Embed Size (px)
Citation preview

Jurnal Teknik Industri ISSN: 2622-5131 (Online)
Vol. 8 No. 2 ISSN: 1411-6340 (Print)
93
Usulan Penjadwalan Penggantian dan Pemeriksaan
Komponen Kritis Mesin Feeder dan Fanblower
(Studi Kasus di PT. Petnesia Resindo)
Ivanasari Latib dan Carla Olyvia Doaly
Program Studi Teknik Industri Universitas Tarumanagara
Jln. Letjen S. Parman No. 1 Jakarta 11440
(Makalah: Diterima Maret 2018, dipublikasikan Juli 2018)
Intisari— Banyak perusahaan yang tidak memperhatikan perawatan mesin, salah satunya adalah PT. Petnesia Resindo. Perusahaan
yang bergerak di bidang plastik ini masih menerapkan cara perawatan secara korektif. Hal ini terbukti menghambat jalannya proses
produksi. Oleh karena itu penelitian ini mencoba menerapkan preventive maintenance terhadap mesin yang diajukan perusahaan,.
Penelitian dimulai dengan penentuan mesin kritis berdasarkan tingkat OEE. Kedua mesin yaitu mesin feeder dan fanblower adalah
termasuk mesin kritis. Dengan aturan “80-20” diagram pareto, maka didapatkan komponen kritis yaitu tapper roll bearing, thrust
ball bearing,timing belt, dan disc pack. Setelah analisis uji distribusi, maka didapatkan interval penggantian dan pemeriksaan.
Interval penggantian tapper roll bearing adalah 1300 jam, untuk komponen thrust ball bearing adalah 1900 jam, untuk komponen
timing belt adalah 3220 jam, dan untuk komponen disc pack adalah 2080 jam.Sedangkan untuk interval pemeriksaan komponen
tapper roll bearing adalah 1034 jam, untuk komponen thrust ball bearing adalah 1179 jam, untuk komponen timing belt adalah 2545
jam, dan komponen disc pack adalah 1280 jam. Setelah diterapkan preventive maintenance, maka diharapkan adanya penghematan
biaya dan perlambatan laju penurunan tingkat reliability. Penghematan biaya komponen tapper roll bearing sebesar 71%, untuk
komponen thrust ball bearing adalah 76%, untuk komponen timing belt adalah 61%, dan komponen disc pack sebesar 59%.
Kata kunci—OEE, interval penggantian, interval pemeriksaan, preventive maintenance, penghematan biaya.
Abstract—Many companies do not pay attention to machine maintenance. One of them is PT Petnesia Resindo. The company that have
been engaged in platic is still implementing a breakdown maintenance. This proved to disturb the production process. Sothis research
is interested in trying to implement preventive maintenance against the proposed machine company, Research begins with the
determination of critical machines based on the OEE level. Both engines are feeder and fanblower engine is including a critical engine.
The critical components based on the rules " 80-20 "pareto diagram are tapper roll bearing, thrust ball bearing,timing belt,and disc
pack coupling . After the analysis of distribution test, it will get the replacement interval and checking interval replacement tapper
roll bearings is 1300 hours, for thrust ball bearing component is 1900 hours, for timing belt component is 3220 hours, and for disc
pack components is 2080 hours As for the inspection interval of tapper roll bearing component is 1034 hours, for thrust ball bearing
component is 1179 hours, for timing belt component is 2545 hours, and disc pack component is 1280 hours. After implementing
preventive maintenance it is expected cost savings and slowing down the level of reliability. The cost savings of tapper roll bearing
component is around 71%, for thrust ball bearing component is 76%, for timing belt component is 61%, and disc pack component is
59%.
Keywords—OEE, interval replacement, interval inspection, preventive maintenance, cost savings.
I. PENDAHULUAN
Preventive maintenance bertujuan untuk mencegah
kerusakan mesin yang sifatnya mendadak, meningkatkan
reliability, dan dapat mengurangi downtime [1]. PT.Petnesia
Resindo adalah salah satu perusahaan produksi PET resin
untuk aplikasi botol minum yang beroperasi 24 jam per
harinya dengan banyak mesin yang harus beroperasi full
time. Ada beberapa mesin yang sering bermasalah dan
mengganggu proses produksi yaitu mesin fanblower WCT
LSP, mesin feeder, mesin Z2103, dan mesin C2404. Setiap
tahunnya mesin-mesin ini mengalami kenaikan jumlah
kerusakan breakdown yang harus memaksa pihak pabrik
untuk memperbaikinya.
Apabila mesin-mesin ini mengalami breakdown ataupun
corrective maka perusahaan akan mengalami kerugian yang
cukup besar. Kerugian mencakup tenaga kerja, harga
komponen, dan kehilangan produksi. Lama waktu perbaikan
selama 0.5-1.5 jam dan setelah diperbaiki akan ada setting
produksi kembali. Hal ini mengakibatkan selama waktu ini
produksi harus terhenti secara bertahap terdapat kehilangan
produksi sekitar 10ton untuk 1 jam. Kehilangan produksi
Jurnal Teknik Industri ISSN: 2622-5131 (Online)
Vol. 8 No. 2 ISSN: 1411-6340 (Print)
94
diperkirakan sekitar Rp 90 juta untuk shutdown mendadak
selama 1 jam untuk memperbaiki mesin yang rusak.
Komponen yang diperbaiki juga tidak murah sekitar 2-7 juta
rupiah maka harus dipertimbangkan saat penggantian.
Penelitian ini bertujuan membahas penentuan interval
penggantian pencegahan dan pemeriksaan pencegahan
komponen kritis mesin feeder dan fanblower. Setelah
menentukan interval, penelitian juga akan mencari akar
permasalahan dari kerusakan komponen sehingga dapat
mengajukan usulan bagi perusahaan berupa instruksi kerja
dan Maintenance Work Order.
II. TINJAUAN PUSTAKA
A. Maintenance
Perawatan adalah suatu kombinasi dari berbagai
tindakan yang dilakukan untuk menjaga suatu barang dalam,
atau memperbaikinya sampai, suatu kondisi yang bisa
diterima [2].
B. Hubungan Kegiatan Pemeliharaan dengan Biaya
Biaya pemeliharaan pencegahan (Preventive
Maintenance) merupakan biaya yang timbul akibat kegiatan
pemeliharaan yang telah direncanakan dan dijadwalkan.
Sedangkan biaya kerusakan (Failure Cost) merupakan biaya
yang timbul akibat terjadinya kerusakan diluar perencanaan,
sehingga menyebabkan terganggunya proses kerja aset
mesin secara keseluruhan.
C. Penentuan Mesin Kritis
Dalam penelitian ini, penulis menentukan mesin kritis
dengan menggunakan metode OEE. Overall Equipment
Effectiveness merupakan metode yang digunakan sebagai
alat ukur (metric) dalam penerapan program total productive
maintenance guna menjaga peralatan pada kondisi ideal
dengan menghapuskan six big losses peralatan [3].
Pengukuran Overall Equipment Effectiveness ini didasarkan
pada pengukuran tiga rasio utama, yaitu
1. Availability ratio.
2. Performance ratio.
3. Quality ratio.
OEE adalah hasil dari perkalian ketiga unsur diatas sehingga
dapat diketahui hasil akhir OEE [3].
D. Penentuan Komponen Kritis
Penentuan komponen kritis dengan menggunakan aturan
diagram pareto. Diagram pareto yang dibuat berdasarkan
frekuensi kerusakan dan total downtime mesin. Diagram
Pareto merupakan salah satu tools (alat) dari QC 7
Tools yang sering digunakan dalam hal pengendalian Mutu.
Diagram pareto juga berguna untuk menentukan prioritas,
penentuannya diambil dari persentase kumulatif 80 %
dengan aturan yang dikenal “80-20” [4].
