Embed Size (px)
Citation preview
UNIVERSIDAD CATÓLICA DE CUENCA
1
UNIVERSIDAD CATÓLICA DE CUENCA
Unidad Académica de Ingeniería Sistemas, Eléctrica y Electrónica
Manual de Mantenimiento para Subestaciones
Trabajo de investigación previo a la obtención del título de
Ingeniero Eléctrico.
Investigador:
Tnlg. Jorge Luis Ojeda Torres
Director: Ing. Giovanni Lafebre
CUENCA – ECUADOR
2011
UNIVERSIDAD CATÓLICA DE CUENCA
2
CAPITULO I
GENERALIDADES
1.1 Introducción
El mantenimiento es parte importante de la seguridad, tanto para los equipos,
como para el personal capacitado para realiza dicha operación y para
cualquier persona que pueda llegar a estar en contacto o en las cercanías de
las instalaciones y los equipos donde existen tensiones muy elevadas que si
no se toma cuidado puede causar destrozo.
Teniendo como finalidad, garantizar la operación continua, segura y
compatible de los componentes de subestación y así brindar disponibilidad,
óptima del funcionamiento y una vida útil prolongada.
Es importante recordar algunos aspectos que deben tenerse en cuenta, que
son la planeación, presupuesto y ejecución de las tareas de mantenimiento a
subestaciones. El mantenimiento actual está caracterizado por la búsqueda de
tareas que permitan eliminar o minimizar la ocurrencia de fallas y/o disminuir las
consecuencias de las mismas.
Las pruebas y acciones de mantenimiento preventivo y correctivo programadas
a los equipos de las subestaciones eléctricas, tienen como finalidad, garantizar
la operación continua y segura de todo lo que represente subestación.
El mantenimiento es de vital importancia en cualquier aspecto, da seguridad en
las instalaciones eléctricas, tanto para los equipos, como para el personal que
opera en general y para cualquier persona que pueda llegar a estar en contacto
o en las cercanías de los equipos y las instalaciones donde existen
alimentaciones con altos voltajes, los riesgos está centrados en el grado de
mantenimiento que se da a esas mismas instalaciones, o elementos que
integran las subestaciones.
UNIVERSIDAD CATÓLICA DE CUENCA
3
1.2 Antecedentes
El mantenimiento viene desde años atrás y han dado buenos resultados a las
empresas que se han tomado muy enserio el sentido de cuidar los equipos de
alta tensión, puestos que no se puede adquirí de una forma rápida, en caso de
daños y si hablamos de costo son muy elevados.
1.3 Objetivo
Afirmar conceptos básicos de mantenimiento.
Conocer los patrones de falla típicos asociados a cada activo.
Adquirir el conocimiento sobre los distintos ciclos de vida de los equipos.
Adquirir conocimientos sobre distintas técnicas de calidad de
mantenimiento.
1.4 Ventajas
Tener mayor vida útil de los equipos de subestación y protección de los
mismos.
Proteger a los técnicos de mantenimiento.
Estar en capacidad resolver problemas inesperados que se presenten.
Tener mayores ingresos económicos y menos gastos, por prevenir las fallas.
1.5 Justificación
En muchos países sin excepción del nuestro, carecen de conocimiento
profundos en el mantenimiento de subestaciones debido a que no tienen un
desarrollo amplio en la generación de energía en altas tensiones y no se
preocupan por un cuidado preciso por lo poco que se tiene.
UNIVERSIDAD CATÓLICA DE CUENCA
4
CAPITULO II
INTRODUCCIÓN AL MANTENIMIENTO
Del correcto mantenimiento de una subestación y de su consiguiente reducción
de fallas, depende la continuidad del servicio eléctrico, indispensable para la
industria y los clientes domiciliarios. De ahí la importancia de que tengan una
adecuada gestión de mantenimiento que minimice sus costos y maximice su
eficiencia. Antes de comenzar a diseñar un programa de Mantenimiento, es
importante tener claro que cada cliente y cada subestación tiene una necesidad
particular, que depende de su proceso, activos y producción involucrada. Por
esto, es importante definir la criticidad de los equipos que forman parte de la
subestación, de los procesos y de los modos de falla; esto último de acuerdo a
ciertas metodologías de confiabilidad. Una vez detectados los modos de falla
se hace una tabulación, con el que es posible analizar en detalle qué tan
críticos son los equipos que componen la subestación y cómo pueden afectar al
proceso.
Otro aspecto que es necesario evaluar en paralelo es la historia particular de
cada subestación y de cada equipo (¿Cuántas veces han parado? ¿Por qué?).
Esto es un análisis de indisponibilidad de la planta a partir del cual es posible
inferir, con datos reales, las posibilidades de falla de un equipo y su impacto en
la producción. Una vez definidos los modos de falla y hecho el análisis de
indisponibilidad, debe establecerse cada cuánto tiempo es necesario efectuar el
mantenimiento.
Antiguamente se decía que era conveniente hacerlo cada seis meses o una vez
al año, ahora depende de distribuciones estadísticas que, al evaluar el
comportamiento de los equipos, pueden decir con certeza qué acciones se
deben tomar y cada cuánto tiempo.
UNIVERSIDAD CATÓLICA DE CUENCA
5
Fig. 1
2.1 Fallas y consecuencias
2.1.1 Introducción a las Fallas y consecuencias
Toda falla que no sea identificada a tiempo tiene consecuencias graves, que
afecta directamente a la eficiencia del servicio eléctrico entregados a los
usuarios.
2.1.2 ¿Que es una falla?
Es la perdida de la capacidad de un equipo para realizar una función específica
y la disminución total o parcial de la capacidad de un equipo, de desempeñar
su función durante un período de tiempo.
2.1.3 Modo de fallas
Un modo de falla puede ser definido como cualquier evento que puede llevar al
equipo a la falla, es decir, una vez que la falla se ha identificado, el próximo
paso es procurar identificar todos los eventos que son razonablemente
probables de causar ese estado de falla, estos eventos son conocidos como
modos de falla. Cuando se pretende listar los modos de fallas se deben
incorporar no solo las fallas producidas por el deterioro o desgaste normal sino
que a su vez se deben incorporar las fallas causadas por los errores humanos.
2.1.4 ¿Cuáles son el efector de las fallas?
Son la descripción de los sucesos que preceden a una falla. Es decir, resultan
de dar respuestas a preguntas tales como:
¿Cuál es la evidencia de que la falla ocurrió y de qué forma afecta a la
seguridad?
UNIVERSIDAD CATÓLICA DE CUENCA
6
¿Cuál es el daño físico causado por la falla?
¿De qué forma esa falla afecta al medio ambiente?
¿De qué forma esa falla afecta a la calidad de servicio?
2.1.5 ¿Cuáles son las consecuencias de las fallas?
Cada falla afecta al sistema y a la empresa en forma distinta. Las
consecuencias que cada falla origina pueden clasificarse en:
- Consecuencias operacionales: Son aquellas que afectan a la calidad de
servicio.
- Consecuencias sobre la seguridad o el medio ambiente: Son aquellas que
afectan al medio ambiente o a la seguridad de las personas.
- Consecuencias no operacionales: No tienen el grado de importancia de las
dos anteriores, pero de no ser atendidas, pueden degradar en fallas importantes
y tienen de por sí asociado, un costo de mantenimiento, que debe considerarse.
2.2 Proceso de mantenimiento
El proceso por el cual se mantiene la capacidad del activo para realizar la
función requerida, es conocido como proceso de mantenimiento, y se define
como, un conjunto de actividades técnicas y administrativas cuya finalidad es
conservar o restituir a un ítem y que permitan tener la suficiente condición para
que realizar una función. Cuando se analizan los objetivos de las tareas de
mantenimiento realizadas durante ese proceso, podemos considerar los
siguientes:
- Cambio de estado superficial: Ejemplos típicos son: lavado, limpieza, pintura,
etc.
- Aumento de la confiabilidad y la seguridad: las tareas más comunes de este
tipo son: inspeccionar, controlar, comprobar, verificar, probar.
- Obtención de una tasa óptima de consumo: Ejemplo: eliminación de pérdidas
de aceites Dieléctricos, lo que contribuye al costo- eficiencia del proceso de
mantenimiento y operación.
UNIVERSIDAD CATÓLICA DE CUENCA
7
Los recursos necesarios para la realización con éxito de toda tarea de
mantenimiento pueden agruparse en las siguientes categorías:
- Abastecimiento: es un nombre genérico que incluye el suministro de todos los
repuestos, elementos de reparación, consumibles, suministros especiales y
artículos de inventario necesarios para apoyar a los procesos de
mantenimiento.
- Equipos de prueba y apoyo: incluye todas las herramientas, equipos
especiales de vigilancia de la condición, equipos de comprobación y calibración,
bancos de prueba para mantenimiento.
-Instalaciones: incluye las instalaciones especiales precisas para la ejecución
de las tareas de mantenimiento. Deben considerarse las plantas edilicias,
edificaciones portátiles, talleres de mantenimiento, laboratorios de ensayos y
otras instalaciones para reparaciones especiales y revisiones generales,
relacionadas con cada tarea de mantenimiento.
- Datos técnicos: manuales de mantenimiento, procedimientos de
comprobación, instrucciones de mantenimiento, procedimientos de inspección y
calibración, procedimientos de revisiones generales, instrucciones de
modificación, información sobre las instalaciones, planos y especificaciones que
son necesarios para realizar las funciones de mantenimiento del ítem.
- Recursos informáticos: comprende las computadoras y sus accesorios,
software, bases de datos, etc., necesarios para realizar la gestión del
mantenimiento.
2.2.1 Ítem de distribución
Son considerados ítem de distribución, todos aquellos componentes
individuales que conectados entre sí constituyen un sistema eléctrico de
distribución, por ejemplo:
- Transformadores
- Interruptores
- Seccionadores
-Reconectadores
-Seccionalizadores
- Líneas aéreas
- Cables subterráneos
UNIVERSIDAD CATÓLICA DE CUENCA
8
- Sistemas de protección
- Sistemas de medición
- Sistemas de telecontrol o telesupervisión
2.2.2 Estructura de mantenimiento
Conceptualmente el mantenimiento debe estar estructurado de forma tal que
esté conformado por los siguientes elementos:
Política de Mantenimiento: que Establece la estrategia, lineamientos y pautas a
seguir en la organización de mantenimiento, conformando las etapas de
planificación, programación, preparación, ejecución y evaluación de resultados.
Plan de Mantenimiento: Es aquel que, elaborado conforme a la política de
mantenimiento, define los programas de mantenimiento a realizar en un
periodo de tiempo determinado.
Programas de Mantenimiento: Son aquellos en los cuales se definen
básicamente, tareas y fecha de ejecución.
Tanto la política, como el plan y los programas de mantenimiento deben estar
perfectamente determinados y documentados a los efectos de llevar a cabo una
exitosa gestión.
2.2.3 Tipos de mantenimiento
Se establecen básicamente 4 tipos de mantenimiento:
-Mantenimiento Predictivo
- Mantenimiento Preventivo
- Mantenimiento Correctivo
- Mantenimiento Detectivo o Condicional
Mantenimiento Predictivo.-Es todo aquel que permite garantizar la calidad de
servicio deseada, de un ítem, utilizando medios de supervisión o de muestreo,
para reducir al mínimo el mantenimiento preventivo y disminuir al máximo el
mantenimiento correctivo, este tipo de mantenimiento se realiza por inspección
ó a través de mediciones y/o controles de sus parámetros de funcionamiento. El
mantenimiento predictivo puede efectuarse de dos formas:
UNIVERSIDAD CATÓLICA DE CUENCA
9
- Mantenimiento predictivo en servicio: No implica interrumpir el servicio normal
que el ítem está prestando para efectuar dicho mantenimiento. Ejemplo:
Extracción de muestras de aceite para medición de rigidez dieléctrica del
mismo, en transformadores.
- Mantenimiento predictivo fuera de servicio: Implica interrumpir el servicio
normal que el ítem está prestando para efectuar dicho mantenimiento. Ejemplo:
Ensayo de índices de polarización y absorción en transformadores.
Mantenimiento preventivo.-Es todo aquel que se realiza sobre un ítem que se
encuentran en condiciones normales de operación, con el objetivo de reducir la
probabilidad de falla o deficiencia en el funcionamiento. El mantenimiento
preventivo puede efectuarse de tres formas:
- Mantenimiento preventivo periódico, programado del ítem fuera de servicio:
Esto implica desarmes y revisión de sus componentes internos. Ejemplo:
revisión de cámaras de extinción de arco en interruptores.
- Mantenimiento preventivo periódico programado del ítem en servicio: se
realiza después de una planificación oportuna. Ejemplo: Limpieza de cámaras
de transformación.
- Mantenimiento preventivo no periódico programado: Mantenimiento
normalmente no esperado, que se efectúa aprovechando la oportunidad de una
salida fuera de servicio normal del ítem.
Mantenimiento correctivo: Mantenimiento efectuado luego de ocurrida una falla
y destinado a volver a colocar el ítem en condiciones de ejecutar su función
requerida. El mantenimiento correctivo puede ser de dos formas:
Mantenimiento correctivo programable: Es cuando la falla resulta de
características tales que permite mantener en servicio el ítem a pesar de
no satisfacerse la plenitud de las funciones del mismo o de sus partes
integrantes. Ejemplo: Pequeña pérdida de aceite en un transformador.
Mantenimiento correctivo no programable: Este puede dividirse en dos
tipos:
1.- Mantenimiento correctivo de urgencia: Cuando el mantenimiento es
necesario efectuarlo a la brevedad posible, pues por la gravedad de la falla,
UNIVERSIDAD CATÓLICA DE CUENCA
10
peligra la integridad o la prestación del ítem o la de sus partes integrantes.
Ejemplo. Detección de alta temperatura en unión metálica de una línea.
2.- Mantenimiento correctivo de emergencia: Cuando el mantenimiento es
necesario efectuarlo en forma inmediata, generalmente surge a causa de una
avería.
Mantenimiento detectivo o condicional.-Se denomina a todas aquellas
tareas que se ejecutan en busca de fallas. Es una técnica utilizada para
detectar si algo falla (detección de fallas ocultas). Ejemplo: chequeo del
funcionamiento de protecciones.
2.2.4 Mantenimiento y sus influencias económicas
La realización de cualquier tarea de mantenimiento está asociada a costos,
tanto en términos de costos de recursos de mantenimiento, como del costo de
no contar con el ítem disponible para el servicio.
2.2.5 Introducción al análisis de costos de mantenimiento
Para los sistemas eléctricos, el costo de mantenimiento constituye una parte
importante del costo de inventario.
Los recursos se expresan normalmente en términos monetarios, en forma de
costos. Los costos pueden clasificarse en varias categorías:
a.) Costos fijos y variables:
-Los costos fijos son aquellos que se producen sin tener en cuenta el número
de tareas de mantenimiento realizadas (ejemplo, costos de personal
administrativo).
- Los costos variables son aquellos que dependen del volumen de las tareas de
mantenimiento realizadas. Normalmente, estos costos se deben a repuestos o a
la mano de obra directa empleada. Conviene indicar que muchos costos
contienen elementos tanto de costos fijos como de costos variables, costos
directos, indirectos y generales.
UNIVERSIDAD CATÓLICA DE CUENCA
11
b.) Los costos directos son costos que pueden atribuirse claramente a cada
tarea. Los costos directos de repuestos y de mano de obra directa se conocen
usualmente como costos de mantenimiento.
c.) Los costos indirectos: son difíciles de asignar a actividades particulares.
d.) Los costos generales: son todos aquellos distintos de los costos directos de
repuestos y mano de obra. Costos globales típicos son los materiales indirectos,
la mano de obra indirecta, los impuestos, los seguros, los alquileres, las
depreciaciones, el personal supervisor y el administrativo, la calefacción y la luz.
e.) Costo inicial de mantenimiento: es la inversión total necesaria para
establecer un sistema de mantenimiento. Los costos de inversión inicial pueden
incluir el costo del ítem, la formación del personal, la instalación, la dotación
inicial de accesorios y el equipo de apoyo.
f.) Costo de oportunidad: el mantenimiento acarrea costos, pero las
consecuencias que surgen de no efectuar el mantenimiento también acarrean
otros costos, que a menudo pueden ser bastante mayores. Como el alcance del
mantenimiento y su frecuencia de ejecución son necesariamente limitados, se
debe controlar y optimizar el mantenimiento según ciertos criterios.
2.2.6 Políticas de mantenimiento
Es la estrategia que rige las decisiones de la gerencia de una organización de
mantenimiento. Es de responsabilidad de la gerencia de mantenimiento
determinar la política adecuada para cada empresa, usando todos los
argumentos y técnicas existentes para fundamentar su aplicación.
Con respecto a la relación entre el instante de ocurrencia de la falla, existen las
siguientes políticas de mantenimiento:
- Política de mantenimiento basada en la falla.- El mantenimiento basado en la
falla FBM, consiste en tareas de mantenimiento correctivo que se inician
después de ocurrida la falla, es decir, tras la presentación de anomalías en la
función o las prestaciones. La principal ventaja de esta política de
mantenimiento es que se aprovecha la total vida operativa del ítem.
- Política de mantenimiento basada en la vida del ítem.- El mantenimiento
basado en la vida LBM, es aquel donde se realizan tareas de mantenimiento
preventivo a intervalos fijos predeterminados durante la vida operativa del ítem.
UNIVERSIDAD CATÓLICA DE CUENCA
12
Una de las ventajas principales es el hecho de que las tareas de mantenimiento
preventivo se realizan en un instante de tiempo predeterminado, con lo que
puede suministrarse por anticipado todos los recursos de mantenimiento. La
principal desventaja es que esta política de mantenimiento puede ser poco
rentable porque se reemplazan prematuramente componentes de los ítems
independientemente de su estado.
- Política de mantenimiento basada en la inspección (IBM).- Es aquel donde se
realizan tareas de mantenimiento condicional en forma de inspecciones a
intervalos fijos de tiempo, hasta que se requiere la realización de una tarea de
mantenimiento preventivo. Las ventajas de la política de mantenimiento IB es
que aplicada sobre los ítems en operación se tiene una vigilancia de la
condición que producirá información acerca del estado de sus componentes.
- Política de mantenimiento basada en el examen ( EBM).- Es aquel donde se
realizan tareas de mantenimiento condicional en forma de exámenes, según la
condición observada en el ítem, hasta que se necesita la ejecución de una tarea
de mantenimiento preventivo.
- Política de mantenimiento basada en la oportunidad (OBM).- Es aquel dónde
se lleva a cabo un mantenimiento correctivo sobre un ítem que ha fallado, así
como tareas de mantenimiento preventivo en los componentes de ese ítem.
Esta política de mantenimiento se conoce como mantenimiento basado en la
oportunidad, y es apropiado para ítems que implican costos elevados de
indisponibilidad. Indudablemente, que los costos que implican aplicar esta
política de reemplazo de componentes de ítem no fallados, son los mismos que
la limitan.
2.2.7 Tareas de mantenimiento
Una tarea de mantenimiento es el conjunto de actividades que debe se deben
realizar y que forman parte de una orden de trabajo o de un programa de
trabajo.
Cada tarea requiere recursos específicos para su finalización, llamados
recursos de mantenimiento.
Los profesionales de mantenimiento generalmente concuerdan que tareas de
mantenimiento supuestamente idénticas, realizadas bajo similares condiciones,
UNIVERSIDAD CATÓLICA DE CUENCA
13
requieren diferentes lapsos de tiempo. Las razones principales para estas
variaciones se pueden clasificar en tres grupos:
-factores personales: que representan la influencia de la habilidad, motivación,
experiencia, actitud, capacidad física, vista, autodisciplina, formación,
responsabilidad y otras características similares relacionadas con el personal
implicado.
-factores condicionales: que representan la influencia del entorno operativo
respecto a la condición física, forma, geometría y características similares del
ítem sometido a mantenimiento;
-factores de entorno: que reflejan la influencia de aspectos como temperatura,
humedad, ruido, iluminación, vibración, momento del día, época del año, viento,
etc. en el personal de mantenimiento durante la ejecución de la tarea. Las
tareas, pueden clasificarse en:
- Tareas de mantenimiento predictivo
- Inspección o check-list
- Ensayos o medición de parámetros característicos
-Tareas de mantenimiento preventivo
- Desmontaje
- Reacondicionamiento, reparación o reemplazo
- Montaje
- Comprobaciones y/o mediciones
- Pruebas funcionales
- Tareas de mantenimiento correctivo
- Detección o localización de la falla
- Desmontaje
-
- Montaje
- Comprobaciones y/o mediciones
- Pruebas funcionales
- Tareas de mantenimiento detectivo condicional
- Inspección o check-list
- Ensayos, exámenes o medición de parámetros característicos
- Pruebas funcionales
2.3. Calidad en el mantenimiento
UNIVERSIDAD CATÓLICA DE CUENCA
14
2.3.1 Conceptos básicos
Para realizar un mantenimiento de calidad hay que comenzar con las
reconocidas técnicas de las “S” para luego incursionar en los principios de
gestión de calidad. Si bien el tema “calidad” no es de uso exclusivo para el área
de mantenimiento, pero es aplicable. Por lo tanto, es importante conocer
algunos conceptos.
2.3.2 Calidad
“Es una estrategia de mantenimiento que tiene como propósito establecer las
condiciones del equipo en un punto donde el "cero defectos" es factible. Las
acciones del mantenimiento de calidad (MC) buscan verificar y medir las
condiciones "cero defectos" regularmente, con el objeto de facilitar la operación
de los equipos en la situación donde no se generen defectos de calidad.”
Prácticamente un MC se basa en:
- Realizar acciones de mantenimiento orientadas al cuidado del equipo para
que este no genere defectos de calidad.
- Prevenir defectos de calidad certificando que la maquinaria cumple las
condiciones para "cero defectos" y que estas se encuentra dentro de los
estándares técnicos.
- Observar las variaciones de las características de los equipos para prevenir
defectos y tomar acciones adelantándose a la situación de anormalidad
potencial.
- Realizar estudios de ingeniería del equipo para identificar los elementos del
equipo que tienen una alta incidencia en las características de calidad del
producto final, realizar el control de estos elementos de la máquina e intervenir
estos elementos.
2.3.3 Las 5 S
Básicamente, es una determinación para organizar el lugar de trabajo,
mantenerlo ordenado, limpiarlo, mantener las condiciones estandarizadas y
mantener la disciplina que se necesita para hacer un buen trabajo.
UNIVERSIDAD CATÓLICA DE CUENCA
15
El nombre 5 S viene de las primeras letras de cinco términos japoneses, cuyos
aforismos son:
El sistema de la 5 S no es difícil de entender, sin embargo, es difícil de
implementarlo en forma efectiva y constante. El método requiere perseverancia
y determinación, requiere esfuerzo constante, y la habilidad de ver qué es lo
importante y de poner atención en los detalles.
¿Por qué resulta tan difícil? Resulta difícil porque parece fácil y por ello nadie
las trabaja realmente. Son difíciles porque las personas no entienden que el
sistema de las 5 S es un todo en el cual ellas juegan un rol fundamental,
pueden aplicarse en toda organización que desee iniciar el camino de la
implementación de cualquier sistema de gestión, el método es universal, se
pueden aplicar, tanto en talleres, en depósitos, en oficinas, incluso en aquellos
lugares que aparentemente se encuentran suficientemente ordenados y limpios.
Siempre se pueden evitar ineficiencias, desplazamientos inútiles y además
eliminar pérdidas de tiempo y espacio.
2.3.4 Las 5W 1H
Resulta un modo de verificar racionalmente un acontecimiento o un hecho, a los
efectos de analizar una falla. Es una especie de lista de verificación, para hacer
las preguntas de modo de garantizar que todos los puntos sean cubiertos. Las
cinco “W” son las letras de las palabras inglesas:
“WHAT” (que),
“WHERE” (donde),
“WHEN” (cuando),
“WHY” (porqué),
“WHICH” (cual), y la única
“H” de la lista es la palabra “HOW” (como).
