Embed Size (px)
DESCRIPTION
Citation preview

Process Analytical Technology (PAT) & Six Sigma:
Powerful Allies in Variance Reduction
Presented by: Murray Adams, February 16, 2005

2
Air Academy
Associates
Copyright2004
Today’s Discussion
• Process Analytical Technology (PAT)– What are PATs?– Benefits
• Powerful Allies: Aligned principles of PAT & Six Sigma– How do PAT & Six Sigma work together to reduce variation
• Case Study: Evaluation of Thermal Effusivity as a PAT– What is Thermal Effusivity and how does it work– Pharmaceutical applications and results– Application of Six Sigma tools and techniques to develop
process understanding & control– Endpoint identification – some options
• Conclusions

3
Air Academy
Associates
Copyright2004
What’s PAT?
• FDA has been calling upon industry to improve the methods by which they “build” or “design” quality into their products.
• Sept. ‘04, FDA finalized a guidance to facilitate this improvement– PAT – A Framework for Innovative Pharmaceutical Development,
Manufacturing, and Quality Assurance
• Some of the key messages in this guidance document include:
– Intended to support innovation and efficiency and alleviate industry concerns regarding innovation leading to regulatory impasse
– Founded on product/process understanding and risk-based approach which will result in development and production of safe, effective and affordable medicines of high quality
– Promotes continuous real time quality assurance (at, in, or on-line) with appropriate controls to prevent or mitigate the risk of producing a poor quality product

4
Air Academy
Associates
Copyright2004
• Sampling and conventional analytical testing provides “snapshots” of quality attributes at various points in time
• Usually test the finished product at the end of the process
• PATs can provide real-time, or near real-time, sequence of pictures showing the evolution of the process not just isolated “frames”
• Continuous, real time, quality assurance
Snapshots vs. a Movie
+
Beginning Middle
+
End
Beginning EndContinuous Monitoring

5
Air Academy
Associates
Copyright2004
“A process is well understood when:– all critical sources of variability are identified and explained– variability is managed by the process [controls to mitigate risk]– product quality attributes can be accurately and reliably predicted”
PAT: An integrated approach to understanding
* From: Pharmaceutical Quality by Design: Improving Emphasis on Manufacturing Science in the 21 st Century, Ajaz S. Hussain, Ph.D. , Deputy Director, Office of Pharmaceutical Science, CDER FDA, August 5, 2004
PAT• Raw Materials
• In-process Materials• Processes
Six SigmaData
Knowledge & Understanding
Microbiological
Chemical
Risk Analysis
Mathematical
Physical

6
Air Academy
Associates
Copyright2004
It’s all about data driven decisions & knowledge…..
• If what we know of our processes cannot be expressed in numbers, we do not know very much about them……
• If we do not know very much about them, we cannot control them…..
• If we can’t control them, we can’t compete!
Interpretation by Motorola University
“When you can measure what you are speaking about and express it in numbers, you know something about it, but when you cannot express it in numbers, your knowledge is of a meagre and unsatisfactory kind;”
Lord Kelvin (1821-1907)

7
Air Academy
Associates
Copyright2004
Benefits of PAT
Current Reality
• Heavily loaded labs = delayed test results
• Finished product testing; can’t “test the quality in”
• Parameters and specifications often set before all CTQs are understood
• Not always sufficient process knowledge to identify root cause and prevent recurrence
• Generates data, but how much information/knowledge?
PAT Vision
• Immediate real-time monitoring and feedback
• Continuous quality assurance with potential real-time release
• Improved process knowledge allows us to “build or design the quality in”
• On/in/at-line monitoring allows management of variability and historical data analysis
• Six Sigma tools convert data into knowledge

8
Air Academy
Associates
Copyright2004
Scenario 1: “Typical” Variation in a Non-PAT Process
• The variation in the process inputs is “typical” of what has been experienced historically and is adequately tolerated by the process.
• Finished product is tested at end of process and meets spec.
INPUTS OUTPUTSPROCESS
LSL USL
LSL USL
“Typical” Variation of Inputs
LSL USL
LSL USL
Pass
Blend for X min.(Fixed Process
Endpoint)
Typical Outputs
Unknown CTQ
+ =

