Embed Size (px)
Citation preview

AUTOMATIZACIÓN DE PASTEURIZADOR 30.000 L/H CON SISTEMA DE LAVADO CIP ACIDO NÍTRICO Y SODA CAUSTICA
ESTEBAN ROJAS ARRIETA
UNIVERSIDAD NACIONAL DE COLOMBIA SEDE MEDELLIN
FACULTAD DE MINAS ESCUELA DE INGENIERIA ELECTRICA Y MECÁNICA
INGENIERIA DE CONTROL 2008
AUTOMATIZACIÓN DE PASTEURIZADOR 30.000 L/H CON SISTEMA DE LAVADO CIP ACIDO NÍTRICO Y SODA CAUSTICA
ESTEBAN ROJAS ARRIETA
Trabajo dirigido de grado presentado como requisito parcial para optar al título de Ingeniero de Control
DIRECTOR: OMAR AUGUSTO ROA ROMERO
Ingeniero de Control
UNIVERSIDAD NACIONAL DE COLOMBIA SEDE MEDELLIN
FACULTAD DE MINAS ESCUELA DE INGENIERIA ELECTRICA Y MECÀNICA
INGENIERIA DE CONTROL 2008
TABLA DE CONTENIDO TABLA DE CONTENIDO .................................................................................................... 3
INTRODUCCIÓN .................................................................................................................. 4
1. DESCRIPCION ............................................................ ¡Error! Marcador no definido.
1.1. PASTEURIZACIÓN ............................................................................................... 8
1.1.1. Procedimiento ................................................................................................... 9
1.2. CIP (Cleanin In Place) ........................................................................................... 11
1.2.1. Procedimiento de limpieza. ............................................................................ 11
1.2.2. Etapas del programa CIP. ............................................................................... 12
1.2.3. Verificación del Efecto de Limpieza. ............................................................. 12
1.3. CARACTERÍSTICAS DEL MATERIAL (ÁCIDO NÍTRICO Y SODA
CAUSTICA) ..................................................................................................................... 13
1.3.1. Ácido nítrico. .................................................................................................. 13
1.3.2. Soda Caustica ................................................................................................. 14
2. DESCRIPCIÓN DETALLADA DEL PROBLEMA ................................................... 15
2.1. Fenómeno Presente. ............................................................................................... 15
3. ESQUEMA DEL SISTEMA ACTUAL ....................................................................... 17
4. ESQUEMA DEL PROCESO COMPLETO ................................................................ 19
5. DESCRIPCIÓN DE SEÑALES REQUERIDAS ......................................................... 20
5.1. Inventario de Señales ............................................................................................. 20
6. IDENTIFICACIÓN DE ELEMENTOS FINALES DE CONTROL ........................... 21
6.1. Bomba en el Sistema de Ácido Nítrico. ............................................................... 21
6.1.1. Características Típicas. ................................................................................... 21
6.1.2. Datos Técnicos. .............................................................................................. 22
6.2. Bomba en el Sistema de Soda Caustica. ................................................................ 22
6.2.1. Características Propias. ................................................................................... 22
6.2.2. Datos Técnicos. .............................................................................................. 23
6.3. Válvulas Mariposa. ................................................................................................ 23
6.4. Válvulas Bola. ........................................................................................................ 24
7. CARACTERÍSTICAS DE LOS SENSORES .............................................................. 25
7.1. Datos Técnicos. ...................................................................................................... 25
8. CARACTERISTICAS Y SELECCION DEL PLC ...................................................... 26
8.1. DIAGRAMA DE PETRI ....................................................................................... 28
LISTA DE TABLAS TABLA 1. SEÑALES REQUERIDAS………………………………………………………………..18 TABLA 2. DATOS TÉCNICOS BOMBA POSITIVA EN SISTEMA DE ACIDO. ……………….20 TABLA 3. DATOS TÉCNICOS BOMBA CENTRÍFUGA EN SISTEMA DE SODA…………….21 TABLA 4. DATOS TÉCNICOS SENSOR DE NIVEL………………………………………………23 TABLA 5. TABLA DE COMPARACION DE PLC…………………………………………………..25 TABLA 6. INVENTARIO DE SEÑALES PLC……………………………………………………….28
LISTA DE FIGURAS FIGURA 1. ESQUEMA COMPLETO DEL SISTEMA ACTUAL EN LAPLANTA………………..16 FIGURA 2. ESQUEMA COMPLETO DEL PROYECTO…………………………………………..17
ABREVIATURAS BTD: Tanque de balance
CIP: Clean in Place
INTRODUCCIÓN
Dentro del campo industrial existen varios aspectos importantes como la seguridad, la eficiencia, la calidad, los costos de operación, entre otros. La eficiencia es tal vez uno de los factores más relevantes ya que este tiene grandes implicaciones dentro del proceso productivo: fabricación, almacenamiento, transporte y comercialización; es por ello que siempre se busca lograr procesos que no solo generen grandes ganancias sino que también entreguen productos de calidad, que tengan condiciones optimas para los operarios, que sean seguros y que tengan tecnologías apropiadas, es decir, procesos productivos y eficientes de forma integral. En la automatización de los pasteurizadores y su respectivo lavado CIP, se busca garantizar que siempre haya nivel de producto dentro de estos, evitando que se pueda generar algún daño y que se ponga en riesgo la integridad física de los operadores. Se estudiara el funcionamiento del sistema CIP, el cual es una de las variables importantes dentro del proceso de pasteurización, se analizaran las señales de entrada y salida que deben ser programadas en el PLC para poder controlar esta planta y tener un sistema seguro y confiable.
1. MARCO TEORICO
1.1. Pasteurización de la leche La pasteurización, a veces denominada pasterización, es el proceso térmico realizado a líquidos (generalmente alimentos) con el objeto de reducir los agentes patógenos que puedan contener, tales como bacterias, protozoos, mohos y levaduras, etc. El proceso de calentamiento recibe el nombre de su descubridor, el científico-químico francés Louis Pasteur (1822-1895). La primera pasteurización fue realizada el 20 de abril de 1882 por el mismo Pasteur y su colega Claude Bernard. Uno de los objetivos del tratamiento térmico es la esterilización parcial de los alimentos líquidos, alterando lo menos posible la estructura física, los componentes químicos y las propiedades organolépticas de estos. Tras la operación de pasteurización, los productos tratados se enfrían rápidamente y se sellan herméticamente con fines de seguridad alimentaria; por esta razón, es básico en la pasteurización el conocimiento del mecanismo de la transferencia de calor en los alimentos. A diferencia de la esterilización, la pasteurización no destruye las esporas de los microorganismos, ni elimina todas las células de microorganismos termofílicos. En la pasteurización, el objetivo primordial no es la "eliminación completa de los agentes patógenos" sino la disminución sensible de sus poblaciones, alcanzando niveles que no causen intoxicaciones alimentarias a los humanos (suponiendo que el producto pasteurizado se haya refrigerado correctamente y que se consuma antes de la fecha de caducidad indicada). En la actualidad, la pasteurización es objeto de cada vez más polémicas en ciertas agrupaciones de consumidores a lo ancho del mundo, debido a las dudas existentes sobre la destrucción de vitaminas y alteración de las propiedades organolépticas (sabor y calidad) de los productos alimenticios tratados. Esta planta tiene como objetivo eliminar o reducir al máximo la cantidad de carga orgánica poluente producida por todo el proceso de pasterización de la leche realizada en la planta, como también recibo de leche, devoluciones y cuarto de reciclaje, para así, proteger el medio ambiente y cumplir con las leyes y controles ambientales vigentes para la industrias.
