupkan dalam aquades. Selanjutnya dipanaskan kembali (tempering) hingga temperatur 400°C dan didinginkan di udara bebas.
Gambar 7. Alat Pemanas Furnace 1400
Selanjutnya dilakukan pengujian puntir dengan menggunakan alat SM 1 MK II Torsion Testing Machine.
Gambar 8. Alat uji puntir
Diagram Alir Penelitian Proses penelitian dilakukan dengan tahapan
pelaksanaan seperti terlihat pada diagram alir metode penelitian berikut ini.
Gambar 9. Diagram alir Penelitian
3. Hasil dan Pembahasan Hasil pengujian puntir Baut M8 terlihat seperti Gambar 10.
Gambar 10. Hasil Uji Puntir untuk specimen tanpa
perlakuan
Anrinal et al. / JTM – ITP 11 (2) (2021) 140-145 144
Hasil uji puntir untuk specimen tanpa perlakuan mengakibatkan batang ulir tidak putus, dan terbentuknya ulir baru pada semua specimen uji. Hal ini menunjukkan bahwa keuletan pada batang baut tinggi, hal ini mengakibatkan terjadinya deformasi akibat tanpa memmbuat baut menjadi putus, bahkan deformasi mengakibatkan terbentuknya ulir baru. Sedangkan hasil uji puntir untuk specimen hardening 900
0C - tempering 400
0C
mengakibatkan semua specimen batang ulir putus, hal ini menunjukkan bahwa kekuatan baut menjadi lebih rendah dan keuletan pada batang baut masih tinggi, dengan kondisi putus seperti pada Gambar 11.
Gambar 11. Hasil Uji Puntir untuk specimen hardening
9000C - tempering 4000C
Hasil uji puntir untuk specimen dengan temperatur hardening 1000
o C dan tempering
400oC mengakibatkan specimen putus dibatang
ulir dan satu specimen tidak putus akan tetapi membentuk ulir baru seperti pada Gambar 12.
Gambar 12. Hasil Uji Puntir untuk specimen hardening
10000C - tempering 4000C
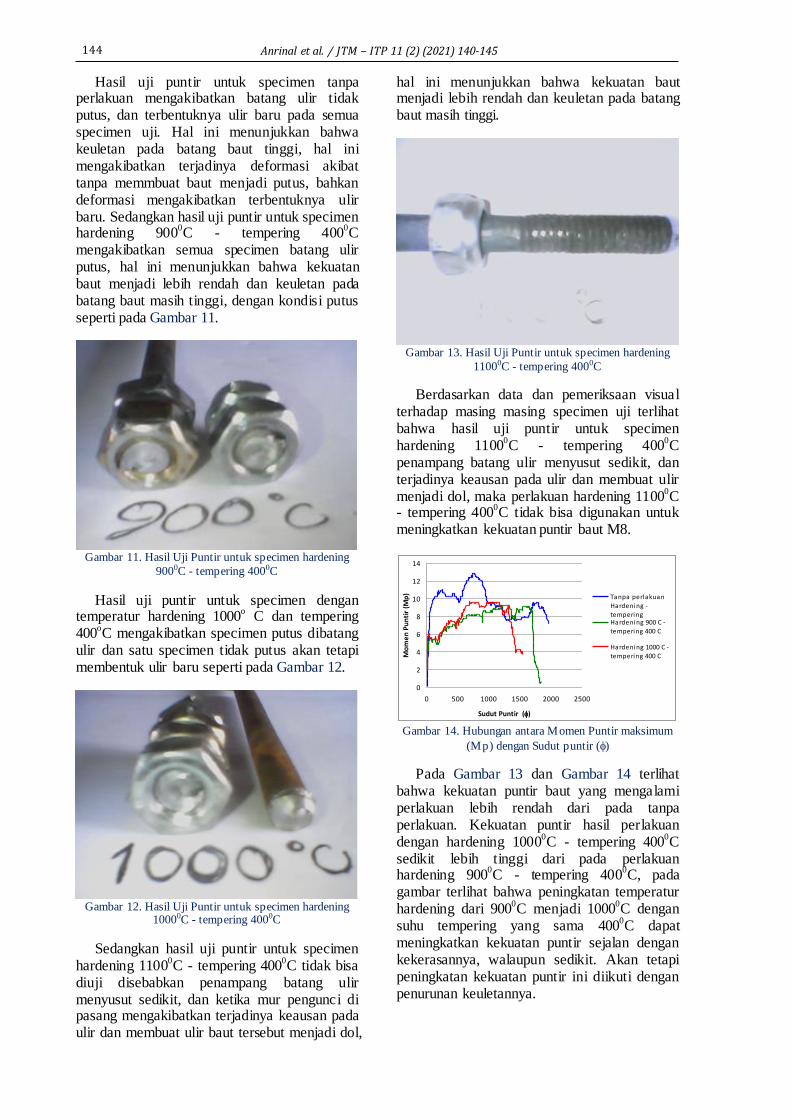
Sedangkan hasil uji puntir untuk specimen hardening 1100
0C - tempering 400
0C tidak bisa
diuji disebabkan penampang batang ulir menyusut sedikit, dan ketika mur pengunci di pasang mengakibatkan terjadinya keausan pada ulir dan membuat ulir baut tersebut menjadi dol,
hal ini menunjukkan bahwa kekuatan baut menjadi lebih rendah dan keuletan pada batang baut masih tinggi.
