Embed Size (px)
Citation preview

1
1.GĐRĐŞ...................................................................................................................... 2 2.PLC’LERĐN GELĐŞĐM SÜRECĐ VE TANIMLAR.............................................. 2 3.PLC’NĐN ÜSTÜNLÜKLERĐ VE SAKINCALARI .............................................. 4 4.PLC’LERIN YAPISI.............................................................................................. 6
4.1 Plc’nin Bağlantı Düzeni .................................................................................. 7 4.2 Plc ‘nin Đç Yapısı Ve Çalışması ...................................................................... 8 4.3 Plc’nin Çalışma Prensibi ................................................................................. 9 4.4 Plc’lerde Kalite Faktörleri ............................................................................. 10
5. PLC’LERDE KULLANILAN GĐRĐŞ ÇIKIŞ KAPI DEVRELERĐ.................... 10 6. PLC’LERDE KULLANILAN SAYISAL GĐRĐŞ ÇIKIŞ CĐHAZLARI.............. 12
6.1 Sayısal Giriş Cihazları................................................................................... 12 6.2 Sayısal Çıkış Cihazları .................................................................................. 21
7. PLC PROGRAMLAMA YÖNTEMLERĐ (FESTO FEC SERĐSĐ) ..................... 23 8. ALIŞTIRMALAR ............................................................................................... 34
2
1 . G Đ R Đ Ş
Bu bölümde Programlanır Lojik Kontrolörlerin (PLC) ne olduğu ve onun gelişimi anlatılacaktır. PLC lafı role mantığı ve Bilgisayar sisteminden adapte edilmiştir. Ek olarak, PLC’lerin diğer Kontrol Sistemlerine göre üstünlük ve sakıncaları sıralanmıştır. Son olarak da PLC’yi programlamak ve çalıştırmak için gerekli temel bilgiler verilecektir. PLC’yi oluşturan eleman ve modüllerde bu bölümde tartışılmıştır. Bir basit PLC kontrol sistem seti her biri değişik fonksiyonlara sahip bir veya iki kısımdan oluşabilir. Büyük işlemlerde kullanılan daha karmaşık PLC’ler ise beş veya daha fazla alt sistemden oluşabilir. PLC sistemi değişik haberleşme donatılarına göre farklı haberleşme hızı kullanır. Buna Baud Hızı denir. Mesela, 9600 Baud Hızı CPU ile haberleşmede, 1200 Baud Hızı manyetik bandlarla haberleşmede, ve yazıcı ile haberleşmede Baud Hızı 2400 olabilir.
2 . P L C ’ L E R Đ G E L Đ Ş Đ M S Ü R E C Đ V E T A I M L A R
Aslında Programlanır Lojik Kontrolör PC ile ifade edilirdi. Fakat bu PC (Kişisel Bilgisayar) ile karıştırılacağından, günümüzde PLC ile gösterilmektedir. Bazı kitaplarda PLC’nin Türkçe karşılığı Programlanabilir Mantık Denetleyicileri olarakda ifade edilmektedir. PLC yapısı mikroişlemciye dayanan karmaşık kontrol sistemine uygulanmış bir çeşit profosyonel bilgisayardır. PLC’yi kullanması çok kolaydır. Bilgisayarı yeni öğrenenler bile program yazıp PLC’yi çalıştırabilir.Genellikle iki çeşit program yazma metodu vardır. Bir tanesi ayrıntılı (bilgisayar programı gibi) program yazma, diğeride eleman ve hat çizerek oluşturulan basamak veya merdiven (Ladder) program. Değişik röle ve devrelerden oluşan bir sistemi kontrol etmedeki çoğu işi bilgisayarda basit bağlantılarla oluşturulan bu ladder diagramı ile yapabiliriz. Bir diğer üçüncü yöntem ise fonksiyon işlemleri ile gerçekleştirilmesidir fakat diğerleri kadar fazla kullanılmazlar.
3
PLC’nin tarihi 1960’lı yılların sonu ve 1970’lerin başına kadar gitmektedir. Bu tarihlerde basit bir bilgisayar ilk PLC’ye dönüştürüldü. PLC’ler otomobil fabrikalarında yaygın olarak kullanılır. Çünkü üretim bandlarında her zaman araba modelinin değiştirilmesi gerekmektedir. Geleneksel röleli lojik devrelerden oluşmuş kontrol sistemlerini değiştirmek için çok zaman harcamak gerekirdi. PLC üretim bandındaki kontrol fonksiyonlarını değiştirmek için rölelerin, devrelerin, sayıcıların veya diğer elemanların sadece pozisyonunu veya değerini değiştirir. Buda sistemi yeniden planlarken zaman kazanmamızı sağlar. 1970’lerin başında bu ilk PLC’de gözüken büyük bir problem vardı. Bu PLC’nin programı çok karmaşıktı. Đyi programcı olmayanlar için bu programı kullanmak çok kolay değildi. 1970’lerin sonunda geliştirilmiş PLC’leri kullanmak daha kolaylaştı.1978 yılında mikroişlemci çip’lerin piyasa sürülmesinden sonra; ucuz ve güçlü fonksiyonları olan PLC’ye sahip olmak daha kolay ve daha cazip hale geldi. 1980’lerde CPU fiyatlarının düşmesi PLC’nin fabrika ve makinelerde kullanılmasını yaygınlaştırdı. Elektronik şirketleri ve Bilgisayar firmaları PLC’deki bu potansiyeli gördükten sonra onu ürünlerine katmak için hücum ettiler. Bütün bunlar PLC’nin fiyat bakımından daha uygun hale gelmesini sağladı. Hatta PLC yoğun bir şekilde takım tezgahlarında, CNC’lerde, fabrika otomasyonunda ve güvenlik sistemlerinde kullanıldı. 1990’ların sonuna kadarda bazı geleneksel olmayan uygulama alanlarıda PLC ile kontrol işine karıştı; ev otomasyonu ve tıbbi cihazlar gibi. PLC uygulamalarının çok yaygınlaşmasından dolayı, Uluslar arası Elektroteknik Komisyonu (IEC) PLC uygulama alanını ve terminolojini taslak halinde sundu. Buna göre; PLC endüstriyel işlemler için dizayn edilmiş elektronik cihazdır ve komutları hafızasında saklayabilir, lojik ve matematik işlemler yapabilir, sayma, zaman ayarı ve ardışık işlem kontrol fonksiyonları vardır. Dijital/Analog dönüştürme modülü ile çeşitli mekanik işlemleri de yapabilir. Özetle, PLC röle çıkış devresini ve kontrol sistem mantığını değiştirerek basitce programı değiştirilebilen portative ve oldukca güvenilir bir cihazdır.
4
3.PLC’Đ ÜSTÜLÜKLERĐ VE SAKICALARI
PLC uygulamalarının başlıca üstünlükleri şunlardır: 1.Esneklik: Eskiden her makine kendisine ait kontrol devresine sahipti. 15 tane makine varsa bunlar içinde 15 tane kontrol devre seti gerekebilirdi. Günümüzde bir PLC 15 tane alt programa giriş yaparak bütün makineleri kontrol edebilir. Bir işlemi değiştirmek için sadece bir butona basmak yeterlidir. Bunun için PLC çok esnektir. 2.Sayısız Kontaklar: Çok sayıda yardımcı kontak, yardımcı role ve sayıcılar PLC’de mevcuttur.Eğer sadece dört tane yardımcı role kontağınız varsa ve işlemden dolayı üç tane daha kontağa ihtiyacınız varsa, dizayn ettiğiniz sistemi değiştirmeniz gerekir. Buda maliyeti artırır. Bununla birlikte PLC hafızası yeterli ise sadece program değişikliği yapılır. 3.Düşük Fiyat: Teknoloji ve bilimin birlikte gelişmesiyle, PLC daha güçlü ve daha ucuz hale geldi. Đçinde rölesi, sayıcısı, zamanlayıcısı ve diğer fonksiyonları olan bir PLC’ye çok düşük bir fiyata sahip olabilirsiniz. 4.Önceden Simule Etme: Programı yüklemeden ve yerine monte etmeden önce tek bir PLC modülü simule edilebilir. Operatörler I/O modülündeki ledleri gözleyerek istenen şartlara göre programı değiştirirler. Buda eski röleli sistemlere göre sistemde arıza ararken çok zaman kazanmamıza sebep olur. 5.Hızlı Đşlem Zamanı: Rölelerin çalışma süresi oldukça yavaştır. Fakat PLC sadece bir kaç mikro saniye içinde farklı komutları işletebilir. Ardışık komutların işlem zamanı sadece 0.65 µs sürmektedir. 6.Devre Planlamasında Ladder Diyagramının Kullanımı: Röle kontrol devreli PLC programı yapmak için bilgisayar bağlı PLC ladder diyagramı düzenleme yazılımı veya ladder diyagram derleyicisi kullanabilir.
5
7.Sağlamlık, Kolay Bakım: PLC sayısal elektronik devrelerin birleşiminden meydana gelir. Mekanik ve röleli sistemlerle karşılaştırıldığında daha sağlamdır ve bakım masrafı çok düşüktür. 8.Kontrol sistemindeki elemanların satın alma işlemini kolaylaştırma: Klasik röle kontrollü devrelerde kullanılan malzemeleri değişik firmalardan sipariş etmeniz gerekebilir. Her elemanın teslim süresi aynı olmaz. PLC tüm malzemeleri bir kerede sipariş edilebilir ve hepsi aynı anda teslim edilir. Buda teslim süresindeki gecikmeleri önler ve satın alma işlemini kolaylaştırır. 9.Kolayca veri dosyasına dönüşme: PLC programını (örneğin ladder diagramı) PLC’den veya bilgisayara bağlı bir yazıcıdan çıktı olarak alabilirsiniz. Böylece PLC’deki tüm bilgiler bir dosya haline dönüştürülebilir 10.Yüksek güvenlik: PLC’ye yüklenmiş programın kaybolmasını önlemek veya istenmeyen kişiler tarafından görülmesini önlemek için şifre (password) koyabiliriz. Böylece PLC’deki veriler güvenlikte olur. 11.Programı değiştirme kolaylığı: PLC’deki tüm programlar program yazma aygıtı ile kolayca değiştirilebilir. PLC’nin yukarıdaki üstünlüklerine rağmen, bazı sakıncaları aşağıdaki gibidir. 1.Yeni teknik: Bazı mühendisler eski röleli sistemleri yeni PLC programlama tekniğine uyarlayamayabilirler.
6
2.Sabit kullanım olan yerlere uygun değil: PLC’nin en büyük üstünlüğü kontrol fonksiyonlarından istenen amaca ulaşmak için kolayca programını değiştirebilmektir. Eğer bu işlevleri değiştirilemez basit bir devre ise çok zaman alabilir. 3.Çevre etkileri : PLC yüksek sıcaklıklar, titreşim olan yerler ve elektriksel parazitlerin bulunduğu yerler için uygun olmayabilir.
4.PLC’LERI YAPISI
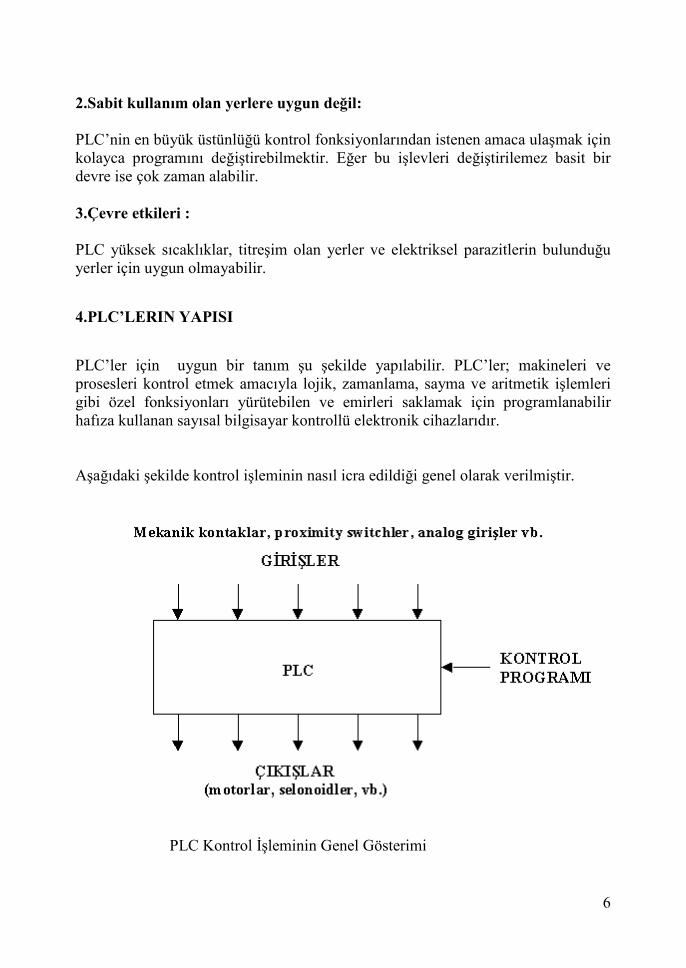
PLC’ler için uygun bir tanım şu şekilde yapılabilir. PLC’ler; makineleri ve prosesleri kontrol etmek amacıyla lojik, zamanlama, sayma ve aritmetik işlemleri gibi özel fonksiyonları yürütebilen ve emirleri saklamak için programlanabilir hafıza kullanan sayısal bilgisayar kontrollü elektronik cihazlarıdır. Aşağıdaki şekilde kontrol işleminin nasıl icra edildiği genel olarak verilmiştir.