La pasteurización adopta consigo grandes ventajas, como lo son:
Mayor duración del producto lácteo final.
Alteración mínima de la leche.
Posibilidad de exportación de la leche y sus derivados.
1.1.1. Descripción Resumida de la Pasteurización
El sistema de pasteurización está compuesto por las siguientes fases y conjuntos auxiliares:
1.1.1.1 Esterilización
Circulación del equipo con agua.
Enfriamiento.
Circulación con agua a puntos de operación. La esterilización es el proceso de eliminación de toda forma de vida, incluidas las esporas. Es un término absoluto que implica pérdida de la viabilidad o eliminación de todos los microorganismos contenidos en un objeto o sustancia, acondicionado de tal modo que impida su posterior contaminación. El proceso de esterilización que se lleva a cabo es térmico y lo que se realiza es
circular con agua a 90°C en todo el equipo.
Luego de la esterilización, se para el calentamiento y se abre el frio de esta manera es llevada el agua hasta el punto de operación para producción.
1.1.1.2 Estabilización
Una vez terminado el tiempo de esterilización, el equipo comienza a trabajar con si estuviera produciendo, pero con agua, de esta manera se
evita las pérdidas de leche mientras los controladores y actuadores buscan los puntos de operación.
1.1.1.3 Pasteurización
Calentamiento de agua.
Retención.
Diversión. Una vez el equipo se ha estabilizado pasa a la etapa de pasteurización, la cual consta de transferirle energía térmica a la leche por medio de agua que ya ha sido previamente calentada por medio de vapor, esto se da en la etapa final del intercambiador de placas de calor. Luego del intercambio de energía, la
temperatura final de la leche debe ser de 75°C, para garantizar que la leche haya
quedado bien pasteurizada, luego la leche debe ser llevada a la zona de retención,
en la cual se mantiene la leche a 75°C durante 15 segundos, con esto se garantiza
una buena pasteurización. En caso de que la temperatura sea inferior a 75°C, el
producto final es rechazado y mandado de nuevo a repetir todo el proceso, esto se conoce como diversión.
1.1.1.4 Equipos Auxiliares.
Clarificadora.
Descremadora.
Homogenizador.
Estandarizadora.
Bombas centrífugas, dosificadores y de desplazamiento positivo.
Instrumentación y control.
Conjunto de suministro de aire.
Conjunto de suministro de agua.
Materiales y accesorios eléctricos e hidráulicos.
1.2. CIP (Clean in Place) El CIP tiene como objetivos remover toda clase de suciedades presentes en la superficie, esto se garantiza circulando soluciones de ácido nítrico y soda cáustica a través de las diferentes líneas de producción sin desensamblarlas, eliminando la mayor cantidad de residuos microscópicos que se puedan oler o simplemente observar, también se encarga de realizar limpieza bacteriológica que reducirá la producción de microorganismo, que puedan afectar la inocuidad del producto. Además el sistema CIP, permite realizar limpieza a una parte de la planta mientras las otras operan normalmente sin interrumpir ningún proceso, al utilizar el sistema CIP no solo se está ahorrando dinero al lograr un mejor desempeño de la planta si no que también se ahorra consumo de insumos ya que este realiza un control de la cantidad necesaria de sustancias para el desarrollo del lavado.
1.2.1. Procedimiento de limpieza.
Recuperación de los residuos de producto por medio de empuje: en esta etapa, se ingresa agua a temperatura ambiente en la línea de lavado, con el fin de evacuar la cantidad presente de leche y crema presente en la línea para minimizar perdidas de producto, además, se facilita la limpieza y se reduce la carga de contaminantes presentes.
Pre - enjuague con agua para eliminar la suciedad suelta: ddespués de terminar el ciclo de producción, se realiza inmediatamente el preenjuage con agua a una temperatura inferior a 55°C, para facilitar la remoción de grasas ya que a esta temperatura no se coagula la proteína.
Limpieza con detergente: es muy importante tener en cuenta factores importantes como la temperatura de la solución a trabajar, la concentración, el efecto mecánico y tiempo de duración. Se deben cumplir con estos parámetros con el fin de garantizar la limpieza en todas las líneas de lavado y no tener repercusiones en la etapa de producción y mucho menos en la
etapa de empacado y distribución del producto reduciendo el riesgo de pérdidas para la empresa.
Enjuague con agua limpia: cuando se en el lavado se cambia de una solución de ácido a soda es de vital importancia el enjuague con agua limpia con el fin de garantizar que no se combinen de ninguna forma el ácido nítrico y la soda cáustica ya que sería muy perjudicial para la línea de lavado.
1.2.2. Etapas del programa CIP.
El programa tiene determinados unos pasos y tiempos que deben ser cumplidos estrictamente, de no ser así se corre riesgo de tener un mal lavado en la línea y tener problemas de contaminación. A continuación se presentara las etapas que se llevan a cabo en el proceso de lavado CIP.
Enjuague con agua durante 10 minutos.
Circulación de detergente alcalino, con una concentración de 0.5-1.5% durante 20 minutos a una temperatura de 75ºC.
Enjuague de detergente alcalino con agua caliente durante 5 minutos.
Circulación de detergente ácido, con una concentración de 0.5-1% durante 10 minutos a una temperatura de 70ºC.
Enjuague con agua fría.
Enfriamiento gradual con agua fría durante 8 minutos (pasterizador de leche dura 36.6 minutos aproximadamente)
1.2.3. Verificación del Efecto de Limpieza. Es importante estar seguro de que la limpieza se realizo correctamente con el fin de aplicar correctivos si es necesario. Para esto se emplean diversos métodos de verificación de la limpieza como son una inspección visual, una inspección bacteriológicas realizadas en los diferentes puntos de monitores presentes en las maquinas, otro método de inspección importante es la toma de muestras al primer producto y al producto final. Es

menester decir que no se debe encontrar más de una bacteria coliforme por cada 100cm³.
1.3. Características del Material (ácido nítrico y soda caustica) El ácido nítrico y la soda cáustica, son las dos sustancias utilizadas para realizar el lavado en la línea CIP y para neutralizar el PH. Estos químicos son de vital importancia dentro de la planta y es necesario conocer sus propiedades físicas y químicas para saber cómo actúan y tener conocimiento de que pasos realizar durante una eventual emergencia, también es menester conocer cuál es la función que realizan durante el lavado.
