Embed Size (px)
Citation preview

Kapitel 2
AufstellbedingungenTruLaser Tube 7000 (T02)Materialnummer 1527357Zeichnungsnummer 93934-5-20.DE
B627DE Aufstellbedingungen TruLaser Tube 7000 (T02) -Version 3
2-1
Wer macht was? 2-4
1 Planungshilfe 2-5
2 Aufstellort 2-72.1 Platzbedarf 2-72.2 Bodenbeschaffenheit 2-7
Bodenqualität 2-82.3 Gewichtsbelastung 2-92.4 Klima 2-112.5 Abluftführung Kompaktentstauber 2-112.6 Aufstellung Kühlaggregat 2-12
3 Gasversorgung 2-143.1 Lasergase 2-14
Reinheit 2-14Gasverbrauch, Zuleitungen, Druckminde-rer
2-15
Lasergasversorgung mit Gasflaschen 2-15Zentrale Lasergasversorgung (fest ver-rohrt)
2-16
3.2 Schneidgase 2-17Reinheit 2-17Schneidgasverbrauch 2-17Zuleitungen zur Schneidgasversorgung 2-19Bedingungen an der Anschlussstelle derMaschine
2-21
Schneidgasversorgung mit Flaschen oderBündeln
2-21
Schneidgasversorgung mit Gastank 2-22
4 Druckluftversorgung 2-24
5 Elektrik 2-265.1 Elektrische Energieversorgung 2-26
Anschlusswerte/Leistungsaufnahme 2-26Anschlussleitungen 2-27
5.2 Stromnetz 2-28Unterbrechungsfreie Stromversorgung -USV
2-28
Fehlerstrom-Schutzschalter - RCD 2-28Netzformen 2-29
2-2 Aufstellbedingungen TruLaser Tube 7000 (T02) -Version 3
B627DE

Ungeregelter Trenntransformator 2-305.3 Teleservice 2-315.4 Netzwerkanbindung 2-32
6 Betriebsmittel 2-336.1 Kühlwasser 2-33
7 Transport 2-357.1 Transport vorbereiten 2-35
Transport-Maße 2-357.2 Zugelassene Hilfsmittel 2-377.3 Maschine kontrollieren, abladen, transportie-
ren2-37
Bei Lieferung: Maschine kontrollieren 2-37Maschine abladen und transportieren 2-38
7.4 Maschine aufstellen 2-547.5 TRUMPF Servicearbeiten 2-54
B627DE Aufstellbedingungen TruLaser Tube 7000 (T02) -Version 3
2-3
Wer macht was?
Bevor die Maschine geliefert wird, müssen alle Bedingungenerfüllt sein, die in diesem Kapitel beschrieben sind.
Im anderen Fall kann die Inbetriebnahme durch den TRUMPFService nicht erfolgen.
Hinweis
Der Hauptschalter an der Maschine darf nur durch den TRUMPFService eingeschaltet werden.
Die Inbetriebnahme der Maschine führt der TRUMPF Servicedurch.
Sie umfasst:■ Maschine aufstellen, ausrichten, nivellieren, fixieren.■ Kühlaggregat befüllen.■ Maschine an die Versorgung (außer Elektrik) anschließen.■ Funktionsprüfung durchführen.■ Personal einweisen.
2-4 Aufstellbedingungen TruLaser Tube 7000 (T02) -Version 3
B627DE
Kunde
TRUMPF Service
1. Planungshilfe
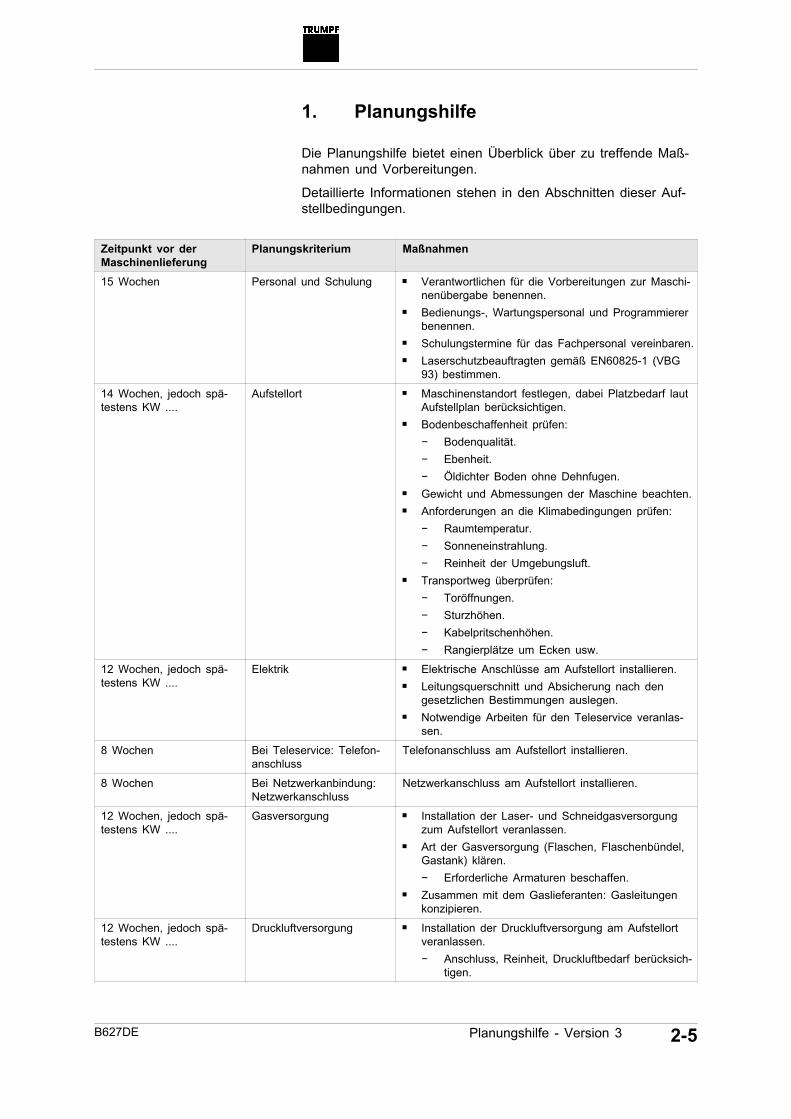
Die Planungshilfe bietet einen Überblick über zu treffende Maß-nahmen und Vorbereitungen.
Detaillierte Informationen stehen in den Abschnitten dieser Auf-stellbedingungen.
Zeitpunkt vor derMaschinenlieferung
Planungskriterium Maßnahmen
15 Wochen Personal und Schulung ■ Verantwortlichen für die Vorbereitungen zur Maschi-nenübergabe benennen.
■ Bedienungs-, Wartungspersonal und Programmiererbenennen.
■ Schulungstermine für das Fachpersonal vereinbaren. ■ Laserschutzbeauftragten gemäß EN60825-1 (VBG
93) bestimmen.
14 Wochen, jedoch spä-testens KW ....
Aufstellort ■ Maschinenstandort festlegen, dabei Platzbedarf lautAufstellplan berücksichtigen.
■ Bodenbeschaffenheit prüfen:− Bodenqualität.− Ebenheit.− Öldichter Boden ohne Dehnfugen.
■ Gewicht und Abmessungen der Maschine beachten. ■ Anforderungen an die Klimabedingungen prüfen:
− Raumtemperatur.− Sonneneinstrahlung.− Reinheit der Umgebungsluft.
■ Transportweg überprüfen:− Toröffnungen.− Sturzhöhen.− Kabelpritschenhöhen.− Rangierplätze um Ecken usw.
12 Wochen, jedoch spä-testens KW ....
Elektrik ■ Elektrische Anschlüsse am Aufstellort installieren. ■ Leitungsquerschnitt und Absicherung nach den
gesetzlichen Bestimmungen auslegen. ■ Notwendige Arbeiten für den Teleservice veranlas-
sen.
8 Wochen Bei Teleservice: Telefon-anschluss
Telefonanschluss am Aufstellort installieren.
8 Wochen Bei Netzwerkanbindung:Netzwerkanschluss
Netzwerkanschluss am Aufstellort installieren.
12 Wochen, jedoch spä-testens KW ....
Gasversorgung ■ Installation der Laser- und Schneidgasversorgungzum Aufstellort veranlassen.
■ Art der Gasversorgung (Flaschen, Flaschenbündel,Gastank) klären.− Erforderliche Armaturen beschaffen.
■ Zusammen mit dem Gaslieferanten: Gasleitungenkonzipieren.
12 Wochen, jedoch spä-testens KW ....
Druckluftversorgung ■ Installation der Druckluftversorgung am Aufstellortveranlassen.− Anschluss, Reinheit, Druckluftbedarf berücksich-
tigen.
B627DE Planungshilfe - Version 3 2-5
Zeitpunkt vor derMaschinenlieferung
Planungskriterium Maßnahmen
4 Wochen, jedoch spätes-tens KW ....
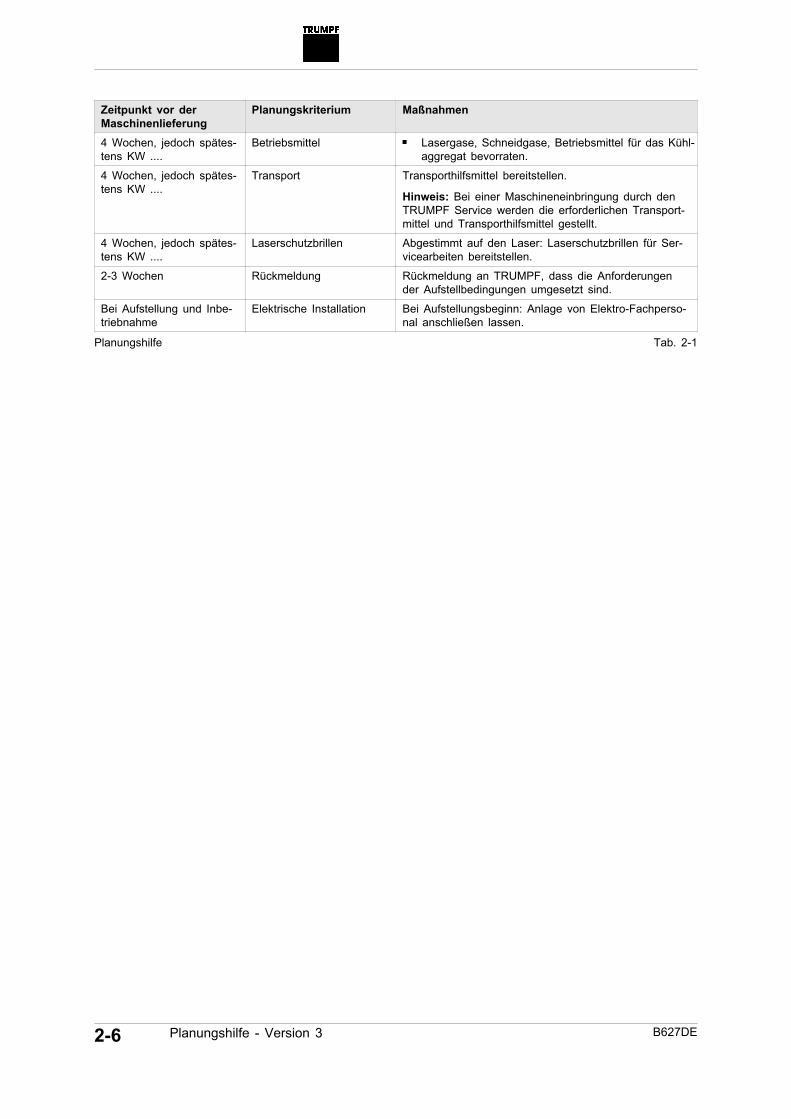
Betriebsmittel ■ Lasergase, Schneidgase, Betriebsmittel für das Kühl-aggregat bevorraten.
4 Wochen, jedoch spätes-tens KW ....
Transport Transporthilfsmittel bereitstellen.
Hinweis: Bei einer Maschineneinbringung durch denTRUMPF Service werden die erforderlichen Transport-mittel und Transporthilfsmittel gestellt.
4 Wochen, jedoch spätes-tens KW ....
Laserschutzbrillen Abgestimmt auf den Laser: Laserschutzbrillen für Ser-vicearbeiten bereitstellen.
2-3 Wochen Rückmeldung Rückmeldung an TRUMPF, dass die Anforderungender Aufstellbedingungen umgesetzt sind.
Bei Aufstellung und Inbe-triebnahme
Elektrische Installation Bei Aufstellungsbeginn: Anlage von Elektro-Fachperso-nal anschließen lassen.
Planungshilfe Tab. 2-1
2-6 Planungshilfe - Version 3 B627DE
2. Aufstellort
Für fachkundige Unterstützung, insbesondere beim Thema"Bodenbeschaffenheit", wenden Sie sich bitte an einen Baustati-ker und händigen ihm das betreffende Unterkapitel aus.
2.1 Platzbedarf
Die Anordnung der einzelnen Maschinenteile und der Platzbedarfbei Standardaufstellung der Maschine ist im jeweils gültigen Auf-stellplan dokumentiert.
Der Platzbedarf für die folgenden beweglichen Elemente ist imAufstellplan dokumentiert:■ Türen am Schaltschrank.■ Türen am HF-Generator.■ Türen an der Absaugung.■ Türen am Kühlaggregat.■ Abdeckhaube des Laseraggregates.
Weicht die Aufstellung vom Standard-Aufstellplan ab, ist ein Son-der-Aufstellplan erforderlich.
Der mit der Maschine ausgelieferte Aufstellplan ist in jedem Fallgültig.
2.2 Bodenbeschaffenheit
■ Als Untergrund für die Maschine/Anlage ist eine ebene Ober-fläche erforderlich.
■ Im Bereich des Aufstellortes der Maschine/Anlage darf dieEbenheitsabweichung max. 12 mm (½ in) pro 10 m (33 ft)betragen (DIN 18202).
■ Kleinere Unebenheiten können über Stellfüße bzw. Keil-schuhe ausgeglichen werden.
■ Die gesamte Aufstellfläche für die Grundmaschine, die bei-den vorderen Füße des LoadMaster Tube und die Aufstellflä-che der Ausschleusstation muss im Bereich der Lastpunkte
B627DE Aufstellort - Version 3 2-7
Was muss der Kunde tun?
Ebenheit
Aufstellfläche
aus einer durchgehenden Bodenplatte mit glatter Oberflächebestehen. Dies gilt insbesondere im Bereich der Keilschuhe.
■ Bei neu erstellten Boden-/Deckenplatten muss verhindertwerden, dass sich z. B. beim Austrocknen Setzeffekte erge-ben, die die nachfolgend genannten Werte überschreiten.
■ Die durch Verkippen der Maschine auftretenden Veränderun-gen dürfen den Laserstrahl nicht mehr als ±0.5 mm(±0.02 inches) auf der Linse wandern lassen.
Hinweis
Äußere Einflüsse, durch sich verändernde Lasten im unmittelba-ren Bereich um die Maschine, können die Schnittqualität derWerkstücke beeinflussen.
Dies sind z. B.:■ Gabelstapler, Flurförderfahrzeuge usw.■ Auf- bzw. Abbau weiterer Maschinen direkt neben der
Maschine.■ Betrieb schwingungserregender Maschinen, wie Stanzpres-
sen usw.■ Die maximal zulässige Beschleunigung an den Auflagepunk-
ten des Lasers (bzw. der Grundmaschine) beträgt das 0.1-fache der Erdbeschleunigung.
Im Einzelfall muss hier eine genaue Prüfung erfolgen.
Bodenqualität
■ Nutzlast 15 kN/m2 (2.2 psi).■ Mindestdicke 200 mm (8 in).■ Betongüte (entsprechend der Festigkeitsklasse C 25/30):
− Zylinderdruckfestigkeit fck ≥25 N/mm2 (3 600 psi).− Würfeldruckfestigkeit fck, cube ≥30 N/mm2 (4 400 psi).
■ Bewehrung aus Betonstahl mit:− charakteristischem Bemessungswert fy ≥435 N/mm2
(62 000 psi).− einem Elastizitätsmodul von Es ≥200 000 N/mm2.− einer oberen Bewehrung kreuzweise je 3.7 cm2/m.− einer unteren Bewehrung kreuzweise je 3.7 cm2/m.
2-8 Bodenbeschaffenheit - Version 3 B627DE
Elastisch gebetteteBodenplatte
■ Elastische Bettung der Bodenplatte auf einem Untergrund miteiner Mindest-Bettungszahl C ≥5000 kN/m3 (Lösslehm).
■ Bezüglich Fugen im Bereich der Maschine gelten folgendeBedingungen:− In einer Umgebung der Maschinenfüße von mind.
750 mm (30 in) dürfen sich keine Dehnfugen befinden.− In einer Umgebung der Maschinenfüße von mind.
200 mm (8 in) dürfen sich keine Scheinfugen (d. h. dieuntere Bewehrung ist aktiv) befinden.
− Bei allen anderen Fugen und bei Unterschreitungen derangegebenen Mindestabstände muss Rücksprache miteinem Baustatiker gehalten werden.
■ Nutzlast 15 kN/m2 (2.2 psi).■ Mindestdicke 200 mm (8 in) (bei Nutzlast 15 kN/m2(2.2 psi)).■ Platten als Mehrfeldträger.
Hinweis
Werden diese Anforderungen nicht erfüllt oder wird Lagertechnikeingesetzt, muss grundsätzlich eine Berechnung durch einenBaustatiker erfolgen.
2.3 Gewichtsbelastung
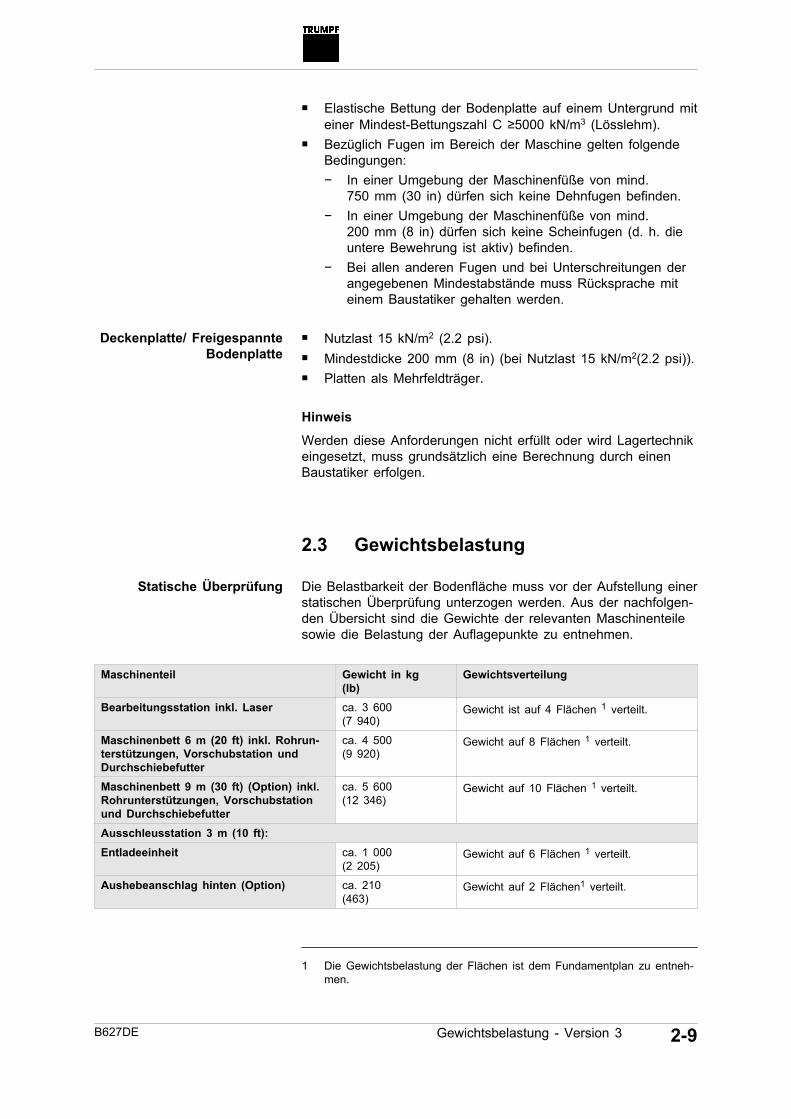
Die Belastbarkeit der Bodenfläche muss vor der Aufstellung einerstatischen Überprüfung unterzogen werden. Aus der nachfolgen-den Übersicht sind die Gewichte der relevanten Maschinenteilesowie die Belastung der Auflagepunkte zu entnehmen.
Maschinenteil Gewicht in kg(lb)
Gewichtsverteilung
Bearbeitungsstation inkl. Laser ca. 3 600(7 940)
Gewicht ist auf 4 Flächen 1 verteilt.
Maschinenbett 6 m (20 ft) inkl. Rohrun-terstützungen, Vorschubstation undDurchschiebefutter
ca. 4 500(9 920)
Gewicht auf 8 Flächen 1 verteilt.
Maschinenbett 9 m (30 ft) (Option) inkl.Rohrunterstützungen, Vorschubstationund Durchschiebefutter
ca. 5 600(12 346)
Gewicht auf 10 Flächen 1 verteilt.
Ausschleusstation 3 m (10 ft):Entladeeinheit ca. 1 000
(2 205)Gewicht auf 6 Flächen 1 verteilt.
Aushebeanschlag hinten (Option) ca. 210(463)
Gewicht auf 2 Flächen1 verteilt.
