Embed Size (px)
DESCRIPTION
Nota Index Head Parts Jun2015
Citation preview
INDEX HEAD PARTS
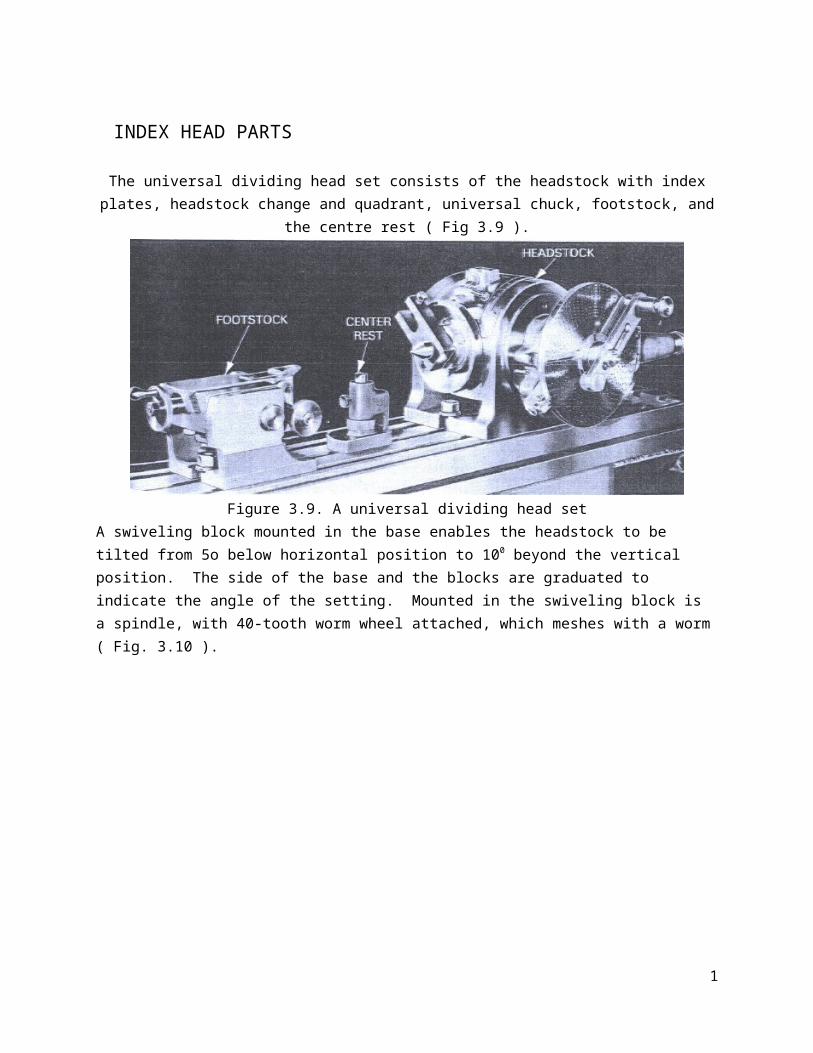
The universal dividing head set consists of the headstock with index plates, headstock change and quadrant, universal chuck, footstock, and the centre rest ( Fig 3.9 ).
Figure 3.9. A universal dividing head setA swiveling block mounted in the base enables the headstock to be tilted from 5o below horizontal position to 100 beyond the vertical position. The side of the base and the blocks are graduated to indicate the angle of the setting. Mounted in the swiveling block is a spindle, with 40-tooth worm wheel attached, which meshes with a worm ( Fig. 3.10 ).
The worm , at right angles to the spindle, is connected to the index crank, the pin of which engages in the index plate. A direct indexing plate is attached to the front of the spindle.