1.3.1. Ácido nítrico. El compuesto químico ácido nítrico (HNO3) es un líquido corrosivo, tóxico, que puede ocasionar severas quemaduras.
1.3.1.1. Propiedades Físicas. El ácido nítrico puro es un líquido viscoso, incoloro e inodoro. A menudo, distintas impurezas lo colorean de amarillo-marrón. A temperatura ambiente libera humos rojos o amarillos. El ácido nítrico concentrado tiñe la piel humana de amarillo al contacto, debido a una reacción con la Cisteína presente en la queratina de la piel.
1.3.1.2. Propiedades Químicas. El ácido nítrico es un agente oxidante potente; sus reacciones con compuestos como los cianuros, carburos, y polvos metálicos pueden ser explosivas. Las reacciones del ácido nítrico con muchos compuestos orgánicos, como de la terebentina, son violentas, la mezcla siendo hipergólica (es decir, autoinflamable).
Es un fuerte ácido: en solución acuosa se disocia completamente en un ion nitrato NO3
- y un protón hídrico. Las sales del ácido nítrico (que contienen el ion nitrato) se llaman nitratos. La casi totalidad de ellos son muy solubles en el agua. El ácido nítrico y sus sales, los nitratos, no deben confundirse con el ácido nitroso y sus sales, los nitritos. Esta sustancia dentro del lavado es especial para remover la piedra producto de la leche quemada, remueve sales minerales y proteínas.
1.3.2. Soda Caustica El hidróxido sódico (NaOH) o hidróxido de sodio, también conocido como sosa cáustica o soda cáustica, es un hidróxido cáustico usado en la industria (principalmente como una base química) en la fabricación de papel, tejido, y detergentes.
A temperatura ambiente, el hidróxido de sodio es un sólido blanco cristalino sin olor que absorbe humedad del aire. Es una sustancia manufacturada. Cuando se disuelve en agua o se neutraliza con un ácido libera una gran cantidad de calor que puede ser suficiente como para encender materiales combustibles. El hidróxido de sodio es muy corrosivo. Generalmente se usa en forma sólida o como una solución de 50%.
Esta sustancia se utiliza en la línea de lavado CIP para remover generalmente grasas presentes en el proceso.
2. DESCRIPCIÓN DETALLADA DEL PROBLEMA
2.1. Fenómeno Presente. En el área de mantenimiento, se encuentran dos silos de almacenamiento cada uno con capacidad de 20.000 litros, en los cuales se almacena soda cáustica y ácido nítrico, estos dos tanque son los encargados de proveer a cuatro tanques receptores, dos para la línea de CIP con una capacidad aproximada de 500 litros, los otros dos para la planta de tratamiento de aguas residuales con una capacidad de 2000 litros aproximadamente. Para la línea de CIP, estos tanques receptores son los encargados de abastecer los módulos CIP 141, 142,143 y 144, Vtis, Flex-I, Flex-II en los cuales se genera la concentración necesaria por medio de unas Bombas dosificadores para ser enviada a la línea de lavado. El modulo CIP 141, puede manejar un flujo máximo aproximadamente de (35.000 m³/h) y es el encargado del lavado de las líneas(silos, Vtis, flex, flex2, tanques de mezcla), como también pasteurizadores, IS-6, Almix y recibo de leche. Los módulos mencionados anteriormente, recirculan las soluciones de detergentes necesarias para algún lavado especifico y tienen la capacidad de recuperar soluciones y utilizarlas para otro lavado posterior. Los módulos CIP 142,143 y 144 manejan un flujo aproximadamente de 11 m³/h y son los encargados del lavado de envasadoras asepticas, liquibox, tanque aséptico, recibo de crema, estos módulos recirculan las soluciones de ácido nítrico y soda cáustica durante el lavado pero desechan la misma al terminar el ciclo del lavado. A medida que se presente demanda de detergente por parte del lavado de algún proceso, estos tanques receptores van disminuyendo el nivel y el operador de cuarto de control debe comunicarse con servicios industriales para que por medio de una bomba abastezca los tanques receptores para garantizar suministro dentro de la línea de lavado. Por otra parte, en la planta de tratamiento de aguas ocurre algo similar, los tanques receptores abastecen de ácido nítrico y soda cáustica a los tanques trampa grasas y al tanque de desgasificación respectivamente por medio de unas
bombas dosificadores, con el fin de neutralizar el pH o aumentarlo dependiendo de la etapa del proceso en el que se encuentre. Este sistema de alimentación de ácido nítrico y soda cáustica actualmente se esta realizando de una manera inadecuada debido a que los operarios tienen la necesidad de comunicarse con radioteléfonos para encender o apagar las bombas y abrir o cerrar las válvulas respectivas, tomando el riesgo de distraerse y dejar regar detergente en cualquier momento, se pone en riesgo la integridad de los operarios al poderse quemar con estos químicos, además, este tiempo que los operarios invierten en el accionamiento de las bombas y válvulas puede ser muy bien aprovechado por ellos realizando actividades propias en las que están capacitados. En la parte económica, cada vez que se riegue alguna sustancia en la línea CIP, además de desperdiciar estas sustancias que tienen un alto valor económico, influye en la estabilidad del sistema de tratamiento de aguas donde automáticamente aumenta o disminuye el pH dependiendo la sustancia y teniendo que entrar a neutralizar el proceso alimentando directamente soda cáustica o ácido nítrico en el pozo de bombeo hasta que el pH sea el que se requiera.
