-
8/17/2019 Electrothermal Analysis OfElectric Resistance Spot
Welding Processes by a 3-D Finite Element
1/6
ELSEVIER
Joumal
of
Materials Pro eSSing Te..imology 63 1997) 672-677
JournaJof
aterials
rocessing
Technology
Electrothermal Analysis ofElectric Resistance Spot Welding
Processes by a 3-D Finite Element
Method
H Huhand W J Kang
Dept.
of
Mechanical Engineering
Korea Advanced Institute
of
Science
n
Technology
373 1 Kusongdong Yusonggu Taejon 305 701 Korea
bstract
Electric resistance spot welding which is an important process
in auto-body assembly is simulated by a 3-D finite element code
developed. The main interest in the simulation is the
quality
of
welding and the durability of electrodes, which needs
electrothermal
analysis for temperature distribution in both electrodes and
welded sheets. A finite element formulation is derived for both
electric
analysis and thermal analysis that are coupled together. The
contact resistance between electrodes and sheets is especially
treated with
artificial interface elements in which the material properties
for electric and thermal analysis are artificially imposed for
physically
reasonable simulation.
1. Introduction
Electric resistance spot welding is an important process in
the
industry.
In
electric resistance spot welding, the overlapping
work is positioned between the water-cooled electrodes, then
the
heat is obtained
by
passing a large electrical current for a shot
period of time. Auto-body assembly needs 7000 to 12000 spots
of welding according
to
the size of a car, so the spot welding is
an important process in auto-body assembly. Each spot
welding
is not performed on the same condition because of the
alignment
of sheets and electrodes as well as the surface condition. For
that
reason, a spot welding process needs the optimum process
condition that can afford allowance in parametric values for
good
quality of welding. The optimum condition has to consider
the
amount and duration
of
electric current, the shape and material
properties of electrode, and the surface condition and
alignment
of sheets. The main interest in spot welding process is the
quality of welding and the durability of electrodes, which
needs
electrothermal analysis for temperature distribution in both
electrodes and welded sheets[IJ[2J[3]. The shape
of
electrode is
an important parameter determining the shape and size of the
nugget which has large effects on the stress concentration
and
fatigue strength of welding parts. The stress distribution in
the
lap joint of spot-welded steel is calculated by finite
element
method[4]. The effect of a space angle of line contact is
analytically calculated[5].
In this paper, a finite element formulation is derived for
both
electric analysis and thermal analysis that are coupled
together.
Two sets of formulation are uncoupled after finite
dimensional
approximation to a time-incremental analysis. First, the
electric
0924-0136/97/ 15.00
1997 Elsevier Science S All rights reserved
PII S0924-0136 96)02705-7
potential is obtained for the entire field and scaled according
to
the given electric current. The electric field obtained is used
to
calculate the energy dissipation due
to
the electric resistance of
materials. The energy dissipation calculated from the
electric
analysis is substituted for the heat generation in the heat
conduction equation to calculate the temperature distribution
in
the entire domain. After the calculation, all material
properties
are updated element-wise for the next step according
to the
calculated temperature. The finite element code developed
simulates electric resistance spot welding processes with
the
variation of process parameters such as the electric current,
the
contact resistance, and the material properties
of
electrodes and
sheets. The contact resistance between electrodes and sheets
is
especially treated with artificial interface elements in which
the
material properties for electric and thermal analysis are
r t i f i i ~ l l y imposed for physically reasonable
simulation. The
numerical result provides the electric potential field, the
electric
current distribution, and the temperature distribution.
Elliptic
electrodes are studied with the variation
of ellipticities on
condition of the same tip area. The results informs that the
shape
of electrodes is important in distribution
of
the electric current
and thus the heat generation. On the same welding condition
such as the welding current, the weldtime and the pressure,
the
size of nuggets obtained
by
various shapes
of
electrodes which
have the same contact area are different from each other.
Relation between the shape
of
nugget and the shape of electrode
is important for the purpose of obtaining necessary nuggets
which appropriate to the various stress condition and the
number
of
spots can be reduced
by
selecting an adequate elliptic
electrode.
-
8/17/2019 Electrothermal Analysis OfElectric Resistance Spot
Welding Processes by a 3-D Finite Element
2/6
H Huh W J Kang / Journal Materials Processing Technology
63 (1997) 672-677 673
where P is the density, cp is the specific heat per unit
volume,
kij is
the heat conductivity, and f id heat generation calculated
form Eqn (6).
2. ormul tion for electrotherm l analysis
The heat lOr electric resistance spot welding is obtained
by
passing a large electric current through workpieces which
have
electric resistance in the domain and contact surfaces. The
amount of heat generation per unit volume can be calculated
by
the electric potential in the domain and then it can be
applied
to
the heat transfer equation
to
calculate the temperature
distribution in the electrode and workpieces. The maximum
temperature in electrodes and workpieces approaches the
phase
change temperature and the effect of latent heat is considered
by
increasing a specific heat in the temperature range
of
phase
change as Eqn
1 .