Gambar 13. Hasil Uji Puntir untuk specimen hardening
11000C - tempering 4000C
Berdasarkan data dan pemeriksaan visual terhadap masing masing specimen uji terlihat bahwa hasil uji puntir untuk specimen hardening 1100
0C - tempering 400
0C
penampang batang ulir menyusut sedikit, dan terjadinya keausan pada ulir dan membuat ulir menjadi dol, maka perlakuan hardening 1100
0C
- tempering 4000C tidak bisa digunakan untuk
meningkatkan kekuatan puntir baut M8.
Gambar 14. Hubungan antara Momen Puntir maksimum
(Mp) dengan Sudut puntir ()
Pada Gambar 13 dan Gambar 14 terlihat bahwa kekuatan puntir baut yang mengalami perlakuan lebih rendah dari pada tanpa perlakuan. Kekuatan puntir hasil perlakuan dengan hardening 1000
0C - tempering 400
0C
sedikit lebih tinggi dari pada perlakuan hardening 900
0C - tempering 400
0C, pada
gambar terlihat bahwa peningkatan temperatur hardening dari 900
0C menjadi 1000
0C dengan
suhu tempering yang sama 4000C dapat
meningkatkan kekuatan puntir sejalan dengan kekerasannya, walaupun sedikit. Akan tetapi peningkatan kekuatan puntir ini diikuti dengan penurunan keuletannya.
0
2
4
6
8
10
12
14
0 500 1000 1500 2000 2500
Sudut Puntir ()
Mo
me
n P
un
tir
(Mp
) Tanpa perlakuan
Hardening -temperingHardening 900 C -tempering 400 C
Hardening 1000 C -
tempering 400 C

Anrinal et al. / JTM – ITP 11 (2) (2021) 140-145 145
Gambar 15. Hubungan antara Tegangan Puntir (p)
dengan Sudut puntir spesifik ()
Mampu keras merujuk kepada sifat baja yang menentukan dalamnya pengerasan sebagai akibat proses quench dari temperatur austenisasinya. Mampu keras tidak dikaitkan dengan kekerasan maksimum yang dapat dicapai oleh beberapa jenis baja. Kekerasan permukaan dari suatu komponen yang terbuat dari baja tergantung pada kadar karbon dan laju pendinginan [4-6].
Oleh sebab itu upaya peningkatan kekuatan puntir baut M8 dengan metode hardening – tempering tidak direkomendasikan, karena baut M8 yang terbuat dari baja karbon rendah memiliki hardenability yang rendah, sehingga peningkatan kekuatan puntir baut M8 sedikit sekali.
4. Simpulan Berdasarkan penelitian yang telah dilakukan, dapat disimpulkan bahwa kekuatan puntir baut M8 yang mengalami perlakuan lebih rendah dari pada tanpa perlakuan. Peningkatan temperatur hardening dari 900
0C menjadi
10000C dengan suhu tempering yang sama
4000C dapat meningkatkan sedikit kekuatan
puntir baut M8, tetapi diiringi dengan penurunan keuletannya. Pemanasan pada hardening dengan suhu yang terlalu tinggi (1100
0C) dapat mengakibatkan sedikit
penyusutan penampang batang ulir, dan terjadinya keausan pada ulir dan membuat ulir menjadi dol.
Upaya peningkatan kekuatan puntir baut M8 dengan metode hardening – tempering tidak direkomendasikan, karena baut M8 terbuat dari baja karbon rendah yang memiliki hardenability rendah, sehingga peningkatan kekuatan puntir baut M8 tidak berarti.
Ucapan Terima Kasih Terima kasih diucapkan kepada seluruh Staf Teknik Mesin Institut Teknologi Padang yang telah memberikan kontribusi sehingga artikel ini dapat diselesaikan.
Referensi [1] Marianto (2020), Cara Mudah Oprek
Mesin Motor Yang Aman Agar Tidak Jebol. URL: https://www.teknik-otomotif.co.id/cara-oprek-mesin-motor-yang-aman/
[2] K.E. Thelning (1984), Steel and its Heat Treatment, Second Edition, Butterworth,
[3] Anrinal, Optimasi Pemakaian Media Quenching Pada Proses Direct Quenching Dan Pengembangan Produk Baru Elastic Rail Fastening, Tesis Pascasarjana UI, Jakarta, 1996.
[4] H. Anrinal (2013). Metalurgi Fisik. Yogyakarta: Andi..
[5] R. Suratman (1994), Panduan Proses Perlakuan Panas, Lembaga Penelitian ITB, Bandung,.
[6] R.E. Smallman, Metalurgi Fisik Modern & Rekayasa Material, Penerbit Erlangga, Jakarta, 1999.
0
50
100
150
200
250
300
350
400
450
500
0 10 20 30
Sudut Puntir Specifik ()
Tega
nga
n P
un
tir
( p
)
Tanpa perlakuanhardening - tempering
Hardening 900 C -tempering 400 C
Hardening 1000 C -tempering 400 C





























