Embed Size (px)
Citation preview

�������������
ISTRUZIONI PER L’USO E MANUTENZIONEINSTRUCTIONS FOR USE AND MAINTENANCE
GEBRAUCHSANLEITUNGEN UND WARTUNGMODE D’EMPLOI ET ENTRETIEN
INSTRUCCIONES PARA EL USO Y MANUTENCIONINSTRUÇÕES DE UTILIZAÇÃO
GEBRUIK- EN ONDERHOUDSAANWIJZINGEN
SEGATRICE A NASTROBAND-SAW MACHINE
BANDSÄGEMASCHINESCIE A RUBAN
SIERRA DE CINTASERRA DE FITA
BANDZAAGMACHINE
��������������������������������������������������������������������
��� ���� ��
������������ ��� ����� ���� ��������������� ����� �����
���� ���� �������� �� �� ��� !���"#���$%��&�� '(�)� �� ���������*� +!,��-� �./�0.�� �� ��1� +!,��-� �./�02-� �
3##4566777*&�8�*�#��93����� 93�� ��5������ ������������������:� 9�;&��8�� ����� ��"4�"�<��;�� 9�;#�;%#�� ;����� ����##���5
�� ,26!/� �� ���60�2� �� ��.6,-
�� =������������������� ���(����������� �����
���� ���� �������� � �� �� ��� !���"#���$%��&�� '(�)� �� ���������*� +!,��-� �./�0.�� �� ��1� +!,��-� �./�02-� �
3##4566777*&�8�*�#��9����� #3�5��������� ��������������
�"� �;� 9�84���;9��7�#3� #3�� �%��"� 9�;#�;#"� �;� #3������9#���"5�� ,26!/� �� ���60�2� �� ��.6,-
�� >���� ������ �>����$����������� ����� �����
���� ���� �������� �� �� ��� !���"#���$%��&�� '(�)� �� ���������*� +!,��-� �./�0.�� �� ��1� +!,��-� �./�02-� �
3##4566777*&�8�*�#�?���#� ��""5��������� ��������������
�"#� ?�;&��8�8�#� ���� ����?#���;5�� ,26!/� �� ���60�2� �� ��.6,-
����������������� ������������������ ����� �����
���� ���� �������� �� �� ��� !���"#���$%��&�� '(�)� �� ���������*� +!,��-� �./�0.�� �� ��1� +!,��-� �./�02-� �
3##4566777*&�8�*�#��9����� @%�� ��5�� ������������������
�"#� 9�;&��8�� �%1� ��"4�"�#��;� 9�;#�;%�"� ��;"� ��"� ����9#���"5�� ,26!/� �� ���60�2� �� ��.6,-
���������� �� ����� ����� ��������������� ����� �����
���� ���� �������� �� �� ��� !���"#���$%��&�� '(�)� �� ���������*� +!,��-� �./�0.�� �� ��1� +!,��-� �./�02-� �
3##4566777*&�8�*�#��9����� @%�� ��5���������� �������������
�"#�� 9�;&��8�� �� ��"� ��"4�"�9��;�"� 9�;#�;���� �;� ��� ����9#���"5�� ,26!/� �� ���60�2� �� ��.6,-
������AB���� ����� ������������������������� �����
���� ���� �������� �� �� ��� !���"#���$%��&�� '(�)� �� ���������*� +!,��-� �./�0.�� �� ��1� +!,��-� �./�02-� �
3##4566777*&�8�*�#��9����� @%�� �5��������� �������������
"%���;��� �"� ��C��"� �1�C���"� ;�� 9�;#�;��� �������9#���"5�� ,26!/� �� ���60�2� �� ��.6,-
$���>����$��������� �$���� ��(��>��� ����� �����
���� ���� �������� �� �� ��� !���"#���$%��&�� '(�)� �� ���������*� +!,��-� �./�0.�� �� ��1� +!,��-� �./�02-� �
3##4566777*&�8�*�#���?����#� ��#5��������� ��������������
������#� ��;���� ����"93��&#�;� ��;���� ���C�;���%��4�"����93#��D;�;5,26!/�$� �� ,06!.2� �� ���60�2� �� ��.6,-
������������������������������������������������������� ���� �������������������������������������������������������������������������������������������������������������������������������������������������������������������� ������������ ���� ��������������������������������������������������������������������������������������������������������������������������������������������������������������� ����!����� �� ���� ������������������������������������������������������������������������������������������������������������������������������������������������������������ �"����#��� ��� ���� ������������������������������������������������������������������������������������������������������������������������������������������������������������ �$���%���&���� ���� �������������������������������������������������������������������������������������������������������������������������������������������������������������� %%���#�&�����'�� �&�� ������������������������������������������������������������������������������������������������������������������������������������������������������� #����#����������� ���� ���������������������������������������������������������������������������������������������������������������������������������������������������� # ���$!
INGOMBRO PER ETICHETTA
����������
1
IT��� ������������� �� ��������
����������������������� ���������� ������������� ��� ��������������������� ������������� ������������������������������������������������ ������� �������
� ������������ ����
����� �� ������ ��� ���������� ���� ����� ���� �������������������������������� ������������� ������������� ���������� �������������������� ����������������������������������������� ������������������� ������������ ������������������������������������������ ��������� ������ ������� ���� � ������ ��������� �� �������� ���������� �� �������� ��� ��������� ���� �� � �� ����� ���������������� ����������� ���� ���� ��� ����������� ��� ������ �� ������ ��������� � ������� ���������������������� ����������������������������������������������������������������������� ��������� �������������
��� ����������
��� ������������� � ������ !"##$ %&' $� (��"�#$�")������������� ������������"�����������������*������������������ ������ ��������������������������� �� ������������� ��� �+��� �� ����� ���� ��� ���������� ��������� �,� �� ������� ����� ��������� � ���� ������� ���������� -�� �� �+��� �� ����� ���� �� ���� �������������������������������
��������� � ������������� � ��� � ��������++��������������������� ���
������������������������������++������� ����� �������������������������� ��
����������������������������� ��� �+���� ���������������������������������������������
��� �������� ���������
���������������������������� ������ ������������� �������� ���������������.���������������������� � ����� � � ���!����/����������� ������ ������������������������������������������������� �������������������������� ����������������������,������.������� ����� ������������������������������,��$��������������������������$��� ��� ��������������� ��� ��������������������������������������������������������������� ����������������,������������������.��������� �������� �����������
� ����������� ���"��� ������������������������������������ �
� ������������ ������������������������������������������������������ �
� ���������� �������������������������������������������������������� !
! ������������ ������������������������������������������������������
�������� ������������������������������������������������������������ �
� ���������� ����������������������������������������������������� �
� ����� ���� ������������� �� ������ ������� �
�����
( &��� ������ �� ����������������� ����
( &��� ������ ��������������������������( $*�������� � ����� ������� ����� ������������ ��� �� ��������� �������� ���� ��������������
��! ��#� �� ��#��� �����������������
-�� ����������� �*� ����� ����������� �� ���������� ���� �����������������$$% &'(" )%*+,%-.�0 "��&"&��'1� &�23$�45��60 "��&"&�/�$�&"�&�2��78��9: ��1�;��60 "���1& &'�$�/�$��$<=$0 '##' $0 >?' %'0 #�>&�& �"��&"&'�23$�4;��3$�;@��60 �?'3&�"#&�& ��"1&$?"�$�"���1& &'
�(/ ." %0%))% &.- ,+ )%*+,( 0,�0 �$< '�$�1"#$?&$�"//&1&�"#$0 '//"��$�1"#$?&$�"//&1&�"#$�������� ���������������*��������������������*������������������������ �����������+� �������������������������������� ��� ���������� ��������� �������������2��������6�
�� ���� �� �������� ������
0 ��� � ���� ����������� �� ������������ ���� �� ������ ������������������+�������� �
0 ���� ���������*��������������������������������������������+��������������� �������2� ������ ������ ��� ������������������������������������6�
0 ��� �������� ���������� ������������������� ��������������� �����A������������������������������������������������������������������������ ��������������������������������������������� ��������������
0 $������ ��������� ����������� ���� ������� �������� ���� ���������*�������������������� �������� ������������ ����������������� �������������*�������������������� �� ������� �����8�
0 �� ����������������������������� ��� �����+������������ ������� ��� �������� ����� ������� ������� �+�����������������++����� ����������������������������������
0 � ���� �������� �� ������ ���������������������������������� ����������������������������������� �������������������������������������� � ������������������������������������������������� ������ ����
0 � ���� ��� ���� �� ������������ �� ��� ������������ �������� ��������� ������ �� ���� �������� ��� �������� ������
0 3������������������������������������������������������� ���������� ��� ���� ������ ��� �� �� ��������� ������������������ �������������������� ������������������� ������������
0 $�������� ������������� ���� ����� �� ������������������ � ���� �� ���� ���������� �� � ��������� ��������������� ��������
0 $������ �� ��������� ����������� �� ���� �� �������� ��� ������������������������� ������*������������������ ������
2
IT
��� ������ ��� 2������������ 2�������
�������6 ������������61
1����� � :9�8��>2"6 :@�;��>2"6#��� � 5B�8��>2"6 :9�@��>2"6
��� ���� �� �������� #� � ������������
����������./.). $.2&-. +. 2%/, +(/)%/. 0%++. 3(/. 0,+%4(-%3,(/. 2./)-. +% 2%556,/% ." ,/ 2(4,2./)(7&-,2% 0, .$.*',-. 8'%+$,%$, (&.-%3,(/. 0, 5%-,5(. $5%-,5( 0.+ &.33( -,+%$5,%). ,+ &'+$%/). 0,2%-5,% 0.++",2&'*/%)'-%�
0 1��������� ������������ ���������� �������� ������������������������������������������ ����������������
0 � ���� ������������ ������������������������������� ������� ������������������������������ ��
0 ��� ����������� ������� ���������� �� ������������������� ���������������� ������������� �������������������������� �������������
0 ����� �� ������ ��� ���������� ������������ ���� ������ ����������� ��������������� ���������������������
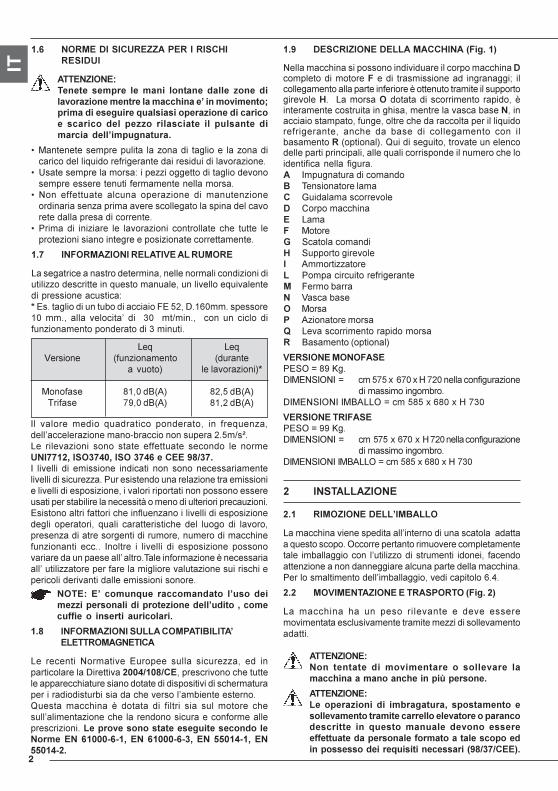
��� ��9��������� ������ �� �����
��� ������������ ��������������������������������������������� ����������� ������������������������������������� ������� ����1�$ ���������������+����������3$�;@��.�9C8���� �� ���98������ ����� �������*� �� � 48� �������� � ���� ��� ����� ��������������������������4������
&�� ������� ����� ���������� ����������� �� ��������������*�����������������(+���������� ������@�;� D���� ��������� ���� ����� ����������� ������� ��� ������������: �����!�: ��� ��!� . � �����&� ������ �� �� ���� ������ ���� ���� ���� ���������������� �������������� ������������������������� ������������� �� ��������������������������� ����� ���� ������� ��+����������� �,����������������������������$ ������������������������������������������ �� ��������� ���������� ����� �������� ����� ���� ������ �� ���������� ������������ ������������������������������������������� ������ &������� � ������ �� � �� ����� �� ������������������� �����*�������#��������������������� ������*������������������������������������������ ��� ��������������������������� ��� ������
���� " 5(2'/8'. -%55(2%/0%)( +"'$( 0.,2.33, &.-$(/%+, 0, &-().3,(/. 0.++"'0,)( : 5(2.5';;,. ( ,/$.-), %'-,5(+%-,�
��� ��9��������� ����� ���#���������"�������������
��� ������� �������� $������� ����� ��������� ��� ���������������.����������!��������� ���������������������������������� �������������� �� ����� �������������������� ���+� ������������ ���*��+������ ������-�� ����������� �� ������� �� ����� �� ���������� ��� ���*���������������� ����������� ����������������������� ��������. &-(4. $(/( $)%). .$.*',). $.5(/0( +.�(-2. � ���������: � ���������: � ��!��: � ��!���
��� ��������� ���� �������� <9,*� �=
������������� ��� ������������������������������������������������9����� ��� � ������� ��������E� ����������������������������������������������������� ������������������ ������� ������������� ���������� ��������������������� ���������� ��������������� ���+� ������������ �������������������������������������������������������������� ������ ��� +� �� �� ������������� ���� �+� �������� 2�������6��-���� ���������������������������������������������������������� ����������������������������������� ������� &��������������������� #�� ������������� <�������� ���������� ������������� ����9 1������ /�������������� /���������������� "������������� ������������������������� 3�����+����� �� ���+� �� 1�� �# "������������ �> ����� ������������������� �� >� �������2�������6
������ ����9���$/'�F�:B�G��.&1$ /&' &�F ���;5;�H��C58�H�=�5@8�������������������
���� �������+���.&1$ /&' &�&1>"��'�F����;:;�H�C:8�H�=�548
������ ���9���$/'�F�BB�G��.&1$ /&' &�F ����;5;��H��C58��H��=�5@8�������������������
���� �������+���.&1$ /&' &�&1>"��'�F����;:;�H�C:8�H�=�548
� ����� ����
��� �������� ���"�������
���������������� ���������*������������� ������������������� ��� ������'������������������������������������������� �+������������ �*��������� �������� ������ �������������������������������������������������������������������� ��������������*�+���������������������C�7�
��� ������������ ����#���� <9,*� �=
��� �������� ��� ��� �� �� ��������� �� ����� � ��������������� ��� ���������������������� �����������������
����������(/ )./)%). 0, 2(4,2./)%-. ( $(++.4%-. +%2%556,/% % 2%/( %/56. ,/ &,? &.-$(/.�
����������. (&.-%3,(/, 0, ,2@-%*%)'-%: $&($)%2./)( .$(++.4%2./)( )-%2,). 5%--.++( .+.4%)(-. ( &%-%/5(0.$5-,)). ,/ 8'.$)( 2%/'%+. 0.4(/( .$$.-..;;.))'%). 0% &.-$(/%+. ;(-2%)( % )%+. $5(&( .0,/ &($$.$$( 0., -.8',$,), /.5.$$%-, <�����=�
3
IT���� �� ������������������������������������ ����+������������������������������������ ����������������������������� �� ���� ���������������������������1���������������������������������������������������� �������� +�� ��� ���� �����++���� �������� ���� +�������������������������� ������������������� ���������������������������������������������� ��*�+�������� ������ ��� ��� �� � ������ ������� ����� ���� �������������� �� ����� �� ��� �������� ������������������������������������������ ���������������� ��� ������������������������������������������� ���+�������������������������+������������ ���������������������������� ����������� ������������������������������ ��� ��� ��������� ���������� ��� �������� ������������������������������������������ ������������������������� �����
���������" 4,.)%)( $(++.4%-. +% 2%556,/% )-%2,). ,+ 5(-&(� <9,*� �=
���������#-,2% 0, $(++.4%-. +% 2%556,/%: %$$,5'-%).4, 56.,+ 5(-&( $,% ,/ &($,3,(/. %@@%$$%)% . 4,/5(+%)(%+ -.$)( 0.++% $)-'))'-% )-%2,). 5(-0. ( %+)-($,$).2% 0, @+(55%**,( 5(2. ,/0,5%)( ,/ 9,*� ��
��� ���������� ������� <9,*� �=
�����������������*������������ ���������� ��������������� ����������������������������� ����������������� �������������������������� ������������� ����+����� ������������������*� �����,����� ����� ���������������������� �������������� ��������������������� ������������������������������ ��������������������������������������������*���� ������ ����������� �������
2���� ������ ���9�����������������������������,����������� �������������������������������������$.*'./0(,+ $./$( ,/0,5%)( 0%++% ;-.55,%� ��� ����� ��� ������������E� ���� I������� �������������������������������������������� �������� ����1���������������������������������� ��� ���� ��� ��������������� +��������� �� ������� ���� ��� ��� �� � ����� ����������/� ����������*����������������������������*� ������� ���������� ������� ���������������������������������������� ������������� ����� � ���������� ��� ������ ������ �� �� �����������#���� ���������� ����,� � ���� ������ �� +� �� ������������ �������������������������������������� ����������
&��������� ������ �� ���� �������� �*� ������� �� � ������������������������������������������*����������������������������������������������������������������������� ����� ��������������������������������������� ����
������ ����9�� 23���76/�� ���� �� ������� � ���� ��������� �� ��� �������*������������������������������������ �� ��+� ����������������� ��������� ������������������������������������������������������������������������������� ����������� ����������������������������������������
������������������������������ �������������������������� ����������������� �������*�����������
������ ���9�� 23���4(76/�� ���� �� ������� � ���� ��������� �� ��� �������*������������������������������������ �� ��+� ����������������� ��������� ���������������������������������������������������������������������������������� ���� ���� ���� ��� �� ����������� ���������� ������������������������������������������� ����������������� ����� <9,*� �=�� ��� �� ��� ����� ���������� <9,*� !=� �� ������*�����������
����������(/ 2(0,;,5%-. &.- %+5'/ 2(),4( +% )%-%)'-% 0.+$%+4%2()(-. &.- .4,)%-. 56. , $(4-%55%-,56,&($$%/( 0%//.**,%-. , 5,-5',), 0.+ 2()(-. .0%+)-, (-*%/, 2.55%/,5,�
����� ���� �������������������������������������������������������������������������������������������������� ��� ��� ����� �� � ��+��� ���� ����������������� �������� ��� ������ � ��� �� ���� ������� �� ��� �� ��+������ ������������� /�� �������� ��� ������������� �� ���������� �� ��������������������� �������������� ��� ���� �� ������� ��� ��� ��� ����� ���� �*������ � ������������� ������������ ������ ������������� �������������������������� ���������� ����������
��! #������������#���� �� ������ <9,*� =
�� ��������������������������������������� ������������������@�@���� �����+����� ���������������������������������������������������� �������������������������*���� ��� �� ��� �� ��������� �������� ��� ��������� ����������� � ������ ��� ���������� �������� ������ ��� ��������������� �*�������� ������ ����� � ���� ������� ���� ���� ��������� ����������������������� �������B8�����B;������������������<9,*� �=�"���� ���������� �������� ��������������������� �������� ��� ����� �++� ����� �� �������� �� ������ �� ������ ������������������������������������ ������
������ ��.**.). %))./)%2./). +. &-.$5-,3,(/, 5(/)./')./., 0'. 5%-).++,/, $.*/%+.),5, &-,2% 0, ,/,3,%-.8'%+$,%$, (&.-%3,(/.�
������ ��@@,%). 5'-% 0, &($,3,(/%-. +% 2%556,/% ,/ '/%3(/% 0, +%4(-( %0.*'%)% $,% 5(2. 5(/0,3,(/,%2@,./). 56. 5(2. +'2,/($,)%"� -,5(-0%).$.2&-. 56. +. 5(/0,3,(/, *./.-%+, 0.++"%2@,./).0, +%4(-( $(/( ;(/0%2./)%+, /.++% &-.4./3,(/.0.*+, ,/;(-)'/,�
/���������������������������������� ������*������������������� ���������������� ������ ��� ���� ��� ���������� ������������*���������� ����������*����� �������� ���� �� ��������������������������� ���������������
4
IT
� ��� �����
��� ������ ���� ���� <9,*� !=
?��������� �� ��������������������������*���� �������� �������� ���������
����������+ )./$,(/%)(-. A 0()%)( 0, 2,5-($B,)56 0,$,5'-.33%: 56. ,2&.0,$5. ,+ ;'/3,(/%2./)( 0.++%2%556,/% ;,/56A +% +%2% /(/ 4,./. )./$,(/%)%5(--.))%2./).�
��� ������ ����� <9,*� �=
/�� ������� ����������� ��*� ����� �� ����� ����� ������ �� ������������� �����*���� ���+��������������������������� *�� ������ ������ ��������� ��� �� ��� ��������������������������������������� ���������*����������������������29,*� �=� ������� �����8�2����6�"��������*� ��������������������+� ����+�������������������E� ���������� �� ����������� �� �� ������� �� �������� ����� ���������� ��������������E��+���������������������
��� ���������� �� ������ <9,*� �=
�������������A�����������������������������������+����8J���C8J����� +������������������������������������������������������ ��� ����������������3������������������������������� �� � �����������*���� �������������������������������++������ ������� ��C8J����� ������ �*���� ��� ������� �� 7;J�� ���������� �� ���������������� ��� �������� ������ ������� ������� ������������� ����������*� ���������� ������ �� ������+������������������E� �� ��� ��������� ������� �������� �� �������������� � � ����� �*���� ���������������������������7;J���������������*���� �����C8J������������� �� ������������� ������ �� ������������ ��� �������� ��� �������� ������� ����������������� ������ ��� ������ ���������� ���������� ����� ���������*������� ���� �������� �������� ���� ��� ���� ���������� ����� �����������������
��! �������" �� ������ <9,*� ���=
������ ����9�� <9,*� �=����� ���� ��������������������$/��2��� �����$��������/������������6�� ��� ����� ����������� �� ���������� ������ �������������������������������������������������*������������������������������������ ������������������������������2����#">$��"�.&�#"<�&'6����� ��������������� ���������,��K���������������� ������������� ��������������� �� ����������� ������� ���� ����� ������
������ ���9�� <9,*� �=���� �������������������,����������K������������������������ ������ ������������� ��� �������� 2����#">$��"�.&#"<�&'6������� �����������������������,����
�� ��������� �������� <9,*� !=
&����������� ����������������������������������������*������� ��� �� ���� ��������� �� ��� ����� �� ����������� ������� ����������� ������ ������� ��� ������ �� �������� ����� �� �� ����������� ������������� ������� �������������������������������"�������������������������� �������������������������������������������������������������������������������������������������
����������. 8'.$)% -.*(+%3,(/. /(/ 4,./. .;;.))'%)%:-,2%/. $5(&.-)% '/% &(-3,(/. 0, +%2% /(//.5.$$%-,% %++% +%4(-%3,(/.: 56. &'(" 5-.%-. '/-,$56,( -.$,0'( 0, 5(/)%))( 5(/ .$$%: (+)-. %&-.*,'0,5%-. +% 8'%+,)%" 0.+ )%*+,(�
��� ��������� ��������� <9,*� �=
���������������� � ����������������������������� ������������ ���������� � ���������� ������� ������ ������� ���������������������+���$ �������� ������� ����� ������ �� �������� ��������� ���� ��� ������ ������� ��������������� ����������� �� �����������������������+������������������������������������������������������� ��������� �������� ��������������������������98� ���� ��������������
� ��� �����
!�� �9��������� ���� ���� <9,*� ��=
����� ���� ������������������� ��������� ���������������������������� �������������������������������������� ������� ���*������� ������ �� ���� � ����� ���������� ��������������������������������� +,)-, ������ ������������� ��� 98L�� ��� ����� ��� �������*� �� ���� ���� �������������������*�����������������������������������������������������98��������"������������������������������������ ���������������������� ��+������������������� ����������������������������� ��������������������������������������������������������� �������� �����������������������������������������������������2����#">$��"�.$<�&�'�&� �������6�
���������#-,2% 0, %3,(/%-. +% 2%556,/% 5(/)-(++%-. $.2&-.56. ,+ *.))( 0.++% +'@-,;,5%3,(/. $,% -,4(+)( 4.-$( +%+%2% . 56. ,+ $'( -'@,/.))( /(/ $,% .55.$$,4%2./).%&.-)(�
"<&� 'M"�&/
�"/#?'� /��$?
�=$�?' $�
$//' G�#N$��
1'>&� /'��"�
/=$�� .?'1�/
#'#"� �"�#�<"
&� �#$ /
������ ���� �������� ��#� ����
5
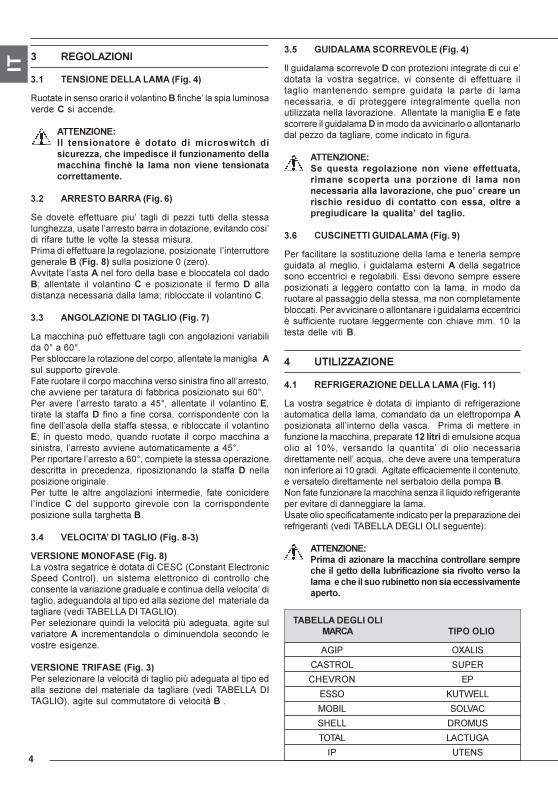
IT!�� 9�����������
���������#-,2% 0, ,/,3,%-. (*/, (&.-%3,(/. 0, )%*+,(:%55.-)%).4, 2.0,%/). '/ 5(/)-(++( % 4,$)% 56.)')). +. &-().3,(/, $,%/( ,/).*-. .0 ,/ &($,3,(/.%0.*'%)%�
������ ����9�� <9,*� �=�����������*����������������������� ������� �����9�� ���� �������� �*������������ � ��������� �� ����������� ����������������������
������ ���9�� <9,*� �=������������ ���������*���������������������/������������������������������������������,��� �������
����������� ���������������������������������������������� ���������������������������������������������������������� �������������������������������������������������������� �����*�����������
����������./.). +% 2%/( $,/,$)-% $.2&-. +(/)%/% 0%++%3(/% 0, )%*+,( . /(/ 5.-5%). ,/ %+5'/ 2(0( 0,-%**,'/*.-+% 0'-%/). +. (&.-%3,(/, 0, )%*+,(�
�������������*������������������ ��������� ��������������<9,*� !=�����++� ���������������������������������������� ��������� ����������� ��� ����� ���� �� ������ ��� ��������&�������������������������� ������������ ��� ������������������������������3��������������������������������� ������ ����������������������� ����� ����������� �������<9,*� !=���������������+����������������������������������������������� �������������/������������� ��������� ��������������������� ������� ������������� �������������������*������������� ���������������� ������������ ���� ������ �*������������������������������������������������������������� ������������������������� ���� ��������������������������������&����� ����� ������ ���������� �������<9,*� =������������������ �����������������������������������������������������
!�� �������� ���� ����
������������������������� ���������������+����������������������� ��� �� ���� �������� �������� ���� ������ ���������+�������������������������'������������*���������������������������������� +������ ����������������.��58�(�:8������� ��������� ��������������� ����������������������������������������������� ���� ������ ���������������������� �� ������ ������ ��������������������������������������������� ����������2������+������������6����� ����������� ��������������������� �� ��� ������ 2� �� �786� �����.�� :8����� ����� ����������������������;�����E���������������������� �� �����������*�� ����������������������������������@����������������+���� ���������������������������������*����������� ��������������������������� �������������������������������������
!�! ����������� ���� ����
-�������������������� ����������������� ���� ���������������������������� �����������������������������������������0 �� �������������*�����������������������<9,*� �=<9,*��=� �� ������� �����8E
0 �������������������� <9,*� != �� �� ����������������������� ���������� �������� � �����E
0 ����� �������� � ���������� <9,*� !=� ���� �� ���� ��� ���������������������� <9,*� !=E
0 ���������������������������������������������������<9,*� ��=��� ������������������ ����� <9,*� ��=E
�% -,2(3,(/. 0.+ 5%-).- 0, $,5'-.33% ;% ,/).-4./,-. ,+2,5-($B,)56 0, $,5'-.33%: 56. %')(2%),5%2./).0,$%)),4% ,+ 2()(-.�0 � ������������������������������������E0 � ���������������������������������������� �������E0 �������������� ��������������������������������� ���������������������� ����� � ���� ����������� �������<9,*� ��=� ���������*������������������ ���������������������������/���� *����� �� ������������������������������������������������������� ���� �����0 ������������������������������"���� ������������������ �� ��� ������� <9,*� !=� ����������� ������������������ ���������������������������� �������������
!� ��� ���� ����� <9,*� ��=
������ �������� ������������������� �������������������������������������*������������������� ��������������+�����������������������������������+�������������������������������� ��0 � �����������������������������E0 ��������������������� ���������������������� +������������� ����E
0 ������������ ������ ������������������������������������������������������������ �E
0 +������������������� ������������� ������E0 �������� ��� ����� �� �� �� �� ������� +���������������������������������������� ���
/������������������K������������ �� ��+�������� �������� +���������� ���� ���������+�������������� ����������� �������/������������������+����+����������� +�������������� ������������ �� ����������������������� ���� ������������������������������������������� �������������
!�� #������������ �� #��� �� �����<9,*� ��=
&������������������������ ��������������������������� ����� ����������� �������������������
����������(/ )./.). 2%, , &.33, 0% )%*+,%-. ,/ 2%/(�
-��������������������������������������� ������������������������������������ ������ ������
6
IT
/����� �� ��������������������� ��� ���������� ������������������� ��� ����������������������� ������������ ����������� ��������*�������������������� �� ������ �������������������������
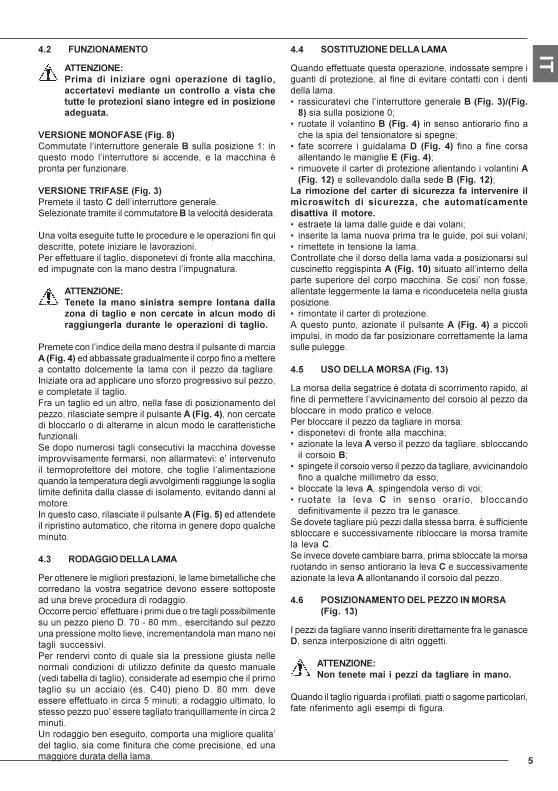
!�� ��#�����" �� ������
�����+������� ��������������� �����������������*���������� B8�� 7;� �� C8� ����� �����+�� ������ ������� �������� ���������� ����������� �������������� ����������� ������������������������������������� ������������ ��
!��� ������ �� ������
� ��������
�� ����� ���� ����
����� ���� ���������������������� �����+������������@978� H� 9B� H� 8�B� ���� ���������� ����+��� C98� ����� ������������������������������������������ +��������� ������������������� ����������������2����#�+������������6����� ���������������������� �� �������������������������� �� �������� �� ������� �� ����� ���� � ���+��������������������������7C�������97�����������������1"#$?&"�$� ������� 17@�2����������������O�������=//6/�&����'� ������������������������������������������������������ ���@978"�#$%%"�� ������������������������������������������������������������ ���9B/�$//'?$�� ������������������������������������������������������ ���8�B.$ #"#�?"� �������������������������������������������� ��������C98�������������������������������������������������������������� ��������7C�(�97
� ���������
��� �������� �� ���������� ���������
��������������������������������������������������+������������� ���������� ������������ ������������ ������������������������������������ �����
���������#-,2% 0, .;;.))'%-. 8'%+$,%$, (&.-%3,(/. 0,2%/')./3,(/.: 0,$,/$.-,). +% $&,/% .+.))-,5% 0.++%2%556,/% 0%++% &-.$% 0, 5(--./).�
����������'-%/). +. (&.-%3,(/, 0, 2%/')./3,(/.: ,/0($$%).$.2&-.: &.- 8'%/)( &($$,@,+.: , 2.33, &.-$(/%+,0, &-().3,(/. <(556,%+, %/),/;(-)'/,$),5, . *'%/),0, 0,2./$,(/, %0%)).=�
�� ���� ��������0 ?������������������ ����������������������������� ����������� ������������������������������������� ������������$*���� �������*� ����������������������� ��������
���������" %$$(+')%2./). 4,.)%)( +"'$( 0, %-,% 5(2&-.$$%CCC
0 ������������������������ �������������������� ��+������������������������������������������� ������������������������+��� ��+������� �� �����������
B8J
7;J
C8J
958
958�H�958
9B8�H�948
998
998�H�998
9;8�H�998
5;
5;�H�5;
988�H�5;
�/*(+%3,(/. �%&%5,)D 0, )%*+,(<22=
�.3,(/.