PLC Kontrol Đşleminin Genel Gösterimi
7
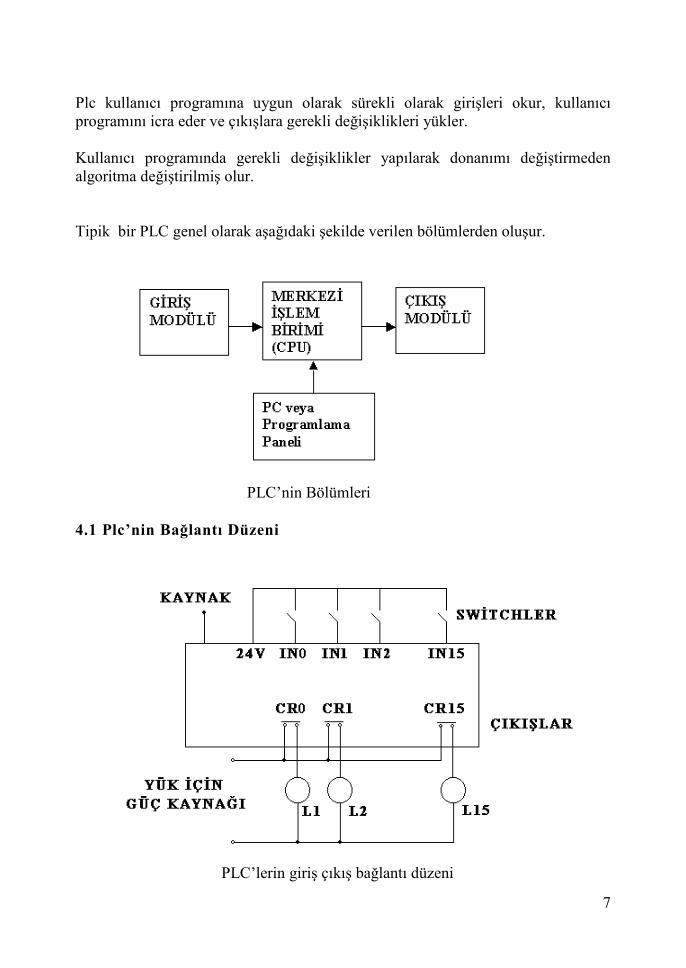
Plc kullanıcı programına uygun olarak sürekli olarak girişleri okur, kullanıcı programını icra eder ve çıkışlara gerekli değişiklikleri yükler. Kullanıcı programında gerekli değişiklikler yapılarak donanımı değiştirmeden algoritma değiştirilmiş olur. Tipik bir PLC genel olarak aşağıdaki şekilde verilen bölümlerden oluşur.
PLC’nin Bölümleri
4.1 Plc’nin Bağlantı Düzeni
PLC’lerin giriş çıkış bağlantı düzeni
8
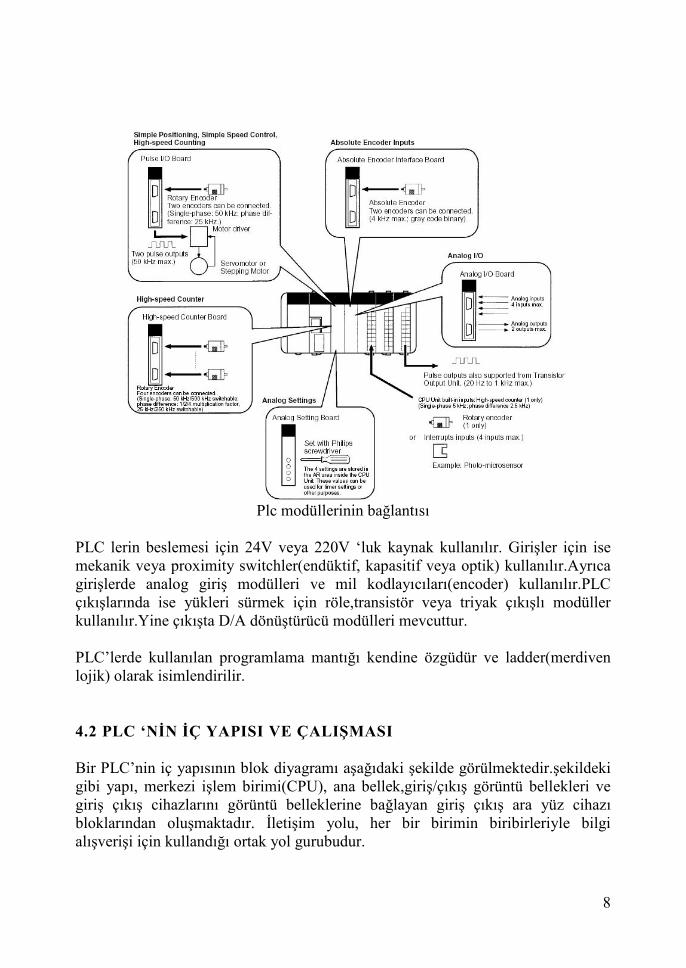
Plc modüllerinin bağlantısı
PLC lerin beslemesi için 24V veya 220V ‘luk kaynak kullanılır. Girişler için ise mekanik veya proximity switchler(endüktif, kapasitif veya optik) kullanılır.Ayrıca girişlerde analog giriş modülleri ve mil kodlayıcıları(encoder) kullanılır.PLC çıkışlarında ise yükleri sürmek için röle,transistör veya triyak çıkışlı modüller kullanılır.Yine çıkışta D/A dönüştürücü modülleri mevcuttur. PLC’lerde kullanılan programlama mantığı kendine özgüdür ve ladder(merdiven lojik) olarak isimlendirilir.
4.2 PLC ‘Đ ĐÇ YAPISI VE ÇALIŞMASI
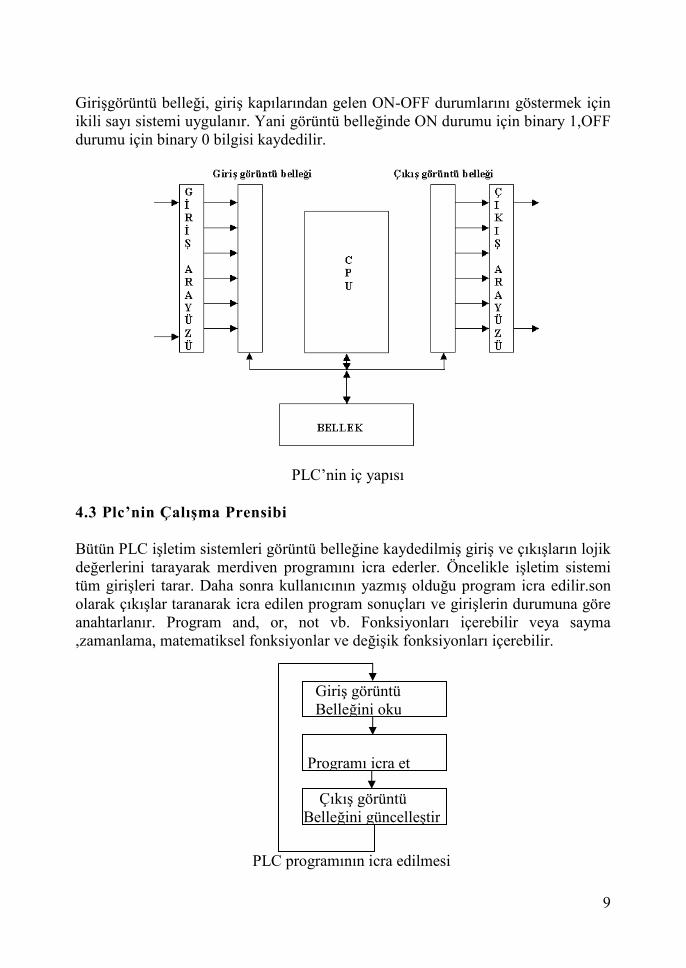
Bir PLC’nin iç yapısının blok diyagramı aşağıdaki şekilde görülmektedir.şekildeki gibi yapı, merkezi işlem birimi(CPU), ana bellek,giriş/çıkış görüntü bellekleri ve giriş çıkış cihazlarını görüntü belleklerine bağlayan giriş çıkış ara yüz cihazı bloklarından oluşmaktadır. Đletişim yolu, her bir birimin biribirleriyle bilgi alışverişi için kullandığı ortak yol gurubudur.
9
Girişgörüntü belleği, giriş kapılarından gelen ON-OFF durumlarını göstermek için ikili sayı sistemi uygulanır. Yani görüntü belleğinde ON durumu için binary 1,OFF durumu için binary 0 bilgisi kaydedilir.
PLC’nin iç yapısı
4.3 Plc’nin Çalışma Prensibi
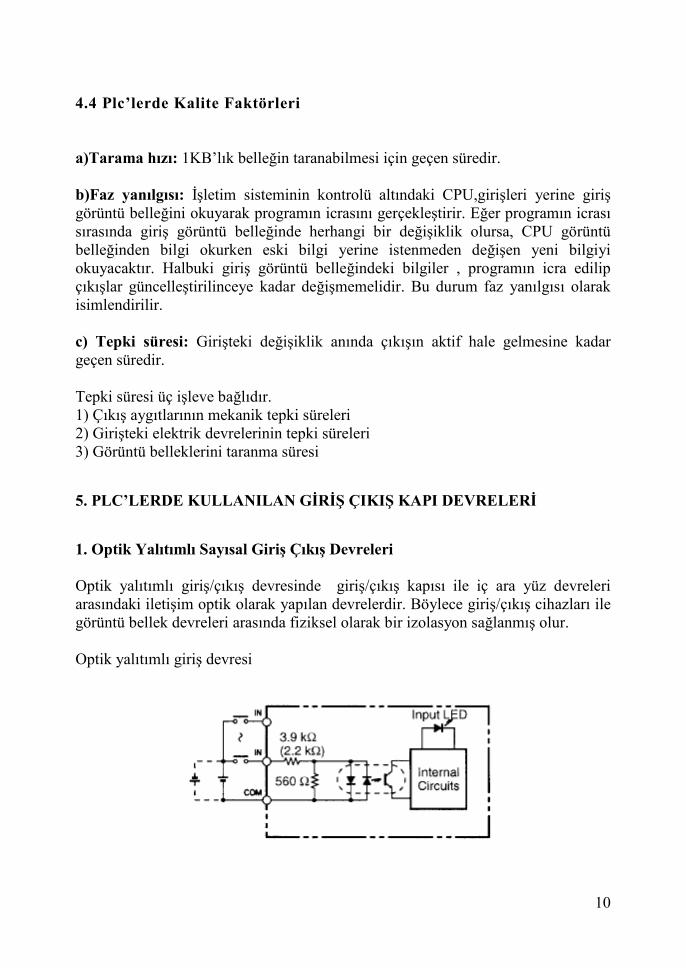
Bütün PLC işletim sistemleri görüntü belleğine kaydedilmiş giriş ve çıkışların lojik değerlerini tarayarak merdiven programını icra ederler. Öncelikle işletim sistemi tüm girişleri tarar. Daha sonra kullanıcının yazmış olduğu program icra edilir.son olarak çıkışlar taranarak icra edilen program sonuçları ve girişlerin durumuna göre anahtarlanır. Program and, or, not vb. Fonksiyonları içerebilir veya sayma ,zamanlama, matematiksel fonksiyonlar ve değişik fonksiyonları içerebilir. PLC programının icra edilmesi
Giriş görüntü Belleğini oku
Programı icra et
Çıkış görüntü Belleğini güncelleştir
10
4.4 Plc’lerde Kalite Faktörleri
a)Tarama hızı: 1KB’lık belleğin taranabilmesi için geçen süredir. b)Faz yanılgısı: Đşletim sisteminin kontrolü altındaki CPU,girişleri yerine giriş görüntü belleğini okuyarak programın icrasını gerçekleştirir. Eğer programın icrası sırasında giriş görüntü belleğinde herhangi bir değişiklik olursa, CPU görüntü belleğinden bilgi okurken eski bilgi yerine istenmeden değişen yeni bilgiyi okuyacaktır. Halbuki giriş görüntü belleğindeki bilgiler , programın icra edilip çıkışlar güncelleştirilinceye kadar değişmemelidir. Bu durum faz yanılgısı olarak isimlendirilir. c) Tepki süresi: Girişteki değişiklik anında çıkışın aktif hale gelmesine kadar geçen süredir. Tepki süresi üç işleve bağlıdır. 1) Çıkış aygıtlarının mekanik tepki süreleri 2) Girişteki elektrik devrelerinin tepki süreleri 3) Görüntü belleklerini taranma süresi
5. PLC’LERDE KULLAILA GĐRĐŞ ÇIKIŞ KAPI DEVRELERĐ
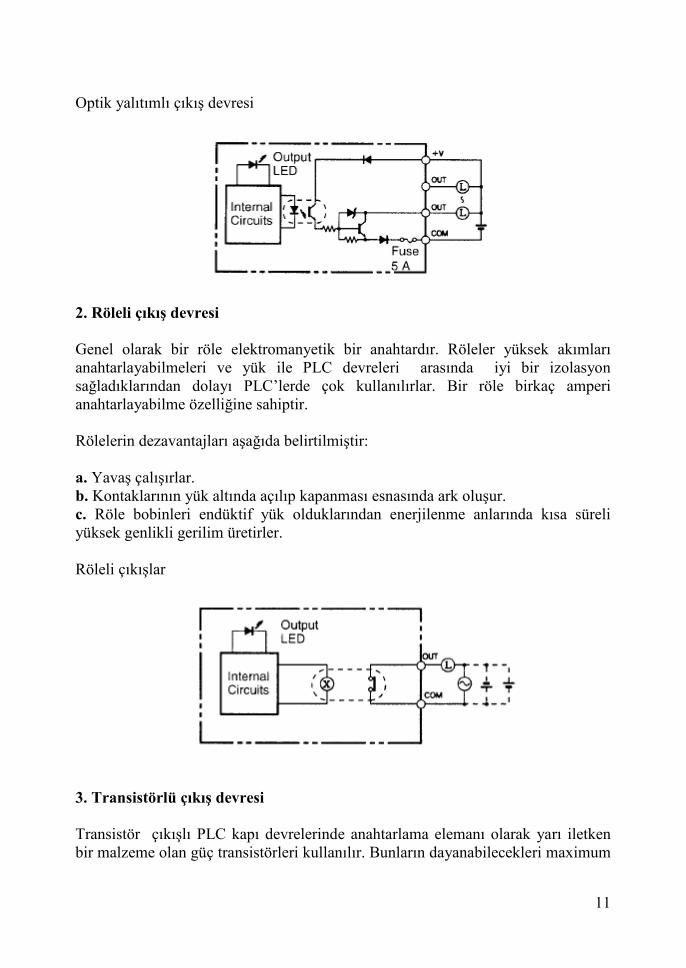
1. Optik Yalıtımlı Sayısal Giriş Çıkış Devreleri Optik yalıtımlı giriş/çıkış devresinde giriş/çıkış kapısı ile iç ara yüz devreleri arasındaki iletişim optik olarak yapılan devrelerdir. Böylece giriş/çıkış cihazları ile görüntü bellek devreleri arasında fiziksel olarak bir izolasyon sağlanmış olur. Optik yalıtımlı giriş devresi
11
Optik yalıtımlı çıkış devresi
2. Röleli çıkış devresi Genel olarak bir röle elektromanyetik bir anahtardır. Röleler yüksek akımları anahtarlayabilmeleri ve yük ile PLC devreleri arasında iyi bir izolasyon sağladıklarından dolayı PLC’lerde çok kullanılırlar. Bir röle birkaç amperi anahtarlayabilme özelliğine sahiptir. Rölelerin dezavantajları aşağıda belirtilmiştir: a. Yavaş çalışırlar. b. Kontaklarının yük altında açılıp kapanması esnasında ark oluşur. c. Röle bobinleri endüktif yük olduklarından enerjilenme anlarında kısa süreli yüksek genlikli gerilim üretirler. Röleli çıkışlar
3. Transistörlü çıkış devresi Transistör çıkışlı PLC kapı devrelerinde anahtarlama elemanı olarak yarı iletken bir malzeme olan güç transistörleri kullanılır. Bunların dayanabilecekleri maximum
12
akım transistöre göre değişir. Bu tür çıkış devreleri sadece DC gerilim ile beslenebilir.
