Embed Size (px)
Citation preview

f
er com-s a0 µm.onstantitalcompos-d with
tes
Combustion and Flame 138 (2004) 373–383www.elsevier.com/locate/jnlabr/cn
Laser ignition of nanocomposite thermites
John J. Granier, Michelle L. Pantoya∗
Mechanical Engineering Department, Texas Tech University, Lubbock, TX 79409, USA
Received 10 June 2003; received in revised form 1 April 2004; accepted 1 May 2004
Available online 12 August 2004
Abstract
Laser ignition experiments were performed to determine the ignition time of nanoscale particle diametposites of aluminum (Al) and molybdenum trioxide (MoO3). Ignition time and burn rate were measured afunction of stoichiometry and also as a function of Al particle diameter, which ranged from 17.4 nm to 2Composites were pressed into solid cylindrical pellets with a 4.5-mm diameter and length and with a c38% theoretical maximum density (TMD). A 50-W CO2 laser provided the ignition source and high-speed digimages were used to determine ignition time and burn rates. Results indicate that nanoscale Al particleites show significantly reduced ignition times that varied from 12 ms up to 6 s for nanometer comparemicrometer scale Al particle composites, respectively. 2004 The Combustion Institute. Published by Elsevier Inc. All rights reserved.
Keywords: Laser ignition; Nano aluminum combustion; Nanocomposite energetic materials; Ignition delay time; Burn ra
her-hal-rgeap-
-d
-ig-
ea-lay
ategni-r-ile
ringpo-ce
n-
i-erl. Infortesn-
1. Introduction
Thermite reactions can be described as exotmic involving the reduction of metallic oxides witaluminum to form aluminum oxide and metals orloys. Thermite reactions are characterized by laheat release, which make some ideal for ordnanceplications. In this study Al and MoO3 react to formproducts as in Eq.(1) [1]. Based on the high heat of reaction (Hrxn), the rection can be initiated locally anbecome self-sustaining:
2Al + MoO3 → Mo + Al2O3,
(1)�Hrxn = 4705 kJ/kg.
The ignitability of a thermite is an extremely important performance parameter. Knowledge of the
* Corresponding author. Fax: +1-8016-742-3540.E-mail address: [email protected]
(M.L. Pantoya).
0010-2180/$ – see front matter 2004 The Combustion Institutdoi:10.1016/j.combustflame.2004.05.006
nition energy and time will allow materials to btailored for specific applications. For example, prameters such as ignition energy and ignition decould dictate which composition is most approprias a primer in a weapon system. Increasing the ition sensitivity of a composite may allow the incoporation of less expensive, lighter, and more mobenergy sources in the weapon system. Discovethermites that require less ignition energy couldtentially reduce the overall payload of the ordnansystem. Also, understandingthe ignition sensitivityof thermites is critical for their safe use and hadling.
Ignition sensitivity is measured by the time to igntion. A thermally sensitive composite will ignite fastthan a reference standard for the same materiathe following experiments a standard ignition timetraditional micrometer-scale Al diameter composiof Al/MoO3 is 6 s. Therefore increasing ignition sesitivity would require a reduction in ignition time.
e. Published by Elsevier Inc. All rights reserved.

374 J.J. Granier, M.L. Pantoya / Combustion and Flame 138 (2004) 373–383
leons-th-
y in-terenac-fu-ig-the
larsedives.ultmal-o-he
lesre-ted
ream-
ore,ms
thate inthe
rmsrgyhendelt-
ceder-
ig-of
onag-
te.geine
ate.torsesnd 3ale
heas
Reduction of thermite fuel and oxidizer particsize from micrometer to nanometer scale dimensiconsiderably increases the surface-area-to-volume ratio, thereby allowing more fuel to be in contact wioxidizer. Increasing the fuel/oxidizer contact will increase the amount of material that can react at anstant of time. Also, nanoscale particles permit greaintermixing and reduced diffusion distance betwefuel and oxidizer particles. Because thermite retions are diffusion-controlled, decreasing the difsion distance could potentially permit decreasednition times and increased reaction rates. Becausediffusion distance is reduced almost to the moleculevel, nanocomposites have the potential for increaenergy densities that may surpass those of explos
Thermites are traditionally considered a difficclass of pyrotechnics to ignite due to the large therstimulus required[2]. This is because ignition is usually achieved by the melting of one of the two compnents followed by a diffusion-controlled reaction. Tmelting point for bulk aluminum is 660◦C and MoO3begins to sublime at 750◦C [3]. As the Al particle sizeis reduced, the thermal properties of the Al particmay be expected to differ from those of their corsponding bulk solids. This behavior may be attributo the surface effect of superfine particles[4]. The sur-face effect results from the fact that the surface aof nanometer-scale particles is relatively large copared to that of micrometer-scale particles. Therefthe ratio of surface atoms to the total number of ato
in a nanometer-scale particle is much greater thanof the corresponding bulk solid. Surface atoms ara higher energy state than the interior atoms andsurplus of energy at the surface is described in teof the surface energy. The existence of this enemanifests itself in the form of surface tension of tparticles[4]. It is this increase in surface energy asurface tension that may contribute to the lower ming temperature of nanometer-scale particles[4]. Thistheory suggests that ignition times may be reduowing to the reduced melting point of nanometscale Al particles.
