Embed Size (px)
DESCRIPTION
Understanding API ICP653 Reading 8-Worksheet-05 Part2b
Citation preview
Understanding APIICP653Reading 8 Worksheet-05 Part 2b of 2Welding & NDTMy Pre-exam Self Study Notes26th February 2015
Charlie Chong/ Fion Zhang
Charlie Chong/ Fion Zhang
Welding – Steel Structures

Charlie Chong/ Fion Zhang
Welding – Steel Structures

Charlie Chong/ Fion Zhang
Welding – Steel Structures

Welding – Steel Structures
Charlie Chong/ Fion Zhang

Welding – Steel Structures
Charlie Chong/ Fion Zhang
API 653 Exam Administration -- Publications Effectivity Sheet FOR: November 2015, March 2016 and July 2016 Listed below are the effective editions of the publications required for this exam for the date(s) shown above. API Recommended Practice 571, Damage Mechanisms Affecting Fixed Equipment in the Refining Industry, Second Edition, April 2011
Charlie Chong/ Fion Zhang
API 653 Exam Administration -- Publications Effectivity Sheet FOR: November 2015, March 2016 and July 2016 Listed below are the effective editions of the publications required for this exam for the date(s) shown above. API Recommended Practice 571, Damage Mechanisms Affecting Fixed Equipment in the Refining Industry, Second Edition, April 2011
Charlie Chong/ Fion Zhang
ATTENTION: Only the following sections / mechanisms from RP 571 are included on the exam:
Section 3, Definitions Par. 4.2.7 Brittle Fracture 4.2.16 Mechanical Fatigue 4.3.2 Atmospheric Corrosion 4.3.3 Corrosion Under insulation (CUI) 4.3.8 Microbiologically Induced Corrosion (MIC) 4.3.9 Soil Corrosion 4.3.10 Caustic Corrosion 4.5.1 Chloride Stress Corrosion Cracking (Cl-SCC) 4.5.3 Caustic Stress Corrosion Cracking (Caustic Embrittlement) 5.1.1.10 Sour Water Corrosion (Acidic) 5.1.1.11 Sulfuric Acid Corrosion
Charlie Chong/ Fion Zhang
Charlie Chong/ Fion Zhang
API Recommended Practice 575, Inspection of Atmospheric and Low-Pressure Storage Tanks, Third Edition, April 2014
API Recommended Practice 577 – Welding Inspection and Metallurgy, Second Edition, December 2013
API Standard 650, Welded Tanks for Oil Storage, Twelfth Edition, March 2013 with Addendum 1 (September 2014), Errata 1 (July 2013), and Errata 2 (December 2014).
API Recommended Practice 651, Cathodic Protection of AbovegroundPetroleum Storage Tanks, Fourth Edition, September 2014.
API Recommended Practice 652, Lining of Aboveground Petroleum Storage Tank Bottoms, Fourth Edition, September 2014
API Standard 653, Tank Inspection, Repair, Alteration, and Reconstruction, Fifth Edition, November 2014.
Charlie Chong/ Fion Zhang
American Society of Mechanical Engineers (ASME), Boiler and Pressure Vessel Code, 2013 Edition
i. ASME Section V, Nondestructive Examination, Articles 1, 2, 6, 7 and 23 (section SE-797 only)
ii. Section IX, Welding and Brazing Qualifications (Welding Only)
See end of this study note for API Official BOK
http://independent.academia.edu/CharlieChong1http://www.yumpu.com/zh/browse/user/charliechonghttp://issuu.com/charlieccchong
Charlie Chong/ Fion Zhang
http://greekhouseoffonts.com/Charlie Chong/ Fion Zhang
Charlie Chong/ Fion Zhang
The Magical Book of Tank Inspection ICP
Charlie Chong/ Fion Zhang
闭门练功
Charlie C
hong/ Fion Zhang
闭门练功
Charlie Chong/ Fion Zhang
Charlie Chong/ Fion Zhang https://en.wikipedia.org/wiki/Che_Guevara
闭门练功

Fion Zhang at Xitang3rd March 2016
Charlie Chong/ Fion Zhang

Charlie Chong/ Fion Zhang
ASME IX- Welding Requirements
Charlie Chong/ Fion Zhang
ASME IXQualification Standard for Welding and Brazing Procedures, Welders, Brazers, and Welding and Brazing Operators 2010
Charlie Chong/ Fion Zhang
ASME IXWelding Requirements Q1-Q50
Q1. Of the following, which best defines “Butt Joint”. a) A joint between two members aligned within 30° of the same plane b) A joint between two members aligned in approximately the same plane.c) A joint between two members aligned within 45° of the same plane d) A joint between two members aligned at any angle less than 90°
ANS: d
Q2. ASME Section IX defines a corner joint as which of the following? a) A joint between two members located approximately at right angles to each other. b) A joint created by welding from around the outer edge of a rectangular vessel c) A joint made up of two members aligned within 30º or less from centerline d) A joint made up of two members aligned within 60º or more from centerline
ANS: a
Charlie Chong/ Fion Zhang
Q3. Define fillet weld. a) A weld used to fill the root of a butt weld b) A weld of approximately rectangular cross section joining two members in approximately the same plane c) A weld of approximately triangular cross section joining two surfaces approximately at right angles to each other in a lap joint, tee joint or corner joint. d) A weld of approximately trapezoidal cross section joining two surfaces approximately at right angles to each other in a dimpled vessel plug joint
ANS: c
Q4. How does ASME Section IX, Welding Qualifications, defines groove weld? a) A weld made in a groove formed with a single member or in the groove between two members to be joined. b) A weld of approximately triangular shape used to join two members at an angle of up to 90°c) A weld only used in boiler construction d) A weld that may only be made using the Shielded Metal Arc Welding process ANS: a
Charlie Chong/ Fion Zhang
Q5. Of the following which is not listed as a standard type of groove weld? a) Single Vee groove weld b) Single-U groove weld c) Double-Vee groove weld d) Double-flare-barrel groove weld
ANS: d
Q6. In what Article of Section IX are general requirements found?a) Article I b) Article II c) Article III d) Article IV
ANS: a
Charlie Chong/ Fion Zhang
Q7. Welding procedure requirements are located in which Article of ASME Section IX?
a) Article I b) Article II c) Article III d) Article IV
ANS: b
Q8. In what Article of Section IX are requirements for performance qualifications found?
a) Article I b) Article II c) Article III d) Article IV
ANS: c
Charlie Chong/ Fion Zhang
Q9. In what Article of Section IX is the welding data found? a) Article I b) Article II c) Article III d) Article IV
ANS: d
Q10. Section IX provides information on how to weld? a) True b) False
ANS: b
Charlie Chong/ Fion Zhang
Q11. What is the purpose of the Welding Procedure Specification (WPS) and the Procedure Qualification Record (PQR)? a) The purpose of the WPS and PQR is to determine that the weldment,
proposed for construction, is capable of having the required properties for its intended application.
b) The purpose of the WPS and PQR is to determine the welder’s or welding operator’s ability to deposit sound welds
c) The purpose of the WPS and PQR together is to provide direction to the welder
d) The purpose of the WPS and PQR is to design the welded joint prior to welding
ANS: a
Q12. One purpose of qualifying a WPS is to establish the skill of the personnel performing the welding? (True or False) a) True b) False
ANS: b
Charlie Chong/ Fion Zhang
Q13. What is the purpose of qualifying welders? a) To determine their ability to follow the instructions in the WPS b) To determine their ability to follow the instructions in the PQR c) To determine their ability to deposit sound metal. d) To determine their ability to react to fabrication change
ANS: c
Q14. What is the purpose of qualifying a welding operator? a) To determine their ability to follow the instructions in the WPS b) To determine their ability to follow the instructions in the PQR c) To determine their ability to deposit sound metal. d) To determine their ability to operate the welding equipment
ANS: c
Charlie Chong/ Fion Zhang
Q15. What is the intent of the WPS? a) To provide direction to the welder or welding operator b) To provide direction to the fabrication supervisor c) To qualify the welding to be used in production d) To determine the ability of the welder to deposit sound weld metal
ANS: a
Q16. Under what conditions may welding procedures qualified prior to 1962 be used on new Code vessels?
a) WPSs, PQRs, and WPQs made in accordance with the requirements of Section IX prior to 1962 are not permitted in new construction b) WPSs, PQRs, and WPQs made in accordance with the requirements of Section IX prior to 1962, in which all requirements of the 1962 Edition or later Editions are met, may be used. c) WPSs, PQRs, and WPQs made in accordance with the requirements of Section IX prior to 1962, may be used provided they are brought up to date with the latest edition of Section IX d) WPSs, PQRs, and WPQs made in accordance with the requirements of Section IX prior to 1962 may be used only if they meet the requirements of the 1972 Edition or later Editions
ANS: bCharlie Chong/ Fion Zhang
Q17. Flat position with the plate in the horizontal plane and the weld metal deposited from above is the description given in Section IX for which welded plate position?
a) 4G Position b) 3G Position c) 2G Position d) 1G Position
ANS: d
Q18. Horizontal position with the plate in a vertical plane and the axis of the weld is horizontal is the description given in Section IX for which welded plate position?
a) 4G Position b) 3G Position c) 2G Position d) 1G Position
ANS: c
Charlie Chong/ Fion Zhang
Q19. Vertical position with the plate in a vertical plane with the axis of the weld vertical is the description given in Section IX for which welded plate position?
a) 4G Position b) 3G Position c) 2G Position d) 1G Position
ANS: b
Q20. Overhead position with the plate in a horizontal plane with the weld deposited from underneath is the description given in Section IX for which welded plate position?
a) 4G Position b) 3G Position c) 2G Position d) 1G Position
ANS: a
Charlie Chong/ Fion Zhang
Q21. Flat position with the axis of the pipe horizontal and the pipe is rolled during welding so that the weld metal is deposited from above, is the description given in Section IX for which welded pipe position?
a) 1G Position b) 2G Position c) 5G Position d) 6G Position
ANS: a
Q22. Horizontal position with the axis of the pipe vertical and the axis of the weld in a horizontal plane. The pipe shall not be rotated during welding.
a) 1G Position b) 6G Position c) 5G Position
d) 2G Position ANS: d
Charlie Chong/ Fion Zhang
Q23. A multiple position qualification with the axis of the pipe horizontal and the welding groove in a vertical plane; welding shall be done without rotating the pipe. This is a description of which welded pipe position?
a) 5G Position b) 2G Position c) 1G Position d) 6G Position
ANS: a
Q24. A multiple position qualification with the axis of the pipe 45º to the horizontal; welding shall be done without rotating the pipe. This is a description of which welded pipe position?