4. Yüksek hızlı sayıcı girişleri ve darbe kontrolü çıkış devresi Mil kodlayıcılar tarafından üretilen açısal dönme ile orantılı yüksek hızlı darbelerin PLC girişinden okunması için yada bir adım motorunu sürebilmek için gerekli yüksek hızlı kontrol darbelerinin çıkış kapısından gönderilmesi için kullanılırlar. 5. Analog giriş çıkış cihazları Dönüştürücülerin çoğu çıkışında algıladığı fiziksel büyüklükle(sıcaklık,basınç, vb) orantılı bir analog bir sinyal üretir. Değişken hızlı motor sürücüleri analog hız kontrol sinyali ile kontrol edilir. Analog sinyali sayısala çeviren A/D giriş modülleri, sayısal bilgileri dış dünyada kullanılmak üzere tekrar analoğa çeviren D/A çıkış modülleri üretilir. Sıcaklık, basınç, vb. Kontrol ünitelerini üreten proseslerde analog giriş çıkış üniteleri kullanılır. 6. Đletişim portları PLC’ler bağlı bulunduğu ağ veya programlama aşamasında iken PC’ye bağlanabilmesi için seri veya paralel portlar içerirler. Örneğin seri portlar RS232, RS 485 türü portlar olabilir.
6. PLC’LERDE KULLAILA SAYISAL GĐRĐŞ ÇIKIŞ CĐHAZLARI
6.1 Sayısal Giriş Cihazları
1. Mekanik switchler: Bu switchler normal kontak prensibi ile çalışan manuel olarak kullanılan switchlerdir.
13
2. Proximity(yaklaşım switchleri): Yaklaşım switchleri kontaksız yarıiletken switchlerdir. Algılama bölgelerine bir cisim girdiği zaman çıkışları lojik 1 veya lojik 0 olur.
Yaklaşım switchlerinin 3 ana tipi vardır. a. Endüktif yaklaşım switchleri b. Kapasitif yaklaşım switchleri c. Optik yaklaşım switchleri
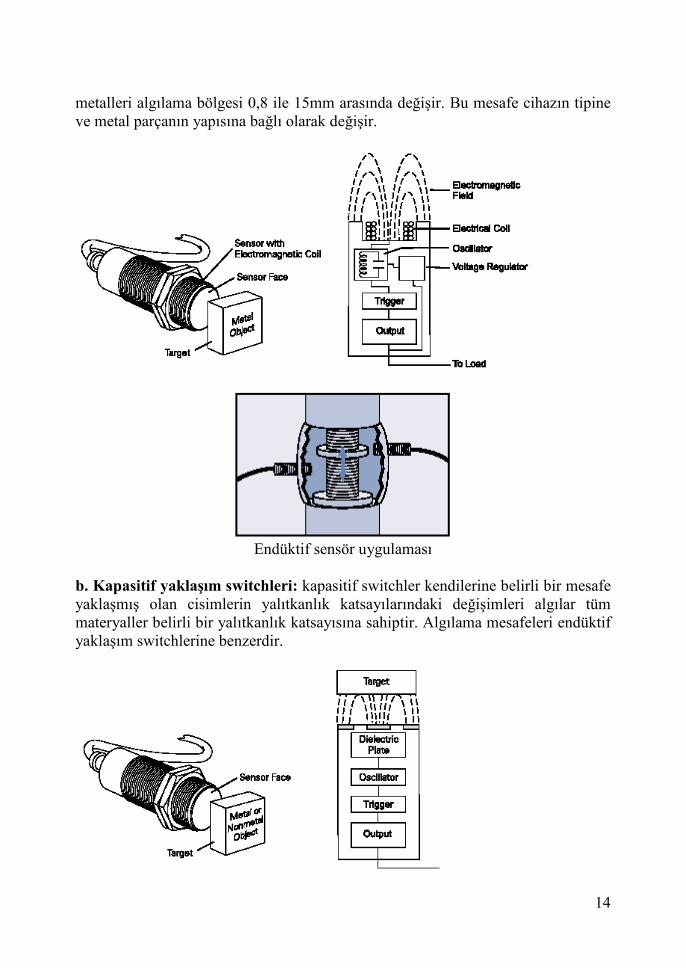
Sensörlerin genel bağlantı şekli a. Endüktif yaklaşım switchleri: Bu switchler metalik parçaları algılar. Algılama işlemi bir AC bobin devresi tarafından sağlanır. Bobine yaklaşan metal cisim bobinden bir endüksiyon akımının akmasına neden olur.ilave devreler vasıtasıyla bu bilgi değerlendirilerek çıkışa lojik 1 bilgisi olarak aktarılır. Endüktif switchlerin
14
metalleri algılama bölgesi 0,8 ile 15mm arasında değişir. Bu mesafe cihazın tipine ve metal parçanın yapısına bağlı olarak değişir.
Endüktif sensör uygulaması
b. Kapasitif yaklaşım switchleri: kapasitif switchler kendilerine belirli bir mesafe yaklaşmış olan cisimlerin yalıtkanlık katsayılarındaki değişimleri algılar tüm materyaller belirli bir yalıtkanlık katsayısına sahiptir. Algılama mesafeleri endüktif yaklaşım switchlerine benzerdir.
15
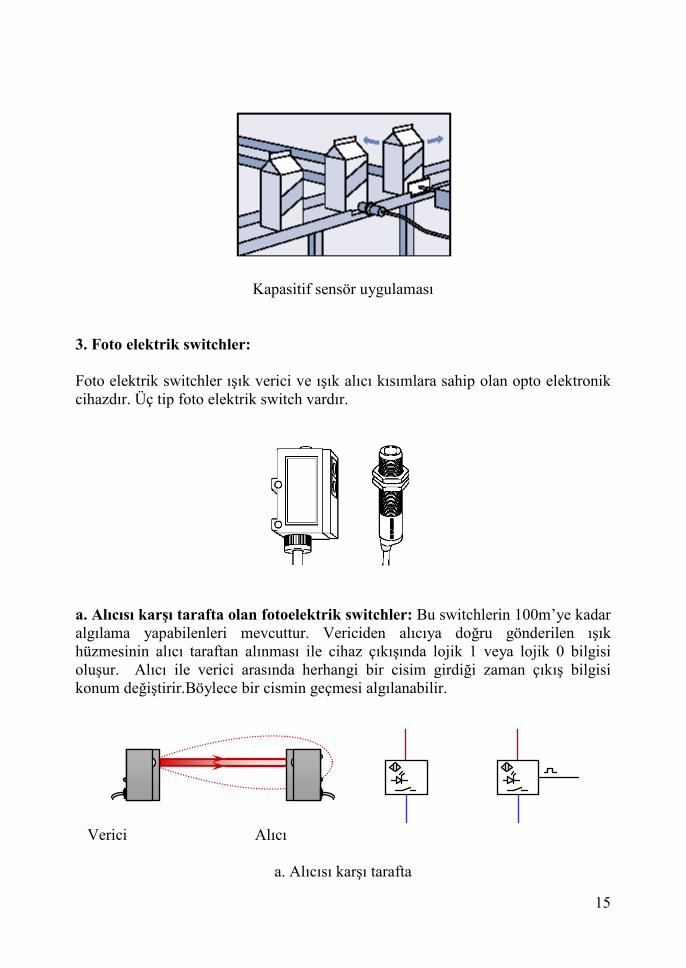
Kapasitif sensör uygulaması 3. Foto elektrik switchler: Foto elektrik switchler ışık verici ve ışık alıcı kısımlara sahip olan opto elektronik cihazdır. Üç tip foto elektrik switch vardır.
a. Alıcısı karşı tarafta olan fotoelektrik switchler: Bu switchlerin 100m’ye kadar algılama yapabilenleri mevcuttur. Vericiden alıcıya doğru gönderilen ışık hüzmesinin alıcı taraftan alınması ile cihaz çıkışında lojik 1 veya lojik 0 bilgisi oluşur. Alıcı ile verici arasında herhangi bir cisim girdiği zaman çıkış bilgisi konum değiştirir.Böylece bir cismin geçmesi algılanabilir. Verici Alıcı
a. Alıcısı karşı tarafta
16
Alıcısı karşıda olan sensör uygulaması
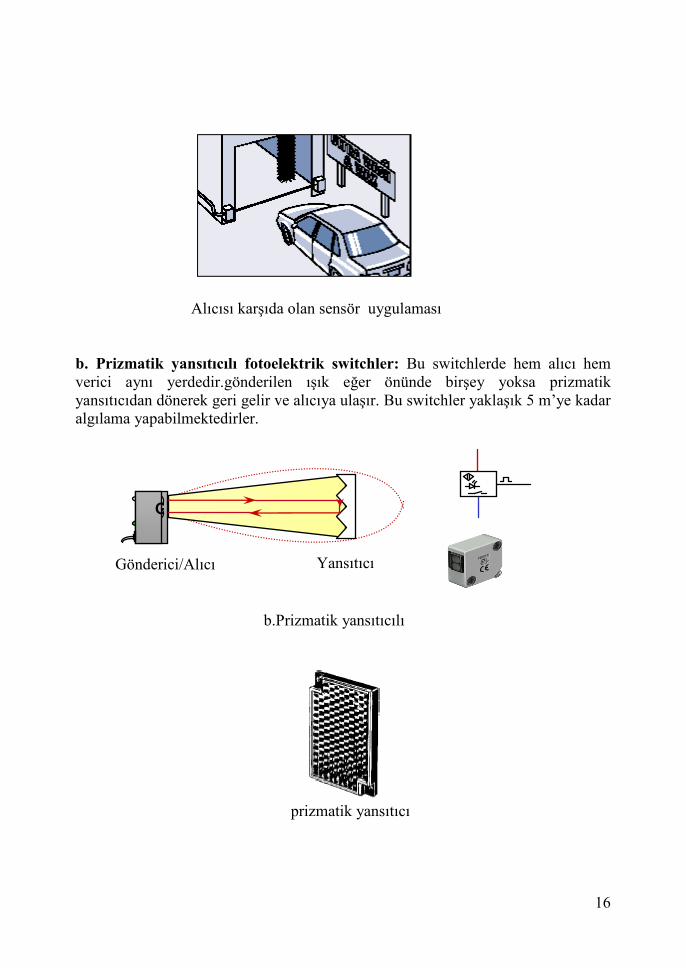
b. Prizmatik yansıtıcılı fotoelektrik switchler: Bu switchlerde hem alıcı hem verici aynı yerdedir.gönderilen ışık eğer önünde birşey yoksa prizmatik yansıtıcıdan dönerek geri gelir ve alıcıya ulaşır. Bu switchler yaklaşık 5 m’ye kadar algılama yapabilmektedirler.
