Embed Size (px)
Citation preview


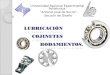
Los metales se expanden y contraen por efecto de la temperatura, al calentar el metal absorbe energía y se dilata, aumentando de tamaño, cuando el metal se enfría, se ejercen esfuerzos de contracción y el material disminuye de tamaño.
Cuando el calentamiento y el enfriamiento son uniformes y la dilatación no es obstaculizada, la pieza mantiene su forma y vuelve a tomar sus dimensiones, pero si el calentamiento o el enfriamiento no es uniforme o la dilatación es obstaculizada, se generan esfuerzos internos que pueden distorsionar la pieza.

Esquemas de distorsiones en piezas durante la soldadura
Los esfuerzos de dilatación y contracción no pueden evitarse, sin embargo pueden ser controlados:
Las piezas pueden ser pretensionadas para anticipar la distorsión.
El método de soldar en retroceso aporta menos calor a la pieza y reduce la distorsión.
Cordones alternados pueden cancelar o disminuir la distorsión (calentamiento menos localizado).
Precalentamiento local y punteado para inmovilizar los bordes que se van a soldar.

Mantener las propiedades del metal base
Mantener la forma y dimensiones originales de la pieza
Evitar distorsiones
Evitar esfuerzos residuales
Evitar aparición de fases frágiles
Evitar agrietamiento

La soldadura es un proceso dinámico → → Cambios Cambios rápidos de Temperaturarápidos de Temperatura
Líquido
Flujo continuo de calor
Sólido
La temperatura cambia con el tiempo

Formación de granos y límites de grano a partir del fundido Formación de granos y límites de grano a partir del fundido en la soldaduraen la soldadura
Formación de granos y límites de grano a partir del fundido Formación de granos y límites de grano a partir del fundido en la soldaduraen la soldadura
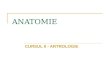
Proceso de solidificación de los metales, a) formación inicial de los granos, b) continuación de la solidificación y c) solidificación completa y límites de grano
Después de la soldadura, a medida que el metal es enfriado, un grupo de átomos comienza a arreglarse en una determinada estructura cristalina.
Esos cristales se orientan en todas direcciones y mientras la solidificación continúa, más cristales se forman a partir del metal líquido circundante.
Normalmente los cristales asumen la forma de dendritas y al continuar la solidificación, se dificulta su crecimiento y el líquido remanente solidifica en forma de cristales adyacentes.

Los primeros cristales inician en puntos de menor temperatura.
A medida que se enfría el metal soldado, el calor del centro del depósito se disipa en dirección del metal base, a través de los granos que se solidificaron primero. Por esto los granos en el centro son menores y poseen una textura más fina.
Esos granos ya en el estado sólido, permanecen más tiempo a altas temperaturas, lo que favorece su crecimiento.
El tamaño de grano puede tener efecto en la integridad de la soldadura: granos pequeños son
más resistentes que los grandes.
En caso de que aparezca una grieta, la tendencia es a propagarse en el área donde los granos son
mayores.

ZONAS METALÚRGICAS DE LA ZONAS METALÚRGICAS DE LA SOLDADURASOLDADURA
ZONAS METALÚRGICAS DE LA ZONAS METALÚRGICAS DE LA SOLDADURASOLDADURA

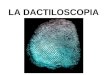
Zonas metalúrgicas de la soldadura • Zona de Fusión: Es la zona donde el metal de
soldadura fue depositado. Se fundió y después se solidifico. Esta zona esta compuesta de una mezcla de metal de aporte y metal base.
• Zona Afectada Térmicamente: Es la parte del metal adyacente a la zona de fusión, que ha sido calentada durante el proceso de soldadura hasta una temperatura que puede producir algunos cambios metalúrgicos significativos, estos cambios pueden ser crecimiento de grano, revenido del metal, endurecimiento o incluso la fragilización del material.
• Metal Base: Es todo el material metálico que no fue afectado por el calor aportado en el proceso de soldadura y su estructura metalúrgica permanece igual.