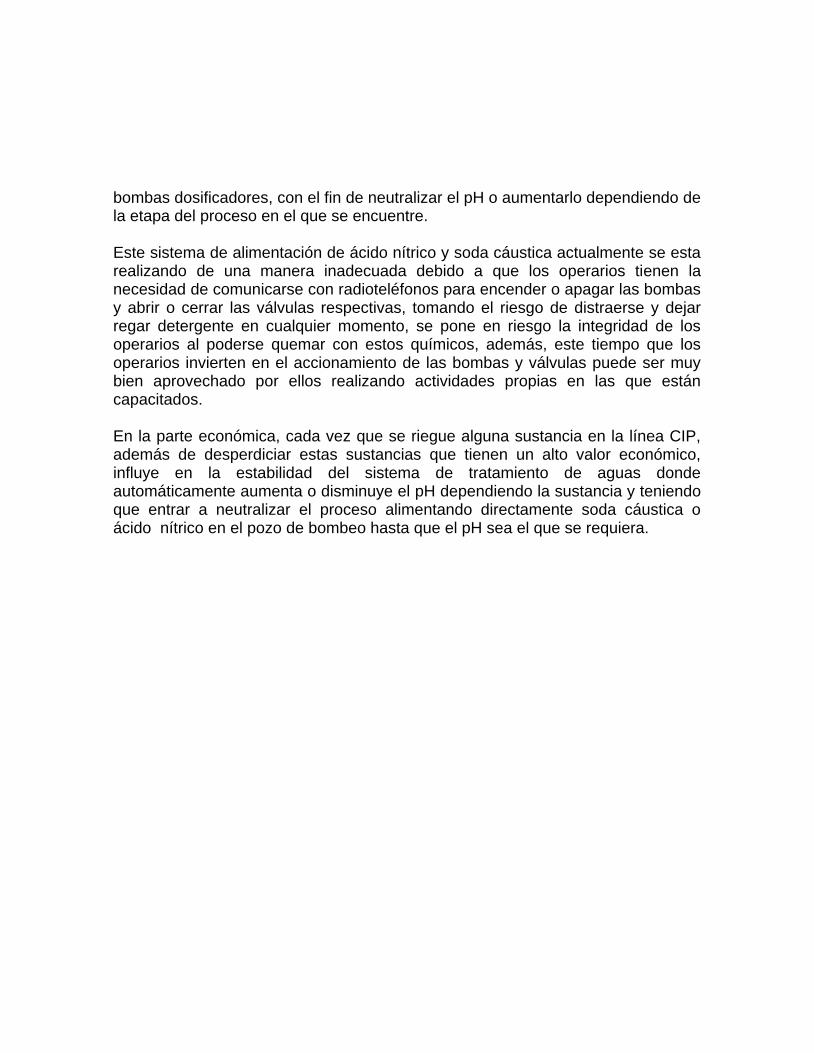
3. ESQUEMA DEL SISTEMA ACTUAL
FIGURA 1. ESQUEMA COMPLETO DEL SISTEMA ACTUAL EN LA PLANTA

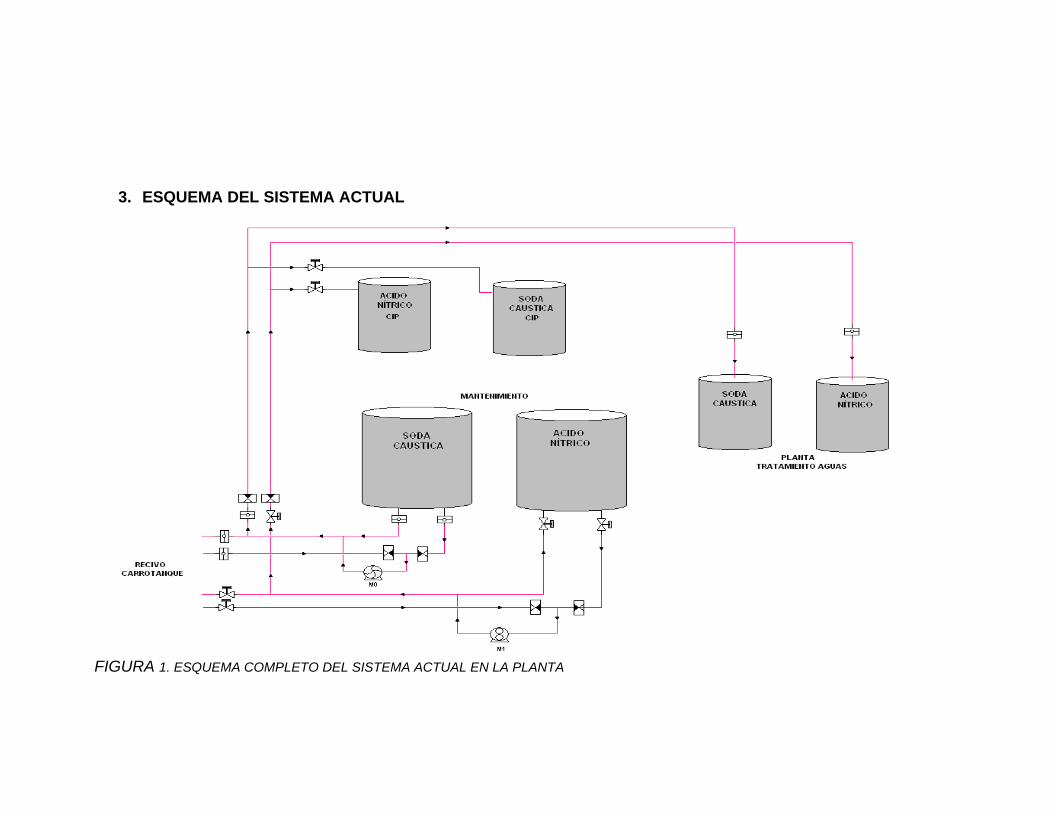
4. ESQUEMA DEL PROCESO COMPLETO
FIGURA 2. ESQUEMA COMPLETO DEL PROYECTO

5. DESCRIPCIÓN DE SEÑALES REQUERIDAS Las señales requeridas en este proyecto son todas digitales, provenientes de swiches de nivel que se encargan de monitorear los niveles bajo, medio y alto presentes en los tanques de recepción de ácido y soda, también de swiches de nivel que monitorean el nivel bajo en los silos de almacenamiento que se encuentran en el área de mantenimiento. Las señales de salidas son dadas por las válvulas de los respectivos tanques de recepción y por las bombas que sirven para impulsar los químicos de los tanques de almacenamiento a sus respectivos tanques en CIP o tratamiento de aguas.
5.1. Inventario de Señales
ENTRADAS
SÍMBOLO DESCRIPCIÓN
LSL-5 Swiche de nivel bajo del tanque de soda CIP LSM-4 Swiche de nivel medio del tanque de soda CIP LSH-3 Swiche de nivel alto del tanque de soda CIP LSL-8 Swiche de nivel bajo del tanque de ácido de CIP LSM-7 Swiche de nivel medio del tanque ácido de CIP LSH-6 Swiche de nivel alto del tanque ácido de CIP LSL-11 Swiche de nivel bajo del tanque de soda de PTAR LSM-10 Swiche de nivel medio del tanque de soda de PTAR LSH-9 Swiche de nivel alto del tanque de soda de PTAR LSL-14 Swiche de nivel bajo del tanque de ácido de PTAR LSM-13 Swiche de nivel medio del tanque de ácido de PTAR LSH-12 Swiche de nivel alto del tanque de ácido de PTAR LSL-2 Swiche de nivel bajo del silo de soda LSL-1 Swiche de nivel bajo del silo de ácido
SALIDAS
SÍMBOLO DESCRIPCIÓN
V0 Bomba tanque de soda V1 Bomba tanque de ácido V2 Válvula de entrada tanque de soda CIP V3 Válvula de entrada tanque ácido de CIP V4 Válvula de entrada tanque de soda PTAR V5 Válvula de entrada tanque ácido PTAR TABLA 1. SEÑALES REQUERIDAS
6. IDENTIFICACIÓN DE ELEMENTOS FINALES DE CONTROL El sistema está compuesto principalmente por bombas y válvulas, que a su vez, conforman el conjunto de elementos de control. Estos elementos deben ser seleccionados con ciertas características ya que deben ser efectivas en su funcionamiento y duraderas en el tiempo debido que se está trabajando con sustancia altamente corrosivas. Se presentara las características básicas de las válvulas a considerar y las bombas centrífugas y de desplazamiento positivo.
