Embed Size (px)
Citation preview

181Page of
TABLE OF CONTENTS
STANDARD CONVERSION TABLE - FRACTIONS TO DECIMALS 2
PREFERRED MATERIALS - CROSS REFERENCE CHART
SIMPLIFIED COATINGS & TREATMENTS
SURFACE FINISH HEIGHT USING COMMON PRODUCTION METHODS
SIMPLIFIED ALUMIMUM & BRASS BEND RADII
SIMPLIFIED BRONZE, COPPER, MAGNESIUM, & STEEL BEND RADII
MINIMUM FLANGE WIDTH & DISTANCE BETWEEN BENDS
TABLE FOR CALCULATING COORDINATE DIMENSIONS
SIMPLIFIED CHART OF CLEARANCE HOLES (Coordinate or True Position)
TABLE OF MEASUREMENT CONVERSION FACTORS
INCH & METRIC DRILL SIZE COMPARISON TABLE
PAGE NO.CONTENTS
3
4,5
6
7
8
9
10
11
12
13-18 incl.
SECTION 10CHARTS & TABLES

182Page of
SECTION 10CHARTS & TABLES
.02
.03
.05
.06
.08
.09
.11
.12
.14
.16
.17
.19
.20
.22
.23
.47
.45
.44
.42
.41
.39
.38
.36
.34
.33
.31
.30
.28
.27
.25
.48
.50
.016.0156
.031.0312
.047.0469
.0938 .094
.0781 .078
.0625 .062
.1406 .141
.1250 .125
.1094 .109
.1875 .188
.1719 .172
.1562 .156
.2344 .234
.2188 .219
.2031 .203
.2812 .281
.2656 .266
.2500 .250
.297.2969
.312.3125
.328.3281
.344.3438
.359.3594
.375.3750
.391.3906
.406.4062
.422.4219
.438.4375
.453.4531
.469.4688
.484.4844
.500.5000
1
64
32
1
64
3
5
64
9
64
64
7
5
32
13
64
32
7
64
15
1
4
32
9
19
64
64
21
23
64
27
64
13
32
64
25
31
64
15
32
64
29
11
32
8
3
7
16
16
5
1
8
3
16
16
1
32
3
64
11
64
17 49
64
43
64
19
32
9
16
16
11
8
5
13
16
16
15
7
8
32
27
61
64
32
31
64
63
57
64
32
29
64
59
64
55
53
64
64
51
25
32
4
3
47
64
23
32
64
45
32
21
39
64
64
41
64
37
35
64
17
32
64
33
1.0000 1.000
.9844 .984
.9688 .969
.9531 .953
.9375 .938
.9219 .922
.9062 .906
.8906 .891
.8750 .875
.8594 .859
.8438 .844
.8281 .828
.8125 .812
.7969 .797
.750.7500
.766.7656
.781.7812
.703.7031
.719.7188
.734.7344
.656.6562
.672.6719
.688.6875
.609.6094
.625.6250
.641.6406
.562.5625
.578.5781
.594.5938
.5469 .547
.5312 .531
.5156 .516
1.00
.98
.75
.77
.78
.80
.81
.83
.84
.86
.88
.89
.91
.92
.94
.95
.97
.73
.72
.70
.69
.67
.66
.64
.62
.61
.59
.58
.56
.55
.53
.52
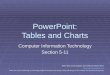
4ths 8ths 16ths 32nds 64thsPLACES PLACES PLACES
To 2To 3To 4 To 4 To 3 To 2
PLACESPLACESPLACES64ths32nds16ths8ths4ths
STANDARD CONVERSION TABLE - FRACTIONS TO DECIMALS