E. Distribusi dalam Menghitung Kerusakan Aset Mesin
dan Komponen
Distribusi dalam menghitung kerusakan aset mesin dan
komponen dilakukan untuk mengetahui distribusi yang
paling mendasari data kerusakan pada suatu aset mesin dan
komponen, sehingga diketahui waktu antar kerusakan dan
waktu antar perbaikan yang sesuai berdasarkan distribusi
kerusakan tersebut. Berikut merupakan distribusi yang
digunakan dalam menghitung kerusakan pada aset dan
komponen kritis, yaitu [5]:
1. Distribusi Weibull
2. Distribusi Lognormal
3. Distribusi Normal
4. Distribusi Eksponential
Keempat distribusi ini merupakan distribusi continue
yang selanjutnya dilanjutkan dengan perhitungan MTTF dan
MTTR setiap distribusi yang memiliki rumus yang berbeda.
F. Age Replacement dalam Menentukan Interval
Penggantian Pencegahan dan Interval Pemeriksaan
Pencegahan
Metode Age Replacement digunakan untuk mengetahui
penggantian pencegahan yang paling optimal berdasarkan
kriteria minimasi downtime [6]. Penentuan penggantian
pencegahan dalam Metode Age Replacement dilakukan
berdasarkan waktu pengoperasian yang telah mencapai
batas waktu atau umur yang telah ditentukan (tp).
G. Identifikasi Kehandalan dengan Preventive
Maintenance
Peningkatan keandalan pada aset atau komponen mesin
dapat dioptimalkan dengan merencanakan serta menerapkan
pemeliharaan pencegahan (Preventive Maintenance). Model
keandalan berikut mengansumsikan sistem kembali pada
kondisi baru setelah dilakukan pemeliharaan pencegahan
(Preventive Maintenance) [5]. Keandalan pada saat t
dinyatakan sebagai berikut :
Rm (t) = R(T)n. R(t-nT)
Untuk nT ≤ t ≤ (n+1)T
Dimana, n = 0,1,2,3…..dst
Keterangan:
n :Jumlah perawatan
Rm(t) :Keandalan dari sistem dengan perawatan
pencegahan
R(T)n :Keandalan hingga n selang waktu perawatan
pencegahan
R(t-nT):Keandalan untuk waktu (t-nT) dari tindakan
perawatan pencegahan yang terakhir
H. Fault Tree Analysis
Fault Tree Analysis menjelaskan diagram pohon
kesalahan adalah diagram alir seperti pohon
keluarga,termasuk yang dimulai dengan kegagalan dan
kemudian dirinci ke berbagai penyebab. FTA adalah teknik
Jurnal Teknik Industri ISSN: 2622-5131 (Online)
Vol. 8 No. 2 ISSN: 1411-6340 (Print)
95
yang banyak dipakai untuk studi yang berkaitan dengan
resiko dan keandalan dari suatu sistem engineering [7].
III. METODOLOGI PENELITIAN
Tahap pertama adalah menentukan mesin kritis dari 4
mesin yang sedang bermasalah dan diajukan oleh pihak
perusahaan berdasarkan tingkat OEE dibawah standar.
Kemudian akan dilanjutkan menentukan komponen kritis
pada mesin yang menjadi objek penelitian dengan
menggunakan diagram pareto. Pengolahan data tahap 2
adalah melakukan uji distribusi (Index Of Fit dan Goodness
of Fit) komponen kritis berdasarkan perhitungan waktu
antar kerusakan dan waktu perbaikan komponen.
Tahap pengolahan data selanjutnya adalah melakukan
perhitungan waktu rata-rata antar kerusakan (MTTF) dan
waktu rata-rata antar perbaikan (MTTR) berdasarkan hasil
uji penyesuaian distribusi (Index of Fit) dan uji hipotesis
distribusi (Goodness of Fit) yang digunakan untuk
menentukan interval penggantian pencegahan dan
pemeriksaan pencegahan, sehingga diketahui ketersedian
(Availability) komponen tersebut untuk dapat beroperasi
sesuai dengan fungsinya.
Tahap selanjutnya adalah melakukan perhitungan dan
perbandingan keandalan (Reliability) pada komponen yang
kebijakan pemeliharaannya adalah dengan melakukan
pemeliharaan pencegahan (Preventive Maintenance).
Diakhiri dengan perbandingan biaya tanpa dan dengan
preventive maintenance.Lalu melakukan analisis akar
penyebab kerusakan dengan FTA. Usulan yang dibuat akan
berdasarkan pada analisis FTA dan hasil kesepakatan
dengan pihak perusahaan.
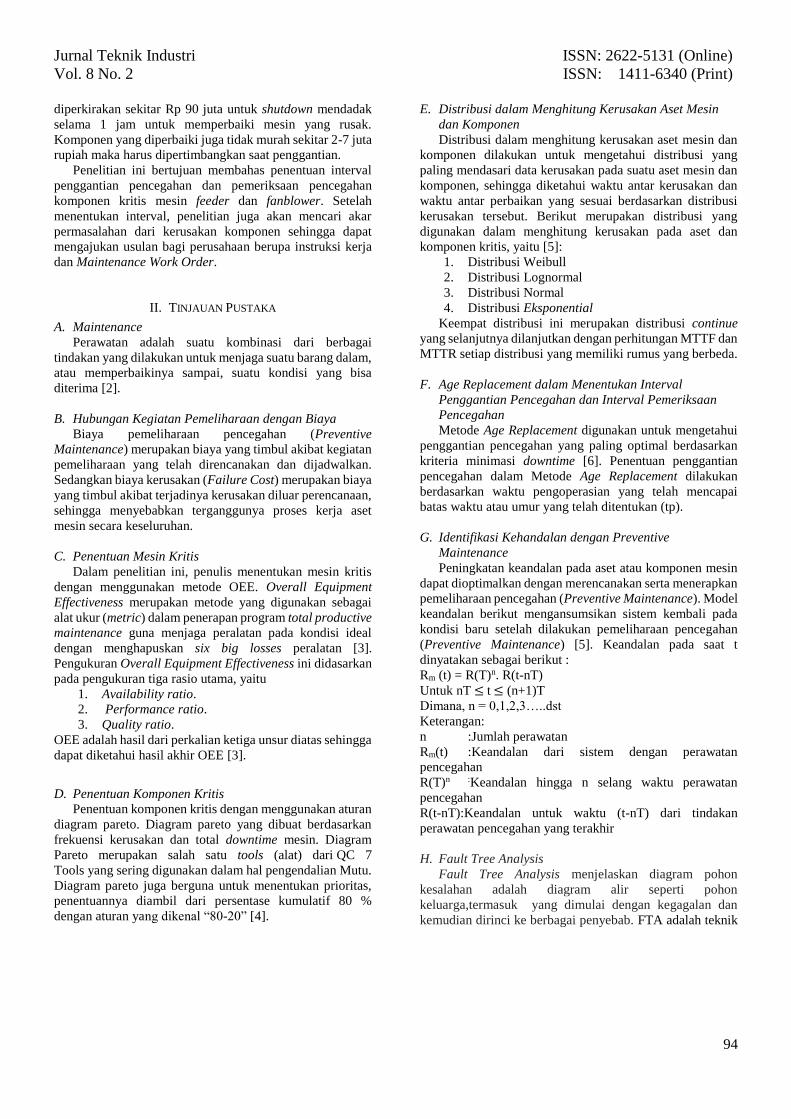
Berikut flowchart metodologi penelitian yang dapat dilihat
pada Gambar 1.