The objective of this study is to compare thenition time and burn rate of compressed pelletsnanometer- and micrometer-scale Al/MoO3 compos-ites. Laser ignition experiments were performedvarious composition samples and high speed iming allowed analysis of ignition time and burn raThree Al particle sizes were examined, with averadiameters of 108, 39.2, and 29.9 nm, to determan optimum fuel/oxidizer composition of Al/MoO3based on shortest ignition time and highest burn rA slightly fuel rich mixture was then further usedanalyze the effect of varying Al particle diametefrom 17.4 nm to 20 µm. Ignition time and burn ratwere measured and analyzed for 10 nanoregime amicroregime Al particle diameters and the nanoscMoO3 remained constant.
Fig. 1 is a representative SEM micrograph of tAl/MoO3 nanocomposite mixture. This image w
Fig. 1. SEM micrograph of 80-nm Al particles mixed with MoO3 particles.

J.J. Granier, M.L. Pantoya / Combustion and Flame 138 (2004) 373–383 375
r.ix-edre
heastOthatheet
gyontlyrr Alµmt a
ter-
nd
ed
edp-e-met-
y
larnmtheis
eerce
thetedntn
lu-hecaleandndardas
e ofole-
m-fein
-
elall
captured at Los Alamos National Laboratory by DEdward Roemer and illustrates a loose powder mture of average particle diameter 80 nm Al combinwith MoO3. This image shows the spherical natuof the Al particles and sheet-like morphology of tMoO3. Nanoscale particles by definition have at leone dimension less than 100 nm in length. The Mo3particles are an example of a nanoscale particlehas length dimensions exceeding 100 nm, but sthickness on the order of 10 nm.
2. Experimental
2.1. Sample preparation
The Al powders were purchased from Technano(Irvine, CA) and analyzed for particle size distributiand purity. Aluminum nanopowders are inherenpyrophoric and therefore an Al2O3 passivation layesurrounds each particle. The micrometer-diametepowders ranged in size from 3–4, 10–14, and 20in diameter and were purchased from Alfa Aesar astated purity of 97–99% Al (Table 1). These particlesalso have a passivation layer but the overall Al2O3content is significantly lower than nanoscale maial. All Al particles are spherical (Fig. 1) and moreinformation regarding characterization of these asimilar nano-Al particles can be found in[5]. Specificphysical data pertaining to each Al sample is providin Table 1. Active Al content refers to Al not in theform of Al2O3. The average particle size is calculatfrom surface area measurements using a gas adsortion analyzer and Brauner–Emmitt–Teller (BET) thory [6]. The oxide layer thickness is calculated froweight gain measurements using a thermal gravimric analyzer (TGA). The MoO3 was also supplied b
Technanogy (Irvine, CA) and consisted of rectangusheetlike particles roughly 1 µm in length and 20thick (Fig. 1). Because at least one dimension ofrectangular MoO3 particles is less than 100 nm, thmaterial is also classified as nanoscale.
The Al and MoO3 powders were mixed to achieva specific mass ratio. The variation in fuel/oxidizcomposition will be reported in terms of equivalenratio (φ):
(2)φ = (F/A)ACT
(F/A)ST.
In this equation,F represents fuel (Al),A is oxidizer(MoO3), and the subscripts ACT and ST indicateactual and stoichiometric ratios. It should be nothat Eq. (2) considers the actual active Al contereported inTable 1and the stoichiometric reactioEq.(1).
The powder mixture was suspended in a sotion and mechanically mixed using sonic waves. T30-min sonication process helps break up macrosagglomerates and ensure better mixing of fueloxidizer. The final powder mixture was dried apressed into solid cylindrical pellets using a standaxial press. The theoretical maximum density wcalculated for each mixture as a weighted averagthe pure solid densities of the three constituent mcules (Al, MoO3, and Al2O3).
For the composition study, three Al particle diaeters fromTable 1were initially tested over a range ofive fuel/oxidizer mass ratios (30% to 70% Al). Thequivalence ratios for each mixture are tabulatedTable 2. It is noted thatφ < 1 corresponds to fuellean mixtures,φ > 1 are fuel-rich, andφ = 1 arestoichiometric. To further study the behavior of fuparticle size, additional pellets were prepared forAl particles listed inTable 1mixed with MoO3 to anequivalence ratio of 1.2.