a) 1G Position b) 2G Position c) 5G Position d) 6G Position
ANS: d
Charlie Chong/ Fion Zhang
Q25. What do tension tests determine in procedure qualification of groove welds?
a) Tension tests are used to determine the overall ductility of the welded joint b) Tension tests are used to determine the notch toughness of the welded joint c) Tensile tests are used to determine the ultimate strength of groove weld joints d) Tension tests are used to determine the hardness of the weld and base metal
ANS: c
Charlie Chong/ Fion Zhang
Q26. What do guided bend tests determine in procedure qualification of groove welds?
a) Bend tests are used to determine the size, soundness, and contour of the weld b) Bend tests are used to determine the soundness and ductility of groove weld joints c) Bend tests are used to determine the ultimate strength of groove weld joints
d) Bend tests are used to determine the notch toughness of the weldment ANS: b
Charlie Chong/ Fion Zhang
Q27. When performing tension tests for procedure qualifications on thicknesses greater than 1”, multiple specimens are always required.
a) True b) False
ANS: b
Q28. When performing tension tests for procedure qualifications on pipe with an outside diameter of ___ or less, a full section specimen may be used.
a) 9 inches b) 6 ½ inches c) 4 ½ inches d) 3 inches
ANS: d
Charlie Chong/ Fion Zhang
Q29. Which of the following is not an acceptance criteria for tension tests for procedure qualifications? The specimen shall have a tensile strength that is not less than:
a) The specified minimum tensile strength of the base metal. b) The specified minimum tensile strength of the weaker of the two if the two metals of different strengths are used. c) The specified minimum yield strength of the weld metal when the applicable Section provides for the use of weld metal having lower room temperature strength than the base metal. d) If the specimen breaks in the base metal outside the weld or fusion line, the test shall be accepted as meeting the requirements provided the strength is not more than 5% below the specified minimum tensilestrength.
ANS: c
Charlie Chong/ Fion Zhang
Q30. Define transverse side bend. a) The weld is transverse to the longitudinal axis of the specimen, which is bent so that one of the side surfaces becomes the convex surface of the bent specimen. b) The weld is transverse to the longitudinal axis of the specimen, which is bent so that one of the side surfaces becomes the concave surface of the bent specimen. c) The weld is transverse to the circumferantial axis of the specimen, which is bent so that one of the side surfaces becomes the convex surface of the bent specimen. d) The weld is parallel to the longitudinal axis of the specimen, which is bent so that one of the side surfaces becomes the convex surface of the bent specimen.
ANS:
Charlie Chong/ Fion Zhang
QW-161.1 Transverse Side Bend. The weld is transverse to the longitudinal axis of the specimen, which is bent so that one of the side surfaces becomes the convex surface of the bent specimen. (the other side concave!) Transverse side-bend test specimens shall conform to the dimensions shown in figure QW-462.2.
Specimens of base metal thickness equal to or greater than 1 ½ in. (38 mm) may be cut into approximately equal strips between ¾ in. (19 mm) and 1 ½ in. (38 mm) wide for testing, or the specimens may be bent at full width (see requirements on jig width in QW-466). If multiple specimens are used, one complete set shall be made for each required test. Each specimen shall be tested and meet the requirements in QW-163.
Charlie Chong/ Fion Zhang
Q31. Define transverse face bend. a) The weld is parallel to the longitudinal axis of the specimen, which is bent so that the face surface becomes the convex surface of the bent specimen. b) The weld is transverse to the longitudinal axis of the specimen, which is bent so that the face surface becomes the convex surface of the bent specimen. c) The weld is transverse to the longitudinal axis of the specimen, which is bent so that the face surface becomes the concave surface of the bent specimen. d) The weld is transverse to the circumferential axis of the specimen, which is bent so that the face surface becomes the convex surface of the bent specimen.
ANS: bQ32. In a transverse root bend, the weld is transverse to the longitudinal axis of the specimen, which is bent so that the root surface becomes the convex surface of the bent specimen.
a) True b) False
ANS: aCharlie Chong/ Fion Zhang
Q33. Open defects not exceeding ___ inches, measured in any direction on the convex surface of the specimen after bending, are acceptable criteria for guided bend tests?
a) 1/64th b) 1/32nd c) 1/16th d) 1/8th (3mm)
ANS:
Q34. In guided bend test acceptance criteria, open defects on the corners of the specimen during testing:
a) Shall be reason to reject the test b) Shall not be considered unless there is definite evidence that they result from internal defects c) Shall not be considered unless there is definite evidence that they result from external defects d) Shall not be considered unless there is definite evidence that they exceed 3/16th inch dimension in any direction ANS: b
Charlie Chong/ Fion Zhang
Q35. Where are the acceptance criteria for radiographic examination for welder qualifications found in Section IX?
a) QW-321.2 b) QW-302.2 c) QW-191 d) Welders may not be qualified using radiographic examination
ANS: c
Q36. A welder qualifies by radiography on a 3/8” coupon. A 3/16” slag inclusion is shown on the radiograph. Is the welder qualified? Why or why not?
a) No, the maximum slag inclusion allowed for this thickness is 1/8”b) Yes, slag inclusions are not to be considered in qualification c) No, slag inclusion of any dimension is reason for qualification failure d) Yes, the maximum slag inclusion allowed for this thickness is ¼”
ANS: a
Charlie Chong/ Fion Zhang
Q37. A welder qualifies by radiography on a 1” coupon. A ¼” slag inclusion is shown on the radiograph. Is the welder qualified? Why or why not?
a) No, the maximum slag inclusion allowed for this thickness is 1/8t or 1/8”b) Yes, slag inclusions are not to be considered in qualification c) No, slag inclusion of any dimension is reason for qualification failure d) Yes, the maximum slag inclusion allowed for this thickness is 1/3t or 1/3”
ANS: d
Q38. In qualifying a welder by radiography on a 1 1/4" thick coupon, a 1/4" length crack is shown. Would this be acceptable?
a) Yes, the maximum length of crack or zone of incomplete fusion for this thickness is 1/3t or 1/3”b) No, any type of crack or zone of incomplete fusion or penetration is unacceptable c) Yes, the maximum length of crack or zone of incomplete fusion for this thickness is ¾”d) No, the maximum length of crack or zone of incomplete fusion for this thickness is 1/8t or 1/8”
ANS: b
Charlie Chong/ Fion Zhang
Q39. Define a linear indication as it relates to welder qualification by radiography.
a) A linear indication is one in which the length is more than 2 times the width b) A linear indication is one in which the length is more than 3 times the width c) A linear indication is one in which the length is more than 4 times the width d) A linear indication is one in which the length is more than 5 times the width
ANS: b
Q40. Where would you find the acceptance standards for welding operators who qualify by radiography on production welds?
a) QW- 191.2.2 b) QW-304.1 c) Referencing Code Section d) Referencing Repair Code
ANS:
Charlie Chong/ Fion Zhang
Q41. Of the following, which best defines a Welding Procedure Specification (WPS).
a) A written document that outlines the extent of production welding b) A written qualified document that certifies the welder is capable of producing sound welds in production c) A written qualified welding procedure prepared to provide direction to the welder/welding operator to assure compliance with the Code requirements d) A written document that must be available to the welder which details the methods used in qualifying the welding procedure
ANS: c
Charlie Chong/ Fion Zhang
Q42. Who is responsible for preparing written Welding Procedure Specifications?
a) Each manufacturer and contractor shall prepare written WPSsb) Each owner/operator shall prepare written WPSs to be used in the fabrication of their vessel, tank, piping system, or boiler c) Each Authorized Inspector shall prepare written WPSs to be used by a manufacturer d) Each welding supervisor shall prepare written WPSs to be used by the welders he/she supervises
ANS: a
Q43. The completed WPS shall describe all but which of the following? a) Essential Variables b) Welder's Essential Variables c) Supplemental Essential Variable, when required d) Non-Essential Variables
ANS: b
Charlie Chong/ Fion Zhang
Q44. According to ASME Section IX, the WPS shall be supported by and make reference to which of the following documents?
a) The manufacturer's design drawings and calculations b) The Welder's Performance Qualification Record (WPQR) c) The Procedure Qualification Record (PQR) d) The Welding Process Guide (WPG)
ANS: c
Q45. Changes to a WPS require re-qualification when all but which of the following changes are made?
a) Changes to Supplemental Essential Variables (when they are required) b) Changes to Essential variables c) Changes of a Non-Essential Variable to suit production d) Any change affecting the ability of the weldment to meet Coderequirements ANS: c
Charlie Chong/ Fion Zhang
Q46. A record of the welding data used to test a welded test coupon is a definition of which of the following documents?
a) Procedure Qualification Record b) Welder’s Performance Qualification Record c) Welding Procedure Specification d) Process Qualification Record
ANS: b
Q47. Those in which a change, as described in the specific variables, is considered to affect the mechanical properties of the weldment and shall require re-qualification of the WPS. This is a definition of what type of welding variable?
a) Supplemental Essential Variable b) Essential Variable c) Non-Essential Variable d) Supplemental Non-Essential Variable
ANS: b
Charlie Chong/ Fion Zhang

Keep Alert Soldier!
Charlie Chong/ Fion Zhang http://darkroom.baltimoresun.com/2013/04/us-south-korea-on-alert-as-north-korea-continues-missile-threat/
Q48. Those in which a change, as described in the specific variables, may be made to the WPS without re-qualification. This is a definition of what type of variable
a) Supplemental Essential Variable b) Essential Variable c) Non-Essential Variable d) Supplemental Non-Essential Variable
ANS: c
Q49. A change in a welding condition which will affect the notch-toughness properties of the weldment.
a) Supplemental Non-Essential Variable b) Essential Variable c) Non-Essential Variable d) Supplemental Essential Variable
ANS: d
Charlie Chong/ Fion Zhang
Q50. Which of the following is not required to be addressed on the WPS? a) Essential Variables b) Manufacturer of the welding equipment used in the welding process c) Procedure Qualification Record identification d) Non-Essential Variable
ANS: b
Charlie Chong/ Fion Zhang
Answers to ASME Section IX, Welding Questions
Charlie Chong/ Fion Zhang
Deep Purple
Charlie Chong/ Fion Zhang
Deep Purple
Charlie Chong/ Fion Zhang

Deep Purple
Charlie Chong/ Fion Zhang
Charlie Chong/ Fion Zhang
ASME IXWelding Requirements Q51-Q113
Q51. What information must be contained in the PQR? a) All Non-Essential Variables b) All recorded variables (including ranges) used during the welding of the test coupon. c) Instructions to the welder d) All recorded variable (including ranges) to be used during production welding
ANS: b
Charlie Chong/ Fion Zhang
Q52. A change in a non-essential variable requires re-qualification of the procedure.
a) True b) False
ANS: b
Q53. Changes to non-essential variables of a WPS, to suit production requirements, without re-qualification must be documented with respect to the essential, non-essential, and where required, supplementary variables for each process. This may be by amendment to the WPS or by the use of a new WPS.
a) The changes must be documented on a revised PQR b) The changes do not need to be documented c) Concurrence of the Authorized Inspector must be obtained and documented d) This may be by amendment to the WPS or by the use of a new WPS ANS: d
Charlie Chong/ Fion Zhang
Q54. If a variable is not monitored during the welding of the test coupon, must it be recorded on the PQR?
a) It shall be recorded on the PQR b) All variables monitored or not shall be recorded on the PQR c) It shall not be recorded on the PQR d) It shall be recorded in the fabrication guidelines
ANS: c
Q55. It is the intent of Section IX that the full range of variables to be used in production be qualified?
a) True b) False
ANS: b
Charlie Chong/ Fion Zhang
Q56. Who is required to certify the PQR? a) The PQR shall be certified by the Authorized Inspector b) The PQR shall be certified by the owner/user c) The PQR does not require certification d) The PQR shall be certified by the manufacturer or contractor.
