Embed Size (px)
DESCRIPTION
drill pipe design
Citation preview

• . .
.
. Soc1e1y of Petrolel.fTI Engneers
IADC/SPE 35036
A .New Drill Pipe Design Virtually Eliminates Failures That Result from Shp Damage G.E. Wilson, Grant Prideco, Inc.
IADC Member
Copyright 1996, IADC/SPE Drilling Conference. Th~s paper was prepared for presentation at the 1996 IADC/SPE Drilling Conference held in New Orlans, Louisiana, 12-15 March 1996. This paper was selected for presentation b~ an IADC/SPE Program Committee following review of information contained in an abstract submitted by the author(s). Contents of the paper, as presented~ have not been rev1ewed by the Society of Petroleum Engineers or the International Association of Drilling Contractors and are subject to correction by the auth~r(s). The ~at~nal as .presente~, does not n~cessarily reflect any position of the IADC or SPE, their officers, or members. Papers presented at the IADC/SPE meetings are .subject to pubhcat1on rev1ew by Ed.itorral Committees of the IADC/SPE. Permission to copy is restricted to an abstract of not more than 300 words. Illustrations may not be copied. The abstract should conta1n conspicuous acknowledgment of where and by whom the paper was presented. Write Libranan, SPE, P.O. Box 833836, Richardson, TX 75083-3836, U.S.A., fax 01-214-952-9435.
Abstract Drill strings made prior to 1982 were not designed to meet the rigorous demands of today's drilling. Deeper wells and higher angle holes are requiring higher pump pressure, and more tensile and torque capacity. Back-reaming wells, with the use of a power swivel, is agitating these conditions even further.
Recent work has been done to improve the fatigue life of drill pipe by making drill pipe with longer internal taper upsets and stress relief grooves.
Even though improvements have been made, slip damage still takes its toll on drill pipe. This paper addresses the failures caused by slip damage and offers a solution for solving this problem. Finite element work and fatigue testing has been done to prove the effectiveness of this new drill pipe design.
Introduction Premature failures in drill pipe can be very. costly. At a time when oil and gas prices are low, the prevention of failures could well be the difference in showing a profit or a loss in new drilling ventures.
Drill pipe slips cause damage to the drill pipe tubes, which in tum creates stress risers in an area that is already subjected to high stresses. With sufficient bending, a fatigue crack will develop causing a premature failure.
Fatigue Most premature failures in drill pipe are caused by fatigue damage. Fatigue in drill pipe is the result of rotational bending which produces cyclic stress reversals, below the tensile strength but above the endurance limit of the drill pipe. Theoretically, the endurance limit of steel is a stress level below which the drill pipe would run forever without fatigue damage. However, drilling environments are usually corrosive so the endurance limit of steel will be reduced or eliminated, depending on the degree of corrosiveness. Fatigue is cumulative and doesn't go away -- it just continues to build up until the drill pipe finally fails.
41
Most fatigue failures occur within three to four feet from each end of a joint of drill pipe. This is a high stress area where the drill pipe upsets fade out into the thin wall tube section (Fig. 1). We have learned through the years that several things can cause an acceleration of fatigue damage, which reduces the life of the drill pipe -- some of these conditions are as follows:
Running Drill Pipe in Compression When rotary drilling first started, drill pipe weight was applied to the bit to make it drill. As wells got deeper and formations got harder, more weight was required to make the bit drill and the drill pipe started failing. It was learned that rotating drill pipe in compression caused. cyclic stress reversals which resulted in rapid fatigue failures. To solve this problem, heavy bars of steel, called drill collars, were run between the bit and the drill pipe to supply weight for the bit. The problem is that sometimes an insufficient amount of drill collar weight is run to offset the buoyant force of the drilling fluid and the bounce of the bit. Also in directional wells, not all of the drill collar weight is available for the bit. The buoyed drill collar weight must be multiplied by the cosine of the angle of inclination to determine the amount of usable bit weight.
In horizontal wells, drill pipe is sometimes deliberately run in compression between the drill collars and/or the heavy weight drill pipe (HWDP) and the bit. The reason for this is that the drill collars and/or HWDP must be placed in the vertical or near vertical section of the hole to provide a component of weight for the bit. By using light weight drill pipe in the horizontal section of the hole, there is less torque and drag which permits drilling a longer horizontal section of hole. The only problem is, when too much weight is applied, the drill pipe will buckle and become fatigued. At the present time, this limits the length that a horizontal lateral can be drilled.
Too Much Change In Cross Section A large difference in cross sectional area between the drill collars and the relatively light weight drill pipe can cause rapid accumulation of fatigue damage in the drill pipe directly above the drill collars. W.L. Kirkl with Shell Oil Company, suggested that the polar section modulus (PSM)