Compuesta por el metal base que ha sido calentado por encima de 650ºC y por debajo del punto de fusión. Una parte de esta zona ha sido transformada en austenita. Al enfriarse esta zona, las propiedades van a quedar determinadas por la velocidad de enfriamiento de la austenita y su transformación (TTT).
Se puede tener varios tipos de estructuras con diferentes propiedades.
Las propiedades finales serán función de la cantidad de austenita formada y de la velocidad de enfriamiento.
ZONA AFECTADA TÉRMICAMENTE ZONA AFECTADA TÉRMICAMENTE (ZAT)(ZAT)
ZONA AFECTADA TÉRMICAMENTE ZONA AFECTADA TÉRMICAMENTE (ZAT)(ZAT)

Las condiciones como se realiza la soldadura tienen efectos sobre la velocidad de enfriamiento:
Un aumento en la entrada de calor produce:
- Mayor calentamiento del metal base →→ la ZAT ZAT se amplía
- Se aumenta la velocidad de enfriamiento, favoreciendo la formación de estructuras duras.
Precalentamiento del metal base: reduce el gradiente de temperatura →→ disminuye la velocidad de enfriamiento
Poscalentamiento de la junta: se alivian tensiones residuales en las zonas de formación martensítica y bainítica →→ mayor ductilidad de ZATZAT

Metal base fundido o mezcla de metal base con metal de aporte
El metal base conserva la estructura original que no es afectada de manera significativa por la temperatura
ZAT adyacente a la soldadura. T suficientemente alta para que ocurran cambios microestructurales

EL METAL DE FUSIÓNEL METAL DE FUSIÓN EL METAL DE FUSIÓNEL METAL DE FUSIÓN
Aleación: metal de aporte + bordes fundidos del metal base.
Sus características y calidad dependen de:
- Composición química del metal de aporte y del metal base
- Reacciones químicas durante la fusión de los metales
- Ciclo de enfriamiento del metal de fusión
- Porcentaje de metal base y metal de aporte aleados en el cordón de soldadura (dilución ): A >> dilución → >→ > penetración del metal de fusión en el metal base.

CHARCO DE FUSIÓN Y DILUCIÓN CHARCO DE FUSIÓN Y DILUCIÓN CHARCO DE FUSIÓN Y DILUCIÓN CHARCO DE FUSIÓN Y DILUCIÓN
El metal de soldadura y la ZAT NO tienen las mismas El metal de soldadura y la ZAT NO tienen las mismas propiedades y características que las del metal de propiedades y características que las del metal de base….. ¿Por qué?... base….. ¿Por qué?...
El metal de aporte es fundido, mientras que la mayoría de los metales base es utilizada en el estado forjado o laminado.
Los materiales conformados presentan mayor resistencia, ductilidad y tenacidad que los materiales directamente obtenidos del estado fundido.

Por causa de las fuerzas electromagnéticas del arco, el pozo de fusión se mueve internamente en varios modelos de flujo. Esa turbulencia resulta en una uniformidad de temperatura y composición dentro del metal líquido, con excepción de la región más caliente en las inmediaciones de la raíz del arco.
La composición final del metal de soldadura es una mezcla de: metal del electrodo o de adición fundidometal del electrodo o de adición fundido ++ metal base fundidometal base fundido.
El metal depositado del electrodo o del metal de adición, es denominado "diluido" por el metal base fundido.
Cuando ningún metal es adicionado, por lo que el metal de soldadura es completamente formado de metal base, la dilución es definida como 100%.100%.
En la soldadura manual con electrodo revestido, o pase de raíz puede tener 30% de dilución y los pases subsecuentes tendrán una dilución ligeramente menor.

APORTE TÉRMICOAPORTE TÉRMICOAPORTE TÉRMICOAPORTE TÉRMICO
La mayoría de los procesos de soldadura utilizan una fuente de calor intensa y localizada.
Esta energía puede generar, en pequeñas regiones, T elevadas, altos gradientes térmicos, variaciones bruscas de temperatura →→ variaciones de microestructura y propiedades en un pequeño volumen de material.
En la soldadura de arco eléctrico el aporte térmico (heat input)(heat input) es el calor cedido a la unión soldada por unidad de ancho:
soldado de Velocidad
corriente x Voltaje térmico Aporte soldado de Velocidad
corriente x Voltaje térmico Aporte
Después de la soldadura, la disipación de calor ocurre Después de la soldadura, la disipación de calor ocurre principalmente por conducción en la pieza, desde regiones de principalmente por conducción en la pieza, desde regiones de
mayor T hacia el metal restante.mayor T hacia el metal restante.