Table 1Aluminum particle descriptions and mixture thermal properties
Al particlediameter(nm)
Oxide layerthickness(nm)
Active Alcontent(%)
Thermalconductivity(W/mK)
Heatcapacity(J/g K)
Thermaldiffusivity(m2/s× 105)
17.4 1.9 37.7 82 874 6.2224.9 1.8 53.8 92 879 6.9529.9 2.8 44.3 86 876 6.5539.2 2.5 57.5 94 880 7.0852.7 1.9 73.5 100 883 7.5675.9 2.3 80.4 103 884 7.73100.9 2.8 81.8 103 884 7.76108 3.4 72.7 100 883 7.54153.8 4.5 77.3 102 882 7.66202 7.7 71.6 100 883 7.513000–4000 5.2 99.9 123 888 9.2110,000–14,000 5.6 98.0 122 888 9.1320,000 6.3 97.5 121 887 9.12

376 J.J. Granier, M.L. Pantoya / Combustion and Flame 138 (2004) 373–383
izes
0
sAnex-edof
the
xi-n-W.
valstedis-
ion,f theur-er
e-blea ather to
cal
Table 2Equivalence ratios for three nanometer scale Al particle smixed with MoO3
Al particlediameter(nm)
Fuel/oxidizer mass ratio
30/70 40/60 50/50 60/40 70/3
108 0.83 1.29 1.94 2.91 4.4539.2 0.66 1.02 1.53 2.3 3.5829.9 0.51 0.79 1.18 1.77 2.76
2.2. Laser ignition apparatus
A 50-W CO2 laser (wavelength 10.6 µm) waused to ignite the flat end of the horizontal pellet.electromechanical shutter controlled the samplesposure to the irradiation. A Phantom IV high-specamera was triggered to record from the instantsample exposure through ignition at 32,000 framesper second (fps). A schematic and photograph of
experimental setup is shown inFig. 2. The laser beamdiameter is 4 mm with beam divergence 5± 1 mRad,producing a maximum power density of appromately 100 W/cm2. The laser was operated in cotinuous wave (CW) mode and held constant at 50The beam power was measured at regular interwith a thermal power meter. The laser was operain its original state of a Gaussian beam intensity dtribution. Because of the Gaussian beam distributspecial care was taken to ensure that the center obeam was aligned with the center of the planar sface of the cylindrical pellet. A visible red diode laswas used for aligning the infrared CO2 laser.
Ignition time is determined as the difference btween laser onset and the first infrared (IR)/visilight output and recorded by the high-speed camer32,000 fps, giving a time resolution of 31.0 µs. Thigh-speed camera was positioned perpendiculathe CO2 laser beam path and the curved cylindrisurface of the pressed sample.
Fig. 2. Laser ignition apparatus.

J.J. Granier, M.L. Pantoya / Combustion and Flame 138 (2004) 373–383 377
beringrig-dingOord-eedhe
imethe
eedrchlsoes-
stimearnd
ntoestig-le
ms.by
i--irlyionllet
dis-ms
di-
nby
tes
ll
of
icleectsmale-
rstheesepar-
el-10terle-resllot-ite.ntedr Allog
ion
etsto
er.
os-ed,
An electromechanical delay was measured to24 ms for the shutter response time, therefore altethe synchronization of the shutter and camera tgering. The shutter delay was measured by sena visible red diode laser (used for aligning the C2laser) through the same triggered shutter and recing the red dot’s first appearance with the high-spcamera at the same time resolution of 32 kfps. Telectromechanical delay was calculated as the tdifference between time zero (actually triggeringshutter) and first view of the red diode laser.
The burn rate was measured with the high-spcamera and imaging software. The Vision Reseasoftware provided with the Phantom IV camera aprovided a means of postprocessing video data. Bytablishing a reference length, the software determinespeed based on a distance between sequentialframes. Using a “find edge” image filter, the planreaction front location could easily be identified amarked for speed measurements.
3. Results
Fig. 3shows that ignition time is a strong functioof composition. The ignition time correspondingslightly fuel rich conditions was repeatedly the fastat approximately 20 ms. The largest difference innition time was observed for the largest Al particdiameter composites, which ranged from 20–260
The corresponding burn rates were determinedfollowing the luminescent flame front in the axial drection along the cylindrical pellet.Fig. 4shows a sequence of images that illustrate ignition and the faplanar flame propagation through the pellet. Ignitoccurs on the front face and in the center of the pefirst. This is consistent with the Gaussian energytribution from the laser beam exhibiting a maximuin the center[7]. The burn rates for all compositionand particle diameters are shown inFig. 5. The burnrate is also a strong function of composition and
rectly related to the ignition time. As with ignitiotime, the largest difference in burn rate is displayedthe 108-nm Al mixtures, ranging from 1 to 20 m/s.
For all Al diameters studied, the highest burn racorrespond to slightly fuel-rich conditions. It is notedthat for approximately equal ignition times for athree Al diameters (tign ≈ 20 ms forφ ≈ 1.2), the108-nm Al burn rates are twice the magnitudethe 39.2- and 29.9-nm Al mixtures (Figs. 3 and 5).These observations suggest that smaller Al partsize composites reveal a point where transport effchange. One explanation may be the higher therproperties of the 108-nm Al composite, which rsult from a lower percentage of Al2O3 content (Ta-ble 1). As particle size decreases, the Al2O3 contentincreases. The Al2O3 acts as a heat sink and lowethe thermal properties of the composite, makingcomposite more resistant to heat propagation. Thresults suggest that a tradeoff may exist betweenticle size and Al2O3 content.