6.1. Bomba en el Sistema de Ácido Nítrico. Es una bomba rotativa volumétrica de desplazamiento positivo. Las piezas principales, que configuran el sistema son una pieza rotativa (rotor) y una pieza fija (estator). El rotor es un tornillo con paso extremadamente grande, con profundidad de filete grande y con un diámetro de núcleo pequeño (es decir, es un husillo sinfín helicoidal de sección circular (geometría de 1/2 pasos) o de sección circular (geometría de 2/3 pasos)). El estator tiene dos o tres filetes y una longitud de paso 2 o 1.5 vez de la del rotor. Esto permite que entre el estator y el rotor queden cavidades vacías que se aprovechan para el acarreo o transporte. Cuando el rotor gira dentro del estator, estas cavidades se desplazan continuamente del lado de la entrada al de la salida.
6.1.1. Características Típicas.
Flujo continúo sin pulsación.
Compatibilidad con altas viscosidades y/o contenido de sólidos.
Excelente desempeño en el transporte de medios abrasivos.
Flujo reversible.
Alto rendimiento, aun en bajas velocidades.
Alta capacidad de aspiración.
No requiere válvulas.
Flexibilidad en el ensamblado.
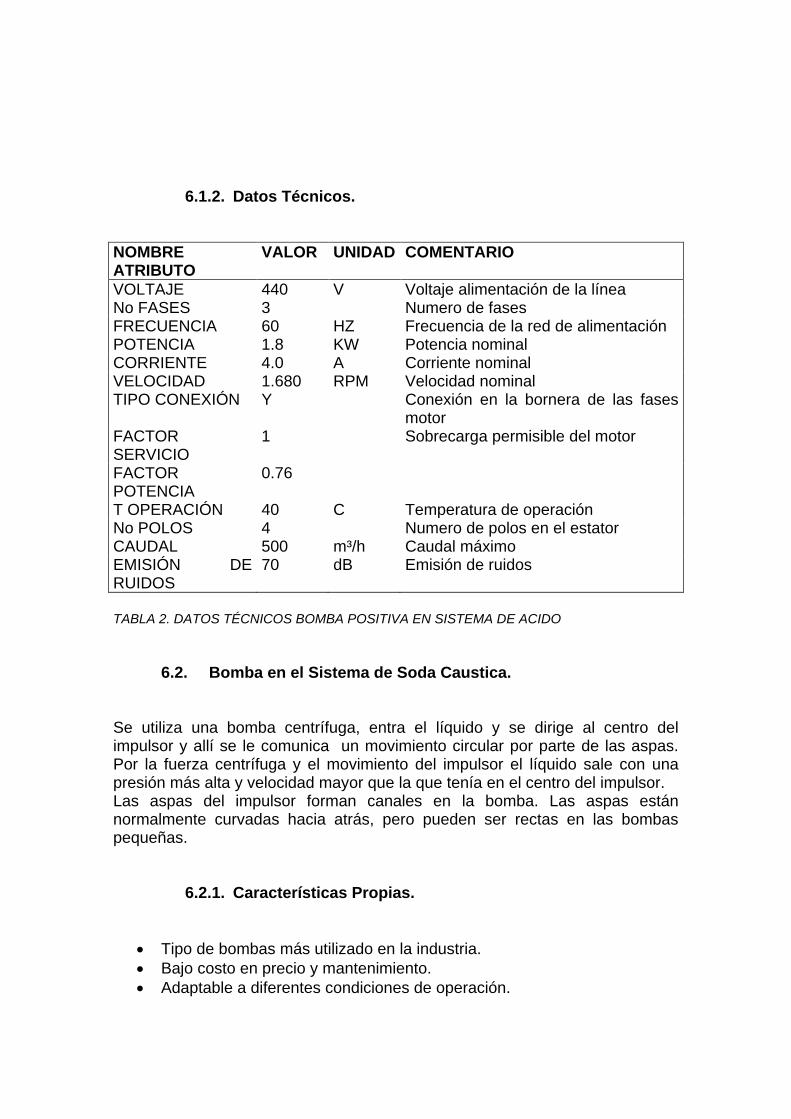
6.1.2. Datos Técnicos.
NOMBRE ATRIBUTO
VALOR UNIDAD COMENTARIO
VOLTAJE 440 V Voltaje alimentación de la línea No FASES 3 Numero de fases FRECUENCIA 60 HZ Frecuencia de la red de alimentación POTENCIA 1.8 KW Potencia nominal CORRIENTE 4.0 A Corriente nominal VELOCIDAD 1.680 RPM Velocidad nominal TIPO CONEXIÓN Y Conexión en la bornera de las fases
motor FACTOR SERVICIO
1 Sobrecarga permisible del motor
FACTOR POTENCIA
0.76
T OPERACIÓN 40 C Temperatura de operación No POLOS 4 Numero de polos en el estator CAUDAL 500 m³/h Caudal máximo EMISIÓN DE RUIDOS
70 dB Emisión de ruidos
TABLA 2. DATOS TÉCNICOS BOMBA POSITIVA EN SISTEMA DE ACIDO
6.2. Bomba en el Sistema de Soda Caustica. Se utiliza una bomba centrífuga, entra el líquido y se dirige al centro del impulsor y allí se le comunica un movimiento circular por parte de las aspas. Por la fuerza centrífuga y el movimiento del impulsor el líquido sale con una presión más alta y velocidad mayor que la que tenía en el centro del impulsor. Las aspas del impulsor forman canales en la bomba. Las aspas están normalmente curvadas hacia atrás, pero pueden ser rectas en las bombas pequeñas.
6.2.1. Características Propias.
Tipo de bombas más utilizado en la industria.
Bajo costo en precio y mantenimiento.
Adaptable a diferentes condiciones de operación.
Se puede someter a bombeo de líquidos a relativamente baja viscosidad.