b.Prizmatik yansıtıcılı
prizmatik yansıtıcı
G
Yansıtıcı Gönderici/Alıcı
17
Prizmatik yansıtıcılı sensör uygulaması
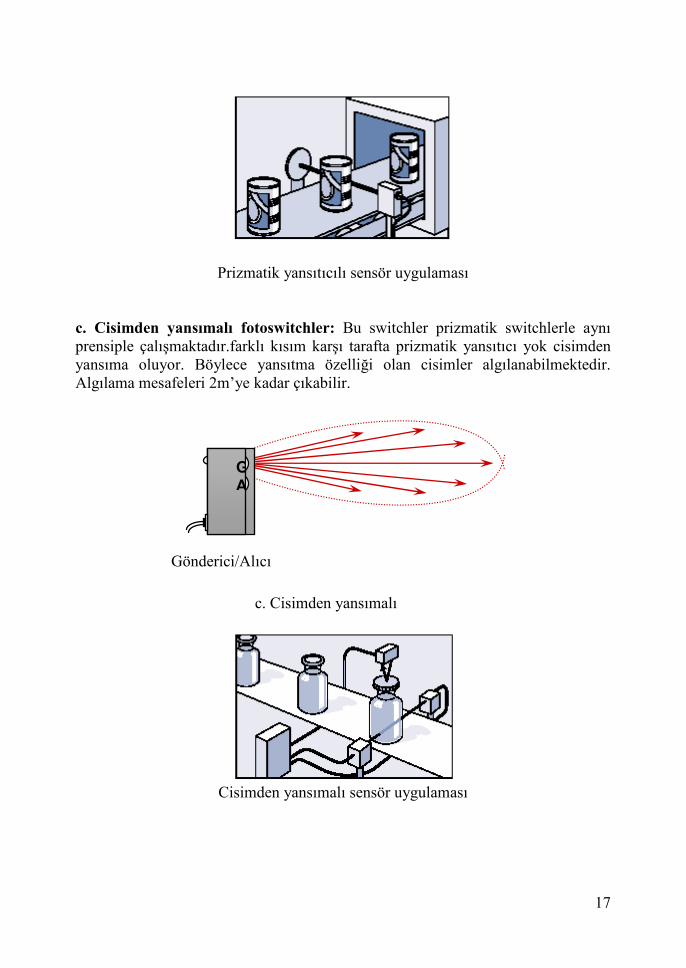
c. Cisimden yansımalı fotoswitchler: Bu switchler prizmatik switchlerle aynı prensiple çalışmaktadır.farklı kısım karşı tarafta prizmatik yansıtıcı yok cisimden yansıma oluyor. Böylece yansıtma özelliği olan cisimler algılanabilmektedir. Algılama mesafeleri 2m’ye kadar çıkabilir. c. Cisimden yansımalı
Cisimden yansımalı sensör uygulaması
G
A
Gönderici/Alıcı
18
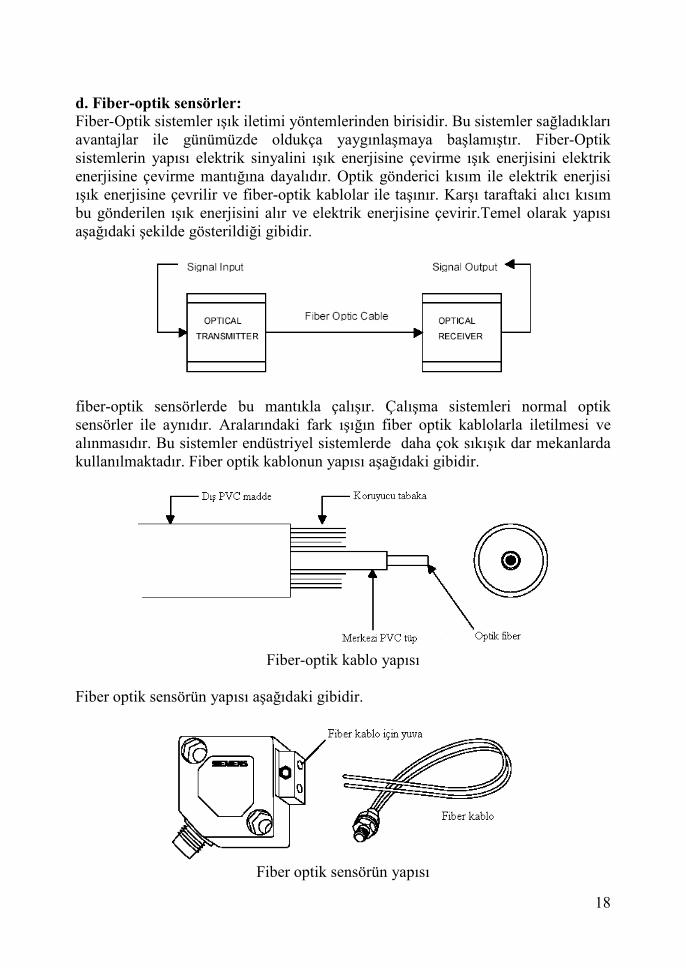
d. Fiber-optik sensörler: Fiber-Optik sistemler ışık iletimi yöntemlerinden birisidir. Bu sistemler sağladıkları avantajlar ile günümüzde oldukça yaygınlaşmaya başlamıştır. Fiber-Optik sistemlerin yapısı elektrik sinyalini ışık enerjisine çevirme ışık enerjisini elektrik enerjisine çevirme mantığına dayalıdır. Optik gönderici kısım ile elektrik enerjisi ışık enerjisine çevrilir ve fiber-optik kablolar ile taşınır. Karşı taraftaki alıcı kısım bu gönderilen ışık enerjisini alır ve elektrik enerjisine çevirir.Temel olarak yapısı aşağıdaki şekilde gösterildiği gibidir.
fiber-optik sensörlerde bu mantıkla çalışır. Çalışma sistemleri normal optik sensörler ile aynıdır. Aralarındaki fark ışığın fiber optik kablolarla iletilmesi ve alınmasıdır. Bu sistemler endüstriyel sistemlerde daha çok sıkışık dar mekanlarda kullanılmaktadır. Fiber optik kablonun yapısı aşağıdaki gibidir.
Fiber-optik kablo yapısı
Fiber optik sensörün yapısı aşağıdaki gibidir.
Fiber optik sensörün yapısı
19
Fiberoptik sistem uygulaması
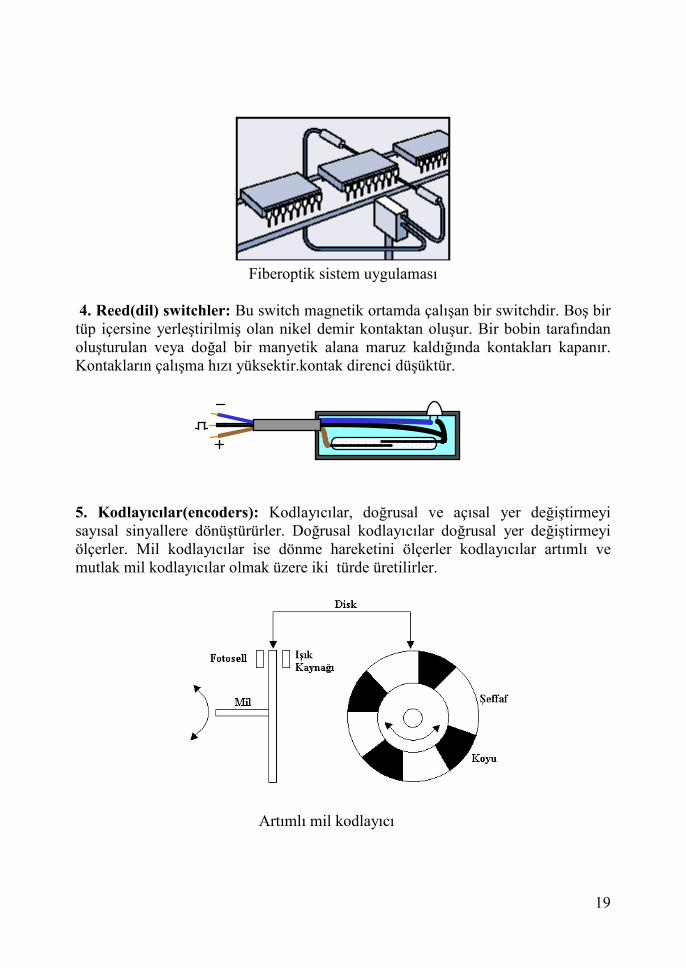
4. Reed(dil) switchler: Bu switch magnetik ortamda çalışan bir switchdir. Boş bir tüp içersine yerleştirilmiş olan nikel demir kontaktan oluşur. Bir bobin tarafından oluşturulan veya doğal bir manyetik alana maruz kaldığında kontakları kapanır. Kontakların çalışma hızı yüksektir.kontak direnci düşüktür. 5. Kodlayıcılar(encoders): Kodlayıcılar, doğrusal ve açısal yer değiştirmeyi sayısal sinyallere dönüştürürler. Doğrusal kodlayıcılar doğrusal yer değiştirmeyi ölçerler. Mil kodlayıcılar ise dönme hareketini ölçerler kodlayıcılar artımlı ve mutlak mil kodlayıcılar olmak üzere iki türde üretilirler.
Artımlı mil kodlayıcı
20
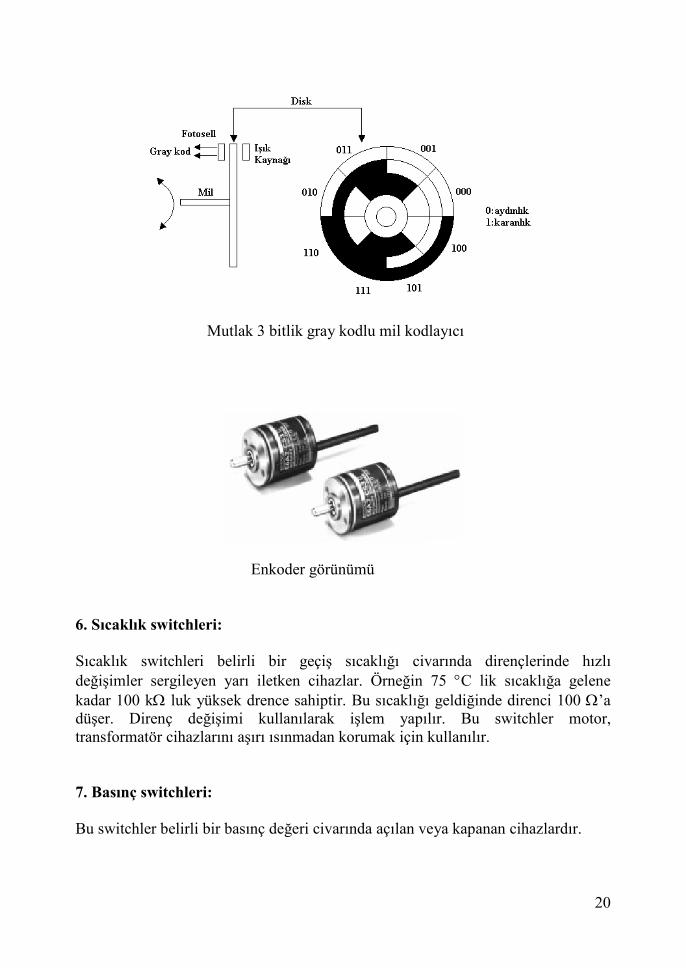
Mutlak 3 bitlik gray kodlu mil kodlayıcı
Enkoder görünümü 6. Sıcaklık switchleri: Sıcaklık switchleri belirli bir geçiş sıcaklığı civarında dirençlerinde hızlı değişimler sergileyen yarı iletken cihazlar. Örneğin 75 °C lik sıcaklığa gelene kadar 100 kΩ luk yüksek drence sahiptir. Bu sıcaklığı geldiğinde direnci 100 Ω’a düşer. Direnç değişimi kullanılarak işlem yapılır. Bu switchler motor, transformatör cihazlarını aşırı ısınmadan korumak için kullanılır. 7. Basınç switchleri: Bu switchler belirli bir basınç değeri civarında açılan veya kapanan cihazlardır.