Identifikasi
Masalah
Perumusan
Masalah
Penentuan tujuan
Pengumpulan Data
(data kerusakan,harga
komponen, data
produksi,frekuensi
breakdown,data downtime)
Studi Literatur
1. Buku
2. Jurnal
3. Skripsi
Studi
Pendahuluan
1. Observasi
2. Wawancara
Penentuan komponen
kritis mesin
Perhitungan TTF
dan TTR
Uji distribusi
komponen kritis
Perhitungan MTTF
dan MTTR
YA
TIDAK
Perhitungan
OEE mesin
Kesesuaian
Distribusi
A
Penentuan interval waktu
penggantian dan
pemeriksaan
Pembuatan FTA
Pembuatan usulan
berdasarkan akar
permasalahan
Perhitungan dan perbandingan
biaya dan reliability sebelum dan
sesudah
Selesai
Penentuan mesin
kritis
Kesimpulan dan
saran
Mulai
A
Gambar 1. Flowchart Metodologi Penelitian
Jurnal Teknik Industri ISSN: 2622-5131 (Online)
Vol. 8 No. 2 ISSN: 1411-6340 (Print)
96
IV. HASIL DAN PEMBAHASAN
A. Penentuan Mesin Kritis
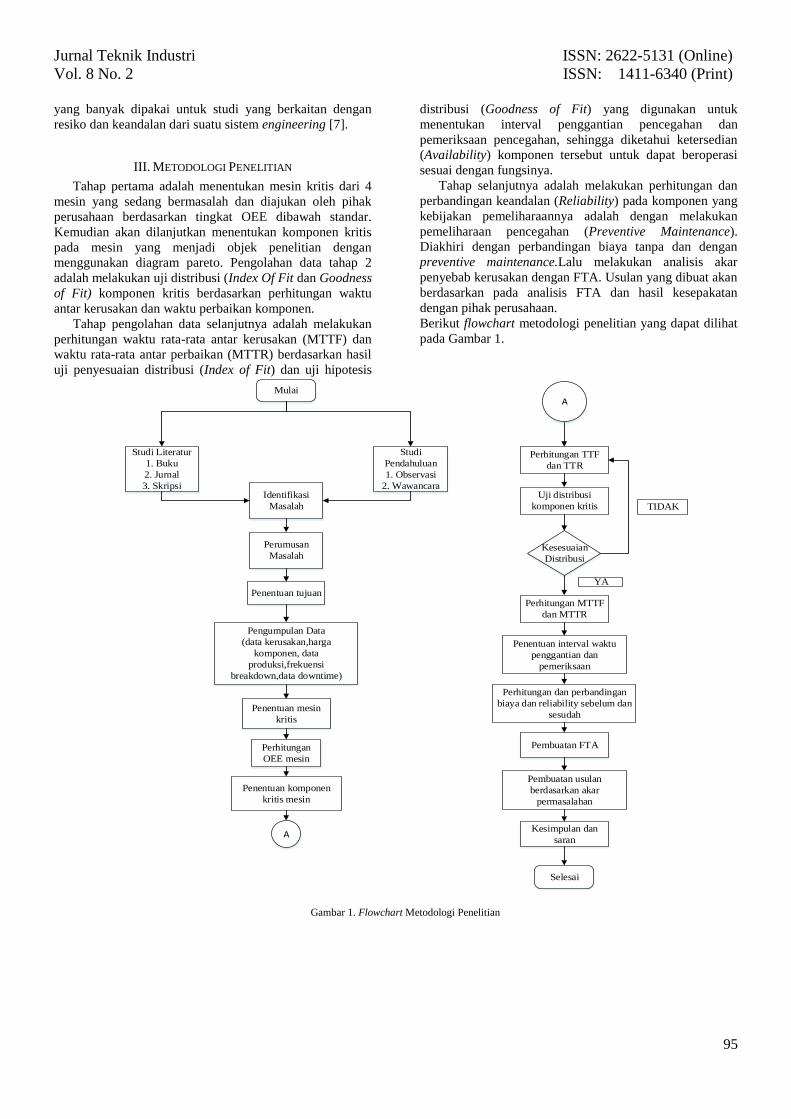
Dalam menentukan mesin kritis, penelitian ini
menggunakan diagram pareto diselaraskan dengan hasil
perhitungan OEE. Berikut diagram pareto data frekuensi
kerusakan dari tahun 2010-2017 dapat dilihat pada Gambar
2.
Gambar 2. Diagram Pareto Frekuensi Kerusakan Mesin
(Sumber: Data Perusahaan yang Diolah)
Berikut adalah tabel rangkuman data Availability ratio,
Performance ratio, Quality ratio, dan Overall OEE untuk
mesin feeder,mesin fanblower,mesin Z2103,dan mesin
C2404 dapat dilihat pada Tabel 1.
TABEL I
RINGKASAN HASIL PERHITUNGAN OEE MESIN
Mesin Ʃ Availability Ʃ Performance Ʃ Quality Ʃ Overall OEE
Feeder 99% 69% 97% 66%
Fanblower 99% 78% 97% 75%
Z2103 99% 88% 100% 89%
C2404 99% 86% 100% 87%
(Sumber : Data Perusahaan yang Diolah)
Berdasarkan Gambar 2 dan Tabel 1 maka dapat
disimpulkan yang diklasifikasikan dalam mesin kritis adalah
mesin feeder dan mesin fanblower berdasarkan tingkat OEE.
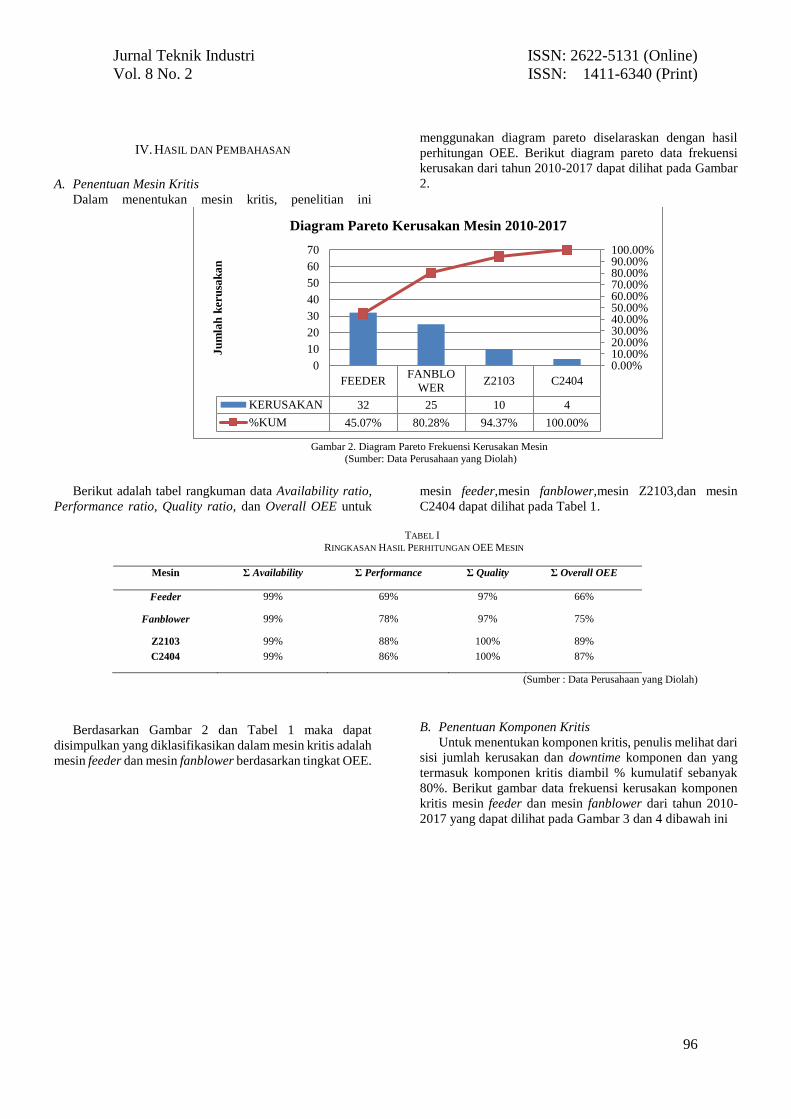
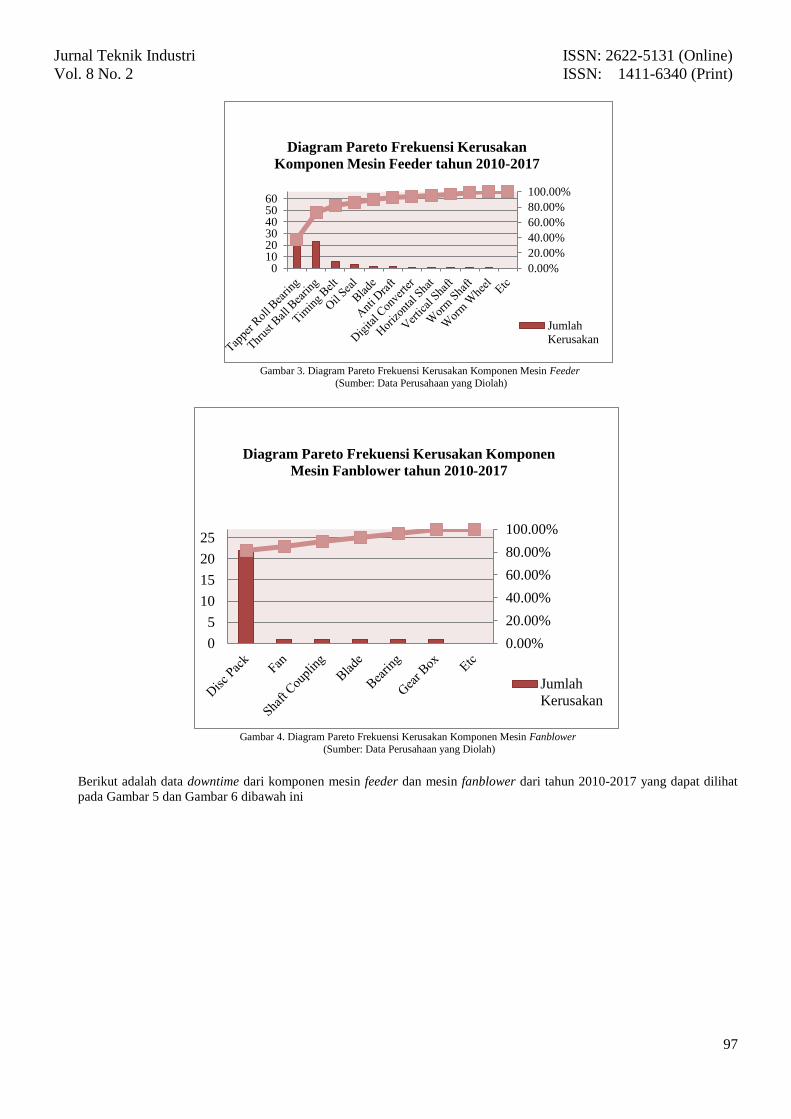
B. Penentuan Komponen Kritis
