Embed Size (px)
Citation preview
2013
Guillermo García González
2
Planes de Muestreo de Aceptación
INTITUTO TECNOLÓGICO DE CERRO AZUL
Ing. Industrial (Sistema Abierto)
Catedrático:
Ing. Sandra Martínez Lugo
Guillermo García González

3
Contenido
Introducción
UNIDAD 4 Planes de Muestreo de Aceptación.............................................................................5
4.1 Conceptos básicos del muestreo de aceptación.................................................................5
4.2 Uso de tablas de muestreo (MIL-STD, 414, 105D, y DODGE ROMING)...............................9
4.2.1 Plan de muestreo de aceptación por atributos.........................................................19
4.2.2 Plan de muestreo de aceptación por variables
Conclusión
Bibliografía
García González 4
INTRODUCCIÓN
En el área industrial, principalmente si se hablamos de llevar un alto grado de calidad en los procesos productivos, se necesita de técnicas o procedimientos mediante los cuales se pueda decidir si aceptar o rechazar un lote de productos, esto de acuerdo a ciertas especificaciones o estándares de calidad, y es precisamente este tipo de procedimientos o planes de los que se tratará en el presente trabajo.
Estos procedimientos son conocidos como Planes de muestreo de aceptación y son muy útiles para la inspección de materias primas, productos semi-elaborados y otros componentes; para determinar si éstos cumplen con el nivel mínimo exigido.
En los últimos años ha ido disminuyendo el interés del muestreo de aceptación, en tanto el control estadístico de procesos ha venido adquiriendo un papel cada vez más prominente en las actividades del control de calidad.
No obstante, el muestreo de aceptación aún mantiene el interés dentro del cuerpo general de conocimiento que es la ciencia de la calidad.
García González 5
UNIDAD 4 PLANES DE MUESTREO DE ACEPTACIÓN
4.1 Conceptos básicos del muestreo de aceptación
Se define una muestra como “una porción… que se toma para evidenciar la calidad del conjunto”. El muestreo de aceptación es la inspección por muestras en la que se toma la decisión de aceptar o no un producto o servicio; también la metodología que trata de los procedimientos por los que las decisiones de aceptar o no se basan sobre los resultados de la inspección de las muestras.
Primero que nada, tenemos que saber que la inspección para tener aceptación, se realiza en muchas de las etapas de la producción. A la hora de recibir los materiales o piezas o materia prima, durante la manufactura, al terminarlo y ya que el producto es comprado por el consumidor. Esta inspección para aceptación es en gran parte sobre la base de muestreo. Claro que con ningún procedimiento de muestreo se puede eliminar el producto no conforme. Se supone que la mejor forma de tener un producto que cumpla con las especificaciones requeridas es hacerlo bien a la primera vez:
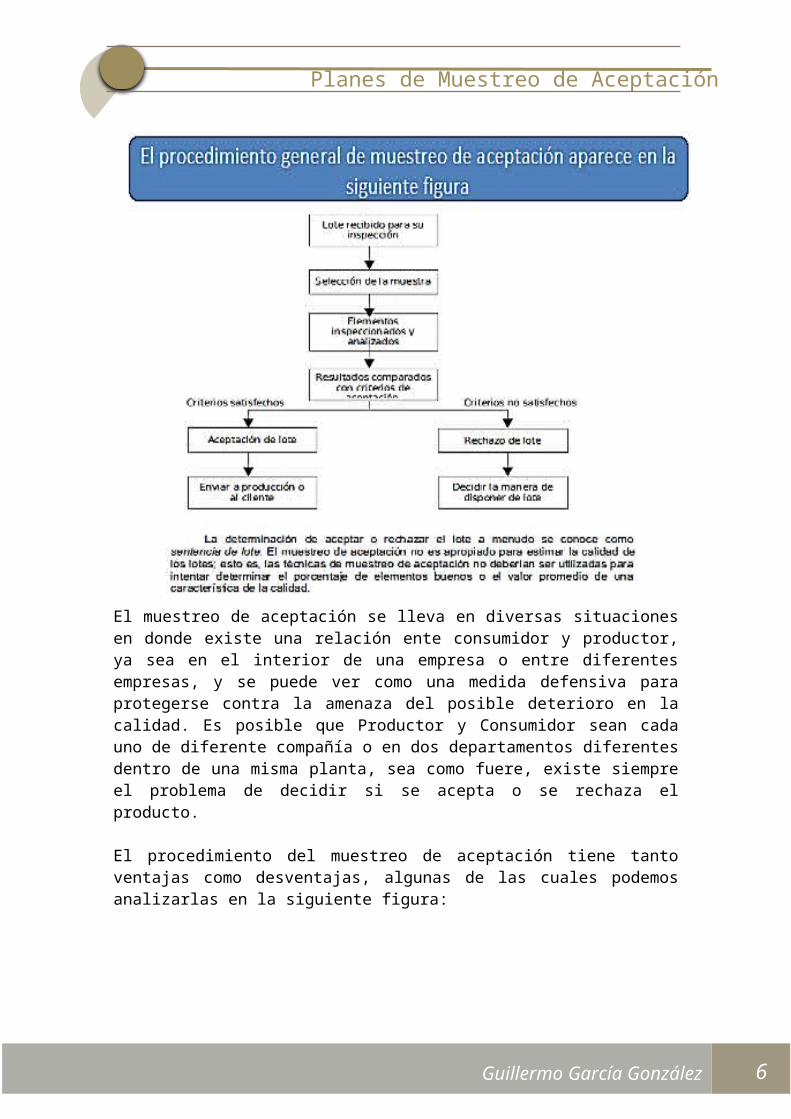
El muestreo de aceptación se lleva en diversas situaciones en donde existe una relación ente consumidor y productor, ya sea en el interior de una empresa o entre diferentes empresas, y se puede ver como una medida defensiva para protegerse
García González 6
contra la amenaza del posible deterioro en la calidad. Es posible que Productor y Consumidor sean cada uno de diferente compañía o en dos departamentos diferentes dentro de una misma planta, sea como fuere, existe siempre el problema de decidir si se acepta o se rechaza el producto.
El procedimiento del muestreo de aceptación tiene tanto ventajas como desventajas, algunas de las cuales podemos analizarlas en la siguiente figura:
En particular si las características de calidad son variables de atributos, entonces un plan simple de muestro de aceptación está definido por:
N ------- Tamaño de loten ------ tamaño de la muestrac ------ número de aceptación
Se debe tener claro que el muestreo de aceptación, al ser una forma particular de inspección, simplemente acepta y rechaza lotes, pero no mejora la calidad. Es decir el muestreo de aceptación no es una estrategia de mejora de la calidad, es más bien una forma de garantizar que se cumplan ciertas especificaciones de calidad que han sido definidas, tampoco este tipo de muestreo proporciona buenas estimaciones de la calidad del lote.
Donde aplicarlo: En elementos (componentes) terminados. Componentes y materias primas. Operaciones. Materiales en proceso. Materiales en almacenamiento.

García González 7
Operaciones en almacenamiento. Datos o Registros. Procedimientos administrativos.
Cuando aplicarlo: Cuando la aplicación de una prueba implica la destrucción del producto (ej.
Prueba de un fusible eléctrico). Cuando el costo es alto para hacer una inspección del 100% es muy elevado,
comparado con el costo que implica pasar una unidad no conforme. Cuando son muchas y similares las unidades que se van a inspeccionar, el
muestreo produce una mejor opción que el inspeccionar al 100%. Cuando no se dispone de información sobre la calidad de producto, ejemplo, la
gráfica X, R, p, o c. Cuando el lote lo forman una gran cantidad de artículos que habría que
inspeccionar y la probabilidad de error en la inspección es suficientemente alta, de tal manera que la inspección al 100% podría dejar pasar más unidades defectuosas que un plan de muestro.
Cuando no se dispone de una inspección automatizada. Cuando es necesario asegurar la confiabilidad del producto, aunque la
capacidad del proceso fabricante del lote sea satisfactoria. En situaciones donde históricamente el vendedor ha tenido excelentes niveles
de calidad y se desea una reducción de la cantidad de inspección, pero la capacidad del proceso no es suficientemente buena como para no inspeccionar.