183Page of
SECTION 10CHARTS & TABLES
QQ-A-250/4, COND. 0QQ-A-250/4, COND. T3QQ-A-250/4, COND. T4
QQ-A-250/11, COND. T6
QQ-A-225/6, COND. T4
WW-T-700/6, COND. T6, TYPE
QQ-A-225/6, COND. T4
QQ-A-200/9, COND. T5
QQ-A-596, CLASS 8, COND. T6
NONE
QQ-C-533, NO 172, COND. A.QQ-C-533, NO. 172, COND. AT
QQ-S-766, CLASS 304, COND. A, FIN. 2D
QQ-W-343, TYPE S, SOFT UNCOATED
QQ-C-502, ANLD. OR SOFT
QQ-C-576 1/2 H
MIL-B-5687, COMP. A, TYPE
QQ-B-671, CLASS 4, AS CAST OR HT
WW-T-791, GRADE 2, TYPE A
QQ-B-626, COMP. 22, 1/2 H
QQ-B-613, COMP. 2, 1/2 H
QQ-C-530, COND. HT
QQ-C-530, COND. 1/2 HT
QQ-C-533, NO. 172, COND. HT
QQ-S-763, CLASS 303, COND. A
QQ-S-763, CLASS 304, COND. A
QQ-S-763, CLASS 416, COND. A
QQ-W-423, FORM I, COMP. 304, COND. A
MIL-S-22499, COMP. 2, TYPE I , CL.1 OR 2
MIL-S-22499, COMP. 1, TYPE I ,CL.1 OR 2
QQ-M-31, COMP. ZK60A, COND. T5QQ-M-31, COMP. AZ31B, COND. F
MIL-M-45207
QQ-W-423, FORM I, COMP. 316, COND. B
QQ-M-44, COND. 0QQ-M-44, COND. H24QQ-M-44, COND. H26
QQ-M-56, COND. T4QQ-M-56, COND. T6
QQ-A-250/11, COND. T4
NONE
QQ-A-225/8, COND. T6
WW-T-700/6, COND. 0, TYPE
QQ-A-601, CLASS 3, COND. T6
QQ-C-533, NO. 172, COND. 1/4 HT
QQ-C-530, COND. AT
QQ-C-530, COND. AT
QQ-C-576 ANLD.
QQ-B-613, COMP. 2, ANLD.
MIL-S-22499, COMP. 3, TYPE I , CL.1 OR 2
QQ-S-698, CRCQMIL-S-7952
QQ-S-634, COMP. C1018, COND. ACD
QQ-T-580, GR. B, CL. W I-10
QQ-W-470
MIL-T-9046, COMP. B, TYPE IMIL-T-9046, COMP. A, TYPE II
MIL-T-9046, COMP. F, TYPE IIIMIL-T-9046, COMP. D, TYPE III
MIL-T-9047, CLASS 1MIL-T-9047, CLASS 2MILT-9047, CLASS 56AL-4V
5AL-2.5Sn
99.0Ti
6AL-4V
7AL-4Mo
5AL-2.5Sn
99.0Ti
1086 MUSIC WIRE
DRILL ROD (WATER QUENCH)
1018 COLD FINISHED
1020
1010 ANLD.
302
BRASS 70, 30ZN., .07LEAD
ASTM B152 TYPE ETP (ANLD.)
BER. COPPER ANLD. AND AGED
BER. COPPER ANLD. AND AGED
BER. COPPER 1/4 H AND AGED
356-T6, SAND
6061-0, ROUND
6061-T6
JIG PLATE "921"
6061-T4
AZ91C-T6
AZ91C-T4
AZ31B-H26
AZ31B-H24
AZ31B-0
316 SPRING TEMP., ROUND
K1A
AZ31B
ZK60A-T5
1100 OR 5052
BRASS, LEADED
304 ANLD. ROUND
304
416 ANLD.
304 ANLD.
303 ANLD.
BER. COPPER H AND AGED
BER. COPPER 1/2 H AND AGED
BER. COPPER H AND AGED
FREE CUTTING BRASS, 1/2 H
SEAMLESS BRASS TUBING
ALUMINUM BRONZE
OIL IMPREG. SINTERED BRONZE
ASTM B152 TYPE ETP (1/2H)
ASTM B133
COPPER WIRE, 99.9PURE
304 ANLD., DULL FINISH
BER. COPPER ANLD. AND AGED
BER. COPPER ANLD.
BE. 98MIN. BE. OXIDE 2MAX.
356-T6, PERM. MOLD
6063-T5
2024-T4
6061-T6, ROUND
2024-T4
6061-T6
2024-T4 (PLATE)2024-T3 (SHEET)2024-0
SHEET AND PLATE
BAR
TUBING
WIRE
EXTRUSIONS
CASTINGS
BERYLLIUM
STRIP
WIRE
BAR
SHEET AND PLATE
BAR
TUBING
CASTINGS
BEARINGS
SHEET
BAR
WIRE
SHEET AND PLATE
BAR
TUBING
WIRE
SHEET
CASTING
BAR
ALUMINUM
BRASS
CRES
SHEET
BARS
DRILL ROD
WIRE
SHEET AND PLATE
BAR AND ROD
ALUMINUM
Be
BERYLLIUM
COPPER
BRASS
BRONZE
COPPER
RESISTANT
CORROSION
STEEL
MAGNESIUM
LAMINATED
SHIM
STOCK
STEEL
TITANIUM
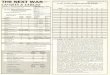
FORM COM'L. DESIGNATION MILITARY DESIGNATION
Preferred Materials Cross Reference Chart