2 A NEW DRILL PIPE DESIGN VIRTUALLY ELIMINATES FAILURES THAT RESULT FROM SLIP DAMAGE IADC/SPE35036
ratio should be used to control this change in cross section. He said in normal drilling conditions, the PSM ratio should not exceed 5.5 and in a corrosive environment, 3.5 should be the maximum ratio. The equation for PSM is as
(D
4
d4
J follows:PSM = 0.196 D
Where: D =Outside diameter (in inches) d =Inside diameter (in inches)
In most cases, application of this principle will show that smaller drill collars and/or HWDP will be required in the transition zone, between large drill collars and drill pipe.
Drilling Through Dog Legs Many years ago, Arthur Lubinski2 illustrated in his work that drilling through dog legs can cause severe fatigue damage to the drill pipe. He developed curves for estimating cumulative fatigue damage that can be found in API RP-7G. These curves are for the drill pipe weight hanging below the dog leg, without the weight of the bottom hole assembly (BHA). His idea was that the BHA weight would be on the bit while drilling and therefore would not be added to the drill pipe weight below the dog leg. A worst case situation would be to rotate the pipe with the bit off bottom, when a dog leg is near the surface. When this happens, the BHA weight and drag would have to be added to the drill pipe hang down weight, below the dog leg. This can cause rapid fatigue damage and it is a common occurrence in today's drilling with power swivels, as the well is back reamed during trips. Reduction in RPM, and slower upward motion of the drill pipe, will help reduce fatigue damage when these conditions exist. It seems that dog legs are becoming more and more prevalent today, while drilling with navigational type steering tools, because of the ease in making fast directional changes. It appears that heat checking of drill pipe is also on the rise, resulting from key seats being formed in these dog legs. Directional changes should be gradual to prevent these problems.
Whipping Action Fatigue damage is caused in drill pipe by whipping action that is created when unstabilized drill collars are rotated at a high RPM. An excessive number of drill collars and/or a relatively large hole size will cause fatigue damage to grow at a rapid rate. Critical rotary speeds can cause even greater fatigue damage to drill pipe and in some instances will buckle the pipe.
Crooked Drill Pipe Rotating bent drill pipe is another means of generating fatigue. A large percentage of crooked drill pipe is bent by breaking out the connections with the tool joint too high
42
above the slips and without the use of a backup tong. Drill pipe can also be bent with improper handling practices and by running it in compression. Not only does bent pipe cause fatigue, but it also causes vibration and eccentric wear~ Frequent visual inspections should be performed so bent joints can be laid down and straightened.
Corrosion Stress corrosion cracking continues to be a problem in the fatigue life of drill pipe. Drilling stresses are increasing and drilling fluids are becoming more and more corrosive with the increased use of low-pH, low-solids brine and polymer mud systems. The drilling environment is also becoming more corrosive with the increased presence of hydrogen sulfide and carbon dioxide. Scavengers and inhibitors should be added to the mud systems and the pH should be maintained at 10.5 or higher to help prevent corrosion. In the past it was common practice to use normalized grade E drill pipe, with 75,000 P.S.I. minimum yield tensile strength, in a sour environment. Today, more and more controlled yield grades (90,0000 to 95,000 P.S.I.) are being used. This material has a better chemistry that is quenched and tempered to a low hardness, which makes it more resistant to sulfide stress corrosion cracking, and also more resistant to hydrogen embrittlement.
Drill Pipe Upset Geometry In the manufacturing of drill pipe, tool joints are welded to the tubes. For the weld to be as strong as or stronger than the tube, it must have a larger cross-sectional area. This is accomplished by upsetting the tube before welding. Three different types of upsets are used on drill pipe -- internal, external and internal-external (Fig. 2). The type of upset required is usually determined by the size of drill pipe and the kind and size of connections to be used on the tool joints. Internal and internal-external upsets have an internal taper where the upset blends or fades into the tube I.D. It has been determined by previous finite element testing that this can be an area of high stress concentration if the transition is abrupt and fatigue will develop very rapidly on the drill pipe J.D. This condition is further worsened by the loss of internal plastic coating in this area which leads to corrosion and erosion, followed by fatigue cracking. Upsets with longer internal tapers and larger radii have been developed to help prevent these problems. With the longer upset taper, the peak stress is greatly reduced and moved from the inside diameter to the outside diameter. If a crack does develop, it will be much easier to find on the O.D. rather than the I.D.
· of the drill pipe. Hydraulics are also improved because of less turbulence through the long taper upset3.
A new stress relief groove between the tool joints and the thin wall tube has also been developed to further reduce stresses in the fadeout of the tube upset, thereby increasing the fatigue life of drill pipe4.