CICLO TÉRMICO DURANTE LA CICLO TÉRMICO DURANTE LA SOLDADURASOLDADURA
CICLO TÉRMICO DURANTE LA CICLO TÉRMICO DURANTE LA SOLDADURASOLDADURA
La variación de la temperatura puede ser estimada en la forma de una curva denominada ciclo térmico.
TpTp:: temperatura de pico. T máxima alcanzada. Disminuye con la distancia al centro de la soldadura e indica la extensión de las regiones afectadas por el calor de soldadura.Tc:Tc: temperatura crítica. T mínima para que ocurra una alteración relevante (transformación de fase)tp:tp: tiempo de permanencia arriba de una temperatura crítica.
La velocidad de enfriamiento es dada por:t
TTv
21

DISTRIBUCIÓN TÉRMICADISTRIBUCIÓN TÉRMICADISTRIBUCIÓN TÉRMICADISTRIBUCIÓN TÉRMICA
Graficando las temperaturas pico en función de la distancia al cordón de soldadura, se obtiene una curva de repartición repartición térmicatérmica:

Los ciclos térmicos de soldadura y la repartición Los ciclos térmicos de soldadura y la repartición térmica dependen detérmica dependen de::
Tipo de metal base: a mayor conductividad térmica, mayor velocidad de enfriamiento
Geometría de la junta: una junta en T posee tres direcciones para el flujo de calor, mientras una junta a tope posee únicamente dos
Espesor de la junta: aumenta con la velocidad de enfriamiento hasta un espesor límite. Arriba de ese límite, la velocidad de enfriamiento no depende del espesor
La velocidad de enfriamiento disminuye con el aumento del aporte térmico.
Juntas en T se enfrían más rápidamente que juntas a tope.

ESTRUCTURA DEL METAL DE SOLDADURAESTRUCTURA DEL METAL DE SOLDADURAESTRUCTURA DEL METAL DE SOLDADURAESTRUCTURA DEL METAL DE SOLDADURA
En cordones de soldadura de aceros carbonoaceros carbono y carbono-manganesocarbono-manganeso los granos columnares son bordeados por la ferrita: plaquetas de ferrita creciendo a partir de los límites de grano: baja tenacidad, y en caso de ser necesario modificarla, el método usual es el normalizado.
En una soldadura multipases cada cordón de soldadura es tratado térmicamente por el cordón subsecuente.
El metal que es calentado arriba de la temperatura de transformación se recristaliza en granos equiaxiales de menor tamaño.

En estructuras que necesitan mantener su integridad a bajas temperaturas de servicio es importante la tenacidad: debe evitarse la técnica de soldado de cordones anchos, preferiblemente usar la técnica de cordones angostos.
Técnicas de soldadura de (a) anchos y (b) angostos
En aceros templados: calentamientos y enfriamientos rápidos pueden crear una capa dura de martensita al lado del cordón de soldadura. Un cuidadoso planeamiento de la secuencia de los pases finales puede reducir la dureza del metal depositado.
Hay materiales que no presenten cambios de fase en el estado sólido y no sufren refinado de grano durante el soldado por medio de multipases. Sin embargo, otras alteraciones como fusión de películas de bajo punto de fusión en los límites de grano, forman grietas durante la solidificación. Ejemplo: soldadura multipases de aceros inoxidables austeníticos.

Asociación Colombiana de Soldadura ACS
Enfriamiento en los AcerosEnfriamiento en los Aceros Cuando un acero se enfría lentamente
se obtiene como resultado una microestructura dúctil, la cual tiene una apariencia laminar y corresponde a la perlita.
Cuando un acero se enfría rápidamente se obtiene como resultado un endurecimiento con tendencia a la fragilidad y corresponde a una estructura martensítica.

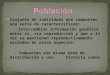
Correlación entre temperaturas generadas durante el proceso de soldadura y el diagrama Hierro - Carbono

Asociación Colombiana de Soldadura ACS
RELACIÓN ENTRE LA TEMPERATURA EXPERIMENTADA EN LAS REGIONES DE LA
SOLDADURA CON EL DIAGRAMA FE - C
CARACTERÍSTICAS:
La zona afectada por el calor, ZAC, no se funde, pero como está adyacente a la soldadura alcanzan temperaturas demasiado altas.Las velocidades de enfriamiento en esta zona son las más rápidas debido al fenómeno de conductividad

DIAGRAMAS DE DIAGRAMAS DE EQUILIBRIO.EQUILIBRIO.
Son gráficos que me permiten determinar el comportamiento de una aleación respecto a dos de sus elementos principales con relación a la temperatura. En ellos podemos ubicar las diferentes fases, compuestos, mezclas que se generen como producto de la aleación y sus diferentes estados en función de la temperatura.