184Page of
SECTION 10CHARTS & TABLES
Anodize (Sulphuric), Dichromate Seal,Yellow/Green
Standard Finishes
Clear
Anodize (Sulphuric) Hot Water Seal,
Dark Gray
Anodize (Chromic) Hot Water Seal,
Anodize - Black
Anodize - Black, High Lustre
Cadmium Plate, Clear Chromate
Cadmium Plate, Commercial
Cadmium Plate, Gold Chromate
Nickel Plate
Chromium Plate (Bright)
Chromium Plate, Engineering
Chromium Plate, Satin Finish
Chromium Plate, (Polished) per
QQ-320,Class 1
QQ-C-320,Class 2
QQ-C-320,Class 1
QQ-C-290,Class 1
Type V1 KC
QQ-P-416,Class 2
Type 2
QQ-P-416,
Class 2
Applicable
Specifications
Type 2
Mil-A-8625A
Simplified Coatings & Treatments
Applicable Finish - Material
Carbon
Steel
Stainless
Steel
AluminumBrass
Mil-QQ-C-320, over Nickel perMil-QQ-N-290
Mil-A-8625A
Type 2
Mil-A-8625A
Mil-A-8625A
Black
Mil-A-8625A
Black High Lus.
(continued on next page)
Type I
IType
IType I

185Page of
SECTION 10CHARTS & TABLES
Passivate
Standard Finishes
Bright Dip
Iridite, Clear
Iridite, Gold #14
Alodine 1200
Black Oxide, Brass
Black Oxide, Stainless Steel
No Finish
Zinc Plate .0002 Thick
Zinc Plate .0002 Thick,
Alkali Etch
Caustic Dip, Gold Iridite
QQ-Z-325a,Type 1Class 3
Mil-F-495
Applicable
Specifications
Mil-F-14072-E300
Simplified Coatings & Treatments (cont'd.)
Applicable Finish - Material
Carbon
Steel
Stainless
Steel
AluminumBrass
Mil-C-5541
#14 Mil-C-5541
Yellow/Green Chromate
Mil-C-13924A
Class 3
QQ-Z-325a,Type 1Class 3

186Page of
SECTION 10CHARTS & TABLES
ROUGHNESS HEIGHT (MICROINCHES AA)PROCESS
Surface Finish Height Using Common Productions Methods
LESS FREQUENT APPLICATION
AVERAGE APPLICATION
KEY
HIGHER OR LOWER VALUES MAY BE OBTAINED UNDER SPECIAL CONDITIONS.
THE RANGES SHOWN ABOVE ARE TYPICAL OF THE PROCESSES LISTED
DIE CASTING
COLD ROLLING, DRAWING
EXTRUDING
INVESTMENT CASTING
PERM. MOLD CASTING
FORGING
SAND CASTING
HOT ROLLING
SUPERFINISHING
LAPPING
POLISHING
HONING
GRINDING
ROLLER BURNISHING
ELECTROLYTIC GRINDING
BARREL FINISHING
BORING, TURNING
REAMING
BROACHING
MILLING
ELECT. DISCHARGE MACH
CHEMICAL MILLING
DRILLING
PLANING, SHAPING
SAWING
SNAGGING
FLAME CUTTING
0.5124816326312525050010002000

187Page of
SECTION 10CHARTS & TABLES
.012-.016
.020-.032
.040-.063
.071-.090
.100-.125
.156-.190
.250
.012-.063
.071-.090
.100-.125
.156-.190
.012-.032
.040-.063
.071-.090
.100-.125
.156-.190
.250 1.00
.75
.38
.25
.12
.06
.25
.12
.06
.03
1.00
.75
.50
.38
.25
.12
.06
+.03 -..01
+.06 -.03
+.09 -.06
+.12 -.09
+.02 -.01
+.03 -.01
+.06 -.03
+.03 -.01
+.06 -.03
+.09 -.06
+.12 -.09
2024-T3
5052-H32
5052-H22
6061-T6
ALUMINUM
YELLOW BRASS
+.06 -.03
+.03 -.01
+.02 -.01.03
.06
.12
.25.156-.250
.102-.125
.056-.090
.012-.050
RADIUS AND TOL.NOMINAL THICKNESSMATERIAL
BRASS1/2 HARD
Simplified Chart For Aluminum & Brass Bend Radii