ANS: d
Q57. What type of changes are permitted to a PQR a) No change of any type is permitted b) Editorial corrections or addenda to the PQR are permitted. c) Only changes such as the welder’s name d) The manufacturer can change the PQR to meet production requirements ANS: b
Charlie Chong/ Fion Zhang
Q58. Which of the following changes to a PQR require re-qualification? a) All changes b) Only editorial changes dealing with "A" Numbers c) Only editorial changes dealing with "P" Number d) Only changes caused by Code revisions.
ANS:
REF: Section IX, QW-200.2(b)(c)
Charlie Chong/ Fion Zhang
Q59. Which of the following is an example of an editorial change to a PQR. a) Section IX adopts a new F-No., which may allow the manufacturer to expand the use of filler metals within that F-No. b) A change to correct an assignment of an incorrect P-No., F-No., or A-No. c) Change to the actual thickness of the weld test coupon d) Change in the welding process used to weld the test coupon
ANS: b
Charlie Chong/ Fion Zhang
Q60. Which of the following is an example of an addendum to a PQR. a) Section IX adopts a new F-No., which may allow the manufacturer to
expand the use of filler metals within that F-No. b) A change to correct an assignment of an incorrect P-No., F-No., or A-
No. c) Change to the actual thickness of the weld test coupon d) Change in the welding process used to weld the test coupon
ANS: a
QW-200.2 (c) Changes to the PQR. Changes to the PQR are not permitted except as described below. It is a record of what happened during a particular welding test. Editorial corrections or addenda to the PQR are permitted.
An example of an editorial correction is an incorrect P-Number, F-Number, or A- umber that was assigned to a particular base metal or filler metal.
An example of an addendum would be a change resulting from a Code change. For example, Section IX may assign a new F-Number to a filler metal or adopt a new filler metal under an established F-Number
Charlie Chong/ Fion Zhang
Q61. The PQR shall be available, upon request, to which of the following? a) The welder performing the production welds b) The welding supervisor in charge of fabrication c) The Authorized Inspector d) The jurisdiction where the vessel, tank, piping system, or boiler will be located
ANS: c
Charlie Chong/ Fion Zhang
Q62. The PQR must be available to the welder or welding operator?a) True b) False
ANS: b
Q63. Based on process alone, and assuming all other variables areaddressed correctly, how many welding procedures may be written from a multi-process PQR qualified using GTAW and SMAW?
a) Only one for the combined processes b) Two, one for GTAW and one for SMAW c) Three one for each process and one for the combined processesd) Four two for each process
ANS: c
Charlie Chong/ Fion Zhang
Q64. More than one PQR may be used to qualify a single WPS? a) True b) False
ANS: a
Q65. Can a single PQR support more than one WPS? a) Yes b) No
ANS: a
Charlie Chong/ Fion Zhang
Q66. A procedure qualified for the root deposit only on a ½” thick coupon may be used to support a WPS for:
a) Base metal that is not more than ½” thick b) Procedures can only support a single WPS c) Base metal thickness with a maximum thickness of 1”d) Any thickness of base metal
ANS: c
Q67. A procedure qualified for the root deposit only in which ¼” weld metal is deposited may be used to deposit ___ thickness of weld metal in production?
a) 5/8th inch b) ½ inch c) ¾ inch d) 9/16th inch
ANS: b
Charlie Chong/ Fion Zhang
QW-200.4 Combination of Welding ProceduresWhere more than one WPS specifying different processes, filler metals, or other essential or supplementary essential variables is used in a joint, QW-451 shall be used to determine the range of base metal thickness and maximum weld metal thickness qualified for each process, filler metal, or set of variables, and those limits shall be observed. Alternatively, qualification of WPSs for root deposits only may be made in accordance with QW-200.4(b).
(b) For GTAW, SMAW, GMAW, PAW, and SAW, or combinations of these processes, a PQR for a process recording a test coupon that was at least 1⁄2 in. (13 mm) thick may be combined with one or more other PQRs recording another welding process and any greater base metal thickness. In this case, the process recorded on the first PQR may be used to deposit the root layers using the process(es) recorded on that PQR up to 2t (for short circuiting type of GMAW, see QW-404.32) in thickness on base metal of the maximum thickness qualified by the other PQR(s) used to support the WPS. The requirements of Note (1) of tables QW-451.1 and QW-451.2 shall apply.
Charlie Chong/ Fion Zhang
Q68. Qualification for groove welds qualifies for all fillet welds except which of the following?
a) Some P-34 metals b) Some P-45 metals c) Some P-8 metals d) Some P-11 metals
ANS:
Q69. Can a procedure qualified on plate be used to weld on pipe in production?
a) Yes b) No
ANS: a
Charlie Chong/ Fion Zhang
Q70. What paragraph in Section IX allows simultaneous qualification of welders?
a) QW-300.1 b) QW-300.2 c) QW-300.3 d) QW-304
ANS:
Q71. During simultaneous qualification of welders, each participant organization must have _______ present?
a) An employee who is responsible for welder performance qualification b) An Authorized Inspector representing the inspection agency c) A member of upper management d) A primary welder and a back-up welder
ANS: a
Charlie Chong/ Fion Zhang
Q72. During simultaneous qualification of welders, each WPS to be used by each participating organization must be identical for all the essential except for which of the following?
a) P - Numbers b) F – Numbers c) A – Number d) Preheat and Postweld Heat Treatment
ANS:
Q73. Welders making welds using all but which of the following SMAW, GTAW, SAW, and GMAW (except the short-circuiting mode) may be qualified using radiography?
a) SMAW b) GTAW c) SAW d) GMAW – short circuiting mode
ANS: d
Charlie Chong/ Fion Zhang
Q74. Welders qualifying using the SAW process may be qualified byradiography except when using which of the following?
a) P-2X Metalsb) P-8 Metals c) P-4X Metals d) P-2 Metals
ANS:
Q75. When a welder’s test coupon fails by radiography, how is the welder re-tested?
a) The immediate re-test shall be by visual examination b) The immediate re-test shall be by radiography c) The immediate re-test shall be by mechanical testing d) The immediate re-test shall be by both mechanical testing and radiography
ANS: b
Charlie Chong/ Fion Zhang
Q76. When a welder fails a qualification test, by mechanical tests (bends), an immediate re-test may be performed using radiography.
a) True b) False
ANS: b
Q77. How does a welder maintain his or her qualification in a particular process?
a) The welder must use the process in Code construction at least once every 12 months b) The welder must use the process in Code construction at least once every 6 months c) The welder must use the process at least once every 12 monthsd) The welder must use the process at least once every 6 months
ANS: d
Charlie Chong/ Fion Zhang
Q78. Of the following, which is not a requirement for a welder whose qualifications have expired due to time limitations? Renewal of qualification may be made for any process by welding a single test coupon:
a) In any position b) Testing of the coupon must be by radiography c) In either plate or pipe d) Of any material, thickness or diameter
ANS: b
Charlie Chong/ Fion Zhang
Q79. Which of the following is a true statement regarding welder/welding operator variables?
a) Essential, Non-Essential and Supplemental Essential variables shall be addressed on the Welder/Welding Operator Performance Qualification (WPQ) b) Only Non-Essential and Supplemental Essential variables shall be addressed on the Welder/Welding Operator Performance Qualification (WPQ) c) Only Essential variables shall be addressed on the Welder/Welding Operator Performance Qualification (WPQ) d) Only the variables listed in the manufacturer’s design drawing and/or engineering design need to be addressed
ANS: c
Charlie Chong/ Fion Zhang
Q80. Which of the following is the most correct definition for P – Numbers? a) P Number assignments are based on comparable base metal characteristics such as chemical composition, mechanical properties, and weldability b) P Number assignments are based on identical base metal characteristics such as chemical composition, and weldability c) P Number assignments are based on comparable base metal characteristics such as mechanical properties, and weldability d) P Number assignments are based on comparable base metal characteristics such as chemical composition and mechanical properties
ANS: a
Q81. Define F Number a) F - numbers are based on the usability characteristics of the base metal and the electrode b) F - numbers are based on the mechanical characteristics of the electrode c) F - numbers are based on the chemical composition of the electrode d) F - numbers are based on the usability characteristics of the electrode
ANS: d
Charlie Chong/ Fion Zhang
Q82. What is an A Number? a) The identification of base metal, for ferrous metals, based on chemical analysis of the as-poured metal. b) The identification of weld metal, for ferrous metals, based on chemical analysis of the as-deposited metal. c) The identification of base metal, for non-ferrous metals, based on chemical analysis of the as-poured metal. d) The identification of weld metal, for non-ferrous metals, based on chemical analysis of the as-deposited metal.