UNIVERSIDAD CATÓLICA DE CUENCA
16
2.3.5 Técnicas de inspección en el campo de la calidad
Debemos considerar tres técnicas de inspección. Estas son:
- Inspecciones Evaluativas: Separar los repuestos defectuosos antes de ser
utilizados. Una adecuada clasificación de repuestos aptos, antes de ser
utilizados, resulta de significativa importancia previo a su empleo en las
actividades de mantenimiento.
- Inspecciones Informativas: Inspeccionar los repuestos fallados, encontrados
después de realizado el mantenimiento. Ayuda a identificar las causas de esas
fallas, realimentando al proceso de selección del repuesto., permitiendo mejorar
la tasa de fallas, retrabajos, costos de la no calidad, etc.
- Inspecciones en el ítem: Por medio de inspecciones en un determinado
porcentaje de ítems en que hemos utilizado esos repuestos, se reduce
considerablemente la probabilidad de fallas.
2.3.6 Principios de la gestión de la calidad
Los principios de gestión de la calidad pueden ser utilizados por los
profesionales de mantenimiento con el fin de conducir a la organización hacia
una mejora en el desempeño del trabajo realizado, de donde tenemos:
Enfoque al cliente: Las organizaciones dependen de sus clientes y por lo
tanto deberían comprender las necesidades actuales y futuras de los
mismos.
Liderazgo: Los líderes de mantenimiento establecen la unidad de propósito y
la orientación de la organización. Ellos deberían crear y mantener un
ambiente interno, en el cual el personal pueda llegar a involucrarse
totalmente en el logro de los objetivos propuestos.
Participación del personal: El personal a todos los niveles, es la esencia de
una organización de mantenimiento y su total compromiso posibilita que sus
habilidades sean usadas para el beneficio de la misma.
UNIVERSIDAD CATÓLICA DE CUENCA
17
Mejora continua: La mejora continua del desempeño global de la
organización de mantenimiento debería ser un objetivo permanente de ésta.
Relaciones mutuamente beneficiosas con el proveedor: El área de
mantenimiento y sus proveedores son interdependientes, y una relación
mutuamente beneficiosa aumenta la capacidad de ambos para crear valor.
2.3.7 FUNDAMENTO DE LA CALIDAD
Los sistemas de gestión de la calidad pueden ayudar a las organizaciones de
mantenimiento a aumentar la satisfacción del cliente. Los clientes necesitan que
el producto posea características que satisfagan sus necesidades y
expectativas. Estas necesidades y expectativas se expresan en la
especificación del producto y son generalmente denominadas como requisitos
del cliente. En cualquier caso, es finalmente el cliente quién determina la
aceptabilidad del producto.
Dado que las necesidades y expectativas de los clientes son cambiantes y
debido a las presiones competitivas y a los avances técnicos, las empresas
deben mejorar continuamente su producto y sus procesos. El enfoque a través
de un “sistema de gestión de la calidad” anima a las organizaciones de
mantenimiento a analizar los requisitos del cliente, definir los procesos de
mantenimiento que contribuyen al logro del producto aceptable para el cliente y
mantener estos procesos bajo control.
2.3.8 Herramienta de calidad y aplicación
Es la implicación que pueden tener aquellos problemas que no se solucionan
adecuadamente, para resolver problemas o realizar mejoras se deben contar
con datos, analizar las causas de las fallas en los ítems (¿qué lo motivó?, ¿por
qué ocurrió?) o de la mejora (¿cuáles son los puntos a mejorar?) usando
técnicas estadísticas de análisis de fallas y evaluando todas las opciones
posibles. Surge entonces que la necesidad de utilizar en forma eficaz y eficiente
es el uso de herramientas que permitan facilitar la obtención de datos y análisis,
existen algunas como:
- Los Cinco Por Qué. Es una técnica sistemática de preguntas utilizadas
durante la fase de análisis de un problema para encontrar su causa raíz y
obtener una solución, bastando sólo con repetir la pregunta “Por qué” AL
UNIVERSIDAD CATÓLICA DE CUENCA
18
MENOS unas cinco veces para poder terminar de identificar las causas más
probables. La forma de aplicarla es:
1. Realizar una sesión de tormenta de ideas, normalmente utilizando el
Diagrama de Causa y Efecto.
2. Una vez que las causas probables hayan sido identificadas, empezar a
preguntar “¿Por qué es así?” o “¿Por qué está pasando esto?”.
3. Continuar preguntando “Por qué” al menos cinco veces. Esto reta al grupo a
buscar a fondo y no conformarse con causas ya “probadas y ciertas”.
4. Habrá ocasiones en las que se podrá ir más allá de las cinco veces
preguntando “Por qué” para poder obtener las causas principales.
5. Durante este tiempo se debe tener cuidado de NO empezar a preguntar
“Quién”. Se debe recordar que el grupo está interesado en el proceso y no en
las personas involucradas.
- La Tormenta de Ideas. Esta es una técnica de grupo que permite generar
ideas. La misma se puede utilizar para liberar la creatividad, generar un número
extenso de ideas e identificar oportunidades de mejora.
- La evaluación de soluciones. Esta herramienta permite conocer cuáles son las
mejores soluciones para un cierto problema y si puede llegar a ser conveniente
su implementación o no.
También se comentarán dos herramientas alternativas: La Multivotación y el
Diagrama de Afinidad. La interrelación de todas estas herramientas lleva a que
se obtenga la mejor solución de todas las posibles analizadas y una vez
aplicada será la que cumpla con eficacia y eficiencia a la solución del problema
o a la mejora continua.
2.4. Estadísticas e informática en el mantenimiento
2.4.1 Planificación del mantenimiento
Dentro de los procesos de planificación del mantenimiento, existen dos
características fundamentales:
La primera está enfocada a la necesidad de establecer planes de
mantenimiento, donde se prevé la ejecución de acciones de mantenimiento
UNIVERSIDAD CATÓLICA DE CUENCA
19
para evitar la falla de los equipos, pero que está condicionada al
comportamiento real dentro de las líneas de producción y/o servicio.
La segunda característica, la obtenemos según la obstinada razón de planificar
y no corregir los elementos ni en función del tiempo ni en función de las
acciones. Esta contraposición, sugiere una revisión constante de los programas
de Mantenimiento, y de las tareas o acciones que se pretenden acometer. Si
partimos de la base de establecer la Planificación, como un proceso, dinámico,
complejo y estratégico, podemos entender que estamos frente a un problema
de muchas variables y que es necesario su estricto control, de donde los
procesos de planificacion típicos de cualquier organización pueden ser
establecidos como:
1. Gestión del desempeño.
2. Gestión Información.
3. Gestión de Activos. (Mantenimiento)
4. Gestión de Recursos Humanos.
5. Planificación y Organización (Distribución de recursos.)
Toda planificación es un procesos, de donde podemos definir como Procesos al
“conjunto de actividades mutuamente relacionadas o que interactúan, las cuales
transforman elementos de entrada en un resultados ” Si bien es cierto que la
característica fundamental de la Planificación es la “relación entre actividades”,
es también, la “transformación de elementos de entradas en resultados”, criterio
que favorece la calificación de la Planificación del Mantenimiento, como el
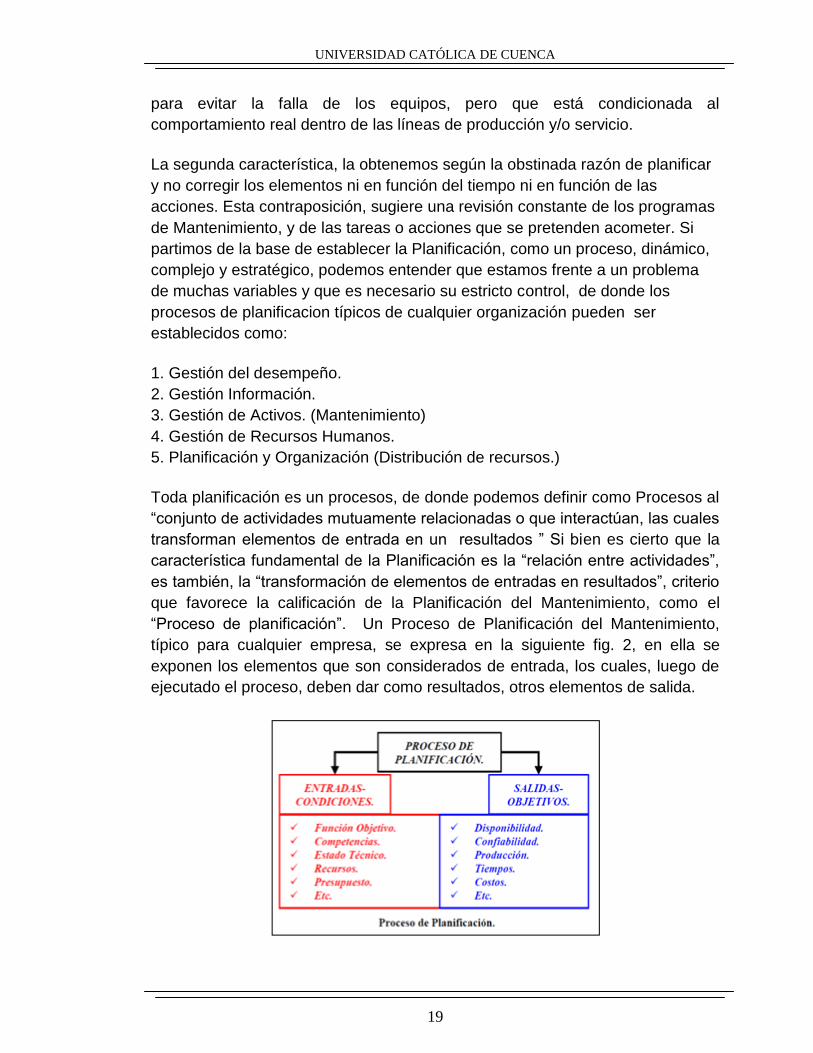
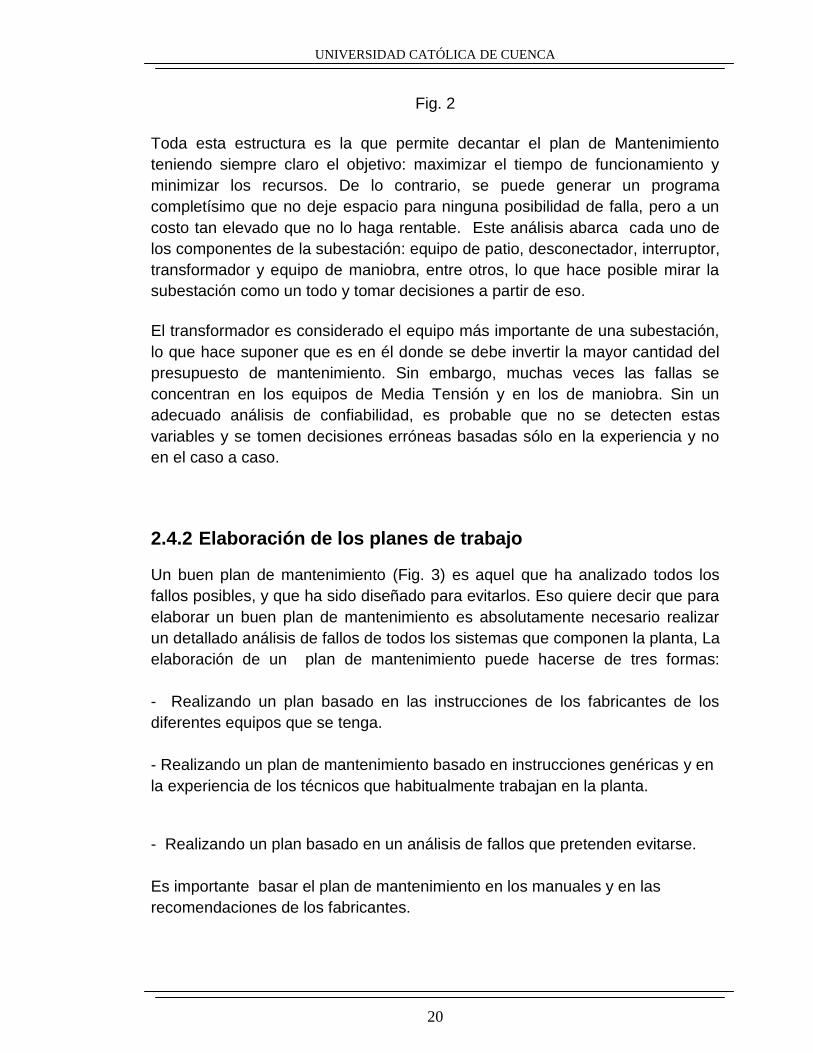
“Proceso de planificación”. Un Proceso de Planificación del Mantenimiento,
típico para cualquier empresa, se expresa en la siguiente fig. 2, en ella se
exponen los elementos que son considerados de entrada, los cuales, luego de
ejecutado el proceso, deben dar como resultados, otros elementos de salida.
UNIVERSIDAD CATÓLICA DE CUENCA
20
Fig. 2
Toda esta estructura es la que permite decantar el plan de Mantenimiento
teniendo siempre claro el objetivo: maximizar el tiempo de funcionamiento y
minimizar los recursos. De lo contrario, se puede generar un programa
completísimo que no deje espacio para ninguna posibilidad de falla, pero a un
costo tan elevado que no lo haga rentable. Este análisis abarca cada uno de
los componentes de la subestación: equipo de patio, desconectador, interruptor,
transformador y equipo de maniobra, entre otros, lo que hace posible mirar la
subestación como un todo y tomar decisiones a partir de eso.
El transformador es considerado el equipo más importante de una subestación,
lo que hace suponer que es en él donde se debe invertir la mayor cantidad del
presupuesto de mantenimiento. Sin embargo, muchas veces las fallas se
concentran en los equipos de Media Tensión y en los de maniobra. Sin un
adecuado análisis de confiabilidad, es probable que no se detecten estas
variables y se tomen decisiones erróneas basadas sólo en la experiencia y no
en el caso a caso.
2.4.2 Elaboración de los planes de trabajo
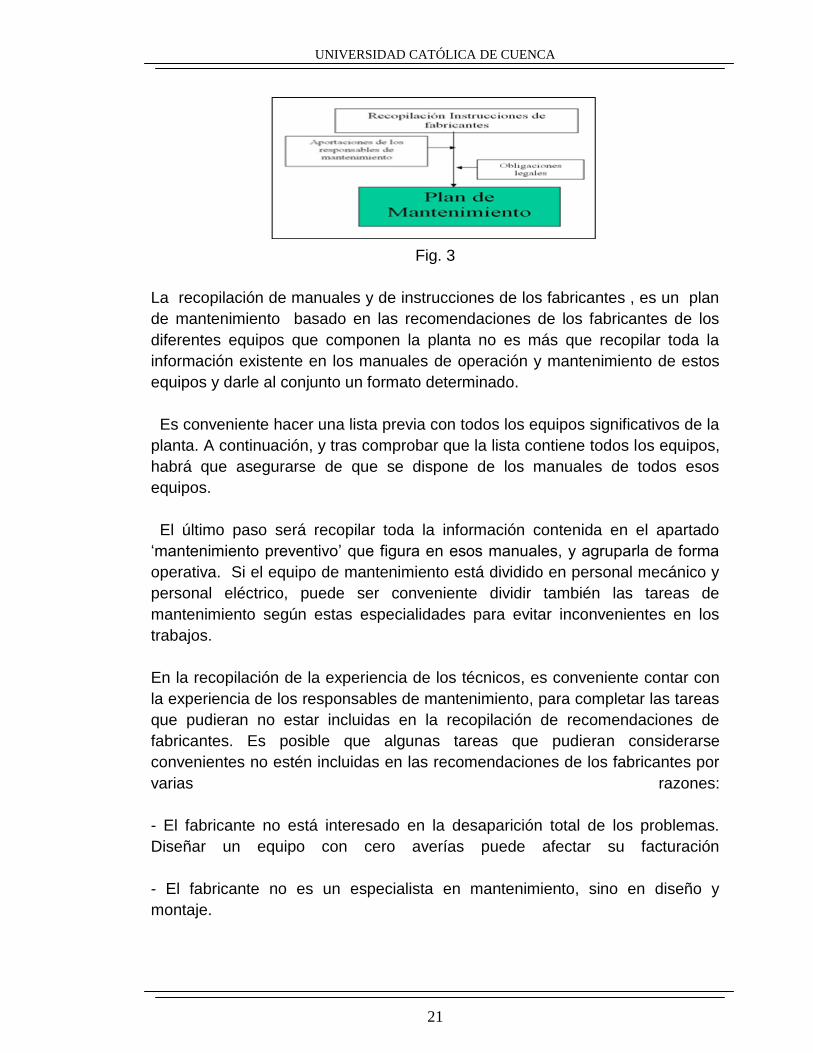
Un buen plan de mantenimiento (Fig. 3) es aquel que ha analizado todos los
fallos posibles, y que ha sido diseñado para evitarlos. Eso quiere decir que para
elaborar un buen plan de mantenimiento es absolutamente necesario realizar
un detallado análisis de fallos de todos los sistemas que componen la planta, La
elaboración de un plan de mantenimiento puede hacerse de tres formas:
- Realizando un plan basado en las instrucciones de los fabricantes de los
diferentes equipos que se tenga.
- Realizando un plan de mantenimiento basado en instrucciones genéricas y en
la experiencia de los técnicos que habitualmente trabajan en la planta.
- Realizando un plan basado en un análisis de fallos que pretenden evitarse.
Es importante basar el plan de mantenimiento en los manuales y en las
recomendaciones de los fabricantes.
UNIVERSIDAD CATÓLICA DE CUENCA
21
Fig. 3
La recopilación de manuales y de instrucciones de los fabricantes , es un plan
de mantenimiento basado en las recomendaciones de los fabricantes de los
diferentes equipos que componen la planta no es más que recopilar toda la
información existente en los manuales de operación y mantenimiento de estos
equipos y darle al conjunto un formato determinado.
Es conveniente hacer una lista previa con todos los equipos significativos de la
planta. A continuación, y tras comprobar que la lista contiene todos los equipos,
habrá que asegurarse de que se dispone de los manuales de todos esos
equipos.
El último paso será recopilar toda la información contenida en el apartado
‘mantenimiento preventivo’ que figura en esos manuales, y agruparla de forma
operativa. Si el equipo de mantenimiento está dividido en personal mecánico y
personal eléctrico, puede ser conveniente dividir también las tareas de
mantenimiento según estas especialidades para evitar inconvenientes en los
trabajos.
En la recopilación de la experiencia de los técnicos, es conveniente contar con
la experiencia de los responsables de mantenimiento, para completar las tareas
que pudieran no estar incluidas en la recopilación de recomendaciones de
fabricantes. Es posible que algunas tareas que pudieran considerarse
convenientes no estén incluidas en las recomendaciones de los fabricantes por
varias razones:
- El fabricante no está interesado en la desaparición total de los problemas.
Diseñar un equipo con cero averías puede afectar su facturación
- El fabricante no es un especialista en mantenimiento, sino en diseño y
montaje.
UNIVERSIDAD CATÓLICA DE CUENCA
22
- Hay instalaciones que se han realizado en obra, y que no responden a la
tipología de ‘equipo’, sino más bien son un conjunto de elementos, y no hay un
fabricante como tal, sino tan solo un instalador. En el caso de que haya manual
de mantenimiento de esa instalación, es dudoso que sea completo.
No se puede olvidarse que es necesario cumplir con las diversas normas
reglamentarias vigentes en cada momento. Por ello, el plan debe considerar
todas las obligaciones legales relacionadas con el mantenimiento de
determinados equipos. Son sobre todo tareas de mantenimiento relacionadas
con la seguridad.
2.4.3 Evaluación de los planes de trabajo
No es posible mejorar aquello que no se conoce, es por la tanto indispensable
evaluar el cumplimiento de las mantenimiento planificados, y ver qué
resultados se ha obtenido y el cumplimiento de la actividades realizadas.
Aunque no es imprescindible, es recomendable que estas evaluaciones se
complementen con auditorías o seguimientos a los equipos y todo lo inmerso
con el mantenimiento a la subestación. Independientemente de estas
evaluaciones de carácter periódico se deberán generar informes independientes
cada vez que ocurra algo grave o inesperado.
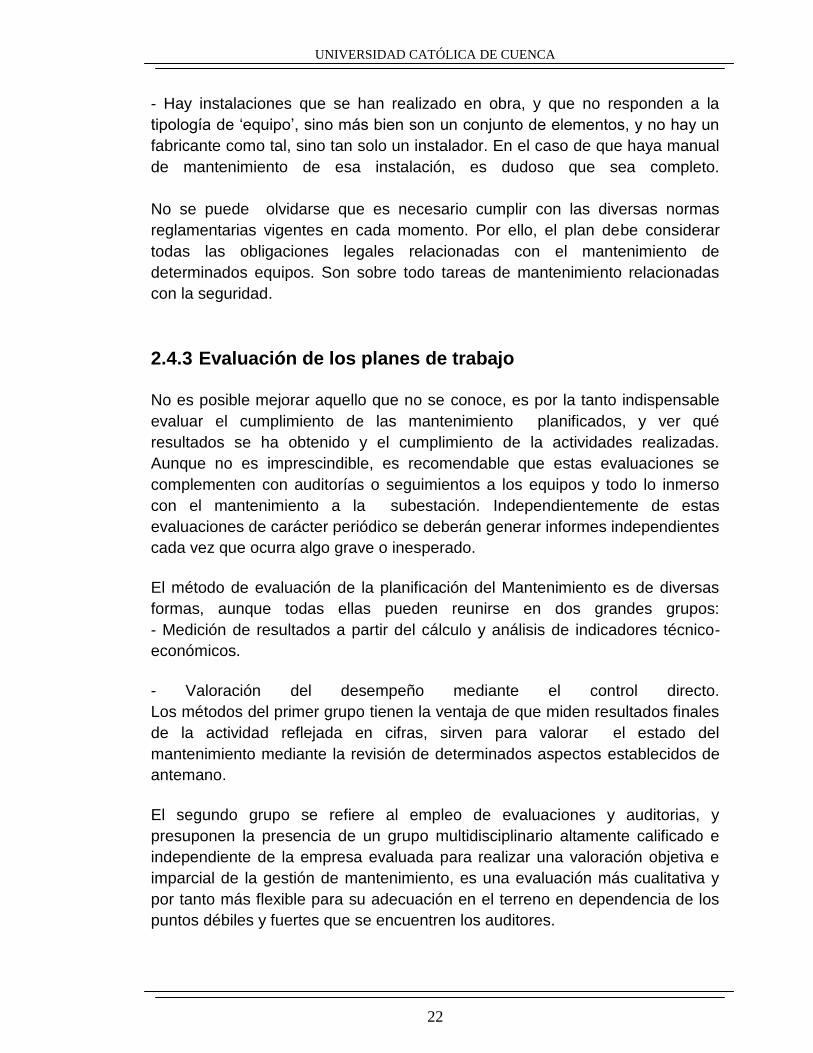
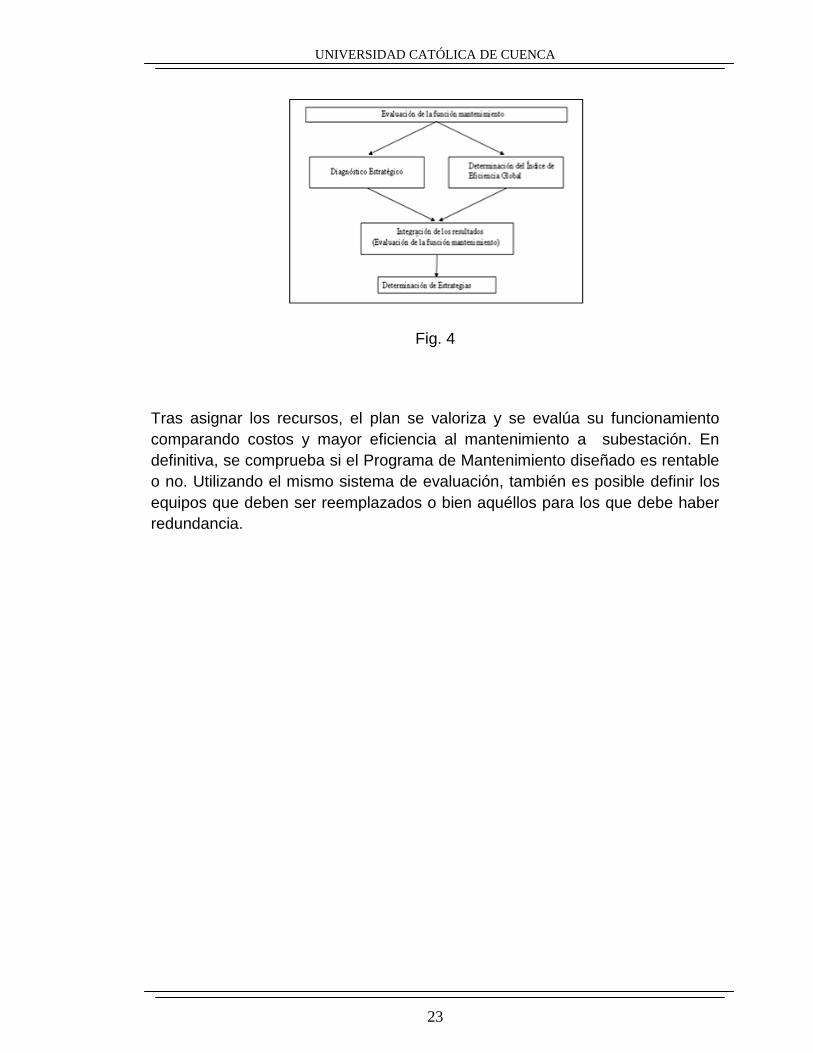
El método de evaluación de la planificación del Mantenimiento es de diversas
formas, aunque todas ellas pueden reunirse en dos grandes grupos:
- Medición de resultados a partir del cálculo y análisis de indicadores técnico-
económicos.