MICROESTRUCTURAS.MICROESTRUCTURAS.
FERRITA.FERRITA. Es una solución
sólida de carbono en hierro alfa.
De estructura cristalina cúbica centrada en el cuerpo

CEMENTITA.CEMENTITA.
ES UN COMPUESTO
QUIMICO. Fe3C
Corresponde a un carburo de hierro. Muy duro pero también, muy frágil.

PERLITA.PERLITA. Es una mezcla
mecánica entre ferrita y cementita, que solo existe a temperaturas por debajo de 723 ° c.

AUSTENITA.AUSTENITA. Es una
solución sólida de carbono en hierro gamma, que solo existe a temperaturas por encima de 723 ° c.

MARTENSITA.MARTENSITA.• Es una solución
sólida sobre saturada de carbono en hierro alfa. Estructura típica de los aceros templados y se obtiene con el enfriamiento brusco de la austenita.

Asociación Colombiana de Soldadura ACS
VARIABLES A CONSIDERAR EN LA SOLDADURA Y QUE PRODUCEN CAMBIOS EN LAS PROPIEDADES
• Entrada de calor
• Precalentamiento
• Carbono equivalente del metal base
• Espesor

Asociación Colombiana de Soldadura ACS
Entrada de CalorEntrada de Calor
El uso de electrodos de diámetro pequeño, corrientes bajas y Avance más rápidas, tenderán a disminuir la entrada de calor y por lo tanto, incrementan la velocidad de enfriamiento.
A medida que la entrada de calor se incrementa, la velocidad de enfriamiento disminuye.

Asociación Colombiana de Soldadura ACS
Entrada de Calor (Cont.)Entrada de Calor (Cont.)
Q: Entrada de Calor (J/pulg)I: Corriente (A)V: Voltaje (Voltios) (pulg/min)

Asociación Colombiana de Soldadura ACS
PrecalentamientoPrecalentamiento
El uso del precalentamiento tiene un efecto significativo en la microestructura resultante de la ZAC.
Un precalentamiento tiende a reducir la rata de enfriamiento de la soldadura y en la ZAC, produciendo una mayor ductilidad.
Cuando no se usa precalentamiento la ZAC es angosta y presenta una dureza más alta (martensita).

OBJETIVO:OBJETIVO: Reducir la tasa de enfriamiento del metal → → disminuir la pendiente de la curva de enfriamiento de los diagramas TTT
La temperatura de precalentamiento puede variar desde 50°C a 540°C, siendo mas comúnmente aplicada en el intervalo de 150°C a 200°C.
Minimiza el riesgo de formación de estructuras duras y frágiles, especialmente en la zona afectada térmicamente. La soldadura solidifica con menos esfuerzos.
PRECALENTAMIENTOPRECALENTAMIENTOPRECALENTAMIENTOPRECALENTAMIENTO
Para aceros al carbono:
- %C hasta 0.25%: no es necesario el precalentamiento.
- %C entre 0.3 y 0.40 %: es conveniente precalentar 100 y 150ºC, para no alcanzar la velocidad crítica de enfriamiento.
- %C mayor al 0.45% y aceros de baja aleación: se deben precalentar según la cantidad de carbono equivalentecarbono equivalente.