188Page of
SECTION 10CHARTS & TABLES
.005-.010
.014-.022
.025-.032
.011-.108
.129-.259
.005-.010
.014-.032
.016
.020-.032
.040-.064
.072-.091
.102-.125
.016-.032
.040-.064
.072-.125
.016-.020
.025-.040 .12
.06
.25
.12
.06
.50
.38
.25
.12
.06
.03
0
.06
.03
.12
.06
.03
GRADE ABRONZE
.25
.38
.03
.12.134-.188
.012-.120
.091-.125
.051-.081
RADIUS AND TOL.NOMINAL THICKNESSMATERIAL
(a) Bend-line perpendicular or diagonal to grain direction.(b) Use larger radius if material will not be heat-treated.
Simplified Chart For Bronze, Copper, Magnesium, and Steel Bend Radii
.010-.062
.072-.125
.134-.250 .25
.06
.03
PHOSPHOR BRONZE
SPRING TEMPER
COPPER
MAGNESIUM
STEEL
(a)
ELECTROLYTIC COPPER,
SOFT (.050mm)
BERYLLIUM COPPER,
1/4 HARD
(b)
AZ31B-H24
AZ31B-0
HK31A-H24
COLD-ROLLED,
CARBON STEEL
AISI 302, ANNEALED,
STAINLESS STEEL
(c)
(c)
(c)
+.02 -.01
+.03 -.01
+.02 -.01
+.03 -.01
+.01 -0
+.02 -.01
+.03 -.01
+.06 -.03
+.03 -.01
+.06 -.03
+.03 -.01
+.06 -.03
+.02 -.01
+.03 -.01
+.02 -.01
+.03 -.01
+.06 -.03
(c) Formed hot.

189Page of
SECTION 10CHARTS & TABLES
.080
.091
.016
.020
.141 .203 .266
.270.207.145
.391
.395
.453
.457
.516
.520
.578
.582
.641
.645 .770
.651.587.525.462.400.150 .212 .275.025 .107 1.025.900.775
.657.594.532.469.407.158 .219 .282.032 .128 1.032.907.782
.665.602.540.477.415.182 .227 .290.040 .152 1.040.915.790
.676.613.551.488.426.215 .246 .301.051 1.051.926.801
.689.626.564.501.439.285 .316.064 1.064.939.814
.697.634.572.509.447.309 .340.072 1.072.947.822
.706.643.581.518.456.367.081 1.081.957.831
.716.653.591.528.466.397 .428.091 1.091.966.841
.727.664.602.539.493.462.102 1.102.977.852
.750.687.625.593.562.125 1.1251.000.875
.781.749.717.156 1.1561.031.906
.876.188 1.1881.063.938
.250 1.2501.1881.125
.398
.384
.376
.363
.352
.344
.337
.332
.328
.16 .38 .44 .50.03 .12.09.06 .19 .22 .25 .28 .31
W
Bend Radii
PARTS UP TO 48.0 LONG
Gage
(T)
MINIMUM FLANGE WIDTH
The material thickness and bend radius
are used to determine the minimum
flange width that can be formed on a
power brake.
When a shorter flange is mandatory,
it can be made longer and cut to size
after bending.
DISTANCE BETWEEN BENDS
The minimum distance between bends can
be determined by adding the minimum
flange width to the bend radii plus thematerial thickness.
Minimum Distance Between Bends (L) Formed on Power Brake
T (Thickness)
R (Bend-Radius)
W (Minimum)
L (Minimum)
Example: = .051
= .25
= .55
+ .55+.25+.05
= W + R + T
= .85
Minimum Flange Width Formed on a Power Brake