- Valoración del desempeño mediante el control directo.
Los métodos del primer grupo tienen la ventaja de que miden resultados finales
de la actividad reflejada en cifras, sirven para valorar el estado del
mantenimiento mediante la revisión de determinados aspectos establecidos de
antemano.
El segundo grupo se refiere al empleo de evaluaciones y auditorias, y
presuponen la presencia de un grupo multidisciplinario altamente calificado e
independiente de la empresa evaluada para realizar una valoración objetiva e
imparcial de la gestión de mantenimiento, es una evaluación más cualitativa y
por tanto más flexible para su adecuación en el terreno en dependencia de los
puntos débiles y fuertes que se encuentren los auditores.
UNIVERSIDAD CATÓLICA DE CUENCA
23
Fig. 4
Tras asignar los recursos, el plan se valoriza y se evalúa su funcionamiento
comparando costos y mayor eficiencia al mantenimiento a subestación. En
definitiva, se comprueba si el Programa de Mantenimiento diseñado es rentable
o no. Utilizando el mismo sistema de evaluación, también es posible definir los
equipos que deben ser reemplazados o bien aquéllos para los que debe haber
redundancia.
UNIVERSIDAD CATÓLICA DE CUENCA
24
CAPITULO III
ELEMENTOS USADOS EN SUBESTACIONES
3.1. Equipos de prueba
Es necesario conocer los niveles de energía eléctrica que existen desde la
generación hasta los que se utilizan en cualquier subestación, también
familiarizarse con los aparatos de mediciones, teniendo precauciones al
utilizarlos equipos en cualquier trabajo, entre los más utilizados para medición y
pruebas tenemos:
-Osciloscopio
-Multimetro
-Amperímetro de gancho
-Analizador de calidad de potencia
-Micro Ohmimetro
-Volmetro
-Wattmetro
3.2. Interruptor
Es un mecanismo de apertura y cierre con características de operar el circuito
en vacío o con carga. Su función es la de operar en condiciones de falla o por
maniobras de operaciones manuales. En condiciones de falla, estos son
accionados por los relevadores respectivos, es decir, el equipo secundario o de
protección, el cual acciona automáticamente para eliminar la falla en el menor
tiempo posible, en condiciones de operación se emplea para aislar a otros
componentes para fines predeterminados como lo es el mantenimiento.
Las pruebas que se efectúan a estos interruptores son más mecánicas
que eléctricas, ya que dependen del tipo de interruptor que sea, los
interruptores de alta tensión son utilizados para el suministro de compañía
suministradoras de energía, y para el control de una subestación donde se
manejan altas tensiones y los podemos encontrar diseñados en aire, en vacío, y
en pequeño volumen de aceite en la figura , se muestra un interruptor de
potencia.
UNIVERSIDAD CATÓLICA DE CUENCA
25
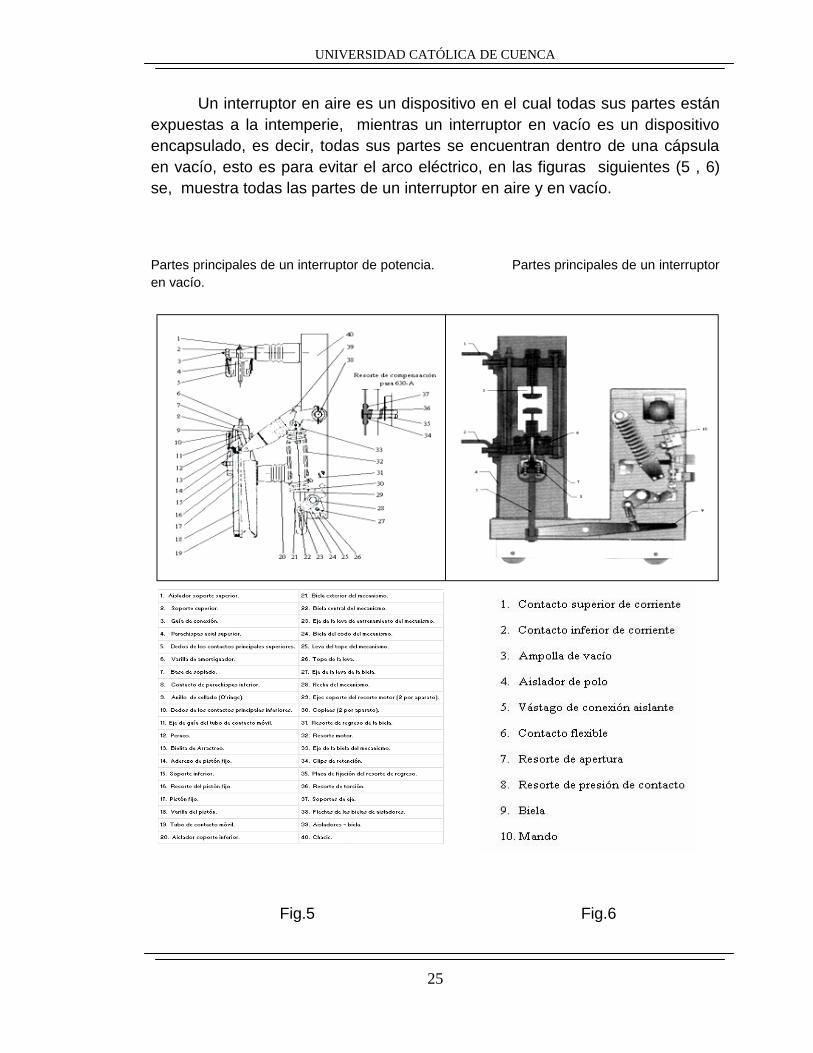
Un interruptor en aire es un dispositivo en el cual todas sus partes están
expuestas a la intemperie, mientras un interruptor en vacío es un dispositivo
encapsulado, es decir, todas sus partes se encuentran dentro de una cápsula
en vacío, esto es para evitar el arco eléctrico, en las figuras siguientes (5 , 6)
se, muestra todas las partes de un interruptor en aire y en vacío.
Partes principales de un interruptor de potencia. Partes principales de un interruptor
en vacío.
Fig.5 Fig.6
UNIVERSIDAD CATÓLICA DE CUENCA
26
Una falla de interruptor puede ser ocasionado por, fusibles de desconexión
quemados, falla de la bobina de desconexión, falla de los eslabones de
desconexión del interruptor automático o falla del mecanismo del interruptor de
corriente automático.
Los dos tipos básicos de fallas son: 1) mecánica 2) eléctrica del interruptor
automático para normalizar la falla.
La falla mecánica ocurre cuando el interruptor automático no mueve la siguiente
recepción de una orden de desconexión, como resultado de la pérdida de
alimentación de CD de desconexión, la falla de la bobina de desconexión o falla
del eslabón de desconexión.
La falla eléctrica ocurre cuando el interruptor automático se mueve en un intento
por despejar una falla al recibir la orden de desconexión pero no corta la
corriente de falla ocasionada por la operación defectuosa del interruptor de
corriente en sí.
Para normalizar fallas por estos dos tipos de falla del interruptor automático, se
pueden utilizar dos esquemas diferentes de protección. Los esquemas más
convencionales de falla del interruptor automático consisten en utilizar
detectores instantáneos de falla operados por corriente, mismos que se elevan
para iniciar un temporizador cuando operen los relevadores de falla.
Si no opera un interruptor automático para normalizar la falla, el interruptor llega
al final del retardo y desconecta los interruptores automáticos necesarios para
normalizar la falla. Sin embargo, si opera correctamente el interruptor
automático para normalizar la falla, debe darse tiempo suficiente en el ajuste del
temporizador para garantizar el restablecimiento del relevador detector de falla.
Los tiempos totales de normalización de estación de tipo EHV que utilicen este
esquema son muy rápidos, y por lo general tardan de 10 a 12 ciclos a partir del
momento de la falla hasta que esta quede normalizada.
Para aquellas fallas en donde ocurra una falla mecánica de los interruptores
automáticos, se encuentra en uso un esquema aún más rápido. Este esquema
depende del interruptor auxiliar del interruptor automático (por lo general un
contacto de tipo abierto, de 52 A) para iniciar un temporizador rápido. El
interruptor auxiliar esta especialmente ubicado para operar desde eslabones de
desconexión automático, para captar el movimiento real del mecanismo del
interruptor automático.
UNIVERSIDAD CATÓLICA DE CUENCA
27
Si la falla de este último es mecánica, el temporizador de falla del interruptor
automático se acciona a través del interruptor auxiliar cuando operen los
relevadores de protección. La ventaja del uso del interruptor auxiliar es el
tiempo de restablecimiento extremadamente rápido del temporizador de falla del
interruptor automático, que puede alcanzarse cuando el interruptor automático
opera correctamente.
3.3. Barras
Se define como bus a una barra que sirve de medio de transmisión de la
tensión ya sea en una subestación o en un tablero, soportado por aisladores y
estas pueden ser de cobre o de aluminio.
La barra de cobre: Es una combinación de materiales de cobre, plata y otros,
siendo un porcentaje mayor de cobre, permitiendo que su característica de
conducción sea la más típica en uso, además, por su costo barato.
La barra de aluminio: Es una combinación de materiales de aluminio, plata y
otros, siendo un porcentaje mayor de aluminio, permitiendo que su
característica de conducción sea mejor que la de cobre, pero por su costo caro
es la menos utilizada.
El esquema de subestación seleccionado determina el arreglo eléctrico y físico
del equipo de conmutación. Existen diferentes esquemas de barra cuando la
importancia cambia entre los factores de confiabilidad, economía, seguridad y
sencillez como lo justifican la función e importancia de la subestación.
Los esquemas de subestación más comunes son:
-Una barra: No se utiliza para subestaciones grandes. Puede causar una
prolongada interrupción de servicio en caso de falla de un interruptor
automático.
- Doble barra, doble interruptor automático: El uso de dos interruptores
automáticos por circuito hace costoso este esquema pero representa un alto
nivel de confiabilidad cuando todos los circuitos se encuentran conectados para
operar en ambas barras.
UNIVERSIDAD CATÓLICA DE CUENCA
28
-Barra principal y de transferencia: Añade una barra de transferencia al
esquema de una barra. Un interruptor extra de conexión de barra enlazara tanto
la barra principal como la de transferencia.
- Doble barra, un interruptor automático: Este esquema utiliza dos barras
principales y cada circuito está equipado con dos interruptores de desconexión
selectores de barra
-Barra anular: Los interruptores automáticos están dispuestos en un anillo con
circuitos conectados entre aquellos. Para una falla de un circuito se abren dos
interruptores automáticos y en el caso de que uno de estos no espere para
normalizar la falla será abierto otro circuito por la operación de relevadores de
respaldo. Durante trabajos de conservación en interruptor automático, el anillo
se abre pero todas las líneas permanecen en servicio.
Una subestaciones con arreglo sencillo de barras, es bastante común en
subestaciones receptores de 115 KV o menores, en niveles de tensión de
operación similares, en particular en redes que están suficientemente
interconectadas.
Por su simplicidad, este arreglo es el más económico, pero carece de los dos
principales defectos, que son:
a) no es posible realizar el mantenimiento sin la interrupción del servicio.
b) no es posible una ampliación de subestación sin interrumpir el servicio.
El número de circuitos que se vea afectado por cualquiera de las razones
anteriores, se puede reducir seccionando la barra, e inclusive formando anillos,
Las subestaciones con doble juego de barras, se usan dos juegos de barras
idénticas, uno se puede usar como repuesto del otro, con este arreglo se puede
garantizar que no existe interrupción de servicio; en el caso de que falle uno de
los juegos de barras además de que:
Se puede independizar el suministro de cargas, de manera que cada carga,
se puede alimentar de cada juego de barras.
Cada juego de barras, se puede tomar por separado para mantenimiento y
limpieza de aisladores, sin embargo, los interruptores, no están
UNIVERSIDAD CATÓLICA DE CUENCA
29
disponibles para mantenimiento sin que se desconecten las barras
correspondientes.
la flexibilidad en operación normal, se puede considerar como buena.
Este arreglo se recomienda adoptarlo cuando la continuidad en el suministro de
la carga, justifica costos adicionales.
Una subestación con barra principal y barra de transferencia, es una variante
del doble juego de barras; la llamada barra de transferencia, se usa únicamente
como auxiliar, cuando se efectúa el mantenimiento en el interruptor de línea, de
manera que el interruptor se puede desconectar en ambos extremos, mientras
la línea o alimentador permanece en el servicio.
Este arreglo tiene la limitante de que toda la subestación queda fuera de
servicio cuando ocurre una falla en las barras principales.
3.4. Transformadores
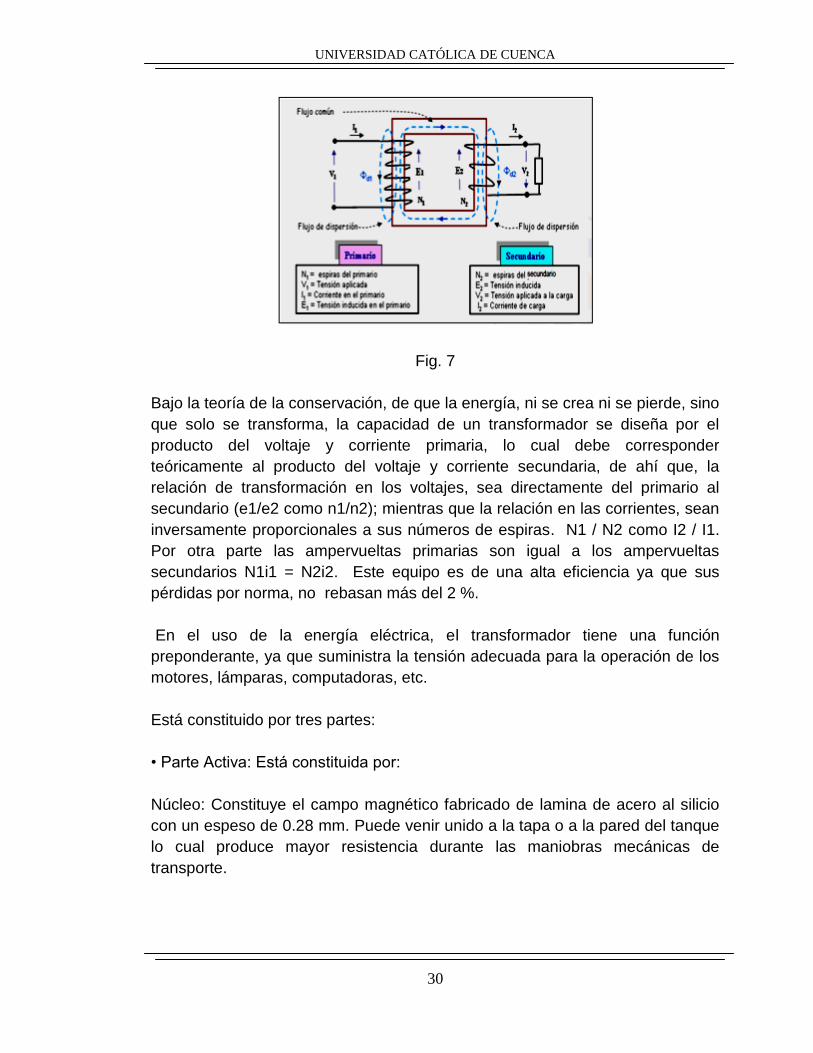
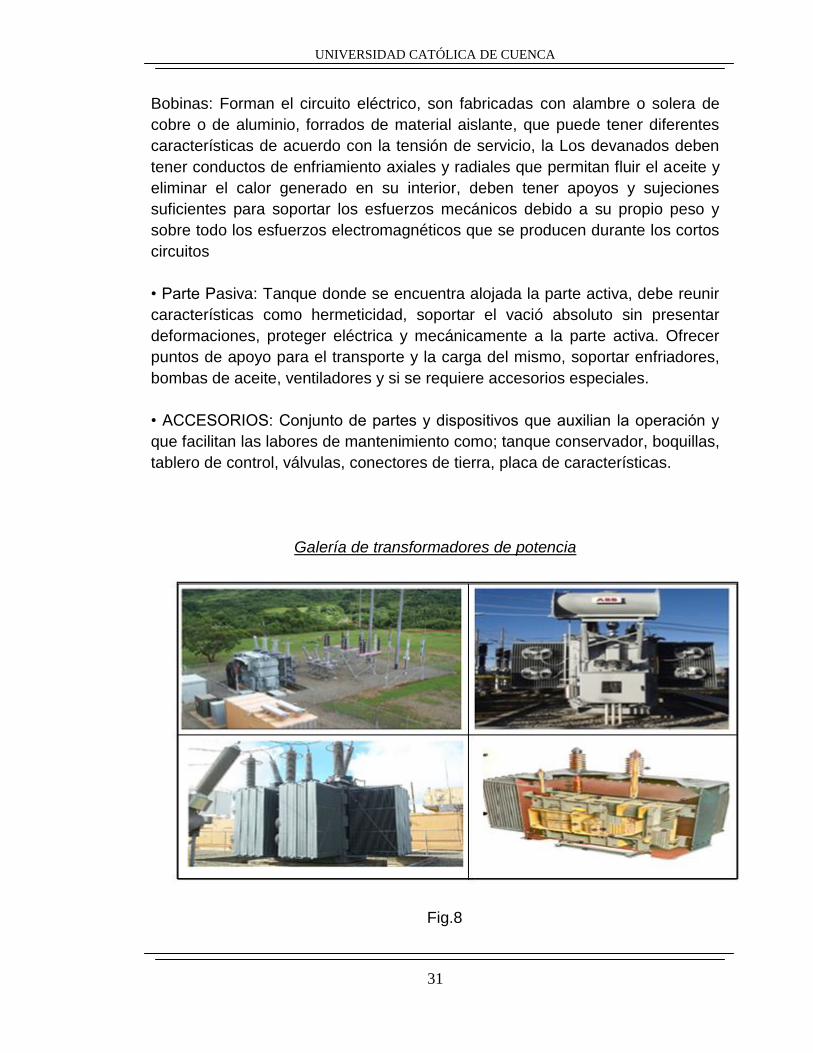
El transformador (Fig. 8) es una maquina eléctrica de corriente alterna que no
tiene partes móviles, sino dos bobinas de alambre no magnético aisladas entre
si, montadas estas en un núcleo magnético y todo esto sumergido en aceite
aislante contenido en un tanque. (También se construyen transformadores de
tipo seco). Este dispositivo transfiere la energía de un devanado al otro a
través del flujo magnético a la misma frecuencia.
El transformador puede ser utilizado como elevador o reductor de tensión,
dependiendo esto de la relación de vueltas entre el devanado primario y el
devanado secundario (n1/n2) ; llamase primario siempre al embobinado que
esté conectado a la fuente de energía y secundario al que se conecta a la red
de consumo.
UNIVERSIDAD CATÓLICA DE CUENCA
30
Fig. 7
Bajo la teoría de la conservación, de que la energía, ni se crea ni se pierde, sino
que solo se transforma, la capacidad de un transformador se diseña por el
producto del voltaje y corriente primaria, lo cual debe corresponder
teóricamente al producto del voltaje y corriente secundaria, de ahí que, la
relación de transformación en los voltajes, sea directamente del primario al
secundario (e1/e2 como n1/n2); mientras que la relación en las corrientes, sean
inversamente proporcionales a sus números de espiras. N1 / N2 como I2 / I1.
Por otra parte las ampervueltas primarias son igual a los ampervueltas
secundarios N1i1 = N2i2. Este equipo es de una alta eficiencia ya que sus
pérdidas por norma, no rebasan más del 2 %.
En el uso de la energía eléctrica, el transformador tiene una función
preponderante, ya que suministra la tensión adecuada para la operación de los
motores, lámparas, computadoras, etc.
Está constituido por tres partes:
• Parte Activa: Está constituida por:
Núcleo: Constituye el campo magnético fabricado de lamina de acero al silicio
con un espeso de 0.28 mm. Puede venir unido a la tapa o a la pared del tanque
lo cual produce mayor resistencia durante las maniobras mecánicas de
transporte.
UNIVERSIDAD CATÓLICA DE CUENCA
31
Bobinas: Forman el circuito eléctrico, son fabricadas con alambre o solera de
cobre o de aluminio, forrados de material aislante, que puede tener diferentes
características de acuerdo con la tensión de servicio, la Los devanados deben
tener conductos de enfriamiento axiales y radiales que permitan fluir el aceite y
eliminar el calor generado en su interior, deben tener apoyos y sujeciones
suficientes para soportar los esfuerzos mecánicos debido a su propio peso y
sobre todo los esfuerzos electromagnéticos que se producen durante los cortos
circuitos
• Parte Pasiva: Tanque donde se encuentra alojada la parte activa, debe reunir
características como hermeticidad, soportar el vació absoluto sin presentar
deformaciones, proteger eléctrica y mecánicamente a la parte activa. Ofrecer
puntos de apoyo para el transporte y la carga del mismo, soportar enfriadores,
bombas de aceite, ventiladores y si se requiere accesorios especiales.
• ACCESORIOS: Conjunto de partes y dispositivos que auxilian la operación y
que facilitan las labores de mantenimiento como; tanque conservador, boquillas,
tablero de control, válvulas, conectores de tierra, placa de características.