1 Die Gewichtsbelastung der Flächen ist dem Fundamentplan zu entneh-men.
B627DE Gewichtsbelastung - Version 3 2-9
Deckenplatte/ FreigespannteBodenplatte
Statische Überprüfung
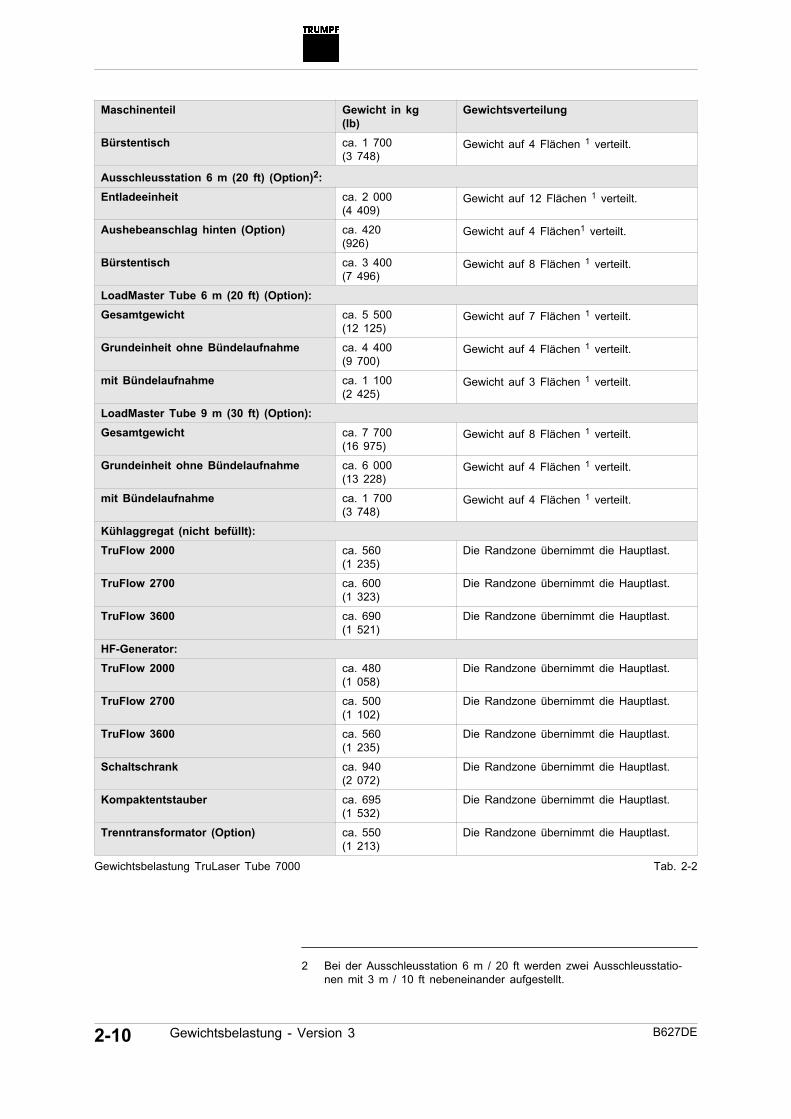
Maschinenteil Gewicht in kg(lb)
Gewichtsverteilung
Bürstentisch ca. 1 700(3 748)
Gewicht auf 4 Flächen 1 verteilt.
Ausschleusstation 6 m (20 ft) (Option)2:Entladeeinheit ca. 2 000
(4 409)Gewicht auf 12 Flächen 1 verteilt.
Aushebeanschlag hinten (Option) ca. 420(926)
Gewicht auf 4 Flächen1 verteilt.
Bürstentisch ca. 3 400(7 496)
Gewicht auf 8 Flächen 1 verteilt.
LoadMaster Tube 6 m (20 ft) (Option):Gesamtgewicht ca. 5 500
(12 125)Gewicht auf 7 Flächen 1 verteilt.
Grundeinheit ohne Bündelaufnahme ca. 4 400(9 700)
Gewicht auf 4 Flächen 1 verteilt.
mit Bündelaufnahme ca. 1 100(2 425)
Gewicht auf 3 Flächen 1 verteilt.
LoadMaster Tube 9 m (30 ft) (Option):Gesamtgewicht ca. 7 700
(16 975)Gewicht auf 8 Flächen 1 verteilt.
Grundeinheit ohne Bündelaufnahme ca. 6 000(13 228)
Gewicht auf 4 Flächen 1 verteilt.
mit Bündelaufnahme ca. 1 700(3 748)
Gewicht auf 4 Flächen 1 verteilt.
Kühlaggregat (nicht befüllt):TruFlow 2000 ca. 560
(1 235)Die Randzone übernimmt die Hauptlast.
TruFlow 2700 ca. 600(1 323)
Die Randzone übernimmt die Hauptlast.
TruFlow 3600 ca. 690(1 521)
Die Randzone übernimmt die Hauptlast.
HF-Generator:TruFlow 2000 ca. 480
(1 058)Die Randzone übernimmt die Hauptlast.
TruFlow 2700 ca. 500(1 102)
Die Randzone übernimmt die Hauptlast.
TruFlow 3600 ca. 560(1 235)
Die Randzone übernimmt die Hauptlast.
Schaltschrank ca. 940(2 072)
Die Randzone übernimmt die Hauptlast.
Kompaktentstauber ca. 695(1 532)
Die Randzone übernimmt die Hauptlast.
Trenntransformator (Option) ca. 550(1 213)
Die Randzone übernimmt die Hauptlast.
Gewichtsbelastung TruLaser Tube 7000 Tab. 2-2
2 Bei der Ausschleusstation 6 m / 20 ft werden zwei Ausschleusstatio-nen mit 3 m / 10 ft nebeneinander aufgestellt.
2-10 Gewichtsbelastung - Version 3 B627DE
2.4 Klima
Temperatur Betrieb +10 °C (+50 °F) bis+43 °C (+109 °F)
AbgeschalteteMaschine am Aufstell-ort
Nicht unter +5 °C(41 °F)
Umgebungsbedingungen Maschine Tab. 2-3
Hinweis
Einseitige, direkte Sonnenbestrahlung und einseitige Zugluft(Wärmeverzug) vermeiden, z. B. durch Jalousien bei der Aufstel-lung an einem Fensterplatz.
Um die Strahlqualität nicht zu beeinträchtigen, muss sicherge-stellt sein, dass der Aufstellort des Lasers frei von Partikeln oderSubstanzen ist, die Strahlung mit einer Wellenlänge von 10.6 µmabsorbieren. Dies sind z. B. lösungsmittelhaltige Dämpfe, diebeim Lackieren frei werden oder Dämpfe von Entfettungsanla-gen.
Bei Umgebungstemperaturen von +35 °C (95 °F) bis +43 °C(109 °F) muss die Maschine mit der Tropenausführung desLasers ausgerüstet werden.
Die Kühlung der Steuerung erfolgt im geschlossenen Steuer-ungsgehäuse durch innere Luftumwälzung. Dadurch ist für dieBauteile ein weitgehender Schutz gegen Schmutz und Staubgewährleistet.
Die Wärmeableitung von den Steuerungsgehäusen wird norma-lerweise durch äußere Wärmetauscher mit Lüftern durchgeführt,welche die Luft direkt ansaugen und an Kühlkörpern entlang bla-sen. Es muss darauf geachtet werden, dass im Ansaugbereichder Lüfter hinter der Steuerung keine zu starke Luftverschmut-zung herrscht, da Staub auf den Kühlkörpern den Wärmeüber-gang stark behindert.
Feuchte Räume sind ungünstig für den Betrieb der Steuerungen,da es vor allem an Schütz- und Relaiskontakten zu Kontaktkorro-sion und damit Steuerungsfehlern kommen kann.
2.5 Abluftführung Kompaktentstauber
Die Reingas-Abluftführung am Kompaktentstauber kann beiBedarf ins Freie geführt werden. Die Abluftführung ab dem Rein-gaskanal am Kompaktentstauber muss kundenseitig ausgeführtwerden.
B627DE Klima - Version 3 2-11
Umgebungsbedingungen
Umgebungsluft
Tropenausführung desLasers
Kühlung der Steuerung
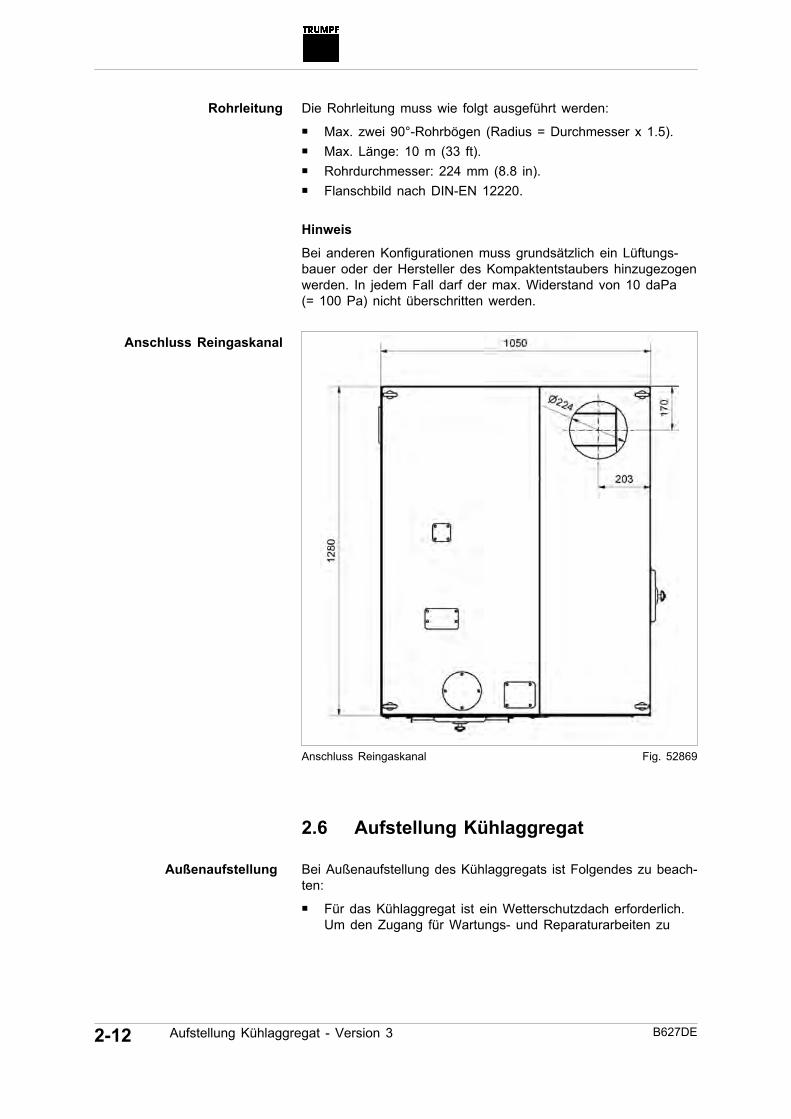
Die Rohrleitung muss wie folgt ausgeführt werden:■ Max. zwei 90°-Rohrbögen (Radius = Durchmesser x 1.5).■ Max. Länge: 10 m (33 ft).■ Rohrdurchmesser: 224 mm (8.8 in).■ Flanschbild nach DIN-EN 12220.
Hinweis
Bei anderen Konfigurationen muss grundsätzlich ein Lüftungs-bauer oder der Hersteller des Kompaktentstaubers hinzugezogenwerden. In jedem Fall darf der max. Widerstand von 10 daPa(= 100 Pa) nicht überschritten werden.
Anschluss Reingaskanal Fig. 52869
2.6 Aufstellung Kühlaggregat
Bei Außenaufstellung des Kühlaggregats ist Folgendes zu beach-ten:■ Für das Kühlaggregat ist ein Wetterschutzdach erforderlich.
Um den Zugang für Wartungs- und Reparaturarbeiten zu
2-12 Aufstellung Kühlaggregat - Version 3 B627DE
Rohrleitung
Anschluss Reingaskanal
Außenaufstellung
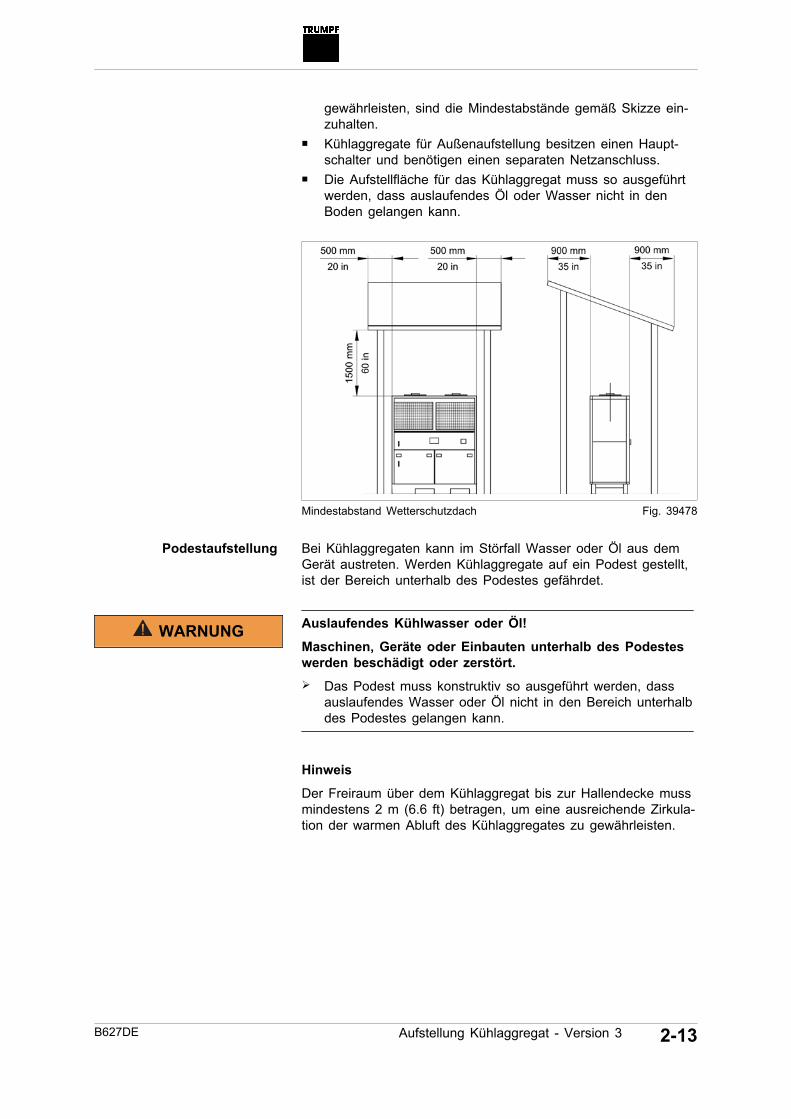
gewährleisten, sind die Mindestabstände gemäß Skizze ein-zuhalten.
■ Kühlaggregate für Außenaufstellung besitzen einen Haupt-schalter und benötigen einen separaten Netzanschluss.
■ Die Aufstellfläche für das Kühlaggregat muss so ausgeführtwerden, dass auslaufendes Öl oder Wasser nicht in denBoden gelangen kann.
Mindestabstand Wetterschutzdach Fig. 39478
Bei Kühlaggregaten kann im Störfall Wasser oder Öl aus demGerät austreten. Werden Kühlaggregate auf ein Podest gestellt,ist der Bereich unterhalb des Podestes gefährdet.
Auslaufendes Kühlwasser oder Öl!
Maschinen, Geräte oder Einbauten unterhalb des Podesteswerden beschädigt oder zerstört.Ø Das Podest muss konstruktiv so ausgeführt werden, dass
auslaufendes Wasser oder Öl nicht in den Bereich unterhalbdes Podestes gelangen kann.
Hinweis
Der Freiraum über dem Kühlaggregat bis zur Hallendecke mussmindestens 2 m (6.6 ft) betragen, um eine ausreichende Zirkula-tion der warmen Abluft des Kühlaggregates zu gewährleisten.
B627DE Aufstellung Kühlaggregat - Version 3 2-13
Podestaufstellung
WARNUNG
3. Gasversorgung
Eine fachgerechte Gasinstallation ist Grundvoraussetzung füreine reibungslose Inbetriebnahme und für den störungsfreienBetrieb der Anlage. Das nachfolgende Kapitel muss daher recht-zeitig gemäß Planungshilfe an den von Ihnen beauftragten Fach-betrieb für Industriegase weitergegeben werden.
Hinweise■ Dringende Empfehlung von TRUMPF: Der Betreiber sollte
sich bezüglich der Gasversorgung mit seinem Gaslieferantenin Verbindung setzen.
■ Die Installation muss von einem qualifizierten Industriegasbe-trieb durchgeführt werden. Ein Fachbetrieb mit DVGW-Zulas-sung, bzw. ein Gas- und Wasserinstallateur ist nicht geeig-net.
■ In jedem Fall müssen die einschlägigen Normen beachtetwerden.
Kurzschluss oder Brandgefahr bei gemeinsam verlegtenGasleitungen und elektrischen Kabeln.Ø Gasleitungen nicht zusammen mit Elektrokabeln in einem
Kabelkanal verlegen.Ø Gasleitungen separat bis zur Anschlussstelle der Maschine
führen.
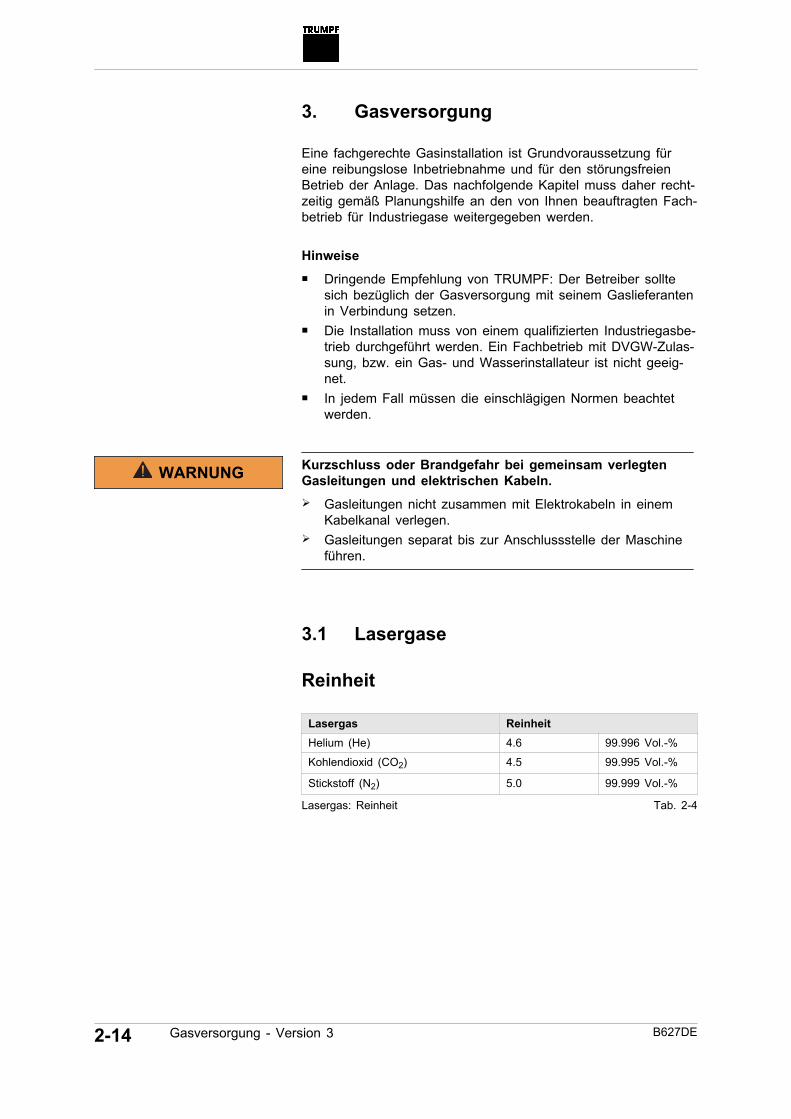
3.1 Lasergase
Reinheit
Lasergas ReinheitHelium (He) 4.6 99.996 Vol.-%
Kohlendioxid (CO2) 4.5 99.995 Vol.-%
Stickstoff (N2) 5.0 99.999 Vol.-%
Lasergas: Reinheit Tab. 2-4
2-14 Gasversorgung - Version 3 B627DE
WARNUNG
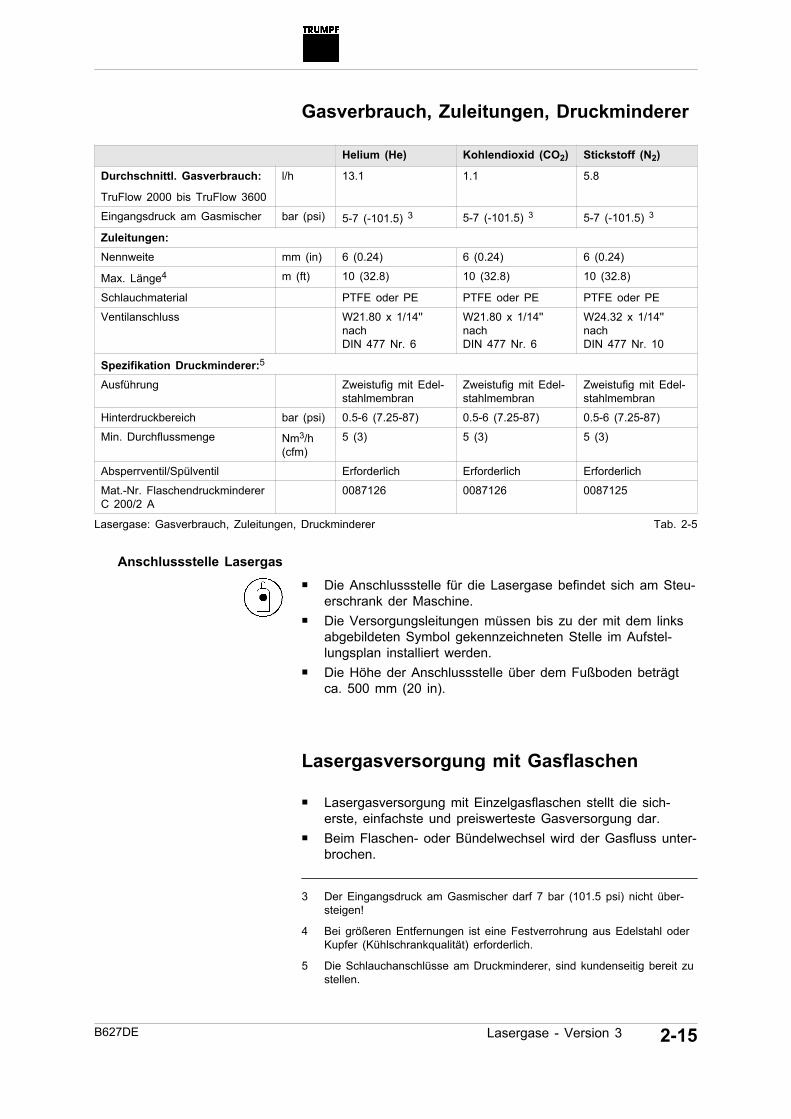
Gasverbrauch, Zuleitungen, Druckminderer
Helium (He) Kohlendioxid (CO2) Stickstoff (N2)
Durchschnittl. Gasverbrauch:
TruFlow 2000 bis TruFlow 3600
l/h 13.1 1.1 5.8
Eingangsdruck am Gasmischer bar (psi) 5-7 (-101.5) 3 5-7 (-101.5) 3 5-7 (-101.5) 3
Zuleitungen:Nennweite mm (in) 6 (0.24) 6 (0.24) 6 (0.24)
Max. Länge4 m (ft) 10 (32.8) 10 (32.8) 10 (32.8)
Schlauchmaterial PTFE oder PE PTFE oder PE PTFE oder PE
Ventilanschluss W21.80 x 1/14''nachDIN 477 Nr. 6
W21.80 x 1/14''nachDIN 477 Nr. 6
W24.32 x 1/14''nachDIN 477 Nr. 10
Spezifikation Druckminderer:5
Ausführung Zweistufig mit Edel-stahlmembran
Zweistufig mit Edel-stahlmembran
Zweistufig mit Edel-stahlmembran
Hinterdruckbereich bar (psi) 0.5-6 (7.25-87) 0.5-6 (7.25-87) 0.5-6 (7.25-87)
Min. Durchflussmenge Nm3/h(cfm)
5 (3) 5 (3) 5 (3)
Absperrventil/Spülventil Erforderlich Erforderlich Erforderlich
Mat.-Nr. FlaschendruckmindererC 200/2 A
0087126 0087126 0087125
Lasergase: Gasverbrauch, Zuleitungen, Druckminderer Tab. 2-5
■ Die Anschlussstelle für die Lasergase befindet sich am Steu-erschrank der Maschine.