1810Page of
SECTION 10CHARTS & TABLES
D
A
B
RAD
C
DIA
A
B
RAD
C
D
DIA
RP
M
L
G
H
J
K
M
L
RADK
J
A
B
C
D
E
F
G
H
D
CB
A
A
B
C
D
DIAB
RAD
A
A
RAD
B
DIA
ARAD
B
C
D
C
B
A
F
RADE
B
A
DIAD
RAD
C
F
E
D
C
B
A
J
HRAD
C
1212 A
BC
D
EF
A
B
C
D
E
F
A
B
C
D
E
F
NRAD
A
B
C
D
E
F
RAD
G
DIAH
11
10988
3 5 6 7
.75000
A
3
Holes
No.B
.43301
C
.86602
D E F G
5 .18164 .47553 .76942 .95106 .34549 .90451
6 .43301 .86602 .25000 .75000
7 .09654 .27052 .48746 .70440 .87838 .97492 .18825
8 .14645 .85355
8 .27060 .46193 .65328 .92388
.61126
H
.95048
J K L M N P R
.96985.75000.41318.11698.98480.92541.81379.66341.49240.32139.17103.059399
.90451.65451.34549.09549.95106.76942.47553.1816410
.97975.82743.57116.29229.07937.98982.94973.87278.76523.63578.49491.35405.22459.11704.0401011
.96594.83653.61238.48297.35356.1294112
.93302.75000.25000.0669812
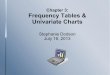
Table for Calculating Coordinate Dimensions
MULTIPLY VALUE SHOWN BY DIAMETER OF CIRCLE BEING CALCULATED

1811Page of
SECTION 10CHARTS & TABLES
1/2
7/16
3/8
5/16
1/4
10
8
6
4
2
.500
.437
.375
.312
.250
.190
.164
.138
.086
.112
.515
.453
.386
.316
.257
.196
.169
.144
.089
.116
.531
.453
.397
.339
.272
.213
.185
.159
.106
.136
.547
.484
.413
.348
.290
.228
.201
.173
.120
.147
.531
.469
.413
.348
.290
.228
.199
.173
.120
.147
.563
.500
.437
.375
.316
.257
.228
.203
.150
.177 .161
.136
.185
.213
.238
.302
.359
.422
.484
.547
.203
-
.228
.257
.281
.344
.404
.469
.531
.594
.177
.152
.203
.228
.257
.316
.377
.438
.500
.563
-
-
.261
.290
.312
.375
.438
.500
.563
.625
SCREW
SIZE
SINGLE
HOLE
CLEAR
FASTENER
FLOATING FIXED
.010 OR
FASTENER FASTENER
FIXEDFLOATING
FASTENER FASTENER
FIXEDFLOATING
FASTENER FASTENER
FIXEDFLOATING
FASTENER
.028 DIA.014 DIAOR.005 .042 DIAOR.015 .058 DIAOR.020
Simplified Chart of Clearance Holes for Coordinate
or True Position Dimensioning
1. Floating Fastener - Use the floating
fastener column when calculating clearance
hole dimsnsions for parts that are joined
by a loose piece, such as a screw or a rivet. However, if the screw, rivet, etc. is
flat headed and the hole in which the head
fits is counter-sunk, then use the fixed
fastener column. Any feature of the design
that fixes the position of the fastener with
respect to one of the mating parts will
put it in the fixed fastener category.
2. Fixed Fastener - Use the Fixed
Fastener Column when calculating clearance
hole dimensions for parts that are joined
by a piece that is held in a fixed position
by one of the mating parts. Examples of
this are studs, dowel pins, flathead screws
and rivets, fixed keys etc.
3. Diameters shown are based on true
position tolerancing formulas whereF = max dia. of fastener
H = minimum dia. of clearance hole and
T = positional tolerance dia., and then
the next largest preferred drill size waschosen.
For floating fastener: H = F + T and T = H - F
For fixed fastener: H = F + 2T and
T = H - F
2
4. This chart to be used as a guide only.
Diameters may change according to design
requirements.