La soldabilidad es opuesta a la templabilidad y la templabilidad La soldabilidad es opuesta a la templabilidad y la templabilidad es función del contenido del carbono equivalentees función del contenido del carbono equivalente
La necesidad del precalentamiento aumenta con los siguientes factores:
Contenido de carbono del material base.
Contenido de elementos aleantes del material de base;
Tamaño de la pieza
Temperatura inicial
Velocidad de soldado
Diámetro del electrodo

Asociación Colombiana de Soldadura ACS
CARBONO EQUIVALENTE

TEMPERATURA DE PRECALENTAMIENTO RECOMENDADA SEGÚN EL CARBONO EQUIVALENTE:
Carbón equivalente CE, % Temperatura dePrecalentamiento recomendada
< 0,30 Opcional
0,31 - 0,45 100°C - 200°C
0,45 - 0,60 200°C - 250°C
> 0,60 250°C - 300°C
Aceros herramienta,aceros para resortes,aceros de composición desconocida
~ 300°C

Asociación Colombiana de Soldadura ACS
INFLUENCIA DEL PRECALENTAMIENTO EN EL VALOR DE DUREZA EN LA ZAC, EN ACEROS AL CARBONO

Asociación Colombiana de Soldadura ACS
Carbono EquivalenteCarbono Equivalente
Tiene el efecto más pronunciado en el endurecimiento del acero, por tanto se debe conocer, cuanto está presente en la aleación.
A mayor %C se presenta mayor endurecimiento en el acero.
De acuerdo al %C se puede predecir la Tº de precalentamiento, para obtener los mejores resultados.

Asociación Colombiana de Soldadura ACS
Espesor del Material BaseEspesor del Material Base
La soldadura en metales bastantes gruesos se enfría más rápidamente que en las secciones delgadas.
Se deben utilizar precalentamientos en secciones gruesas para mejorar las propiedades mecánicas resultantes en la ZAC.

Calentamiento de la junta soldada inmediatamente después de realizada la soldadura.
OBJETIVO:OBJETIVO: Tiene la misma función del precalentamiento: mantener la temperatura de la pieza en un nivel suficientemente elevado, para que la junta soldada enfríe lentamente. El resultado es una mayor ductilidad en la región soldada.
POSCALENTAMIENTOPOSCALENTAMIENTOPOSCALENTAMIENTOPOSCALENTAMIENTO
Además del precalentamiento y del poscalentamiento, otros tratamientos son empleados en juntas soldadas para modificar las propiedades del metal soldado.Estos requieren temperaturas más altas que el precalentamiento y el poscalentamiento. Aunque son aplicados después de que la soldadura fue aplicada, difieren de los anteriores en que la soldadura se deja enfriar antes de iniciar el tratamiento.

ALIVIO DE TENSIONES ALIVIO DE TENSIONES ALIVIO DE TENSIONES ALIVIO DE TENSIONES
Una manera de minimizar las tensiones, es a través de un calentamiento uniforme de la estructura después que la soldadura ha sido realizada. A temperaturas un poco por debajo del punto donde pueda ocurrir alguna alteración microestructural y luego enfriado lentamente.
El metal más próximo del cordón está sujeto a las más altas temperaturas
A medida que aumenta la distancia la temperatura disminuye
El calentamiento heterogéneo causa contracción-expansión y puede causar distorsiones y tensiones internas en la pieza.

Ventajas:Ventajas: Aumenta la ductilidad, sin embargo disminuye ligeramente la resistencia mecánica.
Procedimiento: Procedimiento:
Calentamiento de la pieza a una temperatura alrededor de 600°C y sostenimiento de una hora por cada 25 mm de espesor.
Enfriamiento lento al aire calmado hasta 300°C.
Si es imposible llevar la pieza a esas temperaturas, pueden ser empleadas temperaturas menores con un sostenimiento más prolongado. Tiempo y temperatura de alivio de
tensiones
Temperatura, °C Tiempo, (h/25mm)
595 1
565 2
535 3
510 5
480 10

MARTILLADOMARTILLADOMARTILLADOMARTILLADO
Se aplica para reducir los esfuerzos creados en el cordón de soldadura.
Este procedimiento no se debe realizar en el primer no se debe realizar en el primer pasepase (cordón de raíz), ya que se puede agrietar la soldadura o separar las partes
Tampoco se debe realizarTampoco se debe realizar en la última capa de en la última capa de soldadurasoldadura, ya que se puede limitar la realización de un recocido posterior del metal.