■ Die Versorgungsleitungen müssen bis zu der mit dem linksabgebildeten Symbol gekennzeichneten Stelle im Aufstel-lungsplan installiert werden.
■ Die Höhe der Anschlussstelle über dem Fußboden beträgtca. 500 mm (20 in).
Lasergasversorgung mit Gasflaschen
■ Lasergasversorgung mit Einzelgasflaschen stellt die sich-erste, einfachste und preiswerteste Gasversorgung dar.
■ Beim Flaschen- oder Bündelwechsel wird der Gasfluss unter-brochen.
3 Der Eingangsdruck am Gasmischer darf 7 bar (101.5 psi) nicht über-steigen!
4 Bei größeren Entfernungen ist eine Festverrohrung aus Edelstahl oderKupfer (Kühlschrankqualität) erforderlich.
5 Die Schlauchanschlüsse am Druckminderer, sind kundenseitig bereit zustellen.
B627DE Lasergase - Version 3 2-15
Anschlussstelle Lasergas
■ Für die Anschlussleitungen nur saubere Leitungen verwenden(innen und außen ölfrei, fettfrei und partikelfrei).
■ Die Schläuche nicht mit Lösungsmittel reinigen.■ Beim Anbringen der Schläuche kein Gleitmittel verwenden.■ Bei allen Wartungsarbeiten auf größte Sauberkeit achten.
Zentrale Lasergasversorgung (fest verrohrt)
Bei Wandmontage und für unterbrechungsfreien Betrieb sind Fla-schenbatterie-Anlagen empfehlenswert. Die Umschaltung erfolgtvon Hand oder automatisch.
Nachfolgende Anforderungen werden an eine Festverrohrunggestellt:■ Für die Festverrohrung sind Kupfer- oder Edelstahlrohrleitun-
gen (Kühlschrankqualität) zu verwenden.■ Die Verrohrung von einer Fachfirma durchführen lassen.■ Um Verunreinigungen beim Transport und der Lagerung der
Rohre zu vermeiden, müssen die Enden sicher verschlossensein.
■ Notwendige Verbindungsstellen müssen unter Formiergashergestellt werden. Beim Hartlöten von Kupferrohren oderbeim Orbitalschweißen von Edelstahlrohren dürfen keinerleiRückstände im Leitungsinneren verbleiben (z. B. Flussmittelbeim Hartlöten).
Hinweis
Teflonband und Dichtsprays dürfen nicht verwendet werden.
■ Dichtstellen müssen mit Flachdichtungen ausgeführt werden.■ Alternativ können werkstoffgleiche Klemmringverschraubun-
gen verwendet werden.■ Die fertiggestellte Verrohrung muss vor Inbetriebnahme einer
Dichtigkeitsprüfung unterzogen werden.■ Eine Spülung mit Inertgas und Lasergas muss sich anschlie-
ßen (Nachreinigung mit Stickstoff), um absorbiertes Wasserund Restgasbestände aus den Leitungen zu entfernen.
■ In jedem Fall ist eine Abstimmung mit dem Gaslieferantennotwendig.
2-16 Lasergase - Version 3 B627DE
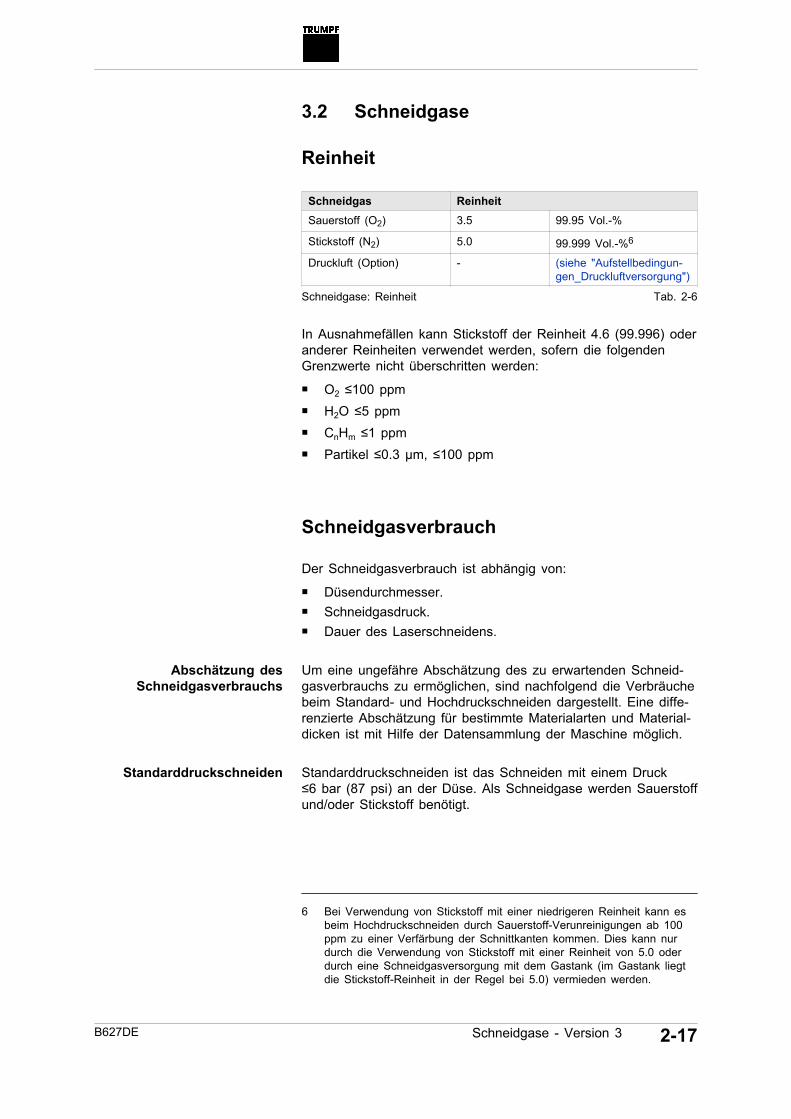
3.2 Schneidgase
Reinheit
Schneidgas ReinheitSauerstoff (O2) 3.5 99.95 Vol.-%
Stickstoff (N2) 5.0 99.999 Vol.-%6
Druckluft (Option) - (siehe "Aufstellbedingun-gen_Druckluftversorgung")
Schneidgase: Reinheit Tab. 2-6
In Ausnahmefällen kann Stickstoff der Reinheit 4.6 (99.996) oderanderer Reinheiten verwendet werden, sofern die folgendenGrenzwerte nicht überschritten werden:■ O2 ≤100 ppm■ H2O ≤5 ppm■ CnHm ≤1 ppm■ Partikel ≤0.3 μm, ≤100 ppm
Schneidgasverbrauch
Der Schneidgasverbrauch ist abhängig von:■ Düsendurchmesser.■ Schneidgasdruck.■ Dauer des Laserschneidens.
Um eine ungefähre Abschätzung des zu erwartenden Schneid-gasverbrauchs zu ermöglichen, sind nachfolgend die Verbräuchebeim Standard- und Hochdruckschneiden dargestellt. Eine diffe-renzierte Abschätzung für bestimmte Materialarten und Material-dicken ist mit Hilfe der Datensammlung der Maschine möglich.
Standarddruckschneiden ist das Schneiden mit einem Druck≤6 bar (87 psi) an der Düse. Als Schneidgase werden Sauerstoffund/oder Stickstoff benötigt.
6 Bei Verwendung von Stickstoff mit einer niedrigeren Reinheit kann esbeim Hochdruckschneiden durch Sauerstoff-Verunreinigungen ab 100ppm zu einer Verfärbung der Schnittkanten kommen. Dies kann nurdurch die Verwendung von Stickstoff mit einer Reinheit von 5.0 oderdurch eine Schneidgasversorgung mit dem Gastank (im Gastank liegtdie Stickstoff-Reinheit in der Regel bei 5.0) vermieden werden.
B627DE Schneidgase - Version 3 2-17
Abschätzung desSchneidgasverbrauchs
Standarddruckschneiden
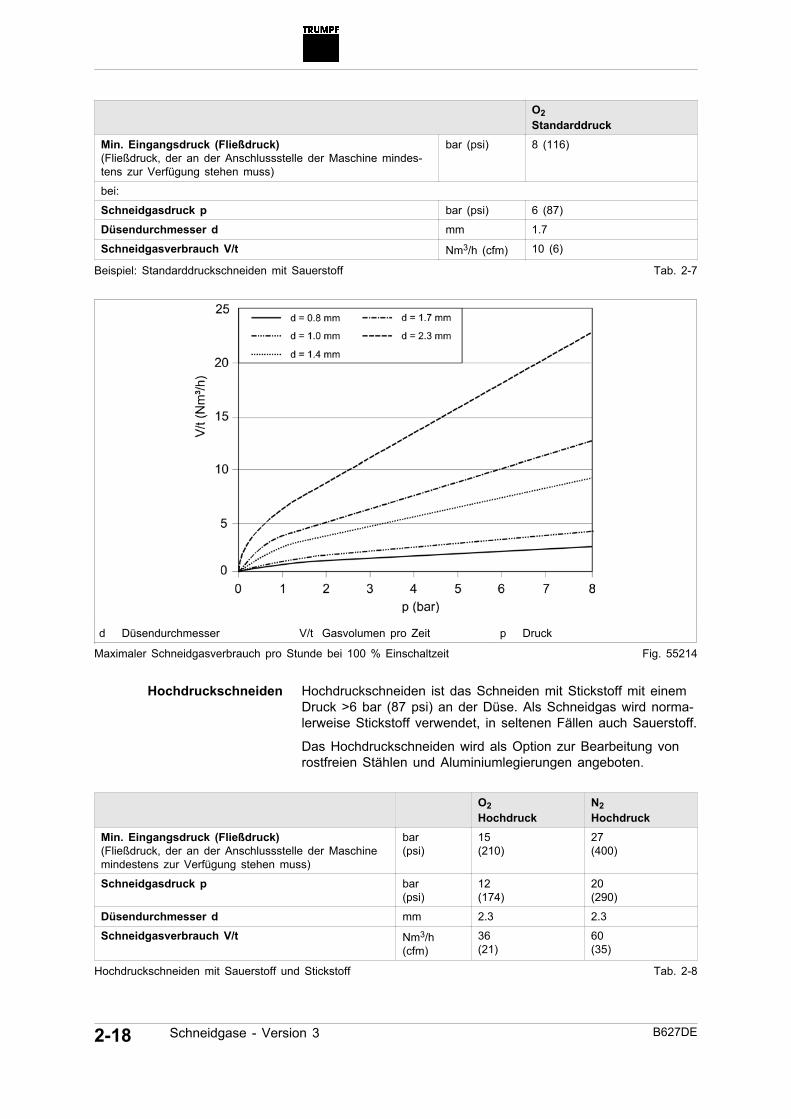
O2Standarddruck
Min. Eingangsdruck (Fließdruck)(Fließdruck, der an der Anschlussstelle der Maschine mindes-tens zur Verfügung stehen muss)
bar (psi) 8 (116)
bei:
Schneidgasdruck p bar (psi) 6 (87)
Düsendurchmesser d mm 1.7
Schneidgasverbrauch V/t Nm3/h (cfm) 10 (6)
Beispiel: Standarddruckschneiden mit Sauerstoff Tab. 2-7
d Düsendurchmesser V/t Gasvolumen pro Zeit p Druck
Maximaler Schneidgasverbrauch pro Stunde bei 100 % Einschaltzeit Fig. 55214
Hochdruckschneiden ist das Schneiden mit Stickstoff mit einemDruck >6 bar (87 psi) an der Düse. Als Schneidgas wird norma-lerweise Stickstoff verwendet, in seltenen Fällen auch Sauerstoff.
Das Hochdruckschneiden wird als Option zur Bearbeitung vonrostfreien Stählen und Aluminiumlegierungen angeboten.
O2Hochdruck
N2Hochdruck
Min. Eingangsdruck (Fließdruck)(Fließdruck, der an der Anschlussstelle der Maschinemindestens zur Verfügung stehen muss)
bar(psi)
15(210)
27(400)
Schneidgasdruck p bar(psi)
12(174)
20(290)
Düsendurchmesser d mm 2.3 2.3
Schneidgasverbrauch V/t Nm3/h(cfm)
36(21)
60(35)
Hochdruckschneiden mit Sauerstoff und Stickstoff Tab. 2-8
2-18 Schneidgase - Version 3 B627DE
Hochdruckschneiden
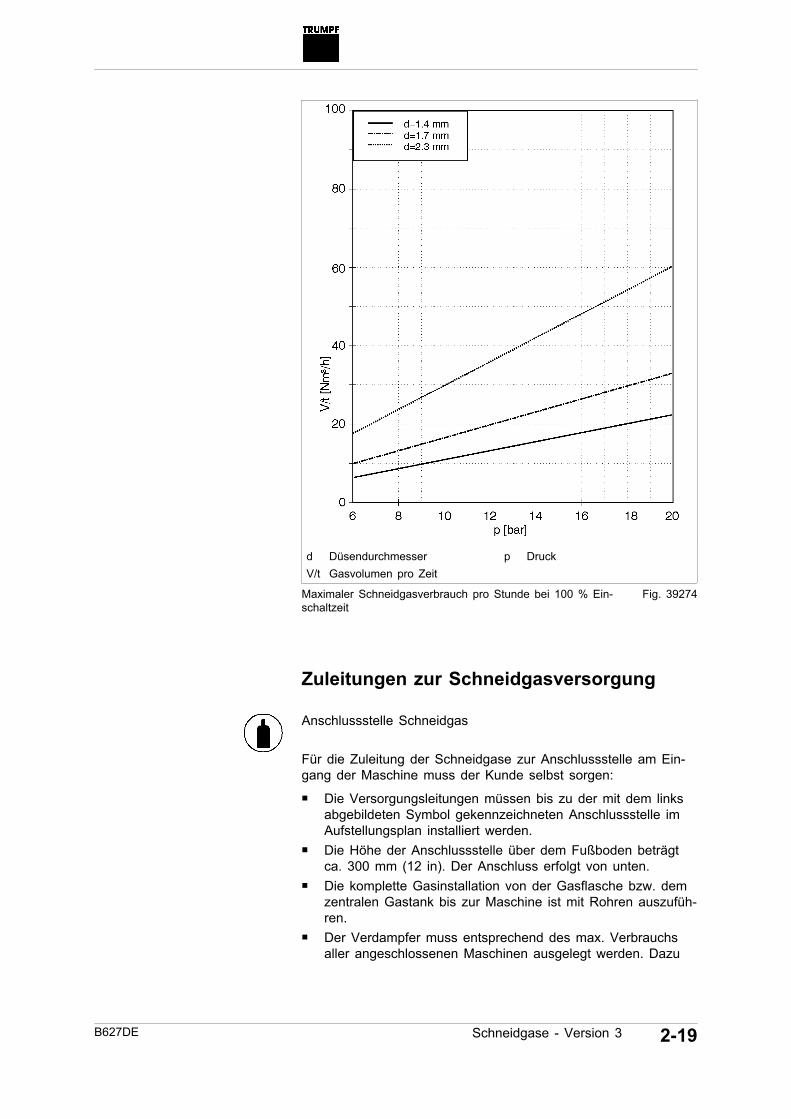
d DüsendurchmesserV/t Gasvolumen pro Zeit
p Druck
Maximaler Schneidgasverbrauch pro Stunde bei 100 % Ein-schaltzeit
Fig. 39274
Zuleitungen zur Schneidgasversorgung
Anschlussstelle Schneidgas
Für die Zuleitung der Schneidgase zur Anschlussstelle am Ein-gang der Maschine muss der Kunde selbst sorgen:■ Die Versorgungsleitungen müssen bis zu der mit dem links
abgebildeten Symbol gekennzeichneten Anschlussstelle imAufstellungsplan installiert werden.
■ Die Höhe der Anschlussstelle über dem Fußboden beträgtca. 300 mm (12 in). Der Anschluss erfolgt von unten.
■ Die komplette Gasinstallation von der Gasflasche bzw. demzentralen Gastank bis zur Maschine ist mit Rohren auszufüh-ren.
■ Der Verdampfer muss entsprechend des max. Verbrauchsaller angeschlossenen Maschinen ausgelegt werden. Dazu
B627DE Schneidgase - Version 3 2-19
muss die Leitung vom Verdampfer zur Anschlussstelle sokurz wie möglich ausgeführt werden.
■ Die externe Gasinstallation ist so auszulegen, dass die Zulei-tungen zur Anschlussstelle der Maschine und die Anschluss-stelle selbst nicht vereisen.
■ In jede Zuleitung zu den einzelnen Maschinen muss einAbsperrhahn eingebaut werden. Die Zuleitungen könnendamit z. B. im Servicefall abgesperrt und über die Spülventilean der Anschlussstelle der Maschine entlüftet werden.
Hinweis
Die Gastemperatur darf 50 °C (122 °F) nicht überschreiten. Diesist u. a. dann von Bedeutung, wenn der benötigte Gasdruck überDruckerhöhungsanlagen erzeugt wird!
■ Öl- und fettfreie Leitungen aus Cu-Rohr in Sonderqualität("Kühlschrankqualität", unter einfachem Formiergas inertgelö-tet) sind für die Schneidgase ausreichend.
■ Die Verarbeitung der Rohre muss öl- und fettfrei durchgeführtwerden.
■ An Verschraubungen sind Swagelok Klemmring-Verschrau-bungen oder konstruktiv gleichwertige Klemmring-Verschrau-bungen einzusetzen. Es dürfen keine Pressfitting-Systemeverwendet werden.
Hinweis
Teflonband und Dichtsprays dürfen nicht verwendet werden.
■ Dichtstellen müssen mit Flachdichtungen ausgeführt werden.■ Edelstahlrohre sind nicht erforderlich.■ Um Verunreinigungen beim Transport und der Lagerung zu
vermeiden, müssen die Enden sicher verschlossen sein.
Leitungsabschnitt Rohrabmessungen Nennweite in mm ■ Bei Tankinstallation: Vom Verdampfer zur Ringleitung. ■ Ringleitung zur Versorgung von ein oder mehreren Laseranla-
gen.
3/4" bzw.22 x 1.5
19
■ Ringleitung zur Versorgung von mehr als zwei Laseranlagen 1" bzw.28 x 1.5
25
■ Von der Ringleitung/Hauptversorgungsstrang zur Entnahme-stelle.
5/8" bzw.18 x 1.0
16
■ Von der Entnahmestelle bis zur Anschlussstelle an derMaschine (N2)
5/8" bzw.18 x 1.0
16
■ Von der Entnahmestelle bis zur Anschlussstelle an derMaschine (O2)
1/2" bzw.15 x 1.0
13
Schneidgasversorgung: Zuleitung Tab. 2-9
2-20 Schneidgase - Version 3 B627DE
Rohre
Hinweis
In eine Ringleitung muss grundsätzlich vor jedem Abzweig einAbsperrhahn eingebaut werden, um die Ringleitungssegmenteeinzeln stilllegen zu können
Zur Montage und zur Druck- und Dichtheitsprüfung die Hinweiseunter Abschnitt "Zentrale Lasergasversorgung" beachten.