21
6.2 Sayısal Çıkış Cihazları
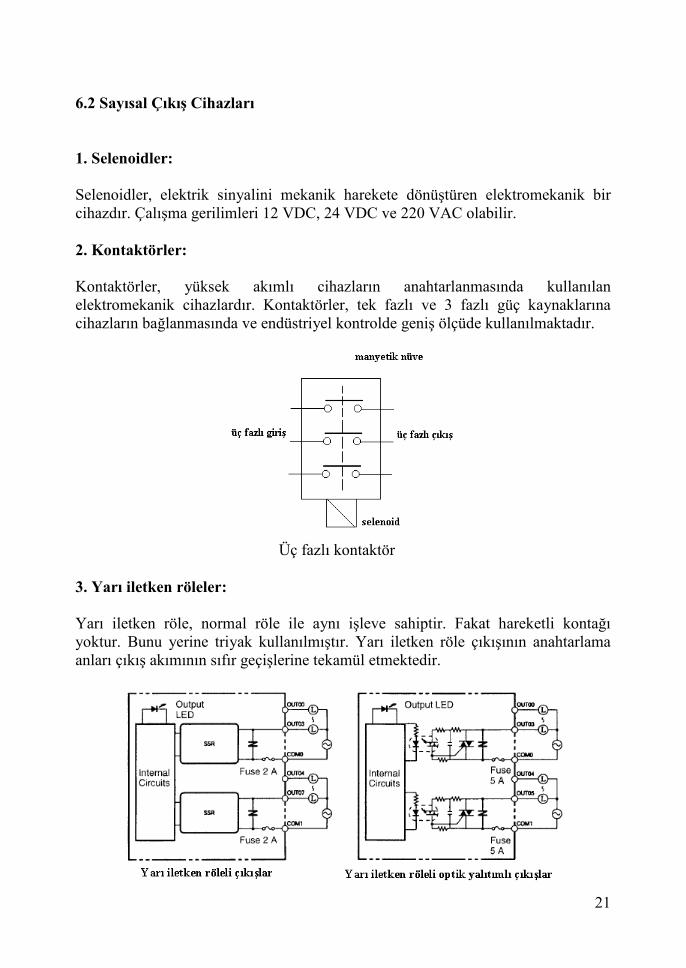
1. Selenoidler: Selenoidler, elektrik sinyalini mekanik harekete dönüştüren elektromekanik bir cihazdır. Çalışma gerilimleri 12 VDC, 24 VDC ve 220 VAC olabilir. 2. Kontaktörler: Kontaktörler, yüksek akımlı cihazların anahtarlanmasında kullanılan elektromekanik cihazlardır. Kontaktörler, tek fazlı ve 3 fazlı güç kaynaklarına cihazların bağlanmasında ve endüstriyel kontrolde geniş ölçüde kullanılmaktadır.
Üç fazlı kontaktör 3. Yarı iletken röleler: Yarı iletken röle, normal röle ile aynı işleve sahiptir. Fakat hareketli kontağı yoktur. Bunu yerine triyak kullanılmıştır. Yarı iletken röle çıkışının anahtarlama anları çıkış akımının sıfır geçişlerine tekamül etmektedir.
22
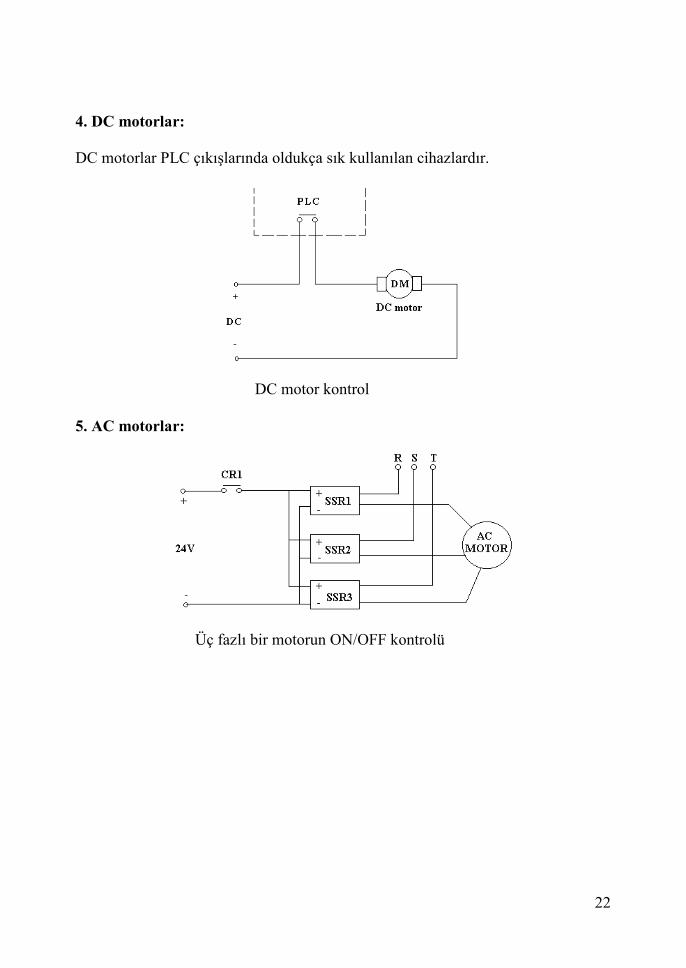
4. DC motorlar: DC motorlar PLC çıkışlarında oldukça sık kullanılan cihazlardır.
DC motor kontrol 5. AC motorlar:
Üç fazlı bir motorun ON/OFF kontrolü
23
7. PLC PROGRAMLAMA YÖTEMLERĐ (FESTO FEC SERĐSĐ)
PLC programlama işlemleri çok farklı şekillerde yapılmaktadır. Ama bunlarda en çok kullanılanları şunlardır. 1. Deyim listesi(STL) 2. Kontak planı(LDR) 3. Fonksiyon şeması(FCH) Genellikle bütün PLC’lerde programlamada kullanılan bilinmesi gereken bazı terimler vardır. Bunlar: IN : Giriş kontağı (I0.0 ‘dan başlar ve ilerler I(input)) CR : Kontrol rölesi (O0.0 dan başlar ve ilerler ( Çıkış bobini)) AR : Yardımcı röle (F0.0 dan başlar ve ilerler(Çıkışla bağlantısı yok)) C : Sayıcı (counter) (Girişten uygulanan palslere göre sayar.) T : Zamanlayıcı(timer) (Kendi zaman saatine göre süre sayar) 1. STL programlama komutları : LOAD : Bu komut istenilen giriş adreslerini satır satır yüklemeye yarıyor. Bu komut belirtilen kontağın konumunu yükler. Örneğin I0.0 girişi belirtilmişse aşağıdaki örnekteki gibi I0.0 ‘1’ mi yoksa ‘0’ mı bu bilgiyi alıyor buna göre TO komutundan sonraki işlemi gerçekleştiriyor. Belirtilen çıkışı ‘1’ yapıyor. Bu komutun avantajı; giriş kontağının değerini çok sık aralıklarla okuyarak işlem yapabilmesidir ve bu komut mutlaka TO anahtarı ile kullanılır. Örnek: LOAD I0.0 (I0.0 normalde açık kontağı yüklenir) LOAD N I0.0 (I0.0 normalde kapalı kontağı yüklenir) TO O0.0 IF : Bu komut EĞER anlamına gelir. Bu komuttan sonra kullanılacak değerler her zaman bir şart belirtir. IF komutu her zaman THEN ve ELSE komutları ile beraber kullanılır. Örnek:
IF I0.0 AND N I0.1 THEN . . . ELSE . . .
yani I1.0 lojik 1 ise ve I1.1 lojik 0 ise şartı tanımlanmıştır.
24
THE : IF komutunda belirtilen şart doğruysa THEN komutundan sonraki işlemler gerçekleştirilir. Örnek:
THEN LOAD I0.0 TO O0.0 . . .
ELSE (OTHRW) : IF komutunda belirtilen şartlar doğru değilse ELSE(OTHRW) komutundan sonraki işlemler gerçekleştirilir. Örnek:
. . . ELSE LOAD I0.1 TO O0.1
SET : Bu komut herhangi bir çıkışın lojik 1 yapılması istendiğinde kullanılır. Örnek: IF I0.0
THEN SET O0.0 RESET : Bu komut herhangi bir çıkışın lojik 0 yapılması istendiğinde kullanılır. Örnek: IF N I0.0
THEN RESET O0.0 AD : Bu komut VE işlemini yapar karışık giriş durumlarının gerçekleştirilmesinde iki giriş kontağını birbirine seri olarak bağlamak için kullanılır. Örnek: IF I1.0 AND I1.1 THEN SET O1.0 OTHRW SET O1.7
25
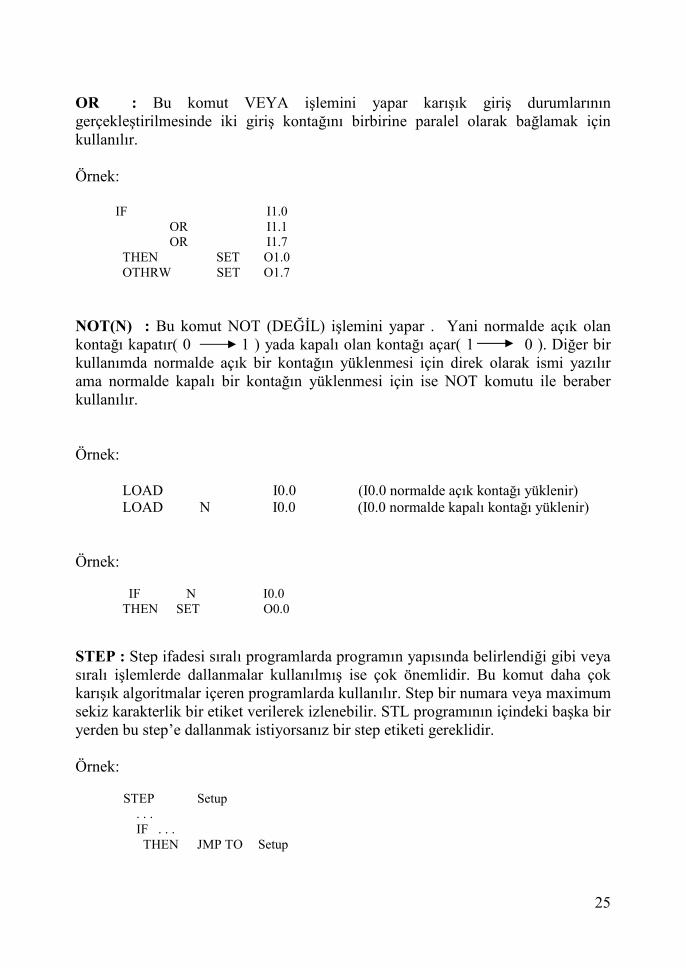
OR : Bu komut VEYA işlemini yapar karışık giriş durumlarının gerçekleştirilmesinde iki giriş kontağını birbirine paralel olarak bağlamak için kullanılır. Örnek: IF I1.0 OR I1.1 OR I1.7 THEN SET O1.0 OTHRW SET O1.7
OT() : Bu komut NOT (DEĞĐL) işlemini yapar . Yani normalde açık olan kontağı kapatır( 0 1 ) yada kapalı olan kontağı açar( 1 0 ). Diğer bir kullanımda normalde açık bir kontağın yüklenmesi için direk olarak ismi yazılır ama normalde kapalı bir kontağın yüklenmesi için ise NOT komutu ile beraber kullanılır. Örnek: LOAD I0.0 (I0.0 normalde açık kontağı yüklenir) LOAD N I0.0 (I0.0 normalde kapalı kontağı yüklenir) Örnek: IF N I0.0 THEN SET O0.0 STEP : Step ifadesi sıralı programlarda programın yapısında belirlendiği gibi veya sıralı işlemlerde dallanmalar kullanılmış ise çok önemlidir. Bu komut daha çok karışık algoritmalar içeren programlarda kullanılır. Step bir numara veya maximum sekiz karakterlik bir etiket verilerek izlenebilir. STL programının içindeki başka bir yerden bu step’e dallanmak istiyorsanız bir step etiketi gereklidir. Örnek:
STEP Setup . . . IF . . . THEN JMP TO Setup
26
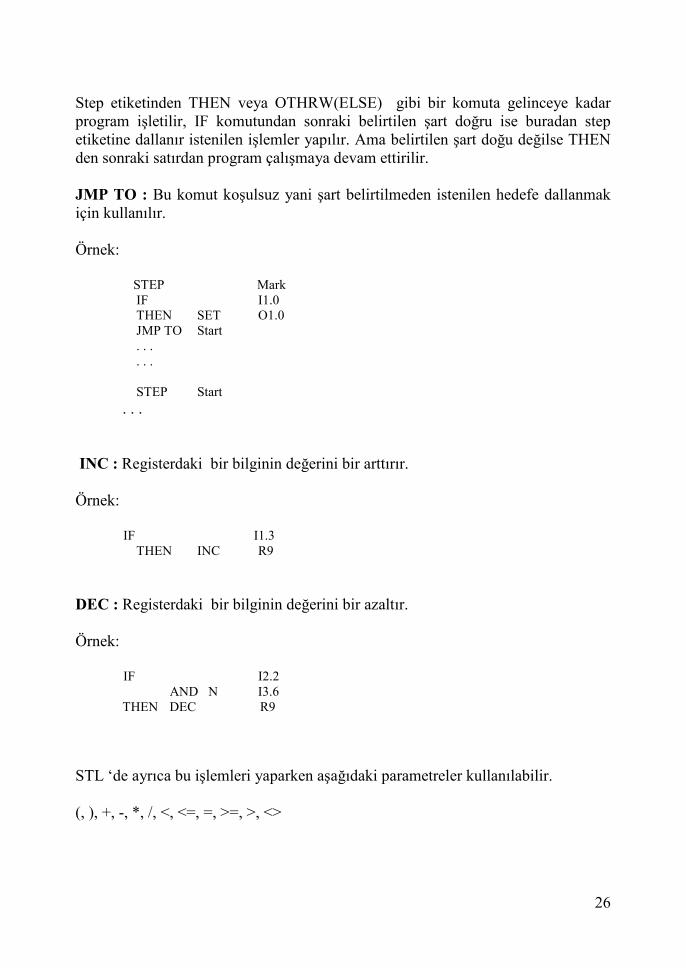
Step etiketinden THEN veya OTHRW(ELSE) gibi bir komuta gelinceye kadar program işletilir, IF komutundan sonraki belirtilen şart doğru ise buradan step etiketine dallanır istenilen işlemler yapılır. Ama belirtilen şart doğu değilse THEN den sonraki satırdan program çalışmaya devam ettirilir. JMP TO : Bu komut koşulsuz yani şart belirtilmeden istenilen hedefe dallanmak için kullanılır. Örnek:
STEP Mark IF I1.0 THEN SET O1.0 JMP TO Start . . . . . . STEP Start
. . . IC : Registerdaki bir bilginin değerini bir arttırır. Örnek:
IF I1.3 THEN INC R9
DEC : Registerdaki bir bilginin değerini bir azaltır. Örnek:
IF I2.2 AND N I3.6
THEN DEC R9 STL ‘de ayrıca bu işlemleri yaparken aşağıdaki parametreler kullanılabilir. (, ), +, -, *, /, <, <=, =, >=, >, <>
27
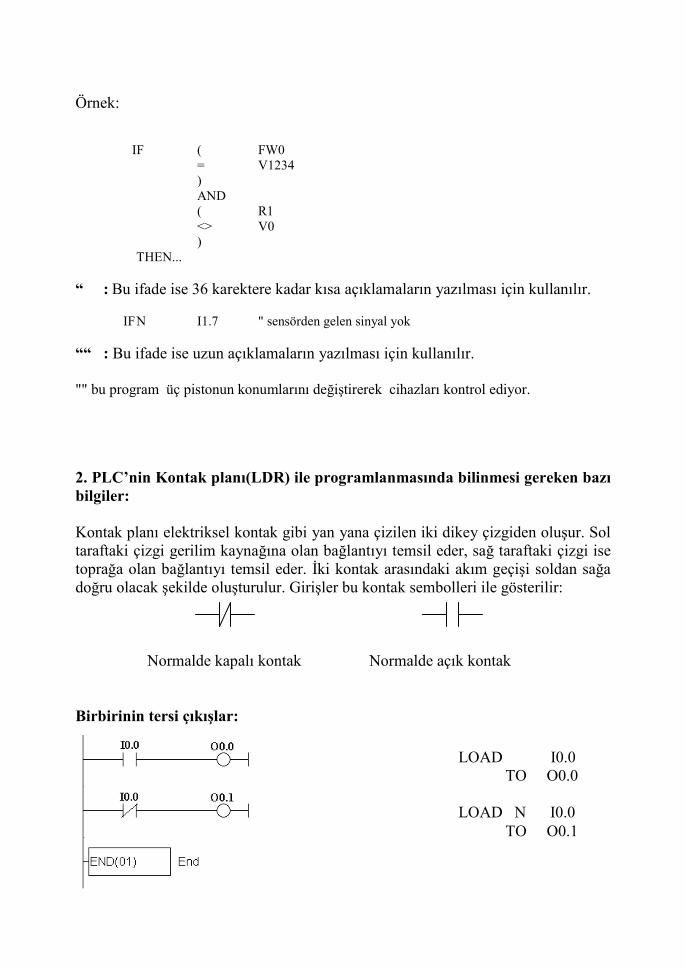
Örnek:
IF ( FW0 = V1234 ) AND ( R1 <> V0 ) THEN... “ : Bu ifade ise 36 karektere kadar kısa açıklamaların yazılması için kullanılır.