Galería de transformadores de potencia
Fig.8
UNIVERSIDAD CATÓLICA DE CUENCA
32
Hay que tomar en cuenta que los transformadores pueden estar sujetos a
cortocircuitos entre alguna de sus fases y tierra, circuitos abiertos, cortocircuitos
ente vuelta y vuelta y sobrecalentamiento. Los cortocircuitos entre fases son
raros y pocas veces se originan como tales inicialmente, dado que los
devanados de las fases por lo general están bien separados en un
transformador trifásico. Las fallas suelen comenzar como fallas entre vueltas y
muchas veces crecen hasta convertirse en fallas a tierra.
Es muy conveniente aislar transformadores con fallas en sus devanados tan
rápidamente como sea posible, para reducir la posibilidad de incendios, con la
destrucción del encargado en consecuente cambio de repuestos. La protección
diferencial es el tipo preferido de protección, a transformadores debido a su
sencillez, sensibilidad, selectividad y rapidez de operación. Si las razones del
transformador de corriente no están perfectamente acopladas, tomando en
cuentas las razones de voltaje del transformador, se requieren
autotransformadores o transformadores auxiliares de corriente en los circuitos
secundarios del transformador de corriente para acoplar debidamente las
unidades, de modo que no circule la corriente apreciable en la bobina de
operación del relevador excepto para condiciones de falla interna.
Al aplicar protección diferencial a transformadores, por lo general se requiere un
poco menos de sensibilidad en los relevadores en comparación con los
relevadores de generadores, puesto que deben permanecer sin operar para los
cambios máximos de derivación del transformador que pudieran utilizarse.
También es necesario tomar en cuenta la corriente de entrada de excitación del
transformador, que pudiera circular en un solo circuito cuando el transformador
se energice al cerrar uno de sus interruptores automáticos. Como regla la
operación incorrecta del relevador puede evitarse si se imponen un corto tiempo
de retardo para esta condición.
Los transformadores de cambio de derivación de carga de voltaje (LTC) pueden
ser protegidos por relevadores diferenciales; en este caso también se cumplen
los mismos principios de aplicar protección diferencial a otros transformadores.
Es importante seleccionar cuidadosamente el relevador diferencial, de manera
que el desequilibrio en los circuitos secundarios del transformador de corriente
en ningún caso sea suficiente para operar el relevador bajo condiciones
normales. Se sugiere que los transformadores de corriente estén acoplados en
el punto medio de la escala de cambio de derivación. El error del transformador
de corriente será entonces mínimo para la posición máxima de derivación en
cualquier dirección.
UNIVERSIDAD CATÓLICA DE CUENCA
33
Deben escogerse transformadores de corriente que darán una corriente de
secundario alrededor de 5 A a plena carga en el transformador. Esto no será
posible en todos los casos, en especial para transformadores que tengan tres o
más devanados, dado que la capacidad nominal de KVA puede variar
ampliamente y no ser proporcional a las capacidades nominales de voltaje.
Deben aplicarse protección de sobrecorriente como protección primaria cuando
no se pueda justificar un esquema diferencial o como protección de respaldo si
se uso una diferencial. Muchas veces se puede obtener protección con
relevadores más rápido para circulación desde una dirección, mediante el uso
relevadores direcciones de energía eléctrica.
3.5. Pararrayos
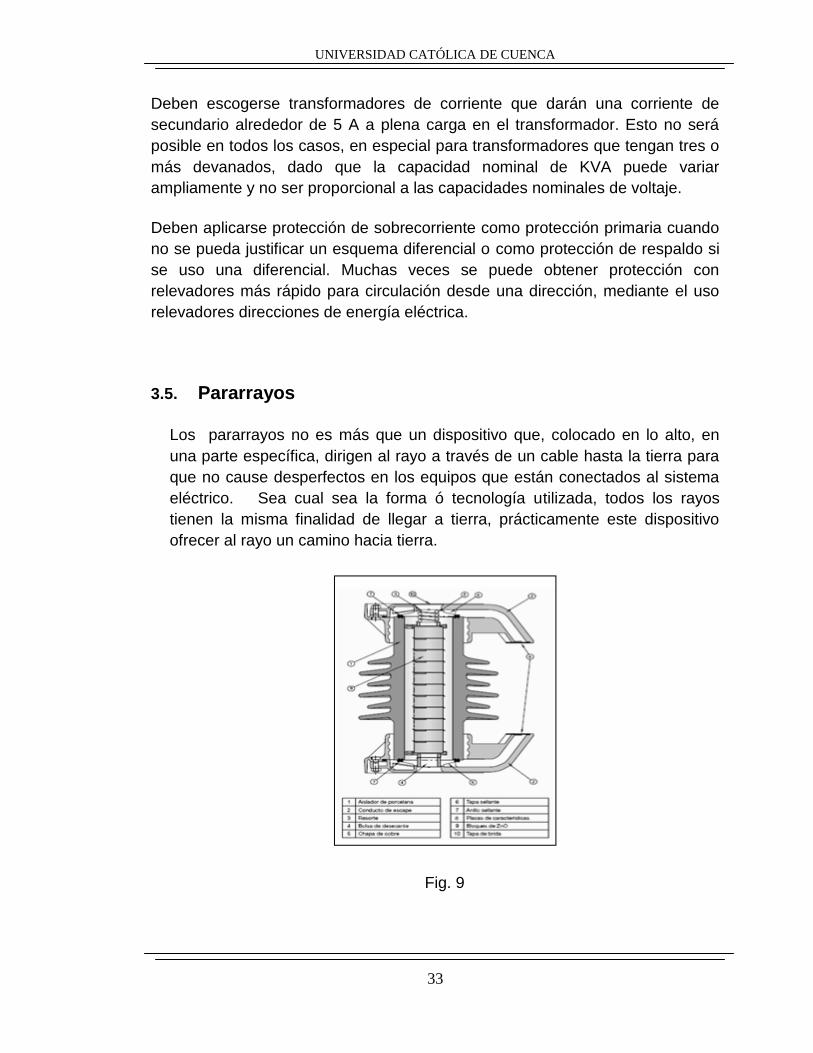
Los pararrayos no es más que un dispositivo que, colocado en lo alto, en
una parte específica, dirigen al rayo a través de un cable hasta la tierra para
que no cause desperfectos en los equipos que están conectados al sistema
eléctrico. Sea cual sea la forma ó tecnología utilizada, todos los rayos
tienen la misma finalidad de llegar a tierra, prácticamente este dispositivo
ofrecer al rayo un camino hacia tierra.
Fig. 9
UNIVERSIDAD CATÓLICA DE CUENCA
34
El pararrayos atraer un rayo ionizando el aire para llamar y conducir la
descarga hacia tierra, de tal modo que no cause daños a construcciones o
personas, estos ingeniosos sistemas permiten, reducir los daños que puede
provocar la caída de un rayo sobre en la estructura de una subestación, y
además protegen, a los equipos utilizados en la subestación como
transformadores, interruptores, barras, etc. Y así tener una mayor efectividad
en la generación y distribución de energía. Es importante tener dispositivos de
descarga atierra aptos para protección de los equipos, contra las sobre
tensiones producidas por operaciones de maniobras y por la ocurrencia de
descargas atmosféricas, en general, los pararrayos son para operar
satisfactoriamente a la intemperie, bajo las condiciones de servicio indicadas
por el fabricante.
Los descargadores deben ser del tipo exterior, auto soportados, para instalación
vertical; deconstrucción robusta diseñados para facilitar su montaje y su
limpieza, evitando que el agua se deposite en ellos, el material de la envolvente
externa estará fabricado con goma silicona polimérica, el diseño del pararrayos
deberá ser tal que la silicona se moldea directamente sobre los bloques de
Óxido Metálico asegurando así un cerramiento total de todos los componentes
a fin de evitar las descargas parciales o el ingreso de humedad,
alternativamente la silicona será moldeada sobre un tubo de fibra de vidrio. En
ese caso el pararrayos deberá tener un excelente y comprobado sistema de
sellado y adherencia para evitar el ingreso de humedad y las descargas
parciales.
Todos los pararrayos llevarán una placa de características, que debe ser visible
en las posiciones de servicio y montaje normal, en la que figurarán grabadas de
forma inalterable los datos de especificaciones técnicas, por ejemplo:
• Nombre del fabricante o marca registrada.
• Año de fabricación
• Designación del tipo
• Número de serie
• Tensión de servicio continuo kV(Uc).
• Tensión asignada kV(Ur).
• Clase de descarga de línea
• Corriente asignada del limitador de presión (si procede)
• Corriente de descarga nominal kA.
• Tensión y corriente de referencia kV
UNIVERSIDAD CATÓLICA DE CUENCA
35
• Esfuerzos mecánicos asignados sobre los bornes daN.
• Peso del pararrayos kg.
• Referencia Norma Enersis
3.6. Aceites
Los aceites aislantes son componentes esenciales de un gran número de
equipos eléctricos, en particular para transformadores de potencia y de medida.
La evaluación del estado del aceite aislante en servicio se efectúa atendiendo a
los siguientes índices de control: aspecto y color, contenido en agua, índice de
neutralización, factor de pérdidas dieléctricas y tensión de ruptura, así como,
cantidad de partículas que por tamaño son contabilizadas.
Uno de los métodos de diagnóstico que proporciona una indicación anticipada
de anormalidades en su comportamiento funcional y permite determinar las
medidas que conviene adoptar antes de que el equipo sufra daños más
importantes se basa en el análisis cromatográfico de los gases de
descomposición del aceite aislante por calentamiento excesivo de ciertos
puntos del transformador o por descargas eléctricas en su interior.
Según sea la temperatura del punto caliente la energía de las descargas, las
proporciones en que se producen los diferentes gases de descomposición son
distintas. Por efecto de las solicitaciones térmicas o eléctricas, los aceites
aislantes dan lugar a los siguientes gases de descomposición: hidrógeno,
metano, etano, etileno, acetileno, monóxido y dióxido de carbono, oxígeno y
nitrógeno.
Determinando el contenido de cada gas, la valoración global y la relación entre
las concentraciones de los diferentes gases y su evolución, se puede conocer
no solamente la existencia de un defecto, sino también el tipo del mismo y su
importancia. Más recientemente, al análisis mencionado anteriormente se
acompaña con la valoración de la concentración de los derivados del
furfulaldehído, que resultan de la degradación térmica de la celulosa
incorporada en los aislamientos sólidos del transformador.
UNIVERSIDAD CATÓLICA DE CUENCA
36
3.7. Termovisión
Es un Sistema de visión por rayos infrarrojos que permite obtener datos
necesarios para realizar mantenimiento preventivo-predictivo, etc.
Para la termografía o termovisión es necesario considerar los siguientes
aspectos:
- Temperatura ambiente.
- La fase que se toma como fase de referencia.
- Si se presenta anomalías las imágenes podrán ser analizadas en una PC.
- Tiempo correspondiente a la realización de la medición termográfica.
Se recomienda analiza los puntos indicados a continuación:
Transformador de potencia
Interruptores
Seccionadores
Transformadores de medida
Banco de capacitores
Barras colectoras
Pararrayos
Circuito o bahía
3.8. Ultrasonido
Este método estudia las ondas de sonido de baja frecuencia producidas por los
equipos que no son perceptibles por el oído humano. Esta técnica es bastante
difundida por tres factores, fácil de usar, versatilidad y bajos costos de
implementación.
Pero, para que sea un real apoyo al mantenimiento, previo a la adquisición del
instrumento se debe definir cuales sistemas son los más importantes y que la
aplicación del ultrasonido entregará información relevante.
Además dimensionar los requerimientos de recursos tanto humanos como
físicos.
El principio es traer un sonido del rango que no es audible por el ser humano a
un espectro de sonido que si lo es, Tradicionalmente una excesiva vibración o
un aumento de la temperatura son indicadores de una falla en un horizonte de
tiempo no muy lejano. Los cambios microscópicos en los equipos en las fuerzas
UNIVERSIDAD CATÓLICA DE CUENCA
37
de fricción son detectables con pruebas de ultrasonido bastante tiempo antes
de que la máquina entre al estado crítico de la falla, proveyendo una ventana
más amplia para planificar el mantenimiento.
3.9. Cables de potencia
Son los con mayor riesgo de falla, tanto por el número que existe, como por la
extensión territorial que ocupan.El cable o conductor representa el componente
indispensable para el transporte de la energía eléctrica entre los diferentes
bloques que integran un sistema de potencia. Resulta inevitable que parte de
esta energía se pierda en forma de calor, ya que la resistencia eléctrica de un
conductor nunca es nula. El material más indicado para la fabricación de un
cable conductor representa un compromiso entre un bajo valor de resistividad y
el costo del mismo.
La resistencia eléctrica de un material conductor está dada por la expresión:
R = (r. L ) / A (1)
Donde:
R= (rho) representa el valor de resistividad lineal (W.m),
L= es el largo del conductor (m), y
A= es el área de la sección del mismo (m2).
El valor de r depende de dos variables: el material conductor y la temperatura
de trabajo que éste alcanza. La expresión (1) indica que para un dado material
conductor y temperatura (r constante),si el valor del área A permanece
constante, el valor de la resistencia aumenta con su longitud. De igual manera
puede deducirse que si r y L permanecen fijos, la resistencia del conductor se
reduce si el área de su sección aumenta. La mayoría de los cables utilizados en
instalaciones eléctricas tienen una sección circular. Cuando el área del
conductor aumenta, también lo hace su diámetro. Por lo tanto, para una dada
longitud, un aumento en el diámetro significa una menor caída de voltaje en el
cable (menores pérdidas de energía), pero un mayor costo (más volumen por
unidad de longitud).
La dependencia entre el diámetro y el área del conductor permite establecer un
método de clasificación para los cables. A determinados diámetros se les
asigna un número en una escala arbitraria, al que se conoce como el calibre del
conductor.
UNIVERSIDAD CATÓLICA DE CUENCA
38
Para cada calibre, el valor dado de la corriente es la máxima, en amperios, este
valor no debe ser sobrepasado, por razones de seguridad (excesiva disipación
de calor).Los cables usados en instalaciones eléctricas tienen, salvo raras
excepciones, una cubertura exterior que provee aislación eléctrica y resistencia
mecánica al conductor. El material usado en la cubertura exterior es muy
importante, pues determina el uso del mismo.
Distintos tipos de cuberturas permiten enterrar el cable bajo tierra, usarlo en
lugares con alta humedad y/o temperatura, o volverlos resistentes a ciertas
substancias químicas o a la radiación ultravioleta. Para identificar las distintas
aplicaciones se usan letras.
Existen dos tipos de conductores: el de un solo alambre y el multialambre. Los
calibres de mayor diámetro no pueden tener un solo conductor pues su rigidez
los haría poco prácticos. Es por ello que los cables con calibres entre el 8 en
adelante son fabricados usando varios alambres de menor diámetro, los que
son retorcidos suavemente para que conserven una estructura unificada.
Si el valor de la resistividad (r) depende de la temperatura de trabajo del
conductor. El valor de la resistencia eléctrica de un cable conductor a una
temperatura superior a los 25°C está dada por la expresión:
Rt = R25 x (1 + a.DT)
donde:
Rt: es la resistencia a la temperatura t, a: es un coeficiente de proporcionalidad
cuyo valor, para el cobre, es 0,00043 1/°C, y DT: es la cantidad de grados que
la temperatura de trabajo del conductor supera los 25°C.
Esta fórmula nos dice que porcada 10°C que sube la temperatura sobre la
ambiente, el valor de la resistencia se incrementa en un 4,3 %. El amperaje
máximo especificado para un determinado calibre disminuye con la
temperatura.
Un circuito activo (corriente circulando) sufre una pérdida de potencia en los
cables que interconectan el sistema. Para un determinado valor de la corriente
de carga, esta pérdida es proporcional a la caída de voltaje en los mismos.
UNIVERSIDAD CATÓLICA DE CUENCA
39
3.10. Capacitores de potencia.
Muchas subestaciones de distribución poseen bancos de capacitores con el
objeto de compensar caídas de voltaje y/o corregir el factor de potencia, las
cuales ante corrientes o voltajes armónicos las hace candidatas a tener
condiciones de resonancia. Los bancos de condensadores que se aplican
dentro de las subestaciones de distribución normalmente consisten, de cuatro
bancos de condensadores conmutados, que están diseñadas para encenderse
y apagarse automáticamente basadas en el factor de potencia, vars, y/o
tensión. Debido a las variaciones de carga, un número de operaciones de
conmutación ocurrirán diariamente
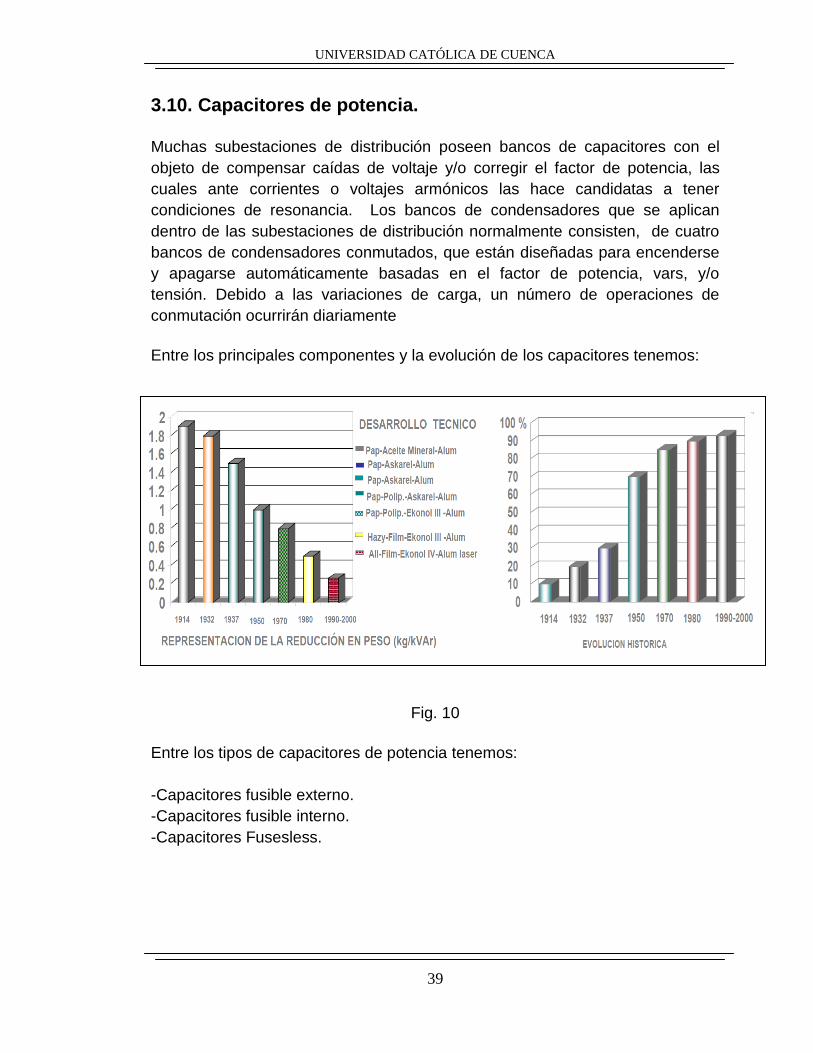
Entre los principales componentes y la evolución de los capacitores tenemos:
Fig. 10
Entre los tipos de capacitores de potencia tenemos:
-Capacitores fusible externo.
-Capacitores fusible interno.
-Capacitores Fusesless.

UNIVERSIDAD CATÓLICA DE CUENCA
40
Fig. 11
Las características principales de los capacitores, se describe de la siguiente
manera:
Fig. 12
Consideraciones para la instalación de un banco de capacitores:
-Ventilación
-Frecuencia y voltaje de operación del sistema
-Perturbaciones por armónicos
-Condiciones anormales de operación
-Transitorios
-Resonancia
UNIVERSIDAD CATÓLICA DE CUENCA
41
-Pruebas en campo y mantenimiento
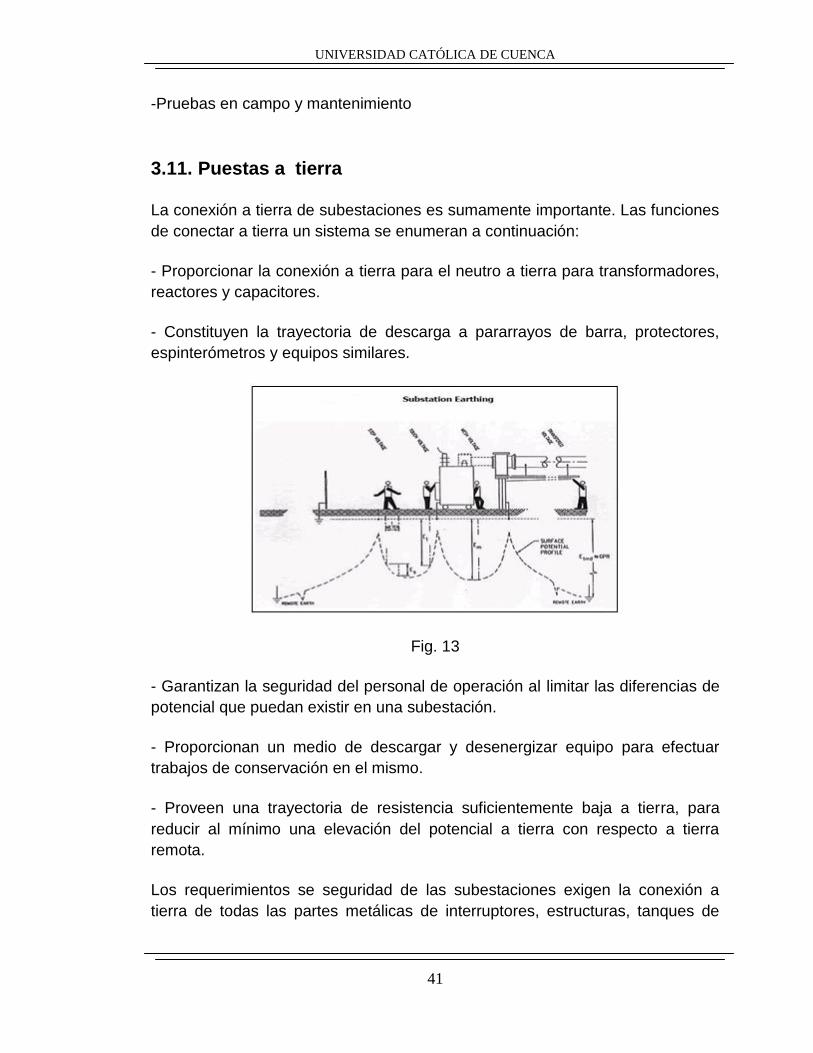
3.11. Puestas a tierra
La conexión a tierra de subestaciones es sumamente importante. Las funciones
de conectar a tierra un sistema se enumeran a continuación:
- Proporcionar la conexión a tierra para el neutro a tierra para transformadores,
reactores y capacitores.
- Constituyen la trayectoria de descarga a pararrayos de barra, protectores,
espinterómetros y equipos similares.
Fig. 13
- Garantizan la seguridad del personal de operación al limitar las diferencias de
potencial que puedan existir en una subestación.
- Proporcionan un medio de descargar y desenergizar equipo para efectuar
trabajos de conservación en el mismo.
- Proveen una trayectoria de resistencia suficientemente baja a tierra, para
reducir al mínimo una elevación del potencial a tierra con respecto a tierra
remota.
Los requerimientos se seguridad de las subestaciones exigen la conexión a
tierra de todas las partes metálicas de interruptores, estructuras, tanques de
UNIVERSIDAD CATÓLICA DE CUENCA
42
transformadores, calzadas metálicas, cercas, montajes de acero estructural de
edificios, tableros de conmutación, secundarios de transformadores de medida,
etc., de manera que una persona que toque el equipo o se encuentre cerca del
mismo, no pueda recibir descarga peligrosa si un conductor de alto voltaje
relampaguea o entra en contacto con cualquier parte del equipo arriba
enumerado. En general, esta función se satisface si toda la armazón metálica
con la que una persona pueda hacer contacto o que una persona pueda tocar al
estar de pie en tierra, se encuentra de tal modo unida y conectada a tierra que
no puedan hacer potenciales peligrosos. Esto significa que toda parte individual
del equipo, toda columna estructural, etc., debe tener su propia conexión al
emparrillado a tierra de la estación.