ANS: b
Q83. An SMAW WPS specifies an amperage range of 50 – 300 amps for E-7018 electrodes. The welder wants to use 400 amps to weld a groove. What, if anything, must be done to the WPS?
a) The WPS must be re-qualified? b) The WPS shall be re-qualified and revised c) Nothing is required since amperage is not an essential variable d) The WPS must be revised
ANS: d
Charlie Chong/ Fion Zhang
Q84. A SAW welding operator is attempting to qualify by radiography on a 6”thick test coupon. Elongated slag inclusions are measured to be 0.625” long. Is the operator qualified?
a) Yes, slag inclusions are less than ¾”b) No, slag inclusions exceed ¼”c) No, slag inclusions exceed ½”d) Yes, slag inclusions up to 1/3t are permitted
ANS: a
Q85. May a welder, qualified on a 2G plate coupon with SMAW, make a 6”circumferential pipe weld in the horizontal position using the SMAW process? (Assume no F or P Number changes)
a) No, qualification on plate only qualifies for welding on plate b) Yes, qualification on plate in the 2G position also qualifies on pipe 2 7/8” and overc) No, Welder is only qualified for pipe over 24” diameter d) Yes, qualification on plate in the 2G position also qualifies on pipe 2 7/8” and over (less?)
ANS: b
Charlie Chong/ Fion Zhang
Q86. A repair organization has a WPS, which states it is qualified for P-8 to P-8 material welded with either E308, E309, or E316 electrodes (SMAW process). The PQR supporting this WPS states the weld test coupons were SA-240 Type 304L material, welded with E308 electrodes. Is the WPS properly qualified for the base material listed?
a) No, SA-240 Type 304L is not P-8 Material b) Yes, SA-240 Type 304L is P-11 Material c) No, SA-240 Type 304L is P-11 Material d) Yes, SA-240 Type 304L is P-8 Material
ANS: d
Charlie Chong/ Fion Zhang
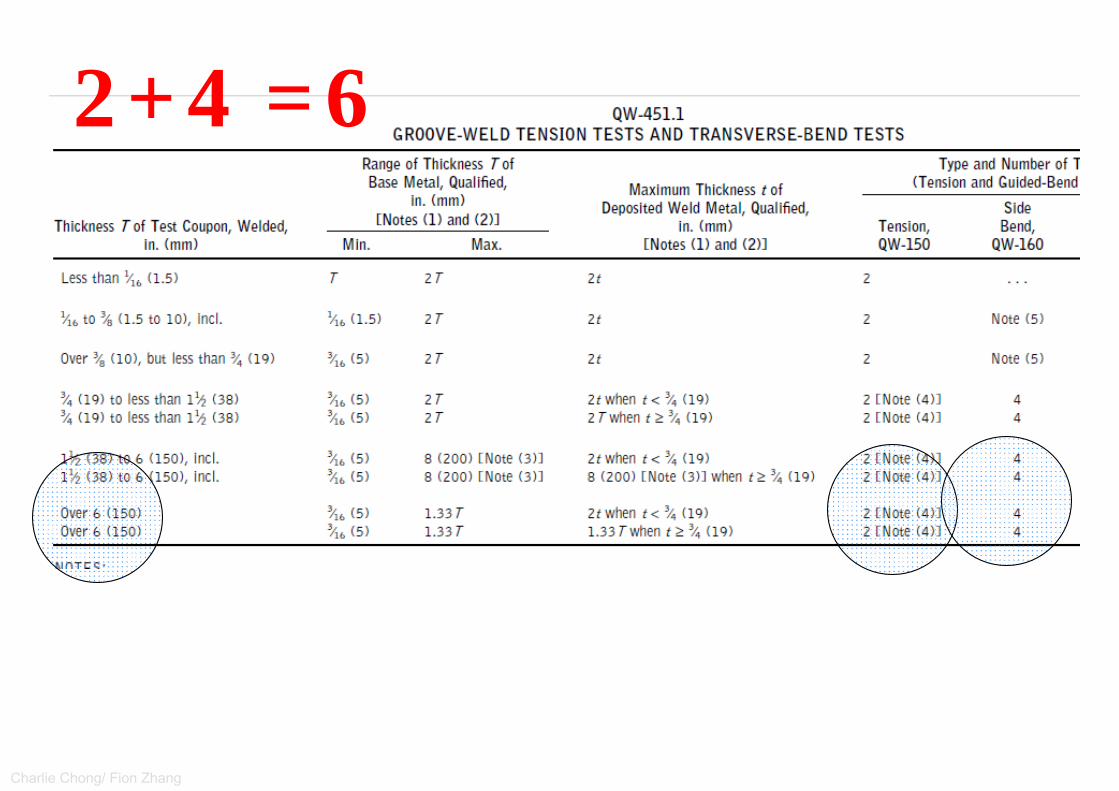
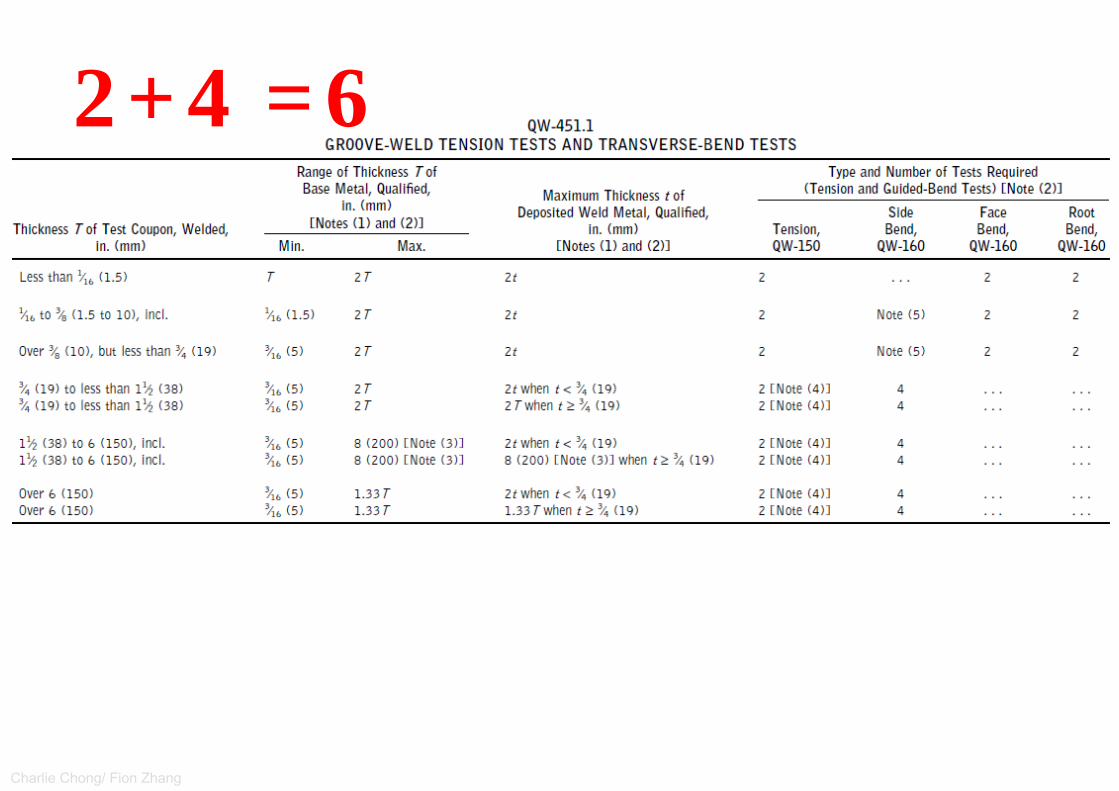
Q87. A groove weld WPS is qualified using an 8” thick test coupon. The testing equipment, for tensile and bend tests, is only capable of accepting maximum size 1.5 X 1.5 specimens. Only one welding process, F-Number, and base metal was used. How many tensile specimens are required? (Assume the minimum number of tests are performed.)
a) Six strips, of approximately equal dimensions, are required ⇒ 8 ÷ 1.5 = 5.33 coupons. Since the minimum number of tests are performed, 6 X 4 = 24 Tension tests b) Six strips, of approximately equal dimensions, are required ⇒ 8 ÷ 1.5 = 5.33 coupons. Since the minimum number of tests are performed, 6 X 6 = 36 Tension tests c) Six strips, of approximately equal dimensions, are required ⇒ 8 ÷ 1.5 = 5.33 coupons. Since the minimum number of tests are performed, 6 X 2 = 12 Tension tests d) Six strips, of approximately equal dimensions, are required ⇒ 8 ÷ 1.5 = 5.33 coupons. Since the minimum number of tests are performed, 6 X 1 = 6 Tension tests
ANS: aComment: all specimens will be 6x 6 =36
Charlie Chong/ Fion Zhang
Charlie Chong/ Fion Zhang
2+4 =6
Charlie Chong/ Fion Zhang
2+4 =6
Charlie Chong/ Fion Zhang
2+4 =6
Charlie Chong/ Fion Zhang
2+4 =6
Q88. May an individual using the Automatic SAW process be qualified by radiography on a 6” production weld and meet Section IX requirements?
a) No, qualification by RT requires at least 2 feet of production weld. b) No, qualification by RT requires at least 1 foot of production weld. c) No, qualification by RT requires at least 3 feet of production weld. d) No, qualification by RT requires at least 6 feet of production weld.
ANS: c
Q89. A welder is qualified in the 2G position on plate with backing, using GTAW process, the welder is also qualified to use which of the following positions?
a) Pipe groove welds in the F and H position b) Plate Groove welds in the H and V positions c) Plate or pipe over 24” OD Groove welds in the F and V positions d) Plate Groove welds in the V position
ANS: a
Charlie Chong/ Fion Zhang
Q90. May a welder, qualified in the 2G position of ¼” thick plate, weld a 1”outside diameter pipe, ¼” thick in the horizontal position without re-qualification?
a) Yes b) No
ANS: b
Q91. A welder may deviate from the parameters specified in a WPS if they are a non-essential variable.
a) True b) False
ANS: a
Charlie Chong/ Fion Zhang
Q92. May a welder, who is qualified using a double groove weld, make a single V-groove weld without backing with out re-qualification?
a) Yes, the welder is qualified with or without backing b) No, the welder welded the second side of the weld with backing in qualification c) Yes, backing is not a welder’s variable d) Yes, the type of joint is not a welder’s variable
ANS: b
Q93. A welder qualified with a P-1 test coupon (using SMAW E7018 electrodes). May the welder weld P-4 material using E-8028 electrodes in production (Assume the P-4 procedure using E-8028 electrodes has been qualified).