Untuk menentukan komponen kritis, penulis melihat dari
sisi jumlah kerusakan dan downtime komponen dan yang
termasuk komponen kritis diambil % kumulatif sebanyak
80%. Berikut gambar data frekuensi kerusakan komponen
kritis mesin feeder dan mesin fanblower dari tahun 2010-
2017 yang dapat dilihat pada Gambar 3 dan 4 dibawah ini
FEEDERFANBLO
WERZ2103 C2404
KERUSAKAN 32 25 10 4
%KUM 45.07% 80.28% 94.37% 100.00%
0.00%10.00%20.00%30.00%40.00%50.00%60.00%70.00%80.00%90.00%100.00%
0
10
20
30
40
50
60
70
Ju
mla
h k
eru
sak
an
Diagram Pareto Kerusakan Mesin 2010-2017
Jurnal Teknik Industri ISSN: 2622-5131 (Online)
Vol. 8 No. 2 ISSN: 1411-6340 (Print)
97
Gambar 3. Diagram Pareto Frekuensi Kerusakan Komponen Mesin Feeder
(Sumber: Data Perusahaan yang Diolah)
Gambar 4. Diagram Pareto Frekuensi Kerusakan Komponen Mesin Fanblower
(Sumber: Data Perusahaan yang Diolah)
Berikut adalah data downtime dari komponen mesin feeder dan mesin fanblower dari tahun 2010-2017 yang dapat dilihat
pada Gambar 5 dan Gambar 6 dibawah ini
0.00%
20.00%
40.00%
60.00%
80.00%
100.00%
0102030405060
Diagram Pareto Frekuensi Kerusakan
Komponen Mesin Feeder tahun 2010-2017
Jumlah
Kerusakan
0.00%
20.00%
40.00%
60.00%
80.00%
100.00%
0
5
10
15
20
25
Diagram Pareto Frekuensi Kerusakan Komponen
Mesin Fanblower tahun 2010-2017
Jumlah
Kerusakan
Jurnal Teknik Industri ISSN: 2622-5131 (Online)
Vol. 8 No. 2 ISSN: 1411-6340 (Print)
98
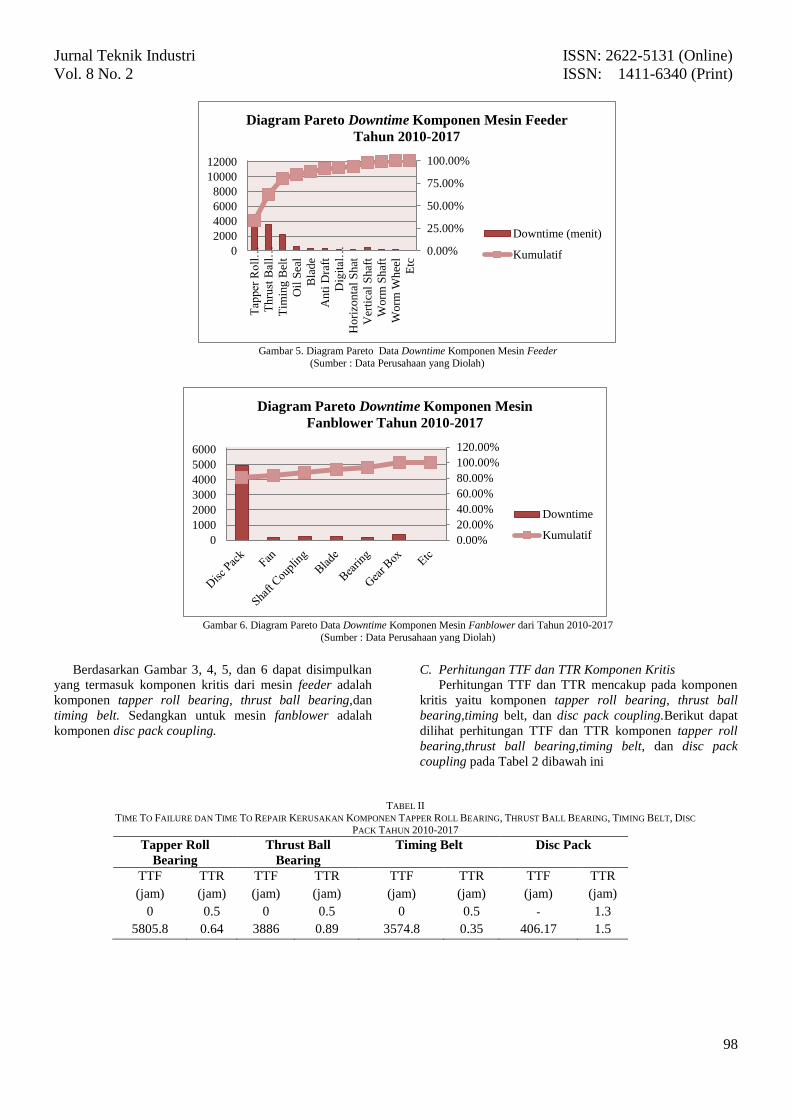
Gambar 5. Diagram Pareto Data Downtime Komponen Mesin Feeder
(Sumber : Data Perusahaan yang Diolah)
Gambar 6. Diagram Pareto Data Downtime Komponen Mesin Fanblower dari Tahun 2010-2017
(Sumber : Data Perusahaan yang Diolah)
Berdasarkan Gambar 3, 4, 5, dan 6 dapat disimpulkan
yang termasuk komponen kritis dari mesin feeder adalah
komponen tapper roll bearing, thrust ball bearing,dan
timing belt. Sedangkan untuk mesin fanblower adalah
komponen disc pack coupling.