ALEAR:ALEAR: Adicionar un metal o un no metal a los metales puros Los metales que son soldados, raramente están en estado puro. Las propiedades mas importantes que pueden ser mejoradas
por los elementos de aleación son: dureza, resistencia mecánica, ductilidad y resistencia a la corrosión.
Los elementos de aleación hacen las veces de solutos, y pueden quedar en la matriz del metal en alguna de las de los siguientes maneras:
Como átomos intersticiales: solución sólida intersticial

EFECTO DE LOS ELEMENTOS DE ALEACIÓN EN LOS EFECTO DE LOS ELEMENTOS DE ALEACIÓN EN LOS ACEROSACEROS
EFECTO DE LOS ELEMENTOS DE ALEACIÓN EN LOS EFECTO DE LOS ELEMENTOS DE ALEACIÓN EN LOS ACEROSACEROS
CARBONO:CARBONO: %C hasta 2%%C hasta 2% → Acero, %C %C >> 2% 2% → Fundición Así el carbono sea un elemento de aleación deseable: ↑ %C↑ %C pueden
causar problemas como la formación de carburos. Aumenta la templabilidad, la resistencia y la dureza del acero.
FÓSFORO:FÓSFORO: Elemento perjudicial en los aceros: reduce la ductilidad y la
resistencia al impacto. Sin embargo, en algunos aceros se agregan pequeñas cantidades para
aumentar su resistencia a la tensión y mejorar la maquinabilidad, pero tiene un efecto perjudicial en el conformado en frío y la tenacidad a baja temperatura.

AZUFRE:AZUFRE: Elemento perjudicial en los aceros y se trata de minimizar su
contenido. Elemento indeseable en la soldadura y su efecto se minimiza con
adición de manganeso. Los aceros con ↑%S↑%S son difíciles de soldar: se recomienda usar
electrodos básicos para que absorban el azufre del baño y lo mantengan en la escoria, disminuyendo la porosidad en la soldadura.
MANGANESO:MANGANESO: Esta presente en casi todas las aleaciones de acero y constituye uno de
sus elementos básicos. Es formador de austenita y al combinarse con azufre previene la
formación de sulfuro de hierro en los bordes del grano: agente desulfurante y desoxidante.
%Mn %Mn >> 1% 1% → acero aleado al manganeso: aumenta la capacidad de endurecimiento del acero y reduce el intervalo crítico de temperaturas.

SILICIO:SILICIO: Agente desoxidante en todos los aceros. Cuando se adiciona a aceros de muy bajo %C%C , produce un material
frágil. El uso principal del silicio es (con otros elementos de aleación como
Mn, Cr, V) el de estabilizar los carburos. Es un formador de ferrita y aumenta la capacidad de endurecimiento
mejorando las propiedades mecánicas del acero. En consumibles de soldadura es algunas veces adicionado para
aumentar la fluidez del metal de soldadura.
CROMO:CROMO: • Es un formador de ferrita y aumenta la profundidad de endurecimiento, además aumenta la resistencia mecánica a altas temperaturas y a la oxidación. • Elemento de aleación en aceros inoxidables• Por su capacidad de formar carburos, se utiliza en recubrimientos duros de gran resistencia al desgaste, ya que origina la formación de diversos carburos de cromo. • Amplía el intervalo crítico de temperatura.

NÍQUEL:NÍQUEL:
Principal formador de austenita.
Aumenta la tenacidad y resistencia al impacto: elemento más efectivo para ↑↑ resistencia del acero a bajas temperaturas, sin disminuir la ductilidad.
Se utiliza en los aceros inoxidables: aumentar la resistencia a la corrosión.
El CrCr se utiliza con frecuencia junto con el NiNi: la tenacidad y ductilidad (NiNi) + resistencia al desgaste y dureza (CrCr). Presenta propiedades únicas para soldar hierros fundidos.MOLIBDENO:MOLIBDENO:
• Aumenta la profundidad de endurecimiento del acero, y su resistencia al impacto →→ Es el elemento más afectivo para mejorar la resistencia del acero a las bajas temperaturas.
• Forma carburos y también se disuelve en la ferrita hasta cierto porcentaje: intensifica su tenacidad.
Los aceros inoxidables austeníticos contienen molibdeno para ↑↑ la resistencia a la corrosión.

VANADIO:VANADIO:
• Promueve la formación de ferrita, carburos, grano fino
• Fuerte desoxidante y aumenta la tenacidad del acero.
• Tiene la capacidad de endurecimiento por solución en la ferrita y la austenita, que aumenta la resistencia al desgaste en los aceros: se utiliza ampliamente en aceros para herramientas.
COBRE:COBRE:
• Estabilizador medio de la austenita.
• En cantidades del 0.25%0.25% aprox, incrementa la resistencia al desgaste.
• En bajas cantidades como 0.5%0.5%, no perjudica la soldabilidad de los aceros, además mejora la resistencia a la corrosión de aceros al carbón.