"���������� �����"�������������'�����(>�����
"�������H
#�+��������
�������
�%).-,%+.�
<22=�.3,(/. ��E
1�1�13��#3
�13��#3
P�;8Q�;8
P�;8Q�;8
P�;8Q�;8
P�4Q�4P48Q48
P�4Q�4P48Q48
C987C
C987C
C987C
97C987C
97C987C
;8 C878 48
C8 C8C8 C8
48 4848 48
C8 C8;8 C878 48
C8 C8;8 C878 48
7 @4 9
C @C @
9 99 9
C @7 @4 9
C @7 @4 9
ss
s
s
7
IT#������� ����������0 ��+���������� ������������������ ���������������� �������������������������������������� ��
0 ?�������� � ������� ������ ��������� �������� ������������������������������
0 ���������������������������������������������0 ����������*������,�������������������������������������������������������������������� �������������
0 /������������������ ����������������������������������������������� +�����������������������������,��$*+������������ ����� ���� ������������ ��� �������������������������������������� ����
��� ����������� �� ��>�����9�������
�*���� ������������������� � ����������;88�����0 #��������������������������������� � ���������� ������������ �������������
0 ���������� ��+�����������������������������������<9,*���=�� ������������������� ��������� ������� ��� ������ ����������
0 ����������������������� ��������� �����������������7�9������ ���������� ��+������������������������������ �������������*��+�����
0 ���� ��� ���������� ����*���� ���� � �� ���� ���� �����C�7�
��� ���������
��� �� �� �� ���������� �� ��������� ������� �������� ������� � ���� ������������� ��� ��������������� ����� ����*� �������������������������������������������������������������� ����� �� ������ �����*��������������� ������������������������������������������ ������������������������ �� �� ��������� �� �� ������ �� �������� ��� ���� ��������� ���������� ������ ��� ��� ������� �� ����������������������������������������� ������������������� ����������������� ���������� ���������������*���� ����������������� ������-������ ����������� �*� ������ �� �� ����������� �������� �������������������������������� ������������������������������������������������� ����������������$������*�����������������������+����� ���������� ������������� ��� ������� �� " ������ �� �������� �������������� �� ��� ������� ����������� ��� �� ������ ��������������������������������������+�
��! ���������� ��������: �����������:��������
-������ ����������� ����������������� �������� ����� �� ����������������������� ������������ � �� ����,� ���� ��������� ��� ��� ������� ���������� �� ���������� ��� ��������������� ��� ���� �� � �������� �� ����������*���������� ��������������*��+�����"����� �*�+�������� ��� ������ ������� ��� ��������� ������� ������������� �� �������������������������������������� �������������������������*���� ���� ������������ � �� ��� ����������� ���� ����� ����� ��� ������*���+���������������� �������������������������������������� ����������������� ��������������������������������� ������������������������������������ ����������������� ��������������� �� �?������������������' /'?%&'�.$<�&�'�&��/"#&��&�*�&�& '�
2002/96/EC

8
IT
1������������������� ���������� �
3� +������������������+������
1�������� ��������*��������������
R����������������������������������������
/��� ����������������������
/������������������������� ���������� ������ ������ ������
<�� ��������������
��������������� ������� 2������4�46������� �����
��� ���� �� ������ ���� ��� 2 ���+����������6�
.���������������������������������������������������������������
������,� �� ������ ���� ��������� ������������������������������
?���������� ���� ��������� ���������������������� ����������
$�������� ������������������������ ��
��� ������� ��� ������ ������� ������ ���������� ������� ����� �� ����������������� ��������������
$��� ������ ������ ������
?���������� ���� ��������� ��������������������
�+ 2()(-. /(/ ;'/3,(/%�
�/).-4./)(0.+ ).-2(&-().))(-.�
�2&-.5,$,(/. 0.++"%/*(+(0, )%*+,( % ��F��� �! F�
�2&-.5,$,(/. /.++($8'%0-( 0.+ )%*+,(�
�% ;,/,)'-% 0.+ )%*+,(-,$'+)% *-.33% ( (/0'+%)%�
�% +%2% )./0. %0 '$5,-.0%++. *',0.�
3���� ������������ ��� �������� ��� ��� ����� ����������E����� ���������� �������� ����������� ���
������������ �*������,� ��� �� +�� �� � ������� ����� ����
������������������ ���������� ��������*�������������
"��������� �� �������� ��� ���� ���� ���������������2����������6���� ����������� �������������
���������������������� ������������������������ �����+�������� ������
$ ����������������������� ������ ���� ���������
3���� ������������ ��� �������� ��� ��� ����� ����������E����������������������������������� ���
$���������� ������������������������������� � ��������� ��������������
.������������ ������������
������������������������������2���������������������������,��������6���������+�������������2������7�:6�
��������������������������������������2�����4�;��4�C6�
���������������� ��������������� �������������������������� ��2������7�C6�
������������������������������2���������������������������,��������6���������+�������������2������7�:6�
.������������ ������������
����������������������������������������������2������4�C6�
���� �� ������� ������ ���������������
� ������� �� ��� ���������������
9
EN
��� ��9�G #���������
#��� ����S� ����� ��+�� � ���� ������� � ��� ���� ��� ��������������������������T���� � ��T��������3������������ ��������������� ������T �9 �& #?'.��#&' �#'��/$ �������������������������������������� B
@ & /#"��"#&' ������������������������������������������������������ 98
4 ".U�/#1$ # ������������������������������������������������������� 9@
7 �/$ ����������������������������������������������������������������������� 9@
; "��$//'?&$/ ����������������������������������������������������� 97
C 1"& #$ " �$ ����������������������������������������������������� 97
5 #?'�>�$/=''#& < ������������������������������������������� 9C
����
� ������������������
>������ �������T��V�T���S���� �T�������������������S������� �� ������� �������� �������S��������������T������������������ �� � �����T������� ����������+��� ���G������ ������������ �����������&�� ���������������������������������� ������+��� ����������������������������������������������S������������������ ����S�������� �� �� ���� ������� ���S� ���� �H��� ���S� ���� ���� � � ������� +���T�� � � ������������ �� �� ��������� #��������� ��������������S�T�S�+�����������T������������������ ��������� ���+�������� � �
��� ����������� �G�����
����� ������ ������ ���� T����� � W"##$ #&' � (�"�#&' W���������� ���������&��������������T������ ��X ������������������� ����� ����S���������� ����������������������+S� S�+�� ��������� ������������������������������H�������T����+����������������S�� V��#�� �� S�+�� �������� ��������������������������� ����������+S���������T���T��� �
H������� �������� (+������� ��������������� � ���� ��Y��� �
�������� +������� ��������������� �� ������Y��� ��������� �������� �
���� ���� ���� � ��������� +S� �� � S�+�� � �������������������������������V����������� ��� ���
��� ��9�G ��� ����
#����������T� � �� ����� ���� +���� ��������� ��� ����������S�.������ � �� ����������� � ����� � ����!�����1��������� ���� ��������� ������� � �������� ��� �� � �S������������������+������������T���T�����������T������S�������������T����+�������������������� �#�������� ����$�����������������������S�����������T�������$�+��������������������� ������S������ ���������������������������� �������������+�����������������������������S�T��� ���� ���� ��� ����S�.������ �
( N������ ����������������� �( N���� ����S��� V ���� ������ �
( .������� ������������ ����� ������T������ ����� ����������.������ ��� ���������� ����
��! �������� ��� ��� ������������
#� ���������� �+������ ����������������������������������� ��) 5%/ 5')�0 �'11' �/#$$�/�23$�45���60 /�$�&"��/#$$�/�2��78��9: ��1�;���60 "��1& &�1�" .�&#/�"��'Z/0 >?"//0 >?' %$0 /#$$��#�>& <�23$�4;��3$�;@���60 �?'3&�$.� /$�#&' /� & � /=$$#� 1$#"��" .
"��1& &�1
�) ,$ /() $',)%@+. ;(- 5')),/*�0 N''.�" .�/&1&�"?�1"#$?&"�/0 >' $�" .�/&1&�"?�1"#$?&"�/
��� ���� ���� �������� ����� � ���� ������� ������� �� ��� ���� ����� �����������S���������� ������ ����������������������������+����������� � �������2/���� ������������ 6�
�� �������� ��9�G #�������
0 .������� �� ����������� �����S����������� ���� �� ������ ���������������+������� ������ � �
0 .������� ������������������T������������T������������������������������ ��������������+���2�����H��� ������ ����� ���������� �����������6�
0 .�� ���� ������ ����������� ������ ���S� �� �H�� ������������ ������������� �������T�����������+����������������S��������������������������������������������� ���� �� �� ���������������� ���
0 "���� ���������������������+S������������������V��������+����������������������� ���T����S������������������ ����������V�������������� T���� ����� ���8�2����6�
0 N���� ���+��������� ��T������T��� ����� ���������� ����� �� ����� ������ �����+������� �T������������������������������������� �
0 "�T�S � � �� ��� ����� ���������� ����� �� ��������������� �� � ������������+S� ����S� ������� �� ����� ������������ ������������� ����������� ������������ ������ ��S�
0 � ���������� ����������������� ����������S���T�����������������+� �������������������S���� �T����������
0 .������� ��������T��� ����S���+������� ������������������������������������������������ ���������� ������������H�� ���������������������� �
0 "�S���T�����+����H��� �� ��� ��+���S�������������+������S�T��� ����S� ������� �
0 "���� � ��� ���� ������� �� S���� � S���(��S ����������������������� ������ ���������������������� ��������������� ������ �
10
EN
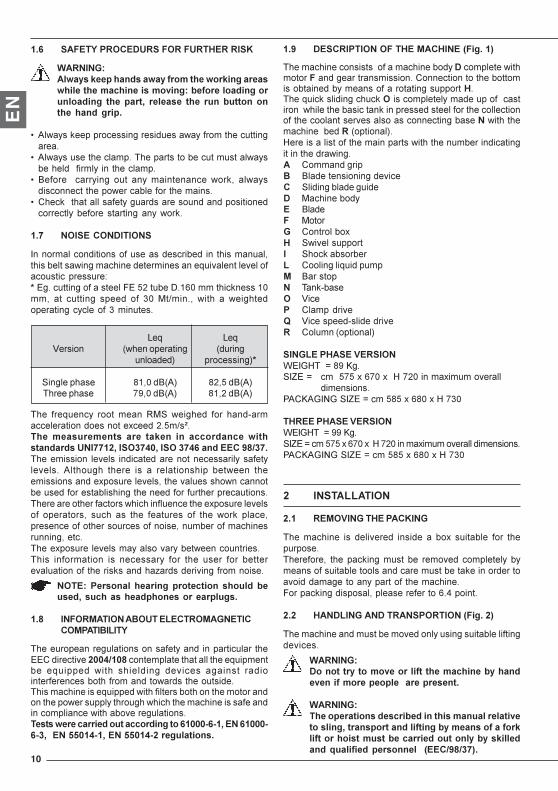
��� �����#���� �9 �� ������ <9,*� �=
#������������� � ��������������+��S������������T��������9�������������� � ���������������������+����� ��+������+S����� �������������� ���������#������V� ���������V��� ����������S��������������� ������T��������+� �����V������ ��� ������������������������������������� ���� ��� ��� �����������+� ����T��������������+���� 2�������6�=���� ���� ����������������� �T����������+���������������������T���� ������������ >�������� ����������� /�����+���������� 1������+��S >����9 1����� ��������+�H� /T���� ������� /���V��+ ��+��� ����������������� >��� ���� #��V(+� �� ���# ����������> ���� ����( ��������� ������ 2�������6
����� #��� ������N$&<=#��F�:B�G��/&%$�F ����;5;�H�C58�H��=�5@8�����H�����������
���� �� ��"�G"<& <�/&%$�F����;:;�H�C:8�H�=�548
��� #��� ������N$&<=#��F�BB�G��/&%$�F����;5;�H�C58�H��=�5@8�����H���������������� �� ��"�G"<& <�/&%$�F����;:;�H�C:8�H�=�548
� ����� �����
��� ������� �� #��I���
#���������� � ��������� � ��� �� +�H� ���+��� ���� �������� ��#���������� ���� ���V����� �� +�� �������� ���������S� +S���� ���� ���+������� ������������ ��+����V�����������������������������S��������������������3������V���� �� �������� �����������C�7������
��� �������� ��� �����#������ <9,*� �=
#���������������� ��+�����������S�� ��� ���+������������� �
H��������( /() )-J )( 2(4. (- +,;) )6. 2%56,/. @J 6%/0.4./ ,; 2(-. &.(&+. %-. &-.$./)�
H��������6. (&.-%),(/$ 0.$5-,@.0 ,/ )6,$ 2%/'%+ -.+%),4.)( $+,/*: )-%/$&(-) %/0 +,;),/* @J 2.%/$ (; % ;(-K+,;) (- 6(,$) 2'$) @. 5%--,.0 (') (/+J @J $K,++.0%/0 8'%+,;,.0 &.-$(//.+ <�����=�
��� ��9�G #������� 9�� 9����� ���I
H��������+B%J$ K..& 6%/0$ %B%J ;-(2 )6. B(-K,/* %-.%$B6,+. )6. 2%56,/. ,$ 2(4,/*� @.;(-. +(%0,/* (-'/+(%0,/* )6. &%-): -.+.%$. )6. -'/ @'))(/ (/)6. 6%/0 *-,&�
0 "�T�S �V��������� ����� ��� ��T�S���������������������
0 "�T�S �� �������������#������� ����+�������� ����T�S +������������S�������������
0 >������ � ����S��� ���� ��S������������ T��V�� ��T�S � ��������������T�����+�������������� �
0 ����V����������� ����S������ ����� ����������� �������������S� +������ ������� ��S�T��V�
��� ���� ����������
&���������������� ����� ��� ��� ��+��� �� �� ���������� �+���� �T������������������ �������������������������� ������ ����1�$��������������� �����3$�;@���+��.�9C8�������V�� �98���� ��� ������� ����� ��� 48�1������ T��� �� T����������������S�������4������ �
��� ������ �� 2T������������ 2�����
��������6 ����� ��61
/�������� � :9�8��>2"6 :@�;��>2"6#�������� � 5B�8��>2"6 :9�@��>2"6
#��� ��������S� ����������?1/�T������ ���� ����(������������������ ������H�����@�;� D��6. 2.%$'-.2./)$ %-. )%K./ ,/ %55(-0%/5. B,)6$)%/0%-0$ �������: �����!�: ��� ��!� %/0 � �����#����� ��� ����� � �������������������� ���S� ����S����� �� "�������� ������ � �� ������� ��� +��T���� ����� �� ������H�� ��������� ����������� � ��T��������+��� �������� ��+� ���������������������������������� �#��������������������� �T������������������H�� ��������� ��� �������� �� ���� � � ���� ������� � ��� ���� T��V� ��������� �������������� ����� ������ ������+������������ ������������#����H�� ��������� ���S��� �����S�+��T����������� �#� � ���������� � ���� ��S� ���� ���� � ��� ���� +����������������������� V ����������� ��������������� ��
���� #.-$(/%+ 6.%-,/* &-().5),(/ $6('+0 @.'$.0: $'56 %$ 6.%0&6(/.$ (- .%-&+'*$�
��� ��9�������� ����� ���������������#��������G
#��������������������� ���� ����S����������������� ���$$�������������!��� ���������������������������������+�� �������� T��� ������� ����� � ���� �� ��������������� �+���������������T��� �������� ���#� �������� ���������T�������� �+�����������������������������T��� ����S���������T��������������� � �������������������T����+������������� ��.$)$ B.-. 5%--,.0 (') %55(-0,/* )( ���������: � ���������: � ��!��: � ��!�� -.*'+%),(/$�
11
EN
#������������������T������ � ����� ����������V����� ������V�����+S�� �����������T�����V ����������� ������������������+������+����1�����������������������S���������� �������������� T������������+����������������������V���������#�� ������� ����������� ����� ���� ������ ������ ���V��������������� ��������H��� ���T �+���V��������� ����������������+������ ���������������� ������� �#�� ���� ����� ���� ������� ������ ������� �� ����� ��������� ��������T����� ��������� ������ ����+���� ���+S�� ������������������������S�+��� ���������
#������������������ ��+��������� ������� �������������������S������������������������ � ���+��������� ������ ��
H��������( /() +,;) )6. 2%56,/. @J )6. @(0J � <9,*� �=�
H��������.;(-. +,;),/* )6. 2%56,/.: 56.5K )6%) )6. @(0J,$ +(B.-.0 %/0 $.5'-.0 )( )6. -.$) (; )6. $)-'5)'-.@J 2.%/$ (; -(&.$ (- ()6.- 5+%2,/* 2.%/$ %$$6(B/ ,/ 9,*� �
��� �������� ���������� <9,*� �=
����V������������� ����T��������������� ����������� ���������������������T����������� ����S���������� ����������������T�������� �������������������������������������������T��� ����S����� �������������� ������� � ��+��� ��� ������������ ����V��� ����� ���S����T�������������������������� ���������������������������������V���
2���G 9�� ����#��� �������� ����V� ���� �����������������S��������������������������+�����T������ ��������,/ )6. 0,-.5),(/ $6(B/ @J )6. %--(B ��� �����������������+��S��&���� � ����������� ����������T����������������+�� �������������1�������������������������� � ������������������ ����������������S� ��������+S�������������� ��������H��� ���T �?����+��� ����� ������ ������ +�� �� ����������������������������� �������� ��������� ������� � ��������������������������� ������� ���������� ������������� �#� ����������������� ������+�� ���������������������������������������� ��������������� �������������������
#��������� ��� S���� �T���������� � ��������T��� ����������������������+���V���T������������ �������T�� ����S�T������������������������������ �� � ���������N���� ���� ��T��� ����S� � ������������ T��� ���� �������� ���
����� #��� ������ <9,*� !=&���� �������T��������������� ��T����S���T���������T�����+���� ������������ ��������������������S��� ������������������������� ������������� ��� ����������T�������� ���������� T���� ������� � ����������� ����� ��( �����������������S��#�� ����� ��������������� � ���� ������� �+������������������������T���
��� #��� ������ <9,*� ��!=&���� �������������������� ������ S �����S�������T��� ��������������������+���� ������T������������������������ ������� �� &�� ������ ���� �������� ������ � ��������T��� ��� �����������T����������� ������������������� �����������������S�#�� �� ����� ������������ ��� � ���� +������� <9,*� !=� ���������� ��+������� 23���76����������������
H��������.4.- 56%/*. )6. (4.-+(%0 5')(') $.)),/* )(%4(,0 (4.-+(%0$ B6,56 5('+0 0%2%*. )6. 2()(-5,-5',)$ %/0 ()6.- 2.56%/,5%+ [email protected]$�
Z���� �T���������� ���������T���������������������+������ �������� �� ������������ ������T���� ������� ���������� ������+ ��+��� ����������������� ����� ���� ������� �H��� ��� +S� ������H���� ��� ��+��� ������ ���+ �������� &�� ���� ������ ������ � T���� ����������� ���������� �����S���� ���������������� �����#� ����+�� ��� ����������������������������������������+������ �T���� ������T�S ��+��������������������� ������
��! #�������H��I ������� <9,*� =
�� ���������������+S���������� ��� ��+���������������@�@��������� ��������S�������+�������� ������T�S��������������������������T��������������������V������������������������� �#�V������������������������������ ����������������������� �����+�������T�������+�� �S�������� ����������+��+��T����B8�����B;���������� ���������������� <$.. 9,*��=� �T�� ���� ���� �����T���� ���� � ���� +��S� ��T����� � ���������������T����������T����������� �������������T����� ���� ��
���������.%0 %))./),4.+J )6. )B( +%@.+$ (/ )6. 6%/0*-,&@.;(-. $)%-),/* %/J (&.-%),(/�
���������%K. $'-. )6%) )6. 2%56,/. ,$ &+%5.0 ,/ %B(-K,/* %-.% B,)6 $',)%@+. ./4,-(/2./)%+5(/0,),(/$ %/0 +,*6),/*� �6. *./.-%+ 5(/0,),(/$(; )6. B(-K,/* ./4,-(/2./) %-. (; ;'/0%2./)%+,2&(-)%/5. ;(- %55,0./) &-.4./),(/�
�T� ���� ���� ������� +��S� ���� ��� ���� �S����� ��� ��� � ��� ��� ��� ������ ���� � ���� ������ ���������� ���������� ���� ��� ��� ������ ���� ���� �������� ������� ��� ��� ���������� �������������������������

12
EN
� ���������
��� ������ �9 �� ���� <9,*� !=
#���� ���� ����T����� ����VT ���� ���� ���� ������ ����������� ������
H��������6. )./$,(/,/* 0.4,5. ,$ .8',&&.0 B,)6 % $%;.)J2,5-($B,)56 B6,56 &-.4./)$ )6. 2%56,/. ;-(2(&.-%),/* ),++ )6. @+%0. ,$ )./$,(/.0 5(--.5)+J�
��� ��� ���# <9,*� �=
� ������+��� ���� ���������S�������������� ���������� �������� �������� �����������&�� �� � T�S� S��� ��� ���� ����� ��� � ������� ���� ������ �����������������>��������Y� ������+��� �����+�� ������������ T������<9,*��=� ���8��� ����/���T������������������������������������� ������T���������/���V�����������T��������������������� ��������� ������������ ���������������+������#����������T������������
��� ������� ���� <9,*� �=
#������������������������ ��������������8J����C8J�#�������V�����+��S��������������� ����������������������������� �������?�����������������+��S����������������������� ����T���� ��� ���C8J�+S� �����������������#����������� ���� ������7;J����� �����������T����������������+���V����� ���� ����������� ���V������� ������� ��� �������������� ������������+���V���������(���V���������T������ �T��T���������������+��S� �������������������������� ��� ������������S� ����7;J�#���� ��������� �������C8J����������� ��+������ ��+��������(�� ��������+���V��������� ���������� ����3���������������������� ���������������V����������������� �������������������� ��������� �������������������
��! ������� �#� <9,*� ���=
����� #��� ������ <9,*� �=Z���� �T���������� � ��������T����$/�� 2��� ����$��������� /����� �������6�� T���� ����T � �������� ����������� ����������������������� �����������������������S����������� ���������������������+������2 ������������+��6�#�� ������������ �� ���+��� ������� ������ ������������V��+����������� ����������� ������ ������ �S����������
����#��� ������ <9,*� �=� ������ ������������������ ������������ �� ���+��������� ����������������������S������� ������������������������+������2 �����##& <�#">�$6�
�� ������� ���� ���� <9,*� �=
#��� �����+������������T�������������������������������S���� �T���������� �� ����������������������T����������������� ��S�������������+�������������S������������������������ ��������������������� ��/���V�������V��+ ���� ��������+����������� ��� �������������� ���������������������������������+�������� � ��T��������������
H��������; )6,$ %0L'$)2./) ,$ /() 0(/.: )6. &%-) (; )6.@+%0. /() '$.0 ,/ )6. 5')),/* &-(5.$$ B,++ @..M&($.0 %/0 )6,$ B,++ 5-.%). %/ .M)-% -,$K (;5(/)%5): @.$,0.$ %+).-,/* )6. 8'%+,)J (; )6. 5')�
��� ������� ���� ���� <9,*� �=
#���+��������� ������������� ���������� �T������������� ��������� ���� ��Y� ��+��� �� � � ��� �����S� +�����������������������V������������� �� �+� ��#��S��� �� ��T�S � ������ ���� +����� �����S�� �� ����� ���S�������T��������+������� � ��+����� ������+�����������S���V���&�������������������������������������������+��������� ������S� ����� ���� ����� ��� ���� ���T ��� � ��� �� 98����T������V�S�
� ��
!�� ���� ������� <9,*� ��=
Z���� �T���������� ����������T���������������+����������� S ���������������+S������������������ ������ ����������V�>������������������������������������� +,)-.$ ������98L��(T����� ���� ���+S��������������S� ���� � ���� ��S�����������T������T�����������������������T��������98������� �"�����������H��������������S��������������������������V��.�������������������������T�����������������������������������+������ �� ���� ��� ������� ���� ���� ����������� ��� ���� ������� 2 ���'&��#">�$6
���������+B%J$ 56.5K )6%) )6. +'@-,5%),(/ L.) ,$ %,2.0)(B%-0$ )6. @+%0. %/0 )6%) ,)$ 5(5K ,$ /() (&./.0)(( 2'56 @.;(-. J(' &') )6. 2%56,/. ,/(&.-%),(/�
"<&� 'M"�&/
�"/#?'� /��$?
�=$�?' $�
$//' G�#N$��
1'>&� /'��"�
/=$�� .?'1�/
#'#"� �"�#�<"
&� �#$ /
�� ����
����� �� ����
13
EN
!�� H��I���
H��������.;(-. %/J 5')),/* (&.-%),(/: 56.5K )6%) %++ $%;.)J*'%-0$ %-. $('/0 %/0 5(--.5)+J &($,),(/.0�
������#��� ������ <9,*� �=/T������������ T������������ ������ �������������� �� ��������������� �����S�
����#��� ������ <9,*� �=��� �+���������������� T������/������������ ���� �����+S����� �������� ��������������������'����S����������������������������������� ������������� �� ��+��� �� �����S�����S� ����� ����T��V�������� � �#����������������������������������������������������������������������T���S��������������
H�������I..& J('- +.;) 6%/0 %B%J ;-(2 )6. 5')),/* %-.%%/0 (/ /( %55('/) )-J )( -.%56 ,) B6./ 5')),/*,$ ,/ &-(5.$$�
� ��� ���� ���H� ������ ��� S���� ����� ������ ��� � ���� ���+������� <9,*� != ������������S� ��T��� �����������+��S����������� ������S��������������T���������������+������ �T� +���� ��� ����S� �������� ��� ���� ��� ���� ����� ������������ ��������"�T�S � ����� �� +�������� <9,*�!=� +��T���� ���� ����������������������������T����S��������� �������������������������S����+���V������������� �������������������� �� ����S� T�S�&������������� ������S� ��� �������������� ���� ��������� ���������+����������#��������������������������������������� �+�������������+���V��� ������T��� ����S�T���� ���� ��������������� ������ ������� ��������� ����������������+S������� ��������� ���������������������������������&�� �� � �� ��� ����� �� ���� +�������� <9,*� !=� ����T��� ������������ �� ��� T���� � ����S� ��V� � ������ ������ �� ��T����� �
!�� ������� �� �� ����
#���+��������+� �������������������+(������+���� ���������S���� �T������������ ��+�������������� �����������3����� ���� ��������� ���T�������������� � ������+������T������� +�������� ���������.�58(:8������ ��������S ����� ��� ���� � ��� ���� +������ ���� ��������S� ����� ����� ������ �+ ���������� �#����������������������� ����������������������������� ������� +S� �� �������� 2 ��� ������� ��+��6�� ��� ���� ����H����������������� ��������� ���� �����2�����786�.�:8��� ������+����������+����;������ �"����� ������(��� ���� ���� �������S� �� �S� � +�� ���� ��+����@������ ��&������������(������� � ��������������S������� ���������� ��������������T���+�����+�����������S��������+�����T����� ���������
!�! �#������ �� ����
N����S������������� �������������T�S �T������������������ �����������������T��������������������+�����0 ��V�� ����������������� T����� <9,*� �=<9,*� �= ����� ����8E
0 �������������T������ <9,*� !=������������VT ������������� ����������� �������� ���� ����E
0 ��� ��������� ���<9,*� !=��������������� �T+��������� <9,*� !=�� � ����� � ���S����E
0 ��� �������T���� �� <9,*���=����� � ������� ���� ����S������ �+S� ������ �� ����� � � ������ <9,*���=E
�.2(4,/* )6. $%;.)J 5%$,/* %5),4%).$ )6. $%;.)J2,5-($B,)56 B6,56 %')(2%),5%++J 0,$%@+.$ )6. 2()(-�0 ���������T�+������� ��+��T������������ ���������������T���� E
0 �����������+��������������V� ����� ���� +��V� ��� ���� +����� ��� � ��� �� �� � ��� ���+������� ��������������������������������+��S���<9,*���=�� �� ����� ������ ���V�������+����� �����S�����������+��V���������������� ����0 ��� ���� ���������� �� ���"���� ���������������+��������<9,*� !=�T��� ��������� � ������� ����+������� ��� � � ������������S�������������S �
!� ����� �� ��� <9,*� ��=
#�������V���� ���� �T� ���� �������V� ������S��� ���������� ������� �S����������S���������� ��������� ����+����V���#�����V�������������+����������������V�0 ������S��� ���� �� ��������� ����������E0 ����� �� � ���� �������� ��T��� � ���� ����� ��� +�� ���� +S�����V�������������E
0 �� �������� ������������T��������� ������������������+�����E
0 �������������T��� �����������������V��E0 ������������ ����VT �� ��� �����������S����V���������+��T��������Y�T �
&������� ���� � ��� ���� ���� +��� ���� ��� +�� ����� S��� ���S����� ��������V����� ����� ��(���V� ��������V�+S����� �����������&��S��������� � ������ ��������������+���� ����� ���� ������������������VT ����������V���������V���������������������� ��T��� � S��� �� ����� ���� ��������� � �T�S� ����� ��������
!�� ������ #���������� �9 �� #�� ���� ����# <9,*� ��=
#������� ����+������ ������+��������������S�+��T�������Y�T ���T�������������������+Y��� �
H��������.4.- 6(+0 )6. &,.5.$ )( @. 5') ,/ J('- 6%/0�
N������������ ����+������������������ ����� ����������� ��� ������ ���� �� ������ ��� ���� �H����� � ��T�� �� �������� �

14
EN
� ���������
�� ����� �9 ����
Z���� �T���������� � ��������T��� �� +(������ +������� ����� @978H9BH8�B����T��� ����+��� �������� C98��������������������� ����������Y���S������� ��� +���T���� ��������3��� ���������������� �2 ������������+���6�������H����������������������� ���� ����� ������������ ����� �������������� ���� ��������V�� �������������� ��+���� �����(�+��T���7C������������97���������������1"#$?&"�� �������������� 17@�2 ��������� ���� �O� �����=//6$M#$ /&' � ���������������������������������������������������� ���@978=$&<=#� ��������������������������������������������������������������� ���9B#=&�G $//� ������������������������������������������������������ ���8�B#''#=& <� ���������������������������������������������� ��������C98�������������������������������������������������������������� ��������7C�(�97
� ���������
��� ������ ���������
#������������� ����������������������T���������� �+��������������+S��� V�������� ������������ ��+�������� ��������������������������� ���� �
H��������.;(-. %/J 2%,/)./%/5. B(-K: 0,$5(//.5) )6.2%56,/. &+'* ;-(2 )6. 2%,/$�
H��������'-,/* )6. 2%,/)./%/5. B(-K$: %+B%J$ B.%-&-().5),4. *.%-$ <&-().5),4. *(**+.$ %/0 *+(4.$(; %0.8'%). $,3.=�
�9�� ��G ��0 &�������+������������S��������������������������������� �T+��������� ��N����������������� �������+�� ��������H��� ������
H��������6. '$. (; 5(2&-.$$.0 %,- ,$ %@$(+').+J&-(6,@,).0 CCC
0 ����V�������������������������� �����������������������������V�������V�� ������������������������� ���������+����� ��� �� ��������������� �T+��������� �
&�� ���� ���V�� ���� ������������ ������ � ���+�����S� �������������� ������+��������T�������� ������������� ��������������� ������� ������� ������+������� ����+��T�������Y�T �
!�� ������� ��#����G
#��� ��+��� +���T� ����� � ���� ������� ������S� ��� B8�� 7;����C8������� �T������S�+���+���������������������� ���� ����� ��+������� ������������T���������������S�������+Y����+��T��������Y�T ��������������
!�� ������� ����
B8�����
7;�����
C8�����
958
958�H�958
9B8�H�948
998
998�H�998
9;8�H�998
5;
5;�H�5;
988�H�5;
�/*+. �')),/* 5%&%5,)J<22=
�.5),(/
Commonand specialsteel
Aluminiumand alloyBrass-bronze
Stainlesssteel
Iron tubing
Profiles
�%).-,%+�
<22=�.5),(/ ��E
1�1�13��#3
�13��#3
P�;8Q�;8
P�;8Q�;8
P�;8Q�;8
P�4Q�4P48Q48
P�4Q�4P48Q48
C987C
C987C
C987C
97C987C
97C987C
;8 C878 48
C8 C8C8 C8
48 4848 48
C8 C8;8 C878 48
C8 C8;8 C878 48
7 @4 9
C @C @
9 99 9
C @7 @4 9
C @7 @4 9
ss
s
s
15
EN
��G HI0 ��+������ ���� ��� ���� ���� �����+�������������� ��� T���� ������������������� ���T������������V�
0 ?������������� ���������������������������������������������
0 ���������� �T+��������������� �T�����+�� ��0 ����V����������������� ����S������ ����������������������������� ������� ��+������T��V ��������S�
0 &������ �T� ������ ������������������������������������� ����� �� ���������� ����� ����������S�� &�� �� ��� ��� �� ��� �+��� ��� ��� ��� ���� +����� �� ������ ���� ��� V���� �� ��� �S� ��� �����
��� �#������ �9 �� �������
#��� ������������ ���� ����� �� +�� ��������� ����S� ;88���� �0 ?������������������������T��������������� ������������������
0 $���S�������������V�+S�������������� <9,*� ��=����������� � ������� � � ������ ��� ����S�
0 ��������������T����� ����� � ��������������7�9��������� �� � ��� ���� ���V��1�V�� ���� ����� �������� ��� �������S� � �� ������
0 3������� ���� �� �������� ���������������C�7�
��� �9������� �����
&�� �� �� ��� ������ ������ ����������� ���� ������������ ��������� ��+����� ���������������T��������������#����+ ���������� ����������T����������������������������������������������/������������� �������� V�������� ������+������ ��S�����H���������S������������T��V� ���� ���� �� ���������� ���������+���������� ������������� ������ ��� ���� ����T�S �������� ��� ������ ��� ������� ��� ���� � ������� T����� S�������� ��� ������������ �� ��� ������ ��� ������� � ������ ������S����������N���� S��� �������� ���� �����( ��� � ������ ��� ���� ���������T�S ���� �� ���������� ���������� ��������������� � ��������+��������������������$�N������������ ��������� ��������������+��������������X ����������� ��������+����� �T����� ���������������� ��������� ��������� ���+����� �����T�S �+��������������"����( ��� �/������
��! ���#���� �9 �� ������: #��I��� ����������
"�������������������������������������������� �� +�� �������� � ���������������� ����T� ���� �� �������������������������S�T��������/������� ���� �S����� ���� ���������� ���������#��� ���V����� �� +�� � �� ��� ������������������������ ������� ��+S�������������������� ������������������������������� �� �������������#����������������������������� ������������+��� �� ������������������������ �������������������������������T ��� ���� ����� � ������T� �������� � ������ ��+���������� ��� ������� � ����� ���� � ������ ��� ��� ������� �������������� ���V�������� �� ������� ���������������"//'�&"#&' �'3��/$.�'&�/��������S���
2002/96/EC
16
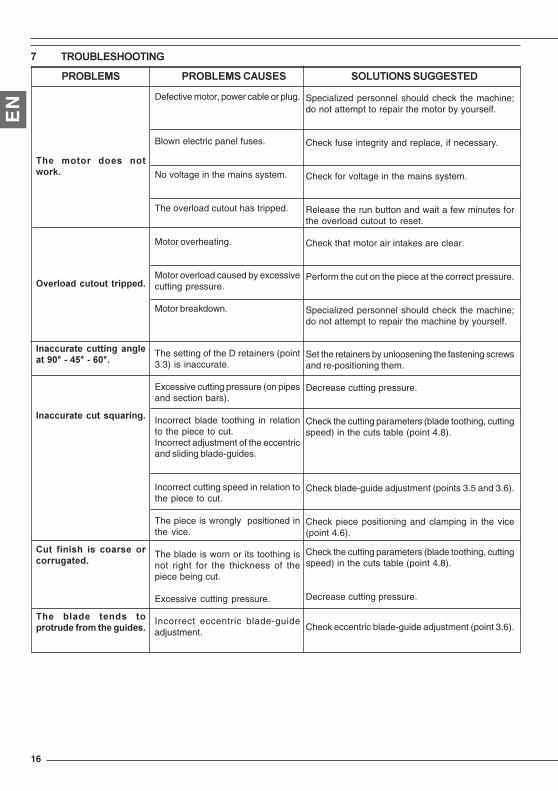
EN Defective motor, power cable or plug.