Bedingungen an der Anschlussstelle derMaschine
O2 N2
Standarddruck Hochdruck HochdruckMin. Eingangsdruck(Fließdruck)
bar (psi) 8 (116) 15 (210) 27 (390)
Max. Eingangsdruck sta-tisch7
bar (psi) 21 (305) 21 (305) 34 (493)
Max. Schneidgasdruck bar (psi) 6 (87) 9 (131) 20 (290)
Volumenstrom8 Nm3/h (cfm) 10 (6) 28 (16) 60 (36)
Düsendurchmesser mm ∅ 1.7 ∅ 2.3 ∅ 2.3
Schneidgasversorgung: Anschluss Maschine Tab. 2-10
Fließdruck bar 5
Durchmesser Steckverschraubung mm (in) 12 (0.47)
Zuleitungen Tab. 2-11
Schneidgasversorgung mit Flaschen oderBündeln
■ Schneidgasversorgungen mit Flaschen-Druckminderern fürFlaschen oder Bündel stellen die einfachste und preiswer-teste Gasversorgung dar, erfordern aber aufgrund der Ver-brauchsmengen einen erhöhten Handlingaufwand. 1 Bündelenthält 12 Flaschen = ca. 120 Nm3 (13 200 gal) Gas.
■ Beim Flaschen- oder Bündelwechsel wird der Gasfluss unter-brochen.
■ Diese Versorgungsvariante ist für das N2/O2-Hochdruck-schneiden nur eingeschränkt geeignet.
7 Die Maschine ist mit Abblasventilen ausgestattet, die bei höherem Ein-gangsdruck ansprechen und dabei ein Pfeifgeräusch erzeugen.
8 Der Volumenstrom ergibt sich bei angewähltem maximalem Schneid-gasdruck und angegebenem Düsendurchmesser.
B627DE Schneidgase - Version 3 2-21
Flaschen oder Bündel
■ Bei Flaschen- und Bündelbatterien sind Umschalteinrichtun-gen Voraussetzung für unterbrechungsfreien Betrieb, auchbeim Flaschenwechsel.
■ Das Umschalten erfolgt von Hand oder automatisch.9■ Flaschen- oder Bündelbatterien werden häufig in einiger Ent-
fernung von der Lasermaschine installiert. Aus diesem Grundist der Einsatz eines Entnahmestellen-Druckminderers in derNähe der Laseranlage empfehlenswert.
O2 N2
Standarddruck Hochdruck HochdruckVordruck bar (psi) 0-200 (0-2900) 0-200 (0-2900) 0-200 (0-2900)
Max. Eingangsdruck sta-tisch10
bar (psi) 21 (305) 21 (305) 34 (493)
Volumenstrom11 Nm3/h (cfm) 10 (6) 28 (16) 60 (36)
Düsendurchmesser mm ∅ 1.7 ∅ 2.3 ∅ 2.3
Sonst. Anforderungen - Sauerstoffgeeignet; öl- und fettfrei Öl- und fettfrei
Schneidgasversorgung: Spezifikation Druckregelung Tab. 2-12
Hinweis
Es muss in jedem Fall eine Druckabsicherung durch die spezifi-zierten Druckregler an der Versorgungseinheit installiert werden.Druckregler müssen gegen den maximalen Eingangsdruck abge-sichert sein (eigensicher).
Schneidgasversorgung mit Gastank
■ Ab einem Gasverbrauch von etwa 200 - 400 Nm3 (0.7 cfm - 1.4 cfm) pro Woche eignet sich eine Tankanlage zur siche-ren Gasversorgung.
■ Die optimale Tankgröße richtet sich nach der Entnahme-menge und nach den örtlichen Gegebenheiten.
■ Eine Abstimmung mit dem Gaslieferanten ist notwendig.
9 Für das automatische Umschalten wird eine Signaleinrichtung empfoh-len, da sonst beide Seiten der Flaschen- oder Bündelbatterie unbemerktentleert werden können.
10 Die Maschine ist mit Abblasventilen ausgestattet, die bei höherem Ein-gangsdruck ansprechen und dabei ein Pfeifgeräusch erzeugen.
11 Der Volumenstrom ergibt sich bei angewähltem maximalem Schneid-gasdruck und angegebenem Düsendurchmesser.
2-22 Schneidgase - Version 3 B627DE
Flaschen- oderBündelbatterie
Spezifikation Druckregelung
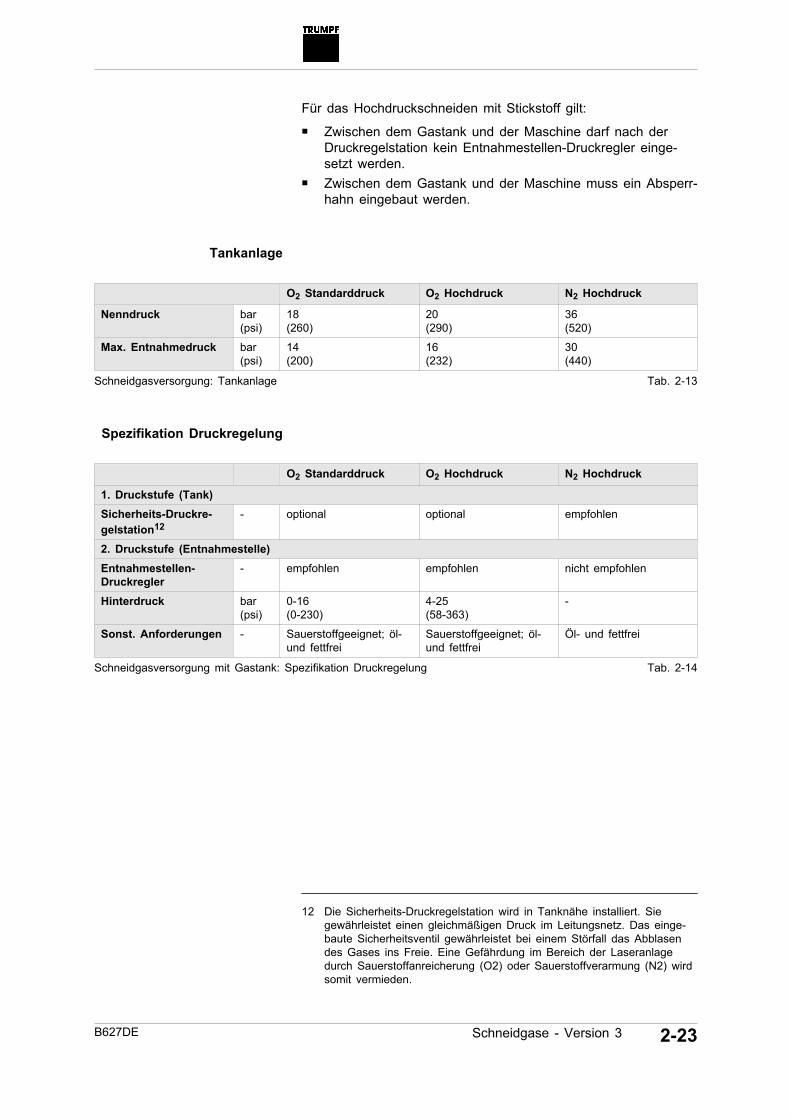
Für das Hochdruckschneiden mit Stickstoff gilt:■ Zwischen dem Gastank und der Maschine darf nach der
Druckregelstation kein Entnahmestellen-Druckregler einge-setzt werden.
■ Zwischen dem Gastank und der Maschine muss ein Absperr-hahn eingebaut werden.
O2 Standarddruck O2 Hochdruck N2 Hochdruck
Nenndruck bar(psi)
18(260)
20(290)
36(520)
Max. Entnahmedruck bar(psi)
14(200)
16(232)
30(440)
Schneidgasversorgung: Tankanlage Tab. 2-13
O2 Standarddruck O2 Hochdruck N2 Hochdruck
1. Druckstufe (Tank)Sicherheits-Druckre-gelstation12
- optional optional empfohlen
2. Druckstufe (Entnahmestelle)Entnahmestellen-Druckregler
- empfohlen empfohlen nicht empfohlen
Hinterdruck bar(psi)
0-16(0-230)
4-25(58-363)
-
Sonst. Anforderungen - Sauerstoffgeeignet; öl-und fettfrei
Sauerstoffgeeignet; öl-und fettfrei
Öl- und fettfrei
Schneidgasversorgung mit Gastank: Spezifikation Druckregelung Tab. 2-14
12 Die Sicherheits-Druckregelstation wird in Tanknähe installiert. Siegewährleistet einen gleichmäßigen Druck im Leitungsnetz. Das einge-baute Sicherheitsventil gewährleistet bei einem Störfall das Abblasendes Gases ins Freie. Eine Gefährdung im Bereich der Laseranlagedurch Sauerstoffanreicherung (O2) oder Sauerstoffverarmung (N2) wirdsomit vermieden.
B627DE Schneidgase - Version 3 2-23
Tankanlage
Spezifikation Druckregelung
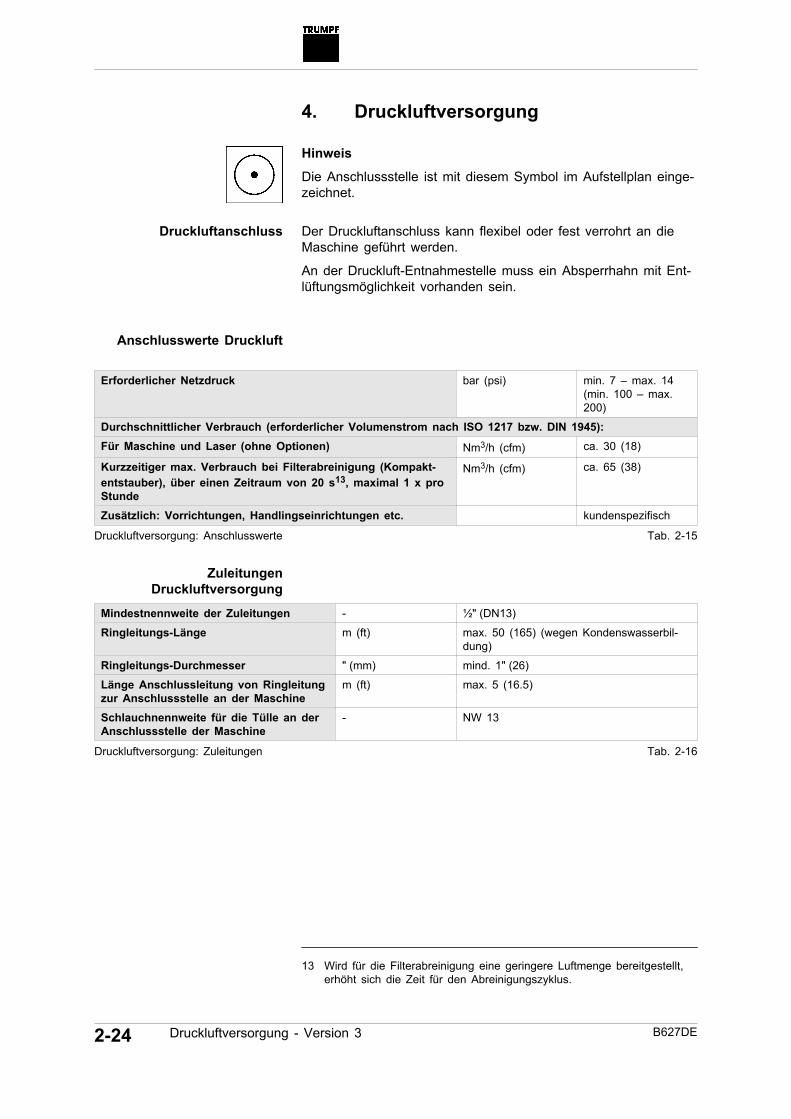
4. Druckluftversorgung
Hinweis
Die Anschlussstelle ist mit diesem Symbol im Aufstellplan einge-zeichnet.
Der Druckluftanschluss kann flexibel oder fest verrohrt an dieMaschine geführt werden.
An der Druckluft-Entnahmestelle muss ein Absperrhahn mit Ent-lüftungsmöglichkeit vorhanden sein.
Erforderlicher Netzdruck bar (psi) min. 7 – max. 14(min. 100 – max.200)
Durchschnittlicher Verbrauch (erforderlicher Volumenstrom nach ISO 1217 bzw. DIN 1945):Für Maschine und Laser (ohne Optionen) Nm3/h (cfm) ca. 30 (18)
Kurzzeitiger max. Verbrauch bei Filterabreinigung (Kompakt-entstauber), über einen Zeitraum von 20 s13, maximal 1 x proStunde
Nm3/h (cfm) ca. 65 (38)
Zusätzlich: Vorrichtungen, Handlingseinrichtungen etc. kundenspezifisch
Druckluftversorgung: Anschlusswerte Tab. 2-15
Mindestnennweite der Zuleitungen - ½" (DN13)
Ringleitungs-Länge m (ft) max. 50 (165) (wegen Kondenswasserbil-dung)
Ringleitungs-Durchmesser " (mm) mind. 1" (26)
Länge Anschlussleitung von Ringleitungzur Anschlussstelle an der Maschine
m (ft) max. 5 (16.5)
Schlauchnennweite für die Tülle an derAnschlussstelle der Maschine
- NW 13
Druckluftversorgung: Zuleitungen Tab. 2-16
13 Wird für die Filterabreinigung eine geringere Luftmenge bereitgestellt,erhöht sich die Zeit für den Abreinigungszyklus.
2-24 Druckluftversorgung - Version 3 B627DE
Druckluftanschluss
Anschlusswerte Druckluft
ZuleitungenDruckluftversorgung
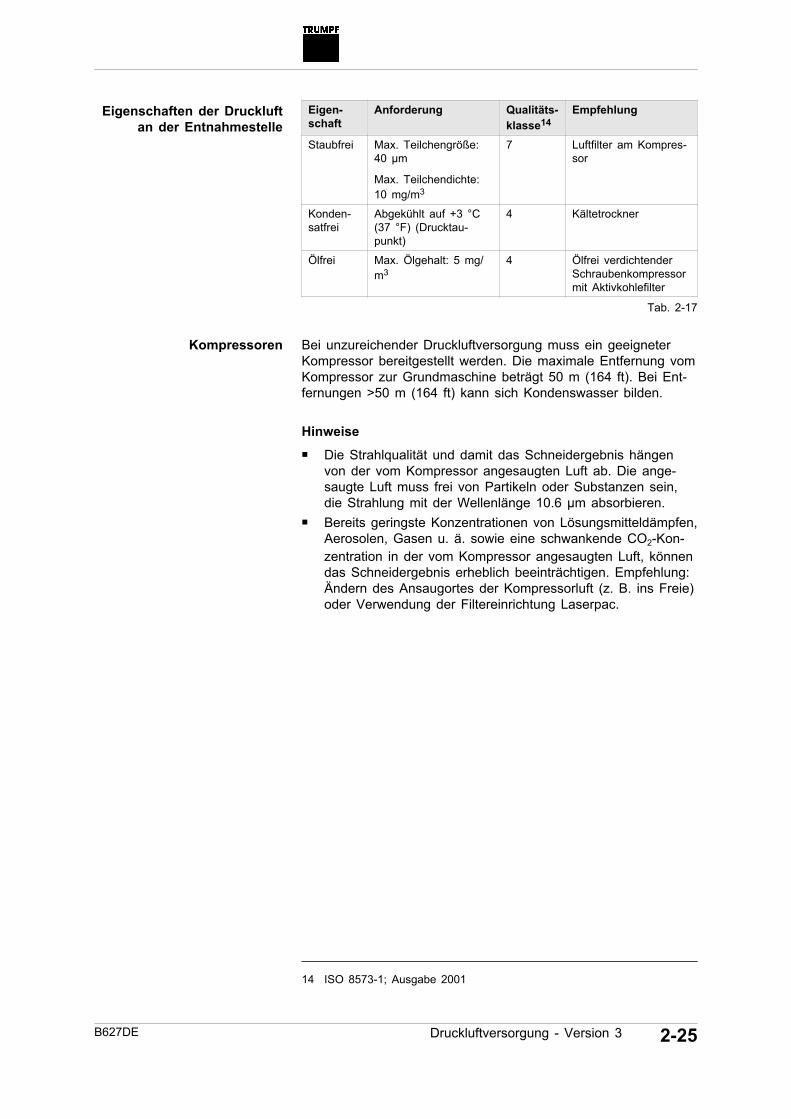
Eigen-schaft
Anforderung Qualitäts-klasse14
Empfehlung
Staubfrei Max. Teilchengröße:40 µm
Max. Teilchendichte:10 mg/m3
7 Luftfilter am Kompres-sor
Konden-satfrei
Abgekühlt auf +3 °C(37 °F) (Drucktau-punkt)
4 Kältetrockner
Ölfrei Max. Ölgehalt: 5 mg/m3
4 Ölfrei verdichtenderSchraubenkompressormit Aktivkohlefilter
Tab. 2-17
Bei unzureichender Druckluftversorgung muss ein geeigneterKompressor bereitgestellt werden. Die maximale Entfernung vomKompressor zur Grundmaschine beträgt 50 m (164 ft). Bei Ent-fernungen >50 m (164 ft) kann sich Kondenswasser bilden.
Hinweise■ Die Strahlqualität und damit das Schneidergebnis hängen
von der vom Kompressor angesaugten Luft ab. Die ange-saugte Luft muss frei von Partikeln oder Substanzen sein,die Strahlung mit der Wellenlänge 10.6 µm absorbieren.
■ Bereits geringste Konzentrationen von Lösungsmitteldämpfen,Aerosolen, Gasen u. ä. sowie eine schwankende CO2-Kon-zentration in der vom Kompressor angesaugten Luft, könnendas Schneidergebnis erheblich beeinträchtigen. Empfehlung:Ändern des Ansaugortes der Kompressorluft (z. B. ins Freie)oder Verwendung der Filtereinrichtung Laserpac.
14 ISO 8573-1; Ausgabe 2001
B627DE Druckluftversorgung - Version 3 2-25
Eigenschaften der Druckluftan der Entnahmestelle
Kompressoren
5. Elektrik
Die im Abschnitt "Elektrik" genannten Vorgaben müssen voneiner Fachfirma für Elektroinstallationen umgesetzt werden.
Die IEC-Bedingungen gelten weltweit, die NEC-Bedingungen nurfür die USA und Kanada.
5.1 Elektrische Energieversorgung
Hinweis
Die zentrale Anschlussstelle befindet sich am Schaltschrank undist mit dem abgebildeten Symbol im Aufstellplan eingezeichnet.
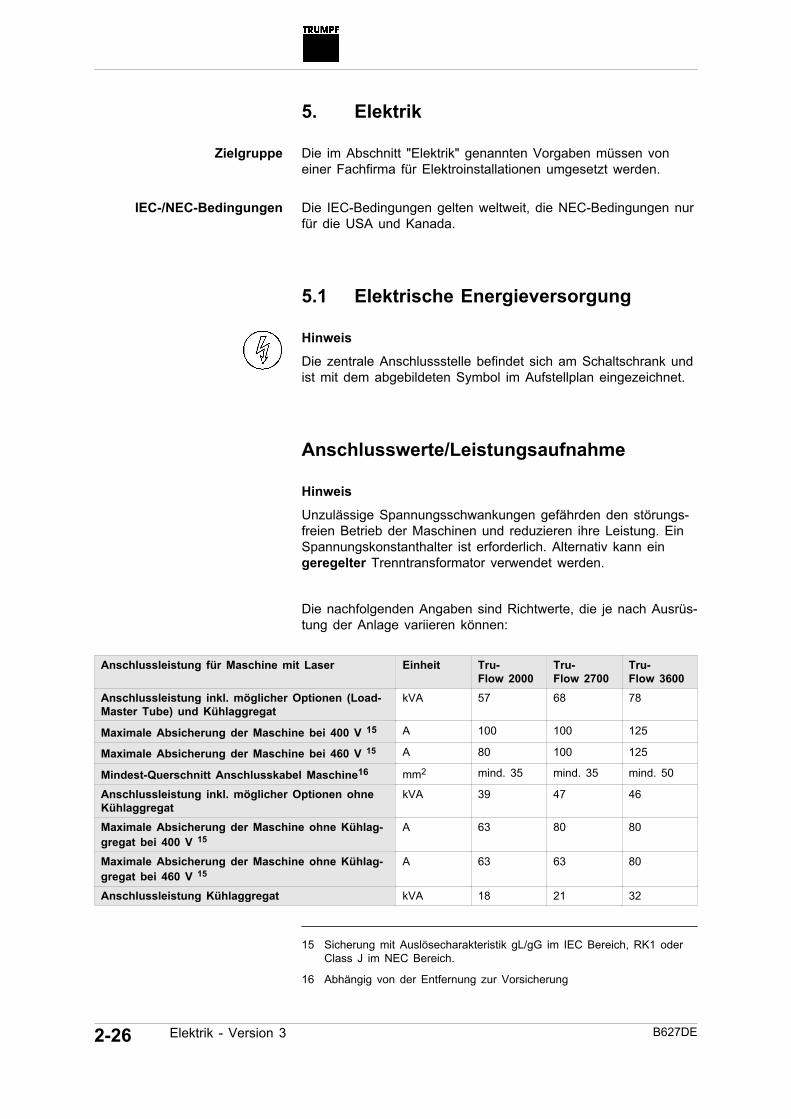
Anschlusswerte/Leistungsaufnahme
Hinweis
Unzulässige Spannungsschwankungen gefährden den störungs-freien Betrieb der Maschinen und reduzieren ihre Leistung. EinSpannungskonstanthalter ist erforderlich. Alternativ kann eingeregelter Trenntransformator verwendet werden.