C. Perhitungan TTF dan TTR Komponen Kritis
Perhitungan TTF dan TTR mencakup pada komponen
kritis yaitu komponen tapper roll bearing, thrust ball
bearing,timing belt, dan disc pack coupling.Berikut dapat
dilihat perhitungan TTF dan TTR komponen tapper roll
bearing,thrust ball bearing,timing belt, dan disc pack
coupling pada Tabel 2 dibawah ini
TABEL II
TIME TO FAILURE DAN TIME TO REPAIR KERUSAKAN KOMPONEN TAPPER ROLL BEARING, THRUST BALL BEARING, TIMING BELT, DISC
PACK TAHUN 2010-2017
Tapper Roll
Bearing
Thrust Ball
Bearing
Timing Belt Disc Pack
TTF TTR TTF TTR TTF TTR TTF TTR
(jam) (jam) (jam) (jam) (jam) (jam) (jam) (jam)
0 0.5 0 0.5 0 0.5 - 1.3
5805.8 0.64 3886 0.89 3574.8 0.35 406.17 1.5
0.00%
25.00%
50.00%
75.00%
100.00%
0
2000
4000
6000
8000
10000
12000
Tap
per
Ro
ll…
Thru
st B
all…
Tim
ing
Bel
t
Oil
Sea
l
Bla
de
An
ti D
raft
Dig
ital
…
Ho
rizo
nta
l S
hat
Ver
tica
l S
haf
t
Worm
Sh
aft
Worm
Wh
eel
Etc
Diagram Pareto Downtime Komponen Mesin Feeder
Tahun 2010-2017
Downtime (menit)
Kumulatif
0.00%
20.00%
40.00%
60.00%
80.00%
100.00%
120.00%
0
1000
2000
3000
4000
5000
6000
Diagram Pareto Downtime Komponen Mesin
Fanblower Tahun 2010-2017
Downtime
Kumulatif
Jurnal Teknik Industri ISSN: 2622-5131 (Online)
Vol. 8 No. 2 ISSN: 1411-6340 (Print)
99
3647.2 0.5 3479 0.64 5902.03 0.56 8,107.58 2
3501.75 0.52 3261.32 0.75 4841.68 0.8 1,008.25 1.35
897.24 0.34 6695.68 0.58 1058 0.48 1,894.00 1.05
2415 0.53 2135 1 3862.42 0.34 3,910.10 1.3
2999 0.83 2300.25 0.5
3,310.15 0.45
3719 0.75 3045.25 0.65
1,731.75 0.75
2135 0.67 1679.22 0.75
2,344.50 1.34
2300 0.5 2398.15 0.5
1,988.28 1.78
3040.33 0.5 1724.47 0.93
3,206.22 1.5
1685.38 0.58 577.67 0.58
4,102.00 0.87
2398.15 0.57 570.583 0.57
4,626.00 1.5
1725.32 0.5 3601.47 0.5
2,510.02 0.58
1127.82 0.7 2254.45 0.75
4,271.98 0.85
7919 0.5 3526.5 0.67
2,375.00 0.8
1554 0.75 3207.18 1.38
4,968.02 1.5
1424.25 0.65 168.02 0.65
1,535.98 0.5
1696.95 0.67 1177.13 0.67
1,655.00 1.33
166 0.75 884.17 0.57
1,126.02 0.53
1177.55 0.5 2756.83 0.5
2,688.00 0.65
882.67 0.35 2277.67 0.53
479.98 0.5
2753.83 0.5 3792 0.75
3581.33 0.28
2494.33 0.4
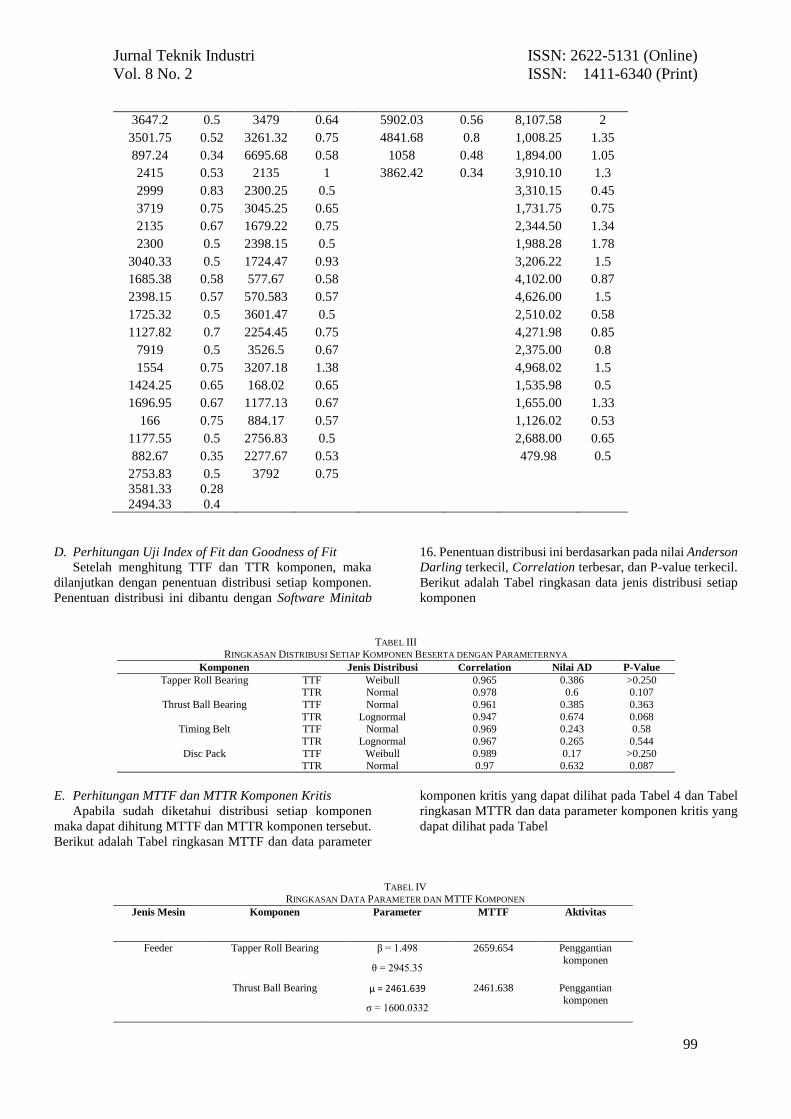
D. Perhitungan Uji Index of Fit dan Goodness of Fit
Setelah menghitung TTF dan TTR komponen, maka
dilanjutkan dengan penentuan distribusi setiap komponen.
Penentuan distribusi ini dibantu dengan Software Minitab
16. Penentuan distribusi ini berdasarkan pada nilai Anderson
Darling terkecil, Correlation terbesar, dan P-value terkecil.