El sistema básico de tierra de subestaciones, utilizado en la mayor parte de las
plantas eléctricas, toma la forma de una red de conductores enterrados
horizontalmente. La razón por la que la red o emparrillado sean tan eficaces se
atribuye a lo siguiente:
En sistemas en donde la corriente máxima de tierra puede ser muy alta, raras
veces es posible obtener una resistencia de tierra que sea tan baja como para
garantizar que la elevación total del potencial del sistema no alcance valores
inseguros para las personas. Si éste es el caso, el riesgo puede corregirse sólo
mediante el control de potenciales locales. Una rejilla es por, lo general, el
modo más práctico de lograr esto último.
En subestaciones clase HV y EHV, no hay un electrodo que por sí solo sea
adecuado para proporcionar la necesaria conductividad y capacidad de
conducción de corriente. Sin embargo, cuando varios de ellos se conecten entre
sí, y a estructuras, bastidores de equipos, y neutros de circuitos que deban
conectarse a tierra, el resultado es necesariamente una rejilla cualquiera que
sea la meta original. Si esta red a tierra se entierra en un suelo de conductividad
razonablemente buena, proporciona un excelente sistema de conexión a tierra.
El primer paso en el diseño práctico de una rejilla o emparrillado consiste en
examinar el plano de recorrido del equipo y estructuras. Un cable continuo debe
rodear el perímetro de la rejilla para abarcar tantas tierras como sea práctico,
evitar concentración de corriente y por lo tanto gradientes elevados en puntas
de cables a tierra. Dentro de la rejilla, los cables deberán colocarse en líneas
paralelas y a distancias razonablemente uniformes; cuando sea práctico, deben
instalarse a lo largo de hileras de estructuras o equipo para facilitar las
conexiones a tierra. El diseño preliminar debe ajustarse de manera que la
UNIVERSIDAD CATÓLICA DE CUENCA
43
longitud total del conductor enterrado, incluso empalmes y varillas, sea por lo
menos igual a la longitud requerida para mantener las diferencias de potencial
locales dentro de límites aceptables.
Un sistema típico de rejilla para una subestación puede tener alambre desnudo
de cobre trenzado, núm. 4/0, de 12 a 18 pulgadas abajo del nivel y separados
en forma de rejilla entre 10 y 20 pies. (Sin embargo, muchas veces se utilizan
otros calibres de conductores, profundidades y separaciones entre conductores
en la red.) Los alambres 4/0 de cada unión deben estar unidos firmemente entre
sí, y también puede estar conectada una varilla enterrada de acero y recubierta
de cobre, de 5/8 de pulgada de diámetro y alrededor de 8 pies de largo. En
suelos cuya resistencia sea muy elevada, puede ser conveniente enterrar las
varillas a mayor profundidad. (Se han enterrado varillas hasta de 100 pies de
longitud.) Un sistema típico de rejilla suele extenderse en toda la playa de
distribución y, a veces, incluso unos pocos pies fuera de la cerca que rodea al
edificio y el equipo.
Para asegurarse que todos los potenciales a tierra alrededor de la estación
sean iguales, los diversos cables o barras a tierra de la playa y del edificio de la
subestación deben unirse mediante conexiones múltiples fuertes y conectarse
todos a la tierra principal de la estación. Esto es necesario para que no haya
diferencias apreciables de voltaje entre los extremos de cables tendidos entre la
playa de distribución y el edificio de la subestación.
Algunas corrientes elevadas de tierra, como la que pueden circular en los
neutros de transformadores durante fallas a tierra, no deben aparecer en
conexiones a tierra (emparrillados o grupos de varillas) de zonas pequeñas, con
objeto de reducir al mínimo los gradientes de potencial en la zona que rodea las
conexiones a tierra. Dichas zonas deben tener alambres de grueso calibre, para
que puedan manejar adecuadamente las más difíciles condiciones de magnitud
y duración de corrientes de falla.
Por lo general se utilizan cables o tiras de lámina de cobre para conexiones a
tierra de bastidores de equipos. Sin embargo, los tanques de transformadores
se utilizan a veces como parte de la trayectoria a tierra de pararrayos que a
aquellos se conecten.
Análogamente, se pueden utilizar estructuras de acero como parte de la
trayectoria a tierra si se puede establecer que la conductividad, incluso la de
cualquiera de las juntas, es y puede mantenerse como equivalente a la del
UNIVERSIDAD CATÓLICA DE CUENCA
44
conductor de cobre que de otra forma se requeriría. Estudios realizados por
algunas compañías de electricidad han llevado a que, en forma satisfactoria, se
utilicen estructuras de acero como parte de la trayectoria al emparrillado a tierra
desde alambres aéreos, pararrayos, etc.
Cuando se siga esta práctica, cualquier película de pintura que pudiera
introducirse en las juntas y producir alta resistencia se debe eliminar y aplicarse
entonces un compuesto apropiado u otro medio efectivo en la junta para evitar
el subsecuente deterioro de la junta por oxidación. Las conexiones entre los
diversos alambres a tierra y la rejilla de cables y conexiones dentro de la rejilla
se cables suelen hacerse con abrazaderas, y soldadura eléctrica.
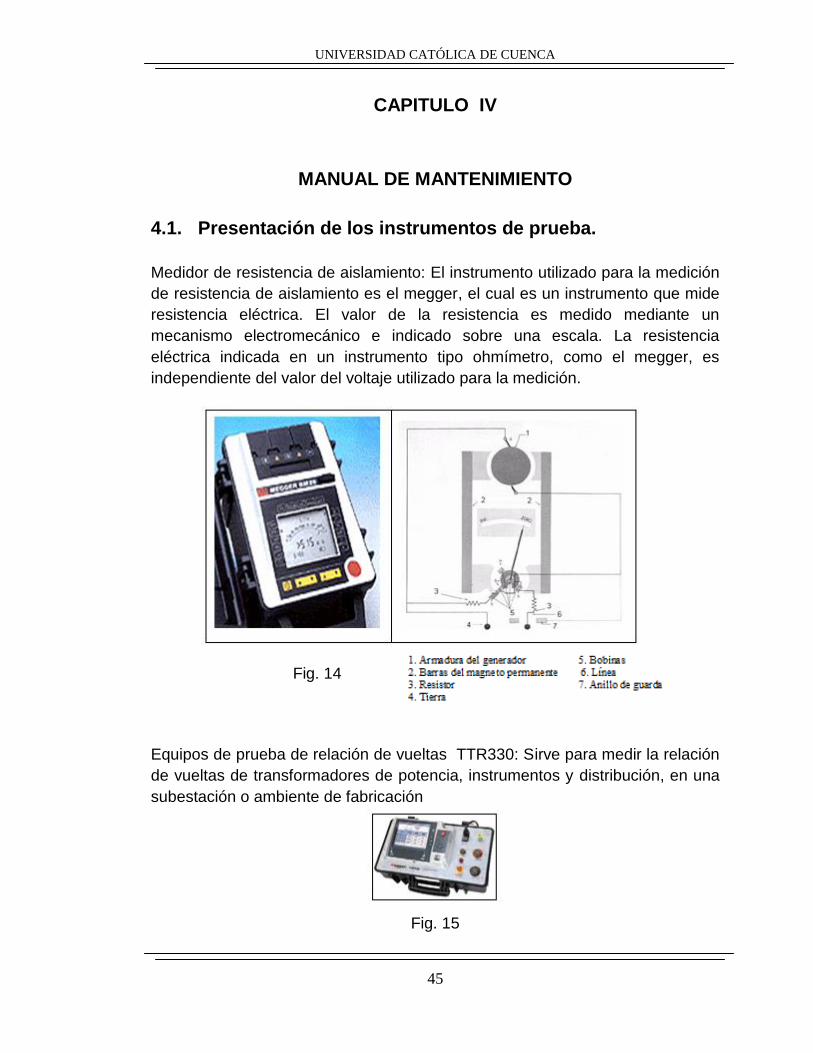
UNIVERSIDAD CATÓLICA DE CUENCA
45
CAPITULO IV
MANUAL DE MANTENIMIENTO
4.1. Presentación de los instrumentos de prueba.
Medidor de resistencia de aislamiento: El instrumento utilizado para la medición
de resistencia de aislamiento es el megger, el cual es un instrumento que mide
resistencia eléctrica. El valor de la resistencia es medido mediante un
mecanismo electromecánico e indicado sobre una escala. La resistencia
eléctrica indicada en un instrumento tipo ohmímetro, como el megger, es
independiente del valor del voltaje utilizado para la medición.
Fig. 14
Equipos de prueba de relación de vueltas TTR330: Sirve para medir la relación
de vueltas de transformadores de potencia, instrumentos y distribución, en una
subestación o ambiente de fabricación
Fig. 15
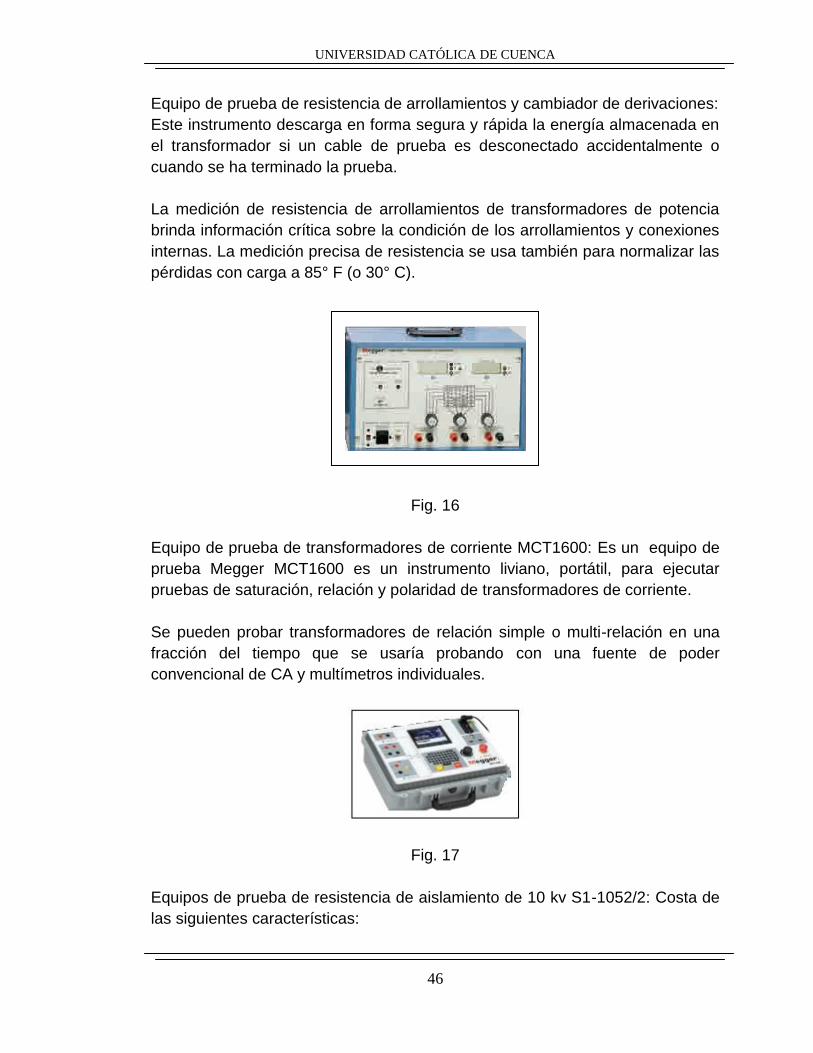
UNIVERSIDAD CATÓLICA DE CUENCA
46
Equipo de prueba de resistencia de arrollamientos y cambiador de derivaciones:
Este instrumento descarga en forma segura y rápida la energía almacenada en
el transformador si un cable de prueba es desconectado accidentalmente o
cuando se ha terminado la prueba.
La medición de resistencia de arrollamientos de transformadores de potencia
brinda información crítica sobre la condición de los arrollamientos y conexiones
internas. La medición precisa de resistencia se usa también para normalizar las
pérdidas con carga a 85° F (o 30° C).
Fig. 16
Equipo de prueba de transformadores de corriente MCT1600: Es un equipo de
prueba Megger MCT1600 es un instrumento liviano, portátil, para ejecutar
pruebas de saturación, relación y polaridad de transformadores de corriente.
Se pueden probar transformadores de relación simple o multi-relación en una
fracción del tiempo que se usaría probando con una fuente de poder
convencional de CA y multímetros individuales.
Fig. 17
Equipos de prueba de resistencia de aislamiento de 10 kv S1-1052/2: Costa de
las siguientes características:
UNIVERSIDAD CATÓLICA DE CUENCA
47
-Corriente alta de carga de 5 mA para probar generadores y cables
- Rango de medición de 35 TΩ
- Capacidad CAT IV 600 V
- Capacidad de almacenamiento y descarga de datos
Fig. 18
Equipo de prueba de relación de vueltas TTR 100: Es el instrumento más
preciso con las relaciones de vueltas más altas de la industria. Mide relación de
vueltas de transformadores de potencia, distribución y reguladores monofásicos
y trifásicos (una fase a la vez), así como también de transformadores de
potencial y de corriente
Fig. 19
4.1.1. Ejemplo 1. Modo de utilización de los instrumentos de
prueba
TTR330:Es importante tener muy en cuenta las normas de seguridad para
proceder a realizar cualquier maniobra ya que se trabaja con tensiones
elevadas.
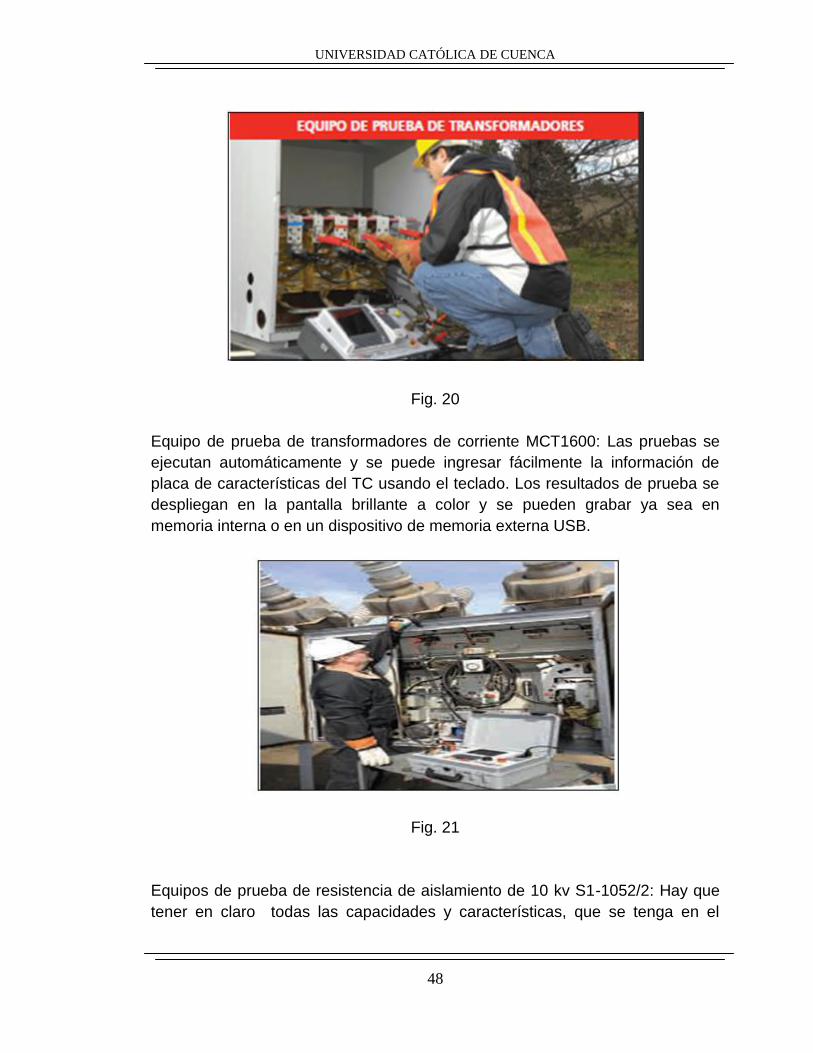
UNIVERSIDAD CATÓLICA DE CUENCA
48
Fig. 20
Equipo de prueba de transformadores de corriente MCT1600: Las pruebas se
ejecutan automáticamente y se puede ingresar fácilmente la información de
placa de características del TC usando el teclado. Los resultados de prueba se
despliegan en la pantalla brillante a color y se pueden grabar ya sea en
memoria interna o en un dispositivo de memoria externa USB.
Fig. 21
Equipos de prueba de resistencia de aislamiento de 10 kv S1-1052/2: Hay que
tener en claro todas las capacidades y características, que se tenga en el

UNIVERSIDAD CATÓLICA DE CUENCA
49
equipo para tener resultados óptimos en el mantenimiento, por ejemplo el
rechazo de ruido e interferencia ampliada a 4mA. Esto elimina virtualmente la
posibilidad de lecturas malas, no confiables o inestables, que se pueden tomar
en ruidosas subestaciones y patios de maniobra de 400 kV y más.
Fig. 22
Equipo de prueba de relación de vueltas TTR 100:El TTR100 es un instrumento
manual avanzado, robusto, liviano, operado por batería que ofrece funciones
tales como resistencia de arrollamiento, mediciones de polaridad y ángulo de
fase. Con una relación de vueltas de 20.000:1,
Fig. 23
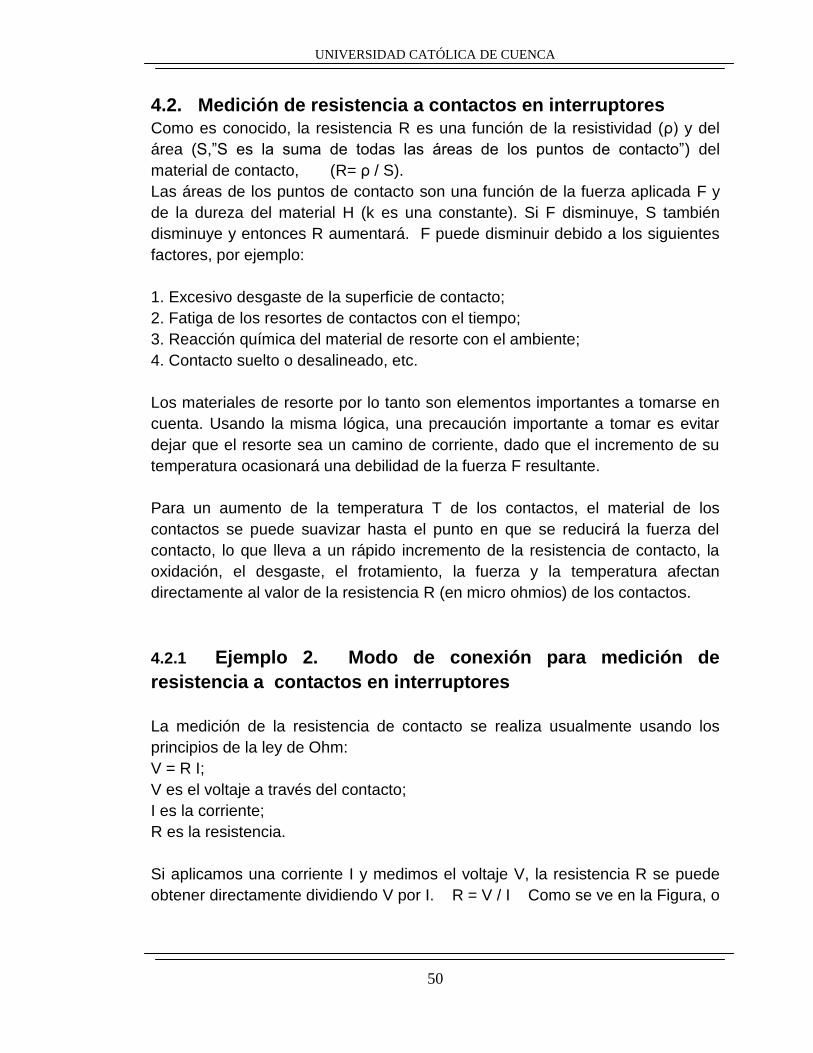
UNIVERSIDAD CATÓLICA DE CUENCA
50
4.2. Medición de resistencia a contactos en interruptores
Como es conocido, la resistencia R es una función de la resistividad (ρ) y del
área (S,”S es la suma de todas las áreas de los puntos de contacto”) del
material de contacto, (R= ρ / S).
Las áreas de los puntos de contacto son una función de la fuerza aplicada F y
de la dureza del material H (k es una constante). Si F disminuye, S también
disminuye y entonces R aumentará. F puede disminuir debido a los siguientes
factores, por ejemplo:
1. Excesivo desgaste de la superficie de contacto;
2. Fatiga de los resortes de contactos con el tiempo;
3. Reacción química del material de resorte con el ambiente;
4. Contacto suelto o desalineado, etc.
Los materiales de resorte por lo tanto son elementos importantes a tomarse en
cuenta. Usando la misma lógica, una precaución importante a tomar es evitar
dejar que el resorte sea un camino de corriente, dado que el incremento de su
temperatura ocasionará una debilidad de la fuerza F resultante.
Para un aumento de la temperatura T de los contactos, el material de los
contactos se puede suavizar hasta el punto en que se reducirá la fuerza del
contacto, lo que lleva a un rápido incremento de la resistencia de contacto, la
oxidación, el desgaste, el frotamiento, la fuerza y la temperatura afectan
directamente al valor de la resistencia R (en micro ohmios) de los contactos.
4.2.1 Ejemplo 2. Modo de conexión para medición de
resistencia a contactos en interruptores
La medición de la resistencia de contacto se realiza usualmente usando los
principios de la ley de Ohm:
V = R I;
V es el voltaje a través del contacto;
I es la corriente;
R es la resistencia.
Si aplicamos una corriente I y medimos el voltaje V, la resistencia R se puede
obtener directamente dividiendo V por I. R = V / I Como se ve en la Figura, o
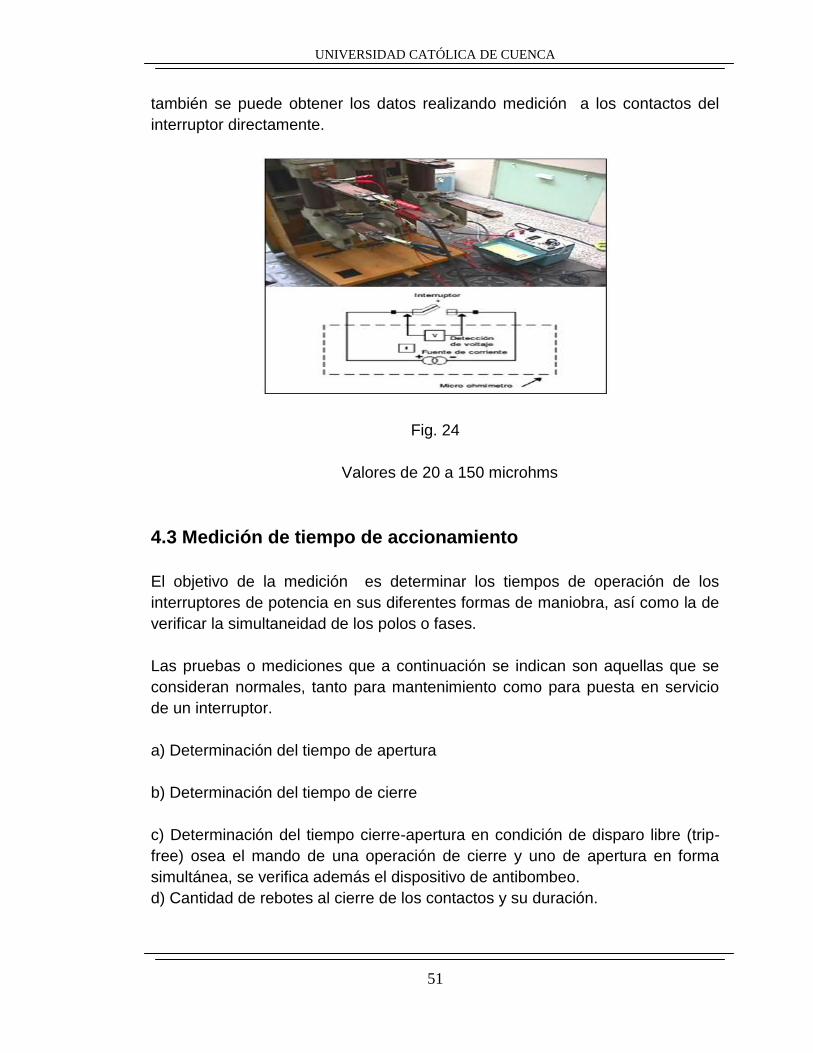
UNIVERSIDAD CATÓLICA DE CUENCA
51
también se puede obtener los datos realizando medición a los contactos del
interruptor directamente.