Blown electric panel fuses.
No voltage in the mains system.
The overload cutout has tripped.
Motor overheating.
Motor overload caused by excessivecutting pressure.
Motor breakdown.
The setting of the D retainers (point3.3) is inaccurate.
Excessive cutting pressure (on pipesand section bars).
Incorrect blade toothing in relationto the piece to cut.Incorrect adjustment of the eccentricand sliding blade-guides.
Incorrect cutting speed in relation tothe piece to cut.
The piece is wrongly positioned inthe vice.
The blade is worn or its toothing isnot right for the thickness of thepiece being cut.
Excessive cutting pressure.
Incorrect eccentric blade-guideadjustment.
�6. 2()(- 0(.$ /()B(-K�
�4.-+(%0 5')(') )-,&&.0�
�/%55'-%). 5')),/* %/*+.%) ��F � ! F � ��F�
�/%55'-%). 5') $8'%-,/*�
�') ;,/,$6 ,$ 5(%-$. (-5(--'*%).0�
�6. @+%0. )./0$ )(&-()-'0. ;-(2 )6. *',0.$�
Specialized personnel should check the machine;do not attempt to repair the motor by yourself.
Check fuse integrity and replace, if necessary.
Check for voltage in the mains system.
Release the run button and wait a few minutes forthe overload cutout to reset.
Check that motor air intakes are clear.
Perform the cut on the piece at the correct pressure.
Specialized personnel should check the machine;do not attempt to repair the machine by yourself.
Set the retainers by unloosening the fastening screwsand re-positioning them.
Decrease cutting pressure.
Check the cutting parameters (blade toothing, cuttingspeed) in the cuts table (point 4.8).
Check blade-guide adjustment (points 3.5 and 3.6).
Check piece positioning and clamping in the vice(point 4.6).
Check the cutting parameters (blade toothing, cuttingspeed) in the cuts table (point 4.8).
Decrease cutting pressure.
Check eccentric blade-guide adjustment (point 3.6).
���� �� ���� �������� �� ��������������
� ����� ��������
17
DE
��� �������������������9I���
.��"++��������������@���� ����� ������������"������������������/������� ������("��V��+����������1� �����
9 $& 3[=?� < ������������������������������������������������������ 95
@ & /#"��&$?$ ������������������������������������������������������ 9:
4 $& /#$��� <$ ������������������������������������������������� @8
7 <$>?"��= ���������������������������������������������������������� @8
; 1"/�=& $ #$&�$ ������������������������������������������������ @@
C N"?#� < ������������������������������������������������������������ @@
5 /#\?� <//��=$�� .�(�>$=$>� < ������������� @7
���� �
� ��� �����
�� ���/�� ���<�+����� ��T� ���� ������V ���������+�����/����� &�����>��� ]��� ��� ��+����� +�����������������/������1� ������ �����$� �������� ����<���������������V�������>�T������/���� � �=���� ����]��������� ����^��������1� ������>��������/���_�������"�+����������� 1� ����� ��� +� ����+����� "�T� ������ ���/������� �� ��������/������/�����1� ����������_����������������+� ����+���������������������"�+������������ ����������������+��]����������� ���T��V����������+��������
��� #�I�������
>���� ��� "�T� ������ W"�=#� <� (� �'?/&�=#� (" 1$?G� <W���=���+�������������� ��]���������&���"�����V ��V������T��V����������/������� ����������+������ �������+�����]��������"�+������/S�+�������"����V������������ �? V��+������"�+�����������+����������������V�]�����T�� ������������������� ����<���������������������$ ��������� ����������/S�+����������������������N^�������V�����������T������
�������� <��]������ �������������� ���� ��T�������������������_�����V����
��������� ����������� �� � ���������������� ����/��]�������<���� �]������_�����V����
��I� "����V������ ��� �� ��� /S�+���+�������������� ����=������������"�+�������������V^�����
��� �������� ��� �����
.��1� �����T��������]`�����"������������������_�����$<(?��������V����������������� ����������� � ����� � � ���!�����$ �T��������`�������������� �����>���� ��������_��� ��� �����V��S�� ������_����� ��� ���� <������� ���G�������]�� ��� ���� ����� ?�������� ��� �������� � .�+���������$<(G�������]� ��V�]����� �T���� �������������V�� ����+�������� W�$W(G����������� ��� �������������� � $������� ���� ��� T� ���������#��� ���1� ������ /�� ��� ��`������ ����<�������� ��`� �� �����V������������/������� ������������ ������
( <��^� ������+�������( <� ��� (������"���� ������+��������
( $��_����� ���� =]���� �� �� ��� >��������+������N��V������ ��� �� >����+�$���� (-��� ���������
��! ����������� ��� ��������������
.� ��1� ����� T����� ���� /�������� ����1�������V��������������+����
�..,*/.) 3'2 �N*./ 4(/�0 '?1"�/#"=��23$�45��60 /�$%&"�/#"=��2��78��9: ��1�;��60 "��1& &�1�� .�"��(�$<&$?� <$ 0 1$//& <0 >?' %$0 /#"=�?'=?$�23$�4;��3$�;@��60 >�$�=(�� .�"��1& &�1�?'3&�$
�,56) *..,*/.) 3'2 �N*./ 4(/�0 ='�%�� .�a= �&�=$�1"#$?&"�&$ 0 G '�=$ �� .�a= �&�=$�1"#$?&"�&$ /��������/��+����������������G��������&����� �������� ��������������_+���/�����V�����]���/������� ��T���V������_+������������T����������������������N��V�����������������
�� ������� �������������9��
0 <�+��������/����������1� ����������������?]������� ]��������H��� ����/�+ ������������<� �
0 "�+�����/���������3�����T�������N�����+���������� � ����� ���� ��� 2 ���� �������<�T����6� �����T����H��� ���/�+ ������������� ]��������������"��� ��]�� ���
0 3��������/����������1� ��������^���������� ���V��.���V������� �/]��+����� ���������� ������+�� ��������� ���� /�������]� ��� ���� ��� ����������� ��������������� �����������1� ����
0 ���������/�������^������ �$� ������������1� �������_�V���/�� ����� ����/�������� ��<���� T]������ �� $� ���V�� ������/���V�� �����������T ���/�� �����`�����=���� �������������� ����8� �����
0 "������/�� ���� ���������"�+�� V������� �� ��������/�� T���� a����� �T�� =�� �_������ ��� ��� �� ���+�T���������1� ���������������������V^������
0 ���T������/���������� ^������/������� ���������������� ����������/������� +�������=��� ������&����=�����^`����� ����������'�� ����������=���������+�>������
0 ���������� �+� ���?� ���������&�����/]�������������� �������/�����������������N��V���������T������
0 "������ /�� ���� �� � ���V�+���� �� � ����� ���=���� �������� �/���V�� ��� �����/���V�� ��+������T������V�����/��_�����/��� ���`���������� �������G����������������#������������
0 $��������������]�����������_���� �/����V�+����_ ������%��� ������+������������_������/������� ��������� ��������
0 ���������/�����>�������������1� ������T����/� ��� ���������_��������������������$����`�����"�V���������>�������� ������� ������

18
DE
��� �����������������9�� 9O� H�������I�
���������%+)./ �,. 0,. �N/0. ;.-/ 0.- �-@.,)$3(/.BN6-./0 0,. �%$56,/. ,/ �.B.*'/* ,$)� �.4(-�,. �%0./ '/0 /)+%0./ 2P$$./ �,. ,22.-0%-%'; %56)./: 0%$$ �,. 0./ �56%+).- ,2�%/0*-,;; /,56) 0-P5K./�
0 =������/�����"�+�� �������/�����+����������� ��+������/������� ����
0 ���T������/�����������/�����+ ���V�����N��V �_�V��_ ���������� ����/�����+ ���V����� ������ ���
0 ����Y�����?�����T������ �������������/������ ����� ��� ���V����� �����/���V�� ���� �
0 ��_���� /�� ���� >����� ���� "�+��� ������ �+� ����/��������������������V������V����V���� ������� ���
��� ��9��������� O�� ����Q������H��I����
.��>��� ]�����������+�� ��������������<�+������2T������ �� �� ��� "�������� +� ����+��6�� �� � ��������<��]� ���1� +� ���T� ��/��������� 3$� ;@����� .������ ��� 9C8��������98�����/�]�V���+�������<� ��T���V�������48������������������"�+�� �SV�� �����4�1�����
.�����T�������������� ����1����T��������>� ����������=���("�����3��������_+�� �����@�;� D�������,. �.$$'/*./ B'-0./ /%56 �������: �����!�: �����!� '/0 H� ���� 0'-56*.;P6-)�.��������+�����$� �� ������ ����������+�������� /������� ���������+�����������#������� �%� ��������� �T ����� $� �� (� ���� $H�� ��� ������ �_����� �������_������ N����� ����� ���� 3� �������� T��������� ��� ��`������� ������������� T������� .�$H�� ��� ����������>������� �����T������������������<�^`��� +������ ��� ����� ��� $��� �������� �� "�+�� ������ ���� ���������� �� �����/����������������"��������������������1� ������� T��.��$H�� ��� ����� �����`�����������]���� ���� ����������+����+�]����"�������� ���&����������V��������"�T������? V������<��]��������� ������ /������� ����� +� ��^������ T������� >�� +� �������� >��_��� ��� 2 ���/�������+�����7�C6����>���� �/�����������`�������������� ����� �_����� �������� ��� �+������ � /]��+]����� ����� ���������%]�����������]������
��������� �'; L.0./ 9%++ .2&;.6+./ B,- 0./�.@-%'56 4(/ &.-$R/+,56.2 �.6R-$56')3�
��� ��9��������� O�� ���I������������ ����Q�����I��
.������ ����$����] �����/������� +� ������������� +� ����������?����������!���H�� ����+���������`� ����� "�������� ��� /����������������� �����
3��V �^��������������������"�`������+������ �� ������ ����_ �����.� ��1� �����+� ���� �T�������1������� ����� ���� ���� %��_������/�^�������� T������� ��� ������������� ����� ���]`���>����+���T]���� ���� ���,. #-P;'/*./ B'-0./ *.2NS 0./ �(-2./ � ���������: � ���������: � ��!��: � ��!�� 0'-56*.;P6-)�
��� ���������� �� ������� <�@@� �=
&�� ����1� ����� �� ��� ��� ����1� �����V^�������V�����������1�����9� ����%�����������+���V�������.����+������������������#��� ���������� �����+�������������� ��������.���/�����+ ���V������/���������� S ��� ��������� �<�`� �������������.��=����T��������� /���� �����������������������"�����������G_����_ �V��� ������� ������ ����� ���� ���+����� +� � ��������V�� ���V����������2'����6�� �����������������/������ �������T���� ����#�����.�� ���������� ����������� ���������������"++������� =�������� /���������������/]��+����� ��� ����+����/]��+�����_������ 1� �����V^���� /]��+����9 1����� /�������+���V� .������������� 3�����]������ G_������������ "� ������ =����T����� /�����+ ���V# /�����+ ���V(<���> =�+����_��/���� ���V �������������� /��V���2'����6
��#����������<$N&�=#�F�:B�G��"�//$ 1"`$�F ���;5;�H�C58�H�=�5@8�+����H���
�����+�������$?�"�G� <�"�//$ 1"`$�F����;:;�H�C:8�H�=�548
��������������<$N&�=#�F�BB�G��"�//$ 1"`$�F ���;5;�H�C58�H�=�5@8�+����H���
�����+�������$?�"�G� <�"�//$ 1"`$�F����;:;�H�C:8�H�=�548
� ����� ���
��� ��#��I������9�����
.������ ��������1� ���������������������_���� ���%T��V����������G ����.� � �������V��� ����������`��� ���+���������������N��V���������� ��������������T��������������1� ��������V�����/���������+� ��]����T���3_�����$�� �����������������V����� ����G������C�7�
��� ���������� ��� �����#��� <�@@��=
.��1� ����� ���� ��� +���]������� �<�T���� ���� ������ ���+������������������=�+��������������+��T������
��������$ 0%-; /,. .,/. 2%/'.++. �%/06%@'/* (0.-�.@'/* 0.- �%$56,/.: %'56 /,56) 4(/ 2.6-.-./#.-$(/./: 4.-$'56) B.-0./�
��� ������ �� 2+� 2+��
��������6 /�������61
1������� ������� :9�8��>2"6 :@�;��>2"61�������� ������� 5B�8��>2"6 :9�@��>2"6
19
DE
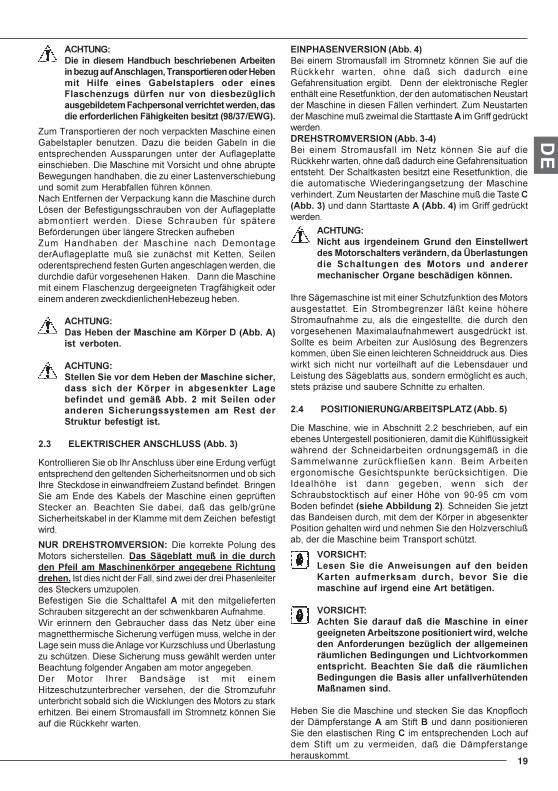
���������,. ,/ 0,.$.2 �%/0@'56 @.$56-,.@././ �-@.,)./,/ @.3'* %'; �/$56+%*./: �-%/$&(-),.-./ (0.- �.@./2,) �,+;. .,/.$ �%@.+$)%&+.-$ (0.- .,/.$9+%$56./3'*$ 0P-;./ /'- 4(/ 0,[email protected]*+,56%'$*.@,+0.).2 9%56&.-$(/%+ 4.--,56).) B.-0./: 0%$0,. .-;(-0.-+,56./ 9N6,*K.,)./ @.$,)3) <����H�=�
%���#��� ������������������������V����1� ���������<�+�� ������� +���������.���� ��� +�����<�+���� �� ����� �����������"� ��������� ������ ���� "�������������� ���+����.��1� ����������� ��������������+�����>�T��������������+����������������� ������ ���+������� ��������=���+��������_�����V^����� ����$�������������������V����V�������1� �����������^ �������>��� ����� �����+�����������"�������������+�������� T������� .� �� /�����+��� �_�� �]����>��^����������_+����]������/����V��������+��%��� =�����+��� ���� 1� ����� ����� .�����������"���������������`� �� ���]�� ����� G������� /����������� ����������� ����<���������� ��������T��������������������_������� �������=�V������.�������1� ������������3�� ���������������������#����]��V���������������������T��V��������=�+��������+���
���������%$ �.@./ 0.- �%$56,/. %2 IR-&.- � <�@@� �=,$) 4.-@()./�
���������).++./ �,. 4(- 0.2 �.@./ 0.- �%$56,/. $,56.-:0%$$ $,56 0.- IR-&.- ,/ %@*.$./K).- �%*.@.;,/0.) '/0 *.2NS �@@� � 2,) �.,+./ (0.-%/0.-./ �,56.-'/*$$J$).2./ %2 �.$) 0.-�)-'K)'- @.;.$),*) ,$)�
��� �I������� ��������� <�@@� �=
G������������/���+�&���"� ���� �_+�������$����������_����� �����������������������/������� ������������+� ��&�����/���V�� ������T���������%� �����+���������>�����/�����$������ �G�+�� �����1� ��������������_����/���V��� ���� >�������� /�� ��+��� ��`� �� � ���+��_��/������� V�+���������G�������������%�������+��� ���T���
��� ����������������.�� V����V���������� �� 1���� � ���� ���������%$ �N*.@+%)) 2'S ,/ 0,. 0'-560./ #;.,+ %2 �%$56,/./KR-&.- %/*.*.@./. �,56)'/*0-.6./��& ���� ����������3����� ����T������������� ��������� �/���V�� �����������>��� �����/�� ��� /���������������� ����������������/�����+��� ����������������� ��T��V+�����"��������N�� �������� ����<�+�������� �� � �� � ���� _+��� �������������� ����/������������_������ ��T���������������� ����� ����"����������G��� ���� �����[+���� ������� ��_������.� ��/���������� ���T]����T�����������>�������������������"���+������������������+���.��� 1����� &����� >��� ]��� �� ��� ����=��� ����������+������� ��� ������ ���� ���/���������������+����� �+���� ������N�V��������� �1���� ���� ���V���������>�������/������ �������/���������V^�����/��������?_�VV����T������
��#���������� <�@@� !=>�������/������ ����� ��/���������V^�����/��������?_�VV���� T������� ����� ��`� ��� �������� ���<������� ����������+��� �.�������� ���V���� ����?���������]�������?� �����V�������������������� ����� �� ��������1� ��������� ���3]����������������%��� �� ����������1� �������`��T��������/������ �������<��������_�V�T�������������������� <�@@� ��!=>�� ����� /������ ����� �� ���� V^����� /�� ���� ��?_�VV����T��������������`�������������<������� ��������� ������.���/�����V� ����+� ��������?� �����V���������� ������� ����N��������� ������� ����1� ���������������%��� �� �����������1� �������`����#� ����<�@@� �=����������/������ ���� <�@@� != ��<��������_�V�T������
���������,56) %'$ ,-*./0.,/.2 �-'/0 0./ ,/$).++B.-)0.$ �()(-$56%+).-$ 4.-N/0.-/: 0% [email protected]+%$)'/*./0,. �56%+)'/*./ 0.$ �()(-$ '/0 %/0.-.-2.56%/,$56.- �-*%/. @.$56N0,*./ KR//./�
&����/]���� ����� ����������/��������V������ �1���� �� �� �������� $�� /����+��������� �]`�� V���� �^����/������������� ���� �� � ��� ���� �������� ��� ������ �������� �������1�H�����������T���� �� ����_�V�� ��/������ � � +���"�+����� ���� "� �^ ���� �� �>�������� V�������_+���/�����������������/���������V��� ��.� T�V�� ��� ����� ���� ����������� ���� ��� ��+�� ������ ����� ������� �/]��+���� ��� �� ����������^������� ������ ��� ���]� ������ ��+����/�������������������
��! #������������������#���� <�@@� =
.��1� ������T�� ��"+ ������ @�@�+� ����+�����������+��� �������� ������� �����������������G_����_ �V��T]������ ���� /�������+����� ������� ���]`� �� ��/�����T����� ���_�V���`��� V����� >��� "�+����������� ���� <� ��� ���V��� +��_�V �������� .�&�����^��� �� ����� ����+���� T���� ��� ���/�����+ ���V� ��� ���� ����� =^��� ���� B8(B;� ��� ���>�����+�������<$,.6. �@@,+0'/* �=��/��������/��Y������ �>���� ���������������������G^��������+�� ��V����� �������������T��������������/������=������ ����`�+���������1� �����+���#��� ����� ��_����
����������.$./ �,. 0,. �/B.,$'/*./ %'; 0./ @.,0./I%-)./ %';2.-K$%2 0'-56: @.4(- �,. 0,.2%$56,/. %'; ,-*./0 .,/. �-) @.)N),*./�
����������56)./ �,. 0%-%'; 0%S 0,. �%$56,/. ,/ .,/.-*..,*/.)./ �-@.,)$3(/. &($,),(/,.-) B,-0: B.+56.0./ �/;(-0.-'/*./ @.3P*+,56 0.- %++*.2.,/./-N'2+,56./ �.0,/*'/*./ '/0 �,56)4(-K(22././)$&-,56)� �.%56)./ �,. 0%S 0,. -N'2+,56./�.0,/*'/*./ 0,. �%$,$ %++.- '/;%++4.-6P)./0./�%S/%2./ $,/0�
=�+���/�����1� ��������� ���V���/���� �G������������.]����� �����������/����������������� �������/��������� � �����?����� ����� ����������������������� /���� ��� ��� ���������� ��`� ��� .]����� ���������� V�����
20
DE
� ���� ����
��� �#������ �� �Q������� <�@@� !=
.� �=������������������� �����������+ � ��������_��G������������������ ��������
���������,. �&%//4(--,56)'/* ,$) 2,) .,/.2 �,56.-6.,)$��,K-($56%+).- %'$*.$)%)).): 0.- 0./�%$56,/./@.)-,.@ 4.-6,/0.-): $(+%/*. 0%$ �N*.@+%))/,56) K(--.K) *.$&%//) ,$)�
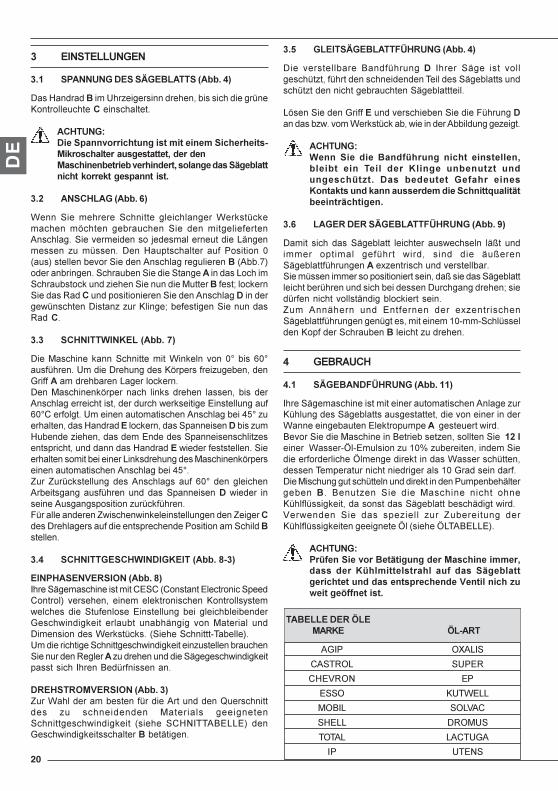
��� �������� <�@@� �=
N���� /���������� /������� ������������N��V �_�V���������^������ ��+�������� /�� ����������������"� �������/����������� ��Y��� ���������������]������ ��� ����_ ����.���=���� �������� ���� �� ���� 82�� 6� �������+�����/������"� ������������������2"++�56�������+�������/�����+���/�����/������������ �������/�����+ ���V�����������/���������1���������� �E����V���/���� �?����������� ��������/������"� ���������������T_� ������. ���������G����E�+��� �����/�������� ?�����
��� �������H��I� <�@@� �=
.��1� ����� V����/����������N�V���� ����8J� + � C8J�� �_������������.��������� �G^���� ��������+�������<�������������+��������������V����.���1� �����V^����� ����� ��V � ������� �� ���� + � ���"� �������������� �������������T��V �����$� �����������C8J�������������������������� �����"� ������+��7;J��������������� �=�����������V������� �/����� �����+ ����=�+�������������� �����$������ �/����� �� ������ ��� ������������������ �=��������T������� � ��������/���������� ����+���������V ���������� �1� �����V^���� ������������ �����"� ������+��7;J�%��� %��_�V �������� �� �"� ����� � ���� C8J� ���� �������"�+�� ������� �_����������� �/����� �����T����� � ����"� ���� �� �������_�V�_�����3_���������������%T ����T�V���� ��������������%�������� �.�������� ����������� ������������ �������/������ �������
��! �����������H�����I�� <�@@� ���=
��#���������� <�@@� �=&����/]���� ����� ������$/��2��� �����$���������/�����������6� ��� ������ ��������V���� �����G������� S ���T����� � ���/������� ��$� �������� +�� �����+��+�����<� ��T���V��� �����+�� ���+�]���� ����1������� ���.��� ����� �N��V �_�V ��2/����/������(#�+����6��������������/������� ��T���V������� �������+�������/����������?�������������������������/]���� ��T���V���� �� ���&�����>��_��� ������
�������������� <�@@� �=%���N�����������+� �����_�����"�����������-��� ������� � ��� ����������� 1������ � ���������/������� ��T���V��� 2 ���� /�= &##">$��$6� ���<� ��T���V�� ����������+��]�����
�� �����Q������9O����� <�@@� !=
.�� ��� ����+���� >����_�������� &����� /]��� �� ������ ��_������_�������� �����������#����� �/]��+���� ���� ��_���������������+���������/]��+��������
�^ ���/������<���� ������� ���+���/�����3_������������ �+�T������N��V �_�V��+��T��������"++�������������
��������H.// �,. 0,. �%/0;P6-'/* /,56) .,/$).++./:@+.,@) .,/ �.,+ 0.- I+,/*. '/@./')3) '/0'/*.$56P)3)� �%$ @.0.').) �.;%6- .,/.$I(/)%K)$ '/0 K%// %'$$.-0.2 0,. �56/,))8'%+,)N)@..,/)-N56),*./�
��� ���� �� �Q������9O����� <�@@� �=
.���� ��� �� �/]��+����� �������� �� T��� ���� �]`�� �������� ������� ���_���� T���� ��� ��� ]�`����/]��+�����_�����������H����� ���������� ����+���/���_ �������� ���� ������� ������`� ���� �/]��+����������+��_��������� ���+���� ���.���������������E� ��_�������������� �]����+���V���� ���%��� "��]����� ���� $��������� ���� �H����� ����/]��+�����_�����������_���� ����������98(��(/���_ ������G��������/�����+���������������������
� �������
!�� �Q�����9O����� <�@@� ��=
&����/]���� ����� ����������������� �����"���������G_�������� �/]��+���� ��� �� �������������������������N���������+������$��V�������������� �������T���>�����/�����1� �������>����+� ������� �������/����� +������N� ��(\�($��� ������98L���+�������������/�����������������\����������V������ �N� ��� ��_������� ���#������������������������� �98�<���� ��������.��1 ���������� ��_�������������V��������������+��]������+������ >�������� /�� ��� 1� ����� ����� ����G_����_ �V������� �� ���� �/]��+�����+� ��]����T������T������ /�� �� � ������� ���� %�+�������� ���G_����_ �V��������������\��2 ����\�#">$��$6�
��������#-P;./ �,. 4(- �.)N),*'/* 0.- �%$56,/. ,22.-:0%$$ 0.- IP6+2,)).+$)-%6+ %'; 0%$ �N*.@+%))*.-,56).) '/0 0%$ ./)$&-.56./0. �./),+ /,56 3'B.,) *.R;;/.) ,$)�
"<&� 'M"�&/
�"/#?'� /��$?