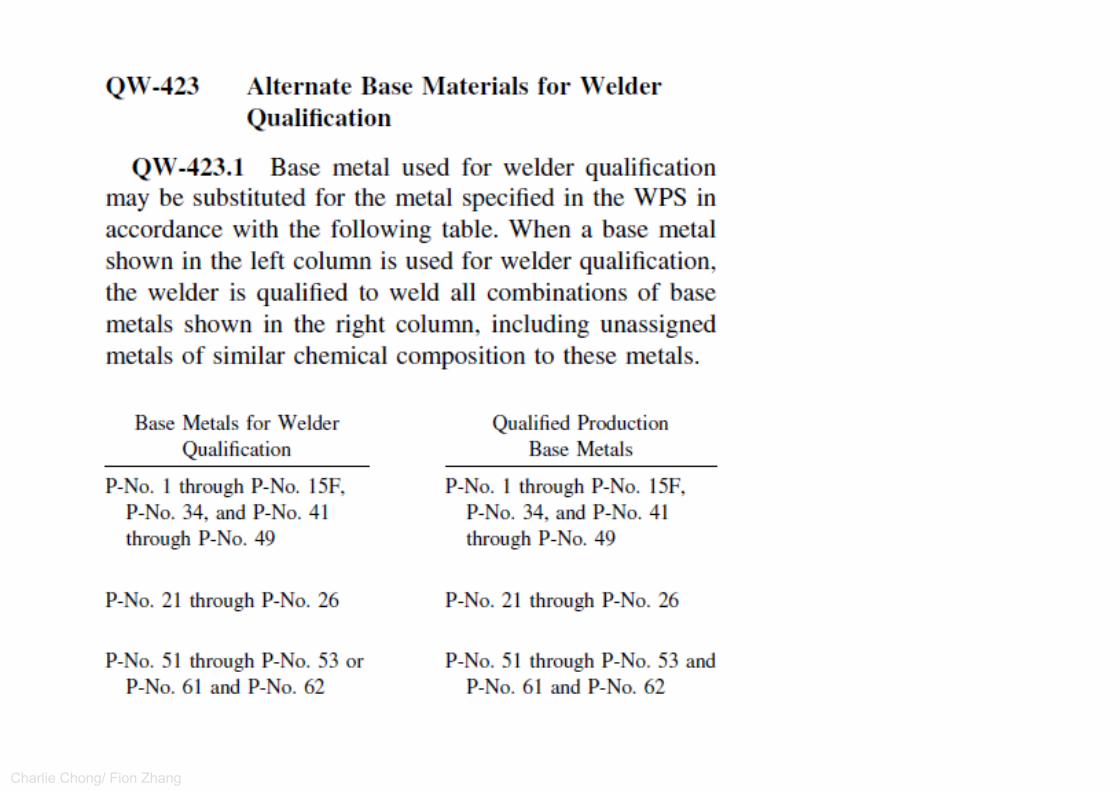
a) No, the welder is only qualified to weld P-1 to P-1 material b) No, the welder must requalify using a WPS for P-1 to P-4 c) Yes, P numbers are not a welder’s variable d) Yes, qualification with P-1 also qualifies through P-11 (P-15F)
ANS:P1 qualified P4/ F4 w/wo backing qualified F1 with backingNote: F numbers suitability was not addressed
Charlie Chong/ Fion Zhang
Charlie Chong/ Fion Zhang
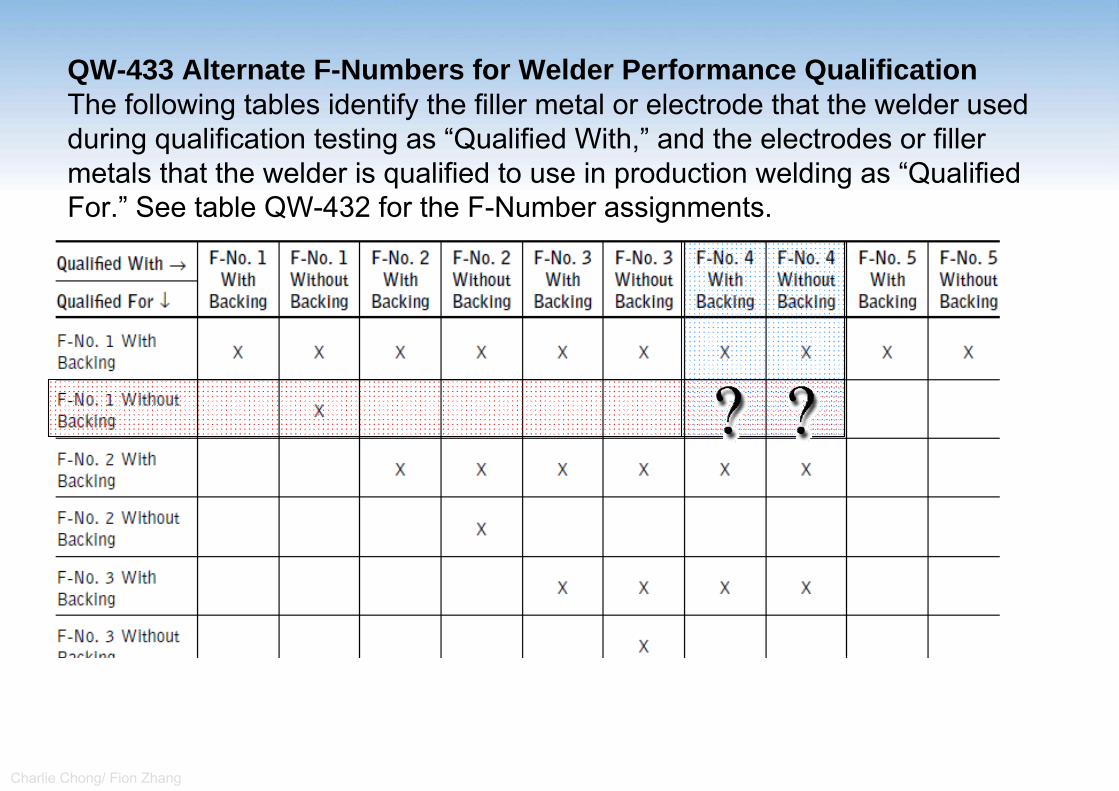
QW-433 Alternate F-Numbers for Welder Performance QualificationThe following tables identify the filler metal or electrode that the welder used during qualification testing as “Qualified With,” and the electrodes or filler metals that the welder is qualified to use in production welding as “Qualified For.” See table QW-432 for the F-Number assignments.
Charlie Chong/ Fion Zhang
Q94. Under what conditions does the inspector have the right to call for re-qualification of welders or welding operators?
a) When there is a specific reason to question the welder's/welding operator's ability to make welds that meet the specification, all of the welder’s qualifications shall be revoked b) When there is a specific reason to question the welder's/welding operator's ability to make welds that meet the specification, the welder’s qualification supporting the welding in question shall be extended an additional three hours. All other qualifications not questioned remain in effect. c) When there is a specific reason to question the welder's/welding operator's ability to make welds that meet the specification, the qualification supporting the welding in question shall be revoked. All other qualifications not questioned remain in effect. d) When there is a specific reason to question the welder's/welding operator's ability to make welds that meet the specification, the welder shall be given the opportunity to regain his/her composure and re-weld the joint.
ANS:c
Charlie Chong/ Fion Zhang
Q95. In order for a welder to be qualified for all positions in pipe welding, what minimum positions must he or she qualify in?
a) 5G and 1G b) 5G and 2F c) 5G and 1G d) 5G and 2G
ANS: d
Q96. In performance qualification of pipe groove welds, which positions require more than two guided bend tests for qualification?
a) 5G or 6G (4 bend tests)b) 5G and 2G (6 bend tests)c) 5G or 2G d) 5G and 2F
ANS: a
Charlie Chong/ Fion Zhang
When do we used Table QW-451.2 instead of QW-451.1
QW-161.5 Longitudinal-Bend Tests. Longitudinal bend tests may be used in lieu of the transverse side-bend, face-bend, and root-bend tests for testing weld metal or base metal combinations, which differ markedly in bending properties between (a) the two base metals, or(b) the weld metal and the base metal
Charlie Chong/ Fion Zhang
Q97. Does qualification on groove weld qualify a welder for any size, diameter and thickness of fillet weld?
a) Yes b) No
ANS: a
Q98. A welder is qualified in the 5G pipe position. This welder is also qualified for all but which of the following?
a) All positions of fillet welds b) SP, F c) F, H d) F, V, O
ANS: b & c
Charlie Chong/ Fion Zhang
Q99. Groove design is an essential variable for the SMAW, SAW, GMAW, and GTAW processes.
a) True b) False
ANS: b
Q100. SMAW procedure is qualified with backing. May the WPS indicate welding with or with out backing? (or w/wo boths)
a) Yes b) No
ANS: b
Charlie Chong/ Fion Zhang
Q101. When are group numbers required to be documented on the WPS, for an SMAW or a GTAW procedure?
a) Group numbers are never addressed on a WPS b) Group numbers are only addressed on a PQR c) When hardness tests are required d) When impact testing is required
ANS: d
Q102. An SMAW procedure is qualified using a coupon, ½” thick. What is the widest base metal thickness range that can be listed on the WPS?
a) 1/16” to 1”b) 3/16” to 8”c) 3/16” to 1”d) 1/16” to 8”
ANS: c
Charlie Chong/ Fion Zhang
Q103. A GMAW procedure is qualified using a coupon, 3/4” thick. What is the widest base metal thickness range that can be listed on the WPS?
a) 1/16” to 1 ½”b) 3/16” to 1 ½”c) 1/16” to 8”d) 3/16” to 8”
ANS: b
Q104. An SMAW procedure is qualified using a coupon 1” thick. What is the widest base metal thickness range that can be listed on the WPS?
a) 1/16” to 2”b) 3/16” to 4”c) 1/16” to 4”d) 3/16” to 2”
ANS: d
Charlie Chong/ Fion Zhang
Q105. An SAW procedure is qualified using a coupon, 1 1/2” thick. What is the widest base metal thickness range that can be listed on the WPS?
a) 3/16” to 8”b) 1/16” to 8”c) 3/16” to 3”d) 1/16” to 3”
ANS: a
Q106. An SMAW procedure qualified using P-8 material may be used to weld a P-1 to P-8 weld provided all other variables are the same.
a) True b) False
ANS: a
Charlie Chong/ Fion Zhang
Q107. A GTAW procedure is qualified and ½” weld metal is deposited. What is the maximum qualified thickness of deposited weld metal can be listed on the WPS?
a) 4 Inch b) 3 Inch c) 2 Inch d) 1 Inch
ANS: c
Q108. An SAW procedure is qualified using 200ºF preheat. What is the minimum preheat temperature that may be listed on the WPS?
a) 300°F b) 200°F c) 100ºF d) 50°F
ANS: c
Charlie Chong/ Fion Zhang
Q109. An SMAW procedure is qualified using a preheat of 75ºF. The WPS is later revised to indicate a preheat of 200ºF. Is this acceptable, or must the procedure be re-qualified?
a) The procedure must be re-qualified and change greater than 100°F must be re-qualified b) The WPS must be revised to reflect the increased preheat temperature c) Preheat is an essential variable and any change must be qualified by a PQR d) It is acceptable as it is written. This variable only addresses a decrease in preheat temperature.