Berikut adalah Tabel ringkasan data jenis distribusi setiap
komponen
TABEL III
RINGKASAN DISTRIBUSI SETIAP KOMPONEN BESERTA DENGAN PARAMETERNYA
Komponen Jenis Distribusi Correlation Nilai AD P-Value
Tapper Roll Bearing TTF Weibull 0.965 0.386 >0.250 TTR Normal 0.978 0.6 0.107
Thrust Ball Bearing TTF Normal 0.961 0.385 0.363
TTR Lognormal 0.947 0.674 0.068 Timing Belt TTF Normal 0.969 0.243 0.58
TTR Lognormal 0.967 0.265 0.544
Disc Pack TTF Weibull 0.989 0.17 >0.250 TTR Normal 0.97 0.632 0.087
E. Perhitungan MTTF dan MTTR Komponen Kritis
Apabila sudah diketahui distribusi setiap komponen
maka dapat dihitung MTTF dan MTTR komponen tersebut.
Berikut adalah Tabel ringkasan MTTF dan data parameter
komponen kritis yang dapat dilihat pada Tabel 4 dan Tabel
ringkasan MTTR dan data parameter komponen kritis yang
dapat dilihat pada Tabel
TABEL IV RINGKASAN DATA PARAMETER DAN MTTF KOMPONEN
Jenis Mesin Komponen Parameter MTTF Aktivitas
Feeder Tapper Roll Bearing
β = 1.498 2659.654 Penggantian
komponen θ = 2945.35
Thrust Ball Bearing
µ = 2461.639 2461.638 Penggantian
komponen σ = 1600.0332
Jurnal Teknik Industri ISSN: 2622-5131 (Online)
Vol. 8 No. 2 ISSN: 1411-6340 (Print)
100
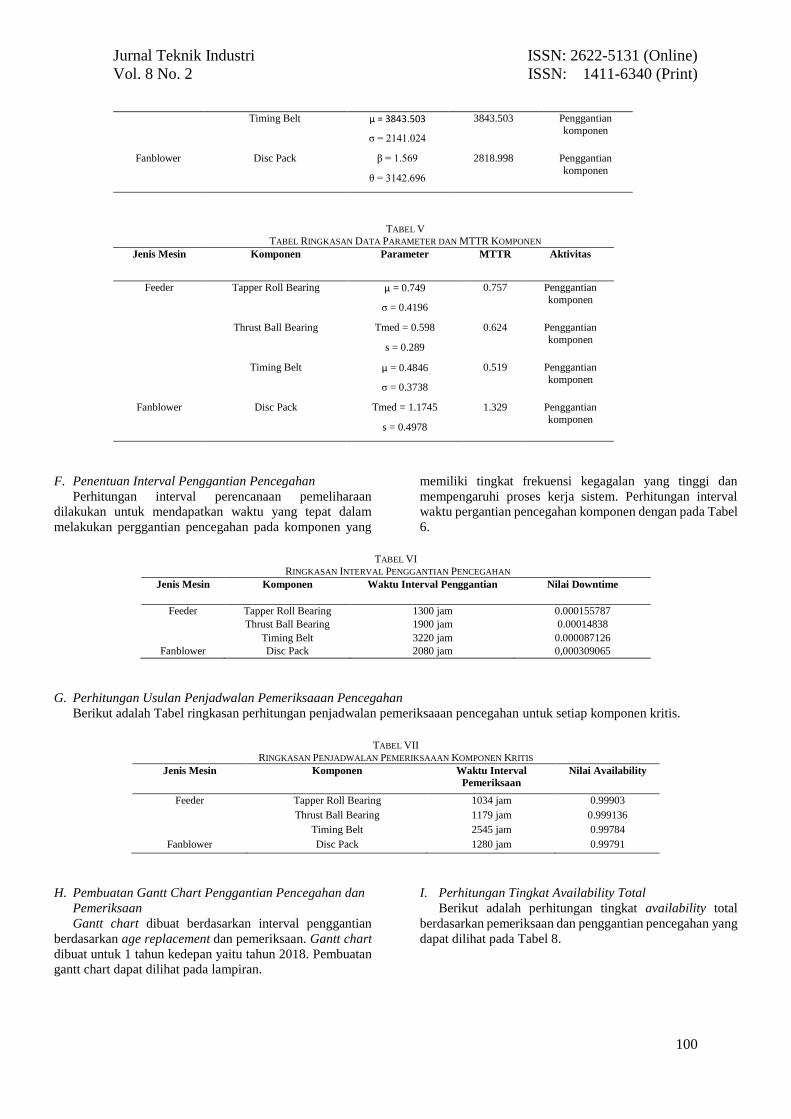
Timing Belt
µ = 3843.503 3843.503 Penggantian
komponen σ = 2141.024
Fanblower Disc Pack
β = 1.569 2818.998 Penggantian
komponen θ = 3142.696
TABEL V TABEL RINGKASAN DATA PARAMETER DAN MTTR KOMPONEN
Jenis Mesin Komponen Parameter MTTR Aktivitas
Feeder Tapper Roll Bearing
µ = 0.749 0.757 Penggantian
komponen σ = 0.4196
Thrust Ball Bearing
Tmed = 0.598 0.624 Penggantian
komponen s = 0.289
Timing Belt
µ = 0.4846 0.519 Penggantian
komponen σ = 0.3738
Fanblower Disc Pack
Tmed = 1.1745 1.329 Penggantian
komponen s = 0.4978
F. Penentuan Interval Penggantian Pencegahan
Perhitungan interval perencanaan pemeliharaan
dilakukan untuk mendapatkan waktu yang tepat dalam
melakukan perggantian pencegahan pada komponen yang
memiliki tingkat frekuensi kegagalan yang tinggi dan
mempengaruhi proses kerja sistem. Perhitungan interval
waktu pergantian pencegahan komponen dengan pada Tabel
6.
TABEL VI
RINGKASAN INTERVAL PENGGANTIAN PENCEGAHAN Jenis Mesin Komponen Waktu Interval Penggantian Nilai Downtime
Feeder Tapper Roll Bearing 1300 jam 0.000155787
Thrust Ball Bearing 1900 jam 0.00014838
Timing Belt 3220 jam 0.000087126
Fanblower Disc Pack 2080 jam 0,000309065
G. Perhitungan Usulan Penjadwalan Pemeriksaaan Pencegahan
Berikut adalah Tabel ringkasan perhitungan penjadwalan pemeriksaaan pencegahan untuk setiap komponen kritis.
TABEL VII
RINGKASAN PENJADWALAN PEMERIKSAAAN KOMPONEN KRITIS
Jenis Mesin Komponen Waktu Interval
Pemeriksaan
Nilai Availability
Feeder Tapper Roll Bearing 1034 jam 0.99903
Thrust Ball Bearing 1179 jam 0.999136
Timing Belt 2545 jam 0.99784
Fanblower Disc Pack 1280 jam 0.99791
H. Pembuatan Gantt Chart Penggantian Pencegahan dan
Pemeriksaan
Gantt chart dibuat berdasarkan interval penggantian
berdasarkan age replacement dan pemeriksaan. Gantt chart
dibuat untuk 1 tahun kedepan yaitu tahun 2018. Pembuatan
gantt chart dapat dilihat pada lampiran.
I. Perhitungan Tingkat Availability Total
Berikut adalah perhitungan tingkat availability total
berdasarkan pemeriksaan dan penggantian pencegahan yang
dapat dilihat pada Tabel 8.