1
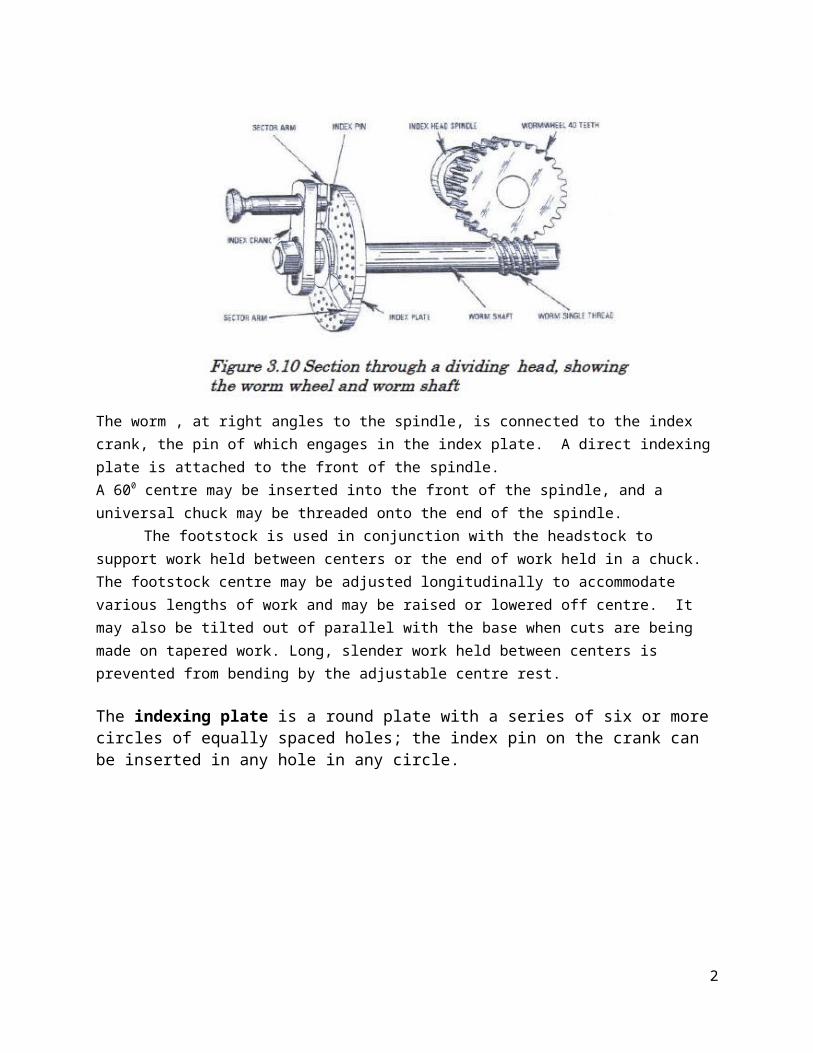
A 600 centre may be inserted into the front of the spindle, and a universal chuck may be threaded onto the end of the spindle.
The footstock is used in conjunction with the headstock to support work held between centers or the end of work held in a chuck. The footstock centre may be adjusted longitudinally to accommodate various lengths of work and may be raised or lowered off centre. It may also be tilted out of parallel with the base when cuts are being made on tapered work. Long, slender work held between centers is prevented from bending by the adjustable centre rest.
The indexing plate is a round plate with a series of six or more circles of equally spaced holes; the index pin on the crank can be inserted in any hole in any circle.
Brown and Sharpe Index Plate 1
2
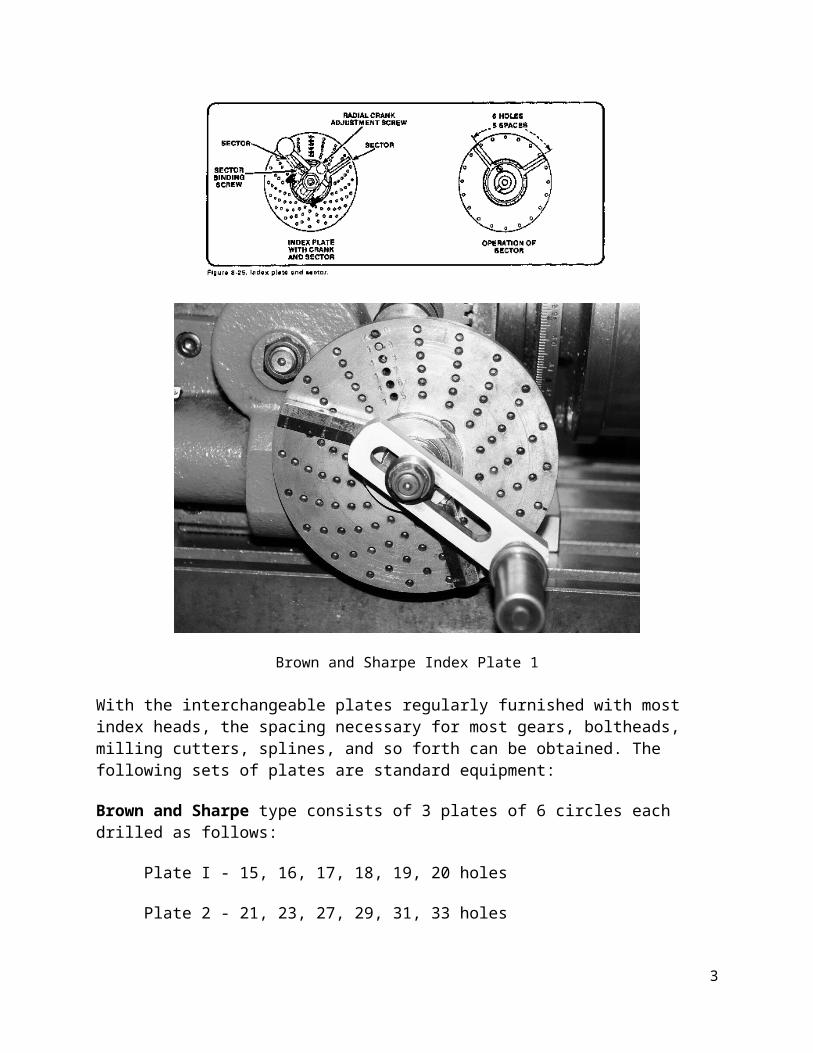
With the interchangeable plates regularly furnished with most index heads, the spacing necessary for most gears, boltheads, milling cutters, splines, and so forth can be obtained. The following sets of plates are standard equipment:
Brown and Sharpe type consists of 3 plates of 6 circles each drilled as follows:
Plate I - 15, 16, 17, 18, 19, 20 holes
Plate 2 - 21, 23, 27, 29, 31, 33 holes
Plate 3 - 37, 39, 41, 43, 47, 49 holes
Cincinnati type consists of one plate drilled on both sides with circles divided as follows:
First side - 24, 25, 28, 30, 34, 37, 38, 39, 41, 42, 43 holes
Second side - 46, 47, 49, 51, 53, 54, 57, 58, 59, 62, 66 holes
5.11 METHODS OF INDEXING
The main purpose of the indexing or dividing head is to divide the work piece circumference accurately into any number of divisions. This may be accomplished by the following indexing methods:
i. direct ii. simple
iii. angulariv. differential
However, this module will only cover direct and simple indexing methods.
Direct indexingDirect indexing is the simplest form of indexing. It is performed by disengaging the worm shaft from the worm wheel by means of an eccentric device in the dividing head. Some direct dividing heads do not have a worm and worm wheel but rotate on bearings. The index plates contain slots, which are numbered , and a spring-loaded tongue lock is used to engage