Fig. 24
Valores de 20 a 150 microhms
4.3 Medición de tiempo de accionamiento
El objetivo de la medición es determinar los tiempos de operación de los
interruptores de potencia en sus diferentes formas de maniobra, así como la de
verificar la simultaneidad de los polos o fases.
Las pruebas o mediciones que a continuación se indican son aquellas que se
consideran normales, tanto para mantenimiento como para puesta en servicio
de un interruptor.
a) Determinación del tiempo de apertura
b) Determinación del tiempo de cierre
c) Determinación del tiempo cierre-apertura en condición de disparo libre (trip-
free) osea el mando de una operación de cierre y uno de apertura en forma
simultánea, se verifica además el dispositivo de antibombeo.
d) Cantidad de rebotes al cierre de los contactos y su duración.
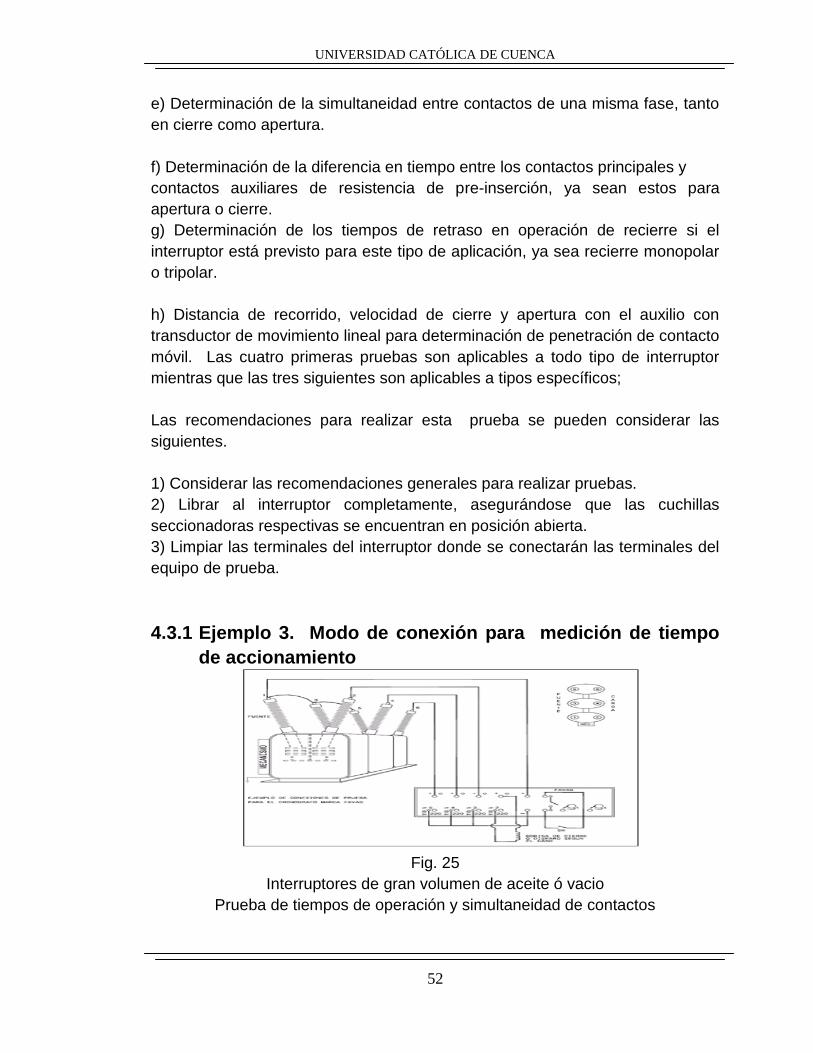
UNIVERSIDAD CATÓLICA DE CUENCA
52
e) Determinación de la simultaneidad entre contactos de una misma fase, tanto
en cierre como apertura.
f) Determinación de la diferencia en tiempo entre los contactos principales y
contactos auxiliares de resistencia de pre-inserción, ya sean estos para
apertura o cierre.
g) Determinación de los tiempos de retraso en operación de recierre si el
interruptor está previsto para este tipo de aplicación, ya sea recierre monopolar
o tripolar.
h) Distancia de recorrido, velocidad de cierre y apertura con el auxilio con
transductor de movimiento lineal para determinación de penetración de contacto
móvil. Las cuatro primeras pruebas son aplicables a todo tipo de interruptor
mientras que las tres siguientes son aplicables a tipos específicos;
Las recomendaciones para realizar esta prueba se pueden considerar las
siguientes.
1) Considerar las recomendaciones generales para realizar pruebas.
2) Librar al interruptor completamente, asegurándose que las cuchillas
seccionadoras respectivas se encuentran en posición abierta.
3) Limpiar las terminales del interruptor donde se conectarán las terminales del
equipo de prueba.
4.3.1 Ejemplo 3. Modo de conexión para medición de tiempo
de accionamiento
Fig. 25
Interruptores de gran volumen de aceite ó vacio
Prueba de tiempos de operación y simultaneidad de contactos
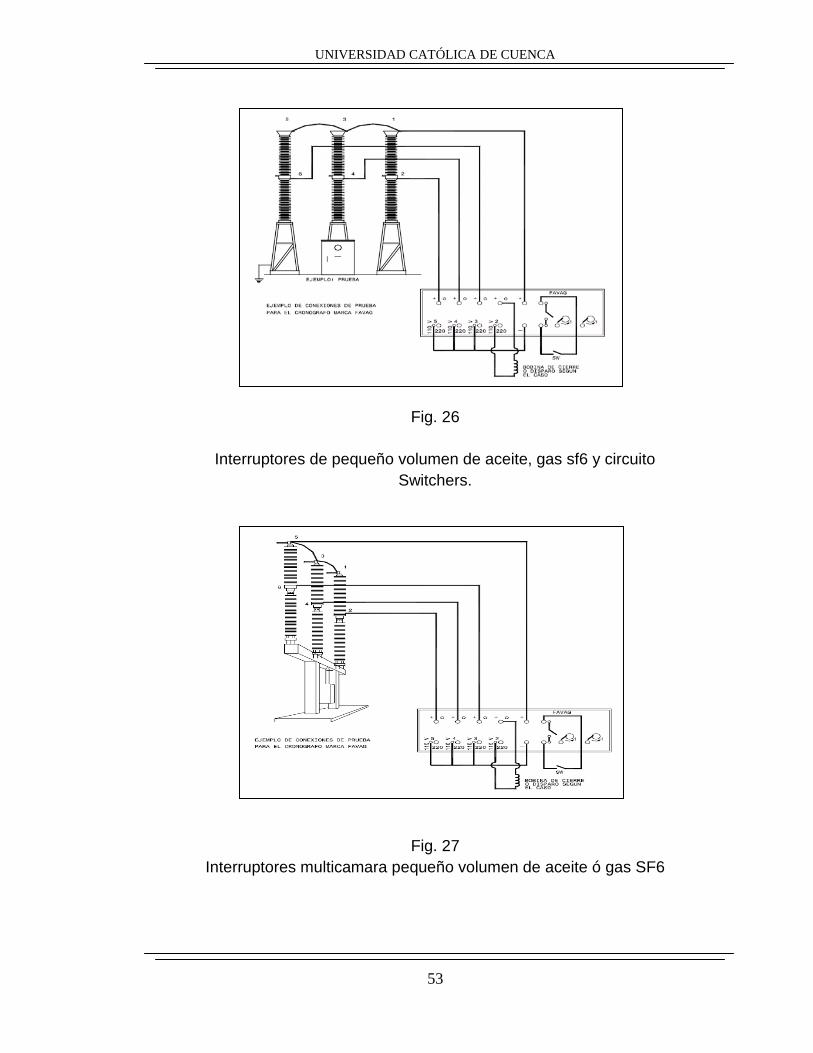
UNIVERSIDAD CATÓLICA DE CUENCA
53
Fig. 26
Interruptores de pequeño volumen de aceite, gas sf6 y circuito
Switchers.
Fig. 27
Interruptores multicamara pequeño volumen de aceite ó gas SF6
UNIVERSIDAD CATÓLICA DE CUENCA
54
Fig. 28
Interruptores de tanque muerto
Fig. 27
Fig. 29
Medición de tiempos de accionamiento
Valores para el cierrre: 50 a 130 mseg.
Valores para la apertura: 30 a 60 mseg.
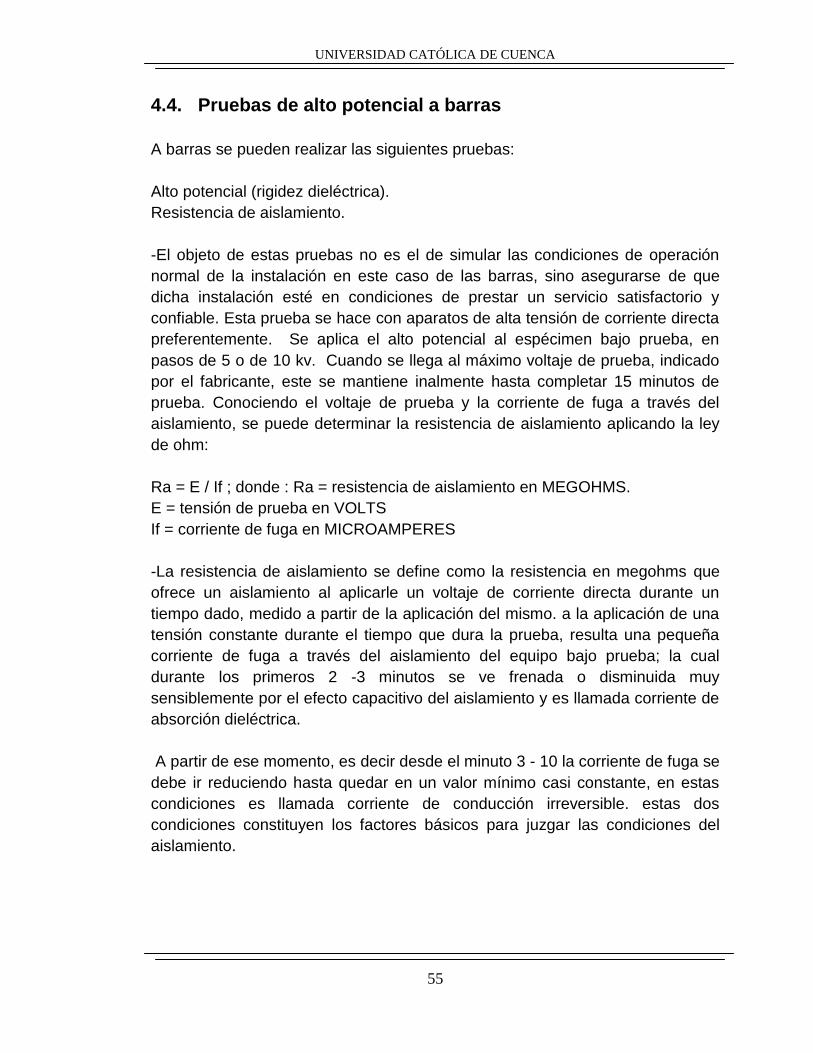
UNIVERSIDAD CATÓLICA DE CUENCA
55
4.4. Pruebas de alto potencial a barras
A barras se pueden realizar las siguientes pruebas:
Alto potencial (rigidez dieléctrica).
Resistencia de aislamiento.
-El objeto de estas pruebas no es el de simular las condiciones de operación
normal de la instalación en este caso de las barras, sino asegurarse de que
dicha instalación esté en condiciones de prestar un servicio satisfactorio y
confiable. Esta prueba se hace con aparatos de alta tensión de corriente directa
preferentemente. Se aplica el alto potencial al espécimen bajo prueba, en
pasos de 5 o de 10 kv. Cuando se llega al máximo voltaje de prueba, indicado
por el fabricante, este se mantiene inalmente hasta completar 15 minutos de
prueba. Conociendo el voltaje de prueba y la corriente de fuga a través del
aislamiento, se puede determinar la resistencia de aislamiento aplicando la ley
de ohm:
Ra = E / If ; donde : Ra = resistencia de aislamiento en MEGOHMS.
E = tensión de prueba en VOLTS
If = corriente de fuga en MICROAMPERES
-La resistencia de aislamiento se define como la resistencia en megohms que
ofrece un aislamiento al aplicarle un voltaje de corriente directa durante un
tiempo dado, medido a partir de la aplicación del mismo. a la aplicación de una
tensión constante durante el tiempo que dura la prueba, resulta una pequeña
corriente de fuga a través del aislamiento del equipo bajo prueba; la cual
durante los primeros 2 -3 minutos se ve frenada o disminuida muy
sensiblemente por el efecto capacitivo del aislamiento y es llamada corriente de
absorción dieléctrica.
A partir de ese momento, es decir desde el minuto 3 - 10 la corriente de fuga se
debe ir reduciendo hasta quedar en un valor mínimo casi constante, en estas
condiciones es llamada corriente de conducción irreversible. estas dos
condiciones constituyen los factores básicos para juzgar las condiciones del
aislamiento.
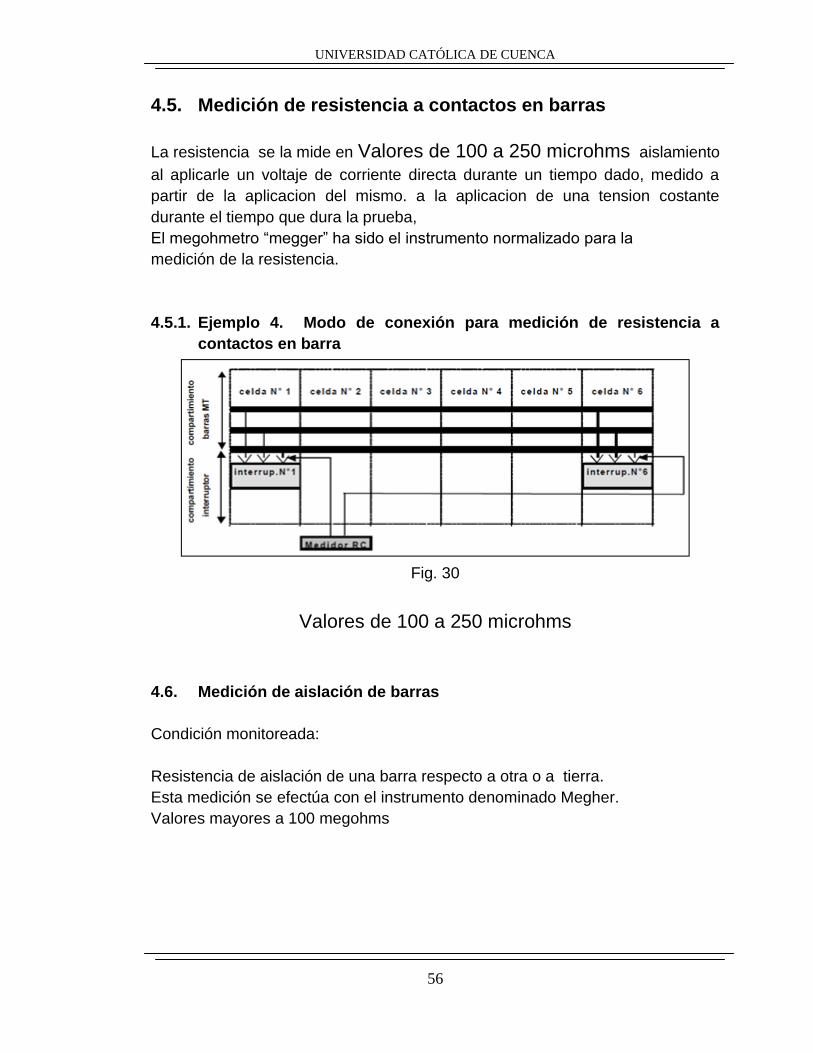
UNIVERSIDAD CATÓLICA DE CUENCA
56
4.5. Medición de resistencia a contactos en barras
La resistencia se la mide en Valores de 100 a 250 microhms aislamiento
al aplicarle un voltaje de corriente directa durante un tiempo dado, medido a
partir de la aplicacion del mismo. a la aplicacion de una tension costante
durante el tiempo que dura la prueba,
El megohmetro “megger” ha sido el instrumento normalizado para la
medición de la resistencia.
4.5.1. Ejemplo 4. Modo de conexión para medición de resistencia a
contactos en barra
Fig. 30
Valores de 100 a 250 microhms
4.6. Medición de aislación de barras
Condición monitoreada:
Resistencia de aislación de una barra respecto a otra o a tierra.
Esta medición se efectúa con el instrumento denominado Megher.
Valores mayores a 100 megohms
UNIVERSIDAD CATÓLICA DE CUENCA
57
4.6.1. Ejemplo 5. Modo de conexión para medición de aislación
de barras
Condición monitoreada:
Resistencia de aislación de una barra respecto a otra o a tierra. Esta medición
se efectua con el instrumento denominado Megher,
Fig. 28
Fig. 31
Fig. 32
valores mayores a 100 megohms
UNIVERSIDAD CATÓLICA DE CUENCA
58
4.7. Pruebas de campo a transformadores
Al transformador se realizan las siguientes pruebas:
-Relación de transformación.
-Resistencia ohmica de los devanados.
-Factor de potencia al aislamiento de devanados.
-Resistencia de aislamiento en devanados.
-Collar caliente a boquillas de alta tension..
La relación de transformación: se define como la relación de espiras o de
tensiones entre los devanados primario y secundario de los transformadores.
Np / Ns = Ep / Es
El método más utilizado para llevar a cabo la prueba de relación de
transformación, es con el medidor de relación de vueltas “ttr” por sus siglas en
ingles, el cual opera bajo el conocido principio de que cuando dos
transformadores que nominalmente tienen la misma relación de transformación
y polaridad, excitados y conectados en paralelo, con la más pequeña diferencia
en la relación de cualquiera de ellos, se produce una corriente circulante entre
ambos. El equipo ttr está formado básicamente por :
-Un transformador de referencia con relación ajustable de 0 – 130
-Una fuente de excitación de corriente alterna
-Un voltímetro
-Un amperímetro
-Un galvanómetro detector de corriente nula
Así como un juego de terminales para su conexión. el % de diferencia entre la
relación de transformación teórica y la realmente medida se calcula por la
expresión :
% Rel = (rel. Teor. - rel. Med.) X 100 / rel. Teor.
Por norma el mínimo de diferencia aceptable es : +- 0.4 % mediante la
aplicación de esta prueba, es posible detectar corto circuitos entre espiras,
polaridad, secuencia de fases, circuitos abiertos, etc.
UNIVERSIDAD CATÓLICA DE CUENCA
59
Prueba de resistencia ohmica a devanados: Esta prueba es aplicable a
transformadores de potencia, de distribución, de instrumentos,
autotransformadores, reguladores de voltaje, reactores y contactos de
interruptores; asi como de cuchillas.
Para efectuar mediciones de resistencia ohmica, existen equipos de prueba
específicamente diseñados para ello, como son los puentes de wheatstone,
kelvin y/o combinaciones de ambos. Esta prueba en lo práctico sirve para
identificar la existencia de falsos contactos o puntos de alta resistencia en las
soldaduras de los devanados.
En lo específico se realiza para la comprobación del cálculo de perdidas totales
de un transformador. El aparato empleado para esta medición es un ohmetro
con rangos desde 10 micro-ohms, hasta 1999 ohms, llamados comúnmente
ducter o miliohmetro.
Los resultados de las mediciones de esta prueba deben ser muy similares entre
las 3 fases de cada uno de los devanados. Cuando existan discrepancias, esto
es indicativo de un falso contacto interno de la fase que presente mayor valor, lo
cual provoca calentamiento en el equipo y a la larga un daño muy severo que
obligara a retirar el equipo del servicio para su reparación en taller
especializado.
Prueba de collar caliente a boquillas de a.t.: Esta es una prueba para detectar
contaminación o fisuras en las porcelanas y es muy importante para discriminar
los altos valores de f.p. en un transformador. Se realiza con al aparato de
medición de factor de potencia meu-2500 de la siguiente manera:
Se limpia perfectamente la boquilla en su exterior y en el 2º faldón de arriba se
le coloca una banda ahulada conductora bien ajustada que es el punto de
aplicación del potencial del equipo de prueba; la otra terminal (l.v.) se conecta
en el conector normal de la boquilla. se realiza la prueba tomándose las lecturas
de mva´s y de mw el valor más importante resulta ser la fuga de potencia en
(mw), cuyo valor no deberá ser mayor de 6 mw .
Por experiencia en campo , hemos encontrado que mas de 4 mw de fuga en las
boquillas, inciden negativamente en las pruebas de f.p. del transformador y al
cambiarse las boquillas por nuevas, los resultados de una nueva prueba de f.p.
UNIVERSIDAD CATÓLICA DE CUENCA
60
al devanado de alta tensión del transformador en cuestión, resultan muy
favorables.
4.8. Pruebas de campo a interruptores
Al interruptor de potencia en aceite se le realizan las siguientes pruebas:
- Resistencia de aislamiento.
-Factor de potencia.
-Collar caliente a boquillas.
-Resistencia de contactos.
-Sincronismo de apertura y cierre.
Al interruptor de potencia en vacio:
-Además de los anteriores,
-Alto potencial a las cámaras de vacío.
Estas pruebas son muy importantes para determinar el buen funcionamiento del
equipo y tener una eficiencia en el mantenimiento, se proceden a realizar las
pruebas de la misma manera que ya se expuso en subtemas anteriores.
4.9. Pruebas de campo a apartarrayos
Las pruebas realizadas para determinar el estado de los pararrayos de óxido
metálico para alta tensión tipo subestación pueden clasificarse en dos
categorías, dependiendo de si el pararrayos se encuentra o no montado y
conectado al circuito energizado del cual es parte en el esquema de protección
por sobrevoltaje. Las dos categorías de clasificación son: pruebas fuera de línea
y pruebas en línea.
Pruebas fuera de línea
Estas pruebas se realizan con el pararrayos completamente desenergizado, y
desconectado del circuito al cual protege de sobrevoltaje; por lo regular se
realizan en el laboratorio o taller de mediciones bajo condiciones ambientales
específicas y controladas. Para desconectar y desmontar el pararrayos y así
UNIVERSIDAD CATÓLICA DE CUENCA
61
realizarle las pruebas fuera de línea, se requiere que sea desenergizado el
circuito del cual es parte el pararrayos; esto se traduce en pérdida de
continuidad del suministro de energía eléctrica al campo de entrada o salida al
que pertenece el pararrayos, e incrementos en el tiempo requerido para
efectuar la medición. En la categoría de pruebas fuera de línea se encuentran
las pruebas de aislamiento.