Die nachfolgenden Angaben sind Richtwerte, die je nach Ausrüs-tung der Anlage variieren können:
Anschlussleistung für Maschine mit Laser Einheit Tru-Flow 2000
Tru-Flow 2700
Tru-Flow 3600
Anschlussleistung inkl. möglicher Optionen (Load-Master Tube) und Kühlaggregat
kVA 57 68 78
Maximale Absicherung der Maschine bei 400 V 15 A 100 100 125
Maximale Absicherung der Maschine bei 460 V 15 A 80 100 125
Mindest-Querschnitt Anschlusskabel Maschine16 mm2 mind. 35 mind. 35 mind. 50
Anschlussleistung inkl. möglicher Optionen ohneKühlaggregat
kVA 39 47 46
Maximale Absicherung der Maschine ohne Kühlag-gregat bei 400 V 15
A 63 80 80
Maximale Absicherung der Maschine ohne Kühlag-gregat bei 460 V 15
A 63 63 80
Anschlussleistung Kühlaggregat kVA 18 21 32
15 Sicherung mit Auslösecharakteristik gL/gG im IEC Bereich, RK1 oderClass J im NEC Bereich.
16 Abhängig von der Entfernung zur Vorsicherung
2-26 Elektrik - Version 3 B627DE
Zielgruppe
IEC-/NEC-Bedingungen
Anschlussleistung für Maschine mit Laser Einheit Tru-Flow 2000
Tru-Flow 2700
Tru-Flow 3600
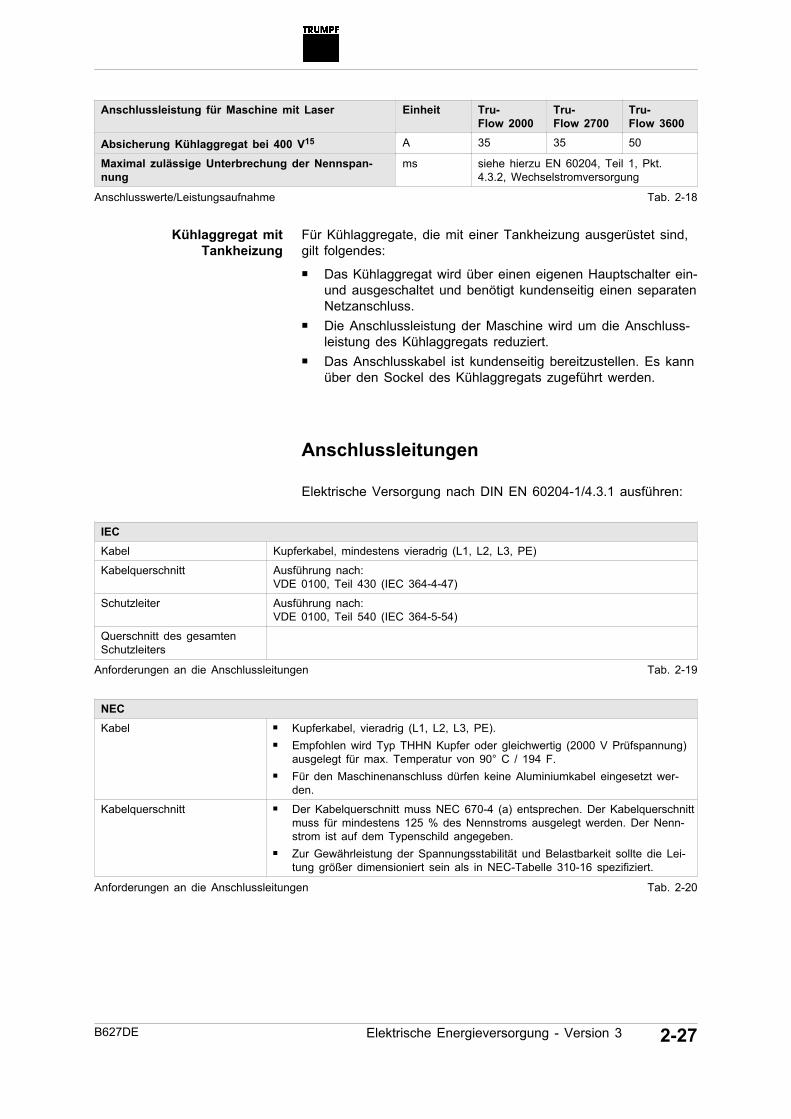
Absicherung Kühlaggregat bei 400 V15 A 35 35 50
Maximal zulässige Unterbrechung der Nennspan-nung
ms siehe hierzu EN 60204, Teil 1, Pkt.4.3.2, Wechselstromversorgung
Anschlusswerte/Leistungsaufnahme Tab. 2-18
Für Kühlaggregate, die mit einer Tankheizung ausgerüstet sind,gilt folgendes:■ Das Kühlaggregat wird über einen eigenen Hauptschalter ein-
und ausgeschaltet und benötigt kundenseitig einen separatenNetzanschluss.
■ Die Anschlussleistung der Maschine wird um die Anschluss-leistung des Kühlaggregats reduziert.
■ Das Anschlusskabel ist kundenseitig bereitzustellen. Es kannüber den Sockel des Kühlaggregats zugeführt werden.
Anschlussleitungen
Elektrische Versorgung nach DIN EN 60204-1/4.3.1 ausführen:
IECKabel Kupferkabel, mindestens vieradrig (L1, L2, L3, PE)
Kabelquerschnitt Ausführung nach:VDE 0100, Teil 430 (IEC 364-4-47)
Schutzleiter Ausführung nach:VDE 0100, Teil 540 (IEC 364-5-54)
Querschnitt des gesamtenSchutzleiters
Anforderungen an die Anschlussleitungen Tab. 2-19
NECKabel ■ Kupferkabel, vieradrig (L1, L2, L3, PE).
■ Empfohlen wird Typ THHN Kupfer oder gleichwertig (2000 V Prüfspannung)ausgelegt für max. Temperatur von 90° C / 194 F.
■ Für den Maschinenanschluss dürfen keine Aluminiumkabel eingesetzt wer-den.
Kabelquerschnitt ■ Der Kabelquerschnitt muss NEC 670-4 (a) entsprechen. Der Kabelquerschnittmuss für mindestens 125 % des Nennstroms ausgelegt werden. Der Nenn-strom ist auf dem Typenschild angegeben.
■ Zur Gewährleistung der Spannungsstabilität und Belastbarkeit sollte die Lei-tung größer dimensioniert sein als in NEC-Tabelle 310-16 spezifiziert.
Anforderungen an die Anschlussleitungen Tab. 2-20
B627DE Elektrische Energieversorgung - Version 3 2-27
Kühlaggregat mitTankheizung
5.2 Stromnetz
Unterbrechungsfreie Stromversorgung -USV
Falls es notwendig ist, die Anlage an eine unterbrechungsfreieStromversorgung (USV) anzuschließen, gilt Folgendes:■ Beim Dimensionieren der USV ist neben der Dauerleistung
und den elektrischen Anschlusswerten (siehe "ElektrischeEnergieversorgung", S. 2-26) auch das Kurzschluss- undÜberlastverhalten des USV-Systems zu berücksichtigen.
■ Es gilt: Überlastfähigkeit der USV ≥200 % für 0.5 s.
Hinweis
Die Dimensionierung der unterbrechungsfreien Stromversorgungmuss unbedingt vom Hersteller der USV-Anlage festgelegt wer-den!
Fehlerstrom-Schutzschalter - RCD
Hinweise■ Ob ein Fehlerstrom-Schutzschalter eingesetzt werden muss,
ist vom lokalen Versorgungsunternehmen abhängig.■ Auf der Netzseite sind nur Fehlerstrom-Schutzschalter vom
Typ B (allstrom-sensitiv, EN 50178/5.2.11.2; VDE 0160)zugelassen.
Ein Fehlerstrom-Schutzschalter schützt vor Fehlerströmen beidirekter oder indirekter Berührung.
Wird ein Fehlerstrom-Schutzschalter gegen direktes Berühreneingesetzt, muss ein ungeregelter Trenntransformator verwendetwerden (EN 50178 Pkt. 5.2.11.1, VDE 0160). Grund: Die kon-struktionsbedingten Ableitströme liegen >30 mA.
Wenn ein Fehlerstrom-Schutzschalter gegen indirektes Berühreneingesetzt werden soll, muss dieser abhängig vom Ableitstromder Maschine gewählt werden.
Hinweis
In seltenen Fällen kann es durch kundenseitige Netzstörungenam Netzeingangsfilter der Maschine zu höheren Ableitströmenals dem typischerweise angegebenen Wert kommen. Netz undMaschine müssen dann durch einen ungeregelten Trenntrans-formator getrennt werden.
2-28 Stromnetz - Version 3 B627DE
Fehlerstrom-Schutzschaltergegen direktes Berühren
Fehlerstrom-Schutzschaltergegen indirektes Berühren
TRUMPF empfiehlt folgende Fehlerstrom-Schutzschalter:■ Fa. Dipl. Ing. W. Bender GmbH & Co. KG, Postfach 1161,
D-35305 Grünberg, Deutschland. E-Mail: [email protected].− Baureihe RCMA.
■ Fa. Doepke Schaltgeräte GmbH & Co. KG, Stellmacher-strasse 11, D-26506 Norden. E-Mail: [email protected].− Baureihe DFS 7B.
Vorzugsweise werden träge Sicherungen eingesetzt. Werdendiese Sicherungen auch für Abzweigkreise verwendet, muss zumSchutz vor Stromspitzen beim Einschalten der Maschine eineSicherung vom Typ ETI eingesetzt werden.
Netzformen
Netz mit geerdetem Außenleiter (Corner-grounded-Delta-Netz)
Beim Anschluss der Maschine an ein Netz mit geerdetemAußenleiter muss ein ungeregelter Trenntransformator verwen-det werden.
Erdung:■ Die Maschine und das Stromverteilersystem müssen mit
einer Erdungsleitung gemäß NEC Artikel 150 "Erdung" aus-gerüstet sein.
■ Für nähere Einzelheiten zur Erdung von Stromverteilersyste-men und Industrieanlagen, siehe NEC-Normen oder einenElektriker bzw. das Elektrizitätswerk zu Rate ziehen.
Stromnetz mit Dreieckschaltung:■ Bei einem nicht geerdeten Stromnetz mit Dreieckschaltung
muss ein ungeregelter Trenntransformator installiert werden(NEC-Artikel 450-5). Dadurch treten weniger Störungen auf,überhöhte Spannungen werden reduziert und das Netz wirdgegen Spannungspotenzial-Verschiebungen geschützt.
IT-Netz
Beim Anschluss der Maschine an ein IT-Netz ist ein Überspan-nungsableiter erforderlich.
B627DE Stromnetz - Version 3 2-29
NEC-Bedingungen
NEC-Bedingungen
TRUMPF empfiehlt Überspannungsableiter folgender Hersteller:■ Phoenix Contact GmbH & Co. KG, Flachsmarktstraße 8,
D-32825 Blomberg, E-Mail: [email protected].■ Dehn+Söhne, Postfach 1640, D-92306 Neumarkt, E-Mail:
Ungeregelter Trenntransformator
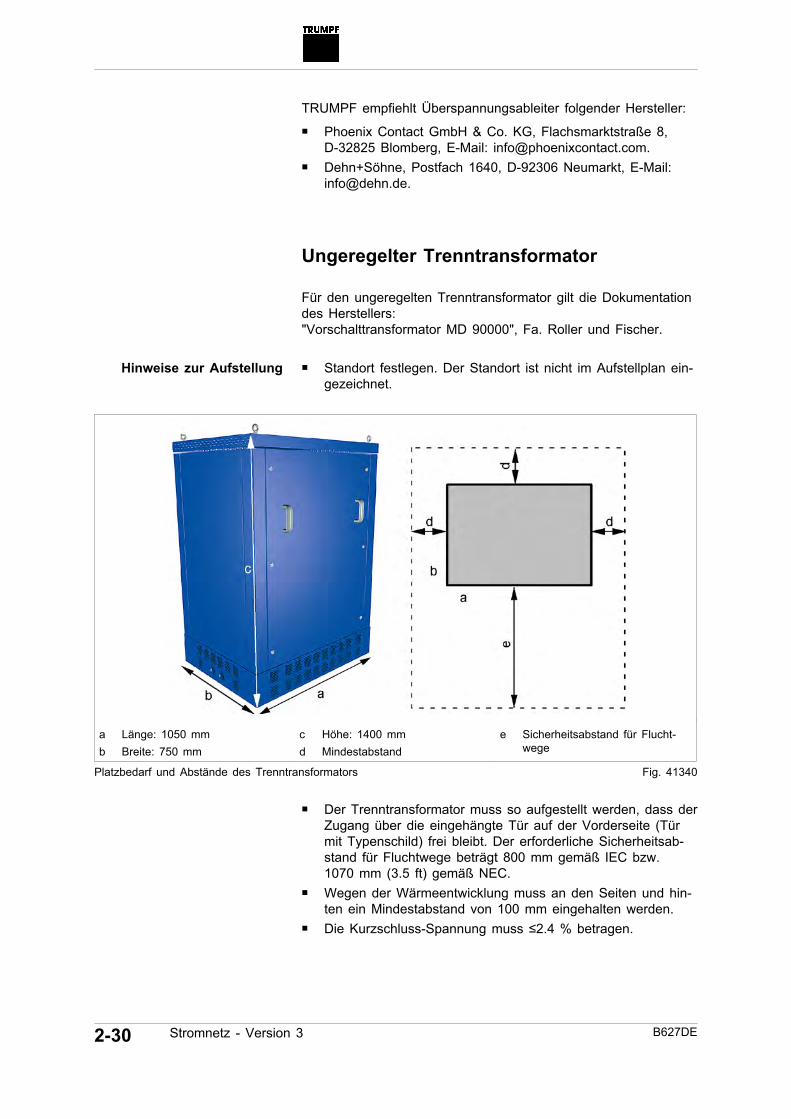
Für den ungeregelten Trenntransformator gilt die Dokumentationdes Herstellers:"Vorschalttransformator MD 90000", Fa. Roller und Fischer.
■ Standort festlegen. Der Standort ist nicht im Aufstellplan ein-gezeichnet.
a Länge: 1050 mmb Breite: 750 mm
c Höhe: 1400 mmd Mindestabstand
e Sicherheitsabstand für Flucht-wege
Platzbedarf und Abstände des Trenntransformators Fig. 41340
■ Der Trenntransformator muss so aufgestellt werden, dass derZugang über die eingehängte Tür auf der Vorderseite (Türmit Typenschild) frei bleibt. Der erforderliche Sicherheitsab-stand für Fluchtwege beträgt 800 mm gemäß IEC bzw.1070 mm (3.5 ft) gemäß NEC.
■ Wegen der Wärmeentwicklung muss an den Seiten und hin-ten ein Mindestabstand von 100 mm eingehalten werden.
■ Die Kurzschluss-Spannung muss ≤2.4 % betragen.
2-30 Stromnetz - Version 3 B627DE
Hinweise zur Aufstellung
■ Anschlusskabel zur Verfügung stellen.■ Anschlusskabel verlegen.
− Die Anschlusskabel zum Trenntransformator und vomTrenntransformator zum Steuerschrank der Maschinekönnen über Verschraubungen in den Trenntransformatorgeführt werden.
5.3 Teleservice
Abhängig von der bestellten Konfiguration wird der Schaltschrankder Maschine vorbereitet für den Teleservice per Internet oderden Teleservice per Modem ausgeliefert.
Hinweis
Die Anschlussstelle ist mit diesem Symbol im Aufstellplan einge-zeichnet.
Hinweis
Der Schaltschrank der Maschine wird mit einer Teleservice-Boxgeliefert.
■ Für den Anschluss der Teleservice-Box an das interne Kun-den-Netzwerk muss ein Kabel mit RJ45 Stecker bereitgestelltwerden.
Hinweis
Der Schaltschrank der Maschine wird mit einem analogen Tele-fon-Modem und einer Telefon-Schnittstelle mit RJ 11 Kabel undlandesspezifischem Telefonadapter geliefert.
■ Für das analoge Telefon-Modem muss eine Telefondose amSchaltschrank der Maschine durch die jeweilige Telefonge-sellschaft installiert werden.
■ Ein digitaler Anschluss muss durch einen Konverter in einenanalogen Anschluss umgesetzt werden.
■ Das Telefon-Modem muss mit einer Durchwahlnummererreichbar sein. Andernfalls ist eine separate Amtsleitung not-wendig.
B627DE Teleservice - Version 3 2-31
Teleservice per Internet
Teleservice per Modem(Option)
5.4 Netzwerkanbindung
TRUMPF stellt im Schaltschrank der Maschine folgende Schnitt-stellen für das Netzwerk (z. B. Verbindung zu einem Program-miersystem) zur Verfügung:■ RJ 45-Stecker für Kunden mit Shielded-Twisted Pair Netz-
werk-Verkabelung.
Werden mehrere Maschinen in das Netzwerk eingebunden, istein Personal-Switch (Netzwerkverteiler) notwendig. Der Netz-werkverteiler befindet sich im Schaltschrank der Maschine. DieWechselstromversorgung muss bereitgestellt werden, da dieFunktion des Netzwerkverteilers auch bei ausgeschalteterMaschine gewährleistet sein muss.
Hinweis
Bei Einsatz eines Personal-Switchs (Netzwerkversteilers) geltendie gleichen Toleranzen der Nennspannung und der Frequenzwie für die Maschine (siehe "Elektrische Energieversorgung", S.2-26).
■ Weltweit (außer USA und Kanada): 230 V mit Schukosteck-dose bzw. nach Landesnorm. Schukokupplung wird mitMaschine ausgeliefert.
■ USA und Kanada: 115 V mit Steckdose nach US-Norm.
2-32 Netzwerkanbindung - Version 3 B627DE
Wechselstromversorgung fürPersonal-Switch bereitstellen
Spannungsversorgungbereitstellen
6. Betriebsmittel
6.1 Kühlwasser
Kühlwasser wird für das Laseraggregat, den HF-Generator unddie optischen Bauteile der Maschine benötigt. Gekühlt wird übereinen Kupfer- und einen Aluminium-Kühlkreislauf (KK1/KK2).
Als Kühlwasser ist demineralisiertes oder deionisiertes Wassererforderlich. Das Kühlwasser muss zur Inbetriebnahme derAnlage bereit stehen.
Hinweise■ Kein destilliertes Wasser verwenden. Die Qualität von destil-
liertem Wasser kann große Schwankungen aufweisen.■ Die genannten chemisch-physikalischen Eigenschaften müs-
sen unbedingt eingehalten werden. Halten Sie diesbezüglichRücksprache mit Ihrem Lieferanten.
Kühlwasser Kupfer-Kühlkreis-lauf (KK1)
Aluminium-Kühl-kreislauf (KK2)
TruFlow 2000 bis TruFlow 3600
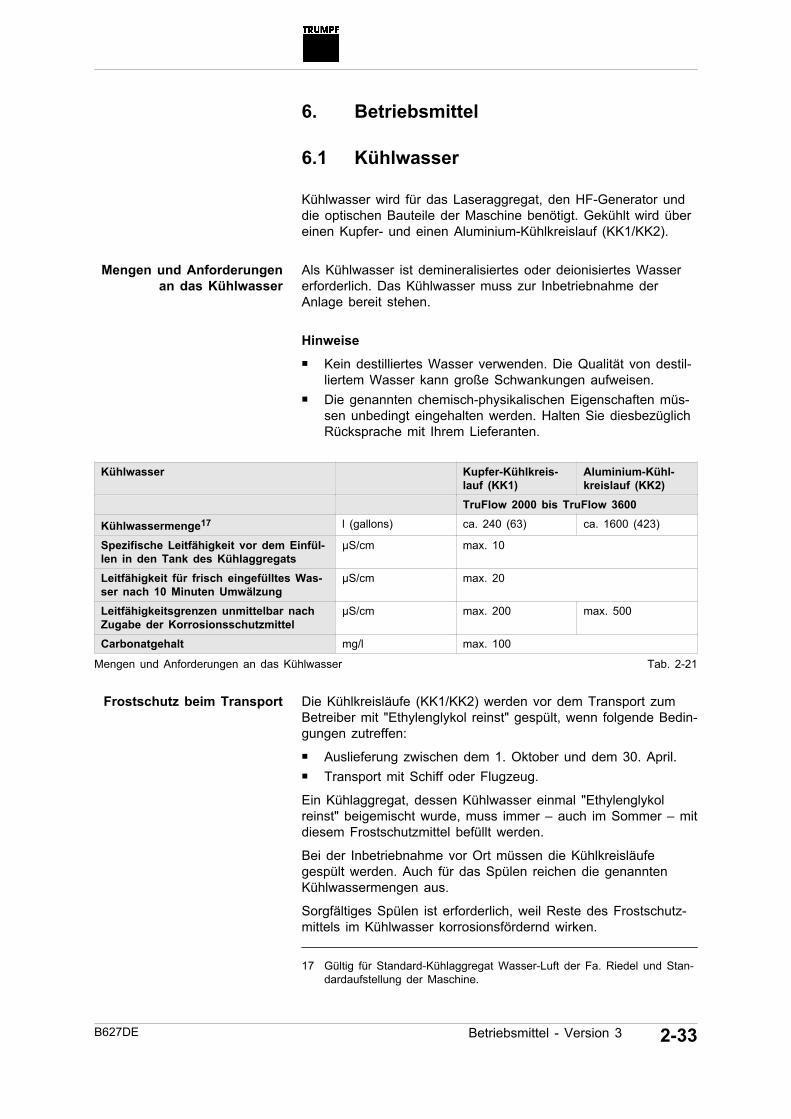
Kühlwassermenge17 l (gallons) ca. 240 (63) ca. 1600 (423)
Spezifische Leitfähigkeit vor dem Einfül-len in den Tank des Kühlaggregats
μS/cm max. 10
Leitfähigkeit für frisch eingefülltes Was-ser nach 10 Minuten Umwälzung
μS/cm max. 20
Leitfähigkeitsgrenzen unmittelbar nachZugabe der Korrosionsschutzmittel
μS/cm max. 200 max. 500
Carbonatgehalt mg/l max. 100
Mengen und Anforderungen an das Kühlwasser Tab. 2-21
Die Kühlkreisläufe (KK1/KK2) werden vor dem Transport zumBetreiber mit "Ethylenglykol reinst" gespült, wenn folgende Bedin-gungen zutreffen:■ Auslieferung zwischen dem 1. Oktober und dem 30. April.■ Transport mit Schiff oder Flugzeug.
Ein Kühlaggregat, dessen Kühlwasser einmal "Ethylenglykolreinst" beigemischt wurde, muss immer – auch im Sommer – mitdiesem Frostschutzmittel befüllt werden.
Bei der Inbetriebnahme vor Ort müssen die Kühlkreisläufegespült werden. Auch für das Spülen reichen die genanntenKühlwassermengen aus.