in the proper slot. Direct indexing is used for quick indexing of the work piece when cutting flutes, hexagons, squares, and other shapes.The work is rotated the required amount and held in place by a pin which engages in to a hole or slot in the direct indexing plate mounted on the end of the dividing head spindle. The direct indexing plate
3
usually contains three sets of hole circles or slots: 24, 30, and 36. The number of divisions it is possible to index is limited to numbers which are factors of either 24, 30, or 36.
The common divisions that can be obtain by direct indexing are listed in Table 3.3
Table 3.3. Direct Indexing DivisionsExample:
What direct indexing is necessary to mill eight flutes on a reamer blank? As the 24 hole circle is the only one divisible by eight (the required of divisions), it is the only circle which can be used in this case.
Indexing :24 =every 3 holes on a 24-hole plate. 8Note: Never count the hole or slot in which the index pin is engaged.
Simple Indexing
In simple indexing, the work is positioned by means of the crank, index plate, and sector arms. The worm attached to the crank must be engaged with the worm wheel on the dividing head spindle. Since there are 40 teeth on the worm wheel, one complete turn of the index crank will cause the spindle and the work to rotate one-fortieth of a turn. Similarly, 40 turns of the crank will revolve the spindle and work one turn. Thus there is a ratio of 40:1 between the turns of the index crank and the dividing head spindle.To calculate the indexing or the number of turns of the crank for most divisions, it is necessary only to divide 40 by the number of division (N) to be cut, or
4

Example:
Calculate:
i.) Direct indexing - 6 sides
ii) Simple indexing - 36 flutes
Provided plate:
Plates for direct indexing – 24, 30 and 36
Brown and Sharpe plates
o Plate 1 15-16-17-18-19-20
o Plate 2 21-23-27-29-31-33
o Plate 3 37-39-41-43-47-49
Answer:
i) Direct indexing = 24 = 4 holes on a 24-hole plate or
6
30 = 5 holes on a 30-hole plate or
6
36 = 6 holes on a 36-hole plate
6
ii) Simple indexing = 40 N
= 40 36
= 1 4 36
= 1 1 x 2 9 x 2
= 1 2 18
1 complete turn and 2 holes in a 18-hole circle
5





