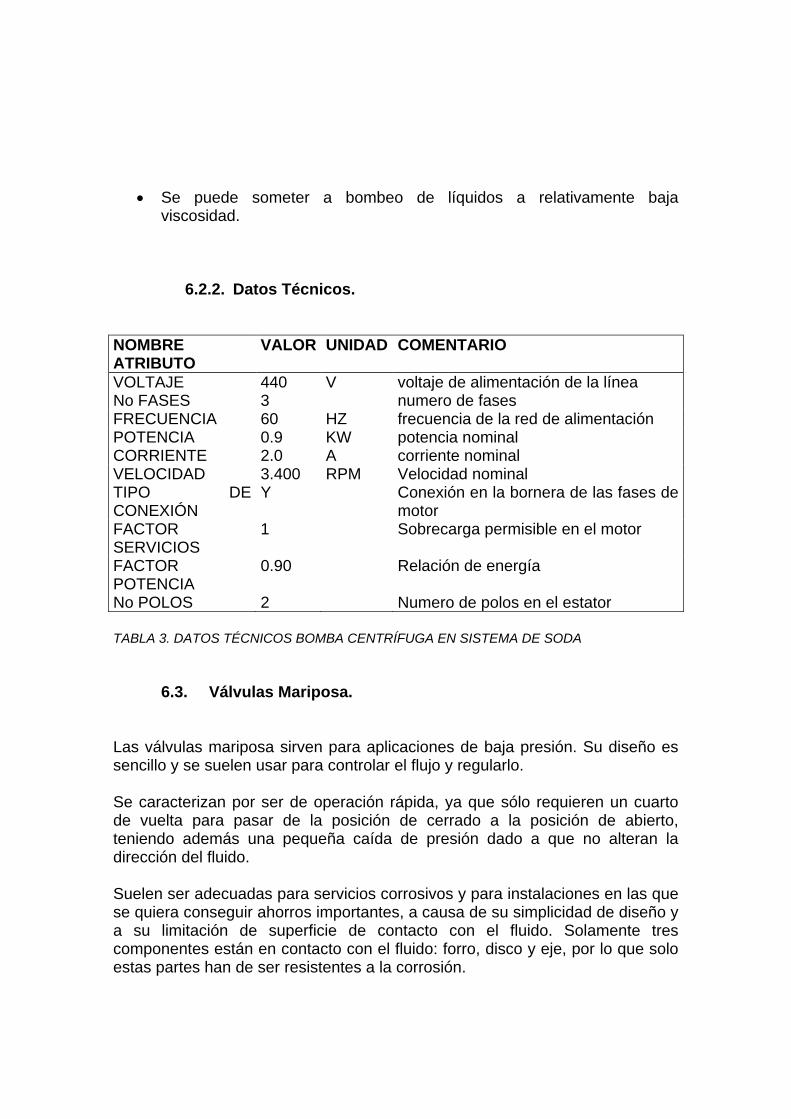
6.2.2. Datos Técnicos.
NOMBRE ATRIBUTO
VALOR UNIDAD COMENTARIO
VOLTAJE 440 V voltaje de alimentación de la línea No FASES 3 numero de fases FRECUENCIA 60 HZ frecuencia de la red de alimentación POTENCIA 0.9 KW potencia nominal CORRIENTE 2.0 A corriente nominal VELOCIDAD 3.400 RPM Velocidad nominal TIPO DE CONEXIÓN
Y Conexión en la bornera de las fases de motor
FACTOR SERVICIOS
1 Sobrecarga permisible en el motor
FACTOR POTENCIA
0.90 Relación de energía
No POLOS 2 Numero de polos en el estator
TABLA 3. DATOS TÉCNICOS BOMBA CENTRÍFUGA EN SISTEMA DE SODA
6.3. Válvulas Mariposa. Las válvulas mariposa sirven para aplicaciones de baja presión. Su diseño es sencillo y se suelen usar para controlar el flujo y regularlo. Se caracterizan por ser de operación rápida, ya que sólo requieren un cuarto de vuelta para pasar de la posición de cerrado a la posición de abierto, teniendo además una pequeña caída de presión dado a que no alteran la dirección del fluido. Suelen ser adecuadas para servicios corrosivos y para instalaciones en las que se quiera conseguir ahorros importantes, a causa de su simplicidad de diseño y a su limitación de superficie de contacto con el fluido. Solamente tres componentes están en contacto con el fluido: forro, disco y eje, por lo que solo estas partes han de ser resistentes a la corrosión.
6.4. Válvulas Bola.
Las válvulas de bola son de ¼ de vuelta, en las cuales una bola taladrada gira entre asientos elásticos, lo cual permite la circulación directa en la posición abierta y corta el paso cuando se gira la bola 90°. Se caracterizan por tener un costo relativamente bajo, por tener poca necesidad de mantenimiento, por limpiarse por sí sola, por tener pocas fugas entre otras características que posee. Viene en diversos materiales dependiendo de las características del fluido que va a manejar, de las temperaturas a la que va estar sometida, precisión de funcionamiento etc.

7. CARACTERÍSTICAS DE LOS SENSORES El sensor a utilizar funciona como un swiche de nivel (VEGASWING 51), está conformado por un tenedor que realiza el trabajo de detectar nivel en un tanque determinado o en tuberías y gracias a su simple pero robusto sistema de medición, no se afecta por las propiedades químicas y físicas de los productos. Su principio de funcionamiento consta de un diapasón el cual permanentemente esta vibrando a una frecuencia de resonancia aproximadamente de 1200 Hz. Las piezas son fijadas mecánicamente y por lo tanto no son limitadas a choques de temperatura. La frecuencia en el diapasón cambia, si hay un cambio de medio dentro del mismo, son detectados por un oscilador integrado y cambiar de estado su salida.
7.1. Datos Técnicos.
MATERIAL DENTRO DEL SISTEMA
DIAPASÓN 316 L
ACCESORIOS 316 L
MATERIALES FUERA DEL SITEMA
CARCASA 316 L y plástico PEI
EXACTITUD
HYTERISIS aprox. 2 mm (0.08 in) con estalación vertical
TIEMPO DE INTEGRACIÓN Aprox. 500 ms
FRECUANCIA Aprox. 1200 Hz
CONDICIONES AMBIENTALES
TEMPERATURA AMBIENTE EN LA CARCASA
-40…..+70°C (-40…158°F)
REGISTRO Y TRANSPORTE DE TEMPERATURA
-40…..+80°C (-40…176°F)
CONDICIONES DEL PROCESO
PRESIÓN -14.5…64 bar (-14.5…938 psi)
TEMPERATURA-ESTANDAR -40…..+100°C (-40…212°F)
VISCOSIDAD-DINAMICA 0.1...10.000mPas s
DENSIDAD 0.7...+2.5g/ cm³ (0.025…0.09 lbs/ in³)
VOLTAGE
FUENTE DE VOLTAGE 10...55V DC
CONSUMO DE POTENCIA Max 0.5 W TABLA 4. DATOS TÉCNICOS SENSOR DE NIVEL
8. CARACTERISTICAS Y SELECCION DEL PLC Realizar una buena selección de un PLC es muy importante para garantizar un buen funcionamiento del programa en cuanto a tiempo de integración y respuesta del sistema. Factores importantes como números de entradas y salidas, tamaño y tipo de memoria, alimentación, precios entre otras, contribuyen a que se pueda realizar y escoger el mejor PLC. A continuación se presentaran un cuadro comparativo entre dos tipos de PLC suministrados por dos proveedores diferentes, se analizaran sus característica y se elegirá el que más apropiado este para la aplicación a realizar.