Sorgfältiges Spülen ist erforderlich, weil Reste des Frostschutz-mittels im Kühlwasser korrosionsfördernd wirken.
17 Gültig für Standard-Kühlaggregat Wasser-Luft der Fa. Riedel und Stan-dardaufstellung der Maschine.
B627DE Betriebsmittel - Version 3 2-33
Mengen und Anforderungenan das Kühlwasser
Frostschutz beim Transport
■ Demineralisiertes Wasser darf nur kurzfristig gelagert werden,um die Wasserqualität nicht zu beeinträchtigen.
■ Das Wasser muss in sauberen Kunststoffbehältern (ohneAblagerungen, keine Geruchsbildung) transportiert werden.
■ Vermeiden Sie jeden unnötigen Kontakt mit dem Wasser(z. B. mit den Händen). Ein Kontakt mit Fremdstoffen, außerden von TRUMPF spezifizierten, beeinträchtigt die Qualitätdes Wassers.
■ Alle Hilfsmittel zur Wasserbefüllung, wie Pumpen, Schläucheoder Absperrhähne, sollen ausschließlich für den Umgang mitdem Systemwasser verwendet werden.
■ Vor dem Befüllen muss das demineralisierte Wasser einereinfachen Kontrolle hinsichtlich Farbe, Trübung und Geruchunterzogen werden.
Jede Eintrübung (z. B. durch Schwebstoffe, Fäden, Flocken, Par-tikel) stellt eine Verunreinigung des Wassers dar. Das Wasserdarf in diesem Fall nicht eingefüllt werden!
Jede Abweichung von der Geruchsneutralität deutet vor allemauf eine biologische Verunreinigung hin. Das Wasser darf in die-sem Fall nicht eingefüllt werden!
Mit der Maschine werden Easy-Kits ausgeliefert. Den Easy-Kitsliegt eine Anwendungsvorschrift bei.
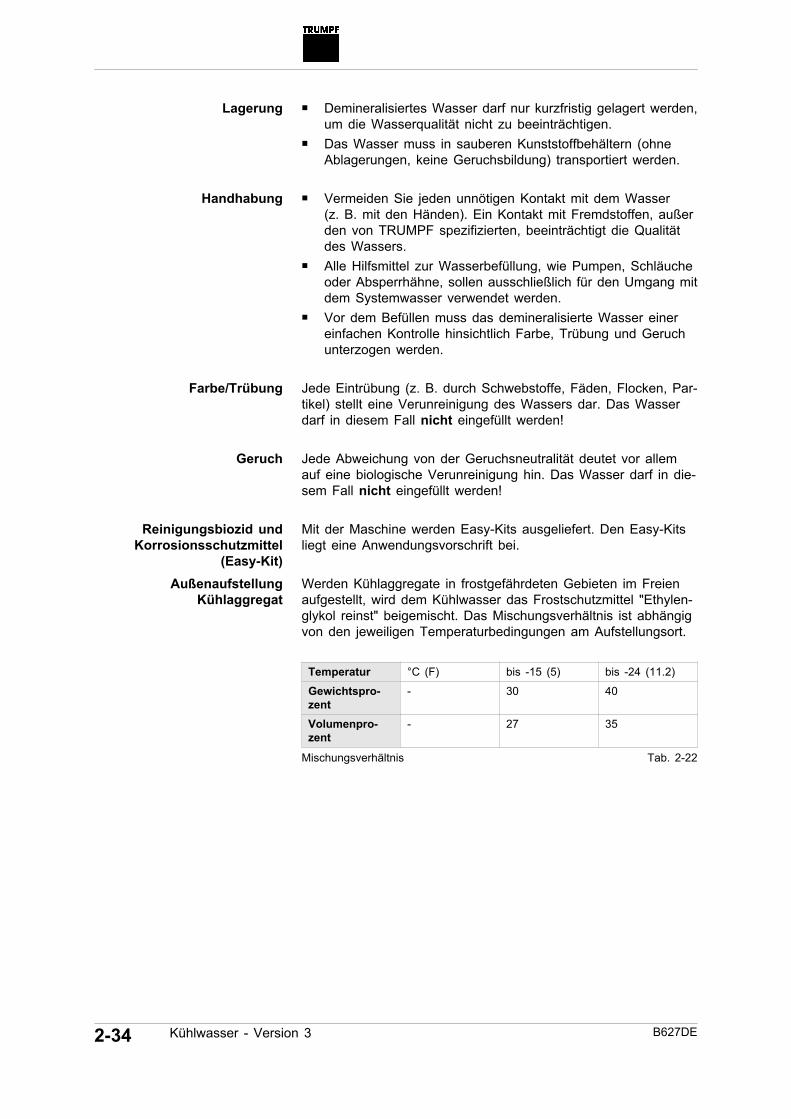
Werden Kühlaggregate in frostgefährdeten Gebieten im Freienaufgestellt, wird dem Kühlwasser das Frostschutzmittel "Ethylen-glykol reinst" beigemischt. Das Mischungsverhältnis ist abhängigvon den jeweiligen Temperaturbedingungen am Aufstellungsort.
Temperatur °C (F) bis -15 (5) bis -24 (11.2)
Gewichtspro-zent
- 30 40
Volumenpro-zent
- 27 35
Mischungsverhältnis Tab. 2-22
2-34 Kühlwasser - Version 3 B627DE
Lagerung
Handhabung
Farbe/Trübung
Geruch
Reinigungsbiozid undKorrosionsschutzmittel
(Easy-Kit)Außenaufstellung
Kühlaggregat
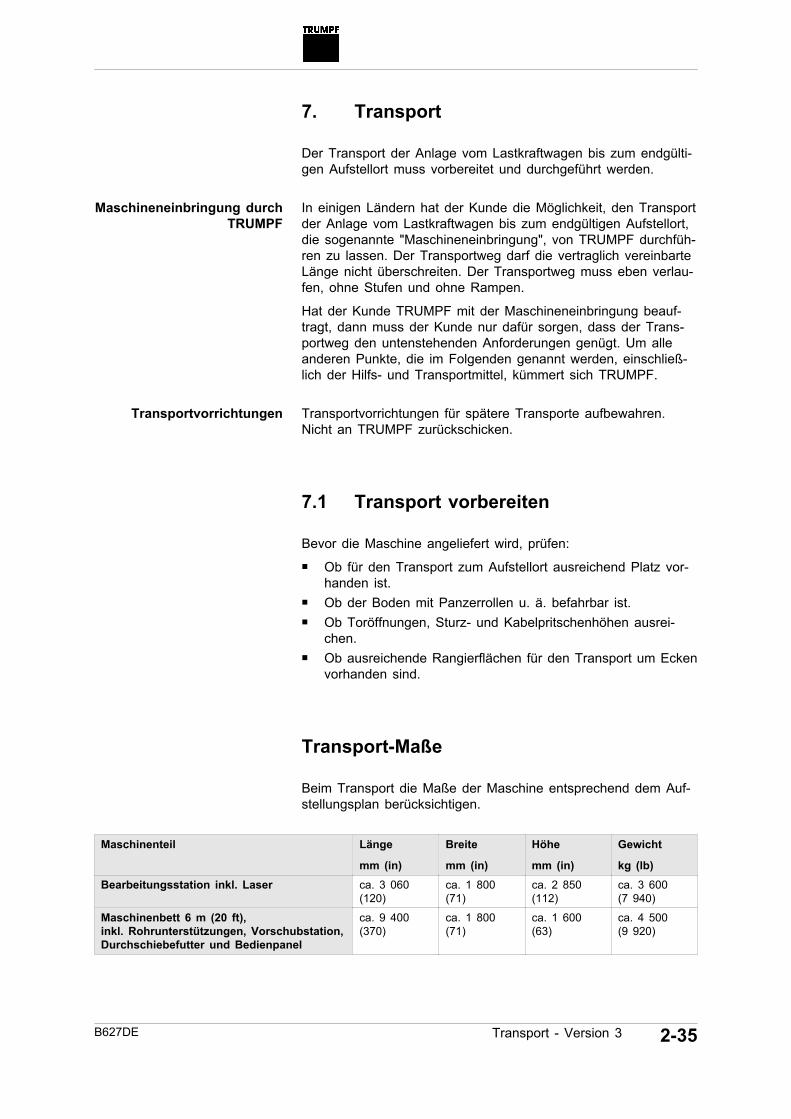
7. Transport
Der Transport der Anlage vom Lastkraftwagen bis zum endgülti-gen Aufstellort muss vorbereitet und durchgeführt werden.
In einigen Ländern hat der Kunde die Möglichkeit, den Transportder Anlage vom Lastkraftwagen bis zum endgültigen Aufstellort,die sogenannte "Maschineneinbringung", von TRUMPF durchfüh-ren zu lassen. Der Transportweg darf die vertraglich vereinbarteLänge nicht überschreiten. Der Transportweg muss eben verlau-fen, ohne Stufen und ohne Rampen.
Hat der Kunde TRUMPF mit der Maschineneinbringung beauf-tragt, dann muss der Kunde nur dafür sorgen, dass der Trans-portweg den untenstehenden Anforderungen genügt. Um alleanderen Punkte, die im Folgenden genannt werden, einschließ-lich der Hilfs- und Transportmittel, kümmert sich TRUMPF.
Transportvorrichtungen für spätere Transporte aufbewahren.Nicht an TRUMPF zurückschicken.
7.1 Transport vorbereiten
Bevor die Maschine angeliefert wird, prüfen:■ Ob für den Transport zum Aufstellort ausreichend Platz vor-
handen ist.■ Ob der Boden mit Panzerrollen u. ä. befahrbar ist.■ Ob Toröffnungen, Sturz- und Kabelpritschenhöhen ausrei-
chen.■ Ob ausreichende Rangierflächen für den Transport um Ecken
vorhanden sind.
Transport-Maße
Beim Transport die Maße der Maschine entsprechend dem Auf-stellungsplan berücksichtigen.
Maschinenteil Länge
mm (in)
Breite
mm (in)
Höhe
mm (in)
Gewicht
kg (lb)Bearbeitungsstation inkl. Laser ca. 3 060
(120)ca. 1 800(71)
ca. 2 850(112)
ca. 3 600(7 940)
Maschinenbett 6 m (20 ft),inkl. Rohrunterstützungen, Vorschubstation,Durchschiebefutter und Bedienpanel
ca. 9 400(370)
ca. 1 800(71)
ca. 1 600(63)
ca. 4 500(9 920)
B627DE Transport - Version 3 2-35
Maschineneinbringung durchTRUMPF
Transportvorrichtungen
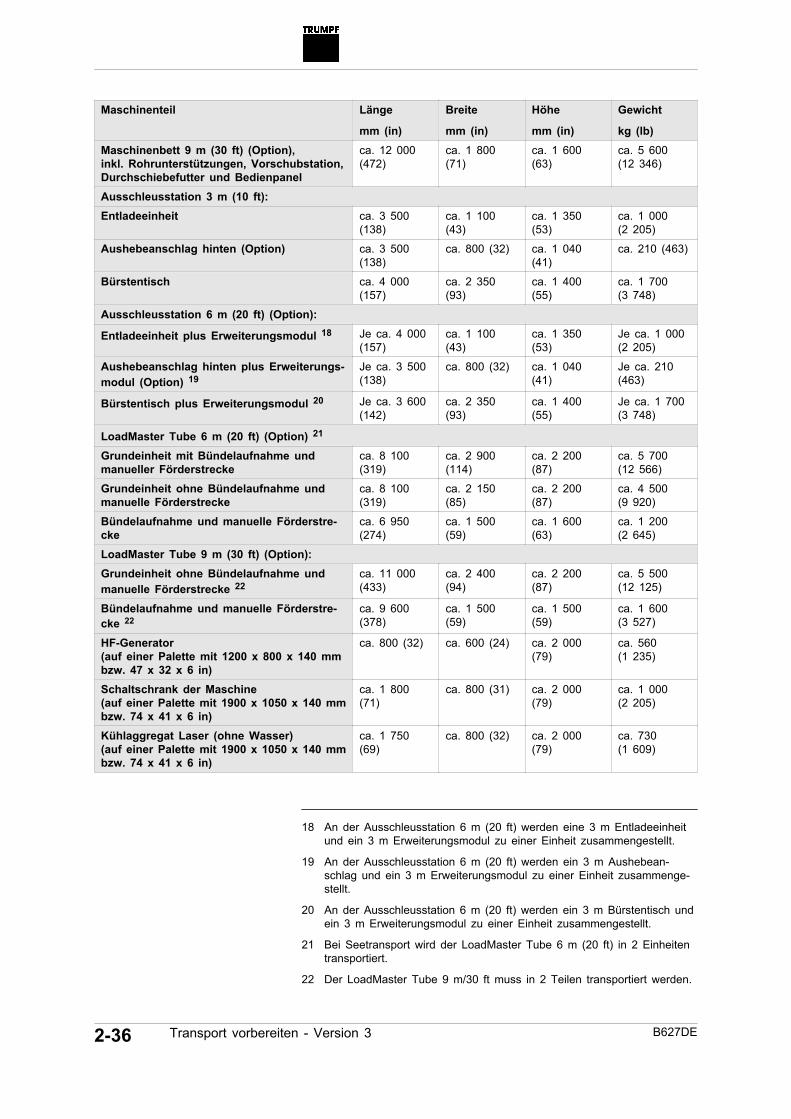
Maschinenteil Länge
mm (in)
Breite
mm (in)
Höhe
mm (in)
Gewicht
kg (lb)Maschinenbett 9 m (30 ft) (Option),inkl. Rohrunterstützungen, Vorschubstation,Durchschiebefutter und Bedienpanel
ca. 12 000(472)
ca. 1 800(71)
ca. 1 600(63)
ca. 5 600(12 346)
Ausschleusstation 3 m (10 ft):Entladeeinheit ca. 3 500
(138)ca. 1 100(43)
ca. 1 350(53)
ca. 1 000(2 205)
Aushebeanschlag hinten (Option) ca. 3 500(138)
ca. 800 (32) ca. 1 040(41)
ca. 210 (463)
Bürstentisch ca. 4 000(157)
ca. 2 350(93)
ca. 1 400(55)
ca. 1 700(3 748)
Ausschleusstation 6 m (20 ft) (Option):
Entladeeinheit plus Erweiterungsmodul 18 Je ca. 4 000(157)
ca. 1 100(43)
ca. 1 350(53)
Je ca. 1 000(2 205)
Aushebeanschlag hinten plus Erweiterungs-modul (Option) 19
Je ca. 3 500(138)
ca. 800 (32) ca. 1 040(41)
Je ca. 210(463)
Bürstentisch plus Erweiterungsmodul 20 Je ca. 3 600(142)
ca. 2 350(93)
ca. 1 400(55)
Je ca. 1 700(3 748)
LoadMaster Tube 6 m (20 ft) (Option) 21
Grundeinheit mit Bündelaufnahme undmanueller Förderstrecke
ca. 8 100(319)
ca. 2 900(114)
ca. 2 200(87)
ca. 5 700(12 566)
Grundeinheit ohne Bündelaufnahme undmanuelle Förderstrecke
ca. 8 100(319)
ca. 2 150(85)
ca. 2 200(87)
ca. 4 500(9 920)
Bündelaufnahme und manuelle Förderstre-cke
ca. 6 950(274)
ca. 1 500(59)
ca. 1 600(63)
ca. 1 200(2 645)
LoadMaster Tube 9 m (30 ft) (Option):Grundeinheit ohne Bündelaufnahme undmanuelle Förderstrecke 22
ca. 11 000(433)
ca. 2 400(94)
ca. 2 200(87)
ca. 5 500(12 125)
Bündelaufnahme und manuelle Förderstre-cke 22
ca. 9 600(378)
ca. 1 500(59)
ca. 1 500(59)
ca. 1 600(3 527)
HF-Generator(auf einer Palette mit 1200 x 800 x 140 mmbzw. 47 x 32 x 6 in)
ca. 800 (32) ca. 600 (24) ca. 2 000(79)
ca. 560(1 235)
Schaltschrank der Maschine(auf einer Palette mit 1900 x 1050 x 140 mmbzw. 74 x 41 x 6 in)
ca. 1 800(71)
ca. 800 (31) ca. 2 000(79)
ca. 1 000(2 205)
Kühlaggregat Laser (ohne Wasser)(auf einer Palette mit 1900 x 1050 x 140 mmbzw. 74 x 41 x 6 in)
ca. 1 750(69)
ca. 800 (32) ca. 2 000(79)
ca. 730(1 609)
18 An der Ausschleusstation 6 m (20 ft) werden eine 3 m Entladeeinheitund ein 3 m Erweiterungsmodul zu einer Einheit zusammengestellt.
19 An der Ausschleusstation 6 m (20 ft) werden ein 3 m Aushebean-schlag und ein 3 m Erweiterungsmodul zu einer Einheit zusammenge-stellt.
20 An der Ausschleusstation 6 m (20 ft) werden ein 3 m Bürstentisch undein 3 m Erweiterungsmodul zu einer Einheit zusammengestellt.
21 Bei Seetransport wird der LoadMaster Tube 6 m (20 ft) in 2 Einheitentransportiert.
22 Der LoadMaster Tube 9 m/30 ft muss in 2 Teilen transportiert werden.
2-36 Transport vorbereiten - Version 3 B627DE
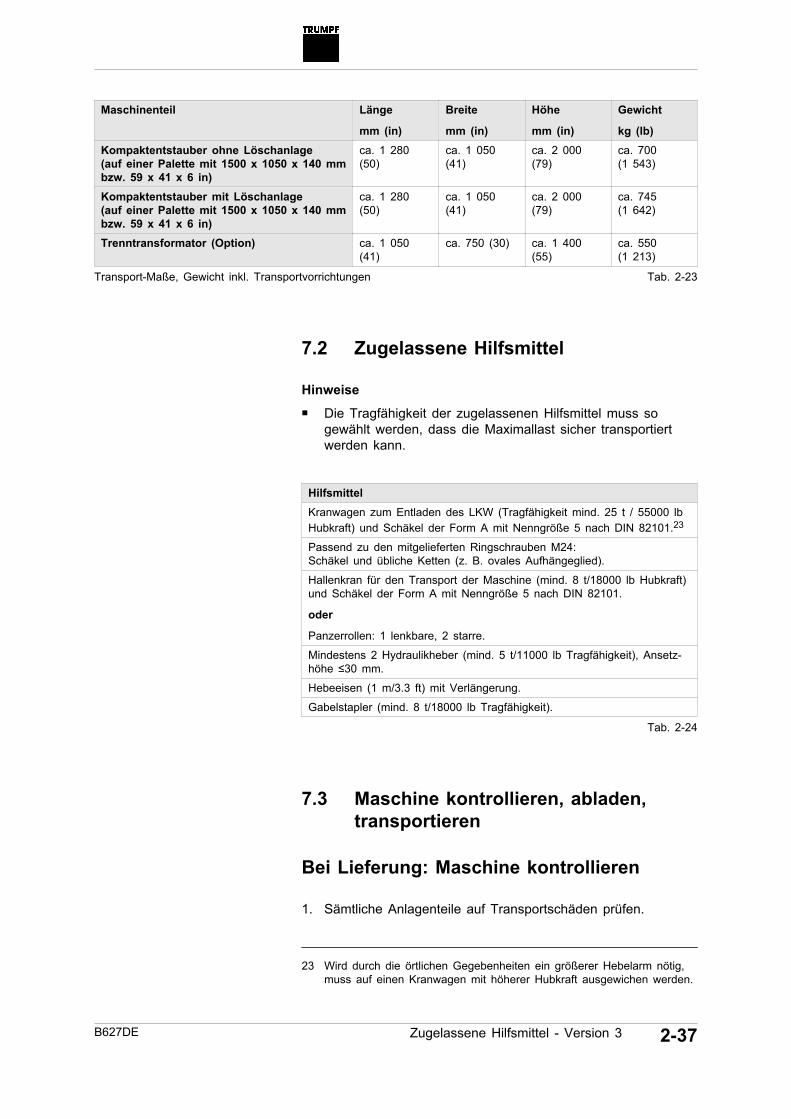
Maschinenteil Länge
mm (in)
Breite
mm (in)
Höhe
mm (in)
Gewicht
kg (lb)Kompaktentstauber ohne Löschanlage(auf einer Palette mit 1500 x 1050 x 140 mmbzw. 59 x 41 x 6 in)
ca. 1 280(50)
ca. 1 050(41)
ca. 2 000(79)
ca. 700(1 543)
Kompaktentstauber mit Löschanlage(auf einer Palette mit 1500 x 1050 x 140 mmbzw. 59 x 41 x 6 in)
ca. 1 280(50)
ca. 1 050(41)
ca. 2 000(79)
ca. 745(1 642)
Trenntransformator (Option) ca. 1 050(41)
ca. 750 (30) ca. 1 400(55)
ca. 550(1 213)
Transport-Maße, Gewicht inkl. Transportvorrichtungen Tab. 2-23
7.2 Zugelassene Hilfsmittel
Hinweise■ Die Tragfähigkeit der zugelassenen Hilfsmittel muss so
gewählt werden, dass die Maximallast sicher transportiertwerden kann.
HilfsmittelKranwagen zum Entladen des LKW (Tragfähigkeit mind. 25 t / 55000 lbHubkraft) und Schäkel der Form A mit Nenngröße 5 nach DIN 82101.23
Passend zu den mitgelieferten Ringschrauben M24:Schäkel und übliche Ketten (z. B. ovales Aufhängeglied).
Hallenkran für den Transport der Maschine (mind. 8 t/18000 lb Hubkraft)und Schäkel der Form A mit Nenngröße 5 nach DIN 82101.
oder
Panzerrollen: 1 lenkbare, 2 starre.
Mindestens 2 Hydraulikheber (mind. 5 t/11000 lb Tragfähigkeit), Ansetz-höhe ≤30 mm.
Hebeeisen (1 m/3.3 ft) mit Verlängerung.
Gabelstapler (mind. 8 t/18000 lb Tragfähigkeit).