IF N I1.7 " sensörden gelen sinyal yok ““ : Bu ifade ise uzun açıklamaların yazılması için kullanılır. "" bu program üç pistonun konumlarını değiştirerek cihazları kontrol ediyor.
2. PLC’nin Kontak planı(LDR) ile programlanmasında bilinmesi gereken bazı bilgiler: Kontak planı elektriksel kontak gibi yan yana çizilen iki dikey çizgiden oluşur. Sol taraftaki çizgi gerilim kaynağına olan bağlantıyı temsil eder, sağ taraftaki çizgi ise toprağa olan bağlantıyı temsil eder. Đki kontak arasındaki akım geçişi soldan sağa doğru olacak şekilde oluşturulur. Girişler bu kontak sembolleri ile gösterilir: Normalde kapalı kontak Normalde açık kontak Birbirinin tersi çıkışlar:
LOAD I0.0 TO O0.0 LOAD N I0.0
TO O0.1
28
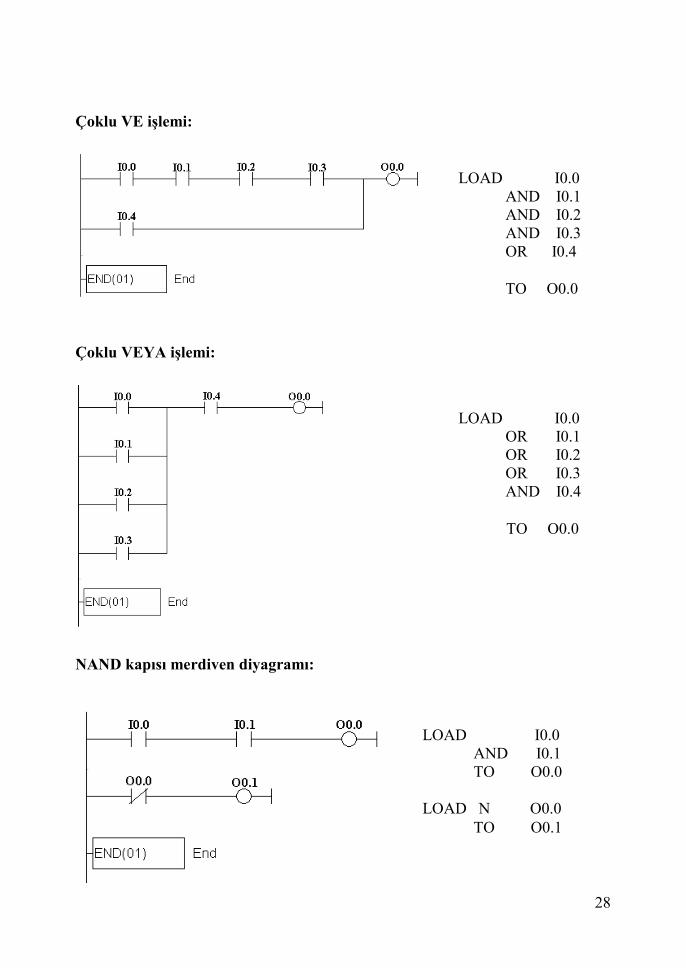
Çoklu VE işlemi:
Çoklu VEYA işlemi:
AD kapısı merdiven diyagramı:
LOAD I0.0 AND I0.1
AND I0.2 AND I0.3 OR I0.4
TO O0.0
LOAD I0.0 OR I0.1
OR I0.2 OR I0.3 AND I0.4
TO O0.0
LOAD I0.0 AND I0.1
TO O0.0 LOAD N O0.0
TO O0.1
29
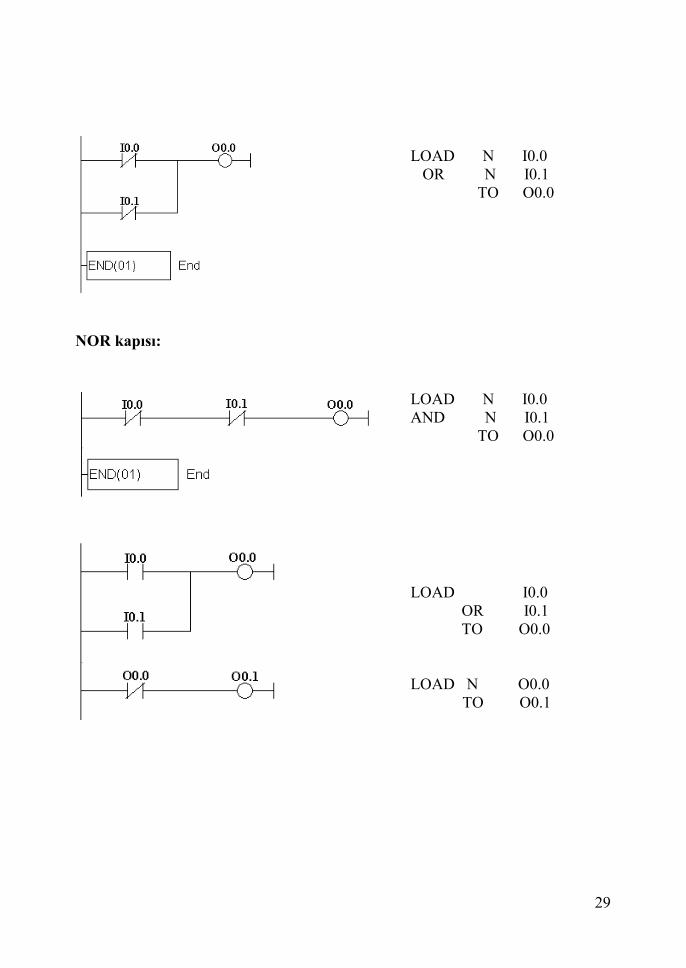
OR kapısı:
LOAD N I0.0 OR N I0.1
TO O0.0
LOAD N I0.0 AND N I0.1
TO O0.0
LOAD I0.0 OR I0.1
TO O0.0 LOAD N O0.0 TO O0.1
30
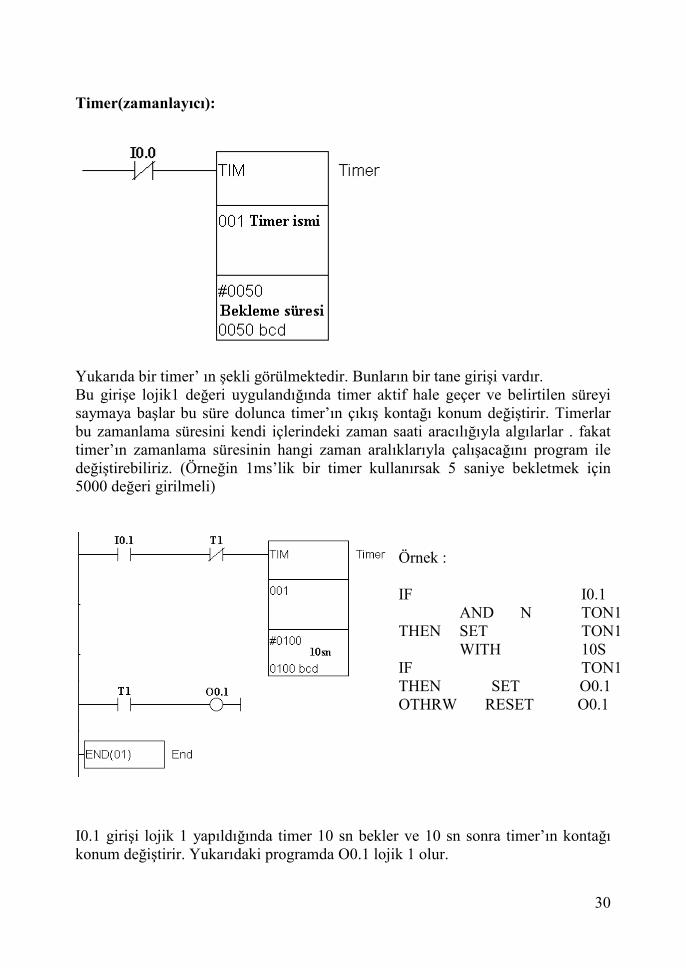
Timer(zamanlayıcı):
Yukarıda bir timer’ ın şekli görülmektedir. Bunların bir tane girişi vardır. Bu girişe lojik1 değeri uygulandığında timer aktif hale geçer ve belirtilen süreyi saymaya başlar bu süre dolunca timer’ın çıkış kontağı konum değiştirir. Timerlar bu zamanlama süresini kendi içlerindeki zaman saati aracılığıyla algılarlar . fakat timer’ın zamanlama süresinin hangi zaman aralıklarıyla çalışacağını program ile değiştirebiliriz. (Örneğin 1ms’lik bir timer kullanırsak 5 saniye bekletmek için 5000 değeri girilmeli)
I0.1 girişi lojik 1 yapıldığında timer 10 sn bekler ve 10 sn sonra timer’ın kontağı konum değiştirir. Yukarıdaki programda O0.1 lojik 1 olur.