Definiciones importantes
Inspección: “Es el proceso de medición, examen, comprobación y otra forma de comparación de la unidad del producto con las especificaciones”
Unidad del producto: “ Es el objeto que se examina a fin de determinar su clasificación como defectivo o no defectivo o bien para contarle el número de defectos”. Podría consistir en un solo artículo, en un par, en un conjunto, una longitud, un área, una operación, un volumen, un componente para un producto final, el mismo producto final, la unidad del producto puede o no ser la misma de la de compra.
Muestra: “Consiste en una o más unidades del producto que se tomen de un lote o de una producción unitaria, estas unidades de la muestra deberán ser tomadas al azar sin aferrarse su calidad. El número de unidades del producto dentro de la muestra se denomina tamaño de la muestra.
Muestreo representativo: “Siempre que sea posible, el número de unidades en la muestra se debe seleccionar en proporción con el tamaño de los sublotes o porciones de una producción unitaria, que puedan ser identificados con algún criterio racional. Las unidades de cada una de las partes del lote o porciones de la producción se deben de tomar al AZAR”.
García González 8
Tiempo de muestreo: “Las muestras se pueden tomar después de que se hayan reunido todas las unidades que formen el lote o la producción unitaria o se pueden tomar durante la formación del lote o producción”.
Plan de muestreo: “Un plan de muestreo indica el número de unidades del producto de cada lote o producción que debe ser inspeccionado (el tamaño de muestra o serie de tamaños de muestra), y el criterio para la determinación de la aceptabilidad del lote o producción (los números de aceptación y el rechazo)”.
Nivel de inspección: “El nivel de inspección determina la relación que debe existir entre el tamaño del lote o producción y el tamaño de la muestra”.
Interrupción de una inspección: En el caso de que 10 lotes consecutivos o producciones en una inspección severa se encuentren una cantidad considerable de defectos que hagan que se rechacen los lotes; se deberá interrumpir la inspección y quedará pendiente para tomar acción en la mejora de calidad del material presentado.
Falta de Conformidad: El grado de la falta de conformidad de un producto se debe expresar, ya sea en función del porciento defectivo o en función de los defectos por cada cien unidades.
Porciento Defectivo: Es igual a cien veces el número de unidades defectivas contenidas en el producto, divididas entre el número total de unidades que forman el producto.
Defectos por cada cien unidades: Es igual a cien veces el número de defectos contenidos en las unidades (es posible que uno o más defectos en cada unidad del producto), dividido entre el número total de unidades que forman el producto.
García González 9
4.2 Uso de tablas de muestreo
NORMA MIL STD 414 (ANSI/ASQC Z1.9)
Es un plan de muestreo para aceptación por variables, se introdujo en 1957, su punto focal es el nivel de calidad aceptable, que varía de 0.04 a 15%. Existen cinco niveles de inspección, donde el nivel IV se considera “normal”. Utiliza letras códigos para los tamaños de muestra, los tamaños muéstrales son una función del tamaño del lote y del nivel de inspección.
En esta norma se pueden emplear dos procedimientos: para el caso de limites unilaterales se aplica el procedimiento 1 o 2. Si hay límites bilaterales, se utiliza el procedimiento 2.
Esta norma se divide en cuatro secciones:
Sección A.- es una descripción general de los planes de muestreo, incluyendo ediciones, letras código para el tamaño de la muestra, y curvas CO para varios planes de muestreo.
Sección B.- ofrece planes de muestreo por variables que se basan en la desviación estándar de la muestra, para el caso en el cual se desconoce la variabilidad del lote o del proceso.
Sección C.- presenta planes de muestreo por variables que se basan en el método de la amplitud muestral.
Sección D.- proporciona planes de muestreo por variables para el caso en el que se conoce la desviación estándar del proceso.