Jurnal Teknik Industri ISSN: 2622-5131 (Online)
Vol. 8 No. 2 ISSN: 1411-6340 (Print)
101
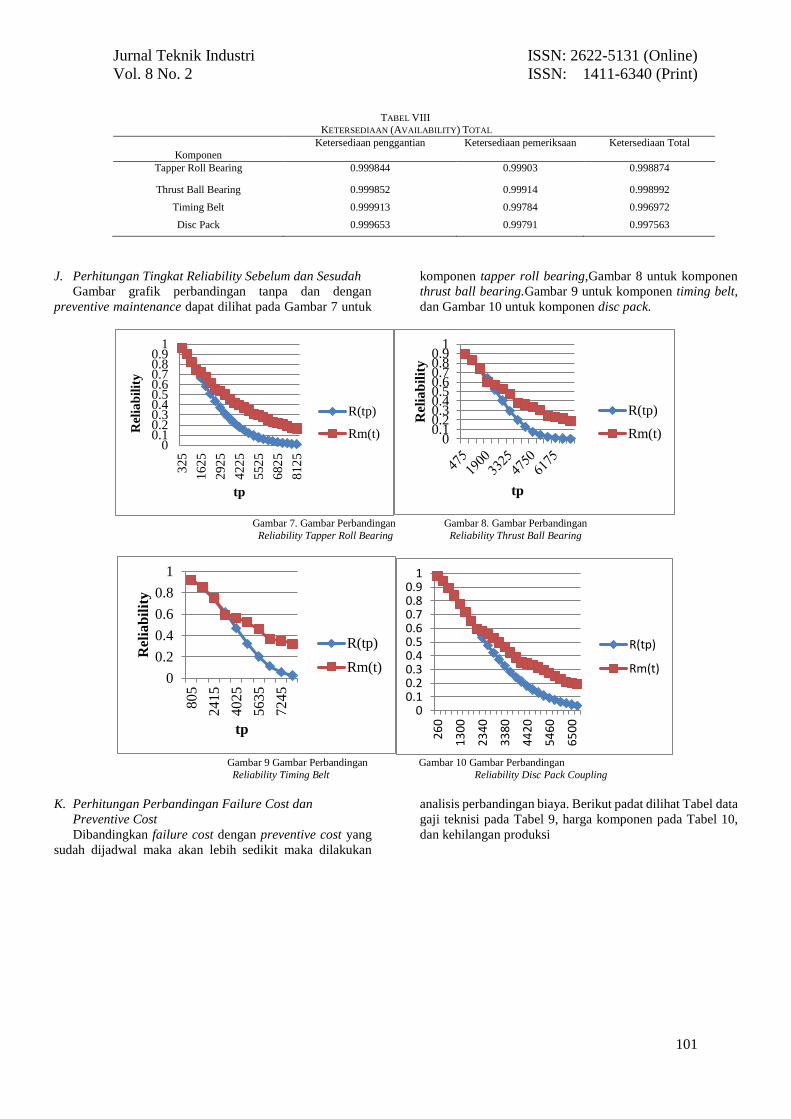
TABEL VIII KETERSEDIAAN (AVAILABILITY) TOTAL
Komponen
Ketersediaan penggantian Ketersediaan pemeriksaan Ketersediaan Total
Tapper Roll Bearing 0.999844 0.99903 0.998874
Thrust Ball Bearing 0.999852 0.99914 0.998992
Timing Belt 0.999913 0.99784 0.996972
Disc Pack 0.999653 0.99791 0.997563
J. Perhitungan Tingkat Reliability Sebelum dan Sesudah
Gambar grafik perbandingan tanpa dan dengan
preventive maintenance dapat dilihat pada Gambar 7 untuk
komponen tapper roll bearing,Gambar 8 untuk komponen
thrust ball bearing.Gambar 9 untuk komponen timing belt,
dan Gambar 10 untuk komponen disc pack.
Gambar 7. Gambar Perbandingan Gambar 8. Gambar Perbandingan
Reliability Tapper Roll Bearing Reliability Thrust Ball Bearing
Gambar 9 Gambar Perbandingan Gambar 10 Gambar Perbandingan
Reliability Timing Belt Reliability Disc Pack Coupling
K. Perhitungan Perbandingan Failure Cost dan
Preventive Cost
Dibandingkan failure cost dengan preventive cost yang
sudah dijadwal maka akan lebih sedikit maka dilakukan
analisis perbandingan biaya. Berikut padat dilihat Tabel data
gaji teknisi pada Tabel 9, harga komponen pada Tabel 10,
dan kehilangan produksi
00.10.20.30.40.50.60.70.80.9
1
325
162
5
292
5
422
5
552
5
682
5
812
5
Rel
iab
ilit
y
tp
R(tp)
Rm(t) 00.10.20.30.40.50.60.70.80.9
1
Rel
iab
ilit
y
tp
R(tp)
Rm(t)
0
0.2
0.4
0.6
0.8
1
805
2415
4025
5635
7245
Rel
iab
ilit
y
tp
R(tp)
Rm(t)
00.10.20.30.40.50.60.70.80.9
1
26
0
13
00
23
40
33
80
44
20
54
60
65
00
R(tp)
Rm(t)
Jurnal Teknik Industri ISSN: 2622-5131 (Online)
Vol. 8 No. 2 ISSN: 1411-6340 (Print)
102
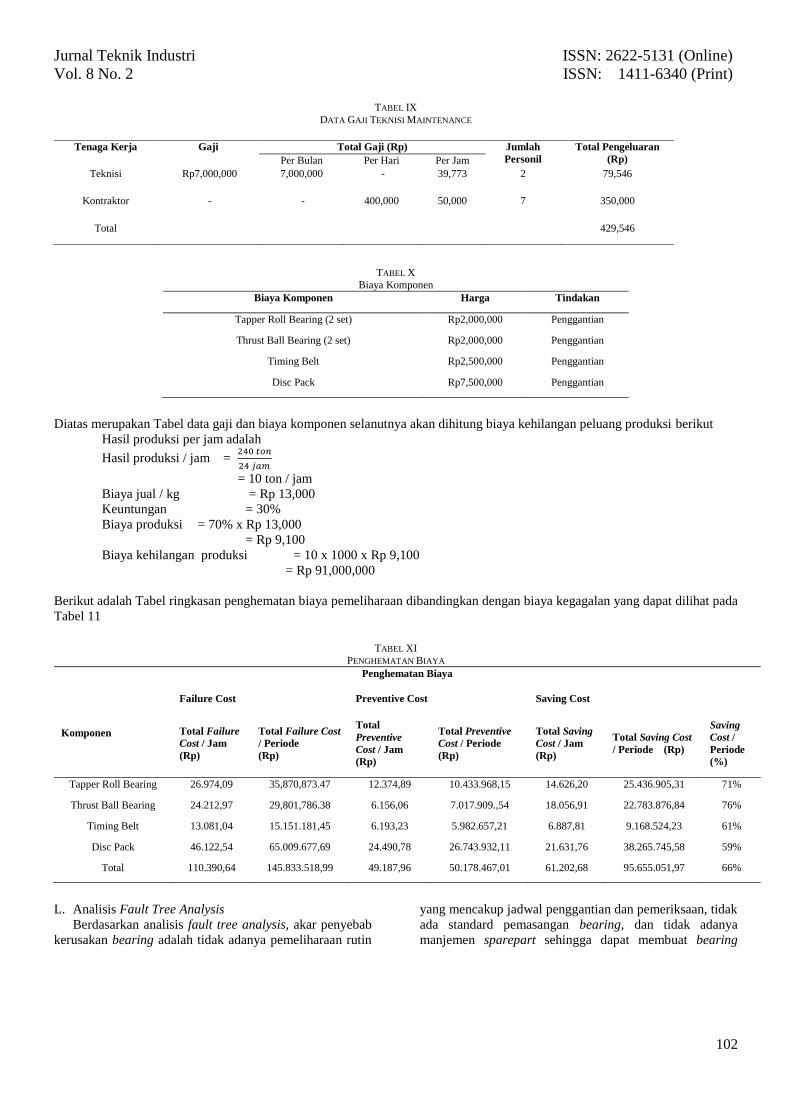
TABEL IX
DATA GAJI TEKNISI MAINTENANCE
TABEL X
Biaya Komponen
Biaya Komponen Harga Tindakan
Tapper Roll Bearing (2 set) Rp2,000,000 Penggantian
Thrust Ball Bearing (2 set) Rp2,000,000 Penggantian
Timing Belt Rp2,500,000 Penggantian
Disc Pack Rp7,500,000 Penggantian
Diatas merupakan Tabel data gaji dan biaya komponen selanutnya akan dihitung biaya kehilangan peluang produksi berikut
Hasil produksi per jam adalah
Hasil produksi / jam = 240 𝑡𝑜𝑛
24 𝑗𝑎𝑚
= 10 ton / jam
Biaya jual / kg = Rp 13,000
Keuntungan = 30%
Biaya produksi = 70% x Rp 13,000
= Rp 9,100
Biaya kehilangan produksi = 10 x 1000 x Rp 9,100
= Rp 91,000,000
Berikut adalah Tabel ringkasan penghematan biaya pemeliharaan dibandingkan dengan biaya kegagalan yang dapat dilihat pada
Tabel 11
TABEL XI
PENGHEMATAN BIAYA
Penghematan Biaya
Komponen
Failure Cost Preventive Cost Saving Cost
Total Failure
Cost / Jam
(Rp)
Total Failure Cost
/ Periode
(Rp)
Total
Preventive
Cost / Jam
(Rp)
Total Preventive
Cost / Periode
(Rp)
Total Saving
Cost / Jam
(Rp)
Total Saving Cost
/ Periode (Rp)
Saving
Cost /
Periode
(%)
Tapper Roll Bearing 26.974,09 35,870,873.47 12.374,89 10.433.968,15 14.626,20 25.436.905,31 71%
Thrust Ball Bearing 24.212,97 29,801,786.38 6.156,06 7.017.909.,54 18.056,91 22.783.876,84 76%
Timing Belt 13.081,04 15.151.181,45 6.193,23 5.982.657,21 6.887,81 9.168.524,23 61%
Disc Pack 46.122,54 65.009.677,69 24.490,78 26.743.932,11 21.631,76 38.265.745,58 59%
Total 110.390,64 145.833.518,99 49.187,96 50.178.467,01 61.202,68 95.655.051,97 66%
L. Analisis Fault Tree Analysis
Berdasarkan analisis fault tree analysis, akar penyebab
kerusakan bearing adalah tidak adanya pemeliharaan rutin
yang mencakup jadwal penggantian dan pemeriksaan, tidak
ada standard pemasangan bearing, dan tidak adanya
manjemen sparepart sehingga dapat membuat bearing
Tenaga Kerja Gaji Total Gaji (Rp) Jumlah
Personil
Total Pengeluaran
(Rp) Per Bulan Per Hari Per Jam
Teknisi Rp7,000,000 7,000,000 - 39,773 2 79,546
Kontraktor - - 400,000 50,000 7 350,000
Total 429,546
Jurnal Teknik Industri ISSN: 2622-5131 (Online)
Vol. 8 No. 2 ISSN: 1411-6340 (Print)
103
terlalu lama disimpan sehingga berkarat dan mengakibatkan
rusaknya bearing. Sedangkan untuk komponen timing belt
rusak karena beberapa akar penyebab yaitu tidak adanya
standard pemasangan timing belt yang benar dan baik, tidak