9
Air Academy
Associates
Copyright2004
Scenario 2: “Atypical” Variation in a Non-PAT Process
• Variation of one or more inputs changes beyond historical range.
• Finished product is tested at end of process and fails to meet spec.
FAILURE
Blend for X min.(Fixed Process
Endpoint)
INPUTS OUTPUTSPROCESS
“Atypical” Variation of Inputs
LSL USL
LSL USLLSL USL
LSL USL
“Atypical” Outputs
Unknown CTQ
+ =

10
Air Academy
Associates
Copyright2004
Scenario 3: “Atypical” Variation in a PAT Process
• Variation of one or more inputs changes beyond historical range.
• PAT process endpoint is not fixed, it is controlled by a performance measure which is monitored and endpoint is adjusted accordingly.
INPUTS OUTPUTSPROCESS
“Atypical” Variation of Inputs
Process Monitored(“Adjustable” Process
Endpoint)
LSL USL
LSL USLLSL USL
Pass
Controlled Outputs
Unknown CTQ
LSL USL
+ =

11
Air Academy
Associates
Copyright2004
Case Study
Thermal Effusivity as a PAT:
An Evaluation Using Six Sigma Tools

12
Air Academy
Associates
Copyright2004
Evaluation of Thermal Effusivity as a PAT
• Feb ‘04 Patheon began an evaluation of Mathis Instruments’ BT-04 static Thermal Effusivity unit
• March ‘04, preliminary evaluations considered a broad range of applications:– Fluid bed drying endpoint detection (% moisture content)– Lubrication of granulation (Mg Stearate)– Uniformity of powder blends: high shear, V-blender, totes
• Aug ’04, in-depth evaluation of ability to monitor uniformity of powder blends in “tumble style” blenders
• October ’04, beta-testing of new “wireless” effusivity unit allowing monitoring of dynamic systems
*Tables, graphs and data reproduced with permission from Patheon Inc. and Mathis Instruments

13
Air Academy
Associates
Copyright2004
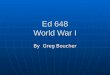
What is Thermal Effusivity?
Wood feels warm
Metal feels cold
Heat always flows from a hot object to a cold object.
Wood is not a good conductor of heat, so it is slow to absorb the heat.
Metal has higher “thermal effusivity” so the heat from your hand flows into the metal quickly - creating the sensation of it being cold.
Like your hands, Mathis sensors produce a small amount heat. They can also detect the rate of heat flow away from the sensor. This provides an accurate measure of the thermal effusivity of the materials in immediate contact with the sensor.

14
Air Academy
Associates
Copyright2004
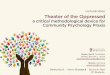
Proto-type Wireless Thermal Effusivity Unit
How Does Thermal Effusivity Work?
Materials inside the blender have different thermal properties at the onset of blending
Heat is generatedby the sensor. SomeHeat penetrates thematerials, but some is retained.
The amount of heat retained at the surface of the sensor causes a temperature increase. The rate of increase is compared and used to determine theuniformity.
As blending proceeds, the effusivity detected by each sensor approaches a predicted value which is a weighted average of the contribution of each of the individual components in the blend. As the blend approaches uniformity, the differences between the effusivity values at each sensor decreases.

15
Air Academy
Associates
Copyright2004
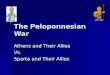
Results of Preliminary Evaluations
• Lactose and Avicel in a 325L tote
• Uniformity achieved in 9 minutes with 0.7% RSD
200
220
240
260
280
300
320
340
360
380
400
0 3 6 9 12 15 18 21 24 27 30
Blend Time (minutes)
Th
erm
al E
ffu
sivi
ty
(Ws1
/2/m
2 K)
Sensor 1
Sensor 3
Sensor 4
Powder Blend Uniformity
250
270
290
310
330
350
370
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85
Blend Time (minutes)
Th
erm
al E
ffu
sivi
ty
(Ws
1/2/m
2 K)
Lubrication of Blend
• Addition of Mg Stearate changes effusivity properties of granulation
• Possible application for lubing end-point detection or compression controls??
*Tables, graphs and data reproduced with permission from Patheon Inc. and Mathis Instruments