Ignition times were recorded for six to seven plets for each nano-Al particle diameter mixture andto 20 pellets for each micrometer Al particle diamemixture. The ignition time as a function of Al particdiameter is shown inFig. 6. The sample number decreased for the micrometer-size Al diameter mixtubecause the ignition times often exceeded the ated camera memory or samples simply did not ignThe deviation bars inFig. 6 are generated based othe standard deviation of the data collected. It is nothat the standard deviation bars for the micrometeparticle diameter samples are deceiving due to thescaling of ignition time. The actual standard deviatvalues can be seen inTable 3.
Burn rates were measured for four to six pellfor each nanometer Al particle diameter and 820 pellets for each micrometer Al particle diametGenerally, burn rate varied from 1 to 30 m/s (Ta-ble 3). The largest variability in burn rate, 14–17 m/s,was associated with the largest Al particle compites (10–20 µm). As Al particle diameter is decreas
Fig. 3. Ignition time as a function of equivalence ratio. The legend refers to the average Al particle diameter (Table 1).

378 J.J. Granier, M.L. Pantoya / Combustion and Flame 138 (2004) 373–383
ges
n of
edion
er,d to-t of
eg-
er
inklted
hewerm-
hlyma-les
thusduc-.teshrtm-an-eny-ay
Fig. 4. Sequence of ignition and flame propagation imafrom a 39.2-nm Al and MoO3 composite withφ = 1.2.
a corresponding reduction in the standard deviatiothe burn rate is observed.
4. Discussion
Price et al. showed that the oxide coating formon the surface of aluminum particles forms a reactbarrier or inhibition for the initiation of the aluminumoxidation reaction[8]. For the Al particles inTable 2,the oxide shell varied from 3.9 to 2.5 nm. Howevthe increased thickness of the shell was not founinhibit the ignition time. In fact, the oxide shell thickness and Al particle diameter appear independen
Fig. 5. Burn rate as a function of equivalence ratio. The lend refers to the average Al particle diameter (Table 1).
Fig. 6. Ignition time as a function of Al particle diamet(φ = 1.2) plotted on a log/log scale.
ignition time for the slightly fuel rich (φ = 1.2) case(Fig. 3). But the overall amount of Al2O3 in thecomposite may inhibit burn rates because Al2O3 hasa low thermal conductivity and acts as a heat sduring flame propagation.Table 1 lists the thermaphysical properties of each composite as a weighaverage of Al, Al2O3, and MoO3 [3]. The ther-mal conductivity increases by roughly 30% from tnanometer to the micrometer composites. The lothermal conductivity associated with the nanocoposites are weighted by the abundance of Al2O3 inthe mixture. Variations in heat capacity are roug2%. These values are representative of bulk scaleterials. It should be noted that nanoscale partichave increased interfacial or surface energy andproperties such as heat capacity and thermal contivity may be altered for particles on the nanoscale
One possible explanation for the higher burn raand shorter ignition times for the slightly fuel ric(φ = 1.2) mixture may relate to the diffusive transpomechanisms. Since the solid pellets are only copressed to 38% TMD, this suggests that a finite qutity of air is trapped in the interstitial spaces betwethe Al and MoO3 particles. The trapped gaseous oxgen is a faster diffuser than a solid oxidizer and m

J.J. Granier, M.L. Pantoya / Combustion and Flame 138 (2004) 373–383 379
Table 3Ignition time and combustion wave speed for Al/MoO3 as a function of Al particle diameter
Al particlediameter (nm)
Ignition time Burn rate
avg (ms) st dev (ms) avg (m/s) st dev (m/s)
17.4 24.21 8.76 2.16 1.3924.9 21.73 12.60 3.23 1.2729.9 18.39 10.38 1.64 0.1439.2 21.93 12.00 3.17 1.7552.7 15.55 6.57 11.23 4.1275.9 20.76 6.90 6.81 0.73100.9 14.56 4.69 5.55 1.65108 17.31 4.37 6.40 0.96153.8 25.49 11.88 6.04 1.33202 12.40 2.68 8.26 5.483000–4000 89.43 52.82 1.20 0.8510,000–14,000 1384.13 736.05 29.92 17.1420,000 6039.43 847.18 22.91 14.89
hs.on-es
n aatx-
actxi-ed
lmi-
teres.ayter-ra-inunc-stsicaldeandreolidn-
s
inaAl
ct
ofx-tual
f
per-ius
of
the
theingusees,
dis-re
dy
intores-peturethepar-ized
participate in the reaction. Having slightly fuel-ricconditions allows plenty of fuel for both reactionA second explanation is that the higher thermal cductivity associated with the fuel metal enhancheat transfer. The increased Al concentration islightly fuel-rich mixture improves conductive hetransfer. This is true only up to a limit; when an ecessive amount of Al is present (i.e.,> φ = 1.2), thenthe composite simply lacks enough oxidizer to requickly. In this case, more time is required for the odizer to diffuse into the Al and the burn rate is reducand ignition time is prolonged.