IADC/SPE 35036 G.E. WILSON, GRANT PRIDECO 3
Slip Damage New upset and tool joint designs have increased the fatigue life of drill pipe but slip damage prevents the industry from receiving the full benefit of these improvements. It so happens that slip damage occurs near the end of the pipe where the highest stresses are located. Slips are designed to bite into the pipe to prevent it from slipping down the hole, while connections are made up or broken out. Damage is even more severe if the pipe is allowed to turn in the slips or if the slips and slip bowl are not properly maintained. Slip cuts cause stress risers which in turn generate cracks and fatigue failures. Stopping the pipe with the slips and/or improper maintenance of slips and slip bowl will also crush the drill pipe. As wells are drilled deeper, crushing will become more prevalent with the increased drill string weight.
New Drill Pipe Design This paper presents a new drill pipe design that appears to be a solution to slip damage problems. It consists of a thick wall tube being welded in between the box tool joint and the drill pipe upset. This tube has the same wall thickness as the drill pipe upset and the tool joint weld neck, and is sufficiently long (approximately 3 feet) so the slips can be set on the thick wall section. This will completely remove the slips away from the high stress area of the drill pipe. The thick wall tube will also help prevent crushing and bending of the drill pipe in the slip area. It is first welded to the drill pipe upset and then the tool joint is attached to the thick wall tube. The drill pipe tube is made shorter, to allow for the added length of the thick wall tube.
Planning the Testing Procedures Fatigue testing was selected as the method for comparing the thick wall tube design to standard drill pipe. It was decided to simulate slip damage in the test samples by the use of precision machined notches so the damage would be the same in each test specimen.
Test Specimens Six specimens were manufactured for testing -- three with the thick wall tube and three standard joints with the long taper upset. Two of the thick wall tube specimens had 3 112" (89 mm) bores and one had a 3 1/4" (83 mm) bore for evaluation purposes. All were 5" 19.50 lbs/ft., S-135 tubes. The specimens were 120 inches long from the shoulder of the box to the cut off end of the pipe. They were machined at the cut off end of the pipe to provide a smooth surface for the loading rollers in the fatigue test machine, and to align the tube to the connection within 0.050 of an inch (1.27 mm).
There were twelve notches cut in each of the specimens to simulate marks left by the gripping dies in the rotary slips. The notches were cut in a milling machine using a threading insert as a cutting tool in a fly cutter. The threading inserts were used because they provided a means
43
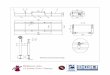
for obtaining a very repeatable radius and angle in each notch. This resulted in a 60 degree flank angle and a 0.020" (0.50 mm) root radius. They were all cut to a 0.036" (0.91 mm) depth. This depth was chosen because it was the maximum allowable for premium class drill pipe in the API PR-7G. Placement of the notches was determined from a two year joint study by API and IADC that was presented at an IADC annual conference in New Orleans, Louisiana, September 23, 1990. This report showed a high number of failures in the slip area at 20" (508 mm), 24" (610 mm), 30" (762 mm), 36" (914 mm), 40" (1,016 nun) and 42" (1,067 mm) from the box tool joint shoulder. Two inches (51 mm) were added to each of these numbers to allow for tool joints that are two inches (51 mm) longer than standard, which is a common practice today. Precision notches were machined on both sides of the pipe (180 degrees apart) at the locations listed above. (Figs. 3 and 4).
Fatigue Testing The fatigue tests were performed in a cantilever beam rotary fatigue machine at the Stress Engineering Laboratory. (Fig. 5).
A prior set of tests had been performed on the long taper upset containing a stress relief groove using a constant deflection that simulated a hole curvature of approximately 33 Degrees per 100 feet (30.5 meters). This same deflection was used to test the standard, long taper upset drill pipe as a comparison.
To test the thick wall tube specimens, it was decided that the hole curvature should be the same for all types of specimens. Therefore, a math model was constructed and finite element work was performed to consider a full joint of pipe in a curved hole. The math model calculated the moment required to rotate the face of the shoulder on one end of a joint of pipe 10 degrees with respect to the shoulder on the opposite end.
The moment required to rotate the tool joints 10 degrees for the standard long taper upset drill pipe was 18,132 ft.lbs. (24,584 N • m) The moment required to rotate the tool joint 10 degrees for the thick wall tube drill pipe was 19,013 ft-lbs (25,778 N • m). The load for deflecting the thick wall tube specimens was therefore increased by the ratio of the moments, which was a 5% increase. If a string of pipe is positioned in a constant radius curve, the relative rotational displacement between the pin and box of each joint will be the same for all the joints in the curve. The joints may not be tangent to the curve at the shoulder, but the angular displacement increments will be equal.
Fatigue Test Results Three standard long taper upset (SL TU) specimens and three thick wall tube (TWT) specimens were rotated to failure in the cantilever beam fatigue test machine. The results can be found in Table 1. Figure 6 shows the same data in