16
Air Academy
Associates
Copyright2004
Results of Preliminary Evaluations
• Initial conditions: impeller low, chopper off produced RSD of 3.8 – 5.8%
• Increased impeller to high and turned chopper on to low – RSD of 1.0 – 1.9%
High Shear Dry Blend
LOD vs. Effusivity
• Comparison of effusivity to % Loss on Drying (%LOD)
• Correlation of initial data produced an R2 = 0.94
Uniformity in a High Shear Granulator - Bowl 2
210
220
230
240
250
260
270
0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5
Blend Time (minutes)
Eff
us
ivit
y (
Ws
½/m
2K
)
SENSOR 1 SENSOR 2 SENSOR 3 SENSOR 4
1.061.521.901.880.951.904.405.793.80%RSD
4.54.03.53.02.52.01.51.00.5Blend Times
Blue – Impeller LOW/Chopper OFF Green – Impeller High/Chopper LOW
Uniformity in a High Shear Granulator - Bowl 2
210
220
230
240
250
260
270
0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5
Blend Time (minutes)
Eff
us
ivit
y (
Ws
½/m
2K
)
SENSOR 1 SENSOR 2 SENSOR 3 SENSOR 4
1.061.521.901.880.951.904.405.793.80%RSD
4.54.03.53.02.52.01.51.00.5Blend Times
1.061.521.901.880.951.904.405.793.80%RSD
4.54.03.53.02.52.01.51.00.5Blend Times
Blue – Impeller LOW/Chopper OFF Green – Impeller High/Chopper LOW Scatter Chart (%LOD vs Effusivity)
y = 5.5862x + 256.19
R2 = 0.9446
0
100
200
300
400
500
600
0 5 10 15 20 25 30 35 40 45 50
% LOD
Eff
usi
vity
(W
s½
/m2 K
)
*Tables, graphs and data reproduced with permission from Patheon Inc. and Mathis Instruments

17
Air Academy
Associates
Copyright2004
Detailed Evaluation of Blend Uniformity Monitoring
• Blend uniformity was chosen for a more detailed evaluation….lots of questions to be answered
“Knowledge is the ability to answer profound questions” – W. E. Deming
What’s the impact of vessel size and % nominal load?
What’s the effect of PSD and shape?
What’s the effect of variations in powder density?
How sensitive is effusivity?
What’s the correlation between effusivity and conventional chemical analysis?
How do we define the blend end-point?
….and many more questions!
Where should we locate the sensors? What’s the effect of blender
speed?

18
Air Academy
Associates
Copyright2004
Where to start?
• What are the sources of variation in our process?
• What is the relationship between inputs and outputs?
• Which inputs are critical and must be controlled? How?
• SHOW ME THE DATA!Measurement Method Machine
Manpower Materials Environment
Variability of Effusivity Results
(X) Sensor Error
(X) Timing of Reading
(C) Software Parameters
(C) Time Btween
(C) % Nominal Load
(C) Blender Speed
(C) Parameter Controls
(C) Vessel Shape
(C) Vessel Size
(C) Number of Sensors
(N) Operator Experience
(C) Operator Training
(C) Particle Size Dist. (C) Density
(C) Morphology
(C) Heat Capacity
(C) Compound
(C) Flowability
(C) Blend Uniformity
(C) % Formulation
(N) Particle Shape
(N) Moisture Content
(N) RF Interferance
(N) Voltage Fluctuations

19
Air Academy
Associates
Copyright2004
Measurement System Analysis (MSA)
+ =True Product
VariationVariation of
Measurement System “Observed” Variation
Repeatability Reproducibility
Product
Measure
+
Total=
Repeatability - the variation within one sensor
Reproducibility - the variation between multiple sensors

20
Air Academy
Associates
Copyright2004
BT-04 Static MSA Results
• Knowing source(s) of variation directs efforts to reduce error and further improve sensitivity
• Quantifying measurement error will allow setting a meaningful limit for endpoint detection
• 5 materials tested individually to ensure content of blender was continuously “homogenous”
• Effusivity measured by 4 sensors every 2 minutes over a period of 20 minutes
Source Variance Standard DeviationTotal Measurement (Gage) 70.0711533 8.37085141 Repeatability 23.7522722 4.873630292 Reproducibility 46.3188811 6.80579761
*Tables, graphs and data reproduced with permission from Patheon Inc. and Mathis Instruments