La MIL STD 414 proporciona información para un cambio a la inspección estricta o a la reducida, cuando ella se justifica. Se usa la media del proceso como base para determinar cuándo se realizara dicho cambio. Como media del proceso se toma el promedio de las estimaciones muéstrales del porcentaje defectuoso, calculadas a partir de los lotes sometidos a la inspección original. Normalmente la media del proceso se calcula a partir de la información de los 10 lotes anteriores. Debe implantarse la inspección estricta siempre que la media del proceso exceda al NCA, y cierto número de los lotes (mayor a un valor T en los que se basa la media del proceso tenga estimaciones del porcentaje defectuoso mayores que el NCA.La tabla 11.6 presenta los valores de T. Se utiliza la inspección reducida cuando:
1.- los 10 lotes anteriores han estado bajo la inspección normal y no se ha rechazado ninguno,2.- el porcentaje defectuoso estimado para cada uno de dichos lotes es menor que un límite inferior especificado, para el cual se proporciona una tabla especial, o en ciertos planes, cuando el porcentaje defectuoso estimado es igual a cero para un numero especificado de lotes consecutivos;3.- La producción es estable.

García González 10
Es necesario estimar la fracción defectuosa cuando se aplica el procedimiento 2 de la MIL STD 414. También se requiere implementar las reglas de cambio entre la inspección normal, la estricta y la reducida. En la norma se proporcionan tres tablas para estimar la fracción defectuosa. La selección de la tabla adecuada depende de que se suponga conocida la desviación estándar, se estime la desviación estándar mediante la desviación estándar muestral, o se use la amplitud de los datos muéstrales. Estas tablas se denominan a veces Lieberman- Resnikoff (tabla 11.7), se emplean para estimar la fracción defectuosa correspondiente a ZLIE y ZESE cuando se desconoce la variabilidad del proceso, y se estima mediante la desviación estándar muestral. Los números en la tabla son las probabilidades de que la variable normal sea menor que o igual a Z. Estas tablas no solo son útiles para el muestro por variables, sino también para cualquier situación problemática en la que se necesita una estimación de los porcentiles de una distribución normal con una media y una desviación estándar desconocidas.
Cuando se empieza a utilizar la MIL STD 414, puede elegirse entre los procedimientos de la desviación estándar conocida y la desviación estándar desconocida. Cuando no se tiene alguna base para conocer Sigma, debe utilizarse obviamente el plan de la desviación estándar desconocida. Sin embargo, es conveniente llevar una grafica de R o de S para los resultados de cada lote, con objeto de obtener una cierta información acerca del estado de control estadístico de la dispersión en el proceso de manufactura. Si este diagrama indica un control estadístico, será posible cambiar a un plan de sigma conocida. Tal cambio reduciría el tamaño muestral requerido. Incluso en un proceso sin control perfecto, la gráfica de control podría proporcionar información conduncente a una estimación conservadora de sigma para su uso en un plan de sigma conocida. Cuando se utiliza un plan de sigma conocida, es necesario llevar un diagrama de control R o S como una verificación continua de la suposición de variabilidad estable y conocida del proceso.
La MIL STD 414 contiene un procedimiento especial para planes mixtos de muestreo de aceptación por variables y atributos. Si el lote no satisface los criterios de aceptación del plan por variables, se obtendrá un plan de muestreo por atributos MIL STD 105D utilizando la inspección estricta y el mismo NCA. Se puede aceptar un lote por cualquiera de los planes, pero tiene que ser rechazado por ambos métodos por variables y por atributos.