Örnek : IF I0.1 AND N TON1 THEN SET TON1 WITH 10S IF TON1 THEN SET O0.1 OTHRW RESET O0.1
31
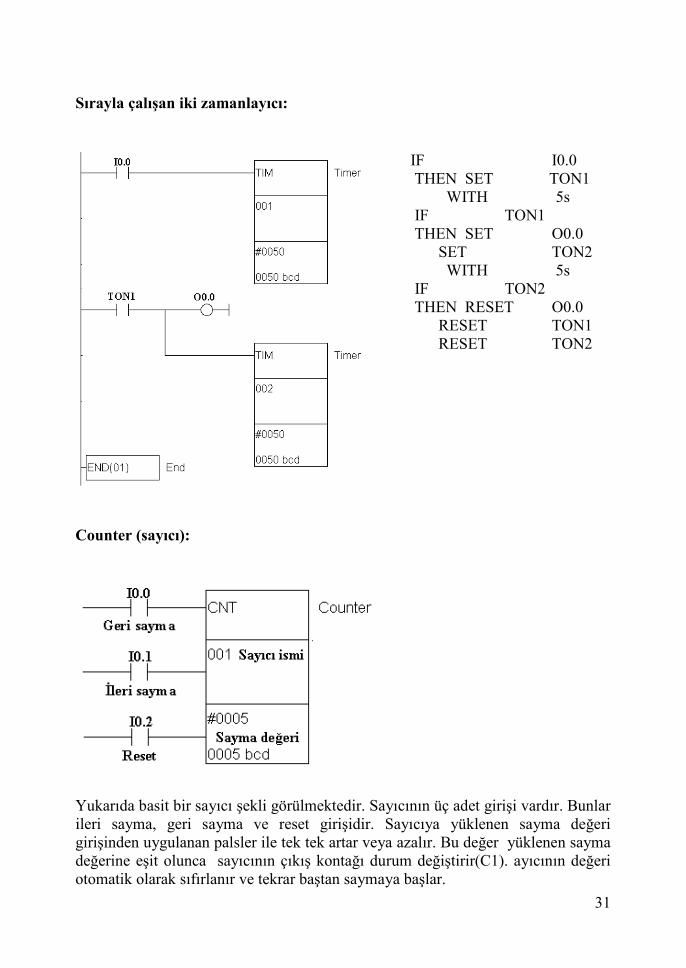
Sırayla çalışan iki zamanlayıcı:
Counter (sayıcı):
Yukarıda basit bir sayıcı şekli görülmektedir. Sayıcının üç adet girişi vardır. Bunlar ileri sayma, geri sayma ve reset girişidir. Sayıcıya yüklenen sayma değeri girişinden uygulanan palsler ile tek tek artar veya azalır. Bu değer yüklenen sayma değerine eşit olunca sayıcının çıkış kontağı durum değiştirir(C1). ayıcının değeri otomatik olarak sıfırlanır ve tekrar baştan saymaya başlar.
IF I0.0 THEN SET TON1 WITH 5s IF TON1 THEN SET O0.0 SET TON2 WITH 5s IF TON2 THEN RESET O0.0 RESET TON1 RESET TON2
32
STEP INIT
IF NOP
THEN LOAD V5
TO CP1 'COUNTER SET DEGERI
STEP LOOP
""START IMPULSU
IF START 'START BUTONU
AND N F0.1 'YARD.MERK.
THEN SET F0.0 'START IMPULSU
OTHRW RESET F0.0 'START IMPULSU
IF START 'START BUTONU
THEN SET F0.1 'YARD.MERK.
OTHRW RESET F0.1 'YARD.MERK.
""START
IF F0.0 'START IMPULSU
THEN SET F1.0 'START MERKERI
""COUNTER START
IF F0.0 'START IMPULSU
OR ( F1.0 'START MERKERI
AND N C1 ) 'COUNTER 1
THEN SET C1 'COUNTER 1
LOAD V0
TO CW1 'COUNTER WORD 1
""GERI SAYMA
IF S1 'GERI SAYMA
AND N F40.0 'YARD.MERK.
THEN DEC CW1 'COUNTER WORD 1
SET F40.0 'YARD.MERK.
IF N S1 'GERI SAYMA
THEN RESET F40.0 'YARD.MERK.
""ILERI SAYMA
IF S2 'ILERI SAYMA
AND N F40.1 'YARD.MERK.
THEN INC CW1 'COUNTER WORD 1
SET F40.1 'YARD.MERK.
IF N S2 'ILERI SAYMA
THEN RESET F40.1 'YARD.MERK.
""SAYICI "1" MI?
IF C1 'COUNTER 1
THEN SET L1 'SAYICI "1"
OTHRW RESET L1 'SAYICI "1"
33
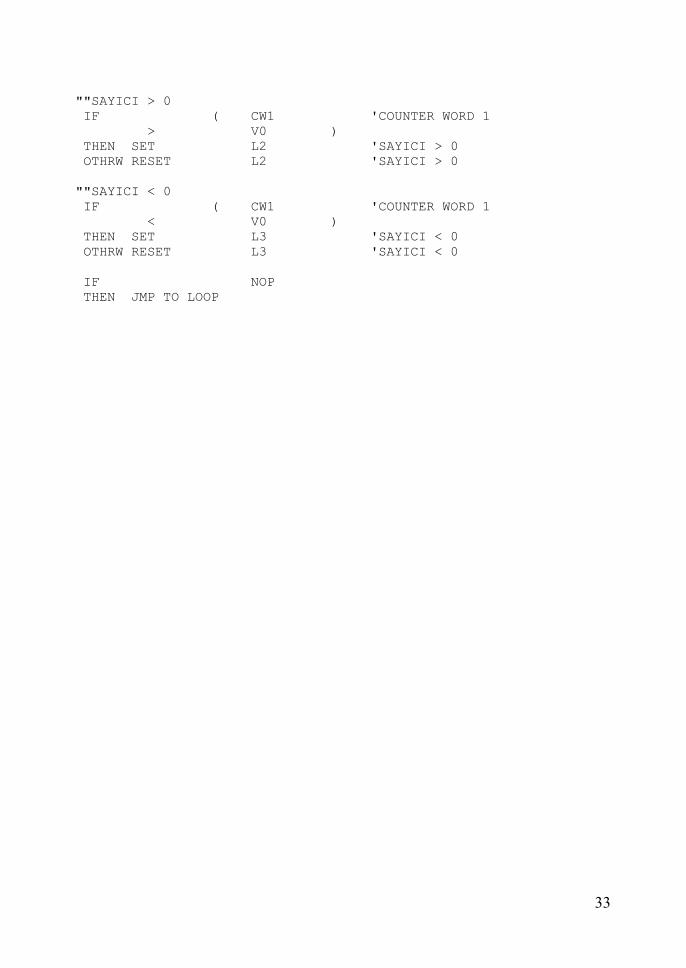
""SAYICI > 0
IF ( CW1 'COUNTER WORD 1
> V0 )
THEN SET L2 'SAYICI > 0
OTHRW RESET L2 'SAYICI > 0
""SAYICI < 0
IF ( CW1 'COUNTER WORD 1
< V0 )
THEN SET L3 'SAYICI < 0
OTHRW RESET L3 'SAYICI < 0
IF NOP
THEN JMP TO LOOP
34
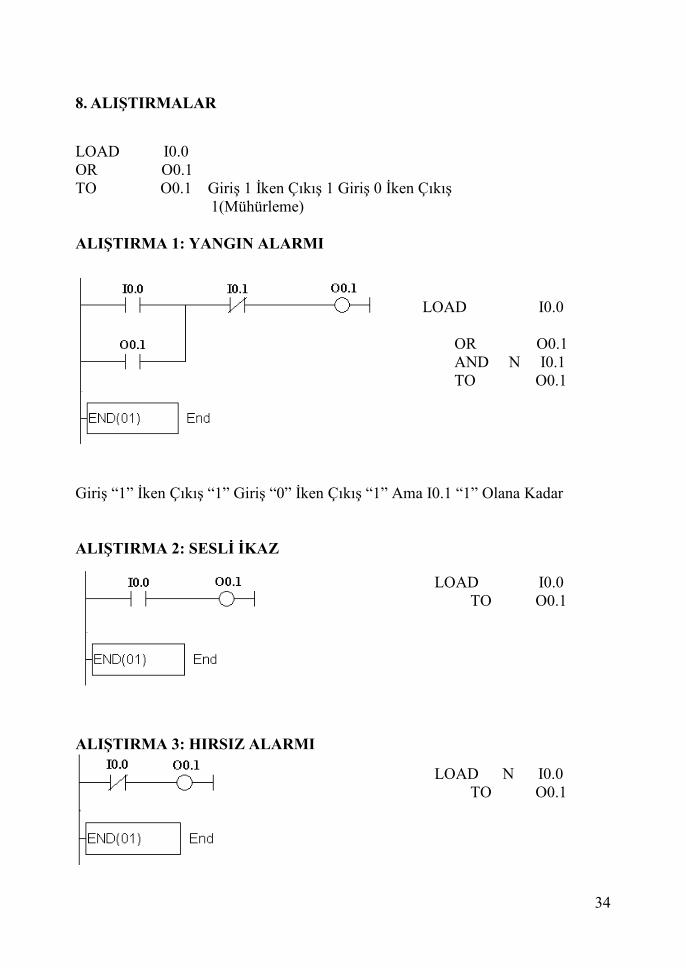
8. ALIŞTIRMALAR
LOAD I0.0 OR O0.1 TO O0.1 Giriş 1 Đken Çıkış 1 Giriş 0 Đken Çıkış 1(Mühürleme) ALIŞTIRMA 1: YAGI ALARMI
Giriş “1” Đken Çıkış “1” Giriş “0” Đken Çıkış “1” Ama I0.1 “1” Olana Kadar ALIŞTIRMA 2: SESLĐ ĐKAZ
ALIŞTIRMA 3: HIRSIZ ALARMI
LOAD I0.0 OR O0.1 AND N I0.1 TO O0.1
LOAD I0.0 TO O0.1
LOAD N I0.0 TO O0.1
35
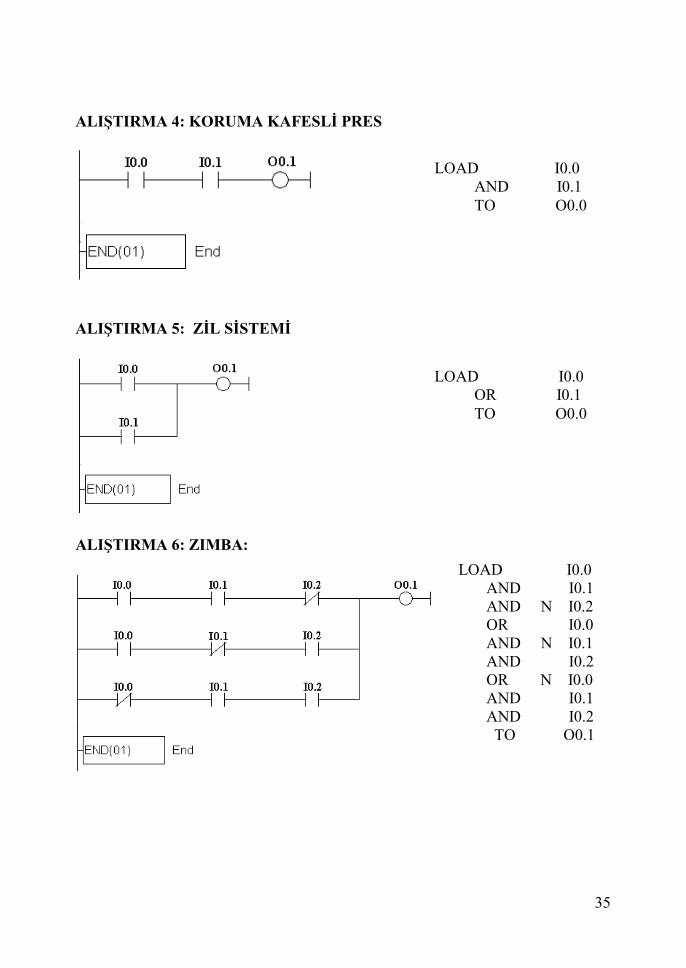
ALIŞTIRMA 4: KORUMA KAFESLĐ PRES
ALIŞTIRMA 5: ZĐL SĐSTEMĐ
ALIŞTIRMA 6: ZIMBA:
LOAD I0.0 AND I0.1 TO O0.0
LOAD I0.0 OR I0.1 TO O0.0
LOAD I0.0 AND I0.1 AND N I0.2 OR I0.0 AND N I0.1 AND I0.2 OR N I0.0 AND I0.1 AND I0.2 TO O0.1
36
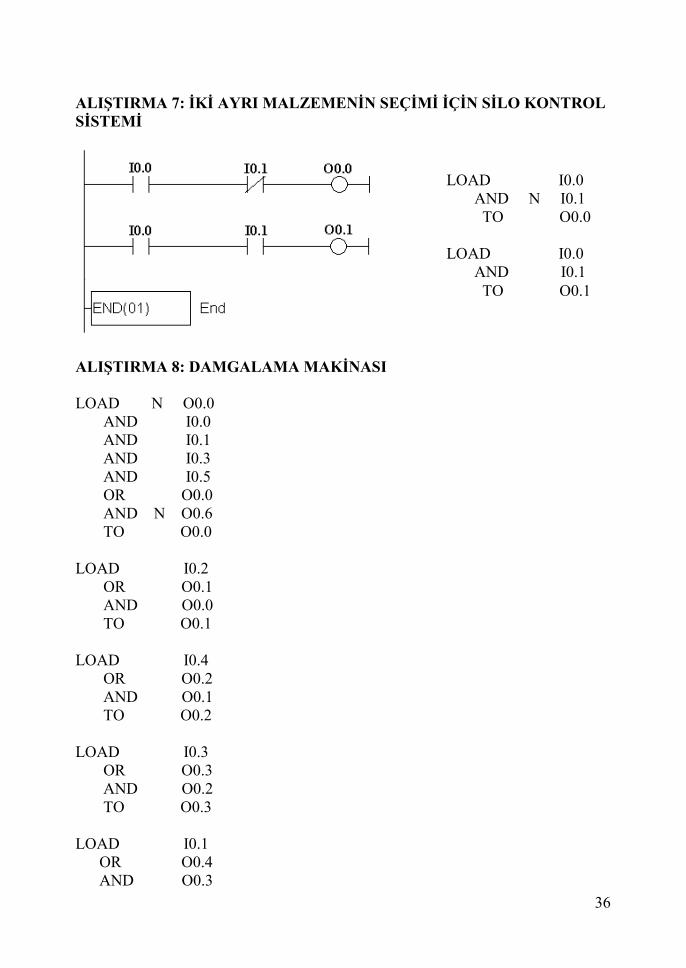
ALIŞTIRMA 7: ĐKĐ AYRI MALZEMEĐ SEÇĐMĐ ĐÇĐ SĐLO KOTROL SĐSTEMĐ
ALIŞTIRMA 8: DAMGALAMA MAKĐASI LOAD N O0.0 AND I0.0 AND I0.1 AND I0.3 AND I0.5 OR O0.0 AND N O0.6 TO O0.0 LOAD I0.2 OR O0.1 AND O0.0 TO O0.1 LOAD I0.4 OR O0.2 AND O0.1 TO O0.2 LOAD I0.3 OR O0.3 AND O0.2 TO O0.3 LOAD I0.1 OR O0.4 AND O0.3
LOAD I0.0 AND N I0.1 TO O0.0 LOAD I0.0 AND I0.1 TO O0.1
37
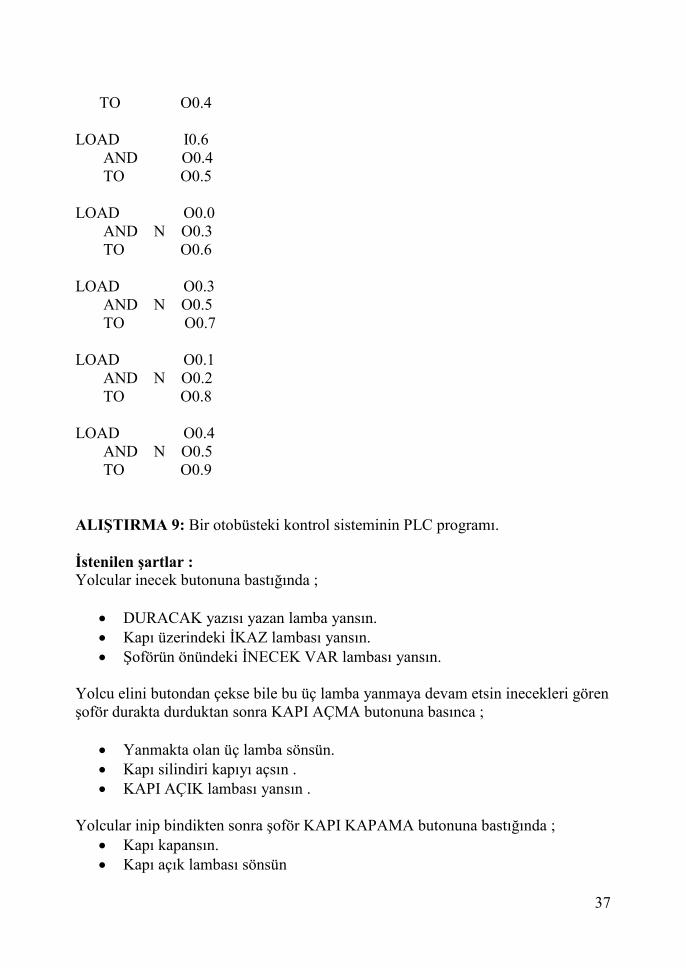
TO O0.4 LOAD I0.6 AND O0.4 TO O0.5 LOAD O0.0 AND N O0.3 TO O0.6 LOAD O0.3 AND N O0.5 TO O0.7 LOAD O0.1 AND N O0.2 TO O0.8 LOAD O0.4 AND N O0.5 TO O0.9 ALIŞTIRMA 9: Bir otobüsteki kontrol sisteminin PLC programı. Đstenilen şartlar : Yolcular inecek butonuna bastığında ;
• DURACAK yazısı yazan lamba yansın. • Kapı üzerindeki ĐKAZ lambası yansın. • Şoförün önündeki ĐNECEK VAR lambası yansın.