1812Page of
SECTION 10CHARTS & TABLES
LENGTH
MILS
MILS
INCHES
INCHES
INCHES
INCHES
FEET
FEET
YARDS
MILES
KILOMETERS
KILOMETERS
METERS
METERS
METERS
CENTIMETERS
CENTIMETERS
MILLIMETERS
MILLIMETERS
SQUARE INCHES.
CIRCULAR MILS
CIRCULAR MILS
CIRCULAR MILS
CIRCULAR MILS
SQUARE MILS
SQUARE MILS
.02540
2.540
25.401,000.
.0254
.001
METERS
CENTIMETERS
MILLIMETERS
MILS
MILLIMETERS
INCHES
1.6093
.9144
.3048
.3048
30.48
KILOMETERS
METERS
kILOMETERS
METERS
CENTIMETERS
39.37
.03937
.3937
.03281
MILS
INCHES
INCHES
FEET
39.37
3.281
1.0936
3.281
.6214
INCHES
FEET
YARDS
THOUSANDS OF FEET
MILES
(THOUSANDS OF)FEET
1.2732
.000001
.7854
.0000007854
.000001
.0005067 SQUARE MILLIMETERS
CIRCULAR INCHES
SQUARE INCHES
SQUARE MILS
SQUARE INCHES
CIRCULAR MILS
CIRCULAR INCHES
CIRCULAR INCHES
SQUARE FEET
SQUARE MILLIMETERS
SQUARE MILIMETERS
SQUARE CENTIMETERS
SQUARE METERS
CUBIC INCHES
CUBIC FEET
1,000,000.1,273,200.
1.2732
645.2
6.452 SQUARE CENTIMETERS
SQUARE MILLIMETERS
CIRCULAR INCHES
CIRCULAR MILS
SQUARE MILS
SQUARE INCHES.
SQUARE INCHES.
SQUARE INCHES.
SQUARE INCHES.
1,000,000..7854
CIRCULAR MILS
SQUARE INCHES
10.764
.15500
.00155001,937.5
.09290
SQUARE FEET
SQUARE INCHES
SQUARE INCHES
CIRCULAR MILS
SQUARE METERS
CUBIC CENTIMETERS
CUBIC METERS
QUARTS (LIQUID)LITERS
GALLONS
CUBIC INCHES .004329
231.
1.0567
.9464
35.31
.06102
.02832
16.387
GALLONS
CUBIC INCHESQUARTS (LIQUID)LITERS
CUBIC FEET
CUBIC INCHES
CUBIC METERS
CUBIC CENTIMETERS
AREA
VOLUME
POUNDS
MISCELLANEOUS
POUNDS PER SQUARE INCHPOUNDS PER CUBIC INCH
POUNDS PER 1000 FEET
POUNDS PER SQUARE INCH
GRAMS PER CUBIC CENTIMETER
KILOGRAMS
KILOGRAMS PER SQUARE CENTIMETER
KILOGRAMS PER KILOMETER
INCHES OF MERCURY
OHMS PER 1000 FEET
OHMS PER KILOMETER
BRITISH THERMAL UNITS
WATT-HOURS
JOULES
GRAM-CALORIES
GRAM-CALORIES
METER-KILOGRAMS
HORSEPOWER-HOURS
HORSEPOWER
FOOT-POUNDS PER SECOND
FOOT-POUNDS PER MINUTE
KILOWATTS
KILOWATTS
METRIC HORSEPOWER
METRIC HORSEPOWER
2.03584
1.488
27.68
.07031
.4536
INCHES OF MERCURY
KILOGRAMS PER KILOMETER
GRAMS PER CUBIC CENTIMETER
KILOGRAMS PER SQUARE CENTIMETER
KILOGRAMS
.491174
.6720
14.223
2.2046
.03613
POUNDS PER SQUARE INCH
POUNDS PER 1000 FEET
POUNDS PER SQUARE INCH
POUNDS
POUNDS PER CUBIC INCH
.3048
3.281 OHMS PER KILOMETER
OHMS PER 1000 FEET
ENERGY
252.0
.0003929
.29301,054.8
778.0
GRAM-CALORIES
HORSEPOWER-HOURS
WATT-HOURS
JOULES
FOOT-POUNDS
BRITISH THERMAL UNITS
BRITISH THERMAL UNITS
BRITISH THERMAL UNITS
BRITISH THERMAL UNITS
FOOT-POUNDS .001285
.1383
.0003766
1.356
BRITISH THERMAL UNITS
METER-KILOGRAMS
WATT-HOURS
JOULESFOOT-POUNDS
FOOT-POUNDS
FOOT-POUNDS
WATT-HOURS
WATT-HOURS
3.413
2,655.3,600.
BRITISH THERMAL UNITS
FOOT-POUNDS
JOULES
.238910,000,000.
.0002778
.7376
.000948
GRAM-CALORIES
ERGS
WATT-HOURS
FOOT-POUNDS
BRITISH THERMAL UNITS
JOULES
JOULES
JOULES
JOULES
2,545.
7.233
4.186
.003969 BRITISH THERMAL UNITS
JOULES
FOOT-POUNDS
BRITISH THERMAL UNITS
POWER
1.014
.745733,000.
550.
METRIC HORSEPOWER
KILOWATTS
FOOT-POUNDS PER MINUTE
FOOT-POUNDS PER SECOND
HORSEPOWER
HORSEPOWER
HORSEPOWER
.00003030
.001818
HORSEPOWER
HORSEPOWER
.7355
.9863
1.360
1.341 HORSEPOWER
METRIC HORSEPOWER
HORSEPOWER
KILOWATTS
MULTIPLY BY TO OBTAIN MULTIPLY BY TO OBTAIN
Table of Measurement Conversion Factors
NOTE: Mean calories and mean British thermal units used throughout. Joule is "absolute" Joule.