Fig. 6 shows that the ignition time for nano-Aparticle composites can be reduced by 99.8% overcrometer Al composites; i.e., from 6 s in micromeAl composites to 12 ms in nanometer Al compositThis is a significant decrease in ignition time that mresult from the physical properties of the nanomescale Al particles. Specifically, the melting tempeture of Al is a function of the particle size. To obtaa model that describes melting temperature as a ftion of particle size consider a particle which consiof a spherical solid core surrounded by a sphershell of liquid. Reiss and Wilson[9] used a standartheory of equilibrium thermodynamics to obtain thequilibrium temperature between a solid sphereconcentric liquid shell. This equilibrium temperatucan be considered the melting temperature of the sparticle. This theory was further developed by Haszen[10] and Wronski[11] and is also a form of theGibbs–Thompson equation[12]. From their analysefollows the equation
(3)T∞ − Tm = 2T∞�Hfus
{σsl
ρs(r − τ)
}.
It is noted that actual Al particles contain an alumshell with a higher melting temperature than the
core (2046 vs 660◦C, respectively[3]). This shell actsas a nanocrucible for the melting Al with little effeon the melting temperature itself[13]. The molten Alcore will expand and induce cracks on the surfacethe particle where the Al can react with oxidizer. Eperiments have shown that this model describes acnanometer Al particle-melting depression nicely[13].
In Eq. (3), T∞ is the bulk melting temperature osolid Al (i.e., 660◦C [3]), �Hfus is the enthalpy offusion for Al (i.e., 400 J/g [3]), Tm is the particle-size-dependent melting temperature (i.e., the temature of equilibrium between a solid sphere of radr and a concentric liquid shell of inner radiusr–τ andthicknessτ ). The liquid shell thickness,τ , is assumedto be on the order of 30 Å, similar to the analysistin particles by Wronski[11]. In Eq. (3), σsl is theinterfacial surface tension between the solid andliquid (i.e., 863 dyn/cm [3]), and ρs is the densityof the solid (i.e., 2.69 g/cm3 [3]). Considering all ofthe above,Fig. 7 shows the variation of Al meltingtemperature as a function of particle diameter. Asparticle diameter is reduced from 100 nm, the melttemperature begins to reduce dramatically. BecaAl powders are composed of a range of particle sizeach nanometer Al sample likely contains sometribution of particles within the melting temperatudepression range.
Nanometer scale Al particles used in this stuare made using a vapor condensation method[14].In this method, the metal vapors are condenseda flowing stream of inert gas under reduced gas psures. Particle size is controlled by the flow and tyof inert gas, the total gas pressure, the temperaof the evaporating metal, and the geometry ofvaporizing–condensing system. In this technique,ticle nucleation and growth rates control particle sdistributions[15]. With the Al particles considere
380 J.J. Granier, M.L. Pantoya / Combustion and Flame 138 (2004) 373–383
i-
alrti-ced
Altlytos-ale
i-lidi-
flux
n-an
ur
Al,soera-
de
ourter
ts.ni-rter-
All-
p-s oftion
adeatedre.ur-ds.
uestedera-
Fig. 7. Melting temperature as a function of Al particle dameter (from Eq.(3)).
in this study the size distributions are log-normsuch that all samples contain some fraction of pacles that range between 1 and 50 nm. The reduignition times observed inFig. 6 may result from anabundance of particles in each nanometer scalesample that exhibit melting temperatures significanlower than the bulk (Fig. 7). This theory suggests thathe ignition temperature in nanometer scale compite samples will be lower than that in micrometer sccomposites.