�=$�?' $�
$//' G�#N$��
1'>&� /'��"�
/=$�� .?'1�/
#'#"� �"�#�<"
&� �#$ /
����� �� T����I T�����
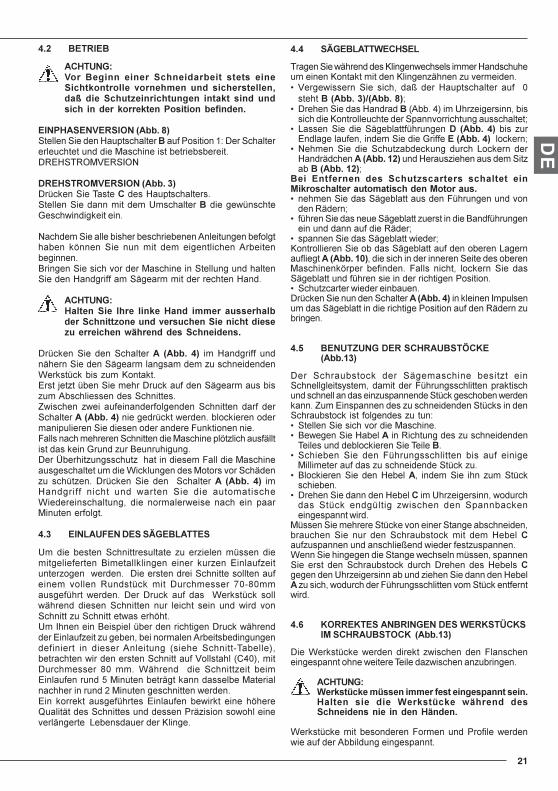
21
DE
!�� �����
���������(- �.*,// .,/.- �56/.,0%-@.,) $).)$ .,/.�,56)K(/)-(++. 4(-/.62./ '/0 $,56.-$).++./:0%S 0,. �56')3.,/-,56)'/*./ ,/)%K) $,/0 '/0$,56 ,/ 0.- K(--.K)./ #($,),(/ @.;,/0./�
��#���������� <�@@� �=/�������/������=���� ���������������� ����9��.���/�������������������������1� ����� ��+����+ +�����.?$=/#?'1�$?/&'
���������������<�@@� �=.�_�V���/��#� ������� �=���� ������� �/�������/���������������� ���������������T_� ����<� ��T���V������
�������/�������+ ����+� ����+�����"����������+��������+��� V^����� /�� ������� ���� ����������� "�+����+�������>������/�� �����������1� �������/������������������/������=�����������/]���������������������=����
���������%+)./ �,. �6-. +,/K. �%/0 ,22.- %'$$.-6%[email protected] �56/,))3(/. '/0 4.-$'56./ �,. /,56) 0,.$.3' .--.,56./ BN6-./0 0.$ �56/.,0./$�
.�_�V���/�� ����/��������� <�@@� !=� ��=�������� ����]�����/������/]���������� ���������� ����������N��V �_�V�+ �����G����V��$� ��Y�����_+���/�������.���V���������/]�������� �+ ����"+ ���� ����� �/������ �%T ����� �T�� ��������������������/�������� ����� ���/��������� <�@@� != �������_�V��T�������+���V��������������������/���� ���������������3��V���������3��� ���������������/�����������1� �������^�������� �]��� ���� �V���<���������>�����������.���[+�������� ��������������� ���3�������1� ������ �� ��������������N�V��������� �1���� �����/��]������ ��_������.�_�V���/�� ���� � /���������� <�@@� !=� �=�������� ����� ���� T������ /�� ��� ������� ���N������ ���������� ��� ��������T� �� ����� ��� ����1��������������
!�� �����9� �� �Q�������
������ +� ����/������� ������� ��� ���������_ ��� ��������������� >������V������ ����� V������ $��������������������T��������.���� ��������/������� ��������������� ������� ?��� �_�V� ��� .������ ��� 58(:8���� ���_���� T�������.���.���V� ���� �� � �N��V �_�V� ���T]������ �� ���/�������� ���� ������ ��� ����T��� ���/���������/��������T� ����^������&��������>� ����_+���������������.���V�T]���������$��������������+����+�����������"�+�� +����������������� �� �� ���"�������� 2 ���� /�����(#�+����6�+����������T�������� ����/�������������� �����2�786����.������ ��� :8�����N]������ � ��� /��������� +��$�������������;�1������+���]���V������ ��+��1���������������������@�1�������� ��������T������$�� V����V�� �� ���_���� �$�������� +�T�V�� ���� �^����-����]���� �/������ ������� �����]� ��� �T�����������]����������+�� ����������G�����
!�! �Q������H����
#������/��T]�������� �G�����T��� �� ������=��� �������������G����V���������G������]�����������������0 �����T ����/�� ���� ��`� ����=���� �������� ���� � 8 ������ <�@@� �=<�@@� �=E
0 .������/���� �=���������2"++��76����������� ����+ ������G������������������/����������������� �������E
0 �� ���/�� ���/]��+�����_��������� <�@@� !=� + � ���$��������������������/�����<������<�@@� !=�����V���E
0 ������/�� ���/������+���V���� ������ ���V���� ���=����]������� <�@@� ��=�����=���� �������� �����/���+���<�@@� ��=E
�., /);.-/./ 0.$ �56')3$5%-).-$ $56%+).) .,/�,K-($56%+).- %')(2%),$56 0./ �()(- %'$�0 �������/���� �/]��+������� �����3_�������������������?]����E
0 �_�����/���� ������/]��+��������� �������>����_��������������������������?]���E
0 �������/���� �/]��+�����T����EG������������/���+��� �/]��+��������������+�������������������� <�@@� ��=����� ����������������/������ ��+����1� �����V^����� +�������� 3��� � ������ ���V����/�� �� /]��+����������_����� ������������������ ����0 /������������T�������+�����.�_�V���/����������/����������<�@@� != ��V������&���� ������� �/]��+������������������� ������������?]�������+������
!� �������� �� ���������T�I<�@@���=
.��� /�����+ ���V� ���� /]���� ����� +� ���� ��/���������� S ��������������3_����� �����������V� ������ ������������ ����� ���������/�_�V��� ���+���T�����V�����%���$� ��������� ���� �����������/�_�V ������/�����+ ���V� ���������� ��������0 /�������/�� ����������1� �����0 >�T�����/��=�+�������?��������� ���� ����������#��� �������+���V�����/��#������
0 /���+��� /�� ���� 3_����� �������� + � ���� ����1�������������� ���� ����������/�_�V����
0 >���V�����/������=�+������ �����/�� ��� ����/�_�V ���+���
0 .������/�����������=�+��������������� ����T�������� � /�_�V� ����_���� �T ����� ���� /����+��V������ ������T���
1_ ���/����������/�_�V�����������/�������+ ��������+��������/�� ���� ����/�����+ ���V���� ����=�+��������� ������������� ����`����T������� ��� �������N����/�������������/������T��� �����_ ���� ������/�� �� �� ����/�����+ ���V� ������.������ �� �=�+�� �������������������� ����+�����������/�����������=�+������� ����T�����������3_����� ������������/�_�V���������T���
!�� I���I�� �������� �� H�I��O�I��� �����������I <�@@���=
.��N��V �_�V��T������ ���V�� �T ����� ����3��� �������� �����������T������#�������T ���������+������
��������H.-K$)P5K. 2P$$./ ,22.- ;.$) .,/*.$&%//) $.,/��%+)./ $,. 0,. H.-K$)P5K. BN6-./0 0.$�56/.,0./$ /,. ,/ 0./ �N/0./�
N��V �_�V�����+� ��������3�����������������T�����T����������"++���������� ������
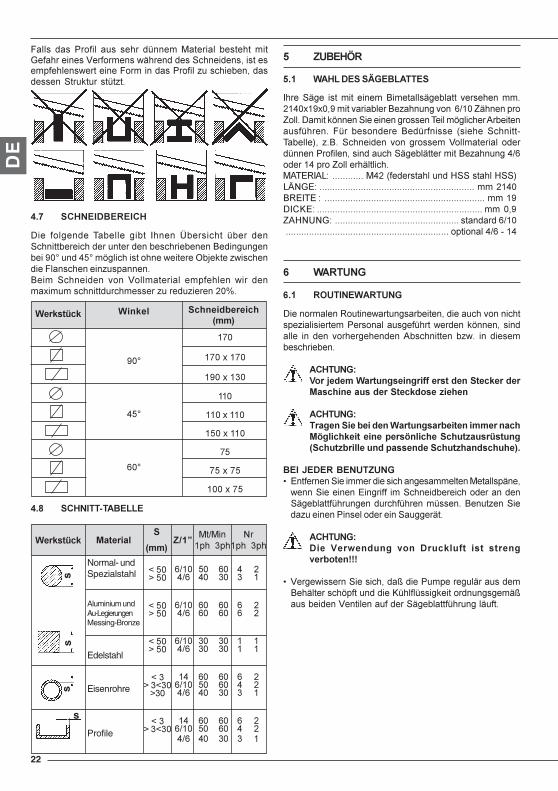
22
DE
!�� �����������
.�� ��������� #�+����� �+�� &����� [+�� ���� _+��� ���/�����+��������������������+� ����+�����>���������+��B8J�����7;J��^����� �������T������'+Y�V����T �������3��� ��������� �������>��� /�������� ���� ������������ ���������� T�� �����H���� ������������ ����������������@8L�
3��� � �� � ������ �� � ���� �_�����1������� +� �������<��������� ���������� �T]�������� �/������� �� ��� ��������� T��������3�������� ���������� ���+������ �� ���/���V���� �_����
� ���!�
�� H��� �� �Q�������
&����/]��� ����� �����>������ ]��+����� ��� ��������@978H9BH8�B��������+����>��������������C98�%]��������%�����.����V^�����/���������� ���#����^�������"�+������ �_������ 3_�� +� ������� >��_��� �� 2 ���� /�����(#�+����6�� ��>��/�������� ���� ��� ��������������� �����_�������������� ��������/]��+�]��������>���������7C�����97�����%�������]������1"#$?&"�� ������������ 17@�2����� ���������=//� �����=//6�a <$� ������������������������������������������������������������ ���@978>?$&#$�� �������������������������������������������������������������� ���9B.&�G$� ���������������������������������������������������������������� ���8�B%"= � <� ������������������������������������������������ ��������C98��������������������������������������������������������������� ��������7C�(�97
� "������
��� ������H������
.�����������?�����T������ ��+���������������������� ����� ��������� ������� ���_����T������V^������ ������� �� ���� ���������������"+ �������� +�T�� �� �� ��+� ����+���
���������(- L.0.2 H%-)'/*$.,/*-,;; .-$) 0./ �).5K.- 0.-�%$56,/. %'$ 0.- �).5K0($. 3,.6./
���������-%*./ �,. @., 0./ H%-)'/*$%-@.,)./ ,22.- /%56�R*+,56K.,) .,/. &.-$R/+,56. �56')3%'$-P$)'/*<�56')3@-,++. '/0 &%$$./0. �56')36%/0$56'6.=�
�� U�� ��������0 $���������/���������� ������� ���������1����� �]���T����/�������$������ ��/�����+�����������������/]��+�����_��������������_������_ ����>��������/������������� �����������/������]��
���������,. �.-B./0'/* 4(/ �-'5K+';) ,$) $)-./*4.-@()./CCC
0 �����T ����/�� ������`���������������]���� ����>��]����� ��^�����������G_����_ �V���������� ���]`�� �+���������������������/]��+�����_�������]����
!�� �������������
B8J
7;J
C8J
958
958�H�958
9B8�H�948
998
998�H�998
9;8�H�998
5;
5;�H�5;
988�H�5;
H,/K.+ �56/.,[email protected].,56<22=
H.-K$)P5K
Normal- undSpezialstahl
Aluminium undAu-LegierungenMessing-Bronze
Edelstahl
Eisenrohre
Profile
�%).-,%+�
<22=H.-K$)P5K ��E
1�1�9����4��
�9����4��
P�;8Q�;8
P�;8Q�;8
P�;8Q�;8
P�4Q�4P48Q48
P�4Q�4P48
C987C
C987C
C987C
97C987C
97C987C
;8 C878 48
C8 C8C8 C8
48 4848 48
C8 C8;8 C878 48
C8 C8;8 C878 48
7 @4 9
C @C @
9 99 9
C @7 @4 9
C @7 @4 9
ss
s
s
23
DE
HT��������0 /�������� /�� ��� /�������� ���� ��� ���++����/]��+�����_������ ���� �� � .�������� � �T�� �� 1�������T������ �/�����+ ���V �
0 $��������� /�� ���1����� �]��� ��� /����������� ���G_����_ �V��
0 ?������/�����/]��+�����_����� (��]���������������� ���
0 ��_����/���������+������/���������������������1� �������V�� ����������$� ������� ���V����V�����V�������
0 >�� ����� �]������� ���+��������� ����/]���� ���� ������� /�� �� ������� ���� �^���� �� ��� �����������V�� ������'��� �������� $ � ��������� ���� �� /]��+�����������V����������� ���������^������� �������/��������+��+��
��� H���� �� IO��9�O����I��
.��G_����_ �V�����`������;88�/����������������T������0 �����+�������/�����/���������������1� ����������=���� �������� �/���V�� ��� �����/���V�� ��
0 �������/������>��]���������������_+���������� ���� � <�@@� ��=� ���� ���������� /�� ����� ��T���� �����+����������1����� �]���
0 >������� /�� ��� ����� $��� ��� ��� ��������� ���"�T� ������ �� ���V�� 7�9� ��� ���� ��_����� /�� ���� ����� �� ���� >��]������ ����� ���� � ���� �� ����T���+��� ������������V������� ���T���
0 3_�����$�� �����������������$��� ���� �������V��C�7�
��� �����
>�� ?����������� ������ <������� �_ ��� /�� ������ �������������1� ���������G���+��������������'������ ���>���������]�������<�����������1� �����N������ /�� ��� �_�� $������� ���� 3������ ����� ���.�����_��������`�������]`����N������ ��+�����+�T��+�?������������ �T��������<��������� ������������������������������ �����/����� ������������������=]�������+�����/�� ���1� ����� ��V����� ��+���� ���� � � � �� &����<������V����/����� �������+��N����/������G����� ���������������=]������V����V����������� ���/�������� ��� ��� �G�������������1� ���������������$�%��� >� �������� ���� $� ��������� �_ ��� /�� ���/����� ������ ����� �� � 1������ ���� 1� ������ ��/��������������������� ����������������������� ������$� ��������������� ���������#�� ���������
��! ��������� �� �������:��#��I���: ��������
N�������1� ��������$������� ��������� >����+ �SV�� � ����� ��������� ��� ��`� �� �� ���/�����(� ����$�� ������ ������ �_�/������_�����+������T������������>� ��������� �_�� =S����� �����T��� ������������������������"���� ��� ������V���� ��`��� ��������� ���� �� ���]������� �������� ��� ����� T������ �������� ������/�����(��$�� ������ (�+�T��?��S���� ������_+����+���T������.�������G_������ �����������������"�������������� ���� "+T� ��� ��������� ��� �� ����� ���� �� ���]������ ���������>� ����������� �/������+�����V�� ����� �� ���� �� ���+� ��� ����� ������ /�����(�� �����(� ���$�� ������ ���������+������T��������`�N������ /�� ��� �� ���+� ��� �� � a�=/#$"�#\�G' /'?#&�1�
2002/96/EC
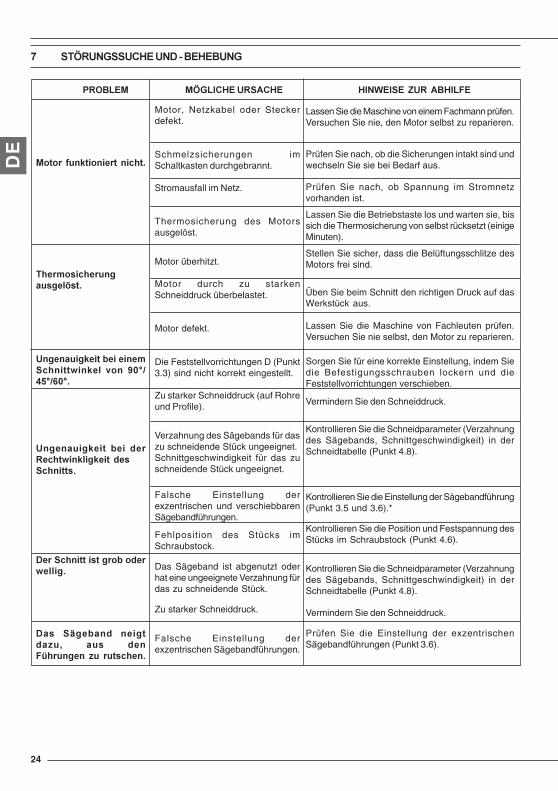
24
DE
Motor, Netzkabel oder Steckerdefekt.
Schmelzsicherungen imSchaltkasten durchgebrannt.
Stromausfall im Netz.
Thermosicherung des Motorsausgelöst.
Motor überhitzt.
Motor durch zu starkenSchneiddruck überbelastet.
Motor defekt.
Die Feststellvorrichtungen D (Punkt3.3) sind nicht korrekt eingestellt.
Zu starker Schneiddruck (auf Rohreund Profile).
Verzahnung des Sägebands für daszu schneidende Stück ungeeignet.Schnittgeschwindigkeit für das zuschneidende Stück ungeeignet.
Falsche Einstellung derexzentrischen und verschiebbarenSägebandführungen.
Fehlposition des Stücks imSchraubstock.
Das Sägeband ist abgenutzt oderhat eine ungeeignete Verzahnung fürdas zu schneidende Stück.
Zu starker Schneiddruck.
Falsche Einstellung derexzentrischen Sägebandführungen.
�()(- ;'/K),(/,.-) /,56)�
�6.-2($,56.-'/*%'$*.+R$)�
�/*./%',*K.,) @., .,/.2�56/,))B,/K.+ 4(/ ��F! F��F�
�/*./%',*K.,) @., 0.-�.56)B,/K+,*K.,) 0.$�56/,))$�
�.- �56/,)) ,$) *-(@ (0.-B.++,*�
�%$ �N*.@%/0 /.,*)0%3': %'$ 0./9P6-'/*./ 3' -')$56./�
Lassen Sie die Maschine von einem Fachmann prüfen.Versuchen Sie nie, den Motor selbst zu reparieren.
Prüfen Sie nach, ob die Sicherungen intakt sind undwechseln Sie sie bei Bedarf aus.
Prüfen Sie nach, ob Spannung im Stromnetzvorhanden ist.
Lassen Sie die Betriebstaste los und warten sie, bissich die Thermosicherung von selbst rücksetzt (einigeMinuten).
Stellen Sie sicher, dass die Belüftungsschlitze desMotors frei sind.
Üben Sie beim Schnitt den richtigen Druck auf dasWerkstück aus.
Lassen Sie die Maschine von Fachleuten prüfen.Versuchen Sie nie selbst, den Motor zu reparieren.
Sorgen Sie für eine korrekte Einstellung, indem Siedie Befestigungsschrauben lockern und dieFeststellvorrichtungen verschieben.
Vermindern Sie den Schneiddruck.
Kontrollieren Sie die Schneidparameter (Verzahnungdes Sägebands, Schnittgeschwindigkeit) in derSchneidtabelle (Punkt 4.8).
Kontrollieren Sie die Einstellung der Sägebandführung(Punkt 3.5 und 3.6).*
Kontrollieren Sie die Position und Festspannung desStücks im Schraubstock (Punkt 4.6).
Kontrollieren Sie die Schneidparameter (Verzahnungdes Sägebands, Schnittgeschwindigkeit) in derSchneidtabelle (Punkt 4.8).
Vermindern Sie den Schneiddruck.
Prüfen Sie die Einstellung der exzentrischenSägebandführungen (Punkt 3.6).
#����� �T����� ������ ���H�� ��� �����9
� ��!��������������#�������
25
FR
��� #��>������>���� � ������
�� ���������� b������� ���� b����b������ � ���� ���� ��b ���� � ��������������������*������������� �������b ����������������� ���������������� ������ � ������ ��� ������������ � �"�#��� ������������������������ �
� ������������ ������������������������������������������������� ��
� ������ ������������������������������������������������������ ��
! ����������� ���������������������������������������������������� ��
��������� ������������������������������������������������ ��
� ��������� ������������������������������������������������ ��
� ���� � �� ������������ �� #���� ��� ��
����
� ��������������� $�� ��
"����� ��� ���������� ,� ���������� ����� ������ ���� � ��������������������������X� ������� ��������������c�������������� � ����b���� ������ ���� �� �b��������� �������������� ����� ������ ����� ������ ����������� �� ��������� ��b������� ��� ���������� ��� ��� � ������� ��� � S��������� ����� �Hb������ ������H� �� +��� ��� ��� � �� �������� �������� ���� b����b��� ���b����� ����S� ����b���� ����� ��������������H��� �������������� ������ �b��b � �� �� �� �� ��� ��� � ����������� ��H������������� � �������� � ��� � ���������� ��� �� ����������������������d����,������������,��������������,�X��� ���,��� ��� �������b����� �
��� �G�����>�
���� � �� (� ������� ������� �W"##$ #&' (�?�.$ �$W������b ���� �������������� ��� �����������"����X�������X������������������� ��������� ��� ��� ��������� b����b��� � ��b����� � �����(� ��� � � ���� ��b�b�b� � ���� �� S�+��� � ��� �� � ���� � ��� ����������� ��� b������� ��������� �b��������H���������������� ����������������b������������������ � S�+��� ������ ����� � ���� ��������� ����b���� ������b� ������� ���� �
��������� ������������ ���������H������������������������������� ��b �� �
#������ ������������ ����������������� ���� � �b �� � ���������� � ��� �� � ������� � ��H��� � �
����� �� ����� ���b�b�b� ������� S�+���� ������������������������������������� ���b����� �
��� ������ � �����
����������� �����d��������� ������ ������� ���� ������ ��� �b ������� �������� ������������� ����������������� � ����� � � ���!������$���������� ������ �������� �����b�b���������������������S�������������������� ��������������������������b���H�.������ ���b� �(�� � �����b�b��� ����b� �������� �����������������������������������b��������������������b��$�Y������������ ��� �����������$� ��� ��� �������� ��� ����� ��� b������������������ ��� ���� ������ ,� ����� ������� ��� ����������#���� � ���H� ������ ���� ��� ��������b� ��� ������� ��H.������ ���� b����b���b���+���������b� �
( ��������� �� �� �� ����������������� ����
( ������� ��� �� ���� ��� �� � ������� � �����������
( &�� � �� ������� �*��������� �� ���� � ��� �������������� �����*����������������.������*�����c������b��� ������
��! �G# �V�#��� � � �����������������
���������������b�b����d�������b�� b�����������b��������� ��b���H���++. &.') 5('&.-�0 "�&$?/��'�?" #/�23$�4560 "�&$?/�/�$�&"�M�2��78��9: &��1�;60 "��1& &�1�$#�/$/�"��&"<$/0 �"&#' 0 >?' %$0 #�>$/�$ �"�&$?�23$�4;��3$�;@60 �?'3&�$/�$ �#'�$�$#�"��1& &�1
++. /V.$) &%$ ,/0,8'W. &('- +% 5('&. 0.�0 >'&/�$#�1"#&$?$/�"//&1&�$$/0 '/�$#�1"#&$?$/�"//&1&�$$/����������c�������������b����������������� ��,������S����� �� � �S�� � �X���� � ��b���� � ��� �������� ������b���� ,������� ��� ��� �� ������� ��� ������ �� � ������� ����� ������� �2�������H6�
�� ����� ������ � ������
0 X��� ����� �������������� ��� ����H���� ������ ��������b ������������� ��������+�� �����������
0 ���X��� ����� �,��X�H�b������������� �������� ��b�b���� �b�b��������� ������+���� �������������������� �2�H�������� ����� ��H��� �� �������������������������� �����b������� 6�
0 ����������� ������������������������������ ������������H�� �����������������������b�b���������������� ��� ����� ��� ���� �������� �� � ����������� � ��� �����������������������������������b� ���������������
0 $������� �� � ���������������������� ������� ����� ��� +������ ��� � ��� ����b�� ������b� �������� ���� ��� +������������������� ������ ����������������� �������� �����X�������������b�b����� �� �������� ����8�
0 =�+�������� ������������������b����b����������������� �e������ � ��H������� � ����� � ��� �� � �+Y�� � ��� � ���b�����������c������+���������������������e�����������b ������ ������ ��������������
0 ��� ������Y��� ��� ����� ��� ���� ����� ��������������������� � ��� ���������� ������� �� � ������� � �������� ��H� ����� �� ���� � �����b � ,� ��� ������ ��� �� ���� ��� ������������� ���������� ���� ��b�� ������ ����������������� �������H�
0 ��� ����� ����� ����������b ���� ������������ ���� ��������+������������� ����� ��������� ������������ �3�����������������f+����X����������������� � X��� ����������b�������������������������� ���������������������b����X����� ���������� ��������� ��X�H�� ���,��� �����b������ b���b� �
0 �� �b��������� ��������� ������+����X�����������������e������������b� ������ ��������� ������ ���� b����b�
0 $����� �X��� ��� ��� ������� � ������ �������� S���������� ��� �� S���� � �� ��b����� ��� ���b�b�� �� �� � �X������ �X������� ������ b���� �
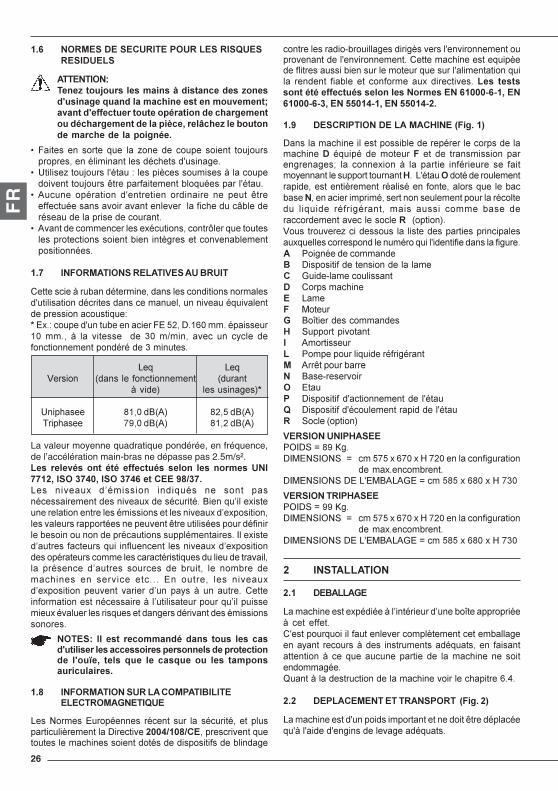
26
FR
��������� �����(+�������� ����� ���� ��X�����������������������������X���������������������������� ���������������� ��� �+��� ����������������� ����X���������������� �������� ��+��� ��� ��������� ��H� ������� ���.$ ).$)$$(/) W)W .;;.5)'W$ $.+(/ +.$ �(-2.$ � ���������: ����������: � ��!��: � ��!���
��� �����#���� � �� ������ <9,*� �=
.�� �������������� ���� +���������b����������� ��������������� b���b� ����������9� ��� ��� ���� � ��� ������������ E� ��� �����H��� ,� ��� ������ ��b������ �� �����S���������� ���������������������Xb���������b��������������������� ������������� �b�� b���� ����������� ����� ���+��+� �����������������b�� �������� ������������������b�������� ������ �b���b������ �� � �� � ������ +� �� ����������������������� ������ �2�����6���� � �������������� �� � ��� � ����� ������ ��������� ��H������ ������ �����������b�������X���������� ����������� ����b�������������� . �� ��������� �������������� <���(��������� ���� ���� ������� ����9 1������ >�c������ ��������� � /��������������� "���� ���� ������������������b���b����� "��e�������+����� >� �(�� ������ $���# . �� ����X��������������� �Xb���> . �� ����Xb�������������������Xb���� /�����2�����6
������ ���#����'&./�F�:B�G��.&1$ /&' /��F ���;5;�H�C58�H�=�5@8������������������
�����H������+�����.&1$ /&' /�.$��X$1>"�"<$�F����;:;�H�C:8�H�=�548
������ ���#����'&./�F�BB�G��.&1$ /&' /��F ���;5;�H�C58�H�=�5@8������������������
�����H������+�����.&1$ /&' /�.$��X$1>"�"<$�F����;:;�H�C:8�H�=�548
� ����� �����
��� �������
����������� ���H�b�b��,��*��b������*����+�c����������b�,� ���� �������X� ��������������������������������������������+����������S���� ������ �,��� � � ������� ���b���� ����� �� ������������ ,� ��� ���� ������� ������ ��� ���������� ��� ����������b��-�����,������ ������������������������������������C�7�
��� �#������ � �����#��� <9,*� �=
����������� ���X������ ��������������������e�����b����b���X,��X�����X���� �������������b���� �
��� ����� � ������ #��� �� ���>���������
����������./.3 )('L('-$ +.$ 2%,/$ D 0,$)%/5. 0.$ 3(/.$0V'$,/%*. 8'%/0 +% 2%56,/. .$) ./ 2('4.2./)7%4%/) 0V.;;.5)'.- )('). (&W-%),(/ 0. 56%-*.2./)(' 0W56%-*.2./) 0. +% &,A5.: -.+X56.3 +. @(')(/0. 2%-56. 0. +% &(,*/W.�
0 3��� � ��� ����� ���� ��� ����� ��� ������ ����� ���Y��� ������ �����b��������� ��b���� ��X� �����
0 ��� ������Y��� ��Xb�������� ����� � ��� � �,�������������������Y��� �e����������������+����b� ������Xb����
0 "������ ��b������ �X��������� �������� ��� ����� e����������b�� �� ���������������������������������f+������b ������������ �������������
0 "�������������������� ��Hb����� �������g������������� �� ���������� � �����+��� ������ �����������+�������� ����b� �
��� ��9��������� ������� �� �����
������ ���,���+����b����������� ��� �������� �������� �X��� ������b���� ���� ���������������������b�������������� ������� �����1�$H����������X�����+����������3$�;@��.�9C8�����b�� ���98������ ,� ��� ��� �� � ��� 48������ ����� ��� �S���� ��������������������b�b����4������ �
La valeur moyenne quadratique pondérée, en fréquence,de l’accélération main-bras ne dépasse pas 2.5m/s².�.$ -.+.4W$ (/) W)W .;;.5)'W$ $.+(/ +.$ /(-2.$ �������: ��� ��!�: ��� ��!� .) � ������� � �����H� �*b� ��� ����b � ��� ���� �� �b�� ���������� ������H���� b����b��>�����*���H ���������������������� �b� �� ������ ������H��*�H�� ������ ������� ��������b� ������������e������� b� �������b������+� ���������������b������ � ����b������� ��&���H ���*����� �������� ���� ����������� �� ������H��*�H�� ����� ���b������ ��������� �������b� ���� ��������������������� ��b ����� �*����� � ����� � ��� +����� ��� ���+��� �������� � ��� ������ ������� $�� ������� �� � �����H�*�H�� ���� �������� ������ �*��� ��S � ,� ��� ����������������������� ���b�� ����,��*��� �������������*���� ����H�b��������� �� ��� ���������� ��b�������� �b� �� ����� �
����� �+ .$) -.5(22%/0W 0%/$ )('$ +.$ 5%$0V'),+,$.- +.$ %55.$$(,-.$ &.-$(//.+$ 0. &-().5),(/0. +V('Y.: ).+$ 8'. +. 5%$8'. (' +.$ )%2&(/$%'-,5'+%,-.$�
��� ��9�������� ��� �� ���#�������������������>�
�� � ���� �$����b���� � �b����� ��� ��� b����b�� ��� ��� ������������������.����������!��������� ��������������� ���������� � ��������b ����� �� �� ����+������
��� ������ �� 2��� ����������������� 2������
,����6 �� �� ���� 61
����� �� :9�8��>2"6 :@�;��>2"6#���� �� 5B�8��>2"6 :9�@��>2"6
27
FR
������ ���#��� <9,*� !=/������������������� ������ ��X� �������������b ��������� �� �b������ �� ����� �X��������� ���� ��� +����������� ��b��+� �� �� � ���� �� � ������� � ��� ������� ��� ������bb� � �� ��� S ����b����������� ��� ��������� ������ �������� ���� �������� ��� ��� �� ,� �Xb���� ��� ���e���� �����b��������������������������������������������b���������������� �� ����� ����S��� ���H� �� � ��� ��� ��� ��� ���������������b� ����������b��
������ ���#��� <9,*� ��!=/������������������� ������ ��X� �������������b ��������� �� �b������ �� ����� �X��������� ���� ��� +����������� ��b��+� �� �� � ���� �� � ������� � ��� ������� ��� ������bb� ��������+�����b����������������������������������������������������� ��,��Xb����������e����������b��������������������� ����������� ����������������������������������������������S��� ��������� �����<9,*� �=���� �������� �������������� <9,*� != ����b� ����������b��
���������#('- %'5'/. -%,$(/ ,+ /. ;%') 2(0,;,.-+VW)%+(//%*. 0' 5('&.�5,-5',) %;,/ 0VW4,).- 8'.+.$ $'-56%-*.$ /. &',$$./) ./0(22%*.- +.$5,-5',)$ 0' 2().'- .) 0V%')-.$ (-*%/.$2W5%/,8'.$�
������ ��� �� � �� ���b�� �X���� �������� ��� ���������� ���������� �+��������S������� ��� ������� �������b����������������������� ��X�+ ��+�������������� ��b�����,�������������� �H���b� ���� ��� ���������H���� �X�+ ��������������b���/�������� ��� ��Hb����� ���������������� �� �b���������� �� ����� ���b���� �b��������� ��� ��� ��� ���b��������������������������������� ���� ����������������b�����������������������������������X�+�����������������Y��� ���b� �����+���������
��! #�����������#��� �� ������� <9,*� =
�� ������������������������b���d�����������*���� ����� ���������������������@�@�� ������+���� ��� ��������������� �������������������b���b������� ���b������������������ ��� � ��� +��� ��� �b������ �������b� ��� ���� � �� ��b����� � ��� �b��������� ������ �Hb������ �� � � ���� ��������������� ������� ����������� ��������������b�������e������������������ �����������������+�������Xb���������B8����B;���������� ���� ���<4(,- ;,*'-. �=��"��������������b�� ������� ��� ��������� ��� ����� ��� ���� � ��� �� ���+� b����������������+����������+� ���������������������������� �������� �����
#�������,4-. %))./).2./) +.$ ,/$)-'5),(/ 0%/$ +.$ 0'&+%8'.$ %4%/) 0"'),+,$.- +% 2%56,/.�
#�������.,++.3 D &($,),(//.- +% 2%56,/. 0%/$ '/. 3(/.0. )-%4%,+ %&&-(&-,W. %'$$, @,./ &('- 5. 8',5(/5.-/. +.$ 5(/0,),(/$ %2@,%/).$ 8'. $'- +.&+%/ 0. +% +'2,/($,)W� /V('@+,.3 L%2%,$ 8'. +.$5(/0,),(/$ *W/W-%+.$ 0' +,.' 0. )-%4%,+ $(/);(/0%2./)%+.$ 0%/$ +% &-W4./),(/ 0.$ %55,0./)$�
/������������������������� ����������������������� ���X��������������������� ��������� � ������������ ��������Y����� �� � �� ������� �X������� b�� ������� ��� � ������������������Y�������b�������� ��������������
��������� ,+ /. ;%') %@$(+'2./) &%$ 56.-56.- D0W&(-).- (' D +.4.- +% 2%56,/. D +% 2%,/ 2Z2. D&+'$,.'-$ &.-$(//.$
����������.$ (&W-%),(/$ 0VW+,/*%*.: 0W&+%5.2./) .) 0.+.4%*. D +V%,0. 0V'/ 56%-,() W+W4%).'- (' 0V'/&%+%/ 0W5-,).$ $'- 5. 2%/'.+ 0(,4./) $. ;%,-. 0.+% &%-) 0V'/ &.-$(//.+ ;(-2W 0%/$ 5. @') .) ./&($$.$$,(/ 0.$ 8'%+,)W$ -.8',$.$ /W5.$$%,-.$<�����=�
������b����������������������������� ������������ � ����+������������������� �,�����������b�b������������� b������ ����H�������� ���� ��� �� ���� ��������b ���(�� �� �����������(�������X�������.b���������������������������b������� ������ ����������� ��� �� ���� ��������� ��H��������� �+�� ��� ����������������� �������b b���+����� ������������� ����������� b�������� ������ b������ ��������������������(���������� �����������b��X��+��������b� ����� �� �����H����������S���� �������� ���� �������� ������ ��K��X�������������� ���������������������������� ����Y�� ���-���������b���������������������������� ����� �������b��� b����������� ��� �����(������� �� ����� �����*�+���� �*b������,� �*����������c�� ���f+�� ����+������� �*�����b ��������b������������ ��� ������ ���,������� �� �������� �,������� ���b��� ����������������e������ ������b������S���������� �,����������*��������b����b��������+���,��������������������������b������ ����+���
����������+ .$) ,/).-0,) 0. $('+.4.- +% 2%56,/. %' 2(J./0' 5(-&$ � <9,*� �=�
����������4%/) 0. +.4.- +% 2%56,/.: ,+ ;%') $V%$$'-.- 8'.+. 5(-&$ $(,) @,./ 0%/$ +% &($,),(/ @%,$$W. .)%$$'L.)), %' -.$). 0. +% $)-'5)'-. 2(J.//%/) 0.$5(-0.$ (' '/ %')-. $J$)A2. 0. @+(5%*. 5(22.,/0,8'W 0%/$ +% 9,*'-. ��
��� ��������� �����>� <9,*� �=
�����g���������X� ����������X����������� ��������������� +������������������� �����b��,�����������������b�������H����� ���� b����b������������������������ ������������� �����+���b������?�����,��X�H��b��b������+����X�������������� ����� ��������b�� ����� �� � ����� ���� b����b�� ���� �������������,� �X��������� ��������������������������Y������������ ����+���������� ��������� ����b��
2���>���� ���� �� ������ ���#���6��������g����������������b����������� ���+�����������������b������������������������$.+(/ +. $./$ ,/0,8'W &%- +% ;+A56.���b ���� ���������� ��������������E� ����������������� � X��b�������� �����������H����H��� ���� ����������� ������� ��������������&� ��������*�������b�������������� � ��� ���� ����� ����������������������+��������������� �� ������� �&�� � �� ������b� ,� �X��� ������ ��X��� ������ ��� �X� ���������X�����������������������������b��������������� ������� �����������b������� ��� ����������� ���������� ������ (����� ������ � �������� ������e������b ���������������������������e������� �� ������+� ���� �������b� ���� �b�������� ����������������b� � ������������������������������� ���� ��b���b��X���� Y���������������������������������������X������������������������b��������� �+�+���� � �� ����� b���b��� $�� �� � �X������������ ��������� ���b��+� �������������
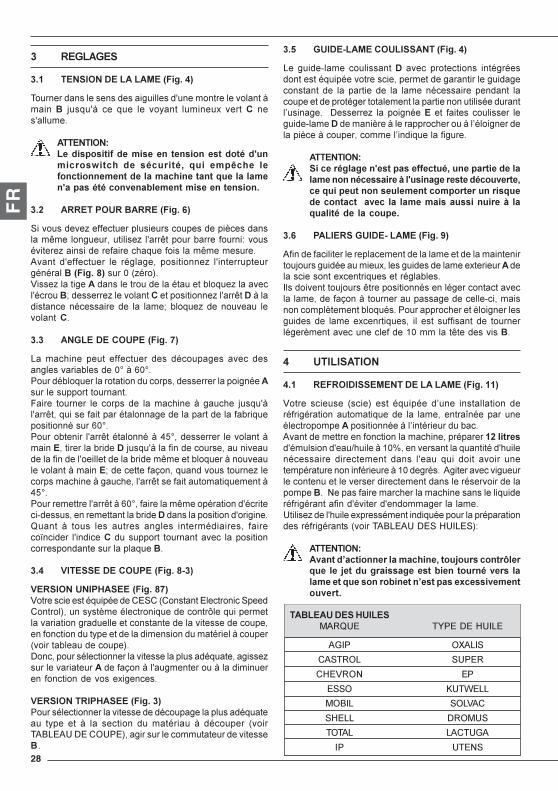
28
FR
� �� ���
��� ������ � �� ��� <9,*� !=
#���������� ���� �� ��� ������� ��X���������������������,������ Y� ��X,� ��� ���� ��� ��S���� ������H� ������� �� X�������
����������. 0,$&($,),; 0. 2,$. ./ )./$,(/ .$) 0()W 0V'/2,5-($B,)56 0. $W5'-,)W: 8', .2&Z56. +.;(/5),(//.2./) 0. +% 2%56,/. )%/) 8'. +% +%2./V% &%$ W)W 5(/4./%@+.2./) 2,$. ./ )./$,(/�
��� ���� #��� ���� <9,*� �=
/���� �������������������� ��� ������ �������� ���� ����e���������������� ��� �X���e�������+����� ���������� b��������� �������������������� �����e����� ����"����� �X���������� ��� �b������� �� ������� �X������������b�b������<9,*� �=� ���8�2�b��6�� ��������������� ���������������b�������+���������������Xb������E��� ����������������������� ��������X���e����,���� ������ �b�� ���� ��� ��� ����E� +������� ��� �������� �����������
��� ���� � ���# <9,*� �=
���������� ����� ���������� �� � �b������� � ����� �� ����� �����+�� ����8J�,�C8J�������b+������������������������� ���� �������������b��� ������ ����������������3���� �������� ��� ���� � ��� ���������� ,� ������� Y� ��X,�X���e������ ����������b�����������������������������+������ ����b� ���C8J�������+����� �X���e��b������b�,�7;J���� ������ ����������,��������������+������Y� ��X,�������������� ������������������������X�������������+�����e������+�������,������������������,�����E������������d������������� ��������������� ��������,����������X���e�� ���������������������,7;J����������������X���e��,�C8J�����������e�����b�������Xb�����(�� � ������������������+��������� ������ �����X������-����� ,� ��� � �� � ����� � ����� � �����b���� �� ������h������ �X������� ��� ������� �������������� ����� �������� ��������� ���������������
��! ����� � ���# <9,*� ���=
������ ���#��� <9,*� ��=������ ���� ��b���b������$/��2��� �����$���������/�����������6����� S �����b�������������������g��������������������������������������� ��������������� ��������������������������S���������������� ���������b����,�������2������+�������������6�.���������� b���������������� �������� ���b��������� �� ����������������������d���,��X�������������,������������� ������������� ��H����� �
������ ���#��� <9,*� �=����� b���������������� ������b�������������� ���b�������� �S��� ��� ,� ��� ������ ������b���� ,� �b������� 2���#">�$"��.$��'��$6������ ������������������������ ���
�� �������� ���������� <9,*� !=
��� ����(����� ���� ����� ����� ��������� � ��b��b� ������ ��b���b�������� ���������������������������������� ����� ��� ��� ������ ��� ��� ����� �b�� ���� �������� ������������������b������������������������������� b���������*� ������ �.� ������ ��� ����b�� ��� ���� � ���� ��� ������(������ ����������,������������������,��*b�����������������,����������������*���������������
����������, 5. -W*+%*. /V.$) &%$ .;;.5)'W: '/. &%-),. 0. +%+%2. /(/ /W5.$$%,-. D +V'$,/%*. -.$). 0W5('4.-).:5. 8', &.') /(/ $.'+.2./) 5(2&(-).- '/ -,$8'.0. 5(/)%5) %4.5 +% +%2. 2%,$ %'$$, /',-. D +%8'%+,)W 0. +% 5('&.�
��� #����� ����� ��� <9,*� �=
"�����������������������������������������������������������Y��� ����b��������H���� ����� ����������H�������������� ��� �����H�������� �����b���+�� �&� �����������Y��� �e������ ����b �����b������������������������������d���,�������������� ������������(����� �����������������+����b ��������������������b��������� ���� � ��� ����� �H�������� �� �� � �� ��� ���� ��� ��������b��������������������������98��������e����� �� ���
� ��� �������
!�� �9���������� � �� ��� <9,*� ��=
������ ��� �� 2 ��6� � �� b���b�� �*���� � ��������� ���b���b������ ����������� ��� ��� ������ �����c�b�� ���� ���b���������������� ����b��,��*��b��������+���"���������������������������������������b�������� +,)-.$�Xb��� ����X��������,�98L�������� �������������b��X�����b�� ���� ����������� ��� � �X���� ��� ���� ����� �������b�������������b������,�98�����b ���"������������������������������������ ����������������� �����b ��������������������� ���� ������������������������ �� ����������b���b����������Xb������X���������������������� �������X������H��� b���������b������������b��������� ��b���b���� �2����#">�$"��.$/�=�&�$/6�
����������4%/) 0"%5),(//.- +% 2%56,/.: )('L('-$ 5(/)-[+.-8'. +. L.) 0' *-%,$$%*. .$) @,./ )('-/W 4.-$ +%+%2. .) 8'. $(/ -(@,/.) /".$) &%$ .M5.$$,4.2./)('4.-)�
"<&� 'M"�&/
�"/#?'� /��$?