ANS: b
Charlie Chong/ Fion Zhang
Q110. An SAW procedure is qualified with PWHT. We wish to use this procedure on a system that does not require PWHT. Is this acceptable?
a) It is not acceptable, PWHT is an essential variable and re-qualification is required. b) It is acceptable providing the owner gives their concurrence to the elimination of PWHT c) It is not acceptable because PWHT is always required using the SAW process d) It is acceptable since PWHT is a non-essential variable
ANS: a
Charlie Chong/ Fion Zhang
Q111. In tension testing of plate, full thickness specimens are required for thickness up to and including what dimension?
a) 1/2" b) 3/4" c) 1" d) 1 1/4"
ANS: c
Q112. In tension testing of pipe, having an outside diameter greater than 3", full thickness specimens are required for thickness up to and including what dimension?
a) 1/2" b) 3/4" c) 1" d) 1 1/4"
ANS: c
Charlie Chong/ Fion Zhang
Q113. Is it possible for a single Welding Procedure Specification to cover a thickness range from 1/16” through 1 ¼”?
a) Yes as long as a supporting Procedure Qualification Record exists for both 1/16” through 3/16” and 3/16” through 1 ¼” thickness ranges b) Yes as long as a supporting Procedure Qualification Record exists for the 1/16” through 1 ¼” thickness range c) No the WPS can only cover one thickness range d) No the WPS can only cover a single essential variable regardless of the number of supporting PQRs exist.
ANS: a
Charlie Chong/ Fion Zhang
Answers to ASME Section IX, Welding Questions
Charlie Chong/ Fion Zhang
Charlie Chong/ Fion Zhang
Charlie Chong/ Fion Zhang
ASME VNondestructive Examination2010 ASME Boiler andPressure Vessel Code
Charlie Chong/ Fion Zhang
ASME VASME Section V – NDE Requirements
Q1. Which of the following is a true statement regarding ASME Section V. a) The requirements contained in this Code Section shall be mandatory for all ASME Construction b) The requirements contained in this Code Section shall be mandatory for all Repair situations c) This Code section is a required construction Code d) This Code section is a Reference Code
ANS: d
Q2. Which of the following is not a method of NDE covered by Section V. a) Ultrasonic examination b) Ultimate tensile strength testing c) Liquid Penetrant examination d) Magnetic Particle examination
ANS: b
Charlie Chong/ Fion Zhang
Q3) Subsection A of Section V lists the methods of NDE methods to be used, which have been:
a) Referenced by other Code Sections b) Accepted as standards c) Accepted by the purchaser d) Referenced by the purchaser
ANS: a
Q4. Subsection B of Section V lists Standards covering NDE which have been:
a) Referenced by other Code Sections b) Accepted as standards c) Accepted by the purchaser d) Referenced by the purchaser
ANS: b
Charlie Chong/ Fion Zhang
Q5. The standards referenced in Subsection B of Section V are mandatory? a) True b) False ANS: b
Q6. According to ASME Section V, Nondestructive Examination Personnel shall be qualified by which of the following?
a) SNT-TC-1A (1996 edition), recommended Practice for NDE Personnel Qualification and Certification b) ANSI/ASNT CP-189-1995 (1995 edition), ASNT Standard for Qualification and Certification of Nondestructive Testing Personnel c) Both A or B (?)d) Neither A or B
ANS: d
Charlie Chong/ Fion Zhang
Q7. When required by referencing Code Sections, all NDE methods performed under Section V shall be done _______.
a) To the acceptance of the verbal specifications of the purchaser b) To the applicable requirements of any construction Code c) To the satisfaction of the purchaser d) To a written procedure in accordance with Section V
ANS: d
Charlie Chong/ Fion Zhang
Q8. How should weld surface irregularities be removed prior to radiographic examination?
a) They shall be removed by any suitable means to such a degree that the resulting radiographic image due to any irregularities cannot mask or be confused with the image of any discontinuity. b) They shall be removed by air arcing only to such a degree that the resulting radiographic image due to any irregularities cannot mask or be confused with the image of any discontinuity. c) They shall be removed by grinding only to such a degree that the resulting radiographic image due to any irregularities cannot mask or be confused with the image of any discontinuity. d) They shall not be removed by any means because removal may result in masking discontinuities in the radiographic image.
ANS: a
Charlie Chong/ Fion Zhang
Q9. The purpose of the lead letter “B” placed on the back of each film holder during each exposure of a radiograph is to determine if backscatter radiation is exposing the film.
a) True b) False
ANS: a
Q10. What are the minimum dimensions of the lead letter “B” used to measure backscatter?
a) ¼” in height and 1/16” in thickness b) ¼” in height and 3/16” in thickness c) ½” in height and 1/16” in thickness d) ½” in height and 3/16” in thickness
ANS:
Charlie Chong/ Fion Zhang
Q11. Which of the following is correct with regard to the identification for the radiograph traceable to the weld or weld seam?
a) The identification must appear as a radiographic image b) The identification shall be produced permanently on the radiograph c) The identification shall be placed on the film holder d) The identification need only be maintained until construction is completed
ANS: b
Q12. What must be used to judge film density? a) A radiographic mass spectrometer comparison light b) A suitable black light specifically designed for radiographic film evaluation c) A green laser or fluorescent light viewing box d) A densitrometer or step wedge comparison film
ANS: d
Charlie Chong/ Fion Zhang
Q13. According to ASME Section V, radiographic film selection shall be in accordance with what requirement?
a) Film selection shall be in accordance with SE-2815, Standard Test Method for Film Systems for Industrial Radiography. b) Film selection shall be in accordance with SE-1816, Standard Test Method for Film Systems for Industrial Radiography. c) Film selection shall be in accordance with SE-1815, Standard Test Method for Film Systems for Industrial Radiography.d) Film selection shall be in accordance with SE-2816, Standard Test Method for Film Systems for Industrial Radiography.
ANS:
Q14. When may intensifying screens be used per Section V? a) Intensifying screens may be used as necessary without restrictions b) Intensifying screens may be used only if permitted by the purchaser c) Intensifying screens may be used unless restricted by the referencing Code d) Intensifying screens are not permitted
ANS: c
Charlie Chong/ Fion Zhang
Q15. Where will the extent of radiographic examination be specified? a) The extent of any examination will be dictated by the Authorized Inspector based on his/her experience b) The extent of examination shall be as specified by the referencing Code. c) The extent of examination will be as specified in SNT-TC-1A (1996 edition) d) As required by the Material Specification
ANS: b
Q16. Define Image Quality Indicator. a) A device who’s demonstrated image provides visual or quantitative data, or both, to determine radiographic quality and sensitivityb) A device who’s demonstrated image provides visual data to determine radiographic quality and sensitivity c) A device who’s demonstrated image provides quantitative data to determine radiographic quality and sensitivity d) A device who’s demonstrated image provides visual or quantitative data, or both, to determine radiographic quality and density
ANS: a
Charlie Chong/ Fion Zhang
Q17. Penetrameter is an alternative term for Image Quality Indicator. a) True b) False
ANS: a
Q18. What is the diameter of the 2T hole for a penetrameter with a 10 designation?
a) 0.010b) 0.10 c) 0.020d) 0.20
ANS: b
Charlie Chong/ Fion Zhang
Q19. What is the diameter of the 2T hole for a penetrameter with a 12 designation?
a) 0.125 b) 0.0125 c) 0.250 d) 0.025
ANS: d
Q20. What is the diameter of the 2T hole for a penetrameter with a 20 designation?
a) 0.070 b) 0.040 c) 0.020 d) 0.20
ANS: b
Charlie Chong/ Fion Zhang
Q21. How are step wedge comparison films and densitrometers calibrated? a) In accordance with paragraph 5 of SE-1079, Calibrated of Transmission Densitometers, using a calibrated step wedge film traceable to a National Standard. b) In accordance with paragraph 5 of SE-2079, Calibrated of Transmission Densitometers, using a calibrated step wedge film traceable to a National Standard. c) In accordance with paragraph 3 of SE-1079, Calibrated of Transmission Densitometers, using a calibrated step wedge film traceable to a National Standard. d) In accordance with paragraph 3 of SE-2079, Calibrated of Transmission Densitometers, using a calibrated step wedge film traceable to a National Standard.
ANS:
Q22. What is the preferred exposure technique used for radiography? a) Double-wall exposure b) Triple-wall exposure c) Shear-wave exposure d) Single-wall exposure
ANS: d
Charlie Chong/ Fion Zhang
Q23. Explain the single-wall radiographic technique. a) The radiation passes through only one wall of the base (material) which is viewed for acceptance on the radiograph. b) The radiation passes through only one wall of the weld (material) which is viewed for acceptance on the radiograph. c) The radiation passes through only one wall of the weld (material) and one wall of the base (material) which is viewed for acceptance on the radiograph. d) The radiation source is placed on the inside only and passes through only one wall of the weld (material) which is viewed for acceptance on the radiograph.
ANS: c
Q24. Single-wall and double-wall viewing are the two double-wall radiographic techniques permitted in Section V.
a) True b) False
ANS: a
Charlie Chong/ Fion Zhang
Q25. Explain the single-wall viewing radiographic technique. a) A technique in which radiation passes through two walls and only the base (material) on the film sidewall is viewed for acceptance on the radiograph. b) A technique in which radiation passes through two walls and only 120°of the weld (material) on the film sidewall is viewed for acceptance on the radiograph. c) A technique in which radiation passes through two walls and only the weld (material) on the film sidewall is viewed for acceptance on the radiograph. d) A technique in which radiation passes through two walls and only 120°of the base (material) on the film sidewall is viewed for acceptance on the radiograph.
ANS: c
Charlie Chong/ Fion Zhang
Q26. Describe the double-wall viewing radiographic technique. a) A technique in which the radiation passes through one wall and the weld (material) in both walls is viewed for acceptance on the radiograph. b) A technique in which the radiation passes through one wall and the base (material) in both walls is viewed for acceptance on the radiograph. c) A technique in which the radiation passes through two walls and the base (material) in both walls is viewed for acceptance on the radiograph. d) A technique in which the radiation passes through two walls and the weld (material) in both walls is viewed for acceptance on the radiograph.