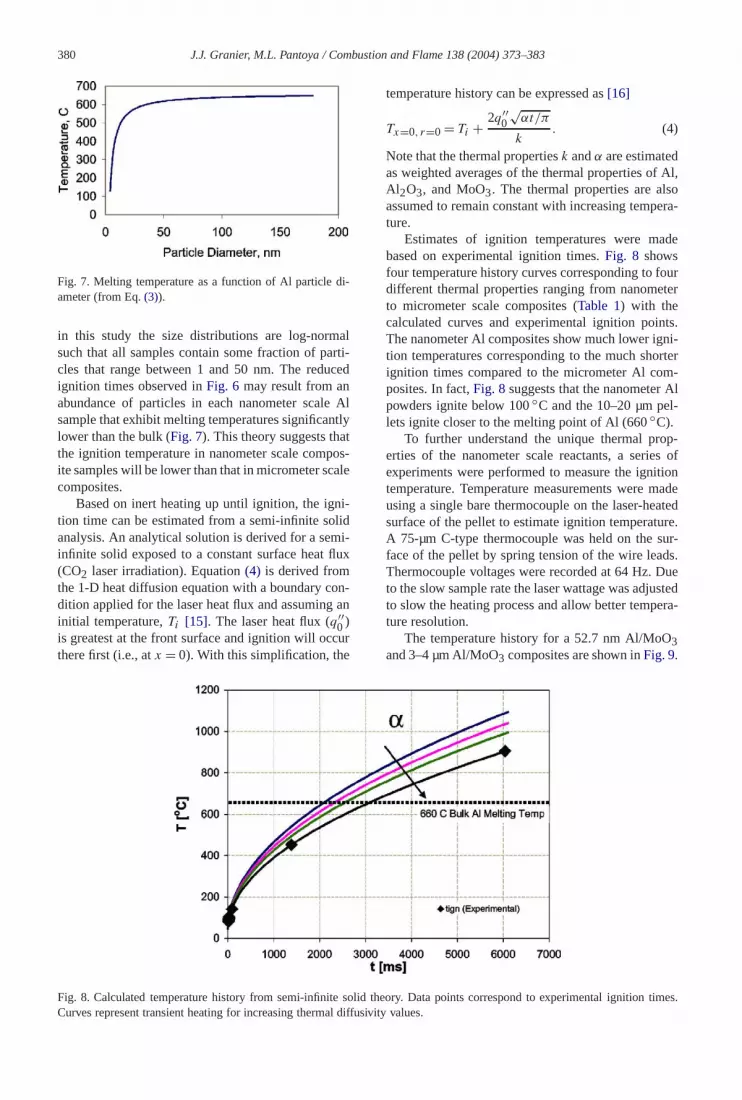
Based on inert heating up until ignition, the igntion time can be estimated from a semi-infinite soanalysis. An analytical solution is derived for a seminfinite solid exposed to a constant surface heat(CO2 laser irradiation). Equation(4) is derived fromthe 1-D heat diffusion equation with a boundary codition applied for the laser heat flux and assuminginitial temperature,Ti [15]. The laser heat flux (q′′
0)is greatest at the front surface and ignition will occthere first (i.e., atx = 0). With this simplification, the
temperature history can be expressed as[16]
(4)Tx=0, r=0 = Ti + 2q′′0√
αt/π
k.
Note that the thermal propertiesk andα are estimatedas weighted averages of the thermal properties ofAl2O3, and MoO3. The thermal properties are alassumed to remain constant with increasing tempture.
Estimates of ignition temperatures were mabased on experimental ignition times.Fig. 8 showsfour temperature history curves corresponding to fdifferent thermal properties ranging from nanometo micrometer scale composites (Table 1) with thecalculated curves and experimental ignition poinThe nanometer Al composites show much lower igtion temperatures corresponding to the much shoignition times compared to the micrometer Al composites. In fact,Fig. 8suggests that the nanometerpowders ignite below 100◦C and the 10–20 µm pelets ignite closer to the melting point of Al (660◦C).
To further understand the unique thermal proerties of the nanometer scale reactants, a serieexperiments were performed to measure the ignitemperature. Temperature measurements were musing a single bare thermocouple on the laser-hesurface of the pellet to estimate ignition temperatuA 75-µm C-type thermocouple was held on the sface of the pellet by spring tension of the wire leaThermocouple voltages were recorded at 64 Hz. Dto the slow sample rate the laser wattage was adjuto slow the heating process and allow better tempture resolution.
The temperature history for a 52.7 nm Al/MoO3and 3–4 µm Al/MoO3 composites are shown inFig. 9.
es.
Fig. 8. Calculated temperature history from semi-infinite solid theory. Data points correspond to experimental ignition timCurves represent transient heating for increasing thermal diffusivity values.
J.J. Granier, M.L. Pantoya / Combustion and Flame 138 (2004) 373–383 381
ting
Fig. 9. Thermocouple measurements of ignition temperature for nanometer Al and micrometer Al composites. Note laser heawas adjusted to 15 W for the micrometer Al composite and 5 W for the nanometer Al composite.Wserr toues in
eleschos-oryr-
-
ue ton.ou-lletel-ate
rs.itesro-
de-enothultlelly,ger-the
le
via-allyeri-
uteri-
ised,ox-
hellesteder,-
themeH,ionau-thede-torsia-ble
onseer-
lledib-ityardni-lyed.de-of
The 3–4 µm Al curve was heated at laser power 15and the 52.7 nm Al curve was heated at 5 W lapower to obtain better temperature resolution prioignition. The 3–4 µm curve clearly heats faster dto the increased laser flux. The temperature spikeeach curve indicate ignition of the mixture.