�=$�?' $�
$//' G�#N$��
1'>&� /'��"�
/=$�� .?'1�/
#'#"� �"�#�<"
&� �#$ /
������ �� �����1"?-�$ #Z�$�.$�=�&�$
29
FR
!�� 9�����������
�������� ��4%/) 0. 5(22./5.- )('). (&W-%),(/ 0.0W5('&%*.: $V%$$'-.- &%- '/ 5(/)-[+. 4,$'.+ 8'.)(').$ +.$ &-().5),(/$ $(,./) @,./ ,/)A*-.$ .)0%/$ +% @(//. &($,),(/�
������ ���#��� <9,*� �=����������X�������������b�b������ �������� ����9������������d��� �X������������ X���������� ����������� �� ��e�������e����� ����� ������
������ ���#��� <9,*� �="���S��� �������������������X�������������b�b����/b������������S������� ��� �������������� ��� ��� � �����b��
������ ���������� ��� �����b���� ������ ���b����� ��b���� Y� ��X������b�b��������� ����� �������������������� � ���� ����������������� ��� �������������(��� � �����,� ������������ � ����������b��������������������
���������+(,*/.3 )('L('-$ +% 2%,/ *%'56. 0. +% 3(/. 0.5('&. .) /. 56.-56.3 ./ %'5'/. 2%/,A-. D+V%&&-(56.- 0'-%/) +.$ (&W-%),(/$ 0. 5('&.�
"���S�������� �X���H���� ������������� ��� ��� +���������������� <9,*� !=�����+� ������������������������ �Y� ��X,��������������� ��������������������������������������������,����������������������� �,��H������������� �������� ��� �������������������������������$�������������������X�������������������� ������� ������������������������f��������Y��� ����+��������<9,*� !=��������������� � ,� ��� +������� ��� ��� ������ �� � ,� ���������� �� ������b� ���� � ������������ �/������ �������+��� � ������ ���� b����� ����������� X���e���+�� ��������������� ����������� �� ����� �������� ��� ����������� ��������� ��� �������� ��� ������X������������������������b��������� �+�+���� ���������� ����������b������������� ���X ��������� ���������������Xb���������������������� �����������b�.�� ������ �����f��������+��������<9,*� !=����������������b��+� �������������������� ����������b�b�����������+�������������� ������ �
!�� ����� � �� ���
����� �+����� �� ��������� � ����������� �� �� � ���� +�b������� � ����� ������ ��� � �� b���b�� ������� e��� ��� � �,�����+���������b�������� ������������������ ������������������ ����H������� �������� ������ � ��� +�� ������������������i�58�(�:8������H������������X�+���� ����������������� ������ ��b������� ����������������� ������� ,� ����� ��� � �� � ����� � ���� �� �� ����� ������������ �������� ������������,��H��������� ��� �������� ������� ��X��� ������b��� ���������������2������+������������6����� �b���������H�������������������������� �����������2�78������H�6������i�:8���������e�����������b����;������ �������E��,����������������������e������������e��������b�� �� ����+��������@������ ������������������b����������������������������������������b���������������������� ���� �+���������������������������b� ������������� �����������b�������������
!�! ��#������ � �� ���
��������������� ��������b�������������� ���Y��� ��� ����� ������������������Xb������������������������� ����� �����������0 �������,���������X�������������b�b������<9,*� �=<9,*� �= ��� �������� ����8E
0 ������������������,�������<9,*� !=���� ���� �� ����� ���H������� ��X����������� Y� ��X,�������� �����S������� �� ������� �������� ������ Xb�����E
0 ������� ���������������������<9,*� !=��Y� ��X,������������� ������� ��������� �����b� � <9,*� !=E
0 ������������������������������������� ��������� ������� ,�������<9,*���=���������� ������������ �������������<9,*���=E
�. -.)-%,) 0' 5%-).- 0. $W5'-,)W ;%,) ,/).-4./,- +.2,5-(,/).--'&).'- 0. $W5'-,)W 8', %--Z).%')(2%),8'.2./) +. 2().'-�0 �H���S������������� ��� ��� ������ ������� E0 ������������������� ����������� �� ��� ��� ��� � ��� �� ������ E
0 ����������������������� ��E�����g������������� ������������ ���� ������ ����������(����� ��b�,��X��b����������������� ��b������������� ��������������� <9,*� ��=E� � ��� �Xb���� �� � ��� �� �� �� ������b����������������������������(������ ������ �������������0 ��������������������������������"���b ����� ����S���,� ��� ��� � ���� � � ��� ��� +�������<9,*� !=���� ����������������� ���� ������������������� ���� ������ �
!� �#��� � �V��� <9,*� ��=
�Xb���������� ��� ��� ��b���b��X������� ���������������� � �X����� ��� �X��������� ��� ��� �� ���� ��� ��� ����� ,+������� �X���� ��d����������� ��� ������� ������ +������� �������,��b���������� ��Xb����0 ������(��� �������� ���������E0 ������������������� ��� �������������������+�������������������*������E
0 ��� ��� ��� �� ���� ��� � ��� ����� ,� �b�������� ���X�����������Y� ��X,�������� ��������� ���������(�E
0 +���������������������������� ������� ��������E0 ���������������������� ���� �� ��� ������� ��*����������� ��� +�������� �b���������� ��� ����� ������ �� �f����� �/���� ��������b���������� ��� ����� ����� �����e��+�������� ���������b+���������� ���� ����������+�������,�������� �*b���������S������ ���������/��������������� �����������������+�������*�+������������b+��������*b������������������ ���� �� ����� ����H������� ��*�������������������� ��� ���� ����������������������� ��� ���� ����b������������� ���������������
!�� #����������� � �� #�� ���� �V���<9,*���=
�� ����� �,���������������e��������b� ������������������� ��f����� ��� �� ������� ����X����� ��+Y�� �
����������. )./.3 L%2%,$ +.$ &,.5.$ % 5('&.- 0%/$ +%2%,/�
-����� ��� ������ X��������� ��� �� � �����b �� �� � ���� ����� � ��� �� � ����� � ��������� �� ��������(��� � ��H�H����� � ������������

30
FR
/��Xb�� ������������b�� ����� �����������Xb�������X���� ���b��� b��������� ��f����� �����Xb�������� ����b�b��+���X���������,��X��b�������������b����������������� ������������
!�� ��#���� � ���#
��� ��+������(�� �� � ������ �� �������b ����������,B8J�� 7;J� ��� C8J�b�� �+�� � ��� � �� � ������� � ������� �X��� ����� �b���� � ��� � ����������� ��� �� � ���� �������� b� ��� ����������� �+Y��� ������ �� � ��f����� � ���Xb����
!�� ������ � ���#
� ���������
�� ����\ � �� ���
������ ���� ��b���b����������+�b�����������@978H�9B�H8�B���������������������+������C98����� ��������������������� ��� �������� �� � ����� � �b�� �+�� � ����� ������������������� ��H����� ����������� �2������+�������������6������H���������������������� ���� � � ����� ������ ���+�����������b ����������� ����������b�� ������� ����� �S������������������� �7C� ����97����� ����������� ���b���������� ���+�� �1"#$?&"�� ��������� 17@�2������������ ��� �O������=//6.$�$�'��$1$ #� ������������������������������������������ ���@978="�#$�?� ������������������������������������������������������������ ���9B$�"&//$�?� �����������������������������������������������������������8�B.$ #�?$� ������������������������������������������������ ���������C98��������������������������������������������������������������� ��������7C�(�97
� ���������
��� ����������� �V������ ��������
�� � ��b����� � �������� � �X��������� ��������� �������e���� �������b� ��e������� ��� ��� ������ ���� �b��� b� ���� ����� � �b���� � ��H� ���������� � �(�� � � ��� ����b ����
�������� ��4%/) 0V.;;.5)'.- 8'.+8'. (&W-%),(/ 8'. 5. $(,)0V./)-.),./: 0W@-%/56.- +% ;,56. W+.5)-,8'. 0. +%2%56,/. 0. +% &-,$. 0. 5('-%/)�
�������� ��' 5('-$ 0.$ (&W-%),(/$ 0V./)-.),./: ,+ ;%'))('L('-$ 2.))-.: %')%/) 8'. &($$,@+.: +.$ 2(J./$0. &-().5),(/ &.-$(//.+$ <+'/.)).$ 5(/)-. +.$%55,0./)$ .) *%/)$ 0. 0,2./$,(/$ %0W8'%).$=
� ���>� �#���0 $��������� �������H��b ���� ��X� �������������� ��������� � �� �b�� ����� ��� ����������� ��� � ��� ����� ���b�������� ��� ��� �� � ���� � ��� ������ &�� � �� ��� ���b�X����������� �,��������������,����� ��������
����������V.2&+(, 0V%,- 5(2&-,2W .$) %@$(+'2./),/).-0,)CCC
0 �b�������������������e�����b���������������b ��������������g�������������������b���b����� ������b������������ ����H�� ��+����� ���b�� � ����� ����� ���������
B8J
7;J
C8J
958
958�H�958
9B8�H�948
998
998�H�998
9;8�H�998
5;
5;�H�5;
988�H�5;
�/*+. �%&%5,)W 0. 5('&.<22=
�.5),(/
Acierscourants etspéciauxAluminium etalliagesLaiton-Bronze
Acier inox
Tubes en fer
Profilés
�%).-,%'�
<22=�.5),(/ ��E
1�1�13���#3
�13��#3
P�;8Q�;8
P�;8Q�;8
P�;8Q�;8
P�4Q�4P48Q48
P�4Q�4P48
C987C
C987C
C987C
97C987C
97C987C
;8 C878 48
C8 C8C8 C8
48 4848 48
C8 C8;8 C878 48
C8 C8;8 C878 48
7 @4 9
C @C @
9 99 9
C @7 @4 9
C @7 @4 9
ss
s
s
31
FR
�#������� #�����>�� �����������0 ��+����� �� � ������ � ��� ����(����� ���� ���� ��� �� ����������������� ������*b���������*b����
0 $������� �� �������H���� ����������� ��������� �b���������������b���b�����
0 ����S��� �� ���������� ������������ �����,� �X�����X���������
0 �b������X��b���b��������� ��� ���������� ��������������� ��������+����������������������� �������������
0 /� ��� � �X��� ��� �� � ��� ��� �� �������� �������� ������S��(��� ��� ������(��� � �� +��� ��� � ��� ���� �� �����b��&��� ��+������ ��� ��� ������ ����������������������� ������������������������� ���
��� ��#������ �� ��>��� �9�������
�Xb��� ����b���b����������e�����������b������� ��� �;88����� �0 ������� �X�����������,� ��������������b����������� ��������������� �������������
0 ���������b ���������������������������������+���������<9,*� ��=���������������� � �� �������H�b������� ��� �����,��X��b�����
0 ��b������ ������������b��� ���������� ��S�� �� �b��b��� ����� 7�9� ��� ��� ��� ��� ��� � ��� �b ������� ��� �� ������������,������ ����� ��� ������ ��X�������������
0 ����� �Xb���������� ��� �Xb��� ��� b�� b��� ���� ��� ����C�7�
��� ���������
.�� � ����� ���� �b�������� �� ���������� �� ����� ���Y��� ��b ��������������������������d�����������������*�������*�+ �����������������������������������������b��,����������"���� ��K� ������b�� �����X������������X������ ����������b�������� ���b����� ��X����������H�������������+������ ������ �����b������� ��� �+��� �� �����b������ �������� ���� ���� �������� �X�b ���� �� � ,� ��� ���� ��� ���Y��� � ,� ��� ������� �X� ������ ����� b�� ��+������������������������������� �����������b����������� � ��� � ������ �b���� ��� ������� �X� ������ �X� �� �� ��b ����-����� ��� � ���������� �X� ������ ��� ��� ������������������(��� ����Y��� ������������������������X���������������������������b������ b�������d���b� ����������������$�-����� ,� ��� ��������� �� � ���� � ��� ���������� �� �������Y��� �����������������������X" ������������������ ��� ������� �� ��� ���b��� ��� b��� ��� ��� ����� ������� ��������b� ����� ���+�� ��� ����� �������������
��! ���������� ������: �������:��������
"���� ��K��� ������b�� �����,����������S��������������������������������������� ,� ��� ��������� ���������������(��������e������� ��,��������������b�������������� ���������� ���+�� ����� b�� ��� ���� ��� �� ������� �� ���� � ����� � X�S����� ��� �� ��������������X��������������X��+������� �� � ���� e���� �b���� �������� ��b����������� ����������������������������,�� � �Y�� ������ b �,�����b���������,������ �����������,����b���b�������Xb��� ����b���b������b�� b����������� �e����� ��� b���� ��X��������������b���������b������ �������� ������ �������������������������� ����� b����������+��� �b������������������������������������������,��� � �Y�� ������ b ��� �� ��+�������� ��� ���V���� ��� ,� ��� �� �������� �������(��"��� ��(��� � ����� ��� �' /'?#&�1�.$/�=�&�$/�/$$/��$����/��?'�=$�
2002/96/EC
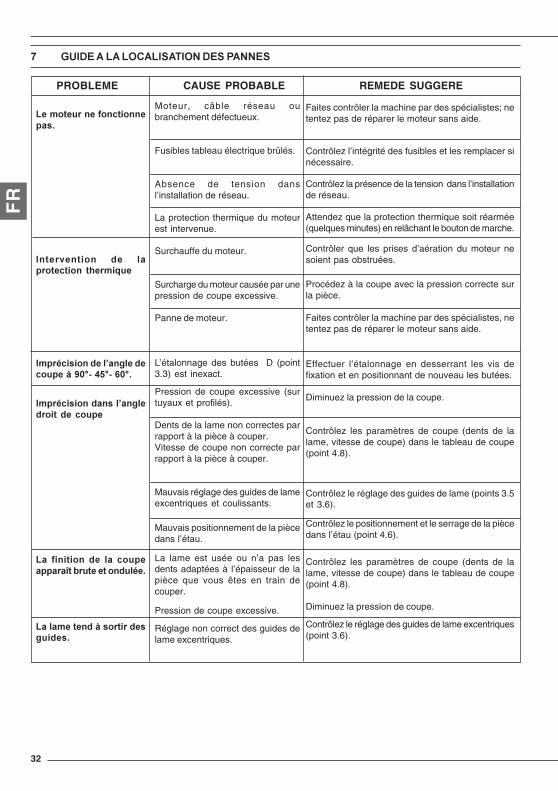
32
FR
Moteur, câble réseau oubranchement défectueux.
Fusibles tableau électrique brûlés.
Absence de tension dansl’installation de réseau.
La protection thermique du moteurest intervenue.
Surchauffe du moteur.
Surcharge du moteur causée par unepression de coupe excessive.
Panne de moteur.
L’étalonnage des butées D (point3.3) est inexact.
Pression de coupe excessive (surtuyaux et profilés).
Dents de la lame non correctes parrapport à la pièce à couper.Vitesse de coupe non correcte parrapport à la pièce à couper.
Mauvais réglage des guides de lameexcentriques et coulissants.
Mauvais positionnement de la piècedans l’étau.
La lame est usée ou n’a pas lesdents adaptées à l’épaisseur de lapièce que vous êtes en train decouper.
Pression de coupe excessive.
Réglage non correct des guides delame excentriques.
�. 2().'- /. ;(/5),(//.&%$�
�/).-4./),(/ 0. +%&-().5),(/ )6.-2,8'.
�2&-W5,$,(/ 0. +"%/*+. 0.5('&. D ��F� ! F� ��F�
�2&-W5,$,(/ 0%/$ +"%/*+.0-(,) 0. 5('&.
�% ;,/,),(/ 0. +% 5('&.%&&%-%]) @-'). .) (/0'+W.�
�% +%2. )./0 D $(-),- 0.$*',0.$�
Faites contrôler la machine par des spécialistes; netentez pas de réparer le moteur sans aide.
Contrôlez l’intégrité des fusibles et les remplacer sinécessaire.
Contrôlez la présence de la tension dans l’installationde réseau.
Attendez que la protection thermique soit réarmée(quelques minutes) en relâchant le bouton de marche.
Contrôler que les prises d’aération du moteur nesoient pas obstruées.
Procédez à la coupe avec la pression correcte surla pièce.
Faites contrôler la machine par des spécialistes, netentez pas de réparer le moteur sans aide.
Effectuer l’étalonnage en desserrant les vis defixation et en positionnant de nouveau les butées.
Diminuez la pression de la coupe.
Contrôlez les paramètres de coupe (dents de lalame, vitesse de coupe) dans le tableau de coupe(point 4.8).
Contrôlez le réglage des guides de lame (points 3.5et 3.6).
Contrôlez le positionnement et le serrage de la piècedans l’étau (point 4.6).
Contrôlez les paramètres de coupe (dents de lalame, vitesse de coupe) dans le tableau de coupe(point 4.8).
Diminuez la pression de coupe.
Contrôlez le réglage des guides de lame excentriques(point 3.6).
PROBLEME CAUSE PROBABLE REMEDE SUGGERE
� ������� �� ��� ����������������
33
ES
������������������������S����������������������,���������������� ����������������������������� �� �.������� ��� ��������������������������� �
��� #�������>���� � ��������
�� ������ ������� ���� ��������S� �j�����k����� ���� ��� ����l������ ��S�� �+���k�� �������� ������� ��� ����������������������������� ����� � ������ �
9 & #?'.���&' �"���/' ������������������������������������ 44
@ & /#"�"�&' ������������������������������������������������������� 47
4 ?$<��"�&' $/ �������������������������������������������������� 4C
7 �#&�&%"�&' �������������������������������������������������������� 4C
; "��$//'?&'/ ����������������������������������������������������� 4:
C 1" �#$ �&' ���������������������������������������������������� 4:
5 <�&"��"?"��"��'�"�&%"�&' �.$��"/
"�$?&"/ ���������������������������������������������������������������� 78
�����
� �������������� ����
"��� �����������������+�Y������� �� ��������������������� �������������� �������� �������������������l�����S � ������� �S��� ���������� ��������������� ��<����������������������� �����������b �������������������������������l������S��������������� ������ ����������������� ���������� ��� ���� ���������Y������������ +���S����� ��lH�� ��������� ����� �������������������l���� k���������� ������� � �j����� �����������k���� l����� ��m��������������������� ����������� ���� ����������������l������S�������� ������������������������ ��������������
��� �������� ����������
�� �+������� �� � ������� � W��&.".'� (� �?�.$ �&"W��������� ����� ���������������������������������������k�S�������� ���������� �Y����� ���������� ���������� ������ � � � �l�� �������� � ���� n�+��� � S� ���� � ����������������� ������ ����k�������� ��S��H�������k����S����������� �������������� ��$ �� � n�+��� �S����� ����������� �������� ��������n� ����� ���������������� �����+�� �
�������� ������������� �������������n����� ���� ��� � ����� �
#�������� �����������������n����� ����� ��� �������� �����j� ����� ��+Y��� �
����� �� � ���� � ���� � �l�� �������� � ���� � �� n�+���� ��� ��� ���l����� �b����� S� �������� �� ��������� �
��� �������� G ������
��� �,����� � �,� ���S������� S� ��+������ ��K�� �� ��� ������� � ���� �� � ���� �� � ������ � .������ ��������� ������ � ����� � � ���!�����"���l �� �������� ��������� ������ ��b���� ������������������ �������� ���� ����������������������� ��� ��������������n���������������������� � ���� ���������������������� �������������A�����������������$���Y�����Y�����������������$���������� �+������������������� ���S�
( � ����� ������ �����������k���������( � ����l ����������� �����������k��
( $ �l�����+�������������� ����� ����� �������� ����������� ��� ��������������������������� ������� ��������
��! ���� � �#�� G �����������������
$ ����l����� ��������S�������S���������������������������� �$)% &'.0. 5(-)%-�0 "�$?'/��'1� $/�23$�45���60 "�$?'/�$/�$�&"�$/�2��78��9: &��1�;���60 "��1& &'�Z�/�/�"�$"�&' $/0 �"#' 0 >?' �$0 #�>'/�.$�"�$?'�23$�4;��3$�;@���60 �$?3&�$/�.$��="�"�Z�"��1& &'
�( &'.0. 5(-)%-�0 1".$?"�Z�1"#$?&"/�"/&1&�"."/0 =�$/'/�Z�1"#$?&"/�"/&1&�"."/����� �������� ��� ��������� ��� ������� �� � ��������� � ��������S��� ���� �������������� ��������� ���������k������������������S������������S��� �� ���k������ ������� ���n���� ������ �������� �2�b� �����n����6�
�� ������ ����� � ��������
0 �� ������ ����l����� ��� ������ ���S� �m���� � �� ����� ���������n���� �������+�� �������� �
0 �������������������+������������ ��������� ��������� ���� �b��� �S�������+�������������������2�Y������k ���� �H��� �� ���������������������������(�������� 6�
0 ��������� �m�������� ����l������������� k�����������H�� ������������ �������l������ �� �����������Y��S���������������� ��� �� � ��� ������ � ��� ����l����� ���������������+����S�������H����������������
0 $���� ���� � ���������� �� ������������ ��������� ����� ���������������j�������������������S�� ��m�� ���������������������������� �b��������� �k��8�
0 �n �� �� ���������� ���������� ��� �� ������ ���Y� � �����������������+Y��� ������+������ ��������� ����� ��� ��������n������������ �������� ����� �������������
0 ������ ������ � �� ��� � ��� ����� � ��� �������k������ �����������k���������� ������� ������ �������� ������� ��� ��������� ����� ���������������������� ������� ������������������������ �� ����� ����
0 �������� ����������� ������������ ����� ���������� �������+��������� �� ������� ���Y��� ���� ������ �
0 #����������������������+��������������k��������������������� �� ��������� ��� �������� ��� ��� ����� ��� ��������� ������l����������+���� ��������� �S��������H������������������� �������� �
0 $�������� ������������� �������+��������������A����+�� ���������������������S��������� ����� ��������� ��� ��������
0 �������������,����� �b ��������������� �� ��� �� ������� ��������������+�Y�������������������������� ������ �
34
ES
��+������H�������������������� ���$ ����,����� � �,� ���� ��� ��� ����� �� ������ ��� ���������������������������A��������������� ������,������������������� ���� ����A�� ���%$ &-'.@%$ 6%/ $,0( .;.5)'%0%$$.*^/ +%$ �(-2%$ � ���������: � ���������: � ��!��: � ��!���
��� �����#���� � �� ��>���� <9,*� �=
$������l����� ����������������������������������l����������������������9�S�������� � k�������������Y� E� ������Hk���������������������� ���+���������������� ������������������������ ���������������� ����������l����� �l��������������� ����������������������������� ����������k ���������+� ���������������������� �������� k�������������������n����������������� ������+b�������+� ��������Hk���������+�������� 2 ��� ����+�Y�������6�"���������k��� �l������������� �������� ������ ��������� �� �� � ���� ����� ��������� ����������� ��� �������� ��� ��������� $���j��������������� ����������� k����Y�� <�n�(��Y���� ������� ��������l���� =�Y�9 1����� ��Y����������� � /��������������� "����������� >��+�������������������� /�Y�������+����� >� �� #����# >��A��������������������������> ����������������������������������� >�������2 ��� ����+�Y�������6
������ ����9������$/'�F�:B�G��.&1$ /&' $/�F ���;5;�H�C58H�=�5@8��������H��
� ���+���� +���.&1$ /&' $/�$1>"�"U$�F����;:;�H�C:8�H�=�548
����_� ���9`�����$/'�F�BB�G��.&1$ /&' $/�F ���;5;H�C58�H�=�5@8���������H��
� ���+���� +���.&1$ /&' $/�$1>"�"U$�F����;:;�H�C:8�H�=�548
� ����� �����
��� �������� �� �����U
����l����� ���H��������������������Y���k���������� ����������������������� ����� �������������������������������+���Y�� ��b��� ��������������� ��������� �S�+ ������������������k��������� ���������������������������l�������������������k��������+���Y����b� ��������������C�7�
��� ��#��������� G �����#��� <9,*� �=
����l��������������� ����� ����+������� �������������� ������ ���H��� �������������������� ����������k��������� �
��� ������ � �������� #�� ��� �������������
���������%/)./*% $,.2&-. +%$ 2%/($ +.L($ 0. +% 3(/%0. )-%@%L( 2,./)-%$ +% 2a8',/% .$)a ./ ;'/5,b/7%/).$ 0. -.%+,3%- 5'%+8',.- (&.-%5,b/ 0. 5%-*%J 0.$5%-*% 0. +% &,.3% 0.L. .+ &'+$%0(- 0. 2%-56%./ +% .2&'c%0'-%�
��� ����� ���������������������������������� ��� ��� ����������k��0 ������ ������������������ ����� ������������+��� ������������ �Y����� ��Y�������������������
0 �������m������m���������������k������������������������ ����+����� �������������� ����������������������������������
0 "��� �������������� ���������� �� ��m��� ������������ � �� � � �� ��� � ��� �������k�� � �b�� ��� +���� �������� �S��������� ���������������
��� ��9���� � ������ �� �����
$ ��� ���������������������������������� �������� ���� ���� ���� ����� ����������������������������������� k����m ����1�$Y����������������+�����������3$�;@��.�9C8������ �� ��98�������� ������������ ����48������������������������������������������ �4������ �
0
��� ������ �� 2��� �������������� 2�������
��� ���n�6 �����+�Y�61
1����� �� :9�8��>2"6 :@�;��>2"6#��� �� 5B�8��>2"6 :9�@��>2"6
El valor cuadrático medio ponderado en frecuencia de laaceleración mano-brazo, no supera los 2.5m/s².�%$ 2.0,5,(/.$ 6%/ $,0( .;.5)'%0%$ 5(/;(-2. % +(0,$&'.$)( ./ +%$ /(-2%$ �������: �����!�: ��� ��!�J � ����� �� � ����� � ��� �� k�� ������ � ����� ���S������� �������������� ���� ���������/�+���H ������������k���������� ��� �S������ �����H�� �k��� ������� ������� ������+�������� ���������������������� ��+������ ������� ���������������������������� ���������� �� $H ���� ���� � ������� � ���� ������ ��� ������� ��� �H�� �k�� ��� �� � ��������� �� ���� � ����� �� ��������n ��� �����������������+�Y��������� ������������ ������ ��������������m���������l���� ����������������������"���l �� �� � �n��� �����H�� �k�������������������� ��n � �� ������ $�� � ����� ��+��l� � ������ ��� � �� ���������� �����������������������l ����� ���� ��� �� S������� ���������n��������������� ��� ��� � ����� �
����� �. %5(/$.L% .+ '$( 0. 2.0,($ &.-$(/%+.$0. &-().55,d/: 5(2( *(--($ ( %'-,5'+%-.$�
��� ��9��������� ���� �� ���#�����������������������
�� �������� � ������� �$������ � �+������ ���������S�, ������������������.����������!��������� ��+������ ���� � �� �������� �� �b�������� ����� �� ��� ����������A�� ����� �� � ����������+����� �� ������ �� ��� ��
35
ES
���������( ,/)./)./ 0.$&+%3%- ( +.4%/)%- +% 2a8',/% %2%/( /, $,8',.-% 5(/ +% %$,$)./5,% 0. 4%-,%$&.-$(/%$�
���������%$ (&.-%5,(/.$ 0. .2@-%*%0(: 0.$&+%3%2,./)(J .+.4%5,b/ 2.0,%/). 5%--.),++% .+.4%0(-% (%&%-.L( 0.$5-,)%$ ./ .$). 2%/'%+ 0.@./ $.--.%+,3%0%$ &(- &.-$(/%+ .$&.5,%+,3%0( J 8'.5'2&+% +($ -.8',$,)($ /.5.$%-,($ <�����=�
����� �� ������� ����l����� ������� �����n�� � �l� ��� ���+���Y������������������������������������������������� �� ��������� ������ �� ���� ��������������� �l���� ����� +�Y�����������������S���.� �����������l������������������������ ��������������������������� � +�� �� ��������n��� ��� ����� ��� �� ����+��� ��� ��� ������ S� ������� ��������� ��n��� ��� ���� ���� � ����� �������� ���l������������������� ��b ������+����������������+���Y���� ���� ����� �� � ������� � ��� �Y��k��� �+ �������� ���������k�������� ������� ��������� ������������������������ �����������l�������������� ��������� ��������� ����������l������� ��b ������+����� ������������������������������������� ����� ������+������������������ ����+�� �������� ������ ������������������ l����� �������b ����� � ������� � ��� ����� � ��Y���� �� ����l����� ��� ���������� �������������������������Y������������������������+��������������������������������k������ ��������������������������
��������$)a &-(6,@,0( .+.4%- +% 2a8',/% 2.0,%/). .+5'.-&( � <9,*� �=�
���������/).$ 0. +.4%/)%- +% 2a8',/%: %$.*^-./$. 0. 8'..+ 5'.-&( .$)a ./ &($,5,b/ @%L% J 4,/5'+%0( %+-.$)( 0. +% .$)-'5)'-% 2.0,%/). 5'.-0%$ ' ()-($,$).2% 0. @+(8'.(: )%+ 5(2( $. ,+'$)-% ./ 9,*� ��
��� ���\��� ������� <9,*� �=
����������������� �����k��������������� ��������������l����� �b������������������� ��m��������� ��������� ������ ��� ��������������� ��S�������������������������� �b����+���� �������� ������������� ����H��������������+��� ������� ���,����� ��� �������� ����������� ����� �� � ����� � �� ������������������������������������������������������������������������������������ ���������+����������� ������2�_�� ����_� ���9`������ � ��m��� �� ��� ���� ��������������������� ����������������������������������Y����� ���������� ������ ,/0,5%0( &(- +% ;+.56% ���� ���������� �������������������������l����E� ����������� n��������������� n��� ������ ���� ����������� ������ ���������������1������������������b����������� ��� ���������� ������� �������� +�����l�������������� �� � ������� � ���Y��k�� ��Y���� �� =�S� ���� ��������� ��� ��������� ���������������������� �����k��������+��� ������� ��������������k���������(�b����� ���� ����������� ���� � �� ���������� � ��� �� � ����������� � S� ��� �� � �+������� �=�S����������� � ��� �������k�� ��m�� �� � ��������n ��� ��b����� ��������l������������ � �+�������������$���������� �� ������ �l������������ S�������b���������������k���������������������������k���������������������������� �+�+���� �� ������������� �������������$���� ������������k���� ����������������k���������
������ ����9����� <9,*� !=/� �������������������������� ���������� ����������������������� ������������ ���� ��+�������������H��� ������ ������� �������� � ��� ������� �� ��� �������� ��� �������������������� ����S�� ���� ������� ��� �� ��+��������� �������������� ������������������������������,��������������������l�������������������������� ����� ������������� ����� ������� ����������������� ���������������j������
����_� ���9`���� <9,*� ��!=/� �������Y�������������������� k��������� �����k�������������������� ������������ ���� ��+�������������Hk�� ����� ���������������� �����������������+�������b�������������� ����S�� ���� ����k�� ��� ���Y� ���� ���� ����� ����� ������������������l�����������l��������������������l�������������������������� ����� ����������������� ������ <9,*� �=�S������� ����������������23���76� ����������������j������
���������( 2(0,;,8'./ @%L( /,/*^/ 2(),4( .+ 5%+,@-%0(0.+ &-().5)(- 5(/)-% $(@-.5%-*%$ &%-% .4,)%- 8'.+%$ $(@-.5%-*%$ &'.0%/ &.-L'0,5%- +($ 5,-5',)($0.+ 2()(- J ()-($ b-*%/($ 2.5a/,5($�
/�� ����� � �l� ���������� ���� ����k�� ��� �������k�� �����������+������������������������������n������������������+ ��+���������������� ������������������������H��� ������������������lH�������+ ���k�������������/� �������� �� � ���+�Y� � ������� �� ��� ��������� ����Y������������� ��� ��� k�� ��� ������� ������ ���� � �� � � ����������� ��� �����k�� S� ��� ���������� ��� ��� ��Y�� S����������� ���+��������������� ���������� ��S������
��! #�������������#���� � �����U�<9,*� =
.� ����l��������������������� ���������������������@�@��������� ����l����� �+�������+������� ������������������������������������n������������������������������������������������������� ������������k ����������������������� ���������� �������������������������� ����+�Y� ������������������������ ������k��� ������������������ ��������� ����������������������������������� ���������� �B8S�B;�����n����� ����� �����<4W%$. ;,*'-% �=��"����������������������������������������������� �k��+�Y���S��������� ���k�� ���������� ���� �������� ����l����� �������� ������ ������
#���������.% 5(/ 5',0%0( +($ ,/$)-'55,(/.$ ./ +%$ 0($&+%5%$ %/).$ 0. .2&.3%- % )-%@%L%- 5(/ +%2%8',/%�
#��������#(/*% +% 2a8',/% ./ '/% 3(/% 0. )-%@%L(%0.5'%0% @,./ 5(2( 5(/0,5,(/.$ %2@,./)%+.$J @,./ 5(2( +'2,/($,0%0� -.5'.-0. $,.2&-. 8'.+%$ 5(/0,5,(/.$ *./.-%+.$ 0.+ %2@,./). 0.)-%@%L( $(/ ;'/0%2./)%+.$ &%-% &-.4./,-%55,0./).$�
�������������������������,�������������������������������� �������������������� ��� �� ���� �+��������������������� ������ ��� ������ ��� ���� �� ��� ��� ����������� ��������� �+������� ��������������������������������� �����
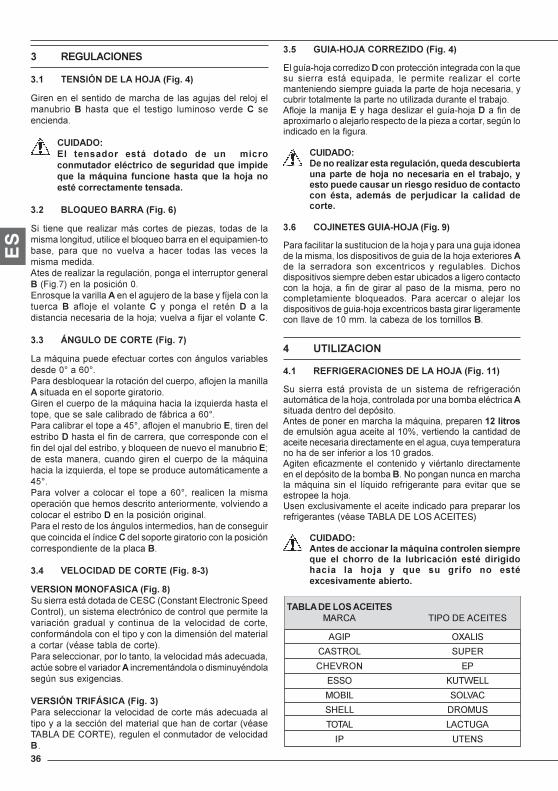
36
ES
� ��� ������
��� ����_� � �� ��U� <9,*� !=
<���������� ������������������� �� ����Y� ����� ����Y�������+����� �� ��� ���� ��� �� ���� ����� �� �������� ���������
��������+ )./$%0(- .$)a 0()%0( 0. '/ 2,5-(5(/2')%0(- .+W5)-,5( 0. $.*'-,0%0 8'. ,2&,0.8'. +% 2a8',/% ;'/5,(/. 6%$)% 8'. +% 6(L% /(.$)W 5(--.5)%2./). )./$%0%�
��� ���>�� ����� <9,*� �=
/� ����� ���� ���������l � ����� � ��� ���� �� ���� � ��� ��� ���������������������+�������+�������������������(��+� ��� ����� ���� ��� ������� �� ������ ���� � �� � ���� � ��� ���������"�� ����������������������k��������������������������������23��56��������� �k��8�$��� �������������������������Y����������+� ��S��nY������������������� ����Y�� ��� ���������� S� ������ ��� ���b���� �� ��� ���������� ������������Y�E�����������Y����������������
��� `����� � ���� <9,*� �=
����l������������������������� �����l����� �����+�� �� ���8J���C8J�������� +����������������k������������������Y�������������� ������������ ���������������<���������������������l����������������������� ��������������� �� �������+���������l+������C8J���������+��������������7;J������Y����������+�������������� ��+������ ������������������������������ ��������������������Y�������� ��+���S�+������������������������+�� E��� � ����������� ������������ ��� ������� ��� ����l����������������������������� ���������������l����������7;J������ ������� �� �������� ��� ����� �� C8J�� �������� ���� ��������k���������� ��� ����������������������������������������� ��+� ���������� �k������������������� �������� �l����� ��������� ������������ ������������������n����������� ������������������������ �k������ �����������������������
��! �������� � ���� <9,*� ���=
������ ����9����� <9,*� �=/�� ������ �l������������$/��2��� �����$���������/�����������6����� �����������k���������������������������������k�� �������� S� �������� ��� ��� ��������� ��� �������������l�����������������S������������ k����������������������2�b� ����+�����������6������ ��������������������������������������l �������������m�� �+������������������������l��������� ���Sb����� ��m�� � ��H����� �
����_� ���9`���� <9,*� �=����� ���������� ����������������������l ����������������S������ ���k��������������������������������2�b� �#">�"�.$��'?#$6�������������������������������������
�� �������U� �������� <9,*� !=
$����n�(��Y������������������������k��������������������� �� ����� � �l� ��������� ��� ������� �������� ��� ���������������� ��������������������������Y������ �����S��+������������������������������������������������+�Y��"���Y�� ������Y�� S�������� ����������n�(��Y������ ���������H�����������Y������� ��������������������������� ��m�����������������������
���������. /( -.%+,3%- .$)% -.*'+%5,b/: 8'.0% 0.$5'@,.-)%'/% &%-). 0. 6(L% /( /.5.$%-,% ./ .+ )-%@%L(: J.$)( &'.0. 5%'$%- '/ -,.$*( -.$,0'( 0. 5(/)%5)(5(/ W$)%: %0.2a$ 0. &.-L'0,5%- +% 5%+,0%0 0.5(-).�
��� ��U���� �������U� <9,*� �=
���������������� � ���������������Y��S������������Y�������������� ������ �� �� ��� ����������������Y���H������ ����� ��� ��������� ��� �H������� � S� ������+�� �� .��� � �� ��� � ��������+���� �����+���� ��������������������� ��� ��Y��� �� ��� �������� ��� �� ����� ���� ���� ��������������������� +�������� �� ����� �������� �� ���Y��� �� � �� ��� �������(��Y���H������� �+� �������������������������������98����������+��������� �������� ���
� ��� ������
!�� �9���������� � �� ��U� <9,*� ��=
/�� ����� � �l� ���� ��� ��� ��� ����� ��� ���������k������l������������Y����������������������+��+����b������� ��������������������k ���"��� ������������������������l����������������� +,)-($������� k����������������98L���������������������������������� ������������������������������S���������������������� �������������� �98������ �"������������������� ��������� S� �b������� ��������������������k ���������+��+����� ����������������������������l����� �� ��� �n����� ������������ ����� ������ ���� �� ������������Y��� ����H��� ���������������������������������������� ����������� �2�b� ��#">�"�.$��'/�"�$&#$/6
���������/).$ 0. %55,(/%- +% 2a8',/% 5(/)-(+./ $,.2&-.8'. .+ 56(--( 0. +% +'@-,5%5,b/ .$)W 0,-,*,0(6%5,% +% 6(L% J 8'. $' *-,;( /( .$)W.M5.$,4%2./). %@,.-)(�
"<&� 'M"�&/
�"/#?'� /��$?
�=$�?' $�
$//' G�#N$��
1'>&� /'��"�
/=$�� .?'1�/
#'#"� �"�#�<"
&� �#$ /
����� � ��� �����1"?�" #&�'�.$�"�$&#$/
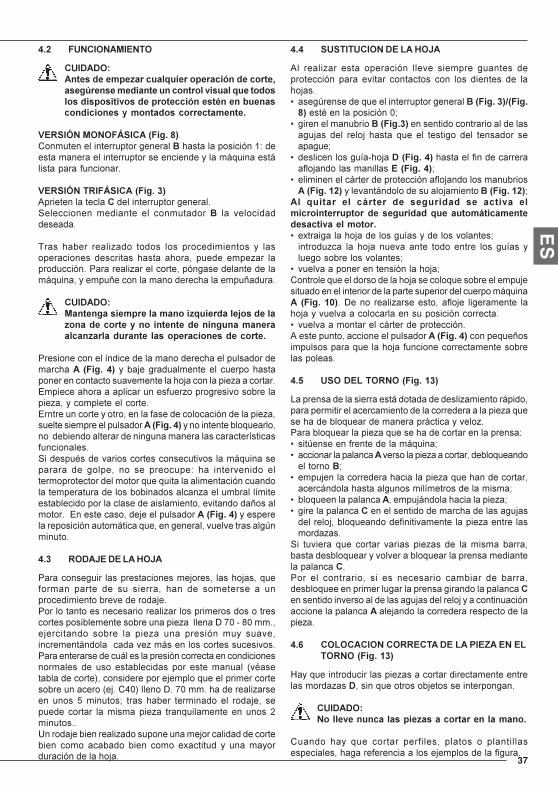
37
ES
!�� 9������������
���������/).$ 0. .2&.3%- 5'%+8',.- (&.-%5,b/ 0. 5(-).:%$.*^-./$. 2.0,%/). '/ 5(/)-(+ 4,$'%+ 8'. )(0($+($ 0,$&($,),4($ 0. &-().55,b/ .$)W/ ./ @'./%$5(/0,5,(/.$ J 2(/)%0($ 5(--.5)%2./).�
����_� ����9`���� <9,*� �=����������������������������������� �������� �k��9����� ������������������������ ����������S�����l������ �l� �����������������
����_� ���9`���� <9,*� �="�����������������������������������������/������������������ ��� ������������� ��� ���������� �����
#�� � ��+��� ��������� ���� � �� � ����������� � S� �� ��������� � �� ���� � �� ��� ������� ������ �������� ���������k���������������������������k��� ����������������l������S�����j�����������������������������j������
���������%/)./*% $,.2&-. +% 2%/( ,38',.-0% +.L($ 0. +%3(/% 0. 5(-). J /( ,/)./). 0. /,/*'/% 2%/.-%%+5%/3%-+% 0'-%/). +%$ (&.-%5,(/.$ 0. 5(-).�
��� �����������n������������������������������ ���������������� <9,*� !=� S� +�Y�� ���������������� ��������� �������������������� ���������������Y�����������������������$������������������������� ������������� ��� �+�����������S�������������������$���������������S��������������� ������������k������������� ������ ������������ �������<9,*� != S�����������+����������������+�������������������������������� ���������n ��� ��������� �/��� ��b �������� ������ ���� ������ �����l����� �������� ��� ������� ��� �� ���������� ��� ���������� �����������������������������������������������k���������������������������� �+�+���� ��������������+�����n���� ��+���������������� ������ �������������������j� �����������$��� ����� �����Y�������� ������ <9,*� != S�� ����������� �k�������l������������������������������� ����m�������
!�� ����U � �� ��U�
�������� ����� �� ���� ������ ���Y��� �� �� ���Y� ������������ ������ ��� �� ������ ���� ��� ������ �� �� ��������������+������������Y���������������� ����� �������������� ������� ��� ������ ����� ��� +�������� �+�������������������.�58�(�:8������Y��������� �+��� ��� ����� ���� ��� k�� ��S� �������������l�����������������l ������ ������ � ��� �� ������������� �������l��� ������� k���������������������� ������� � ��� � �� � ��+����� � ���� � ���������� 2�b� ���+�����������6����� ����������Y������������������������ �+������������2�Y���786�������.��58������������������ ���� ��� � ;������ E� ��� � ��+��� ��������� ��� ����Y��� ������� ������� ���� ��� ����� �������������� ��� ��� � @����� ���������Y��+������������ ������������Y������������������+��� ����� ���+���� +��� ����� �H������� S� ������S�������k����������Y��
!�! ����������� � �� ��U�
"�� �������� � ��� ������k�� ������ ������ ������ � ���������k�� ����� ������ �������� � ���� �� � ����� � ��� ����Y� �0 � ��m��� �������������������������������� <9,*� �=<9,*��=�� �b��������� �k��8E
0 ������������+���� <9,*��=���� ����������������������� ���Y� � ���� ����Y� �� ��� ���� ��� �� ���� ���� ��� ����� �������E
0 �� ������� ���n�(��Y��� <9,*� !=��� �����������������������Y������� ������� � <9,*� !=E
0 �����������l���������������k������Y������� �����+�� � <9,*� ��=�S�������l��������� �����Y�������� <9,*� ��=E
�+ 8',)%- .+ 5a-).- 0. $.*'-,0%0 $. %5),4% .+2,5-(,/).--'&)(- 0. $.*'-,0%0 8'. %')(2a),5%2./).0.$%5),4% .+ 2()(-�0 �H�����������Y������� ���n� �S������ �������� E���������� ��� ��Y�� ������ ����� ����� ������ �� � ��n� � S������ �+����� �������� E
0 ��������������������� k�������Y�E������������������� ����������Y�� ���������� �+����������Y� ������������������������������� �������������������l����� <9,*� ��=��.����� ������� ��� ���� ����Y�� ����������� ����Y��S����������������������� ���� �k�����������0 ��������������������l���������������k��"�� ����������������������� �������<9,*� != ���������j� ���� � ���������������Y������������������������ �+���� ������ �
!� ��� �� ����� <9,*� ��=
������� �������� ������ �l������������� ����������l������������������������������������������������������������ ��������+��������������������l�����S������������+�������������������� ������������������������� ��0 �m�� �������������������l����E0 ������������������������ ����������������������+�������������������E
0 ����Y����������������������������������������������������l�������� ��������� ���n����� �������� ��E
0 +��������������������������Yl������������������E0 �������������� �������� ��������������������� ����Y� ��������Y��+��������������������������������������� ������� �
/� ������� ���� ������� ���� � ���� � ��� ���� ��� +�����+� ����� +��������S����������+��������������� �������������������������� ��� ���������� � � � ���� ���� ���+��� ��� +������� +����������������������������� ������������������������ ���������� ���������� ����Y� ���������Y�S�����������k�������������������� ���Y�������������������� ����������������
!�� ���������� ������� � �� #��� � ������ <9,*� ��=
=�S���������������� ����� ����������������������������� �������� ���� ���������� ��+Y��� � �������������
���������( ++.4. /'/5% +%$ &,.3%$ % 5(-)%- ./ +% 2%/(�
������� ��S� ���� ������� ������ �� ����� � �� �������� � ������ ��������������������� ��Y����� �������������

38
ES
/����� �� ��������������� ���������S� ������������������� ������ ����������� �������� ������������� ���Y�������������� ��� ������� ���� ������� ������� ��������� ���� ����� �����������
!�� ��#������ � ����
�����+�������������k������������������������������B8�7;��S�C8������ ������ ����� ���������������� �������� ���� ���� ���� ����� �����������S� ���������m���+Y��� ���������������������������� �����������
!�� ����� � ����
� ����������
�� ������ � �� ��U�
/�� ����� � ��� �������� ���� ���� ��Y�� +���l�������@978H9BH8�B�����������������+���C�98������ �������������������+��������S�������������� ������ ��� +�� ������ ���l������������� ��H����� �� ������ �2�b� ��#�+����������6�������Y������������������������ � ������ ������ ����������� � �� �������� ������� �� � �� � �l��� ���+�� ���+b����Y� �������������7C���97������ �������������1"#$?&"�� ���������� 17@�2����������������� �O�������=//6.$/"??'��'� ������������������������������������������������� ���@978"�#�?"� ��������������������������������������������������������������� ���9B$/�$/'?� ��������������������������������������������������������������8�B.$ #".'� ������������������������������������������������� ��������C98��������������������������������������������������������������� ��������7C�(�97
� ����������
��� �#������� � ��������������������
�� ���������� �������� ����������������������������������� ������������ ����� ��������� ��������� ���������� ���� ��+�������� ��������� ��������� �S���������� �����
���������/).$ 0. .;.5)'%- 5'%+8',.- (&.-%5,b/ 0.2%/)./,2,./)(: 0.$./56';./ +% 2a8',/% 0. +%)(2% 0. 5(--,./).�
���������'-%/). +%$ (&.-%5,(/.$ 0. 2%/)./,2,./)(:&b/*%/$. $,.2&-.: ./ +% 2.0,0% 0. +( &($,@+.:+($ 2.0,($ &.-$(/%+.$ 0. &-().55,b/ <*%;%$ 0.$.*'-,0%0 J *'%/).$ 0. )%2%c( %0.5'%0(=�
� ���� ���������_�0 $�������� ������ ��� ����� ������������+�Y�� ��������� ������� ������ �������������������������������S����� ���n�(��Y� ���� ����� �Y��� ������ ������������������ ��������
�������� C>'.0% )()%+2./). &-(6,@,0( .+ '$( 0. %,-.5(2&-,2,0( C
0 " ��m��� ����� ���� ��� +��+��� ���� ������������� ������k ���� ������������ ���� ��� �n����� ������������ ��������������������� �� ��� �� ��+����� � ����� ���� �� ��n�(��Y� �
B8J
7;J
C8J
958
958�H�958
9B8�H�948
998
998�H�998
9;8�H�998
5;
5;�H�5;
988�H�5;
�/*'+( �%&%5,0%0 0.5(-).�<22=
�.55,(/
Aceroscomunes yespecialesAluminio yaleacionesLaton-Bronce
Acero Inox
Tubos dehierro
Perfiles
�%).-,%+�
<22=�.55,(/ ��E
1�1�13���#3
�13��#3
P�;8Q�;8
P�;8Q�;8
P�;8Q�;8
P�4Q�4P48Q48
P�4Q�4P48
C987C
C987C
C987C
97C987C
97C987C
;8 C878 48
C8 C8C8 C8
48 4848 48
C8 C8;8 C878 48
C8 C8;8 C878 48
7 @4 9
C @C @
9 99 9
C @7 @4 9
C @7 @4 9
ss
s
s

39
ES
#��_����� �������0 ��+������� ���n� ������ ���������������n�(��Y����������S����� ���������������S���������������+������������� ��
0 $�������� ������ �������������������������������������n�����������������
0 �������� �������� �������n�(��Y���������������0 " ��m��� ������+����� ������������ ��� �� �� ��� ����������k���������l������ n����������+����������������������� ���������������
0 /����������� ��� ������������ ���������������� �������n�������S���l������������������������������������������$ ����� �Y�+�������� �� ��� � ������Y��������Y���������������������m����������� ����
��� ���������_� �� �e>���� �9�������
������� k����������������+�� � ���� �������;88����� �0 .� �������������l����� ����������������������������������������
0 ���n���������k ���������+��+�����������������k����<9,*���=�S������������ ��� +�� ������ ����� ���������� ����� ���������
0 ���������������������� k������S������ ��� ������������ ������ 7�9� S� �b������� ��� ��� ���k ���� �+ �������� ���������k���������+������������������+�����
0 �������������k������������ k������������b� ����������C�7�
��� ���������
$�� ��� �� �� ��� ���������� � ��� ���n���� ��� ������n�� ���+��l���� ������ ������Y�������������l�����������+����������������������������������������������������������������n���������������l�����$������� ��������� ������� ���������������k�������� ����� �������������������������������� ����������������H��������������+����������� ��������������� ����������b��������������n������������������������nY�� �� ��������������������� �������������������+�������������������������������������������l�������������� �������������� �������k�������+������������������ ���������������� �������������������������������� ������������������������������� ������������������������������������ ����l����� S� ��� �m����� �������n����� ����������� ���������$������ ����������� ���������+���� ����� ������������ �������������������" �����������������������l����� �� �m����� �������n����� S� ��� �k���� ��� ��� ����� ���� ����������� ���+�� ������ ����� ���������+��
��! ��������_� �`>����: �����U:��������
��������� ��������� ��������������l������������������������������������� ��� �������������� ��+��l�����������������������������������S������k������� ���� ��������������� �� ������ � n� �� � ���� � ��������S� �����������������+�����$����+���Y�����+b����+�������� � ��m�� �� � ����� � ������ �������l��� ������ �Y��� ���������� ����������������S�������k���������������������k����� ���� k�� ������������ �������� ����������� ��� ��+��+������� ����������+������S������� ��m�� �� ������ ������ � � ��+����� � ���� ��� ��S�� � �l� ��� ������ ������ ������ ������S������ �������+���������� ���� �Y��� ��������� ��������������������������������S�������k������ �� �� �.�nY�� �� ���� ������� ����' /'?�&'�.$��'/�"�$&#$/�/".'/�1o/��$?�" '�
2002/96/EC
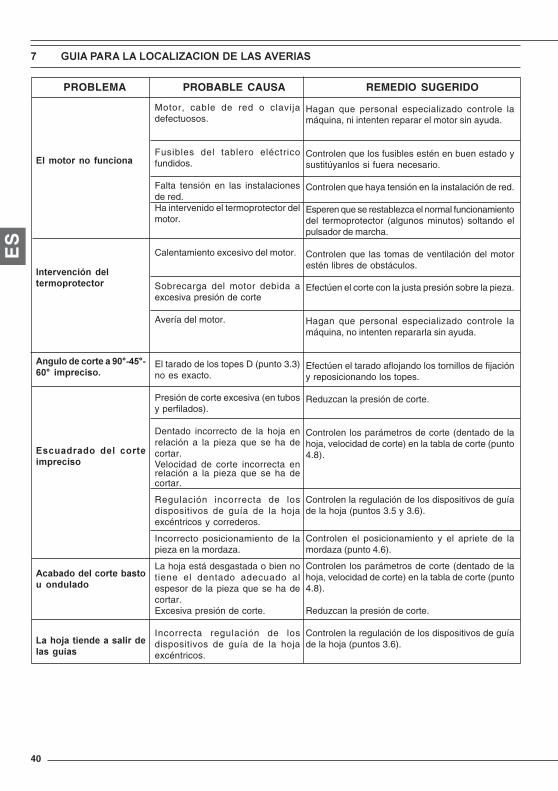
40
ES
Motor, cable de red o clavijadefectuosos.
Fusibles del tablero eléctricofundidos.
Falta tensión en las instalacionesde red.Ha intervenido el termoprotector delmotor.
Calentamiento excesivo del motor.
Sobrecarga del motor debida aexcesiva presión de corte
Avería del motor.
El tarado de los topes D (punto 3.3)no es exacto.
Presión de corte excesiva (en tubosy perfilados).
Dentado incorrecto de la hoja enrelación a la pieza que se ha decortar.Velocidad de corte incorrecta enrelación a la pieza que se ha decortar.
Regulación incorrecta de losdispositivos de guía de la hojaexcéntricos y correderos.
Incorrecto posicionamiento de lapieza en la mordaza.
La hoja está desgastada o bien notiene el dentado adecuado alespesor de la pieza que se ha decortar.Excesiva presión de corte.
Incorrecta regulación de losdispositivos de guía de la hojaexcéntricos.
+ 2()(- /( ;'/5,(/%
�/).-4./5,b/ 0.+).-2(&-().5)(-
�/*'+( 0. 5(-). % ��F�! F���F ,2&-.5,$(�
$5'%0-%0( 0.+ 5(-).,2&-.5,$(
�5%@%0( 0.+ 5(-). @%$)(' (/0'+%0(
�% 6(L% ),./0. % $%+,- 0.+%$ *'f%$
Hagan que personal especializado controle lamáquina, ni intenten reparar el motor sin ayuda.
Controlen que los fusibles estén en buen estado ysustitúyanlos si fuera necesario.
Controlen que haya tensión en la instalación de red.
Esperen que se restablezca el normal funcionamientodel termoprotector (algunos minutos) soltando elpulsador de marcha.
Controlen que las tomas de ventilación del motorestén libres de obstáculos.
Efectúen el corte con la justa presión sobre la pieza.
Hagan que personal especializado controle lamáquina, no intenten repararla sin ayuda.
Efectúen el tarado aflojando los tornillos de fijacióny reposicionando los topes.
Reduzcan la presión de corte.
Controlen los parámetros de corte (dentado de lahoja, velocidad de corte) en la tabla de corte (punto4.8).
Controlen la regulación de los dispositivos de guíade la hoja (puntos 3.5 y 3.6).
Controlen el posicionamiento y el apriete de lamordaza (punto 4.6).
Controlen los parámetros de corte (dentado de lahoja, velocidad de corte) en la tabla de corte (punto4.8).
Reduzcan la presión de corte.
Controlen la regulación de los dispositivos de guíade la hoja (puntos 3.6).