García González 11
García González 12
García González 13

García González 14

García González 15
García González 16
García González 17
García González 18
García González 19
4.2.1 Planes de Muestreo de Aceptación por Atributos
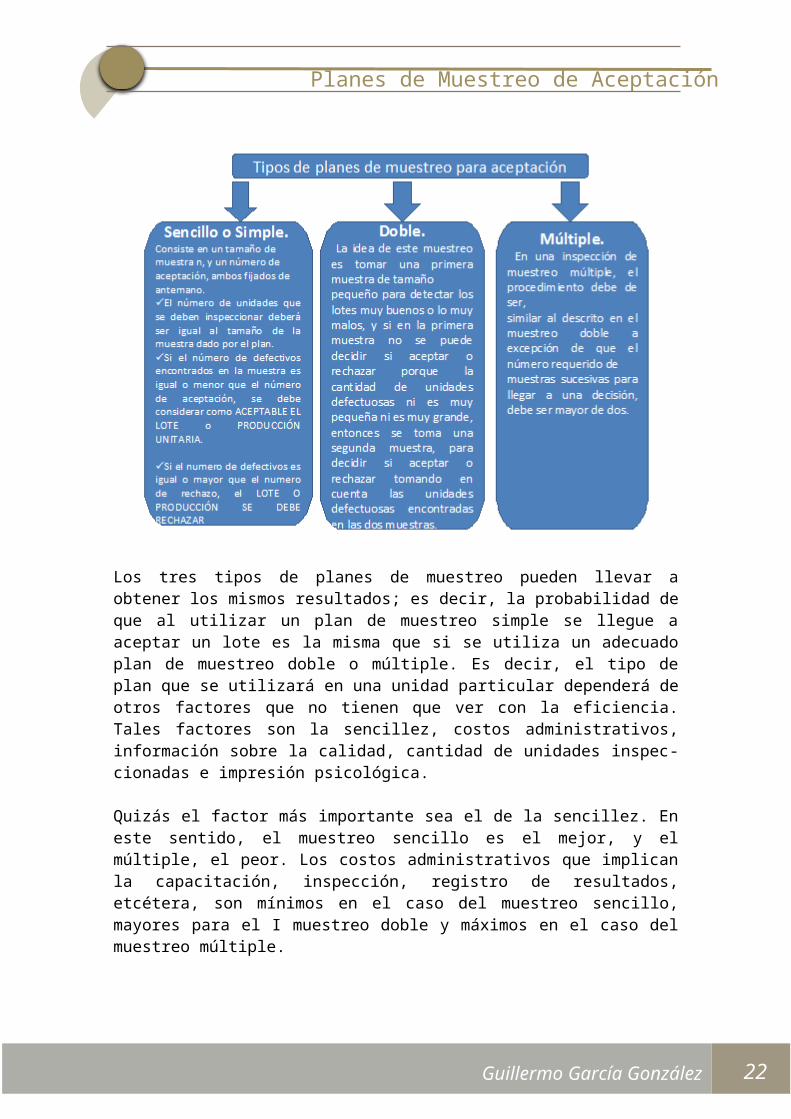
En los planes de muestreo para aceptación por atributos hay tres tipos de planes:
Los tres tipos de planes de muestreo pueden llevar a obtener los mismos resultados;

García González 20
es decir, la probabilidad de que al utilizar un plan de muestreo simple se llegue a aceptar un lote es la misma que si se utiliza un adecuado plan de muestreo doble o múltiple. Es decir, el tipo de plan que se utilizará en una unidad particular dependerá de otros factores que no tienen que ver con la eficiencia. Tales factores son la sencillez, costos administrativos, información sobre la calidad, cantidad de unidades inspec-cionadas e impresión psicológica.
Quizás el factor más importante sea el de la sencillez. En este sentido, el muestreo sencillo es el mejor, y el múltiple, el peor. Los costos administrativos que implican la capacitación, inspección, registro de resultados, etcétera, son mínimos en el caso del muestreo sencillo, mayores para el I muestreo doble y máximos en el caso del muestreo múltiple.
Con el muestreo sencillo se obtiene más información sobre el nivel de la calidad de cada lote que en el muestreo doble y mucho más que en el muestreo múltiple.
En general, la cantidad de unidades inspeccionadas es mayor en el muestreo sencillo que en el doble, siempre y cuando la calidad del lote sea tal que sólo ocasionalmente se necesiten segundas muestras. Por lo general, en el muestreo múltiple se necesita inspeccionar menos unidades que en el muestreo doble, siempre y cuando la decisión de aceptar o rechazar el lote se tome en las primeras etapas del proceso de muestreo.El quinto factor se refiere al efecto psicológico que produce cada uno de los tres tipos de planes de muestreo. En el caso del muestreo sencillo es evidente que no habrá una segunda oportunidad; sin embargo, en el caso del muestreo doble, si la primera muestra está justo en el límite, es posible una segunda oportunidad al tomar otra muestra. A muchos productores les agrada el efecto psicológico de una segunda oportunidad que se presenta en el caso de la segunda muestra. En el caso del muestreo múltiple hay muchas "segundas oportunidades" y, consecuentemente, el efecto psicológico es menor que en el muestreo doble.