As predicted by the semi-infinite solid mod(Fig. 8) and the experimental ignition temperatur(Fig. 9), the nanometer Al composites ignite at mulower temperatures than the micrometer Al compites. The 52.7 nm Al composite temperature histshown inFig. 9 estimates that the ignition tempeature is near 100◦C. The 3–4 mm Al compositetemperature history shown inFig. 9 predicts an ig-nition temperature of 610◦C, which is near the melting temperature of Al (660◦C). It is noted that thetemperatures around the spikes are inaccurate dthe thermocouple lag time and low time resolutioOther problems can also arise from the thermocple contact conditions and separation from the peas the flame moves away from the front of the plet. These experiments were only done as a estimand for comparison between Al particle diameteThe results indicate that the nanometer Al composclearly ignite at a lower temperature than the micmeter Al mixture.
As the Al particle size increases, the standardviation (i.e., the variability in measurements betwea given set of experiments) also increases for bignition delay time and burn rate. This may resfrom a combination of factors including the particsize distribution and mixture homogeneity. Generabroader size distributions are associated with larparticle diameters[5]. In a diffusion-controlled reaction, the burn rate is proportional to the inverse ofparticle radius[17]. Granier and Pantoya[18] used aprobability density function (pdf) analysis for partic
size distribution and showed that the standard detion (or variance) in burn rate increases dramaticas the particle size distribution broadens. The expments reported here coupled with the pdf model[18]suggest that particle size distribution may contribto the large variability between a given set of expements and result in a larger standard deviation.
Another factor influencing standard deviationthe mixture homogeneity. As particle size is reducthe number of contact points between fuel andidizer particles will correspondingly increase[19],thereby improving the mixture homogeneity. Tlower standard deviations associated with the smaAl particle diameter mixtures may also be influencby improvements in mixture homogeneity. Howevparticle size is not the only criteria for obtaining improved mixture homogeneity. Many factors affectmixing and preparation of particulate media, soof which include mixing solution temperature, pcomposition, zeta potential, sonication time, additof surfactants, drying time, and temperature. Thethors are currently working on a study to analyzepreparation of nanocomposite thermites in moretail. Preliminary results suggest that several faccontribute to mixture homogeneity and that vartions in homogeneity among samples are inevitaand may contribute to the high standard deviatimeasured. These theories suggest that by engining nanostructured energetic materials with controfuel/oxidizer length scales, variations in size distrution could be eliminated and mixture homogenemay become more consistent. In this way, standdeviations in combustion behaviors may be mimized and ultimately a thermite that exhibits highrepeatable burning performance would be develop
Table 3 shows the burn rates and standardviations for all samples studied. The burn rates

382 J.J. Granier, M.L. Pantoya / Combustion and Flame 138 (2004) 373–383
ntlyi.e.,
e in
oreof
c-heatichate.hat
thennot
terence
imi-bestd ae asTheay
-
t tonkmse).
eenpar-sive
a
hatorendrichultad-tess
inpo-os-
rti-
di-anig-
ndre-
the micrometer scale composites appear significahigher than the nanometer scale composites (20 vs 2 m/s, respectively). This likely results fromlarge bulk preheating due to longer laser exposurthe micrometer Al composites. As seen inFig. 6, themicrometer Al composites heat for seconds befignition. This inert heating raises the temperaturethe entire pellet prior to the formation of any reation zone. Once a reaction zone is formed, the prezone can reach the ignition temperature faster whpromotes a faster flame propagation and burn rSchematic illustrations of temperature profiles tmay result from laser heating are shown inFig. 10.Because of this preheating effect, the burn rates ofmicrometer and nanometer scale composites cabe compared directly.
Fig. 11 shows the burn rates for the nanomeAl composites only because these samples experisimilar initial conditionsthrough ignition times onthe order of ms. These composites experience slar preheating behavior. Two distinct regions canseen inFig. 11, a region associated with the sloweburn rates and smallest Al particle diameters ansecond region in which burn rate tends to increasthe particle size is decreased from 200 to 50 nm.low burn rates associated with the first region mbe explained by the exceptionally high Al2O3 con-tent in these nanometer Al particles (Table 1). Thethermal conductivities of Al2O3, Al, and MoO3 are30, 300, and 50 W/mK, respectively. When the composite contains a larger percent Al2O3, the thermalproperties of the composite become more resistanheat propagation. Al2O3 essentially acts as a heat siand slows the burn rate to values as low as 1–4/s(Fig. 11). In the second region, burn rates increawith decreasing particle size (from 200 to 50 nmThis trend suggests that a trade off may exist betwthe enhanced burn rates obtainable by reducingticle size and the thermal lag produced by excesAl2O3.
5. Conclusions
Ignition time and burn rate were found to befunction of the stoichiometry of the Al/MoO3 mix-ture, especially with nanometer Al composites tare relatively large (diameter 108 nm) and have mactive Al content. The shortest ignition time afastest burn rates are associated with slightly fuel-mixtures (i.e., equivalence ratio 1.2). This is a resof enhanced thermal properties associated withditional Al content and complete or nearly compleoxidation. As the mixture becomes too fuel-rich, leoxygen in the form of air and solid oxidizer (MoO3)is available for the reaction.
(a)
(b)
Fig. 10. Schematic illustration of thermal behaviornanometer Al composites after milliseconds of laser exsure (a) and the preheating effect in micrometer Al compites after seconds of laser exposure (b).