-Prueba de aislamiento a pararrayos de óxido metálico: La prueba de
resistencia de aislamiento es una prueba que se aplica para determinar la
integridad del aislamiento en el pararrayos. En elementos con baja capacitancia
las corrientes transitorias de fugas capacitivas y de absorción son
insignificantes o desaparecen casi instantáneamente, y en muy poco tiempo, un
minuto o menos, se establece una corriente permanente de fuga conductiva. En
estas condiciones es factible realizar la medida de la resistencia de aislamiento
mediante lecturas puntuales de corta duración. En cambio, cuando el elemento
que se ha de comprobar posee alta capacitancia , como por ejemplo un cable
muy largo, un motor , un generador de gran potencia o en este caso, un
pararrayos de óxido metálico para alta tensión tipo subestación, las corrientes
transitorias de fuga duran horas. Por ello, las lecturas recogidas con los
medidores de aislamiento cambian constantemente, y no es posible obtener
una medida puntual permanente y precisa. En estos casos se deben realizar
varias medidas y determinar la tendencia entre las mismas.
Lo anteriormente expuesto es el fundamento de métodos de medición de
resistencia de aislamiento, tales como: prueba de tensión por pasos y absorción
del dieléctrico. Ninguno de estos métodos depende de una sola lectura, sino de
un conjunto de lecturas relacionadas. Estas pruebas son aplicadas en la
medición de resistencia de aislamiento de elementos con alta capacitancia, ya
que las corrientes transitorias disminuyen lentamente, y las lecturas obtenidas
difieren en el tiempo.
-Pasos previos a la realización de la prueba de aislamiento: Para obtener
medidas útiles y fiables de la resistencia de aislamiento del pararrayos, se debe
cumplir cuidadosamente, previo a la realización de las mediciones, lo siguiente:
• El pararrayos se debe poner fuera de servicio y se debe desconectar de todos
los elementos de su entorno eléctrico que puedan provocar fugas de la corriente
de prueba y, por tanto, falsear la medida del aislamiento.
UNIVERSIDAD CATÓLICA DE CUENCA
62
• La superficie del pararrayos debe estar limpia de carbonilla y otras materias
extrañas que puedan ser conductoras en un ambiente húmedo.
• El pararrayos sometido a prueba se ha de descargar por completo antes de
efectuar las mediciones. Debe considerarse el efecto de la temperatura. Puesto
que la resistencia de aislamiento es inversamente proporcional a la
temperatura.
-la resistencia disminuye a medida que aumenta la temperatura-, las lecturas
registradas variarán en función de los cambios en la temperatura del material
aislante.
Se recomienda realizar las pruebas con el pararrayos a una temperatura
estándar de 20 °C. En caso de no disponer de información del fabricante y
conociendo la resistencia del aislamiento del pararrayos a una temperatura T
dada, se puede determinar la resistencia equivalente a 20ºC multiplicando por
dos la resistencia por cada 10º C que T exceda de 20ºC.
Es importante para la obtención de resultados confiables y evitar accidentes,
observar las siguientes recomendaciones:
• Nunca conectar el comprobador de aislamiento –megger- a conductores con
tensión o equipos excitados y seguir siempre las recomendaciones del
fabricante.
• Poner fuera de servicio el equipo a probar desconectando sus fusibles y/o
abriendo los interruptores.
• Descargar las tensiones producidas por efecto capacitivo tanto antes como
después de la prueba.
• No utilizar un comprobador de aislamiento en una atmósfera peligrosa o
explosiva,
ya que el instrumento puede generar arcos eléctricos en aislamientos dañados.
• Utilizar guantes aislantes de goma apropiados para conectar los terminales de
prueba.
En la prueba de la resistencia del aislamiento, el megger aplica una alta tensión
DC, VDC, al pararrayos bajo prueba. Esta alta tensión provoca una pequeña
UNIVERSIDAD CATÓLICA DE CUENCA
63
corriente eléctrica, típicamente del orden de microamperios, que circula a través
del pararrayos de alta tensión y su aislamiento. La magnitud de esa corriente
depende de la tensión aplicada, de la capacitancia del pararrayos, de su
resistencia total y de su temperatura.
Para una tensión fija, cuanto mayor es la corriente, más pequeña es la
resistencia, debido a que:
Vdc = I x R por lo tanto
R = Vdc / I el valor de dicha resistencia se expresa en Mega Ohms -MΩ-.
- Prueba de factor de potencia de aislamiento: La prueba de factor de potencia
de aislamiento es una prueba que se realiza para obtener información respecto
al estado del aislamiento del pararrayos basándose en la medición de las
pérdidas de energía que se producen en el pararrayos respecto al valor de la
energía de carga que se le aplica durante la medición.
-Factor de disipación D: El factor de disipación D es un indicador utilizado para
determinar el estado del aislamiento del pararrayos. Viene dado por la tangente
del ángulo complementario del ángulo Θ, siendo Θ el ángulo de desfase entre el
voltaje aplicado y la corriente total obtenida durante la prueba. Debido a que la
corriente total es de valores muy pequeños -del orden de mA- se puede asumir
la igualdad entre el cos Θ y tan (90-Θ). En la práctica, el equipo utilizado en la
realización de la prueba de factor de potencia de aislamiento mide el factor de
potencia en base a la comparación de las pérdidas producidas con la potencia
de carga, es decir:
f.p. = mW / mVA donde:
f.p. : factor de potencia de aislamiento
mW: potencia de pérdidas en mili watios
mVA: potencia de carga en mili volt amperes
De acuerdo a lo anterior el factor de potencia siempre será la relación de los
Watts de pérdida dividido la carga en volt amperes; el valor obtenido de esta
relación será independiente del área o espesor del aislamiento y dependerá
únicamente de la humedad, la ionización y la temperatura.
El principio básico de esta prueba es la detección de cambios mesurables en
las características del aislamiento del pararrayos, que puedan asociarse con los
UNIVERSIDAD CATÓLICA DE CUENCA
64
efectos destructivos de agentes como el agua, el calor, etc. En general, un
incremento apreciable de las perdidas dieléctricas en AC del aislamiento es una
indicación clara de deterioro.
-Prueba de pérdidas de potencia: Las pérdidas de potencia que se registran en
un pararrayos son indicadoras de su calidad dieléctrica y de problemas físicos o
mecánicos en su estructura. Debido a que las condiciones de intemperie -
óxidos, suciedad, sales- y operación a que se encuentra sometido el pararrayos
repercuten en su correcto funcionamiento, las mediciones de pérdida de
potencia cobran especial importancia en la detección de problemas antes que el
pararrayos falle. Si el pararrayos se ha deteriorado en sus propiedades
dieléctricas su funcionamiento se verá afectado, debido a que en condiciones
de voltaje nominal de la red este debe comportarse como un aislante; por otro
lado, si el pararrayos ha drenado a tierra excesivas corrientes, es probable que
debido a los esfuerzos mecánicos producidos en cada descarga, su ensamblaje
pueda estar dañado.
Prueba en línea
Es el tipo de pruebas que se realizan con el pararrayos objeto de medición en
servicio, es decir montado, conectado y energizado dentro del esquema de
protección por sobrevoltaje del que forma parte. Estas pruebas se realizan a la
intemperie, bajo las condiciones ambientales del lugar, por lo que la
instrumentación utilizada en la realización de dichas pruebas introduce
algoritmos de ajuste de las condiciones ambientales a fin de presentar los
resultados de la medición con valores ajustados a condiciones ambientales
estandarizadas para poder interpretarlos y compararlos sobre una misma base
para la toma de decisiones respecto a mantenimiento o sustitución del
pararrayos en cuestión.
Estas pruebas tienen la ventaja de no requerir la desconexión y desmontaje del
pararrayos, por lo que garantizan un ahorro de tiempo para su realización y una
mayor continuidad en el suministro de energía eléctrica al campo de entrada o
salida de la subestación a la que pertenece el pararrayos. En esta sección se
describirá la secuencia de ensamblaje de los componentes del sistema de
monitoreo de corriente resistiva de fuga y el protocolo que se sigue para realizar
la prueba. Prueba de corriente de fuga en pararrayos de óxido metálico: La
prueba de corriente de fuga en pararrayos es una prueba que solamente puede
realizarse en pararrayos de óxido metálico, porque solamente en este tipo de
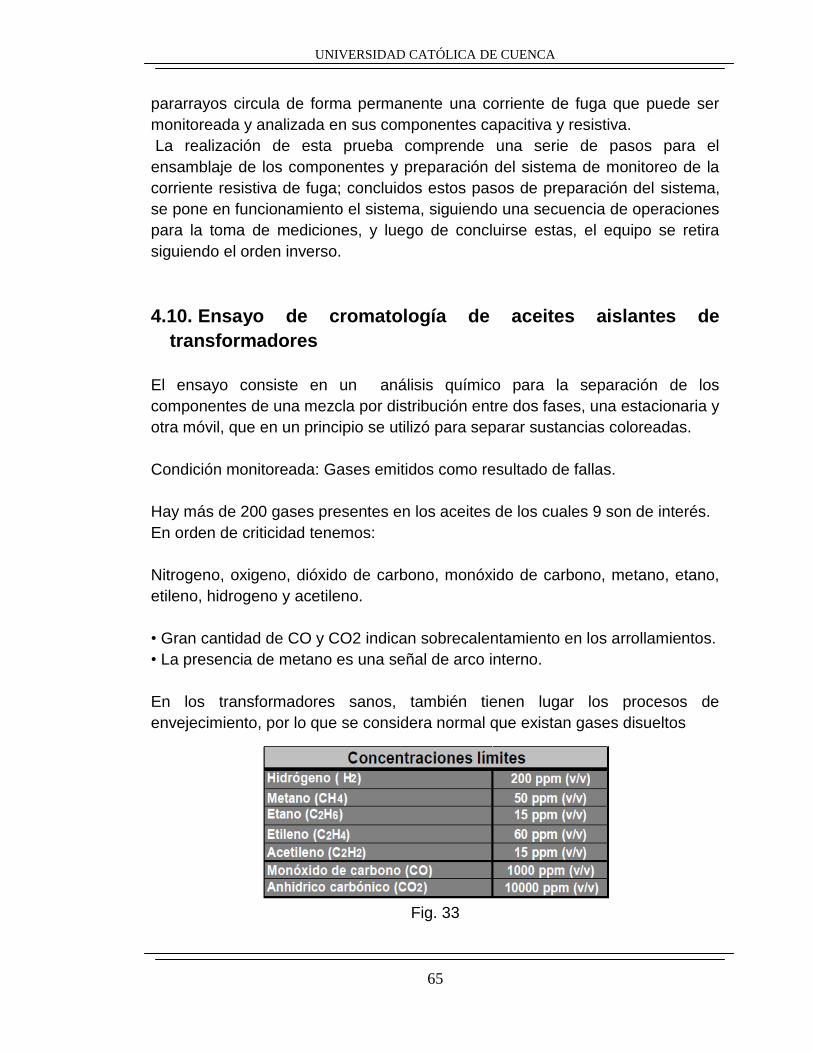
UNIVERSIDAD CATÓLICA DE CUENCA
65
pararrayos circula de forma permanente una corriente de fuga que puede ser
monitoreada y analizada en sus componentes capacitiva y resistiva.
La realización de esta prueba comprende una serie de pasos para el
ensamblaje de los componentes y preparación del sistema de monitoreo de la
corriente resistiva de fuga; concluidos estos pasos de preparación del sistema,
se pone en funcionamiento el sistema, siguiendo una secuencia de operaciones
para la toma de mediciones, y luego de concluirse estas, el equipo se retira
siguiendo el orden inverso.
4.10. Ensayo de cromatología de aceites aislantes de
transformadores
El ensayo consiste en un análisis químico para la separación de los
componentes de una mezcla por distribución entre dos fases, una estacionaria y
otra móvil, que en un principio se utilizó para separar sustancias coloreadas.
Condición monitoreada: Gases emitidos como resultado de fallas.
Hay más de 200 gases presentes en los aceites de los cuales 9 son de interés.
En orden de criticidad tenemos:
Nitrogeno, oxigeno, dióxido de carbono, monóxido de carbono, metano, etano,
etileno, hidrogeno y acetileno.
• Gran cantidad de CO y CO2 indican sobrecalentamiento en los arrollamientos.
• La presencia de metano es una señal de arco interno.
En los transformadores sanos, también tienen lugar los procesos de
envejecimiento, por lo que se considera normal que existan gases disueltos
Fig. 33
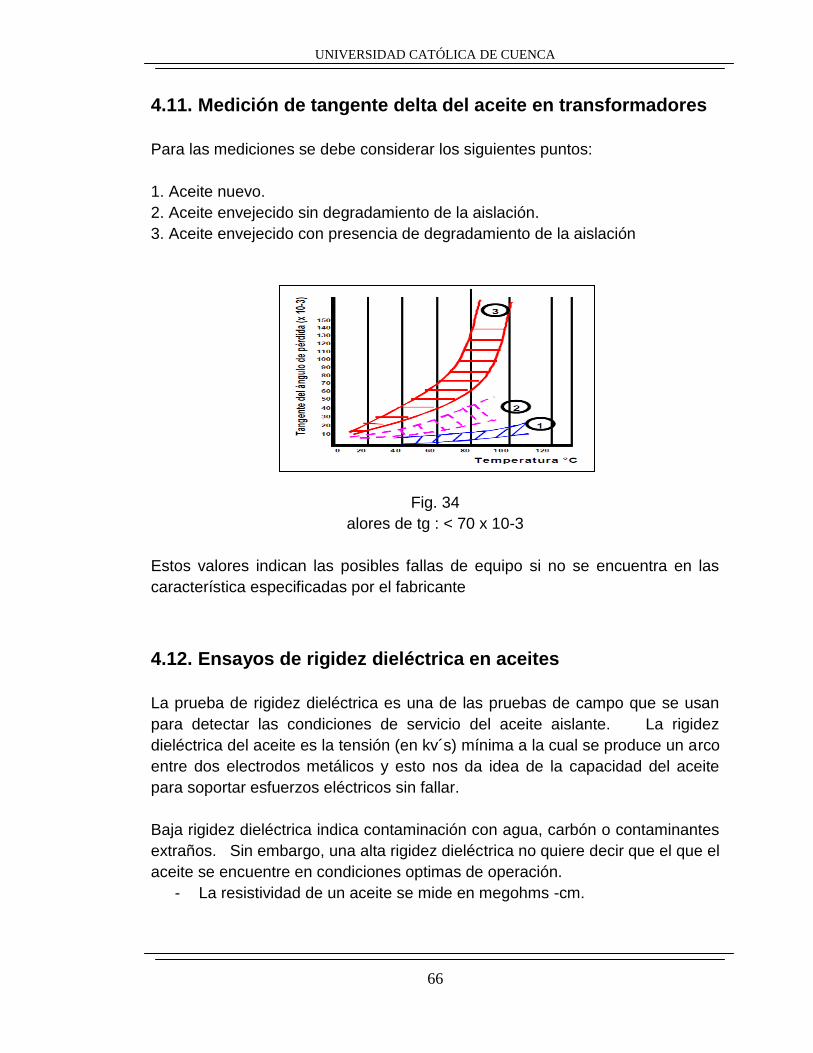
UNIVERSIDAD CATÓLICA DE CUENCA
66
4.11. Medición de tangente delta del aceite en transformadores
Para las mediciones se debe considerar los siguientes puntos:
1. Aceite nuevo.
2. Aceite envejecido sin degradamiento de la aislación.
3. Aceite envejecido con presencia de degradamiento de la aislación
Fig. 34
alores de tg : < 70 x 10-3
Estos valores indican las posibles fallas de equipo si no se encuentra en las
característica especificadas por el fabricante
4.12. Ensayos de rigidez dieléctrica en aceites
La prueba de rigidez dieléctrica es una de las pruebas de campo que se usan
para detectar las condiciones de servicio del aceite aislante. La rigidez
dieléctrica del aceite es la tensión (en kv´s) mínima a la cual se produce un arco
entre dos electrodos metálicos y esto nos da idea de la capacidad del aceite
para soportar esfuerzos eléctricos sin fallar.
Baja rigidez dieléctrica indica contaminación con agua, carbón o contaminantes
extraños. Sin embargo, una alta rigidez dieléctrica no quiere decir que el que el
aceite se encuentre en condiciones optimas de operación.
- La resistividad de un aceite se mide en megohms -cm.
UNIVERSIDAD CATÓLICA DE CUENCA
67
- para un aceite nuevo la resistividad tiende a infinito.
- para aceites en operacion valores de 60 x 10^6 megohms-cm., todavía
es satisfactorio.
Resultados menores indican deterioro del aceite por substancias ionicas
contenidas en el.
4.12.1. Ejemplo 6. Modo de realizar ensayos de rigidez dieléctrica
en aceites
El aparato que se usa para efectuar la prueba de rigidez dieléctrica consiste de
un transformador, un regulador de voltaje (0-60 kv), un interruptor, un voltmetro
y una copa de prueba. La copa tiene dos electrodos planos separados entre sí
a 0.1” con las caras perfectamente paralelas. Su operación puede ser manual o
automática y el conjunto debe ser portatil.
la copa se debe llenar a un nivel no menor de 20 mm sobre los electrodos
deberá dejarse reposar entre 2 y 3 minutos antes de aplicar la tensión. Al
aplicar la tensión esta será incrementada a una velocidad constante de 3 kv por
segundo hasta que se produzca el arco entre los electrodos y dispararse el
interruptor.
El operador deberá leer el voltmetro y registrar su lectura en kv´s. se prueban
tres muestras de cada transformador y estas no deberán discrepar más de 4
kv´s. finalmente se obtiene el promedio. El valor mínimo permitido de rigidez
dieléctrica para un aceite en operación es de 25 kv´s.
> 35 Kv
Fig. 35
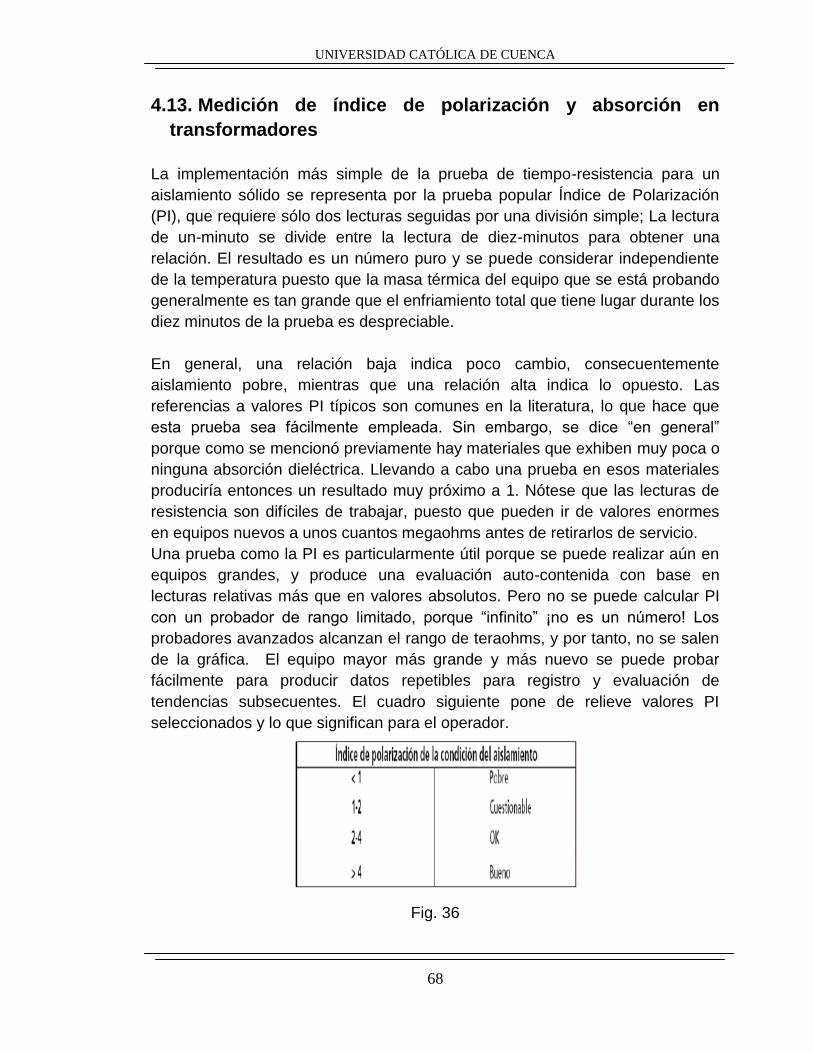
UNIVERSIDAD CATÓLICA DE CUENCA
68
4.13. Medición de índice de polarización y absorción en
transformadores
La implementación más simple de la prueba de tiempo-resistencia para un
aislamiento sólido se representa por la prueba popular Índice de Polarización
(PI), que requiere sólo dos lecturas seguidas por una división simple; La lectura
de un-minuto se divide entre la lectura de diez-minutos para obtener una
relación. El resultado es un número puro y se puede considerar independiente
de la temperatura puesto que la masa térmica del equipo que se está probando
generalmente es tan grande que el enfriamiento total que tiene lugar durante los
diez minutos de la prueba es despreciable.
En general, una relación baja indica poco cambio, consecuentemente
aislamiento pobre, mientras que una relación alta indica lo opuesto. Las
referencias a valores PI típicos son comunes en la literatura, lo que hace que
esta prueba sea fácilmente empleada. Sin embargo, se dice “en general”
porque como se mencionó previamente hay materiales que exhiben muy poca o
ninguna absorción dieléctrica. Llevando a cabo una prueba en esos materiales
produciría entonces un resultado muy próximo a 1. Nótese que las lecturas de
resistencia son difíciles de trabajar, puesto que pueden ir de valores enormes
en equipos nuevos a unos cuantos megaohms antes de retirarlos de servicio.
Una prueba como la PI es particularmente útil porque se puede realizar aún en
equipos grandes, y produce una evaluación auto-contenida con base en
lecturas relativas más que en valores absolutos. Pero no se puede calcular PI
con un probador de rango limitado, porque “infinito” ¡no es un número! Los
probadores avanzados alcanzan el rango de teraohms, y por tanto, no se salen
de la gráfica. El equipo mayor más grande y más nuevo se puede probar
fácilmente para producir datos repetibles para registro y evaluación de
tendencias subsecuentes. El cuadro siguiente pone de relieve valores PI
seleccionados y lo que significan para el operador.