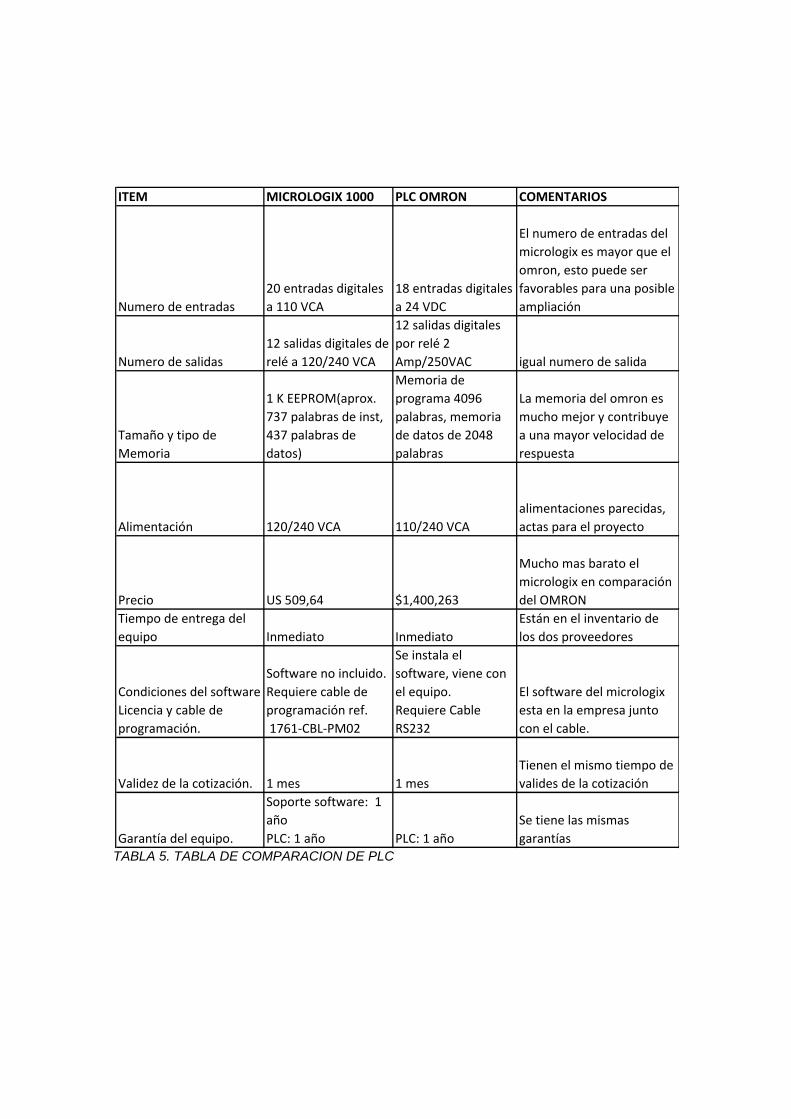
TABLA 5. TABLA DE COMPARACION DE PLC
ITEM MICROLOGIX 1000 PLC OMRON COMENTARIOS
Numero de entradas
20 entradas digitales
a 110 VCA
18 entradas digitales
a 24 VDC
El numero de entradas del
micrologix es mayor que el
omron, esto puede ser
favorables para una posible
ampliación
Numero de salidas
12 salidas digitales de
relé a 120/240 VCA
12 salidas digitales
por relé 2
Amp/250VAC igual numero de salida
Tamaño y tipo de
Memoria
1 K EEPROM(aprox.
737 palabras de inst,
437 palabras de
datos)
Memoria de
programa 4096
palabras, memoria
de datos de 2048
palabras
La memoria del omron es
mucho mejor y contribuye
a una mayor velocidad de
respuesta
Alimentación 120/240 VCA 110/240 VCA
alimentaciones parecidas,
actas para el proyecto
Precio US 509,64 $1,400,263
Mucho mas barato el
micrologix en comparación
del OMRON
Tiempo de entrega del
equipo Inmediato Inmediato
Están en el inventario de
los dos proveedores
Condiciones del software
Licencia y cable de
programación.
Software no incluido.
Requiere cable de
programación ref.
1761-CBL-PM02
Se instala el
software, viene con
el equipo.
Requiere Cable
RS232
El software del micrologix
esta en la empresa junto
con el cable.
Validez de la cotización. 1 mes 1 mes
Tienen el mismo tiempo de
valides de la cotización
Garantía del equipo.
Soporte software: 1
año
PLC: 1 año PLC: 1 año
Se tiene las mismas
garantías
8.1. DIAGRAMA DE PETRI Las redes de Petri representan una alternativa para modelar sistemas, sus características hacen que, para algunos problemas las redes de Petri funcionen de una manera natural. Estas redes son consideradas una herramienta para el estudio de los sistemas. Con su ayuda podemos modelar el comportamiento y la estructura de un sistema, y llevar el modelo a condiciones límite, que en un sistema real son difíciles de lograr o muy costosas. Comparada con otros modelos de comportamiento dinámico gráficos, como los diagramas de las máquinas de estados finitos, las PN ofrecen una forma de expresar procesos que requieren sincronía. Y quizás lo más importante es que las PN pueden ser analizadas de manera formal y obtener información del comportamiento dinámico del sistema modelado. Para modelar un sistema se usan representaciones matemáticas logrando una abstracción del sistema, esto es logrado con las PN, que además pueden ser estudiadas como autómatas e investigar sus propiedades matemáticas. El sistema de dosificación de ácido nítrico y soda cáustica se encuentra totalmente modelado por la siguiente red, la cual consta de lugares que representan las salidas del sistema y transiciones en las cuales se dan las diferentes entradas necesarias para activar los estados.