Para establecer un plan de muestreo simple es necesario definir:
NCA (AQL): Nivel de Calidad Aceptable. Es el máximo porcentaje de defectuosos que un productor acepta en su
proceso. Si p (probabilidad de defectuosos) < NCA el proceso se considera de buena calidad. Asociado a α
Es el % máximo de artículos defectuosos en un lote que pueden ser considerados aceptables en promedio.
Sería deseable que los lotes tuvieran, en promedio, esta calidad o mejor. Si el proceso tuviera esta calidad, la inmensa mayoría de los lotes deberían ser
aceptados. Es la definición numérica de un buen lote
PDTL (RQL): Porcentaje Defectuoso Tolerable por Lotes. Porcentaje defectuoso tolerable por lotes. Es el máximo porcentaje de
defectuosos que un consumidor acepta. Asociado a β

García González 21
El % de artículos defectuosos en un lote que el consumidor quiere que tenga una baja probabilidad de aceptación.
Un lote que tenga calidad cercana al PDTL, no debiese ser admitido, sino por accidente.
Si la fracción de defectuosos del proceso estuviera cerca del PDTL, la mayoría de los lotes serían rechazados.
García González 22
García González 23
García González 24
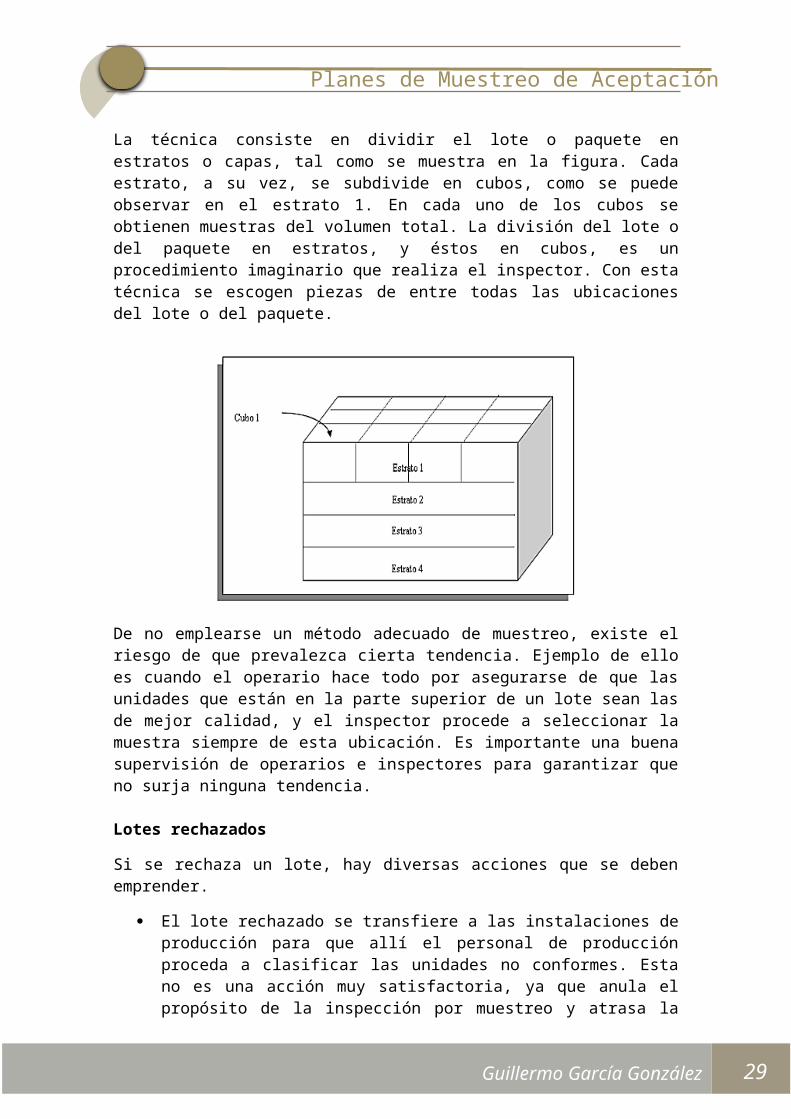
No siempre es práctico asignar un número a cada una de las unidades, usar un número de serie o emplear un número para localización. La división por niveles del lote o del paquete con muestras obtenidas de cada uno de los niveles puede servir de efectivo sustituto del muestreo aleatorio. La técnica consiste en dividir el lote o paquete en estratos o capas, tal como se muestra en la figura. Cada estrato, a su vez, se subdivide en cubos, como se puede observar en el estrato 1. En cada uno de los cubos se obtienen muestras del volumen total. La división del lote o del paquete en estratos, y
García González 25
éstos en cubos, es un procedimiento imaginario que realiza el inspector. Con esta técnica se escogen piezas de entre todas las ubicaciones del lote o del paquete.