T=T
o
at
t=O
D
on aD
7
(8)
9
(1)
where H
L
is a latent heat, T
L
is a melting temperature, and Ts is
solidifying temperature.
3. inite element formul tion
When the principle of
the first variation is applied
to
Eqn
(2)
and Eqn (7), respectively, weakforms can be obtained
as
Eqn
10 and Eqn 11 .
2 Formulation relectric analysis
The electric potentia] can be expressed by Quasi-Laplace
equation. The governing equation and its boundary condition
are
as
follows.
C lV - -
Clx; Oij Clxj Vdn =0,
-
8/17/2019 Electrothermal Analysis OfElectric Resistance Spot
Welding Processes by a 3-D Finite Element
3/6
674
Huh W J Kang / Journal Materials Processing
Technology 63 1997) 672-677
of
matrix equations are obtained for electrothermal analysis
For finite e lement simulation Eqn 16) is first solved
to
calculate heat generation from the electric potential. The
heat
generation calculated is substituted in Eqn 18), which is
solved
for temperature distribution at the specific time. According to
the
temperature distribution obtained, all electrothermal
properties
are updated element-wise for the next time increment step.
This
procedure continues until a desired temperature distribution
is
obtained.
Fig. 2 through Fig. 5 show the electric and thermal
properties
for the present analysis with the variation of the
temperature.
As
shown in Fig. 2, the electric resistance in contact
interface
between workpieces is larger than that between
an
electrode and
a workpiece. Both values are decreased
as
the temperature
increases[7]. The electric resistivity and Heat conductivity
of
a
steel workpiece is much larger than those
of
a copper electrode
as
shown in Fig. 3 and 4.
As
the t emperature goes up, a steel
workpiece experiences phase changes absorbing the heat
energy[9]. In order to describe the phenomenon, the specific
heat
per unit volume is modified
by
the enthalpy method thus the
heat capacitance is represented as shown in Fig.
5
Fig. 6- a) through Fig. 8- b) explains temperature
distributions in
an
electrode and a workpiece with respect to
each ellipticity. The shape
of
nuggets in the faying surface is
nearly the same
as
the shape
of an
electrode tip. However, the
amount
of
temperature rise and the nugget growth closely
depends on the ellipticity. The comparison has made for
various
ellipticity in Fig. 9 to Fig. II
Fig. 9 represents relation between the electrode ellipticity
and
the nugget ellipticity. In this curve the nugget ellipticity
nearly
follows that
of an
electrode except when the ellipticity is 0.25.
Fig. 10 and Fig.
represents relation between the electrode
ellipticity and the nugget area and thickness obtained
respectively. In contrast to the nugget ellipticity, the nugget
area
and thickness shows asymptotic behavior demonstrating the
poor
nugget growth when the ellipticity is smaller than a certain
value.
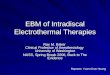
Fig. 2 represents dynamic resistance curves vs. time
with
the variation
of
the ellipticity. The figure shows the global
electric resistance decreases with the decrease of the
ellipticity,
which indicates the amount
of
the heat energy generated. The
efficiency
of
welding decreases
as
the ellipticity decreases.
When an elliptic nugget is needed for a strength purpose,
an
elliptic electrode
of
the ellipticity more than 0.4 can be selected
to
maintain the welding efficiency and nugget size.
18)
17)
16)
the Crank-
with the first and initial boundary conditions.
Eqn 17) can be integrated in time
by
applying
Nicholson s
e-
Method
as
shown in Eqn 18).
Results and discussion
The shape and size
of
nuggets are calculated with a 3-D
electrothermal finite element code developed. In the
computation,
the electric current
of
12000 amperes passes through the
electrodes and workpieces during the time
of
l2cycles
0.2second). The material
of
sheets is steel and the size is
assumed 30mm x 30mm x 1.6mm which is sufficient for good
simulation
of
a real process. The ell ipti ci ties
of
the elliptic
electrodes are
1 0 0 75 0 5
0.4, and 0.25 with its tip area being
constant
as
38.44mm
so that the electric contact resistance
in
each case assumed the same.
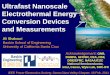
Fig. 1 represents typical finite element meshes used in this
analysis. Because the welding system is symmetric, one eighth
of
the system can be modeled in the analysis. To consider the
electric contact resistance, one-layered artificial
interface
elements is used on each contact surfaces. The
electrothermal
properties
of
artificial interface elements are carefully chosen to
have reasonable physical meaning considering complicated
contact phenomena[6-9]. Fig. 1 Finite element mesh
of an
elliptic electrode and a sheet.
-
8/17/2019 Electrothermal Analysis OfElectric Resistance Spot
Welding Processes by a 3-D Finite Element
4/6
H
Huh
W
J Kang / Journal Materials Processing Technology 63 1997
672-677
675
2000
1 e l e c t o d ~
,- -
- workpIece
1\
o
500
1000
1500
Tempera ture DC
Fig. 5 Heat capacitance in an electrode and a workpiece with
respect to the temperature.
1.5
30
0
u
x
electrode
;>--
1.2
Mel
.....