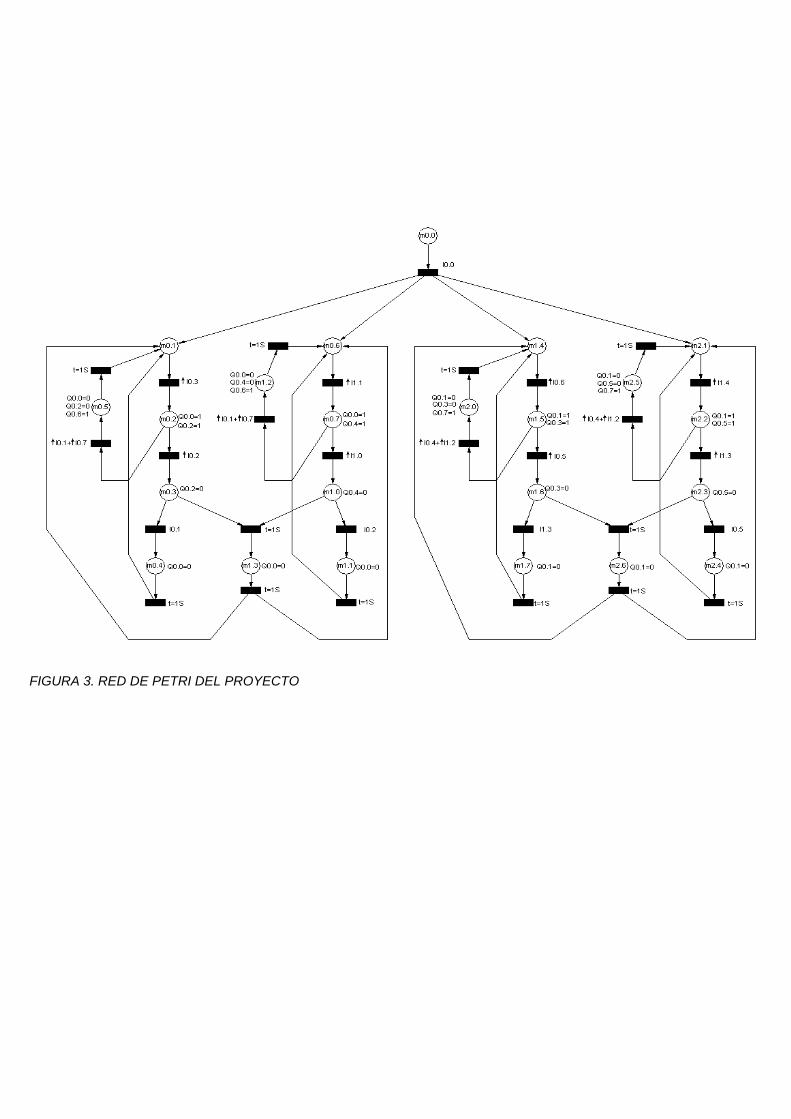
FIGURA 3. RED DE PETRI DEL PROYECTO
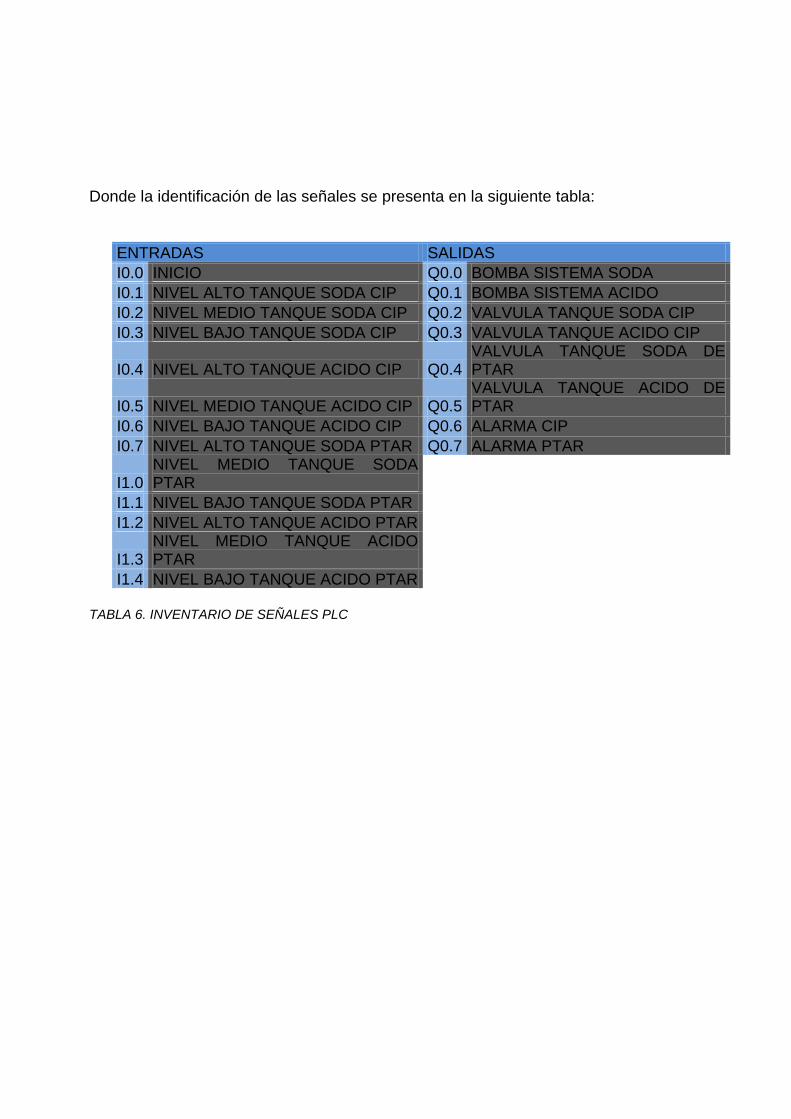
Donde la identificación de las señales se presenta en la siguiente tabla:
ENTRADAS SALIDAS
I0.0 INICIO Q0.0 BOMBA SISTEMA SODA
I0.1 NIVEL ALTO TANQUE SODA CIP Q0.1 BOMBA SISTEMA ACIDO
I0.2 NIVEL MEDIO TANQUE SODA CIP Q0.2 VALVULA TANQUE SODA CIP
I0.3 NIVEL BAJO TANQUE SODA CIP Q0.3 VALVULA TANQUE ACIDO CIP
I0.4 NIVEL ALTO TANQUE ACIDO CIP Q0.4 VALVULA TANQUE SODA DE PTAR
I0.5 NIVEL MEDIO TANQUE ACIDO CIP Q0.5 VALVULA TANQUE ACIDO DE PTAR
I0.6 NIVEL BAJO TANQUE ACIDO CIP Q0.6 ALARMA CIP
I0.7 NIVEL ALTO TANQUE SODA PTAR Q0.7 ALARMA PTAR
I1.0 NIVEL MEDIO TANQUE SODA PTAR
I1.1 NIVEL BAJO TANQUE SODA PTAR
I1.2 NIVEL ALTO TANQUE ACIDO PTAR
I1.3 NIVEL MEDIO TANQUE ACIDO PTAR
I1.4 NIVEL BAJO TANQUE ACIDO PTAR
TABLA 6. INVENTARIO DE SEÑALES PLC
9. CONCLUSIONES
El estudio general de todo el funcionamiento del sistema antes de entrar a realizar cualquier trabajo en una planta, es de gran importancia para conocer las características importantes de cada uno de los procesos que interactúan entre sí. El conocimiento en este caso del funcionamiento del CIP, permitió saber cuáles eran las necesidades y las falencias del sistema, junto con todos los cuidados que se deben tener con la calidad del producto y con la integridad de los operarios.
En este proyecto, se tuvo la necesidad de integrar diferentes áreas de la ciencia como la termodinámica, la química y en especial, la metrología, cuyo objetivo es realizar un buen trabajo y acorde con todas las exigencias que imponen el proceso y el producto.
Es importante tener un buen conocimiento en la parte administrativa, esto porque se debe tener un buen control del tiempo de trabajo, de las exigencias de los proveedores, del manejo de los contratistas, ya que debido a estos factores tan importantes se pueden presentar atrasos en los tiempos de ejecución de las tareas, malas entregas en los servicios de los proveedores o hasta malentendidos con los operadores.
Las ayudas de las herramientas informáticas, en estos tiempos de gran tecnología es de gran importancia, en este caso la modelación del sistema a automatizar por medio de redes de Petri, nos permitió conocer el comportamiento y la estructura del mismo, y poder llevar el modelo a condiciones limites para lograr un perfecto funcionamiento a la hora de implementar el proyecto.
























![[Rosario] Pensando en automatizar procesos - Nadia Álvarez](https://img.pdfslide.net/doc/110x75/546c2b89af795967298b4f2e/rosario-pensando-en-automatizar-procesos-nadia-alvarez.jpg)