De no emplearse un método adecuado de muestreo, existe el riesgo de que prevalezca cierta tendencia. Ejemplo de ello es cuando el operario hace todo por asegurarse de que las unidades que están en la parte superior de un lote sean las de mejor calidad, y el inspector procede a seleccionar la muestra siempre de esta ubicación. Es importante una buena supervisión de operarios e inspectores para garantizar que no surja ninguna tendencia.
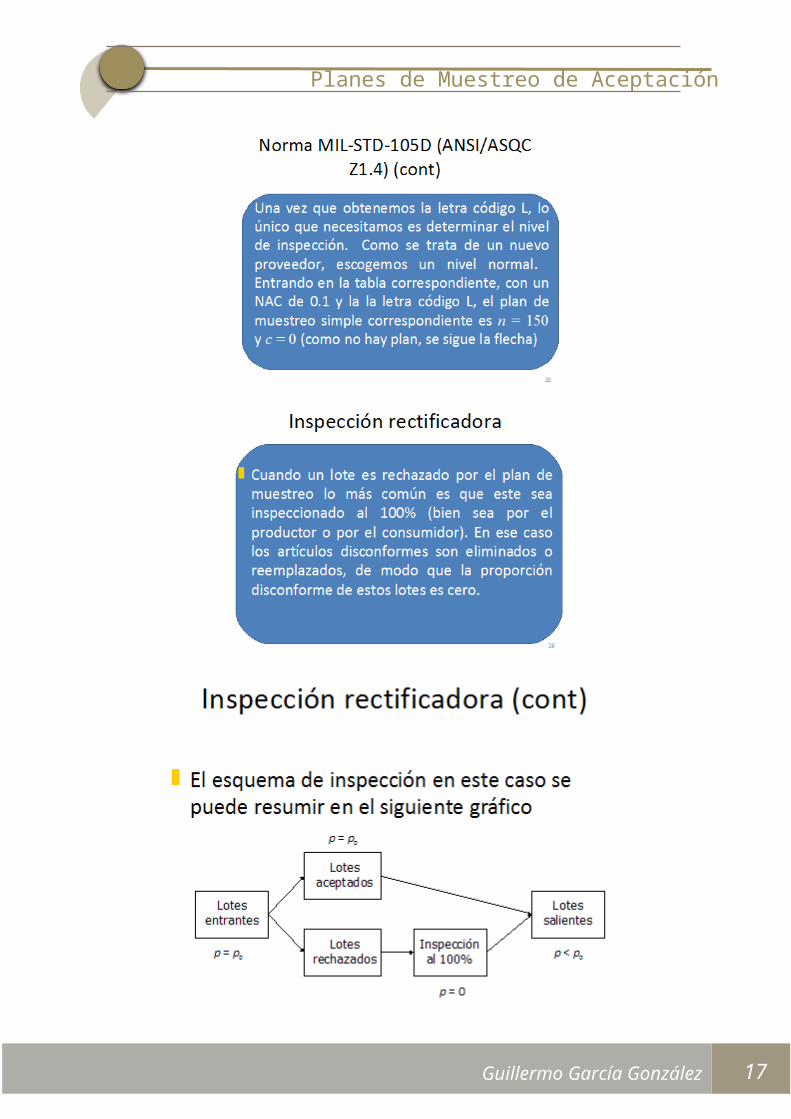
Lotes rechazados
Si se rechaza un lote, hay diversas acciones que se deben emprender.