Fig. 11. Burn rate as a function of nanometer scale Al pacle diameter (φ = 1.2).
It has been shown that decreasing Al particleameter from micrometer to nanometer scale inAl-MoO3 composite consistently decreases thenition time by up to two orders of magnitude aimproves the repeatability of the composite’s

J.J. Granier, M.L. Pantoya / Combustion and Flame 138 (2004) 373–383 383
ig--
ingTheof
ug-Al
asee the
the-secleas
fromreer
ofme-
othAl
sultar-Al
yndre
oser-ionon.
he
rt
ndFL,
cle
B.of
16.ting
ci.
n-essld3.1.
)
,k,
on,
(5)
In-,
and
0)
el-
0)
sponse to ignition. The increased sensitivity tonition that results from nanometer Al particle composites may be attributed to the reduction in melttemperature associated with nanometer particles.Gibbs–Thompson equation shows that the meltingnanometer Al particles can be as low as 150◦C. Thetheory and experiments presented in this study sgest that the ignition temperature of nanometercomposites may be approximately 100◦C while thebulk composite is approximately 610◦C and closer tothe melting point of bulk Al.
Burn rates in these pellets were shown to increas particle size increases except in the cases wherAl2O3 content exceeded 50%. The Al2O3 was spec-ulated to retard the burn rate and overpower theoretical effect that reducing particle size will increaburn rate. For composites with average Al partisize in the range of 200 to 50 nm, the burn rate wobserved to increase as particle size decreased4 to 12 m/s. The micrometer Al composites weshown to exhibit significant preheating due to longexposure to radiation prior to ignition. The effectpreheating was to increase the burn rate in microter Al composites.
Standard deviations in the measurements for bignition delay time and burn rate decrease as theparticle diameter decreases. This behavior may refrom improved mixture homogeneity and smaller pticle size distributions associated with the smallestparticle mixtures.
Acknowledgments
The authors gratefully acknowledge the ArmResearch Office (Contract DAAD19-02-1-0214) atheir ARO program manager, Dr. David Mann. We aalso thankful for partial support by the Los AlamNational Laboratory through the Advanced Engetics Initiative and the Defense Threat ReductAgency (DTRA) and our colleague, Dr. Steven F. S
References
[1] S.H. Fischer, M.C. Grubelich, in: Proceedings of t24th International Pyrotechnics Seminar, 1998.
[2] L. de Yong, B. Park, F. Valenta, MRL Technical RepoMRL-TR-90-20 (1990).
[3] R.C. Weast (Ed.), CRC Handbook of Chemistry aPhysics, 64th ed., CRC Press, Boca Raton,1984.
[4] N. Ichinose, Y. Ozaki, S. Kashu, Superfine PartiTechnology, Springer-Verlag, London, 1992.
[5] M. Pantoya, S. Son, W. Danen, B. Jorgensen,Asay, J. Busse, J. Mang, Defense ApplicationsNanomaterials, ACS Symposium Series, 2004, ch.
[6] A. Schroder-Pedersen, J. Kjoller, B. Larsen, J. TesEval. 25 (4) (1997) 365–369.
[7] J.J. Granier, T. Mullen, M.L. Pantoya, Combust. STechnol. 175 (2003) 1929–1951.
[8] E.W. Price, in: K. Kuo, M. Summerfield (Eds.), Fudamentals of Solid Propellant Combustion, Progrin Astronautics and Aeronautics, Martin SummerfieSeries, vol. 90, AIAA, Reston, VA, 1984, pp. 479–51
[9] H. Reiss, I.B. Wilson, J. Colloid Sci. 3 (1948) 551–56[10] K.-J. Hanszen, Z. Phys. 157 (1960) 523–553.[11] C.R.M. Wronski, Brit. J. Appl. Phys. 18 (1967
1731–1737.[12] R. Defay, I. Prigogine, A. Bellemans, D.H. Everett
Surface Tension and Adsorption, Wiley, New Yor1966.
[13] J. Eckert, J.C. Holzer, C.C. Ahn, Z. Fu, W.L. JohnsNanostruct. Mater. 2 (4) (1993) 407–414.
[14] C.G. Granquist, R.A. Buhrman, J. Appl. Phys. 47(1976) 2200–2219.
[15] J.A. Puszynski, in: Proceedings of the 29thternational Pyrotechnics Seminar, Westminster, CO2002.
[16] F.P. Incropera, D.P. DeWitt, Fundamentals of HeatMass Transfer, fourth ed., Wiley, New York, 1996.
[17] R. Armstrong, Combust. Sci. Technol. 71 (199155–174.
[18] J.J. Granier, M.L. Pantoya, Combust. Theory Moding 8 (3) (2004) 555–565.
[19] A. Shimizu, J. Saitou, Solid State Ionics 38 (199261–269.





