adanya pemeliharaan yang baik dan rutin, dan tidak adanya
training. Dan akar penyebab dari kerusakan komponen disc
pack coupling adalah tidak adanya pemeliharaan yang rutin,
penggunaan komponen yang sudah terlalu lama tidak sesuai
dengan usianya, tidak ada training yang cukup, teknisi yang
kurang berpengalaman, dan teledor dalam pemeriksaan
ataupun penggantian komponen.
V. KESIMPULAN
Hasil perhitungan OEE mesin kritis yaitu mesin feeder
memiliki tingkat OEE sebesar 66 %, mesin fanblower
sebesar 75.8%, mesin Z2103 memiliki 89.25% dam mesin
C2404 memiliki 87.67%. Maka didapatkan yang dibawah
standard OEE adalah mesin feeder dan fanblower.
Komponen kritis didapatkan dengan aturan diagram pareto
“80-20” maka didapatkan komponen kritis mesin feeder
adalah komponen tapper roll bearing, thrust ball bearing,
dan timing belt. Sedangkan komponen kritis untuk mesin
fanblower adalah komponen disc pack coupling.
Berdasarkan hasil uji distribusi maka didapatkan hasil
MTTF dan MTTR untuk semua komponen kritis yaitu
MTTF komponen tapper roll bearing adalah 2659.654 jam,
komponen thrust ball bearing adalah 2461.638 jam,
komponen timing belt adalah 3843.503 jam, dan komponen
disc pack adalah 2818.998 jam. Perhitungan dilanjutkan
dengan perhitungan interval penggantian tapper roll bearing
adalah 1300 jam, untuk komponen thrust ball bearing
adalah 1900 jam, untuk komponen timing belt adalah 3220
jam, dan untuk komponen disc pack adalah 2680
jam.Sedangkan untuk interval pemeriksaan komponen
tapper roll bearing adalah 1034 jam, untuk komponen thrust
ball bearing adalah 1179 jam, untuk komponen timing belt
adalah 2545 jam, dan komponen disc pack adalah 1280 jam.
Setelah menerapkan preventive maintenance, maka
diharapkan adanya penghematan biaya. Penghematan biaya
komponen tapper roll bearing sebesar 71%, untuk
komponen thrust ball bearing adalah 76%, untuk komponen
timing belt adalah 61%, dan komponen disc pack sebesar
59%. Berdasarkan analisa dalam fault tree analysis, maka
penulis akan memberikan usulan dalam bentuk penjadwalan
pemeriksaan dan penggantian, instruksi kerja pemasangan
komponen kritis dan maintenance work order.
REFERENSI
[1] S. Assauri. Manajemen Produksi dan Operasi. Jakarta: Lembaga Penerbit Fakultas Ekonomi Universitas Indonesia, 2008.
[2] A. Corder dan K. Hadi. Teknik Manajemen Pemeliharaan. Jakarta: Erlangga, 1992.
[3] R. Smith dan B. Hawkins. Lean Maintenance. UK: Jordan Hill
Oxford, 2004.
[4] E. Herjanto. Manajemen Operasi. Edisi Ketiga. Jakarta: Grasindo, 2008.
[5] C.E. Ebeling. An introduction to reliability and maintainability
engineering, Singapore: The McGraw-Hill Company, 1997.
[6] A.K.S. Jardine. Maintenance, replacement, and reliability. Canada:
Pittman Publishing Company, 1993.
[7] P. Moengin. Polynomial Penalty Method for Solving Linear Programming Problems on IAENG International Journal of Applied
Mathematics, 40(3), pp. 167-171, 2010.
[8] P. Moengin. Model of integrated production-inventory-distribution system: The case of billet steel manufacturing. Proceedings of the
World Congress on Engineering 2015 WCE 2015, London, July 1 - 3, 2015.
[9] P. Moengin, W. Septiani and S. Herviana. A Discrete-event Simulation Methodology to Optimize the Number of Beds in
Hospital. Proceedings of the World Congress on Engineering and Computer Science 2014, San Francisco, 22-24 October, 2014.
[10] R. Fitriana, P. Moengin dan M. Riana. Information system design of inventory control spare parts maintenance (valuation class 5000)
(case study: plant kW). Proceeding of iMEC-APCOMS, 2015.
[11] B.S. Niebel. Engineering Maintenance Management 2nd Edition. Marcel Dekker. Inc, New York, 1994.
[12] S.A. Bahtiar, E. Steven dan C. Sumanto. Penjadwalan Preventive Maintenance Mesin B-Flute Pada PT.AMW. Jurnal Teknik industry Fakultas Teknik, 10(2), pp. 97-104. Surabaya: Universitas Bina
Nusantara, 2009.
[13] P. Praharsi, I. K. Sriwana dan D. M Sari. Perancangan Penjadwalan Preventive Maintenance pada PT. Artha Prima Sukses Makmur,
Jurnal Ilmiah Teknik Industri, 14(1), pp. 59-65. Jakarta: Universitas Tarumanagara, 2015.





