El lote rechazado se transfiere a las instalaciones de producción para que allí el personal de producción proceda a clasificar las unidades no conformes. Esta no es una acción muy satisfactoria, ya que anula el propósito de la inspección por muestreo y atrasa la producción. Sin embargo, cuando es imperativo contar con las unidades, no hay otra solución.
El lote rechazado se puede corregir en la planta del consumidor, sea a través de personal de la planta del productor o del mismo. Si bien habrá un ahorro en costos de transportación, se produce un inconveniente psicológico toda vez que el personal del consumidor se dará cuenta de que al productor X se le rechazó un producto. Lo anterior podría servir de antecedente en el futuro de los malos resultados obtenidos al emplear el material del productor X. Por otra parte, será necesario ocupar un valioso espacio de la planta del consumidor para que el personal realice las tareas de clasificación.
El lote rechazado se devuelve al productor para su corrección. Esta es la única forma correcta de actuar, dado que permite lograr una mejora a largo plazo de la calidad. Puesto que hay que pagar el costo de transporte de ida y vuelta del
García González 26
lote rechazado, sirve de incentivo para esforzarse en mejorar la calidad. Por otra parte, cuando se realiza la clasificación del lote en la planta del productor, todos los empleados estarán conscientes de que el consumidor Y exigirá que se le entregue un producto de calidad, lo que también es un elemento de motivación para mejorar la calidad cuando se elabore nuevamente un pedido para el consumidor Y. Este tipo de acción podría requerir el paro de la línea de producción, una evidente e inconfundible señal para el proveedor y el personal de operación de que la calidad es importante.
Se da por sentado que los lotes rechazados se someten a una inspección del 100% Y que las unidades no conformes se descartan. Por lo general un lote que se vuelve a rechazar no se inspecciona otra vez, pero en caso de que así se haga la revisión deberá limitarse a la no conformidad original. Dado que las unidades no conformes se descartan, un lote que se vuelve a enviar tendrá menos unidades que el original.
4.2.2 Planes de Muestreo de Aceptación por Variables
Muestreo de aceptación por variables.
VENTAJAS
Requiere un tamaño muestral más pequeño que un muestreo por atributos.
Las mediciiones de una característica de calidad proporciona más información sobre uun lote que el número de defectuosos.
DESVENTAJAS
Se asume una distribución normal para la característica de calidad.
Se debe usar un plan de muestreo para cada característica de calidad.

García González 27
García González 28
García González 29
García González 30
García González 31
CONCLUSIÓN
En los últimos años ha ido disminuyendo el interés del muestreo de aceptación, en tanto el control estadístico de procesos ha venido adquiriendo un papel cada vez más prominente en las actividades del control de calidad. No obstante, el muestreo de aceptación aún mantiene el interés dentro del cuerpo general de conocimiento que es la ciencia de la calidad.
El muestreo de aceptación se lleva en diversas situaciones en donde existe una relación ente consumidor y productor, ya sea en el interior de una empresa o entre diferentes empresas, y se puede ver como una medida defensiva para protegerse contra la amenaza del posible deterioro en la calidad. Es posible que Productor y Consumidor sean cada uno de diferente compañía o en dos departamentos diferentes dentro de una misma planta, sea como fuere, existe siempre el problema de decidir si se acepta o se rechaza el producto.
García González 32
BIBLIOGRAFÍA
http://www.monografias.com/trabajos97/muestreo-aceptacion-tecnicas/muestreo-aceptacion-tecnicas.shtml#ixzz2kV6QfNrO
html.rincondelvago.com/planes-de-muestreo.html
www.itescam.edu.mx/principal/sylabus/fpdb/recursos/r12684.DOC
www.slideshare.net/Klaudy1/planes-de-muestreo
web.cortland.edu/matresearch/aceptacion.pdf
curso6sigma.files.wordpress.com/2011/10/etapa-2-unidad-7.pdf