BORO:BORO:
• Se utiliza básicamente para aumentar el endurecimiento en el acero.
• Una pequeña cantidad de boro, tiene un efecto muy marcado en el endurecimiento del acero, que imparte al acero características de revestimiento duro.
COLUMBIO:COLUMBIO:
• Se utiliza básicamente en aceros inoxidables austeníticos con el objeto de estabilizar los carburos y aumentar la resistencia a la corrosión en los inoxidables.
TUNGSTENO (WOLFRAMIO):TUNGSTENO (WOLFRAMIO):
• Imparte tenacidad y dureza por medio de una estructura densa y fina, además de conservar estas propiedades a alta temperatura.
• Forma carburos: son excepcionalmente duros, dándole al acero una alta resistencia al desgaste →→ lo hace apto para aplicaciones de revestimiento duro o en aceros para herramientas.

COBALTOCOBALTO:
• Elemento con una ligera tendencia a formar carburos, es un débil estabilizador de la austenita, disminuye la templabilidad y es poco usado en los aceros.
• Se aplica donde se requiere de un revestimiento duro para servicio a alta temperatura, ya que disuelto en la ferrita o la austenita produce una gran efecto endurecedor.
NITRÓGENO:NITRÓGENO:
• Potente estabilizador de la austenita y puede agregarse a los aceros inoxidables austeníticos para reducir la cantidad de Níquel.
ALUMINIO:ALUMINIO:
• Se usa principalmente como desoxidante del acero.
• Disminuye el crecimiento del grano al formar óxidos dispersados y nitruros.

Propiedades mecánicasPropiedades mecánicasDescriben la forma en que un material soporta fuerzas aplicadas, incluyendo fuerzas de tensión, compresión, impacto, cíclicas o de fatiga, o fuerzas a altas temperaturas

Propiedades mecánicasPropiedades mecánicasTenacidadTenacidad
Es la propiedad que tienen ciertos materiales de soportar, sin deformarse ni romperse, los esfuerzos bruscos que se les apliquen.
Es la resistencia que opone un material a ser roto, molido, doblado, desgarrado o suprimido

Propiedades mecánicasPropiedades mecánicas

Propiedades mecánicasPropiedades mecánicas
La resistencia que un cuerpo opone a ser penetrado por otro
existen dos escalas de dureza: Dureza Rockwell y Brinell,
Metal Dureza BrinellAcero muy duro 500 HB
Acero poco duro 110 HB
Bronce 100 HB
Aluminio 25 HB

Propiedades mecánicasPropiedades mecánicas
ElasticidadElasticidad
Es la capacidad que presentan determinados materiales de recobrar su forma original después de haber sido deformados, cuando cesa la fuerza exterior que los deformó.
Para poder cuantificar esta propiedad, se define el limite elástico (E), en unidades de Kg-f/mm2 . Esto se halla mediante un ensayo de tracción: E= F/S. Así,

Propiedades mecánicasPropiedades mecánicas
Es la capacidad que tienen los materiales de adquirir deformaciones permanentes

Propiedades mecánicasPropiedades mecánicas
Otra variante de la plasticidad
Es la propiedad que poseen ciertos metales para poder estirarse en forma de hilos finos

Propiedades mecánicasPropiedades mecánicas
Otra variante de la plasticidad Consiste en la posibilidad de transformar algunos metales en láminas delgadas

Asociación Colombiana de Soldadura ACS
PROPIEDADES FISICAS DE PROPIEDADES FISICAS DE LOS METALESLOS METALES
• DENSIDAD
• PUNTO DE FUSION
• CONDUCTIVIDAD TERMICA
• CALOR ESPECIFICO
• COEFICIENTE DE EXPANSION TERMICA
• CONDUCTIVIDAD ELECTRICA

Asociación Colombiana de Soldadura ACS
DensidadDensidad
Se expresa en unidades de masa por unidad de volumen
SI kg/m³ US lb/ft³

Asociación Colombiana de Soldadura ACS
Punto de FusiónPunto de Fusión
TEMPERATURA a la cual un metal pasa de estado sólido a
estado líquido
SI (ºC) US (ºF)

Asociación Colombiana de Soldadura ACS
Conductividad TérmicaConductividad TérmicaCapacidad que tiene un metal para transmitir el
calor a través de su masa.
•Es mayor la conductividad térmica de la plata comparada con el cobre.
•La conductividad térmica del aluminio es la mitad del cobre.
•Los aceros están entre la quinta y la décima parte de la conductividad térmica del cobre.