- workpiece
u
:>
.....
8 20 0
-
8/17/2019 Electrothermal Analysis OfElectric Resistance Spot
Welding Processes by a 3-D Finite Element
5/6
676
Huh J Kang / Journal Materials Processing
Technology 63 1997 672-677
A
. 170E 04
0
150E 04
0
160E 04
9
. 140E+04
9 . 150E 04 8
.
130E 04
8
. 140E 04
7
120E 04
7
.
130E 04
6
. 110E+04
6
. 120E 04
5
100E 04
5
. 110E 04
4
900E 03
4
100E 04
3
800E 03
3
900E 03
2
700E 03
2
800E 03
1
600E 03
1 700E 03
Min=25°c
Max= I733°C
Fig. 7- a Temperature distribution in the xy plane when the
ellipticity is
0.5.
Fig. 8- b Temperature distribution in the yz plane when the
ellipticity is
0.25.
Electrode ellipticity
. 170E 04
0
160E 04
9
. 150E 04
8
.
140E 04
7
130E 04
6
120E 04
5
. 110E 04
4
100E 04
3
900E 03
2
800E 03
1
700E 03
[
2
;>-,
1.0
u
O 8
-
0.6
Q
0.4
£l
l
O 2
0.0
O
0
O
2
O
4 0.6
O
8
1.0
2
Fig. 7- b Temperature distribution in the yz plane when the
ellipticity is
0.5.
Fig. 9 Relation between nugget ellipticity and electrode
ellipticity.
20
Electrode area =38 44mm
2
2 2 O 4
O
6
O
8
0
Electrode
ellipticity
15
< J
l l
10
o
O 0
o 150E 04
9 .
140E 04
8 130E 04
7 120E 04
6 . 110E 04
5 100E 04
4
900E 03
3 800E 03
2 7 0 0 E 0 ~
1
600E 03
Min=25°c
Fig. 8- a Temperature distribution in
xy
plane when the
ellipticity is
0.25.
Fig. 10 Relation between nugget area and electrode
ellipticity.
-
8/17/2019 Electrothermal Analysis OfElectric Resistance Spot
Welding Processes by a 3-D Finite Element
6/6
uh W Kang / Journal Materials Processing
Technology 63 (1997) 672-677
677
Fig. 11 Relation between nugget thickness and electrode
ellipticity.
1.0
O
8
..
j)
s
j ) . - 4
s u
.- 4
O
6
c:
.c:
j)
u
0.4
j)
j .-
00 p .
00 .- 4
::>
H
z
0
O 2
o
0
0.0
O 2 O 4 O 6 O 8
I
0
Electrode ellipticity
I
2
5. Conclusion
Electric resistance spot welding is simulated
by
a 3-D
electrothermal finite element code developed considering the
temperature dependent electrical and thermal properties.
In
this
simulation elliptic electrodes are adopted and the effects of
the
variation
of
their ellipticities on the acquired nuggets are
calculated. Among simulated electrodes,
an
circular-shaped
electrode can produce the largest nugget under the same
welding
condition. The welding efficiency shows asymptotic relation
to
the ellipticity
of an
electrode. When
an
elliptic nugget is needed
for a strength purpose, an elliptic electrode
of
the ellipticity
larger than 0.4 can be selected
to
maintain the welding efficiency
and nugget size. An elliptic electrode is used in this range
then
the obtained nugget have smaller stress concentration than
that
of
circular nugget at the short edge
of
nugget.
References
150
140
j)
u
l:1
oj
130
j)
120
u
-x-e=1.0
110
Q e=O.75
s
e=O. 5
.
C l
e=O. 4
00
e=O. 25
90
O 00
O
05
O
10
O
15
O
20
O
25
Time (sec.)
Fig. 12 Variation
of
the dynamic resistance with respect
to
time
for various ellipticity.
[1]
F. Houchens,
R. E.
Page and
W. H.
Yang,
In
Numerical
modeling
of
manufacturing processes (ed.
by R.
F. Jones, H.
Armen and J. T. Fong), (1977)117.
[2] H .
Nied, Welding Research Supplement, (1984)123.
[3]
W. Rice and E.
J.
Funk, Welding Research Supplement, Apr.
(1967)175.
[4]
D.
H.
Bae, J. Niisawa and
A.
Koiso, KSME, spring
conference, (1987)7.
[5] Y .
Sano, IEEE Trans., vol. CHMT-8, (1985)228.
[6] S. R. Robertson, IEEE Trans., VoI.CHMT-5, No.1, (1982)3.
[7] W . L
Roberts, The Welding Journal, Nov. (1951)1004.
[8] J. Greenwood, Brit. J. Appl. phys., Vol.17
(1966)1621
[9]
C.
Bonacina, G. Comini,
A.
Fasano and
M.
Primicerio, Int.
J.
HeatMass Transfer, vol.16, (1973)1852.
[10]
K
C. Wu, Welding Research Supplement, Oct,(1968) 472.
[11] N.
Freytag, Welding Research Supplement, Apr. (1965)
145.