ANS: d
Charlie Chong/ Fion Zhang
Q27. When may the double-wall viewing radiographic technique be used? a) For materials and for welds in components 3-1/2” or less in nominal inside diameter b) For materials and for welds in components 3-1/2” or less in nominal outside diameter c) For materials and for welds in components 3-1/2” or less in nominal thickness d) For materials and for welds in components 3-1/2” or less in minimum diameter
ANS: b
Q28. For the double-wall viewing radiographic technique, only a ______ penetrameter may be used.
a) Film side b) Film side using a shim c) Source side d) Double thickness
ANS: c
Charlie Chong/ Fion Zhang
Q29. In radiographic examination, the location markers ________ on the film. a) Shall appear as radiographic images b) Do not have to appear c) Shall be attached to the cassette and not appear d) Shall be taped
ANS: a
Q30. May a thicker or thinner penetrameter, than that specified, be used provided equivalent penetrameter sensitivity is maintained?
a) Yes b) No
ANS: a
Charlie Chong/ Fion Zhang
Q31. Upon which side of the part should a penetrameter be placed?a) The film side b) The source side c) The penetrameter should not be placed on the part d) The penetrameter should be taped to the cassette
ANS: b
Q32. When may a penetrameter be placed on the film side of the part? a) Never b) Where inaccessibility prevents hand placing the penetrameter on the source side. c) Anytime d) Only with the concurrence of the purchaser
ANS: b
Charlie Chong/ Fion Zhang
Q33. How is a film side penetrameter identified on a radiograph? a) By lead letters “FS” placed on or adjacent to the penetrameter. b) By lead letters “FSP” placed on or adjacent to the penetrameter. c) By a lead letter “F” placed on or adjacent to the penetrameter. d) Penetrameters shall not be placed on the film side
ANS: c
Charlie Chong/ Fion Zhang
Q34. Which of the following would be a true statement regarding placement of hole type penetrameters in radiographic examination?
a) The penetrameter shall be placed adjacent to the weld b) The penetrameter shall be placed adjacent to the weld with the identifying number facing left c) The penetrameter may be placed on or adjacent to the weld provided when the penetrameter is placed on the weld, the next smaller size penetrameter is used d) The penetrameter may be placed on or adjacent to the weld
ANS: a
Charlie Chong/ Fion Zhang
Q35. In radiography, how shall wire penetrameters be placed? a) Wire penetrameters shall be placed parallel to the length of the weld b) Wire penetrameters shall be placed perpendicular to the length of the weld c) Two wires shall be placed to the right of the area of interest and the other two to the left and the fifth wire shall be placed in the center of the area of interest perpendicular to the length of the weld d) Two wires shall be placed to the right of the area of interest and the other two to the left and the fifth wire shall be placed in the center of the area of interest parallel to the length of the weld
ANS: b
Charlie Chong/ Fion Zhang
Q36. What is the purpose of a shim? a) An item placed between the part and the penetrameter, if needed, so that the radiographic density throughout the area of interest is no more than 5% from (lighter than) the radiographic density through thepenetrameter. b) An item placed between the part and the penetrameter, if needed, so that the radiographic density throughout the area of interest is no more than 10% from (lighter than) the radiographic density through the penetrameter. c) An item placed between the part and the penetrameter, if needed, so that the radiographic density throughout the area of interest is no more than minus 15% from (lighter than) the radiographic density through the penetrameter. d) An item placed between the part and the penetrameter, if needed, so that the radiographic density throughout the area of interest is no more than 25% from (lighter than) the radiographic density through the penetrameter.
ANS: a
Charlie Chong/ Fion Zhang
Q37. From what material is a shim made? a) Material made of weldable quality b) Material radiographically similar to the weld metal. c) Shims may not be used in radiographic examination of ASME Code fabricated items d) Any type of material that will not absorb radiation
ANS: b
Q38. What is the size relationship between the shim and the penetrameter? a) The shim dimension shall not exceed the penetrameter dimension b) The shim dimension shall exceed the penetrameter dimension such that the outline of at least three sides of the penetrameter image shall be visible in the radiograph. c) The shim dimension shall exceed the penetrameter dimension such that the outline of at least two sides of the penetrameter image shall be visible in the radiograph. d) Shims are not permitted
ANS: b
Charlie Chong/ Fion Zhang
Q39. What size hole penetrameter is to be used when radiographing a weld ½” thick? The penetrameter is a source side penetrameter.
a) 15 b) 12 c) 20 d) 17
ANS: d
Q40. What size hole penetrameter is to be used when radiographing a weld 1 & 1/4” thick? The penetrameter is a source side penetrameter.
a) 30 b) 25 c) 35 d) 20
ANS: a
Charlie Chong/ Fion Zhang
Q41. What size hole penetrameter is to be used when radiographing a weld 1-1/4” thick? The penetrameter is a film side penetrameter.
a) 30 b) 25 c) 35 d) 20
ANS: b
Q42. What is the transmitted density limit between the body of the penetrameter and the area of interest for single film viewing for radiographs using an X-Ray source?
a) 4.8 b) 3.8 c) 2.0 d) 1.8
ANS: d
Charlie Chong/ Fion Zhang
Q43. What is the transmitted density limit between the body of the penetrameter and the area of interest for single film viewing using a Gamma-Ray source?
a) 1.8 b) 2.0 c) 0.2 d) 0.18
ANS: b
Q44. What is the maximum allowable transmitted density through the radiographic image of the body of a hole penetrameter and the area of interest?
a) 1.3 b) 1.8 c) 2.0 d) 4.0
ANS: d
Charlie Chong/ Fion Zhang
Q45. In radiography, a dark image of a “B” on a lighter background is not cause for rejection.
a) True b) False
ANS: a
Q46. What article in Section V covers Liquid Penetrant Examination (PT)? a) Article 4 b) Article 5 c) Article 6 d) Article 7
ANS: c
Charlie Chong/ Fion Zhang
Q47. Liquid Penetrant is used to detect surface discontinuities? a) True b) False
ANS: a
Q48. Liquid penetrant examination is capable of detecting all but which of the following?
a) Cracks b) Laps c) Laminations d) Slight sub-surface
ANS: c
Charlie Chong/ Fion Zhang
Q49. Must Liquid Penetrant examination be performed to a written procedure? a) Yes, regardless of the requirements of the referencing Code b) No, Liquid Penetrant is the only method that does not require written procedures c) Yes, unless exempted by the referencing Code d) No, except for the fluorescent method
ANS: c
Q50. Which of the following is not required to be addressed on a written procedure for Liquid Penetrant Examination?
a) Type of each penetrant, penetrant remover, emulsifier, and developer b) Name and Level of qualification of the examiner c) The materials, shapes, or sizes to be examined, and the extent of the examination d) Processing details for removing excess penetrant from the surface before applying the developer
ANS: b
Charlie Chong/ Fion Zhang
Q51. A revision to a Liquid Penetrant procedure is required whenever a change or substitution is made in all but which of the following?
a) To the type or family group of penetrant materials or in the processing techniques b) In the type of precleaning materials or processes c) Any change in part processing that can close surface openings of discontinuities d) A change or substitution in examiners
ANS: d
Q52. Name the two types of penetrants used in Code Liquid Penetrant processes.
a) Instant drying and fluorescent penetrant. b) Oil based Color contrast and fluorescent penetrant. c) Metallic Particle and fluorescent penetrant. d) Color contrast and fluorescent penetrant.
ANS: d
Charlie Chong/ Fion Zhang
Q53. Of the following, which is not a Liquid Penetrant process? a) Metallic Particle b) Water Washable c) Post-emulsifying d) Solvent removable
ANS: a
Q54. What is the allowable temperature range of the Liquid Penetrant and the part to be processed?
a) Not less than 60ºF. No more than 125ºF throughout the examination period b) Not less than 50ºF. No more than 600ºF throughout the examination period c) Not less than 50ºF. No more than 125ºF throughout the examination period d) Not less than 60ºF. No more than 600ºF throughout the examination period
ANS: a
Charlie Chong/ Fion Zhang
Q55. What article in Section V covers magnetic particle examination? a) Article 9 b) Article 8 c) Article 7 d) Article 6
ANS: c
Q56. Magnetic Particle examination can detect which of the following discontinuities?
a) Surface only b) Surface and slight sub-surface c) Slight sub-surface and all sub-surface d) Sub-surface and opposite side
ANS: b
Charlie Chong/ Fion Zhang
Q57. Describe the sensitivity of Magnetic Particle Examination. a) The sensitivity is greatest at the surface and diminishes rapidly with increasing depth. b) The sensitivity is greatest at the surface and diminishes slightly with increasing depth. c) The sensitivity is weakest at the surface and increases rapidly with increasing depth. d) The sensitivity is weakest at the surface and increases slightly with increasing depth.
ANS: a
Q58. Name three typical discontinuities that can be detected by Magnetic Particle Examination.
a) Cracks, porosity, laps, cold shuts and laminations b) Cracks, seams, laps, cold shuts and laminations c) Cracks, seams, slag inclusions, cold shuts and laminations d) Cracks, seams, laps, incomplete penetration and laminations
ANS: b
Charlie Chong/ Fion Zhang
Q59. In Magnetic Particle examination, each area should be examined at least twice with the lines of flux during examination approximately ____ to the lines of flux during the other?
a) 60°b) 120°c) 90°d) Parallel
ANS: c
Q60. Which of the following is not required to be addressed in a Magnetic Particle examination procedure?
a) Materials, shapes, or sizes to be examined and the extent of the examination b) Equipment to be used for magnetization c) The ferromagnetic particles to be used in a Magnetic Particleexamination d) The name and qualification level of the examiner
ANS: d
Charlie Chong/ Fion Zhang
Q61. Describe the continuous method of Magnetic Particle testing.a) The magnetizing current remains on while the piece being examined is passed through the magnetic field b) The magnetizing current remains on only while the excess of the examination medium is being removed. c) The magnetizing current remains on while the examination medium is being applied and while excess of the examination medium is being removed.d) The magnetizing current remains on only while the examinationmedium is being applied
ANS: d
Q62. Which of the following is not a type of magnetization technique that may be used in Magnetic Particle testing?
a) Prod b) Circular c) Yoke d) Immersion
ANS: d
Charlie Chong/ Fion Zhang
Q63. Under what condition may Magnetic Particle examination be performed on a part with a coating such as paint left on the part?
a) It must be demonstrated, in accordance with Mandatory Appendix II, that indications can be detected through the maximum coating thickness applied b) It must be demonstrated, in accordance with ASME Section VIII, Div. 2, that indications can be detected through the maximum coating thickness applied c) It must be demonstrated, in accordance with Mandatory Appendix I, that indications can be detected through the maximum coating thickness appliedd) All coatings shall be removed prior to Magnetic Particle examination, the coatings could mask discontinuities
ANS:
Charlie Chong/ Fion Zhang
Q64. What three types of particles are used in Magnetic Particle examination? a) Wet, Damp, and Fluorescent b) Wet, Dry, and Fluorescent c) Wet, Dry, and Red Iron Filings d) Wet, Dry, and Gray Iron Filings
ANS: b
Q65. What is the maximum surface temperature, of the part being examined, permitted for Magnetic Particle examination using dry particles?
a) 600°F b) 125°F c) 135°F d) 175°F
ANS: a
Charlie Chong/ Fion Zhang
T731:(c) Temperature Limitations. Particles shall be usedwithin the temperature range limitations set by the manufacturerof the particles. Alternatively, particles may beused outside the particle manufacturer’s recommendationsproviding the procedure is qualified in accordance withArticle 1, T-150 at the proposed temperature.