Asociación Colombiana de Soldadura ACS
Calor EspecíficoCalor EspecíficoMedida de la cantidad de calor requerido para incrementar la
temperatura de un metal en una cantidad específica.

Asociación Colombiana de Soldadura ACS
Coeficiente de Expansión Coeficiente de Expansión TérmicaTérmica
Medida del incremento lineal por unidad de longitud, debido al cambio de
temperatura experimentado en un metal (incremento en las dimensiones
producidas por el calor).
El aluminio es el metal de mayor expansión térmica.
Concepto importante: por el alabeo presentado, su control y configuración

Asociación Colombiana de Soldadura ACS
Conductividad EléctricaConductividad EléctricaCapacidad de un metal para
conducir la corriente eléctrica.
A mayor temperatura sobre un metal la conductividad disminuye.
Propiedad importante para procesos de soldadura por
resistencia.
Metales de mayor Conductividad: Platínicos, cobre, etc.

TRATAMIENTOS TÉRMICOS Combinación de operaciones de calentamiento y enfriamiento, de tiempo determinado y aplicada a un metal o aleación en el estado sólido, en una forma tal que producirá propiedades deseadas. El primer paso en un tratamiento térmico del acero es calentar el material a una temperatura por encima del intervalo crítico para formar austeníta.
TRATAMIENTOS TÉRMICOS Combinación de operaciones de calentamiento y enfriamiento, de tiempo determinado y aplicada a un metal o aleación en el estado sólido, en una forma tal que producirá propiedades deseadas. El primer paso en un tratamiento térmico del acero es calentar el material a una temperatura por encima del intervalo crítico para formar austeníta.

TEMPLE Tiene por objeto endurecer y aumentar la resistencia de los aceros. Para ello, se calienta el acero a una temperatura ligeramente más elevada que la crítica superior y se enfria rápidamente en agua o aceite. REVENIDO Es el tratamiento térmico que efectúa después del Temple, y consiste en calentar el acero templado a una temperatura inferior al punto crítico y enfriarlo en agua, aire o aceite. La finalidad de este proceso es:
Quitar las tensiones moleculares del temple. Aumentar la tenacidad y la resistencia perdida por el temple. Mejorar las características mecánicas del material, mejorando y
homogeneizando las estructuras.

REFINADO Es el tratamiento térmico combinado de temple y del revenido a altas temperaturas, usados únicamente para los aceros aleados. Tienen como fin mejorar las propiedades mecánicas de los aceros en construcción confiriéndoles el máximo grado de dureza compatible con el máximo de resistencia y tenacidad. Por lo tanto, la diferencia del revenido entre un acero de herramienta y otro de construcción consiste, en que el primero es un revenido a baja temperatura con el objeto de quitar las tensiones y fragilidades del acero a todo temple y el segundo es un revenido a altas temperaturas a efectos de conseguir la mayor tenacidad.

RECOCIDO Es el tratamiento de calentar una pieza a una temperatura convenientemente elevada, y luego dejarla enfriar lentamente. La temperatura de calentamiento del recocido depende de la calidad del acero y de los fines que se quieran alcanzar. Estos pueden ser:
Afinar la estructura Proporcionar al acero máximo grado de blandura Eliminar tensiones internas, fragilidad y dureza. (regenerar su
estructura).

NORMALIZADO Es el tratamiento térmico que tiene semejanza con el recocido, y que consiste en calentar el acero a una temperatura entre 100o - 150o, por encima de su punto crítico dejándolo luego enfriar al medio ambiente. Tiene como fin dar al acero fraguado que tiene el grado muy irregular, una estructura homogénea y normal. Si al normalizado sigue el recocido de ablandamiento, este se puede realizar calentado a temperaturas inferiores de la normal (650o – 680oF). Si el tratamiento se realiza sobre piezas de acero que han sido calentadas con el fin de afinar el grueso del grano, el tratamiento se denomina de Generación.