1813Page of
SECTION 10CHARTS & TABLES
78
*77
(INCH)
DRILL SIZE DECIMAL EQUIV.
(INCH)
.0292
.028
.031
.026
.025
.024
.0225
.021
.020
.0312
.032
.033
.035
.036
.037
.038
.039
.040
.041
.042
.043
.0465
.052
.0469
DRILL SIZE
(METRIC)
*.75
.72
.78
*.70
.68
*.65
.62
.60
.58
*.55
.52
*.50
.48
.45
.42
*.80
.82
*.85
.88
*.90
.92
*.95
.98
*1.00
1.03
*1.05
1.08
*1.10
1.15
*1.30
*1.20
*1.25
DECIMAL EQUIV.
(INCH)
.0295
.0283
.0307
.0276
.0268
.0256
.0244
.0236
.0228
.0217
.0205
.0197
.0189
.0177
.0165
.0157
.0315
.0323
.0335
.0346
.0354
.0362
.0374
.0386
.0394
.0406
.0413
.0425
.0433
.0453
.0512
.0472
.0492
INCH & METRIC DRILL SIZE COMPARISON TABLE
*76
75
*74
73
*71
72
.016
.018
.0156
.0145
.0135
*1/64
80
.40
79
*3/64
55
56
*57
58
*59
60
*61
62
*63
64
*65
*66
67
*1/32
68
*70
69
*PREFERRED

1814Page of
SECTION 10CHARTS & TABLES
(INCH)
DRILL SIZE DECIMAL EQUIV.
(INCH)
.082
.081
.0785
.0781
.076
.073
.070
.067
.086
.089
.0935
.0938
.096
.098
.0995
.1015
.104
.1065
.1095
.110
.111
.113
.116
.1285
.120
.125
DRILL SIZE
(METRIC)
*2.10
2.05
2.15
*2.00
1.95
*1.90
1.85
*1.80
1.75
*1.70
1.65
*1.60
1.55
*1.50
*2.20
2.30
*2.40
*2.50
*2.60
2.70
*2.80
2.90
*3.00
3.10
*3.20
DECIMAL EQUIV.
(INCH)
.0827
.0807
.0846
.0787
.0768
.0748
.0728
.0709
.0689
.0669
.0650
.0630
.0610
.0591
.0571
.0551
.0531
.0866
.0906
.0945
.0984
.1024
.1063
.1102
.1142
.1181
.1220
.1260
INCH & METRIC DRILL SIZE COMPARISON TABLE
.0595
.0625
.0635
.055
1.35
*1.40
1.45
*54
52
*1/16
53
*1/8
*31
*30
*32
*33
34
35
*7/64
*36
*37
38
*39
40
*41
*3/32
42
*43
*44
*51
*50
*49
*48
*5/6447
*46
45
* PREFERRED
(continued)