Tab. 2-24
7.3 Maschine kontrollieren, abladen,transportieren
Bei Lieferung: Maschine kontrollieren
1. Sämtliche Anlagenteile auf Transportschäden prüfen.
23 Wird durch die örtlichen Gegebenheiten ein größerer Hebelarm nötig,muss auf einen Kranwagen mit höherer Hubkraft ausgewichen werden.
B627DE Zugelassene Hilfsmittel - Version 3 2-37
2. Sichtbare Transportschäden auf dem Frachtbrief dokumentie-ren und vom LKW-Fahrer gegenzeichnen lassen.
3. Verdeckte Transportschäden spätestens innerhalb von 6Tagen der Versicherungsgesellschaft und TRUMPF melden.
Maschine abladen und transportieren
Bearbeitungsstation kann kippen (hoher Schwerpunkt)!
Lebensgefahr!Ø Während des Transports dürfen sich keine Personen im
Gefahrenbereich aufhalten.Ø Bei Transport und Aufstellung die zugelassenen Hilfsmittel
verwenden.Ø Die Bearbeitungsstation darf nur mit montierten Transport-
vorrichtungen transportiert werden.Ø Transportvorrichtungen dürfen erst entfernt werden, wenn
die Bearbeitungsstation im Fundament verankert ist.Ø Die Schutzhaube muss gegen Öffnen gesichert sein.Ø Die Maschine darf nur betrieben werden, wenn sie im Fun-
dament verankert ist.
Schwebende Last!
Herabstürzende Last führt zu schweren Körperverletzungenoder zum Tod!Ø Sicherheitsvorschriften zur Handhabung schwerer Lasten
einhalten.Ø Nicht unter schwebende Lasten treten.Ø Geprüfte und ausreichend dimensionierte Hebezeuge und
Transportmittel verwenden.Ø Zum Transport der Maschine qualifiziertes Fachpersonal
beauftragen.Ø Transport gemäß Transportvorschrift durchführen.
Maschine vom LKW abladen
Hinweis
Der Maschinenkörper sollte nicht ohne Unterlage auf denBoden abgesenkt werden, da es sonst nicht mehr möglichist, Hydraulikheber unter dem Maschinenkörper zu installie-ren. Der Abstand zwischen Unterkante Maschinenkörper undBoden muss mindestens 100 mm (4 in) betragen.
2-38 Maschine kontrollieren, abladen, transportieren -Version 3
B627DE
GEFAHR
GEFAHR
1. Maschinenteile mit dem Kran oder Kranwagen vom LKWabladen.
2. Transportbalken von den Maschinenfüßen entfernen, solangedie Maschinenteile am Kran hängen.
Maschinenbett transportieren (6 m/20 ft)
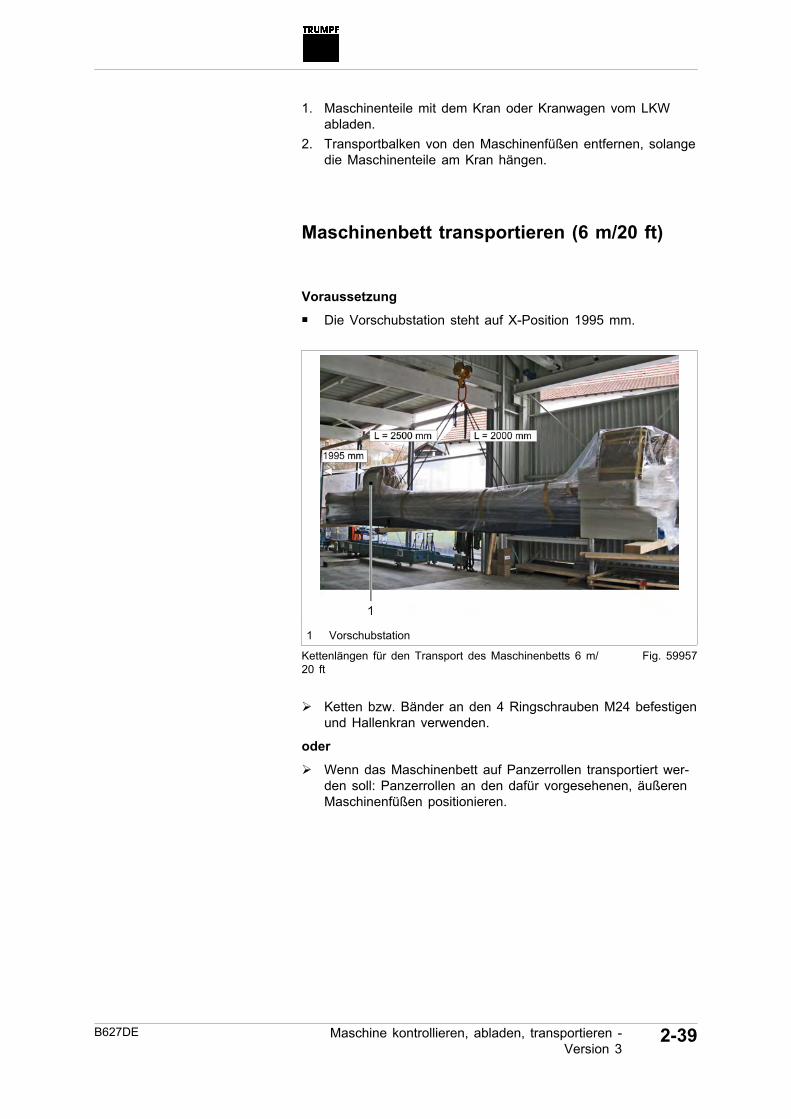
Voraussetzung■ Die Vorschubstation steht auf X-Position 1995 mm.
1 Vorschubstation
Kettenlängen für den Transport des Maschinenbetts 6 m/20 ft
Fig. 59957
Ø Ketten bzw. Bänder an den 4 Ringschrauben M24 befestigenund Hallenkran verwenden.
oder
Ø Wenn das Maschinenbett auf Panzerrollen transportiert wer-den soll: Panzerrollen an den dafür vorgesehenen, äußerenMaschinenfüßen positionieren.
B627DE Maschine kontrollieren, abladen, transportieren -Version 3
2-39

Transport Maschinenbett (6 m/20 ft) Fig. 54283
Maschinenbett transportieren (9 m/30 ft)
Voraussetzung■ Die Vorschubstation steht auf X-Position 4700 mm.
1 Vorschubstation
X-Position der Vorschubstation beim Transport Fig. 59953
Ø Ketten bzw. Bänder an den 4 Ringschrauben M24 befestigenund Hallenkran verwenden.
oder
Ø Wenn das Maschinenbett auf Panzerrollen transportiert wer-den soll: Panzerrollen an den dafür vorgesehenen, äußerenMaschinenfüßen positionieren.
2-40 Maschine kontrollieren, abladen, transportieren -Version 3
B627DE
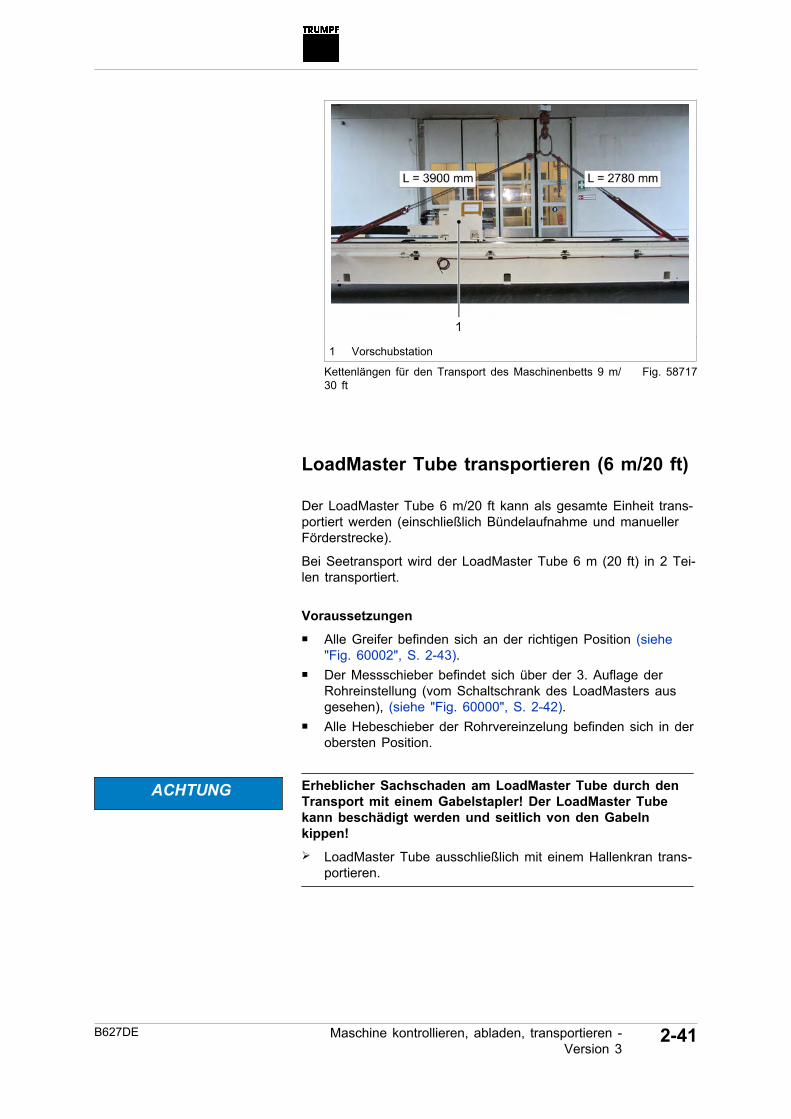
1 Vorschubstation
Kettenlängen für den Transport des Maschinenbetts 9 m/30 ft
Fig. 58717
LoadMaster Tube transportieren (6 m/20 ft)
Der LoadMaster Tube 6 m/20 ft kann als gesamte Einheit trans-portiert werden (einschließlich Bündelaufnahme und manuellerFörderstrecke).
Bei Seetransport wird der LoadMaster Tube 6 m (20 ft) in 2 Tei-len transportiert.
Voraussetzungen■ Alle Greifer befinden sich an der richtigen Position (siehe
"Fig. 60002", S. 2-43).■ Der Messschieber befindet sich über der 3. Auflage der
Rohreinstellung (vom Schaltschrank des LoadMasters ausgesehen), (siehe "Fig. 60000", S. 2-42).
■ Alle Hebeschieber der Rohrvereinzelung befinden sich in derobersten Position.
Erheblicher Sachschaden am LoadMaster Tube durch denTransport mit einem Gabelstapler! Der LoadMaster Tubekann beschädigt werden und seitlich von den Gabelnkippen!Ø LoadMaster Tube ausschließlich mit einem Hallenkran trans-
portieren.
B627DE Maschine kontrollieren, abladen, transportieren -Version 3
2-41
ACHTUNG
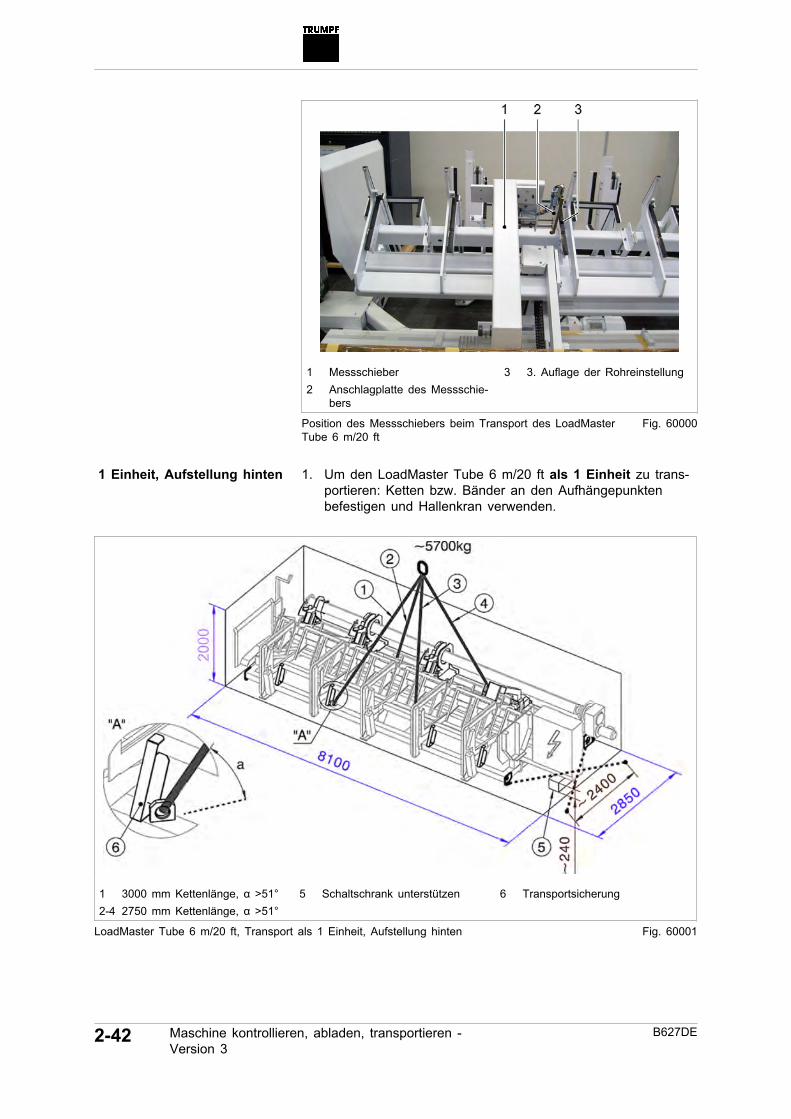
1 Messschieber2 Anschlagplatte des Messschie-
bers
3 3. Auflage der Rohreinstellung
Position des Messschiebers beim Transport des LoadMasterTube 6 m/20 ft
Fig. 60000
1. Um den LoadMaster Tube 6 m/20 ft als 1 Einheit zu trans-portieren: Ketten bzw. Bänder an den Aufhängepunktenbefestigen und Hallenkran verwenden.
1 3000 mm Kettenlänge, α >51°2-4 2750 mm Kettenlänge, α >51°
5 Schaltschrank unterstützen 6 Transportsicherung
LoadMaster Tube 6 m/20 ft, Transport als 1 Einheit, Aufstellung hinten Fig. 60001
2-42 Maschine kontrollieren, abladen, transportieren -Version 3
B627DE
1 Einheit, Aufstellung hinten
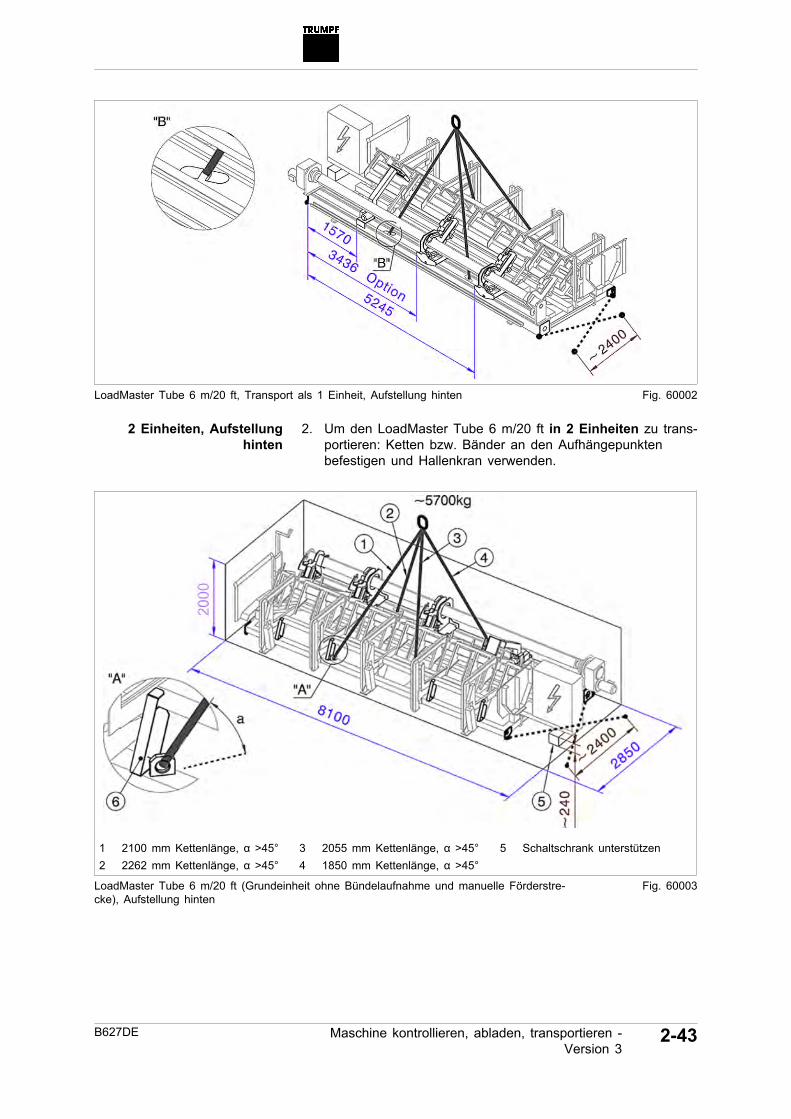
LoadMaster Tube 6 m/20 ft, Transport als 1 Einheit, Aufstellung hinten Fig. 60002
2. Um den LoadMaster Tube 6 m/20 ft in 2 Einheiten zu trans-portieren: Ketten bzw. Bänder an den Aufhängepunktenbefestigen und Hallenkran verwenden.
1 2100 mm Kettenlänge, α >45°2 2262 mm Kettenlänge, α >45°
3 2055 mm Kettenlänge, α >45°4 1850 mm Kettenlänge, α >45°
5 Schaltschrank unterstützen
LoadMaster Tube 6 m/20 ft (Grundeinheit ohne Bündelaufnahme und manuelle Förderstre-cke), Aufstellung hinten
Fig. 60003
B627DE Maschine kontrollieren, abladen, transportieren -Version 3
2-43
2 Einheiten, Aufstellunghinten
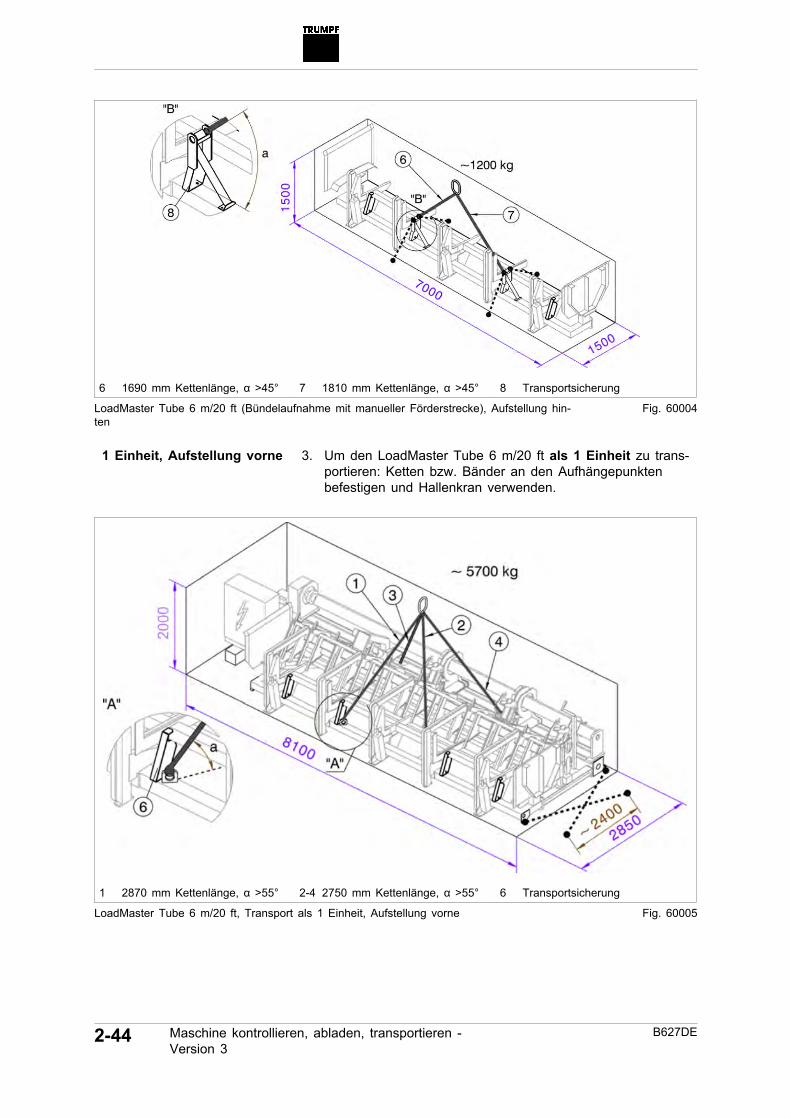
6 1690 mm Kettenlänge, α >45° 7 1810 mm Kettenlänge, α >45° 8 Transportsicherung
LoadMaster Tube 6 m/20 ft (Bündelaufnahme mit manueller Förderstrecke), Aufstellung hin-ten
Fig. 60004
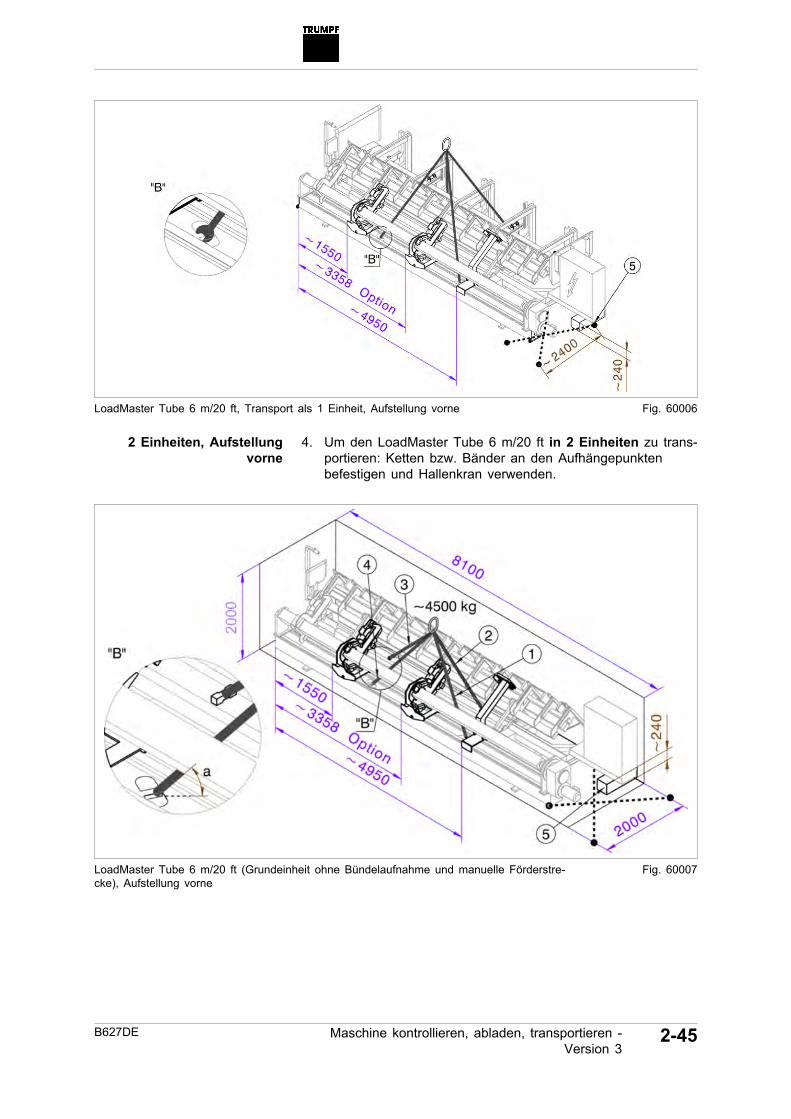
3. Um den LoadMaster Tube 6 m/20 ft als 1 Einheit zu trans-portieren: Ketten bzw. Bänder an den Aufhängepunktenbefestigen und Hallenkran verwenden.