Charlie Chong/ Fion Zhang
Q66. During Magnetic Particle examination using the dry particle technique, the dry particles must provide a color contrast between the particles and the part being examined? (True or False)
a) True b) False
ANS: a
Q67. In Magnetic Particle examination, using the wet particle technique, the particles need not provide a color contrast between the particles and the part being examined? (True or False) a) True b) False ANS: b
Charlie Chong/ Fion Zhang
Q68. In Magnetic Particle examination, using the wet particle technique, what is the maximum temperature of the wet particle suspension and the surface of the part permitted according to ASME Section V?
a) 600°F b) 125°F c) 135°F d) 175°F
ANS:
Q69. In Magnetic Particle examination using fluorescent particles, what is another term used for ultraviolet light?
a) Infrared light b) Blue light c) Laser light d) Black light
ANS: d
Charlie Chong/ Fion Zhang
Q70. How long must the examiner be in the darkened room prior to performing Magnetic Particle examination using the fluorescent particle technique?
a) 10 minutes b) 5 minutes c) There is no minimum time d) 30 minutes
ANS: b
Q71. How often should the black light intensity be check for the fluorescent particle technique of Magnetic Particle examination?
a) Every 8 hours and whenever the workstation is changed b) Every 4 hours and whenever the workstation is changed c) Every 4 hours and whenever the examiners are changed d) Every 8 hours and whenever the examiners are changed
ANS: b
Charlie Chong/ Fion Zhang
Q72. Is demagnetization of the part always required after Magnetic Particle examination?
a) Yes, residual magnetism, in the part, could interfere with subsequent processing or usage b) No, when residual magnetism, in the part, could interfere with subsequent processing or usage, the part shall be demagnetized anytime after completion of the examination.c) No, residual magnetism, in the part, can not interfere with subsequent processing or usage d) Yes, demagnetization is always required after Magnetic Particle examination
ANS: a
Q73. In fluorescent particles type MT, what is the minimum length of time, permitted in Section V, for warming up the black light?
a) 60 minutes b) 30 minutes c) 10 minutes d) 5 minutesANS: c
Charlie Chong/ Fion Zhang
Q74. For Magnetic Particle, how often should magnetizing equipment with an ammeter be calibrated?
a) Once a year or whenever the equipment has been subjected to major electrical repair, periodic overhaul or damage. b) Once each five years or whenever the equipment has been subjected to major electrical repair, periodic overhaul or damage. c) Once each six months or whenever the equipment has been subjected to major electrical repair, periodic overhaul or damage. d) Once each three months or whenever the equipment has been subjected to major electrical repair, periodic overhaul or damage.
ANS: a (correct)
Q75. If, after calibration, Magnetic Particle equipment is stored for over a year, must it be calibrated prior to the next use?
a) No, since the equipment was in storage, it should still be in calibration b) Yes, if the equipment has not been in use for a year or more,calibration shall be done prior to use
ANS: b
Charlie Chong/ Fion Zhang
T-761 Frequency of CalibrationT-761.1 Magnetizing Equipment(a) Frequency. Magnetizing equipment with an ammetershall be calibrated at least once a year, or wheneverthe equipment has been subjected to major electric repair,periodic overhaul, or damage. If equipment has not beenin use for a year or more, calibration shall be done priorto first use.(b) Procedure. The accuracy of the unit’s meter shallbe verified annually by equipment traceable to a nationalstandard. Comparative readings shall be taken for at leastthree different current output levels encompassing theusable range.(c) Tolerance. The unit’s meter reading shall not deviateby more than ±10% of full scale, relative to the actualcurrent value as shown by the test meter.
Charlie Chong/ Fion Zhang
Q76. In Magnetic Particle examination, the unit’s meter reading shall not deviate by more than ___ of full scale, relative to the actual current value as shown by the test meter.
a) The unit’s meter reading shall not deviate more than ± 30% b) The unit’s meter reading shall not deviate more than ± 20% c) The unit’s meter reading shall not deviate more than ± 10%d) The unit’s meter reading shall not deviate more than ± 00%
ANS:
Charlie Chong/ Fion Zhang
Q77. In Magnetic Particle testing using the prod technique, what type of current and what are the current ranges in amps/in., required by Section V, for materials ¾” or greater in thickness?
a) Direct or alternating magnetizing current shall be used and 90 amp/in. (minimum) to 110 amps/in. (maximum) of prod spacing. b) Direct or alternating magnetizing current shall be used and 100 amp/in. (minimum) to 125 amps/in. (maximum) of prod spacing. c) Direct or rectified magnetizing current shall be used and 90 amp/in. (minimum) to 110 amps/in. (maximum) of prod spacing. d) Direct or rectified magnetizing current shall be used and 100 amp/in. (minimum) to 125 amps/in. (maximum) of prod spacing.
ANS: d
Charlie Chong/ Fion Zhang
Q78. In Magnetic Particle testing using the prod technique, what are the current ranges in amps/in., required by Section V, for materials less than ¾”in thickness?
a) 90 amps/in. (minimum) to 110 amps/in.(maximum) of prod spacing.b) 80 amps/in. (minimum) to 110 amps/in.(maximum) of prod spacing. c) 90 amps/in. (minimum) to 125 amps/in.(maximum) of prod spacing. d) 80 amps/in. (minimum) to 125 amps/in.(maximum) of prod spacing.
ANS: a
Q79. In the prod technique of Magnetic Particle testing, what is the maximum prod spacing allowed?
a) 12 inches b) 8 inches c) 6 inches d) 3 inches
ANS: b
Charlie Chong/ Fion Zhang
Q80. In the prod technique of Magnetic Particle testing, prod spacing of less than three inches is strongly recommended? (True or False)
a) True b) False
ANS: b (b correct!)
Q81. The yoke technique of Magnetic Particle testing shall only be used to detect what type of discontinuities?
a) Slight sub-surface discontinuities b) Laminations c) Discontinuities that are open to the surface d) Lack of penetration
ANS: c
Charlie Chong/ Fion Zhang
Q82. A.C. yokes are superior to D.C. yokes in Magnetic Particle testing for materials greater than ¼” in thickness? (True or False)
a) True b) False
ANS: b (?)
Q83. What are the lifting power requirements for A.C. yokes used in Magnetic Particle testing?
a) They must lift 30 pounds at the maximum pole spacing to be used. b) They must lift 10 pounds at the maximum pole spacing to be used. c) They must lift 40 pounds at the maximum pole spacing to be used. d) They must lift 20 pounds at the maximum pole spacing to be used.
ANS: b
Charlie Chong/ Fion Zhang
Q84. What are the lifting power requirements for D.C. yokes used in Magnetic Particle testing?
a) They must lift 30 pounds at the maximum pole spacing to be used. b) They must lift 10 pounds at the maximum pole spacing to be used. c) They must lift 40 pounds at the maximum pole spacing to be used. d) They must lift 20 pounds at the maximum pole spacing to be used.
ANS: c
Q85. Localized surface irregularities due to machining marks may produce false indications during Magnetic Particle testing?
a) True b) False
ANS: a
Charlie Chong/ Fion Zhang
Q86. How much overlap is required in Ultrasonic Testing for each pass of a search unit?
a) 20% of the transducer dimension perpendicular to the direction of the scan b) 10% of the thickness of the part being examined perpendicular to the direction of the scan c) 20% of the thickness of the part being examined perpendicular to the direction of the scan d) 10% of the transducer dimension perpendicular to the direction of the scan
ANS:
Q87. What is the maximum rate of search unit movement, permitted in Section V, for Ultrasonic Examination?
a) 6”/hr. unless calibration is verified at scanning speed. b) 6”/sec. unless calibration is verified at scanning speed. c) 6”/min. unless calibration is verified at scanning speed. d) 6’/sec. unless calibration is verified at scanning speed. ANS: c
Charlie Chong/ Fion Zhang
T-470 EXAMINATIONT-471 General Examination Requirements(a) Each pass of the search unit shall overlap a minimumof 10% of the transducer (piezoelectric element) dimensionparallel to the direction of scan indexing. As an alternative,if the sound beam dimension parallel to the direction ofscan indexing is measured in accordance with NonmandatoryAppendix B, B-466, Beam Spread measurement rules,each pass of the search unit may provide overlap of theminimum beam dimension determined.T-471.2 Pulse Repetition Rate. The pulse repetitionrate shall be small enough to assure that a signal from areflector located at the maximum distance in the examinationvolume will arrive back at the search unit before thenext pulse is placed on the transducer.T-471.3 Rate of Search Unit Movement. The rate ofsearch unit movement (scanning speed) shall not exceed6 in./s (150 mm/s), unless:
Charlie Chong/ Fion Zhang
Q88. For contact examination, the temperature of the examination and basic calibration block surfaces shall be within _____°F
a) 50 b) 25 c) 15 d) 10
ANS: b
Q89. Ultrasonic search units may contain single or dual transducer elements? (True or False)
a) True b) False
ANS: a
Charlie Chong/ Fion Zhang
Q90. For search units, with contoured contact wedges, how is calibration accomplished?
a) Calibration shall be done with contact wedges of similar material as those used during the examination b) Calibration shall be done with basic calibration contact wedges c) Calibration shall be done with contact wedges that are at least 75% of the dimension as the contact wedges used during the examination d) Calibration shall be done with the contact wedges used during the examination
ANS: d
Charlie Chong/ Fion Zhang
Answers to ASME Section V, NDE Questions
Charlie Chong/ Fion Zhang
ANS:
Charlie Chong/ Fion Zhang

Charlie Chong/ Fion Zhang
清朝
http://tieba.baidu.com/p/1143699481
Charlie Chong/ Fion Zhang

Charlie Chong/ Fion Zhang
Good Luck!
Charlie Chong/ Fion Zhang
Good Luck!