4 A NEW DRILL PIPE DESIGN VIRTUALLY ELIMINATES FAILURES THAT RESULT FROM SLIP DAMAGE IADC/SPE35036
order of fatigue life. Table 2 shows results that have been averaged for a comparision of the standard drill pipe and the new thick wall tube drill pipe. These fatigue test results show that the new thick wall tube drill pipe design, with slip damage, has more than six times the fatigue life of standard long taper drill pipe with the same slip damage. It also shows that fatigue life of standard, long taper upset drill pipe has been greatly reduced by the slip damage. In previous tests, the standard long taper upset drill pipe averaged 471,500 cycles to failure. This shows that the expected fatigue life for standard drill pipe is reduced by approximately 60%, because of slip damage.
Conclusions 1. The new thick wall tube design of drill pipe will com
pletely remove the slips from the high stress area in drill pipe.
2. The new thick wall tube design will greatly improve the fatigue life of drill pipe with slip damage.
3. The thick wall tube will greatly reduce the chances of slip crushing.
4. The thick wall tube design will help prevent bending of the pipe in the rotary table while making up and breaking out connections.
5. The new thick wall tube can be heat treated to a lower hardness than S-135 drill pipe or 165,000 minimum yield drill pipe, so that the slips will bite in better and prevent the pipe from slipping.
6. The new thick wall tube design will prevent washouts, resulting from slip damage.
Acknowledgments I wish to thank the people at Stress Engineering for their help in testing this new drill pipe design. I also want to thank Grant Prideco for allowing me to present this test data and I thank everyone that helped in making the test specimens, and doing the test work.
References 1. W.L. Kirk, "Deep Drilling Practices in Mississippi,"
JPT, June 1972. 2. Arthur Lubinski, "Maximum Permissible Dog-Legs in
Rotary Boreholes," Presented at 35th Annual Fall Meeting of SPE, October 2-5, 1960, in Denver
3. G.E. Wilson, "What Difference Does Miu Make in the Fatigue Life ofDrillpipe?", IADC/SPE 23841, Presented at the IADC/SPE Drilling Conference held in New Orleans, Louisiana, February 18-21, 1992.
4. G.E. Wilson, "A New Tool Joint Design Increases the Fatigue Life of Drill pipe Tubes," SPE/IADC 25772, Presented at the SPEIIADC Drilling Conference held in Amsterdam, February 23-25, 1993.
44