PROBLEMA PROBABLE CAUSA REMEDIO SUGERIDO
� ���������� �� ��� ��������� ����%����

41
PT
��� #�������>���� � ������g�
" ������ ������� ���� ������d���� �����dp����� ���� ����l������ ��Y�� �������dp�� � �l��� ������ ��� �������������������������������� p��� � ������ �
9 & #?'.�qr'��"?"��/' ������������������������������������ 79
@ & /#"�"qr' ��������������������������������������������������������� 7@
4 "U�/#"1$ #'/ ��������������������������������������������������� 77
7 �/' ����������������������������������������������������������������������� 77
; "�$//s?&'/ ������������������������������������������������������� 7C
C 1" �#$ qr' ������������������������������������������������������ 7C
5 �'??$�qr'�.$��?'>�$1"/ ��������������������������� 7:
&����
� �������'(��������
"��� ��������������+������������� ���l�������� ���������� ������������ � ���������� ��� � ���dt� � �������� ���������� ���l����� �� �� ��� �����dp��� +��� ����� � �� n�� �������(����dt� ����� ������������������ ���������� � ��� ���� ������ ����l����� �� ����� ��� �������� ������������ �����������H������������������ ��lH�� ����dt� � ��� ������d�� � � �����dt� � ���� ����� � �p��� ���� ������������l������ k����H��� ��������������� � � ��� ������ �������� ��� ����(�������������������� �������������p�����������������������������l(��������dl(���+��������� l(���������� ��p���������� �
��� �e������
p�� �+��������� � � ���������� � ��� W"#$ qr'� (�"�#$�"W������� ��� �����������.���������������������dp�� �� ������� ���� � ��� ������d��� � � �����dt� ����� � � p�� ��������� � ���� n�+��� � �� ���� � �������� ������� ������������H��������������������( �������������� ���dp������������$ �� � n�+��� ������� p�������e ��������� ���������� ����� �������� �
���gh��������������� ������ � ��������������������������� � ����� �
�������������������� �������������� ����������� �p������� �������� ��� �+�� �
������" ����� ���������� ������ ��� n�+���� p�������l������b���������������� ������dt� �
��� ������g� ���������
"��l�����b������+�������+������ �������� ���� ��dt� ��� �� ����� �.������ �������l�� ��������������� � ����� � � ���!������#��+b�� p���� ������ � ������ ��b���� ���������e����������� ���� ������������������������������������������������������������� � .������ � �������������� �� "� �������dp�� ���������������$�������H���������Y����� ������������$������������������������ ����������������������������������������������l��������������������������������������� ���� � � .������ � ��� /������d�� ������������� �
( ������� � � � �� ��� � ��� ������dp���m ����
( ��������l ��������k���� ����������dp��
( u����+��� ��������� � ��p� ��� ��� �����������l��������������������������������� �� ����������
��! ��#� � �������gh� �������������gi�
$ ����l����� ��������+����� ��+������������������������� ���$)% &(0. $.--%-�0 "q'/��'1� /�23$�45��60 "q'/�$/�$�&"&/�2��78��9: ��1�;��60 "��1v &'�$�/�"/��&<"/0 �"#r'0 >?' %$0 #�>'/�$1�"q'�23$�4;��3$�;@��60 �$?3&/�$1��="�"�$�"��1v &'
�j( W %0.8'%0% &%-% ( 5(-). 0.�0 1".$&?"�$�1"#u?&"/�/$1$�=" #$/0 '//'/�$�1"#u?&"/�/$1$�=" #$/����������������������������������������������������������� ���� �������������� ��������� �����+� �����������������������,� ��� ��dp������ ������� ��� ������ ����n���� 2���� n����6�
�� ������ ����� � ������g�
0 p�� � ��� ���l����� ��� ���� ������ �m��� � ��� ����� ��d������n���� ������l�� �����l �
0 p�� � l(��� ��� ��� ������ ������� � � ����dt� � ���� ��������k��� ��������+������p������������2�����H������ ���� ��H��� �� ������������������������������6�
0 p�����d����������������l������������� p�����������H�� ��������������������l������������dp������f����� ������ � � ��� ��dt� � ����l����� ��� ����� � �����+���������������� p�����������
0 $������������� �������� ���p������������������+��p���� ������ ��������� �� �������� �� ����� ��� ������� �������������� ������( �� ������������ ����������������� ��Y������� dp��8�
0 � �������� ��������� ���p��� �������� ���������� ����� � ��� ��� k�� �� �� � ����� ������k �� �� � ���� ��� ������������������� ���� ������ �������������
0 � ��� ������� �� �� ��� ��� �� ����������dp���k���� ��� ������dp�� ��� ������� ���� � � ����� �� ���� � ������ t� ��������� �, ��p� ������t� ����������dt� �� ������ �������� ����������+����� ������ l���
0 � ���� ����������� ������������ ��� �������������� ���+������� �������� ���� ��dt� ��������� �� �����
0 #���������dp�������+������������dp����p������l(��������� ����� �� ����� ��� ������� ��� ���������� ������e��� ����� �� ��������� ����p���H�g(���������������� �������� �
0 /�� ���� ���� l��� ������� �H��� t� � ��� ��+�� ���������dp���� �� ������� ������������������������������������� ������ ���� ������d��
0 $������������������l���������� ��������� ��� �����������dt� �� ��(�n �� �����l�� ������������ ��������� �+������������l������������ ������ �
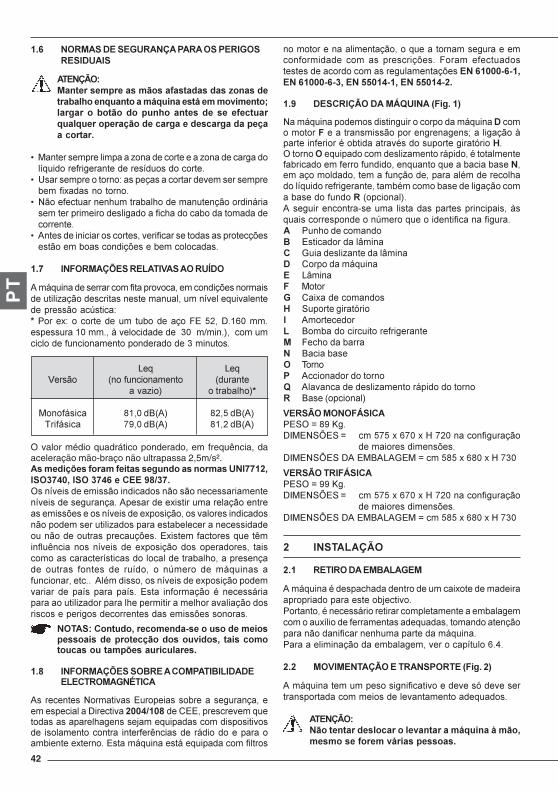
42
PT
��� ������ � ������g� #��� �� #�������������
���gh���%/).- $.2&-. %$ 2j($ %;%$)%0%$ 0%$ 3(/%$ 0.)-%@%+6( ./8'%/)( % 2a8',/% .$)a .2 2(4,2./)(7+%-*%- ( @()j( 0( &'/6( %/).$ 0. $. .;.5)'%-8'%+8'.- (&.-%kj( 0. 5%-*% . 0.$5%-*% 0% &.k%% 5(-)%-�
0 1������ ������������������������������������������������n���������������������� n��� ����������
0 � ��� ���������������� ���d� ���������������� ��� �����+����H��� ����������
0 p���������������������+���������������dp������l�� ���������������� ������������������+�����������������������
0 "��� ���������� ������ ���������� ������ �� �������dt� � �p�����+�� �����dt� ���+����������� �
��� ��9����gi� �������� �� ��e��
"��l�������� ������������������������������dt� ������ ��������dp���� ���� ��� ���������������n�������������������� p����m ����1������H�� �� ������������ ��+������d��3$�;@��.�9C8����� �� ����98������,���������������48������6�������������������������������������������4������ �
O valor médio quadrático ponderado, em frequência, daaceleração mão-braço não ultrapassa 2,5m/s².�$ 2.0,kl.$ ;(-%2 ;.,)%$ $.*'/0( %$ /(-2%$ �������:�����!�: ��� ��!� . � �����' ��n�� ������ p�������� ��p�� p������ ���������n�� ���� ������d���"�� �������H �����������dp�������� ��� t� ���� ��n�� �����H�� dp���� ������� ������� �p�������� ���������� ������� ��+������������� ��������p���������� �������dt� ��$H ����������� ������e�����e���� �� � �n�� � ��� �H�� dp�� �� � ��������� �� �� ������ ���������n ��� ����������������+����������� ��d���� ����� � ����� � ��� ��n���� �� �m����� ����l���� � ������������������"�b��� ���� ��n�� �����H�� dp������������� ��� ��n � ����� ��n �� $ ��� ������dp�� b� ���� l�������������������������������������������������dp���� � �� �������� ����������� ��� ��� t� � ����� �
������ �(/)'0(: -.5(2./0%�$. ( '$( 0. 2.,($&.$$(%,$ 0. &-().5kj( 0($ ('4,0($: )%,$ 5(2()('5%$ (' )%2&l.$ %'-,5'+%-.$�
��� ��9����gi� ���� � ���#�������������������m����
" �������� � ������� �$������ � �+����� ������d�������� ��������.����������!��� ����$$����� �������������� �� ������������ � �Y���������� ������ �� ��� ��� ���������������� �������e��� ���� �l����������������+������H�������$ ����l������ �l������������������
���������������������dp������������������ ���������������������� ���� � � ��� ��dt� �� 3����� ��������� �� �� ���������������� ������������dt� �� ���������:� ���������: � ��!��: � ��!���
��� �����gh� �� �`>���� <9,*� �=
���l����������� �� ������������������l������������������9��������� � p���������������� E������dp��,�������������b��+���������b ���� �����������k�����'����������������������� ����������l�����b�������������+��������������������������������������+����+� ��������d��������������������dp�������������b����������������n���������������������+b�������+� ��������dp�������+� ������������ 2�������6�"� �������������( ������ � ����� ������ ������� ��, ��� ������ ���������m����������������������������� ����������������� $ �����������f���� <����� �����������f���� ����������l���� �f���9 1����� ��H������������ � /�����������k��� "����������� >��+������������������������ 3��������+����� >����+� �� #����# "�����������������> "������������� ����������l������������� >� ��2�������6
���h� ����9`�����$/'�F�:B�G��.&1$ /w$/�F ���;5;�H�C58�H�=�5@8������������dp�
�������� ����� t� �.&1$ /w$/�."�$1>"�"<$1�F����;:;�H�C:8�H�=�548
���h� ���9`�����$/'�F�BB�G��.&1$ /w$/�F ���;5;�H�C58�H�=�5@8������������dp�
�������� ����� t� �.&1$ /w$/�."�$1>"�"<$1�F����;:;�H�C:8�H�=�548
� ����� �'(�
��� ����� �� �������
"��l�����b��� �����������������������H����������������������������� ����+Y����������������b����� l����������������������������+��������������Hn���������������� ��������� ��������������dp�������p����������������������������l�����������������dp�������+�����������������n�����C�7�
��� ��������gh� �����#��� <9,*� �=
"��l�������������� �� ���������������� k������ ������ ��������������� ������������������������� �
���gh���j( )./)%- 0.$+(5%- ( +.4%/)%- % 2a8',/% D 2j(:2.$2( $. ;(-.2 4a-,%$ &.$$(%$�
��� ������ p� 2��������������� 2�������
������6 �����+����61
1����l �� :9�8��>2"6 :@�;��>2"6#��l �� 5B�8��>2"6 :9�@��>2"6
43
PT
���gh���$ (&.-%kl.$ 0. ;,M%kj(: 0.$+(5%2./)( .+.4%/)%2./)( 5(2 .2&,+6%0(- (' -(+0%/%:0.$5-,)%$ /.$). 2%/'%+: 0.4.2 $.- .M.5')%0%$&(- &.$$(%+ &-.&%-%0( &%-% .$$. (@L.5),4( .8'. &($$'%2 ($ -.8',$,)($ /.5.$$a-,($ <������=�
������� ���������l������������������ �l������+������������������������������������������������ ��� ������ � ��d� �����+�H��������������������.� ������ ���l����� ���� ������� ���������������� +�� �� ������������������������ ����n+���������������� ������������������� ����������l�������������������� ���� �����������������+���������� ��������� ������� � �����H�dp���������������������� ���l(�� ���������� ����� ������ ���������� ����������l��������������� �� �f��� �������� ���������l��������� ���� �����dp������������b���� l���� ���������� ������� �����e��� ���� �������� ���+� ���������� ������� �e���������������������(� �� ��������b ��� ������� � �������� �.��� �����l���������� ����������������������������� ����������������������������������������������������������������� ����+Y������
���gh��" &-(,@,0( .+.4%- % 2a8',/% 2.0,%/). ( 5(-&(� <9,*� �=�
���gh���/).$ 0. +.4%/)%- % 2a8',/%: %$$.*'-%- $. 8'.( 5(-&( .$).L% /% &($,kj( @%,M% . ;,M%0( %(-.$)( 0% .$)-')'-% 5(2 5(-0%$ (' (')-( $,$).2%0. ;,M%kj( 5(/;(-2. ,/0,5%0( /% 9,*� ��
��� ����gh� �m������ <9,*� �=
�������� �� �� � ����dp�� ��� ����� ,� ����� ��l� ������ ��l������ �l�������,���������������� ������� ������ ��� ������d������������ ������������������������ �l���+���� ���������� ,� ������ ��� ��+�� ����� ��� �l����� ���� ��������������� �������� ��������� ���� ������d������������dp������������������������������dp������������������� �������+�������������
2����� �� ���h� ���9`������� ������ �� ����������������������� �l��������������������� �����f����������� ������ ,/0,5%0( &.+% $.)%����� �����������������������l����E� ��� ���p��������������������� ��� �� ���e ���������� ������ ����������1�����������������b����������� ��� ������� �����������k���+���������� �� ������� ����� � ������ � � ��� �H�dp�� �����������������+���� ����������������������������� ����dp���������������H �������������dp����������b������� ���������������� ���� � � � ��������� � ������� ����������� � � �+������� �$ ��� ������dp�� �����l� ��� � ������� ��� +� �� , ��������n ��� ���b����� �����l���������������������'������������ ���l�������� ������� �l��������������� � Y������ �b����� ��� ������dp��� ���� ���������� ��������dp������������������������� ������������ � ��������������������� ���� ������������dp���� ��������������dp�� ���� ��+���d��������������
���h� ����9`���� <9,*� != �� �� �� ������� �� �������� ���� ������ ��� ��������� ��� ����dp���������������( �������������������������� ��� ��+���d�� ������� ���� �������� ���dt� ��������������������������������������k���������������dp������� ����������������������������l��������l����������������������������l������b����� l������������ ���� ���+��p���������������� ���������������
���h� ���9`���� <9,*� ��!= �� �� �� ������� �� �������� ���� ������ ��� ��������� ��� ����dp�� ��� ������ ���� �� ��������� ���� �� ��������� ��� ��+���d�� ������� ���� �������� ���dt� �������������������������������b�����������������dp������� ����������������������������l��������l���������� ������������������l������b����� l����������+��p��� <9,*��=�����+��p����������������<9,*� !=� ��������������
���gh���j( 2(0,;,5%- &(- /./6'2 2(),4( % -.*'+%kj(0( 0,$&($,),4( 0. &-().5kj( 0( 2()(- &%-% .4,)%-8'. %$ $(@-.5%-*%$ &($$%2 0%/,;,5%- ($5,-5',)($ 0( 2()(- . (')-($ b-*j($ 2.5X/,5($�
"��� ���l�������� ������� �l��������������������dp���� ������dp�� ���������� �+���� �����b � ��� ��� �������������b����� ���� �p�� ���� ��� ����� ��� �+ ������ ������������ ������� ,� ������������ �H������ ����� ������lH�������+ ��dp��������������/�������������������������������+���������������������������� p����������� �������������+b�����������������dp�������������������f�������+������������� ���������� ���������
��! ������gh������ � �������� <9,*� =
�������� �� �l������ �� �������(�� ����� �� ����� �����l������@�@�� �+�������+������� ����������������������������������n������������������� ���������������������������� �������+����������������������������+������������������ �H������� �� ���+����� ������ ��� ������ � � ���b�� �����k��� ��������������������� ����������� ������������������������������������������ �B8���� �B;�����n����� �����p��<4.- ;,*'-% �=�"����������������������������b��������������� dp��+�H�������������������������������������������l������������������ ������
��������.- %)./)%2./). %$ ,/0,5%kl.$ 5(/),0%$ /($ 0(,$5%-)%3.$ 0. $,/%+,3%kj( %/).$ 0. ,/,5,%- 8'%+8'.-)-%@%+6(�
��������.- ( 5',0%0( 0. 5(+(5%- % 2a8',/% /'2% 3(/%0. )-%@%+6( %0.8'%0%: 8'.- $.L% /( 8'. -.$&.,)%D$ 5(/0,kl.$ 0( %2@,./).: @.2 5(2( D+'2,/($,0%0.� -.5(-0%-$. $.2&-.�
���������������������������l��������������������������������������������������� ���+� ��������������������������� ����������l ����������� �����������H����������������������������� �n�������������
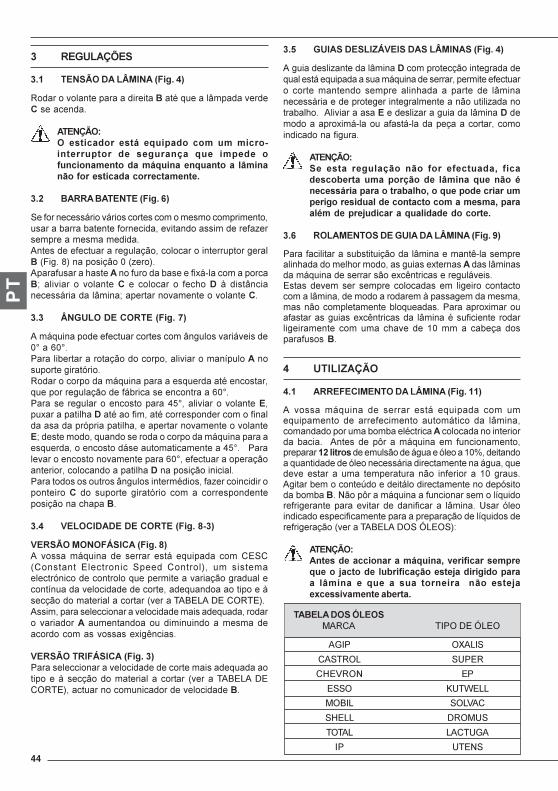
44
PT
� ��� �')�
��� ���h� �� �n���� <9,*� !=
?��������������������������� ����b��������f������������� ���������
���gh��� .$),5%0(- .$)a .8',&%0( 5(2 '2 2,5-(�,/).--'&)(- 0. $.*'-%/k% 8'. ,2&.0. (;'/5,(/%2./)( 0% 2a8',/% ./8'%/)( % +X2,/%/j( ;(- .$),5%0% 5(--.5)%2./).�
��� ����� ����� <9,*� �=
/���������� l����l�� ������ ��������� ��������������� �����+�����+�������������������������� ������������ ���������� ���������"��� ���������������������dp�������������������������������23���:6������ dp��8�2����6�"������ ������� ����������������+� �����Hl(���������������E� ������ �� ���������� �� �������� �� �������� ,� � �f������� l�������f���E�������������������������������
��� n����� � ���� <9,*� �=
"��l������������������������ �����f����� ����l�� ���8J���C8J�������+������������dp�����������������������n������ �� �����������k���?�����������������l������������� ���������b����� ������������������dp������l+���� �������������C8J������ �� �������������� ��������7;J���������������������H����������������b����������b������ ��������������������� �������k�����������������������������������������E��� ���������������� �������������������l������������ �������������� ����l �������������������7;J�������������������� ������������������C8J������������������dp������������������������������������ dp���������������� �� ������ �f����� ������b�� �������������������������� ��� ������� ����k��� ���� �� ����� ���������� dp�������������
��! �������� � ���� <9,*� ���=
���h� ����9`���� <9,*� �="� �� ���l����� ��� ������ � �l� �������� �����$/�2��� ����� $��������� /����� �������6�� ��� ����������k���������������������������������dp���������������n�����������������������������������������������, ��dp����������������������2������#">$�"�.$��'?#$6�" �������� ������������������������ ������������������ ���������� ������������ ��� �������� ���� ��� �������������� ��� � ��H�e��� �
���h� ���9`���� <9,*� �=����� ��������������������������������� ������������������,� ��dp������������� �� ������� 2���� ��#">$�"�.$�'?#$6��������������������������������������
�� ����� �����`��� ��� �n����� <9,*� !=
"������� �����������f��� ������������dp������������������� �l����������� ����l�������� ������������������������ ��������������� ������ �������� �� ������ ��� �f������� l���������������������������������p���������������+�������"�������� �� ���� ���������������f����� �������������H�l(��������� �l(��������d��������������������������������
���gh���. .$)% -.*'+%kj( /j( ;(- .;.5)'%0%: ;,5%0.$5(@.-)% '2% &(-kj( 0. +X2,/% 8'. /j( W/.5.$$a-,% &%-% ( )-%@%+6(: ( 8'. &(0. 5-,%- '2&.-,*( -.$,0'%+ 0. 5(/)%5)( 5(2 % 2.$2%: &%-%%+W2 0. &-.L'0,5%- % 8'%+,0%0. 0( 5(-).�
��� ��������� � ���� �� �n���� <9,*� �=
��������������� �+ ���dp������f����������e(��� ������������������������������ ���� ��H����� ����� ��f��� ����l�������� ������ p���H�e����� ��������l�� �$ �� � ������ ��� ������ �������� � ��� ������ ���������������f�����������������������,��� ���������� ����� ��p����������������+�������� �����������H��������� ����� ���� ��H�e����� ���� �f����b� �������� ���������������� ���� ���� ������ ��� 98������ ��+�d�� �� ������ � ���
� ��� ��'(�
!�� ���9������ �� �n���� <9,*� ��=
"� �� �� �l����� ��� ������ � �l� �������� ���� ������������� ��� ������������� �����l���� ��� �f����������������������+��+����b����������������������������� +����� � "��� � ��� �g�� ���l����� ��� ������������������������ +,)-($�������� p�����l������k������98L������������������������k�������� l������������������l������������� � ���� �� ���� ������������ �p�� ������� �� 98� ���� �"�����+����������m��������l���������������������k �����+��+����� p���g�����l���������������� ������n���������������� ����� ������ ��� �������� �� �f������ ��� k����������� ��������������������������dp������n���� �����������dp��2������#">$�"�.'/�s�$'/6�
���gh���/).$ 0. %55,(/%- % 2a8',/%: 4.-,;,5%- $.2&-.8'. ( L%5)( 0. +'@-,;,5%kj( .$).L% 0,-,*,0( &%-%% +X2,/% . 8'. % $'% )(-/.,-% /j( .$).L%.M5.$$,4%2./). %@.-)%�
"<&� 'M"�&/
�"/#?'� /��$?
�=$�?' $�
$//' G�#N$��
1'>&� /'��"�
/=$�� .?'1�/
#'#"� �"�#�<"
&� �#$ /
����� ��� _���1"?�" #&�'�.$�s�$'

45
PT
!�� 9�����������
���gh���/).$ 0. ,/,5,%- ($ )-%@%+6($ 0. 5(-).: %$$.*'-%-�$. 5(2 '2 5(/)-(+( 4,$'%+ $. )(0%$ %$&-().5kl.$ .$)j( .2 @(2 .$)%0( . /%$ &($,kl.$%0.8'%0%$�
���h� ����9`���� <9,*� �=�������� �� ����������� �������� ����� �� �� dp�� 9�� �� ��������������������������( �������l������ �l���������������������
���h� ���9`���� <9,*� �=��������+��p������������������������/������������������������ �Y�������������������
.��� �����H������� ����� �� ��� � ��������dt� ���b������ ���� ������( ������������+���������� ��������� �� ������� �������( �� ������ ����l����� �����������������������p��������
���gh���%/).- $.2&-. % 2j( .$8'.-0% %;%$)%0% 0% 3(/%0. 5(-). . /j( )./)%- 0. 2(0( /./6'2%&-(M,2%-�$. 0.$$% 3(/% 0'-%/). ($ )-%@%+6($0. 5(-).�
������������������p�����������������+��p���������������23���76���+�H����������������������������l�������b���� ���� �������������f����,���d����������������d�����p�� �� ������� ���� ���d�� ������ ��� �+��� �� ��d�� �����������������.����������� �����������dp�������d����������� ������ �������� ��������+��p����23����76���������������+�����l(������������� �������� ������� � � ��������n ��� � ���������������/������� �������� ������ � ����� �����l��������� ���p�����������( ������������������������b����������������� �� ���� �� �������dp�� ������� �� ������������ �� ����������� � ������ �� ����� ������� ����� ��� �� �� ���������������������� ����������� � ����� �����������+��p����23���76���� ���������� ��+���������������l������������������� ���l���k ������ ������ �
!�� ������ �� �n����
����� ���+������������������������� ��f��� �+���l��� ���� p���������� ��������� ���l�������� ����������� ��� �+����� ��������l����������������� ����b����� l������������� ��� ���� ��e ������� ����� �����������e�����������d�����d��.��58�(�:8������H��������������� p�����������������d�������������(������������������ ������ � ������ ������������������� �Y������� p������������������dt� ����� ���������dp�������� ��� ����������2��������+�����������6����� �����������H�����������������������������d��2�����H����786����d���f���:8���������� ��������������� ����� ;�����E� ��������� �� ��������� � ���� ����d������� �����������������������������@������������������+����������������� ��������������������������� ������� �Y�� ��������+������� �Y�� ��������� p�� ��������������dp������f����
!�! ���������gh� �� �n����
-������ ����������� ��������dp�������( �� ������� ��� ����� ����������dp��������������������� ������ ������ ����f����0 � ������( �������������������������� <9,*� �=<9,*� �=� �l������ dp��8E
0 �������� ��������� <9,*� !=� �������� ���������b�������f���������� ������� ��������E
0 �� ������ ���� �����f����� <9,*� !=���b��������������� ����n���� ��<9,*� !=E
0 ������� �� �l����� ��� ������dp�� �������� � � ������� ��<9,*� ��=�������������(����� ����� dp����<9,*� ��=E
� -.2(kj( 0( 5a-).- 0. $.*'-%/k% ;%3 ,/).-4,- ( 2,5-(�,/).--'&)(- 0. $.*'-%/k%: 8'. 0.$%5),4%%')(2%),5%2./). ( 2()(-�
0 � ������������������������������������E0 � ���������������������������������������� �������E0 � ��������f�������������� ��� ��� �� �����f���� ������ ����������������������� ������� ������������������������������ �������������������l���� �� <9,*� ��=��/��� ���p�� ������������������������f�����������l(�������� dp�����������0 ��������������������l��������������dp��"����������������+��p����<9,*� != ��������� ����� � ��������� ���� �� �f���� �� �� ����� �������������� �� ���� �
!� ��� �� ����� <9,*� ��=
'� ������ ��� �l����� ��� ������ � �l� �������� ����� ����������l���������������������������H��dp���������,���d����������������������l�������l���������������������d��������������������0 �������( ������������l����E0 ������������������������� ����������������������d����������� �����������������E
0 ��������� �� ����� ��� ����dp�� ,� ��d�� �� �����������H�����(����b������ ���n����� ������ ��E
0 ��������������������������������(���������dp��,���d�E0 ������ �� ��������� � ����� �� ������� ��������������������������d��������� ������ �
/���������� l�����������l�� �����d� ������ ���+�����+� ����� �������������� �������������������������������������������/�� ���� ���� l��������� �� +������ �� �������� ������� ������� �������� ����� �� � ������� �� ���������� �� ���� ��H��������������� ����� ����� ������������������d��
!�� ������gh� �� #g� �� ����� <9,*� ��=
" ���d� ���������������� ����������� ��������������� ����� ���� ���������������� ��+Y���� �
���gh���'/5% $.*'-%- %$ &.k%$ % 5(-)%- 5(2 %$ 2j($�
-������ �� ������ ������� ���� �� � � � ��� ���� ����� � ���� ����� ������� ��H����� ����������
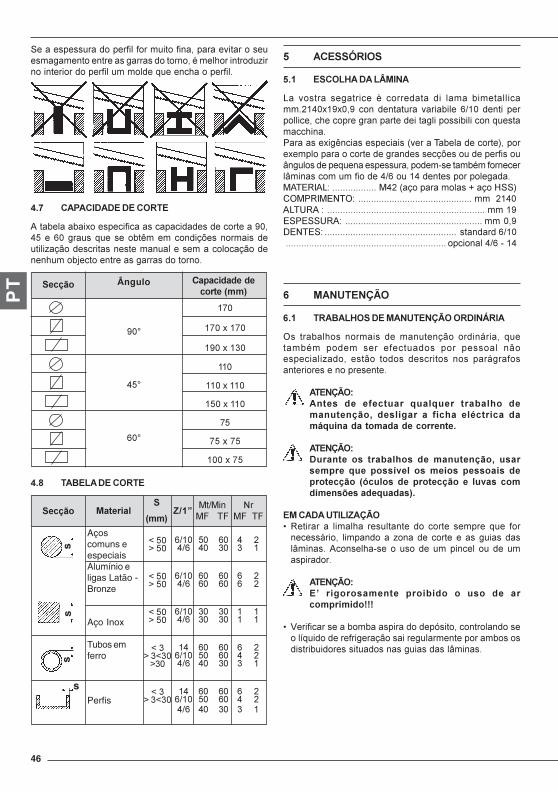
46
PT
� ����*����
�� ������ �� �n����
��� �� ���� �������� �� ���������� �� ����� +�����������@978H9BH8�B� ���� ���������� ����+��� C98� ����� ������������������������������������������ +��������� ���������������� ��H�e��� �� ���� �2������#�+������������6������H���������������������������� � ��dt� ����������� ���f����� ������������� �� ����������( �����+b�����������f��� ��������������7C����97������ ��������������1"#$?&"�� ����������������� 17@�2�d����������� �O��d��=//6�'1�?&1$ #'� �������������������������������������������� ����@978"�#�?"�� ������������������������������������������������������������� ���9B$/�$//�?"� ����������������������������������������������������� ���8�B.$ #$/� ��������������������������������������������������� ��������C98�������������������������������������������������������������� ��������7C�(�97
� ������'(�
��� ��������� � ������gh� �����`���
' � ���+���� � ����� � ����������dp�� ����l���� ������+b�� ������ ��� ��������� � ���� �� ���� �p�� ����������� � �p�� ���� � �� ���� � �� � ���l����� �������� ��������� �����
���gh���/).$ 0. .;.5)'%- 8'%+8'.- )-%@%+6( 0.2%/')./kj(: 0.$+,*%- % ;,56% .+W5)-,5% 0%2a8',/% 0% )(2%0% 0. 5(--./).�
���gh���'-%/). ($ )-%@%+6($ 0. 2%/')./kj(: '$%-$.2&-. 8'. &($$f4.+ ($ 2.,($ &.$$(%,$ 0.&-().5kj( <b5'+($ 0. &-().5kj( . +'4%$ 5(20,2./$l.$ %0.8'%0%$=�
� ���� �������gh�0 ?������ �� ������� �� �������� ��� ������ ������ ���� ������� l���� �������� �� ����� ��� ������ �� � � ��� � �� �f��� ��"��� ����( �� �� � �� ��� ��������� ��� ��� ��� �������
���gh��" -,*(-($%2./). &-(,@,0( ( '$( 0. %-5(2&-,2,0(CCC
0 �������� ����+��+��� ����������k ���������������� ����n����������������dp�� ���������������������+� �� � ��+����� � ����� ��� ���� ��� ��f��� �
/����� �� ���������������������������������������� ��� ����������������� ������ �����������b��������������������������������������������������������������
!�� ����� � ����
!�� ��#������ � ����
"���+�����+�H��� �������� ���������� ������������B8�7;��� C8����� ����� ���+�e���������dt� ������ � �������dp���� ���� ��� ������������ �����������dp������������+Y������������ ������ ����������
B8J
7;J
C8J
958
958�H�958
9B8�H�948
998
998�H�998
9;8�H�998
5;
5;�H�5;
988�H�5;
n/*'+( C%&%5,0%0. 0.5(-).�<22=
�.5kj(
Açoscomuns eespeciaisAlumínio eligas Latão -Bronze
Aço Inox
Tubos emferro
Perfis
�%).-,%+�
<22=�.5kj( ��E
1�1�13���#3
�13��#3
P�;8Q�;8
P�;8Q�;8
P�;8Q�;8
P�4Q�4P48Q48
P�4Q�4P48
C987C
C987C
C987C
97C987C
97C987C
;8 C878 48
C8 C8C8 C8
48 4848 48
C8 C8;8 C878 48
C8 C8;8 C878 48
7 @4 9
C @C @
9 99 9
C @7 @4 9
C @7 @4 9
ss
s
s
47
PT
#��_����� �������0 ��+������� ����� ���������� ���������� �f�������� �����������k������������� �����������
0 ?������� ������� ���������������������������������n���������������dp��
0 ������ � � �������� � �� � ��� � �� � �f��� � ���� ��������
0 �������� �� +��� � ����� ��� ���� � � � ������dt� � ���l����� �� �� ������������� ��������� ��� +��p�� �����������
0 /�� �p�� �� ������� ���l����� ��� ������ ����������������������l����������l������������e�������������� �����������u� ���� +��� ������� �� �� � �� � �� ������ ��f����������p������e������������������� p��
��� ���������gh� �� �e>���� ��9�����gh�
"����� p�������������dp������� ��� �+ ���n��������;88���� �0 &��������������������dp������l������� �����������������������������������
0 $ �����������k ������+��+�������b �������������<9,*���=�� � ��������� ���+b�� �� ������� ���� � ����� ��� ���������
0 �������������������� p�������� ��������������n���7�9� �� ���l��� ��� ���k ���� ������ ����dp�� ����� �p�� �������������������+�����
0 ������������dp��������� p��� �����������n����C�7�
��� ������o����
���� ����� ������dp��������������������� b����� l������ �����������+�����������������������Y����������������l�����"��� e������ ����������������������������������������l������� �� �Y������ l������������dp������� ������������������ � � ���+���� � ����������dp�� �H�������l���� ��� ���� �����������dt� ������� �Y��������������������������� �Y���� ������ ������������ �������������������" �e������������������?������������������������������l����� ������� ��������p���H ����������������" �e����-������������������" �e���������?�������������������( �� ���������������������������������������l���������m�������� b�������� �l�������������������$������ ����������� ��d� � ��� �+ ���dp��� b� ��������� l�������������������������" �e����������������l�������� ����m�������� b��������k���������d����� ������������� ���+��� ��� ���d� ���� �+ ���dp��
��! ������gh� �� �`>����: �������:����i�
-������ �� ������ ���� l���� ��������� ���l����� ��� ����� �� �������m��������������������� �������l� ���������������������������������� �� �����dp�� ��� �� n��� ��� ��� � ���������� ��� ����� ��� ������ � � ���� � ��� ������ �������dp�������+�����"� ��+������� ���+b�� ����� ���������� �������� ��������� �������������������(����������� ���������� ����������������������dp�������������dp��"����� p�������������dp��� ����������������p������� ��������������+������� �� �������� ��������� ���� �����������b���� ����������� �� n����� ��������� �������������� ��������������������� ���������� �������� ������������������������������dp���� ��� �� �����������������������' /s?�&'�.'/�s�$'/��/".'/1"&/��?sM&1'�
2002/96/EC
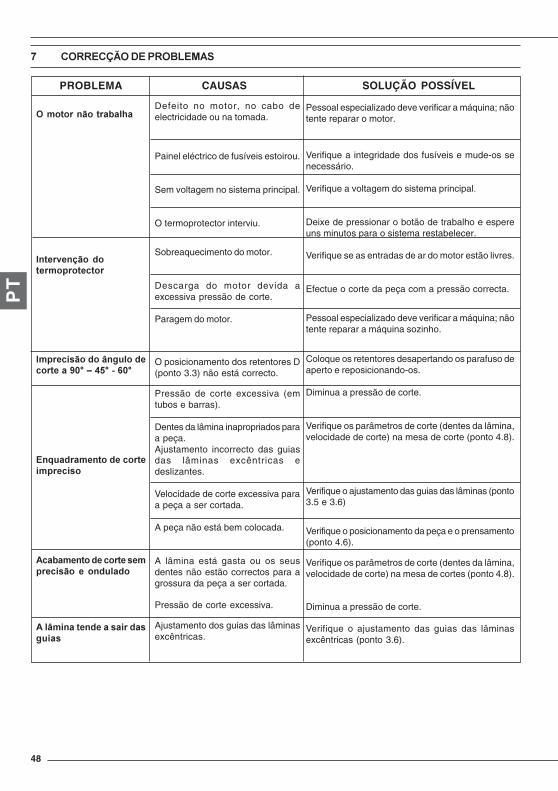
48
PT
Defeito no motor, no cabo deelectricidade ou na tomada.
Painel eléctrico de fusíveis estoirou.
Sem voltagem no sistema principal.
O termoprotector interviu.
Sobreaquecimento do motor.
Descarga do motor devida aexcessiva pressão de corte.
Paragem do motor.
O posicionamento dos retentores D(ponto 3.3) não está correcto.
Pressão de corte excessiva (emtubos e barras).
Dentes da lâmina inapropriados paraa peça.Ajustamento incorrecto das guiasdas lâminas excêntricas edeslizantes.
Velocidade de corte excessiva paraa peça a ser cortada.
A peça não está bem colocada.
A lâmina está gasta ou os seusdentes não estão correctos para agrossura da peça a ser cortada.
Pressão de corte excessiva.
Ajustamento dos guias das lâminasexcêntricas.
� 2()(- /j( )-%@%+6%
�/).-4./kj( 0().-2(&-().5)(-
�2&-.5,$j( 0( X/*'+( 0.5(-). % ��F p ! F � ��F
/8'%0-%2./)( 0. 5(-).,2&-.5,$(
�5%@%2./)( 0. 5(-). $.2&-.5,$j( . (/0'+%0(
� +X2,/% )./0. % $%,- 0%$*',%$
Pessoal especializado deve verificar a máquina; nãotente reparar o motor.
Verifique a integridade dos fusíveis e mude-os senecessário.
Verifique a voltagem do sistema principal.
Deixe de pressionar o botão de trabalho e espereuns minutos para o sistema restabelecer.
Verifique se as entradas de ar do motor estão livres.
Efectue o corte da peça com a pressão correcta.
Pessoal especializado deve verificar a máquina; nãotente reparar a máquina sozinho.
Coloque os retentores desapertando os parafuso deaperto e reposicionando-os.
Diminua a pressão de corte.
Verifique os parâmetros de corte (dentes da lâmina,velocidade de corte) na mesa de corte (ponto 4.8).
Verifique o ajustamento das guias das lâminas (ponto3.5 e 3.6)
Verifique o posicionamento da peça e o prensamento(ponto 4.6).
Verifique os parâmetros de corte (dentes da lâmina,velocidade de corte) na mesa de cortes (ponto 4.8).
Diminua a pressão de corte.
Verifique o ajustamento das guias das lâminasexcêntricas (ponto 3.6).
PROBLEMA CAUSAS SOLUÇÃO POSSÍVEL
� �����'(�������� ���
NL
49
� �������� ��� �� �����I ������������������������� !�
� ���������� ���������������������������������������������������������� �
� �9�������� ���������������������������������������������������� �
! �����I �������������������������������������������������������������� �
��������� ������������������������������������������������������ !
� �������� ������������������������������������������������������� !