1 2870 mm Kettenlänge, α >55° 2-4 2750 mm Kettenlänge, α >55° 6 Transportsicherung
LoadMaster Tube 6 m/20 ft, Transport als 1 Einheit, Aufstellung vorne Fig. 60005
2-44 Maschine kontrollieren, abladen, transportieren -Version 3
B627DE
1 Einheit, Aufstellung vorne
LoadMaster Tube 6 m/20 ft, Transport als 1 Einheit, Aufstellung vorne Fig. 60006
4. Um den LoadMaster Tube 6 m/20 ft in 2 Einheiten zu trans-portieren: Ketten bzw. Bänder an den Aufhängepunktenbefestigen und Hallenkran verwenden.
LoadMaster Tube 6 m/20 ft (Grundeinheit ohne Bündelaufnahme und manuelle Förderstre-cke), Aufstellung vorne
Fig. 60007
B627DE Maschine kontrollieren, abladen, transportieren -Version 3
2-45
2 Einheiten, Aufstellungvorne
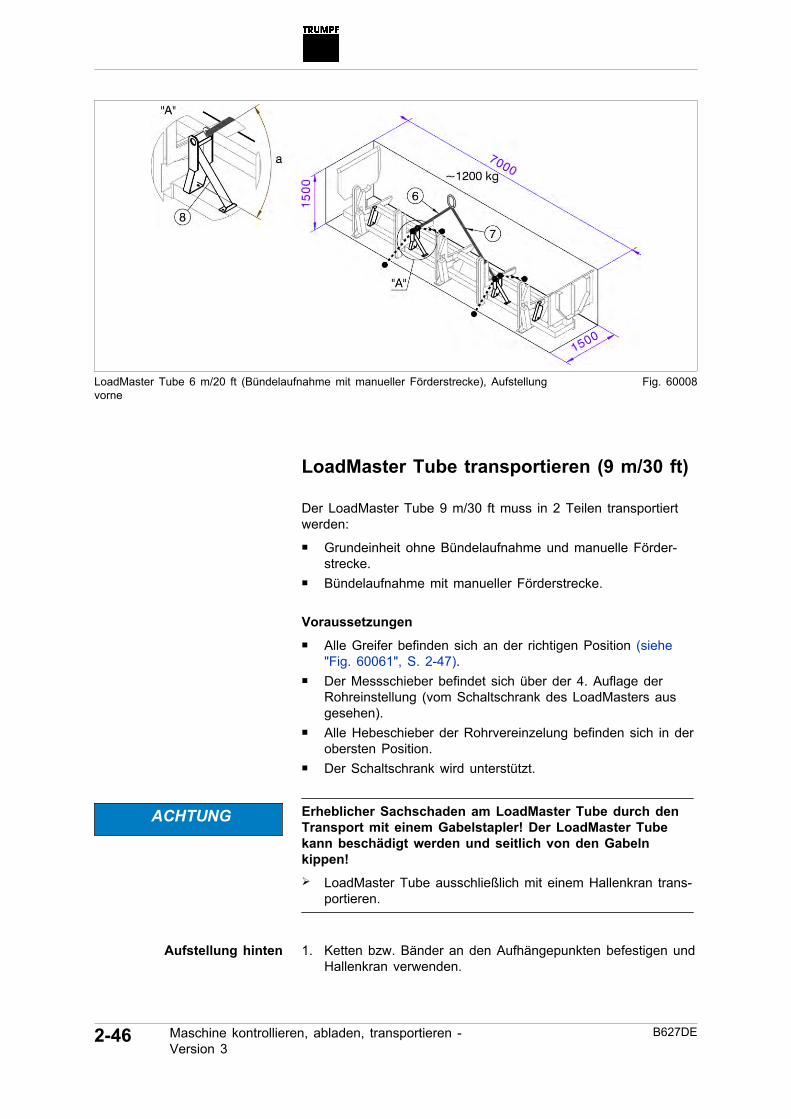
LoadMaster Tube 6 m/20 ft (Bündelaufnahme mit manueller Förderstrecke), Aufstellungvorne
Fig. 60008
LoadMaster Tube transportieren (9 m/30 ft)
Der LoadMaster Tube 9 m/30 ft muss in 2 Teilen transportiertwerden:■ Grundeinheit ohne Bündelaufnahme und manuelle Förder-
strecke.■ Bündelaufnahme mit manueller Förderstrecke.
Voraussetzungen■ Alle Greifer befinden sich an der richtigen Position (siehe
"Fig. 60061", S. 2-47).■ Der Messschieber befindet sich über der 4. Auflage der
Rohreinstellung (vom Schaltschrank des LoadMasters ausgesehen).
■ Alle Hebeschieber der Rohrvereinzelung befinden sich in derobersten Position.
■ Der Schaltschrank wird unterstützt.
Erheblicher Sachschaden am LoadMaster Tube durch denTransport mit einem Gabelstapler! Der LoadMaster Tubekann beschädigt werden und seitlich von den Gabelnkippen!Ø LoadMaster Tube ausschließlich mit einem Hallenkran trans-
portieren.
1. Ketten bzw. Bänder an den Aufhängepunkten befestigen undHallenkran verwenden.
2-46 Maschine kontrollieren, abladen, transportieren -Version 3
B627DE
ACHTUNG
Aufstellung hinten
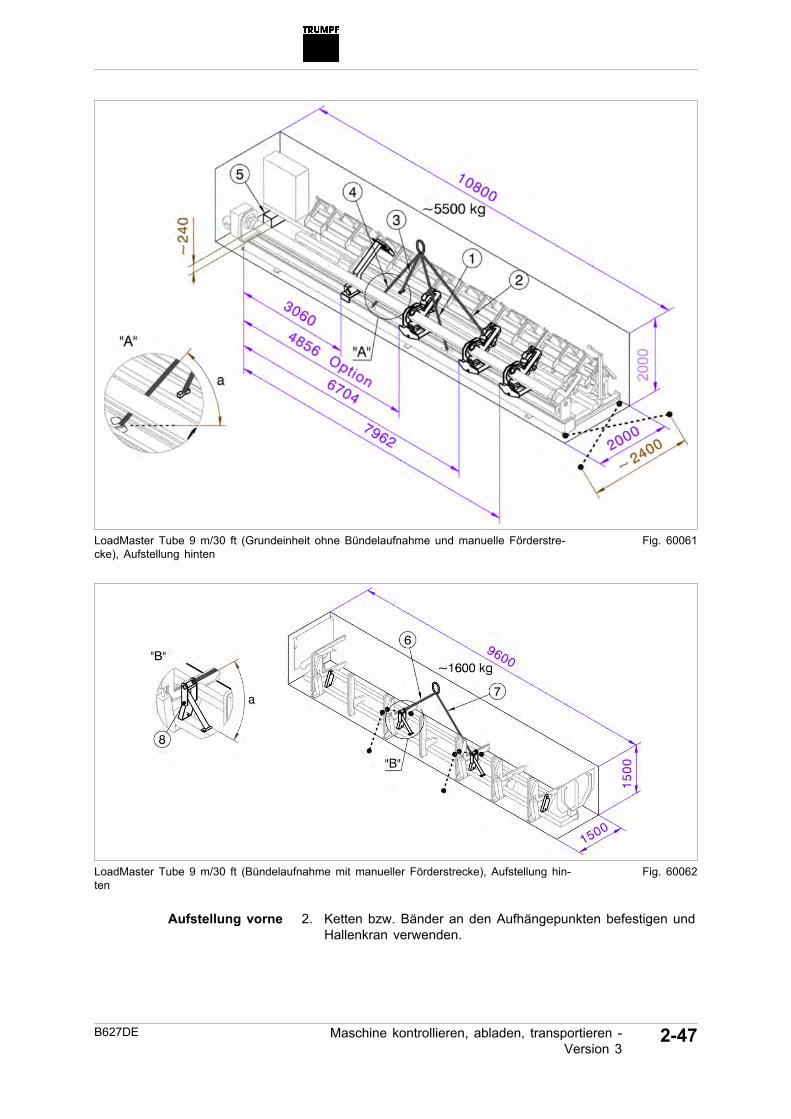
LoadMaster Tube 9 m/30 ft (Grundeinheit ohne Bündelaufnahme und manuelle Förderstre-cke), Aufstellung hinten
Fig. 60061
LoadMaster Tube 9 m/30 ft (Bündelaufnahme mit manueller Förderstrecke), Aufstellung hin-ten
Fig. 60062
2. Ketten bzw. Bänder an den Aufhängepunkten befestigen undHallenkran verwenden.
B627DE Maschine kontrollieren, abladen, transportieren -Version 3
2-47
Aufstellung vorne
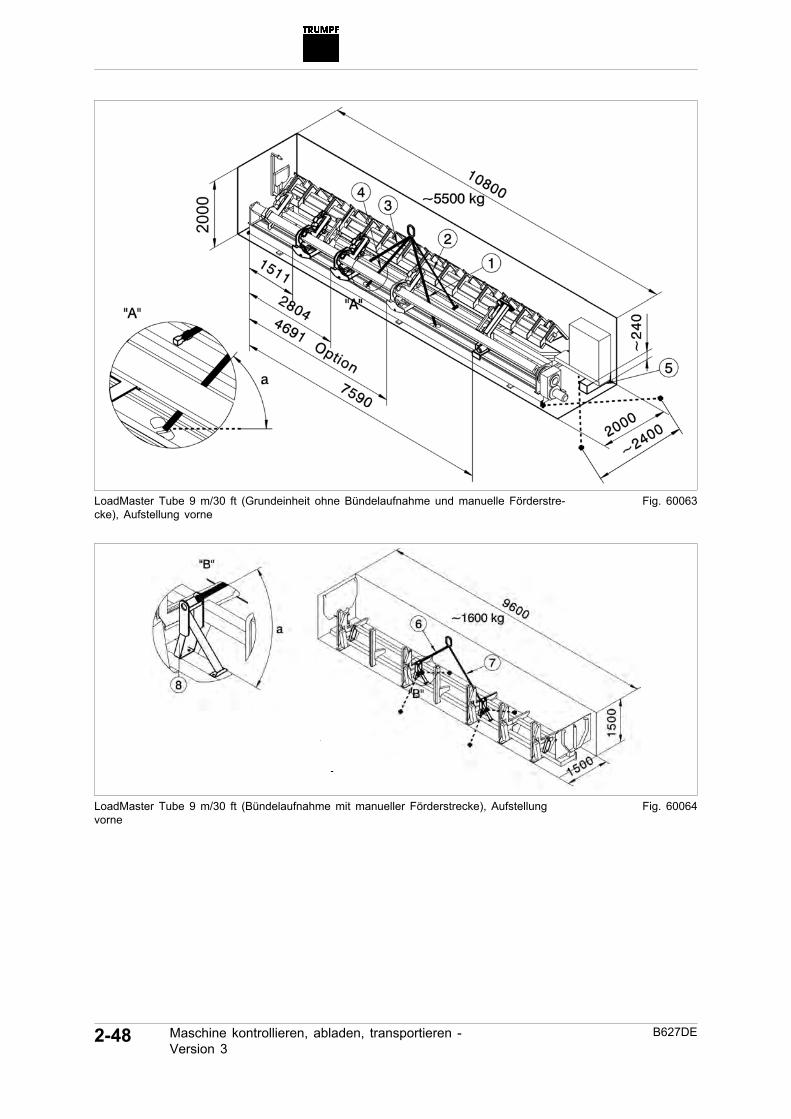
LoadMaster Tube 9 m/30 ft (Grundeinheit ohne Bündelaufnahme und manuelle Förderstre-cke), Aufstellung vorne
Fig. 60063
LoadMaster Tube 9 m/30 ft (Bündelaufnahme mit manueller Förderstrecke), Aufstellungvorne
Fig. 60064
2-48 Maschine kontrollieren, abladen, transportieren -Version 3
B627DE
Bearbeitungsstation transportieren
Bearbeitungsstation kann kippen (hoher Schwerpunkt)!
Lebensgefahr!Ø Während des Transports dürfen sich keine Personen im
Gefahrenbereich aufhalten.Ø Bei Transport und Aufstellung die zugelassenen Hilfsmittel
verwenden.Ø Die Bearbeitungsstation darf nur mit montierten Transport-
vorrichtungen transportiert werden.Ø Transportvorrichtungen dürfen erst entfernt werden, wenn
die Bearbeitungsstation im Fundament verankert ist.Ø Die Schutzhaube muss gegen Öffnen gesichert sein.Ø Die Maschine darf nur betrieben werden, wenn sie im Fun-
dament verankert ist.
Ø Rundschlinge und verstellbare Krankette an der Kranösebefestigen und Hallenkran verwenden.
Wenn man den Abstand der verstellbaren Krankette verrin-gert, hängt die Bearbeitungsstation gerade am Hallenkran(siehe "Fig. 55295", S. 2-50).
oder
Ø Wenn die Bearbeitungsstation auf Panzerrollen transportiertwerden soll:− Verstellfüße an der Transportvorrichtung bis ca. 10 mm
über dem Boden herausdrehen.− Panzerrollen an den dafür vorgesehenen, äußeren
Maschinenfüßen positionieren.
B627DE Maschine kontrollieren, abladen, transportieren -Version 3
2-49
GEFAHR
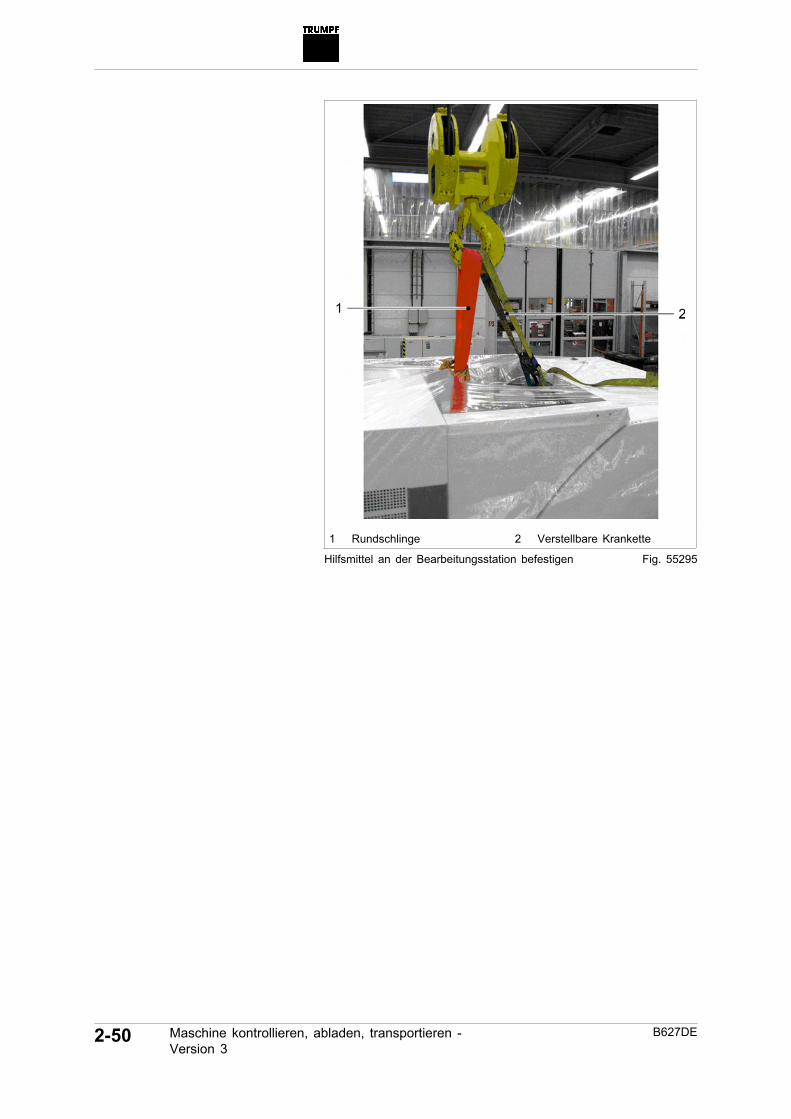
1 Rundschlinge 2 Verstellbare Krankette
Hilfsmittel an der Bearbeitungsstation befestigen Fig. 55295
2-50 Maschine kontrollieren, abladen, transportieren -Version 3
B627DE

1 Transportvorrichtung
Transport Bearbeitungsstation Fig. 54282
Ausschleusstation transportieren (3 m/10 ftund 6 m/20 ft)
Hinweis
Transportvorrichtungen erst entfernen, wenn die Entladeeinheitam Boden verschraubt ist.
Erheblicher Sachschaden an der Ausschleusstation durchden Transport mit einem Gabelstapler!Ø Bürstentisch und Entladeeinheit der Ausschleusstation aus-
schließlich mit einem Hallenkran transportieren.
1. Um den Bürstentisch der Ausschleusstation zu transportieren:Ketten bzw. Bänder an den 4 Aufhängepunkten befestigenund Hallenkran verwenden.
B627DE Maschine kontrollieren, abladen, transportieren -Version 3
2-51
ACHTUNG
Bürstentisch transportieren

1 Transportvorrichtung (orange)
Transport Bürstentisch (6 m/20 ft): Eine der beiden Ein-heiten
Fig. 60065
2. Bei Ausschleusstationen mit 6 m/20 ft:− Erweiterungsmodul analog transportieren.
3. Um die Entladeeinheit der Ausschleusstation zu transportie-ren: Ketten bzw. Bänder an den 2 Aufhängepunkten befesti-gen und Hallenkran verwenden.
2-52 Maschine kontrollieren, abladen, transportieren -Version 3
B627DE
Entladeeinheit transportieren

1, 2 Transportvorrichtungen (orange)
Transport Entladeeinheit (3 m/10 ft) Fig. 60009
4. Bei Ausschleusstationen mit 6 m/20 ft:− Erweiterungsmodul analog transportieren.
Maschinenkomponenten transportieren
Zu den Maschinenkomponenten gehören in der Regel: Schalt-schrank, Kühlaggregat, Kompaktentstauber und HF-Generator.Das Kühlaggregat muss leer und stehend transportiert werden.
1. Schränke und Aggregate an die dafür vorgesehenen Trans-port-Halterungen hängen und Hallenkran verwenden.
oder
Komponente mit Gabelstapler direkt vom LKW zum Aufstell-ort transportieren.
2. HF-Generator, Schaltschrank, Kompaktentstauber und Kühl-aggregat an die M12 Augenschrauben hängen (4 Stück).
oder
Komponente mit Gabelstapler direkt vom LKW zum Aufstell-ort transportieren.
B627DE Maschine kontrollieren, abladen, transportieren -Version 3
2-53
7.4 Maschine aufstellen
Hinweis
Die Bodenbeschaffenheit am Aufstellort muss entsprechendden Anforderungen dieser Aufstellbedingungen ausgelegtsein.
1. Maschinenteil mittels Hebeeisen positionieren.2. Hydraulikheber beidseitig an den Maschinenfüßen ansetzen.3. Maschinenteil mit dem Hydraulikhebern anheben.4. Keilschuhe entsprechend dem Fundamentplan positionieren;
die Nivellierschrauben müssen nach außen zeigen.5. Panzerrollen entfernen.6. Maschinenteil über die Hydraulikheber ablassen.
7.5 TRUMPF Servicearbeiten
Die Nivellierung der Maschine wird vom TRUMPF Servicetechni-ker durchgeführt.
Die Inbetriebnahme der Maschine wird vom TRUMPF Service-techniker durchgeführt. Die Inbetriebnahme umfasst die Aufstel-lung der Anlagenteile entsprechend dem Aufstellungsplan, denAnschluss der Maschine an die Versorgung sowie die Einwei-sung des Personals und die Funktionsüberprüfung der Maschine.
2-54 TRUMPF Servicearbeiten - Version 3 B627DE
Panzerrollen verwenden
Nivellierung der Maschine
Inbetriebnahme der Anlage





