Yolcu elini butondan çekse bile bu üç lamba yanmaya devam etsin inecekleri gören şoför durakta durduktan sonra KAPI AÇMA butonuna basınca ;
• Yanmakta olan üç lamba sönsün. • Kapı silindiri kapıyı açsın . • KAPI AÇIK lambası yansın .
Yolcular inip bindikten sonra şoför KAPI KAPAMA butonuna bastığında ;
• Kapı kapansın. • Kapı açık lambası sönsün
38
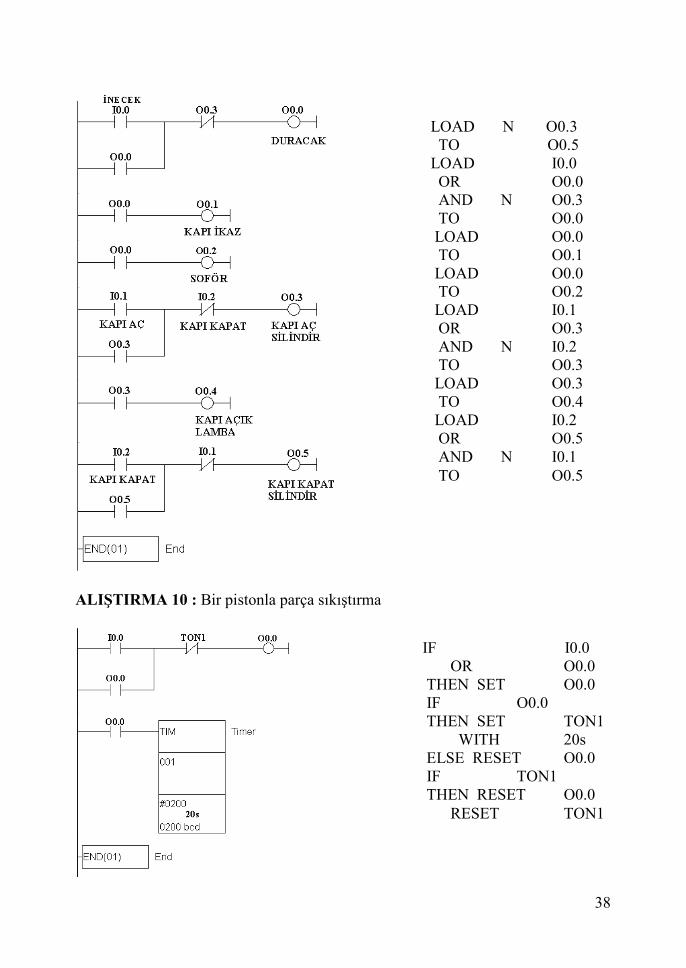
ALIŞTIRMA 10 : Bir pistonla parça sıkıştırma
LOAD N O0.3 TO O0.5 LOAD I0.0 OR O0.0 AND N O0.3 TO O0.0 LOAD O0.0 TO O0.1 LOAD O0.0 TO O0.2 LOAD I0.1 OR O0.3 AND N I0.2 TO O0.3 LOAD O0.3 TO O0.4 LOAD I0.2 OR O0.5 AND N I0.1 TO O0.5
IF I0.0 OR O0.0 THEN SET O0.0 IF O0.0 THEN SET TON1 WITH 20s ELSE RESET O0.0 IF TON1 THEN RESET O0.0 RESET TON1
39
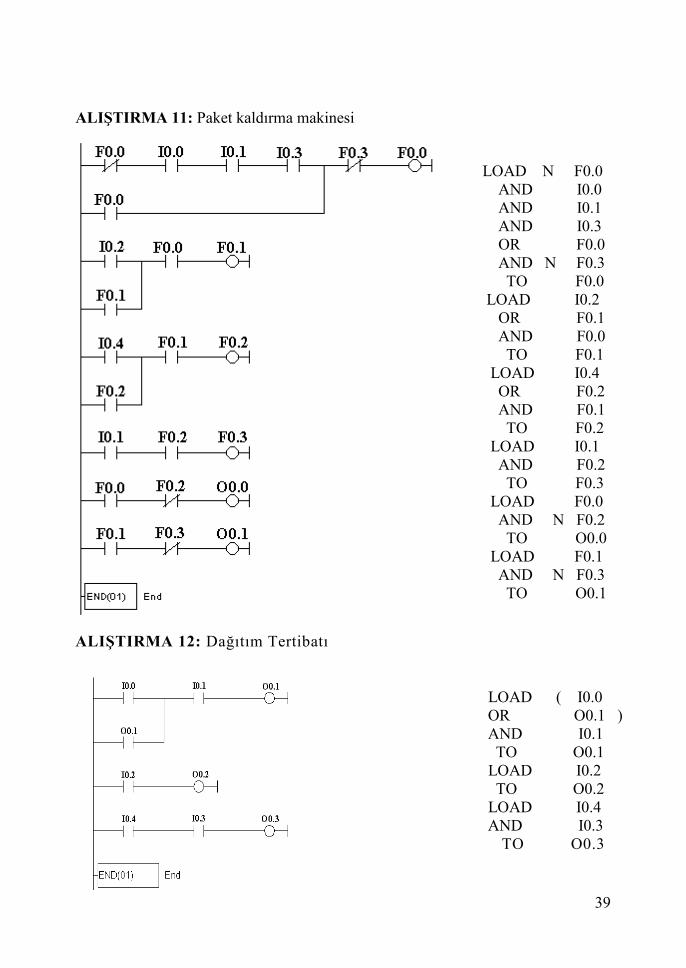
ALIŞTIRMA 11: Paket kaldırma makinesi
ALIŞTIRMA 12: Dağıtım Tertibatı
LOAD N F0.0 AND I0.0 AND I0.1 AND I0.3 OR F0.0 AND N F0.3 TO F0.0 LOAD I0.2 OR F0.1 AND F0.0 TO F0.1 LOAD I0.4 OR F0.2 AND F0.1 TO F0.2 LOAD I0.1 AND F0.2 TO F0.3 LOAD F0.0 AND N F0.2 TO O0.0 LOAD F0.1 AND N F0.3 TO O0.1
LOAD ( I0.0 OR O0.1 ) AND I0.1 TO O0.1 LOAD I0.2 TO O0.2 LOAD I0.4 AND I0.3 TO O0.3
40
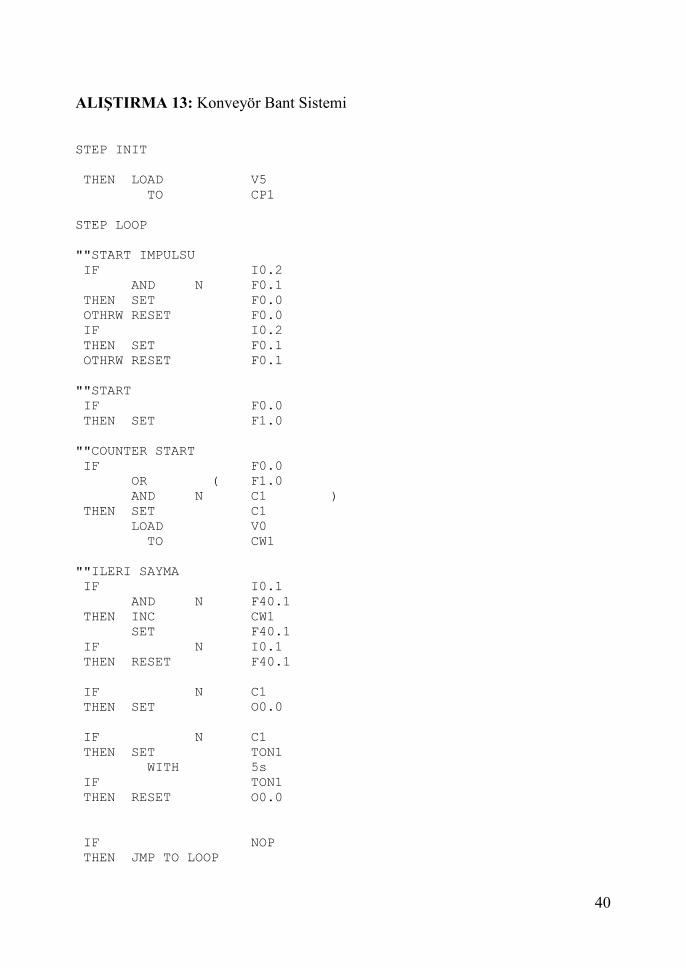
ALIŞTIRMA 13: Konveyör Bant Sistemi
STEP INIT
THEN LOAD V5
TO CP1
STEP LOOP
""START IMPULSU
IF I0.2
AND N F0.1
THEN SET F0.0
OTHRW RESET F0.0
IF I0.2
THEN SET F0.1
OTHRW RESET F0.1
""START
IF F0.0
THEN SET F1.0
""COUNTER START
IF F0.0
OR ( F1.0
AND N C1 )
THEN SET C1
LOAD V0
TO CW1
""ILERI SAYMA
IF I0.1
AND N F40.1
THEN INC CW1
SET F40.1
IF N I0.1
THEN RESET F40.1
IF N C1
THEN SET O0.0
IF N C1
THEN SET TON1
WITH 5s
IF TON1
THEN RESET O0.0
IF NOP
THEN JMP TO LOOP


















![GĐRĐŞ - Ankara Üniversitesiacikarsiv.ankara.edu.tr/browse/5449/6103.pdfsesinin açık bir şekilde vurgulandı ğı [зна jеши , дΟла je ши] gibi fiillerin de ğil,](https://img.pdfslide.net/doc/110x75/5e2fea837c40a60e45051218/gr-ankara-oe-sesinin-ak-bir-ekilde-vurguland-j.jpg)