� ���� ��U �� �#����� ��� #������ ��� �
�����
� �� ������������������+
�������� �� +����� ���T��V������� �����+������������� ���� ���������������������������������+��V ���TY��������������������������������������������T������������������T��V��������������V��������������T����T������������������>�T�����������������������������������V ����V������ ��V��YV�������������������������������������V �����Y���������++������������������������������V ��Y��+� ��������������������������������YV��������������<�+��V� ���������� �� ������� ����� ��� ���������� ��������T���������� �������������������������������V �T�����+� ���������NY������ ����������������������������� �����������������+��V�����������������������������T����������������� �+�������
��� �G�����
���� ����� ��� ��� T��� ���T����� !'�<$�$#� x�''?%&�=#&<)������������������'���T�������������������� ���������� ���T��� ���T������� ������� ����� ��� S�+����� ��� �����V����� +Y� �������������������������YV�V�������Y�����T����������������������T��V��������������������������������������$���Y������ ������� S�+�������������V�����
�#���� �������YV�� ����������� ��� �T������T��������V��������������V���
������������ ��������������������YV�� ������ �������T������������������� �������� ��������
�#��I���� �����V����������������Y������������� ��� S�+���� �Y�� ���� ����� ���� ����� ���������VV������T�T��V����������
��� �������� � ���������9��
.�� ������� � ���T������ ��� ��+��T�� ������ � ������ ������������������������$����� �������Y��������� � ����� � � ���!�����>�������� �������� ��� ������� ���� ��� ����� ����������������������� ��������������������V�T���+�������������������+��������������������Y���� ���������.���������������$<(���V������ ���� ������� �������������$(���V���������������������������V������� ��V��YV����� ��� ���� ���������� ��� �Y�� ��� ���� ���������������������� ����� ����� ���V�������� ����������� ���� ����������� �������� ���� ��� +���� ������������� ���� ��������
��� H�������H���������#����U�
'�������V������������� ������������������ ��������������S���T��� ���T�� ��+�� ����(�����Y� ����������������������
( .�����������+� ������� ��������( .����������� V����������������� +���
( ���+������T����������������������� ��V��E�������������� ������<������������T���������� ��������+�Y�����
��! ����� � �������UI �����I
.��������� ����T��������������V��������������� �Y�����. 2%56,/. $/,L0) 0. 4(+*./0. 2.)%+./�0 <$N'' �/#""��23$�45��60 /�$�&""��/#""��2��78��9: ��1�;��60 "��1& &�1�$ �(�$<$?& <$ 0 1$//& <0 >?' /0 /#""�>�&/�23$�4;��3$�;@��60 ��""#(�$ �"��1& &�1�?'3&$�$
�. 2%56,/. ,$ /,.) *.$56,K) 4((- 0. 4(+*./0.2%).-,%+./�0 ='�#�$ �/''?#<$�&UG$�1"#$?&"�$ 0 >$$ �$ �/''?#<$�&UG$�1"#$?&"�$ '�� ��� ���������������� ��� ������ ����������� ��������������������� �����������V��������������� ���� ��V���Y������������������������������������V�������� ����������� �� ��� �� +����������� ����� ��VV��2&�����6�
�� ������������������9�� �������� ����
0 <�+��V��������������� �� ��������������������� ������� ��������������+�������� ������������ ���
0 <�+��V� ���������� ���� +������ ��+� ������ �� � ��T��� �� ������������������������� ��V�� �Y�� 2+Y��� ��H��� ����������������Y��� �������T��������� �����������6�
0 3���������������������������������������������VV������Y��� �����������V����������� ������������ �Y����������V������T��V�� (���� �Y�������� ���� �������������������������
0 %����������������� ����T����������������V���� ������������������������V�����TY����+Y����+�������� ��VV�������� ����������� ���V�� ��� ����������� ���Y�� ��� �� ��� ������� ���V���������8� �����
0 .������� ��V���T��VV������������������V����������+�������T����������T���������� � Y��� ��V����VY� �������+���������������+�T���������������������������V������+�Y����������
0 .����� ���Y�� ��� ����YV�� +������� ��������� ���������� +������������������������� ������������� �����������������������������V�����Y���������Y� ����x+� ������� �����������������V��Y������T����������+� ��������
0 <�+��V���������� ����������������������������T������������������ ������+� ������ ���� ��������������T��������
0 �� ������������� ����� ���������V������������������ ��VV��������� �����������������VV������ ��������� ����������V�����V�����������������������������������
0 "� ��������������V�+�����+��V�������������������V������Y���������������������������� ���� ��������
0 N��V������������+���������� ��������������������� �+������ ��������������������������������������+������������������ ������������
NL
50
��� ������������������9�� ���� ����������"�
�#�����('0 'B 6%/0./ %+),L0 3( 4.- 2(*.+,LK ',) 0.@''-) 4%/ 0. 3%%* %+$ 0.3. 0-%%,)7 4((-0%) 'B.-K$)'KK./ ,/� (; ',)K+.2): 2(.) ' 0. $)%-)K/(&,/ 0. 6%/0*-..& +($+%)./�
0 =������������ �T����������������Y�� ������������������������� ����������+������������V������� ������������V����
0 <�+��V����Y�������������V��������� ��V����������T����������������������Y��������� �����T��������V�����
0 =�������Y����� ����� ��VV���������� ������������������������������������������������
0 ���������������������+����������������������+������������+� ���������������������� �������������� ��V��Y��
��� ��9������ ������ �� ��H���
=�����T�����������������+��������T��������������V���Y��� ����������������� ����+� ���������Y�������������������1��+������ ������3$�;@�+� ������9C8�����V���98��������� ���� ������� ���� 48� � ������ � Y��� � �������� ��T������S��� �����4��������
���Y���������������������������������� ����������Y����� ����������� ������������T����V��������� ������������� ���������.����������� ������� ����������� ���T���������������� �����������V�� �������������T���������������������� ������������������������� ���������. &-(.4./ 3,L/ ',)*.4(.-0 4(+*./$ 0. /(-2./ ����������: � ���������: � ��!��: � ��!���
��� ������U���� ��� � ������ <�;@��=
.���������+� ��������������������������������������9�������T������+������E������������� ��� ������V������������� ������������������������ ������.�� ������������V������� ������������������������Y�������TY�� ��� +�V��� �� ��� ����� ���� ������� ����� ��� ��V������� ������������������������V��� �+��� �������������+� ������� 2�������6��=��������������� �Y �� ������+������YV ���������������������� ������ ������V��������+�������T��������+��V��
� >������ ���������� %��� ������� 1�+���������������� 1���������������� %���9 1����� >������ +�H� .��� ���� ������ G������� �������� 1��� ����� =�����+�V� 1�������V���# 1�������V���+������> =������ ���+��������������V���� >� ������2�������6
��������� �� ��9�������<$N&�=#�F��:B�G��"31$#& <$ F ���;5;�H��C58�H�=�5@8����������� ��
�� �������$?�"GG& </"31$#& <$ �F����;:;�H�C:8�H�=�548
��������� �� ����9��������<$N&�=#�F��BB�G��"31$#& <$ F ���;5;�H��C58�H�=�5@8����������� ��
�� �������$?�"GG& </"31$#& <$ �F����;:;�H�C:8�H�=�548
� ����� ���
��� � ��#�II��� ��H�U���
.���������T����� ��������� ������ ���������� ��.��������VV��� ����� �� � �������� ��� ���� �� ��V��� �������������T���������TY���������������������������������� ��� +� ��������� ?��������� ����� ��������VV�� ������ ����� ��V� C�7�
��� � ������ ��#������ � ������<�;@��=
.��������� ��T�������������� �����������T�������������� ������� ��V����Y (���������������
��� ����������� 2�Y��� 2��Y��
����������6 +�T��V��61
$��� �� � :9�8��>2"6 :@�;��>2"6.��� �� �� 5B�8��>2"6 :9�@��>2"6
De gemiddelde kwadratische gewogen waarde, in frequentie,van de hand-arm acceleratie is niet hoger dan 2.5m/s²�. 2.),/*./ 3,L/ ',)*.4(.-0 4(+*./$ 0. /(-2./� �������: ��� ��!�: ��� ��!� ./ ���� ��.������������� ����� T������� �Y�� �� ������ � ������������������V��YV��TY����������� ����� �T����T���+Y�������T��V��V���T�������"��+� ���������������+������ ���� ������ ����+���� ����������� ������V������ �����������+�����T+����TY���T��������+��V��������+�������������������������������� ������������������V��YV��Y���$��Y�������YV�����������������������+���� ������ ����� ���� ��� +������ � +�������� ���� � ��� V�����V��� ���� ��T��V���V�������������� +������������������������� ������ ��������� ������ ������ ����������� .�� ����� ��������� ����� � V������ +��������TY����� ���� ����� ���������.����+��V����������� ������ ������������������������������+������������������ ��* ��������������������� �� ��
�#��I���� H,L -%0./ ,/ .+K *.4%+ %%/ &.-$((/+,[email protected].,+,*,/*$2,00.+./ ). 0-%*./ 4((- 6.) *.6((-3(%+$ (([email protected],/*./ (; �0(&L.$�
��� ��9������ ������ ��I������������ ���#����������
.����� ����������$����� �������Y�������������������������������� ����������+Y���������������Y��@88798:�$$<
NL
51
�#����#-(@..- 0. 2%56,/. /,.) 2.) 0. 6%/0 (& ).),++./: ((K /,.) 2.) 2..-0.-. &.-$(/./�
�#�����++. 6.;� ./ 6,L$B.-K3%%26.0./ 4((-4.-&+%%)$,/* 2.) ../ 6.;)-'5K (; )%K.+ 0,. ,/0.3. 6%/0+.,0,/* B(-0./ @.$56-.4./: 0,././). B(-0./ (4.-*.+%)./ %%/ 0.$K'/0,*. 6.;� ./6,L$2(/).'-$ 0,. 6,.-4((- (&*.+.,0 3,L/ ./ %%/0. /(0,*. 4.-.,$)./ 4(+0(./ <�����=�
'��������������V��������������������� ���������������������V������+��V����������T������V������������+������������ � ������ ��� ������� ��� ��V������������ � �����������������������V������+��� V��+�T��������������������������T����V������+����������V������������������'������������ �� � �����V��� ������� ������� ������ �� �������VV��� ��+�� ���TY������ ������ �� ��+��� ���� ����������� ��>�T��������� ������������V�����������������++����������������������� �����"� �����������T���������� ������������������������� ������� � ���� ���� ��������� ��� T������ �� ������V�����V���������V�+�� ����������������� ���V��������������Y��/���V������V����������������������������������+Y����������Y �����
��V�����������������������������������V��������������������� ��V���Y ������
�#�����.) ,$ 4.-@(0./ 0. 2%56,/. (& ). ),++./ 2.) 6.)6((;0*.0..+). � <�;@��=
�#�����((-0%) ' 0. 2%56,/. 6,L$): 5(/)-(+..-) ' (; 6.)6((;0*.0..+). 0,56)*.K+%&) ,$ ./ 4%$)*.2%%K),$ %%/ 0. -.$) 4%/ 0. $)-'5)''- 2.) )('B./ (;%/0.-. 4.-%/K.-,/*$$J$).2./ <�,. �;@ �=�
��� � ������ ��������� �# � ������<�;@� �=
���������������������������� ����������� ���� �������������� ����������� ����������� ����������� ����� �1��V� ���� ���� ����� ����� ���� ��� ������� ���������V������ ��V��������� ����������� ���� ���������� ��������������������������������������������+� �����������������������V������Y��
���� � ��������� �� ��� 9��������������������������������������������������������,/ 0. -,56),/*4%/ 0. &,L+������������������������������������������E�� ������������������ �����T �������T���������������� ������� ��V�����1���������� ���V��V� ������������������������� ���� ��� ���� ���� �� �� ���� ��� ������������+��� ���������� �'�� ��� ������ ���� ���� ��������� �����V ����� ���V������T�������������������������������� +�������������V��� ���������������+��� ����.����+����������������+����T�����������������V�� ���V�����V�������������������������������� �����
.�� ������ ���� ����� +�������� � ������ �� ���� ���+������� ���V������������������������������� ������� ���V������ �������������T�����������"� ������������ �����T�������������������T��������V����� ��T��������������T������������V���T��������� ���V����
��������� �� ��9��������2"�+��76"� � ��� ������ ��������� �������� V���� �� ��T����T����������������T���� ������ �����������������������YV�� ����� ���������V���������V���� ��������������������������+��T���� ��������� ��� ����V���� ���� ���������� ������� ��T������� �����'������������T����������������������V�����T���V������ ����V�����������������������
��������� �� ����9���������2"�+��4(76"� � ��� ������ ��������� �������� V���� �� ��T����T����������������T���� ������ �����������������������YV�� ����� ���������V��� �� ��� ���V��V� �� � ���� ���+��T���� ��������� �������� ��� ����V���� ���� ��� ������������� ���T������� �����'������������T����������������������V������� ����V�����<�;@��= ������������� ����V����� <�;@�!=����������������
�#�����).+ 0. 2()([email protected].,+,*,/* (& *../ ./K.+. 2%/,.-%/0.-$ %;� ' K'/) 6,.-2.. 0. 2()(- 2%%- ((K%/0.-. 2.56%/,$56. (/0.-0.+./ @.$56%0,*./�
�T�+�������� ������� ���������������+������� ���������+� �������������������� ���V������T�������������������� ����� ������ V��� �������� ���� ��� ��H����������������������������� �������"� ��Y��� ��������������� +�������� � ���V����� ���������� �� ��� ����V���������+���Y������������� ����������������������������� ��� ������������
��! � ������ #��������������#���<�;@� =
����� ��������������� �+� �����������������������@�@�����������VV��+��V����������V������� ���������������+�VV�����������Y��� �����������=����������T�T��V���������V������������������� ���������� ����� ����� +�T��V������ ��� ������ ������� � ���������T���+Y����������V����������������V������ ���B8���B;������������������������V�����������<�;@� �=�G��������� ���������T���������������������������������������������T��������������������TY�������������+����������������+������ �������������� �����
�������������..$ %%/0%56),* 0. ,/6('0 4%/ 0. )B..$,*/%+.-,/*$@(-0L.$ 4((-0%) ' @.*,/) ). B.-K./2.) 0. 2%56,/.�
�������������(-* .-4((- 0%) 0. 2%56,/. ,/ ../ *.$56,K).B.-K-',2). $)%%): 3(B.+ B%) 0. ).2&.-%)''- ./%/0.-. (2*.4,/*$5-,).-,% @.)-.;): %+$ B%) 0.4.-+,56),/* @.)-.;)� 0. %+*.2./. 5(/0,),.$ 4%/0. (2*.4,/* B%%-,/ ' 2.) ../ 2%56,/. B.-K):3,L/ 4%/ ;'/0%2./)..+ @.+%/* (2 (/*.4%++./ ).4((-K(2./�
#������������������������������������������� ���V���������Y�������������� ��������������������E�+��� ��������������������������������+� ������������������������������������ �����������������V��� �������
NL
52
� �� ����
��� � ���� �#���� <�;@�!=
.������������T��������������� �����������������������Y�����������
�#�����.) $&%/$J$)..2 ,$ ',)*.-'$) 2.) ../4.,+,*6.,00$2,5-( B%%-0((- 0. 2%56,/. /,.) K%/B.-K./ %+$ 0. 3%%* /,.) *(.0 ,$ *.$&%//./�
��� ��������� <�;@��=�
"� ��� ��VV�������������������������������������Y���V�������������������� �������+��V������+Y���������������������������� ���� ���V� ��V����V�� �T���������������������������������������� �� ��� ����� ��� ��� ����������� ����� ���� �� ������� ���V��������2�;@� �=����8�2���6�.������� �������������������������+� ����������� ������ ���������������E������������������T������������� ������ ��������������T�� ����� ����������������E������������T���� T������ ��
��� ������I <�;@��=
.���������V��� ��������V�������8J�����C8J�������'������������������������������������ ������V�����������V��������������V������������� �"������������� ������ �.�����������������������������V ����������������� ������������+��V� ����� ��������C8J�'�������� �������7;J���������������V������������T����� �����V�������+������������������������ ������� ���������������������������� ���������������+������������T���������������T��� B..- 4%$)3.) E��� ��������������������������� ���������� ����� ��V � ������� ���� ���� ������� �� �����������������V�����7;J�'�� ��� ��� ���� T���� ��� C8J� ��� �������� ��������� �� �������������������+������Y��+� ��������T���+Y� ����+��������T�������Y���������� ����������������������V ��������� ���������T������V��������������TY����������������� ���� ������������������ ����������������Y����
��! ���������� <�;@����=
��������� �� ��9������� <�;@� �=.���� +�������� � ������ ������ ���� S ����� ����� �� ������ ��������� 2�$/�� (� ��� ����� $��������� /�����������6�� ���� ���V���� ��� S ����� ���� ������ ����� ����������������������� ����������T������������ ����������S����������V������������������������T�������������2�����%""<#">$�6���V������ ������� ���� ��V������� �������V����������� ������ ������������������������������������� �������
�������������������� <�;@� �=<�+��V���� ������ ���V����������������� ���� ��V������ ������� ��� V����� ����� ���� ��������� ��� �����������V��������T�� �����������2������%""<#">$�6��
�� ����� ��������� <�;@�!=�
1��� �����+���� ������ ���������� ���� ���+��T��+����������T��������T�+�������� ������� ���V������Y��� � ���� ������ ���Y�� ���� ������ ������ ��������+��������������������������������������������+��V����������� ��������� � 1��V� ��� ������� � �� � ��� ���� �������� �����������������+Y���������������������� ��V����������� �Y��������� ���������+������
�#�����+$ ' 0,) /,.) 0(.): @+,L;) 6.) 3%%*2.$*.0..+).0%) ' /,.) *.@-',K) ),L0./$ 6.) 3%*./ (/@.0.K):B%) .M)-% *.4%%- (&+.4.-) ./ @(4./0,./ 0.3%%*KB%+,).,) ,/ *.4%%- @-./*)�
��� � ����� �# � ��������� <�;@��=�
'������������ �����VV��YV������������������������������������������ ����������Y�������T������������� ������ ��� ����� �H����� ��� ��� �� ���+�����.���� ������� ������ ���Y�� ����Y� � ���� ������ � ��� ��V��� ������ �������������� �������������������������� �������������'������H����� ���������� ������� ������� �������������������+���Y���������� ������������98����������� ������V����
� �����+
!�� � I����� ��� � �������� <�;@���=
.���� +�������� � ������ �� ���� ���� ������� �������V�����������������V�� ����������������+�V��������������������������+��V�����������V������������ ������� +,).- T��������98�L�����V�����T���+Y���������������������������T������������������V����������98������������Y����?����������� ������������������������ ���������������������� �����������������������������������������V������� ���������������������+� ��������<�+��V�������� �������+������� ���������+����������V�����������2���������������'�&$#">$�6�
�#�����((-0%) ' 0. 2%56,/. %%/3.): 5(/)-(+..-) ' %+),L0(; 0. $2..-2,00.+$)-%%+ (& 0. 3%%* ,$ *.-,56)./ 6.) K-%%/)L. /,.) ). 4.- (&./ $)%%)�
"<&� 'M"�&/
�"/#?'� /��$?
�=$�?' $�
$//' G�#N$��
1'>&� /'��"�
/=$�� .?'1�/
#'#"� �"�#�<"
&� �#$ /
���������I �G#
NL
53
!�� H�I���
�#�����(/)-(+..- (& 3,56) 4((-0%) ' @.*,/) ). 3%*./(; %++. @.4.,+,*,/*./ ./ @.$56.-2,/*./ (& 6'/&+%%)$ 3,))./ ./ /,.) $)'K 3,L/�
��������� �� ��9������� <�;@� �=%��� ��� ����� ���V�������� ��� !9)�� ��� ���V������ � ����� ���V����������������� ����V�����
��������� �� ����9�������� <�;@� �=.��V����V������������������ ���V��������G� �������������V�����������T�� ��� �������
%����� ��� ��� ���� ������� +� �������� ��������� � ������������������������Y���V������+����������������'��������������������������������� ����������V��������T��������������������������+����
�#�����('0 'B +,/K.-6%/0 %+),L0 ',) 0. @''-) 4%/ 0.3%%* ./ &-(@..- /,.) ,/ 0. @''-) 4%/ 0. 3%%* ).K(2./ ).-B,L+ 0,. 0-%%,)�
.��V��������TY �����������T���������������� ����V�����<�;@� !=� �� ��� ����� ���� �������������� ���� ����������������YV��������������������������������� ��������T��V ��VV�����>��������������YV��������������������T��V ��V�����T�������������������#� ��������������������� � � �������V�� ��� ������T��V ��V� ��V������ ����� �� ���Y�� ��� V������ <�;@� !=�� �� ����+�������V����������� ���������������V���������������"� ���� ���� �����+��V��������������� ���������������������������������������������V�������+���V���������������+�������� ��� ���V���� � ��� ��� ������ �����������������������������������������������������+���V���� ��������������������������V����������������� ���������V������<%;@� =��� ����T��������������������T����+������������������� ���������V�����������
!�� � ���� �� ���� ������
���������������� ���� �����������+��������������T���������+�������� ������� ������V������Y����������1��V������� ����T�������������� ����������������T��V ��V��������������������58�(�:8�����������V������ ����Y� ����������������������������������������VV�������������YV�����Y��� ������������� ������'�����+���Y����T��V�����VV���������Y� ��� �������������T��V�� ��������������+�������T�����������������������2������������+��6��������������V�������������+Y����+���������������� ������� ����������� �����2+����786��������������������:8���������������Y�������������������E�� ��������� ��������� �� V��������������� ��V� �� ��� ����������@��������������"� �����������������������T������ �������� �����+���������������������������������� ������������
!�! � ���� �������
.����� ��� ��� ����� ��� ���������� ��� Y�������� ���� ������������������������V���� �Y���������������������0 ���������������������� ���V������� <�;@��=<�;@��= ��!8)� �����
0 ����� ���� ����T���Y�� >� 2"�+�76� ����� ��V � ������� ��� ����������Y���������E
0 �������������������� <�;@� !=�������������������� ����������� ����������� ��� ������V��� <�;@� !=E
0 ������������������Y��������� <�;@� ��= ������TY�����������������T���Y� �� <�;@���=��� E�+$ ' 0,) 5%-).- 4.-B,L0.-): $56%K.+) 0. 2,5-( ,/ 0,.%')(2%),$56 0. 2()(- ',)3.)�
0 �������������������������� �����������T����E0 ���V�������T���������� ���� ������������� �����������������T����E
0 �������������� �T�����������������������������������������������V��������<�;@���=������������������+����V����������������������������������������"� ����������� �����V���������������+���Y���� ���������������������������� �����
0 1�����������+������� �������T����.��V������V����V��������V������<�;@� !=�V������������������������������ ��Y���������������
!� � ��������I�� �����I� <�;@���=
.����������V�����������+�������� ������� ��������� ����������� ������ ��� V���� ����� ��� ���� ��� ���� �� �� ������������������V�������������'��������������������V�������0 ������������������ ����E0 ���V�������������������������������������������� �������� ��YV���E
0 ��T� ��� ������� ���� ��� ��V������������ � ����� ���T��V ��V� ���E
0 ������������������ ������V����������������E0 ����� ��� ��������� ����� ����� � ������ �� ���� T��V ��V�� �V������� ������T������
"� ������������ ��VV���������� ���������� �Y��������V������V������ ����T������ ������������������"� �������������� ������������+��V�������V������� ����V������ �������������������������V ������������������������������� ��������������������V����T����������� ��V�
!�� �� H�I���I �� � ��������I��#������ <�;@���=
.�� ��VV��������T�� �������������������������� �����V���T�������� T������ ������� ��� ������� ��� ����������T�������� ������ ��V���
�#�����('0 /((,) ../ B.-K$)'K 0%) ' 3%%*) 4%$) 2.)'B 6%/0./�
"� � �� ������������������������ �Y����� ������������ ��������������������+Y�������������������������������� �������+���������������+���������
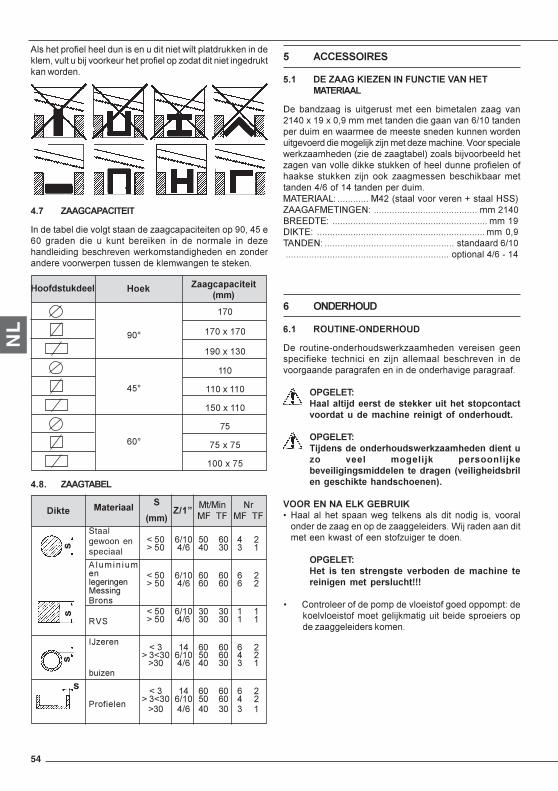
NL
54
"� ��������������������� �������������T����������VV�������V������������+Y�����V�������������������������������������V�V���T������
� ���������
�� � ���� I��� �� 9����� ��� ����������
.�� +�������� � ������ ������ ���� +�������� ����� ���@978�H�9B�H�8�B���������������������������C98������������������T������������� ��� ������V������T�����������������������YV��Y������������������������ ������T��V����������2������������+��6����� �+Y����+�������������������������VV�� ��VV�������������������������������V �� ��VV��� �Y�� ��V� ������ ��� +� ��V+��������������7C����97����������������1"#$?&""�� ������������ 17@�2 ����������������O� �����=//6%""<"31$#& <$ � ���������������������������������������� ���@978>?$$.#$� ������������������������������������������������������������ ���9B.&G#$� ��������������������������������������������������������������������8�B#" .$ � �������������������������������������������������� ���������C98��������������������������������������������������������������� ��������7C�(�97
� ��������
��� ���������������
.�� ������(��������� T��V���������� ���� ��� ���� �����V�� ������� ��� �Y�� ��������� +� �������� �� �����������������������������������������������������
�#�����%%+ %+),L0 ..-$) 0. $).KK.- ',) 6.) $)(&5(/)%5)4((-0%) ' 0. 2%56,/. -.,/,*) (; (/0.-6('0)�
�#�����,L0./$ 0. (/0.-6('0$B.-K3%%26.0./ 0,./) '3( 4..+ 2(*.+,LK &.-$((/+,[email protected].,+,*,/*$2,00.+./ ). 0-%*./ <4.,+,*6.,0$@-,+./ *.$56,K). 6%/0$56(././=�
���� � �� �I �����I0 =���� ��� ���� �����T��� ���V�� � �� � ��� ����� �� ���������������������������������������� ��NY���������������������VT� ��������� �����������������
�#�����.) ,$ )./ $)-./*$). 4.-@(0./ 0. 2%56,/. ).-.,/,*./ 2.) &.-$+'56)CCC
0 ����������������������������� ��������������������V������� ������������YV��������+���� ������ ����������������� �V�����
!�� ������#������
&�������+������������ ��������������������������B8��7;��C8� ������� ��� �� V���� +���V��� �� ��� �������� �� ��������������+� ��������T��V�� �������������������������������T�������� ������V���T��������� ��V���
!��� ��������
B8J
7;J
C8J
958
958�H�958
9B8�H�948
998
998�H�998
9;8�H�998
5;
5;�H�5;
988�H�5;
�(.K �%%*5%&%5,).,)<22=
�((;0$)'K0..+
Staalgewoon enspeciaal
������ ��������������������� ��
���
������
������
� ������
�%).-,%%+ �
<22=�,K). ��E
1�1�13��#3
�13��#3
P�;8Q�;8
P�;8Q�;8
P�;8Q�;8
P�4Q�4P48Q48
P�4Q�4P48Q48
C987C
C987C
C987C
97C987C
97C987C
;8 C878 48
C8 C8C8 C8
48 4848 48
C8 C8;8 C878 48
C8 C8;8 C878 48
7 @4 9
C @C @
9 99 9
C @7 @4 9
C @7 @4 9
ss
s
s
NL
55
HI��UI� ��������0 /�������� ������������������������������������ ������������� ����������������������V����
0 ���TY���� ���� ����� ��� ��� ����� ���� ��� ������ ��� ��V������� ����������
0 ?������������Y� ����������������������������VT� ��0 �������������������+� ��������������� ������������������������������� ������Y����������� ����V��������T��V��
0 "� ������+�������������������Y��������+��V����������������������������������T������ �����V�������������������� ��=��� �������������������������������������� �������������������������������������� �������+�Y���
��� � I���������9 ������
.�� V������� ���� ����� ��� ��� ;88� ��������� ���T����������� ��0 =������� ��VV������������������������ �����������0 #��� ��� ���� ���� ��� ��� ��� ������������ � <�;@� ��=� �����TY������V������������������������ ������
0 1��V�������T������ ����V��������� �+� ��������������7�9�������������������������� ����������� ������
0 ����� ��� ���T��V��� ���� ��� ��+��V��� ���� ���� ��� �� ������C�7�
��� �����
"� ���������������������T����������������������������Y� ��������� ���������� ��� ���V���+��� ��� �������� ����� ��������.��������������������+�����������������������������"� � ���� ��V�� V������ ������V��YV� � ����� +Y��������������� ������������������������������ ������������������V���Y������������������������������T���������������V���� ��������������������������V�������������������� �������T� ����V��������V����� ������ �N�������������������������������� ���������������V��������������Y��������V������������������������������������������ ��������������������� ��������Y����������$(���V����� �����'������������� ��� +� ������� ����� �� ���Y�� ���������� ����������������� �����������������+� �������������������Y �����������������+Y�������T�� ������������� �����
��! � ������ ���#�: �� �9��� � ������I� �������99� ��H�I�
"� ��������� ���������������������������������� ���������������������������������������� ����������������V����� ����(������������ �� ��������������(� ��� �S�y������ �������T����������������'�V�����������������������VV������������� � ��� ���� �������� ���T����������������������V������������������� ��� V������ ���T��V��� ������������������������������V������������������������������������+��V���V������� ������������� �������������T��������� � ������������������T������+� ����T������� ���������������T����������������������� ����� ������������(����� ���+���Y����?��������� �� � �������� ���� .&�=#/#>&U%&U .$�$ #?�1��''?�<$>?�&G#$�'�&$/�
2002/96/EC
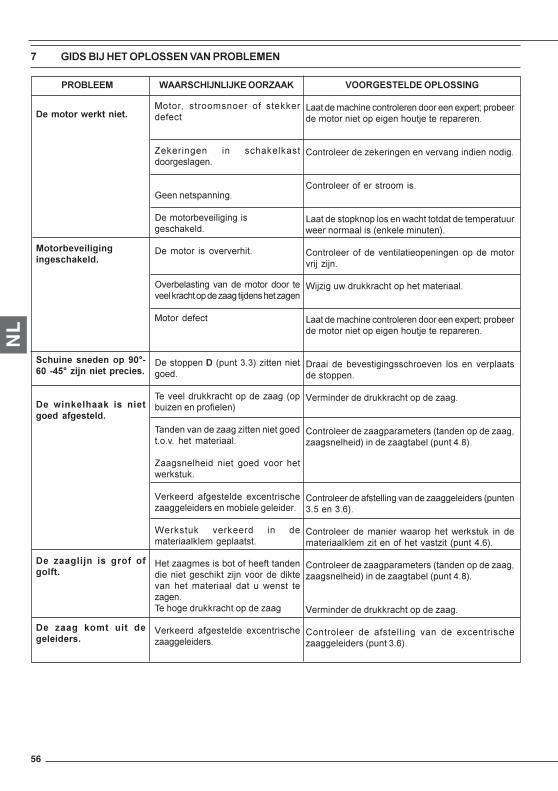
NL
56
1������ ����� ����� ��� ��VV��������
%�V������� �� ���V��V� ������� ������
<������� �������
.�������+�������� �� ���V����
.�������� � ����������
'���+��� ���������������������� �������V������������������Y��� ����������
1�����������
.�� ���������2�����4�46���������������
#����������VV�����������������2��+����������������6
#��������������������������������������� �������������
%��� ������� ���� ����� ����� ���T��V ��V�
���V����� ���� ������ �H����� �������������� ������+������������
N��V ��V� ���V����� �� ����������V����������� ��
=��������� � �+��������������������������� ��V���Y�����������V������ ������������� ���� �� T�� �� ��������#����������VV����������������
���V����� ���� ������ �H����� �������������� �
�. 2()(- B.-K) /,.)�
�()([email protected].,+,*,/*,/*.$56%K.+0�
�56',/. $/.0./ (& ��F��� �! F 3,L/ /,.) &-.5,.$�
�. B,/K.+6%%K ,$ /,.)*(.0 %;*.$).+0�
�. 3%%*+,L/ ,$ *-(; (;*(+;)�
�. 3%%* K(2) ',) 0.*.+.,0.-$�
�������������������������������������H����E����+����������������������������Y���������������
����������������V����������������������������
����������������� ������ �
�������� ���V������ ����T��������������������������T������������ �2��V����������6�
�����������������������������������������������Y��Y��
NY����T����VV����������������������
�������������������������������������H����E����+����������������������������Y���������������
.���� ��� +��� ���� ��������� �� � ��� �������� ��� �������
���������������VV�����������������
��������������������������� �2���������������������� ������6������������+���2�����7�:6�
���������������� ������������������������� �2������4�;����4�C6�
����������� ���������T������ ����T��V ��V� �� ����������V������������������� ����2�����7�C6�
��������������������������� �2���������������������� ������6������������+���2�����7�:6�
���������������VV�����������������
����������� ��� �� ������� ���� ��� �H����� �������������� �2�����4�C6�
#����� H�������U���UI ������I ��������� �#�������
� �������������� �����%������� ��

�����������
������ �
����������� �������������������������������� �� � � �!�""���!�##���
�� �$�%��&��'()�*(������+�$�%��&��'()�*,&�-���.��/0�#�120�1� �3
444 0�1� �3




![C8 =FID8:@FE ;F :C@E@:F& - Dialnet · c8 =fid8:@fe ;f :c@e@:f& l\o ^`]^csabo s]\s`sbo* boz[gio.t g jksgtjgy jk rg vyoiurumog irotoig&?]g as voss](https://img.pdfslide.net/doc/110x75/5f9a4aeb11420c1de010077c/c8-fid8fe-f-cef-dialnet-c8-fid8fe-f-cef-lo-csabo.jpg)