1815Page of
SECTION 10CHARTS & TABLES
(INCH)
DRILL SIZE DECIMAL EQUIV.
(INCH)
.1695
.166
.1719
.161
.159
.157
.1562
.154
.152
.1495
.147
.144
.173
.177
.180
.182
.185
.1875
.189
.191
.1935
.196
.199
.201
.2031
.204
.2055
.2188
.209
.213
DRILL SIZE
(METRIC)
*4.20
4.10
*4.00
3.90
*3.80
3.70
*3.60
3.50
4.40
*4.50
4.60
*4.80
*5.00
5.20
*5.30
5.40
DECIMAL EQUIV.
(INCH)
.1654
.1614
.1575
.1535
.1496
.1457
.1417
.1378
.1339
.1299
.1732
.1772
.1811
.1890
.1969
.2047
.2087
.2126
INCH & METRIC DRILL SIZE COMPARISON TABLE
.1405
.1406
.136
3.30
*3.40
*29
*9/64
28
*3
*4
*7/32
5
6
*13/64
7
*8
*9
*10
*11
12
*3/16
*13
14
*15
*16
*17
*27
*26
25
*24
23
*5/32
22
21
*20
*11/64
*19
*18
* PREFERRED
(continued)

1816Page of
SECTION 10CHARTS & TABLES
(INCH)
DRILL SIZE DECIMAL EQUIV.
(INCH)
.277
.272
.281
DRILL SIZE
(METRIC)
DECIMAL EQUIV.
(INCH)
INCH & METRIC DRILL SIZE COMPARISON TABLE
* PREFERRED
K
* I
*J
.2795
.2717
*7.10
6.90
7.25
7.30
.2854
.2874
*9/32 .2812
*7.50
7.40
.2953
.2913
M
L
*19/64 .2969
.290
.295
7.80
*8.00
.3071
.3150
*5/16
*N
*O .316
.302
.3125
8.20
*8.50
.3228
.3346
*21/64
*P
*Q .332
.323
.3281
8.80 .3465
*11/32
*R
*S .348
.339
.3438
*9.00
9.20
.3543
.3622
T
*23/64 .3594
.358
*6.70
6.80
.2638
.2677
*17/64
*G
H .266
.261
.2656
6.40
*6.30
6.50
.2520
.2480
.2559
*1/4
*F .257
.250
6.10
6.20
.2402
.2441
C
*D .246
.242
*6.00 .2362*15/64
A
B .238
.234
.2344
5.70
*5.60
5.80
.2244
.2205
.2283
2
*1 .228
.221
(continued)

1817Page of
SECTION 10CHARTS & TABLES
(INCH)
DRILL SIZE DECIMAL EQUIV.
(INCH)
.5312
.5156
.5469
DRILL SIZE
(METRIC)
DECIMAL EQUIV.
(INCH)
INCH & METRIC DRILL SIZE COMPARISON TABLE
* PREFERRED
*35/64
*33/64
*17/32
.5118
.5315
*13.00
13.50
14.50
*14.00
*15.00
.5709
.5512
.5906
*37/64
*9/16
*19/32 .5938
.5625
.5781
*16.00
15.50
.6299
.6102
*5/8
*39/64
*41/64 .6406
.6094
.625
*17.00
16.50
17.50
.6693
.6493
.6890
*43/64
*21/32
*11/16 .6875
.6562
.6719
*18.00
18.50
.7081
.7283
*23/32
*45/64
*47/64 .7344
.7031
.7188
19.50
*19.00
*20.00
.7677
.7480
.7874
*49/64
*3/4
*25/32 .7812
.750
.7656
20.50
*21.00
.8071
.8268
*13/16
*51/64
*53/64 .8281
.7969
.8125
*12.00
*12.50
.4724
.4921
*13/64
*15/32
*1/2 .500
.4688
.4844
*11.00
10.80
11.50
.4331
.4252
.4528
*7/16
*27/64
*29/64 .4531
.4219
.4375
10.30
*10.50
.4055
.4134
*13/32
Y
Z .413
.404
.4062
9.80
*10.00
.3858
.3937
*25/64
*W
*X .397
.386
.3906
*9.50 .3740*3/8
*U
V .377
.368
.375
(continued)

1818Page of
SECTION 10CHARTS & TABLES
(INCH)
DRILL SIZE DECIMAL EQUIV.
(INCH)
DRILL SIZE
(METRIC)
DECIMAL EQUIV.
(INCH)
INCH & METRIC DRILL SIZE COMPARISON TABLE
* PREFERRED
*25.00
*26.00
.9843
1.0236
*1.00
*63/64 .9844
1.000
*24.00 .9449
*61/64
*15/16
*31/32 .9688
.9375
.9531
23.00 .9055*29/32
*57/64
*59/64 .9219
.8906
.9062
21.50
*22.00
.8465
.8661
*55/64
*27/32
*7/8 .875
.8438
.8594