21
Air Academy
Associates
Copyright2004
Sensor Timing
• Introduction of the wireless design allowed measurement while the blender is in motion.
• Dynamic powder bed added challenge to achieving reproducible sensor measurements.
• Designed Experiments (DOE) were conducted to identify the optimal measurement point(s) in the blender rotation.
• Low R2 values indicated that a critical factor(s) was missing.
• Identified slippage in blender drive train as a source of variation.
1.4
1.5
1.6
1.7
1.8
2.0
2.1
2.2
2.3
2.4
1.2
1.4
1.5
1.7
1.9
2.0
2.2
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
5.0
5.5
6.0
6.5
7.0
7.5
8.0
8.5
9.0
9.5
10.0
Res
po
nse
Va
lue
B25
B19
*Tables, graphs and data reproduced with permission from Patheon Inc. and Mathis Instruments

22
Air Academy
Associates
Copyright2004
Which picture is more typical of your processes?
An observation of validation:
200
220
240
260
280
300
320
340
360
380
400
0 3 6 9 12 15 18 21 24 27 30
Blend Time (minutes)
Th
erm
al E
ffu
sivi
ty
(Ws
1/2 /m
2 K)
Sensor 1
Sensor 3
Sensor 4
“Textbook Results”
Thermal Effusivity vs Blend Time
340
350
360
370
380
390
400
410
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36
Time (Minutes)
Eff
usi
vity
0.0%
0.5%
1.0%
1.5%
2.0%
2.5%
3.0%
3.5%
4.0%
4.5%
5.0%
%R
SD
(A
cro
ss S
enso
rs)
%RSD Sensor B23 Sensor B18 Sensor B25 Mean Overall Mean
“Less Than Ideal”
How much do we really know about what’s going on inside the blender?
“....a well-rehearsed demonstration that a manufacturing formula can work three successive times.”
Harwood and Molnar Pharm. Dev. Tech. 1998
*Tables, graphs and data reproduced with permission from Patheon Inc. and Mathis Instruments

23
Air Academy
Associates
Copyright2004
Endpoint Identification: Option 1
• Process knowledge can help to determine specifically defined criteria to demark endpoints and ensure consistency .
• Range control chart demonstrates “good” special cause variation…. one possible means of end-point detection.
Xbar Chart - Sub-groups Across 3 Sensors
UCL=393.06
LCL=367.068
CEN=380.064
350
355
360
365
370
375
380
385
390
395
400
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36
R Chart - Sub-group Ranges
UCL=32.699
LCL=0.0
CEN=12.704
-5
0
5
10
15
20
25
30
35
40
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36
*Tables, graphs and data reproduced with permission from Patheon Inc. and Mathis Instruments

24
Air Academy
Associates
Copyright2004
0
0.5
1
1.5
2
2.5
3
3.5
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
Test Point (n=15)
SD
Rat
io
Rolling Standard Deviation (Relative to Initial SD)
95% Confidence
2.718
Endpoint Identification: Option 2
• e-test: When the ratio of the initial std dev relative to the final std dev is greater than 2.718, we can be at least 95% confident that there has been a significant change (reduction) in the variation.
*Tables, graphs and data reproduced with permission from Patheon Inc. and Mathis Instruments

25
Air Academy
Associates
Copyright2004
Endpoint Identification: Option 3
• The ultimate goal is to have sufficient understanding of our equipment, processes and formulations to develop a product which blends to the point of uniformity and is stable.
• When the variation of the effusivity decreases below the level of +/-3 Sigmameasure from the mean, the blend will have reached the optimal uniformity which can be reliably measured.
Blend Time
Eff
usiv
ity
12
+3σmeas.
-3σmeas.
Uniformity
Sensor #1Sensor #2
Sensor #3Sensor #4

26
Air Academy
Associates
Copyright2004
Conclusions
• Thermal Effusivity has been demonstrated to provide useful data regarding the uniformity of powder blends and other pharmaceutical attributes of interest.
• PAT, statistics and data are not the “ends” but only the “means” by which to achieve the ultimate objective which is process understanding and control.
• PAT provides the “Framework” for innovation, Six Sigma provides the structure and tools to provide understanding.
• Better understanding of our processes will result in improved quality, added value, reduced costs, greater flexibility and is an overall competitive advantage.
“Knowledge is power.” – Sir Francis Bacon

27
Air Academy
Associates
Copyright2004
Q & A