Fatigue Test Results
Specimen Specimen Crack Cycles Number Type Location
1 SLTU 3rd. Notch 187,430
2 SLTU 3rd Notch 184,499
3 SLTU 2nd Notch 198,834
4 TWT (3-1/4" bore) 1~ Notch 1,540,327
5 TWT (3-1/2" bore) 1st Notch 1,101,451
6 TWT (3-1/2" bore) 1st Notch 1,278,936
Table 1
Standard Drill Pipe vs Thick Wall Tube Drill Pipe
Specimen Type
Standard Drill Pipe
New Thick Wall Drill Pipe
Table 2
45
Average Cycles
190,254
1,306,904

Internal
High Stress in Fadout Area
Drill Pipe
Fig. 1
Drill Pipe Upsets
~//////// '//////
External
Fig. 2
46
InternalExternal

NOTE: Add two grooves located 180° apart at each position dimensioned from box shoulder.
TYP. GROOVE PROFILE
0.036+0.005
Centerline of groove profile
\ \ \ \ \ L-----~~\--~-----~
l.020 R +0.005 1n roove bottom
TYP. VIEW OF A NOTCH
I I
I
I ' I
NORMAL TO TUBE SURFACE
\
Centerline of tube (Groove to be centered on tube centerline within 1/16)
~
90°+2°1
'c t ~ jo.902 Max. Ref. 0.785 Min. Ref.
Fig. 3 47
hlo---------olo..!- 5 . 0 0 0 D i a . R e f .
~-~~ 4.276 Dia. Ref.

NOTE: Add two grooves located 180° apart at each position dimensioned from box shoulder.
TYP. GROOVE PROFILE
0.036+0.005
Centerline of groove p rofi I e
\ \
\ \ \
22 26
32 38
42 44
L----- _j~--f'oo::->t- -------1-
1.020 R +0.005 1n roove bottom
TYP. VIEW OF A NOTCH
I I
I
1
I
NORMAL TO TUBE SURFACE
\
Centerline of tube (Groove to be centered on tube centerline within 1/16)
~ 900+201
'c_ t ~ jo.913 Max. Ref. 0.795 Min. Ref.
Fig. 4 48
~___....~-- 5.000 Dia. Ref.
~~ 4.276 Dia. Ref.

TWT 3-1/4" ID
TWT 3-1/2" ID
CD a. TWT 3-1/2" ID ~ c CD E (;
8. SLTU tn
SLTU
SLTU
0
FATIGUE MACHINE
BACK CHUCK
FRONT CHUCK
1105" _____ ._.,._~::":":.=--==------------
FIG. 5
FATIGUE LIFE OF NOTCHED SPECIMENS
l LOADING ROLLERS
200.000 400,000 600,000 800,000 1,000,000 1,200,000 1,400,000 1,600,000
Cycles to Failure
FIG. 6
49