Fig. 36
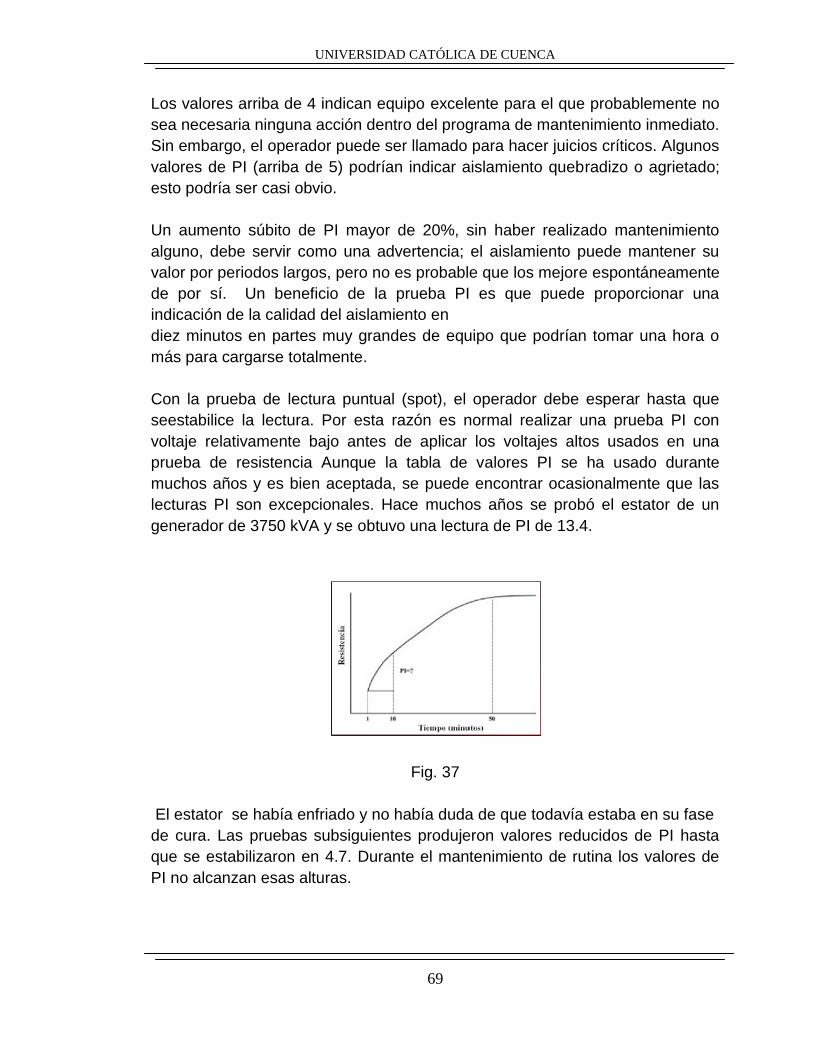
UNIVERSIDAD CATÓLICA DE CUENCA
69
Los valores arriba de 4 indican equipo excelente para el que probablemente no
sea necesaria ninguna acción dentro del programa de mantenimiento inmediato.
Sin embargo, el operador puede ser llamado para hacer juicios críticos. Algunos
valores de PI (arriba de 5) podrían indicar aislamiento quebradizo o agrietado;
esto podría ser casi obvio.
Un aumento súbito de PI mayor de 20%, sin haber realizado mantenimiento
alguno, debe servir como una advertencia; el aislamiento puede mantener su
valor por periodos largos, pero no es probable que los mejore espontáneamente
de por sí. Un beneficio de la prueba PI es que puede proporcionar una
indicación de la calidad del aislamiento en
diez minutos en partes muy grandes de equipo que podrían tomar una hora o
más para cargarse totalmente.
Con la prueba de lectura puntual (spot), el operador debe esperar hasta que
seestabilice la lectura. Por esta razón es normal realizar una prueba PI con
voltaje relativamente bajo antes de aplicar los voltajes altos usados en una
prueba de resistencia Aunque la tabla de valores PI se ha usado durante
muchos años y es bien aceptada, se puede encontrar ocasionalmente que las
lecturas PI son excepcionales. Hace muchos años se probó el estator de un
generador de 3750 kVA y se obtuvo una lectura de PI de 13.4.
Fig. 37
El estator se había enfriado y no había duda de que todavía estaba en su fase
de cura. Las pruebas subsiguientes produjeron valores reducidos de PI hasta
que se estabilizaron en 4.7. Durante el mantenimiento de rutina los valores de
PI no alcanzan esas alturas.
UNIVERSIDAD CATÓLICA DE CUENCA
70
Es interesante, también, hacer notar que el uso de la prueba PI en
transformadores con aceite da resultados próximos a 1. Esto es porque la
prueba de PI no es adecuada para transformadores con aceite. El concepto
depende de las estructuras relativamente rígidas de los materiales aislantes
sólidos, donde se requiere energía de absorción para reconfigurar la estructura
electrónica de moléculas comparativamente fijas en contra del campo del
voltaje aplicado.
Puesto que este proceso puede llevar a un estado teórico de terminación (en
“tiempo infinito”, que obviamente no puede lograrse en el campo práctico, pero
que puede aproximarse razonablemente), el resultado es una disminución
sostenida de la corriente conforme las moléculas llegan a su alineamiento
“final”. Debido a que la prueba PI se define por este fenómeno, no se puede
aplicar con éxito a materiales fluidos puesto que el pasaje de la corriente de
prueba a través de una muestra llena de aceite crea corrientes de convección
que constantemente forman remolinos en el aceite, lo que da lugar a una
carencia caótica de estructura que se opone con la premisa básica sobre la que
descansa la prueba PI.
4.14. Medición de tangente delta del bobinado en
transformadores
En las mediciones se deben considerar los siguientes puntos que son muy
importantes en el momento de un mantenimiento.
1. Aislación en buenas condiciones.
2. Aislación contaminada.
3. Aislación con presencia de humedad residual.
4. Aislación con presencia de elevadas descargas
parciales y calentamientos localizados
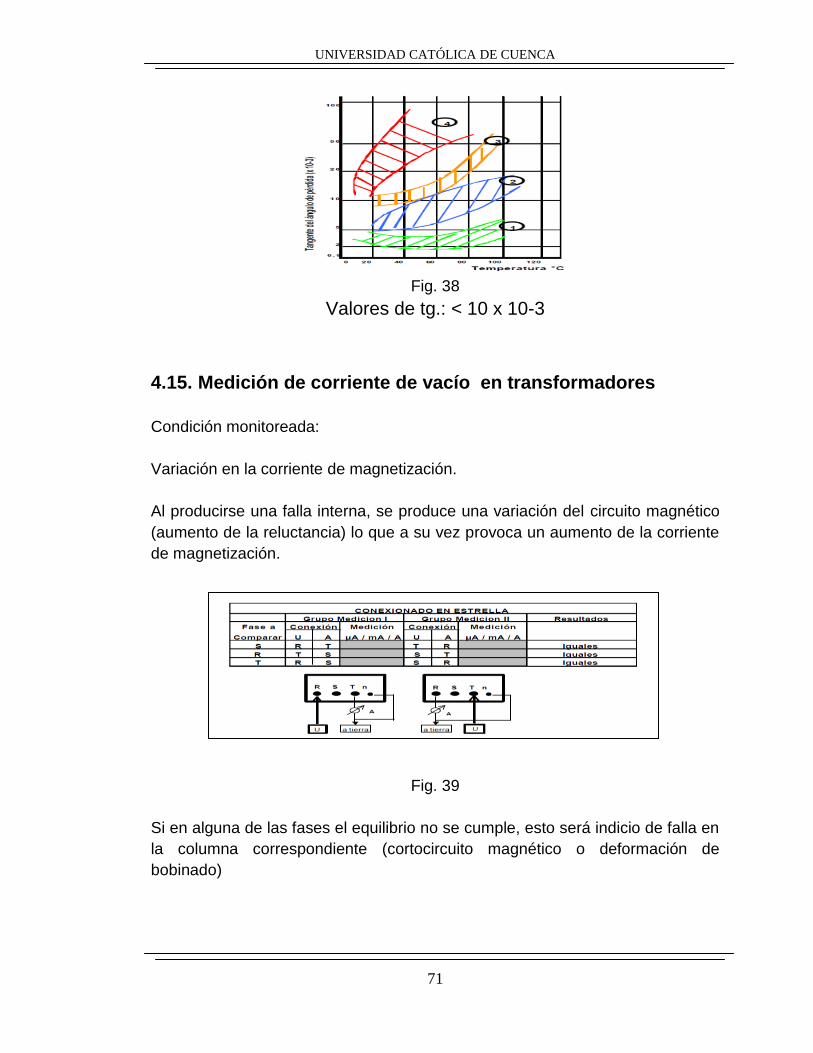
UNIVERSIDAD CATÓLICA DE CUENCA
71
Fig. 38
Valores de tg.: < 10 x 10-3
4.15. Medición de corriente de vacío en transformadores
Condición monitoreada:
Variación en la corriente de magnetización.
Al producirse una falla interna, se produce una variación del circuito magnético
(aumento de la reluctancia) lo que a su vez provoca un aumento de la corriente
de magnetización.
Fig. 39
Si en alguna de las fases el equilibrio no se cumple, esto será indicio de falla en
la columna correspondiente (cortocircuito magnético o deformación de
bobinado)
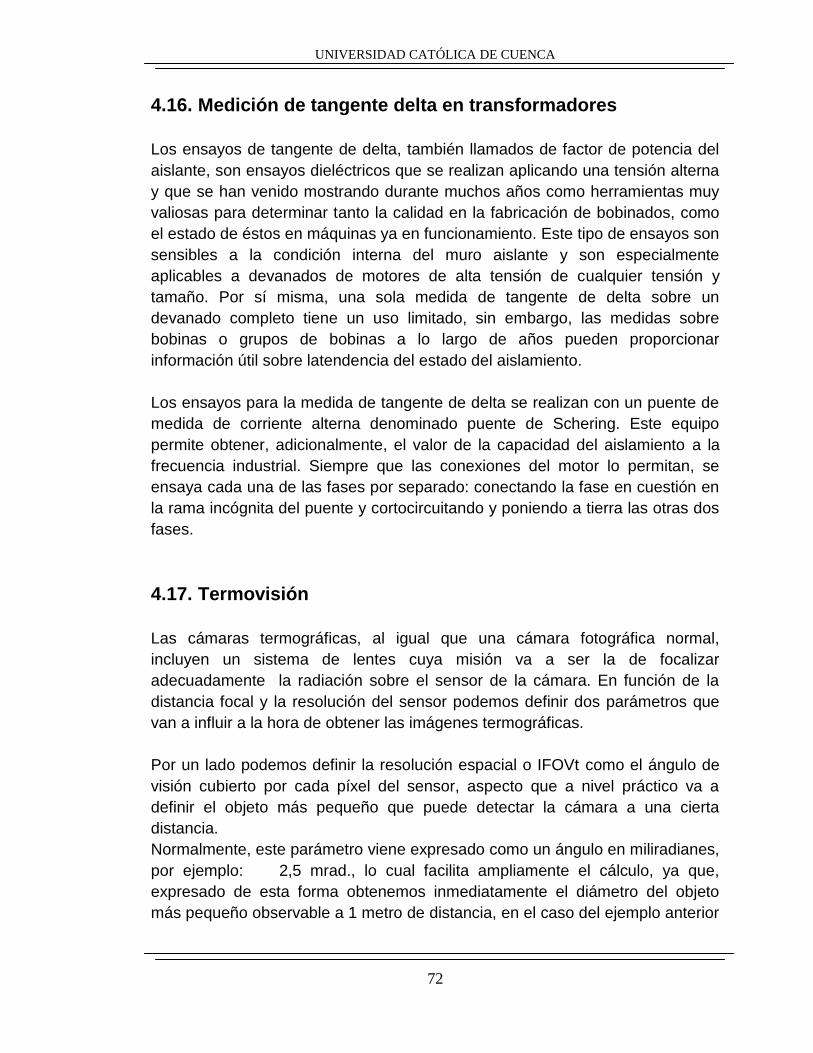
UNIVERSIDAD CATÓLICA DE CUENCA
72
4.16. Medición de tangente delta en transformadores
Los ensayos de tangente de delta, también llamados de factor de potencia del
aislante, son ensayos dieléctricos que se realizan aplicando una tensión alterna
y que se han venido mostrando durante muchos años como herramientas muy
valiosas para determinar tanto la calidad en la fabricación de bobinados, como
el estado de éstos en máquinas ya en funcionamiento. Este tipo de ensayos son
sensibles a la condición interna del muro aislante y son especialmente
aplicables a devanados de motores de alta tensión de cualquier tensión y
tamaño. Por sí misma, una sola medida de tangente de delta sobre un
devanado completo tiene un uso limitado, sin embargo, las medidas sobre
bobinas o grupos de bobinas a lo largo de años pueden proporcionar
información útil sobre latendencia del estado del aislamiento.
Los ensayos para la medida de tangente de delta se realizan con un puente de
medida de corriente alterna denominado puente de Schering. Este equipo
permite obtener, adicionalmente, el valor de la capacidad del aislamiento a la
frecuencia industrial. Siempre que las conexiones del motor lo permitan, se
ensaya cada una de las fases por separado: conectando la fase en cuestión en
la rama incógnita del puente y cortocircuitando y poniendo a tierra las otras dos
fases.
4.17. Termovisión
Las cámaras termográficas, al igual que una cámara fotográfica normal,
incluyen un sistema de lentes cuya misión va a ser la de focalizar
adecuadamente la radiación sobre el sensor de la cámara. En función de la
distancia focal y la resolución del sensor podemos definir dos parámetros que
van a influir a la hora de obtener las imágenes termográficas.
Por un lado podemos definir la resolución espacial o IFOVt como el ángulo de
visión cubierto por cada píxel del sensor, aspecto que a nivel práctico va a
definir el objeto más pequeño que puede detectar la cámara a una cierta
distancia.
Normalmente, este parámetro viene expresado como un ángulo en miliradianes,
por ejemplo: 2,5 mrad., lo cual facilita ampliamente el cálculo, ya que,
expresado de esta forma obtenemos inmediatamente el diámetro del objeto
más pequeño observable a 1 metro de distancia, en el caso del ejemplo anterior
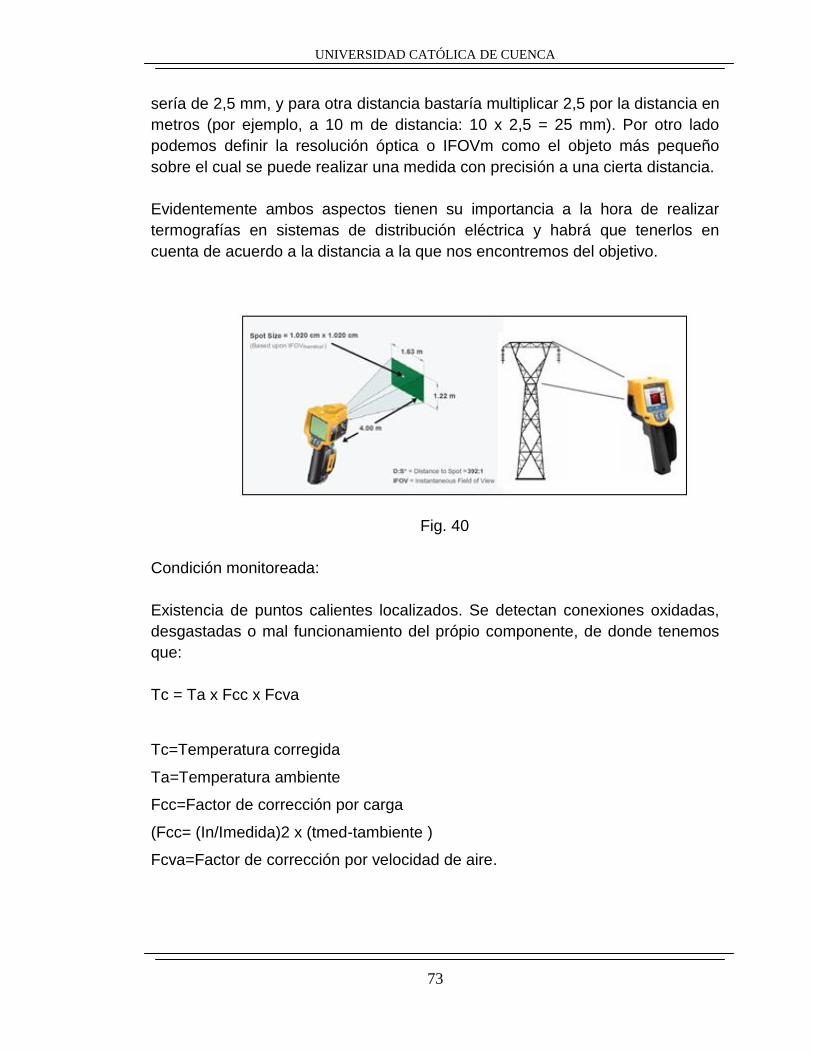
UNIVERSIDAD CATÓLICA DE CUENCA
73
sería de 2,5 mm, y para otra distancia bastaría multiplicar 2,5 por la distancia en
metros (por ejemplo, a 10 m de distancia: 10 x 2,5 = 25 mm). Por otro lado
podemos definir la resolución óptica o IFOVm como el objeto más pequeño
sobre el cual se puede realizar una medida con precisión a una cierta distancia.
Evidentemente ambos aspectos tienen su importancia a la hora de realizar
termografías en sistemas de distribución eléctrica y habrá que tenerlos en
cuenta de acuerdo a la distancia a la que nos encontremos del objetivo.
Fig. 40
Condición monitoreada:
Existencia de puntos calientes localizados. Se detectan conexiones oxidadas,
desgastadas o mal funcionamiento del própio componente, de donde tenemos
que:
Tc = Ta x Fcc x Fcva
Tc=Temperatura corregida
Ta=Temperatura ambiente
Fcc=Factor de corrección por carga
(Fcc= (In/Imedida)2 x (tmed-tambiente )
Fcva=Factor de corrección por velocidad de aire.
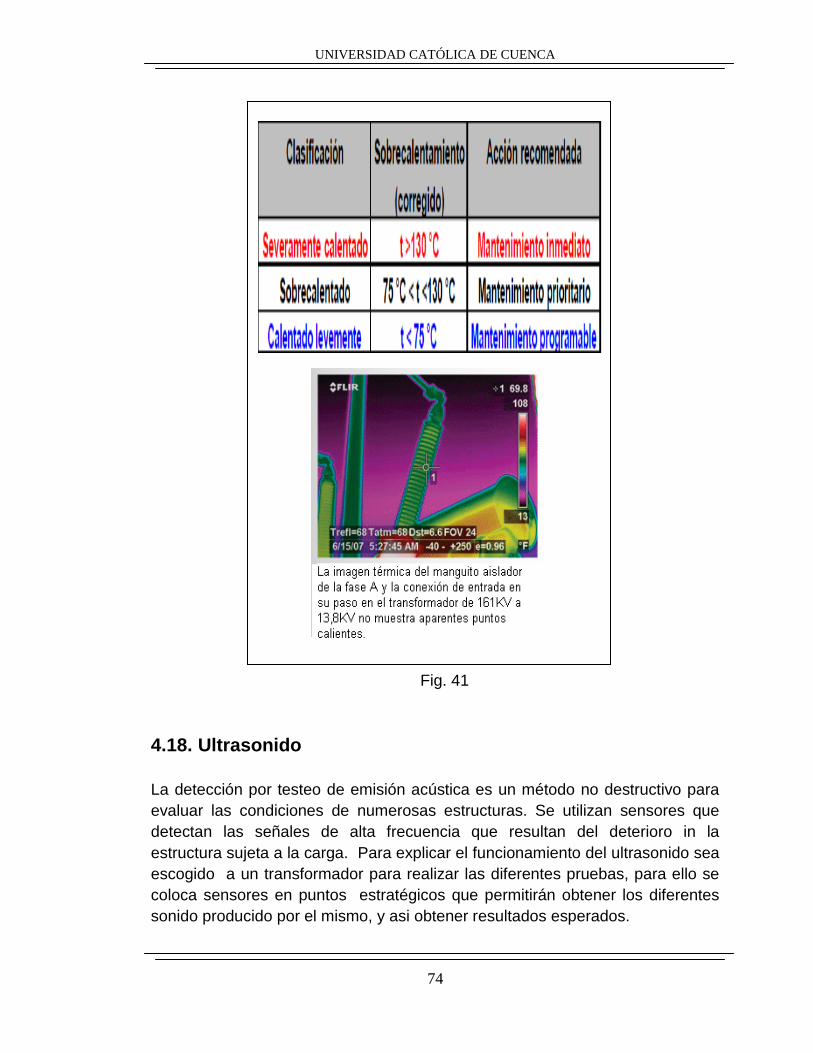
UNIVERSIDAD CATÓLICA DE CUENCA
74
Fig. 41
4.18. Ultrasonido
La detección por testeo de emisión acústica es un método no destructivo para
evaluar las condiciones de numerosas estructuras. Se utilizan sensores que
detectan las señales de alta frecuencia que resultan del deterioro in la
estructura sujeta a la carga. Para explicar el funcionamiento del ultrasonido sea
escogido a un transformador para realizar las diferentes pruebas, para ello se
coloca sensores en puntos estratégicos que permitirán obtener los diferentes
sonido producido por el mismo, y asi obtener resultados esperados.
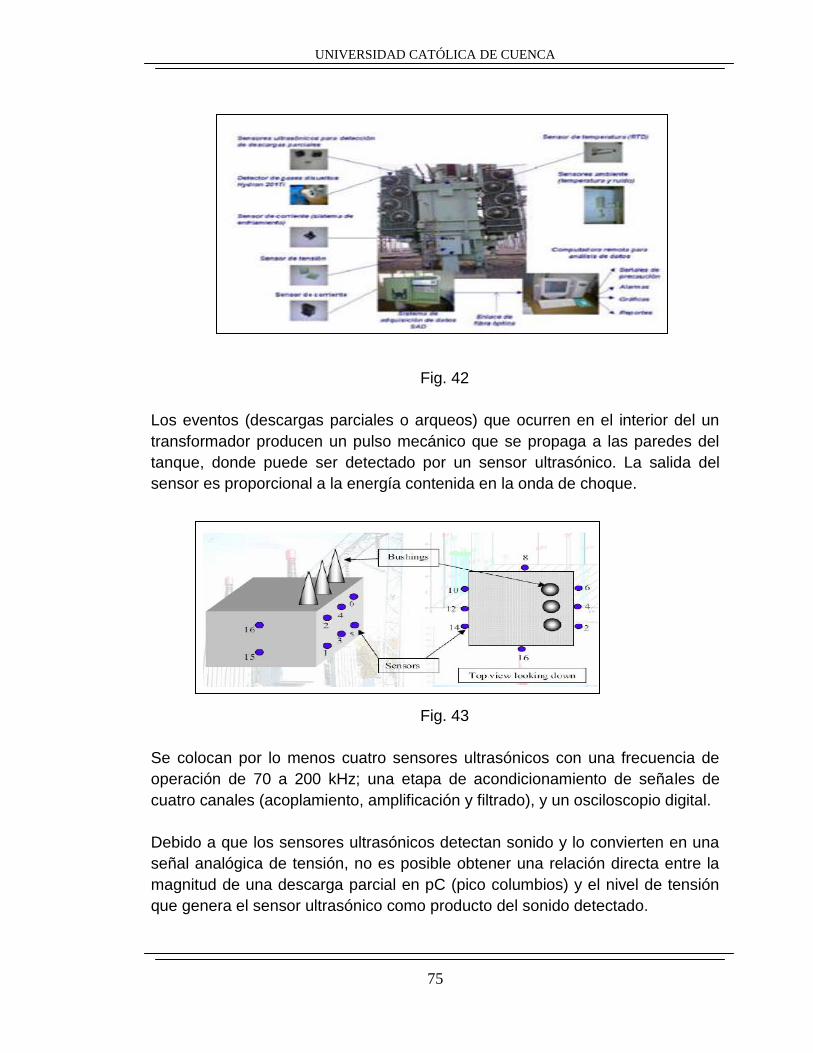
UNIVERSIDAD CATÓLICA DE CUENCA
75
Fig. 42
Los eventos (descargas parciales o arqueos) que ocurren en el interior del un
transformador producen un pulso mecánico que se propaga a las paredes del
tanque, donde puede ser detectado por un sensor ultrasónico. La salida del
sensor es proporcional a la energía contenida en la onda de choque.
Fig. 43
Se colocan por lo menos cuatro sensores ultrasónicos con una frecuencia de
operación de 70 a 200 kHz; una etapa de acondicionamiento de señales de
cuatro canales (acoplamiento, amplificación y filtrado), y un osciloscopio digital.
Debido a que los sensores ultrasónicos detectan sonido y lo convierten en una
señal analógica de tensión, no es posible obtener una relación directa entre la
magnitud de una descarga parcial en pC (pico columbios) y el nivel de tensión
que genera el sensor ultrasónico como producto del sonido detectado.
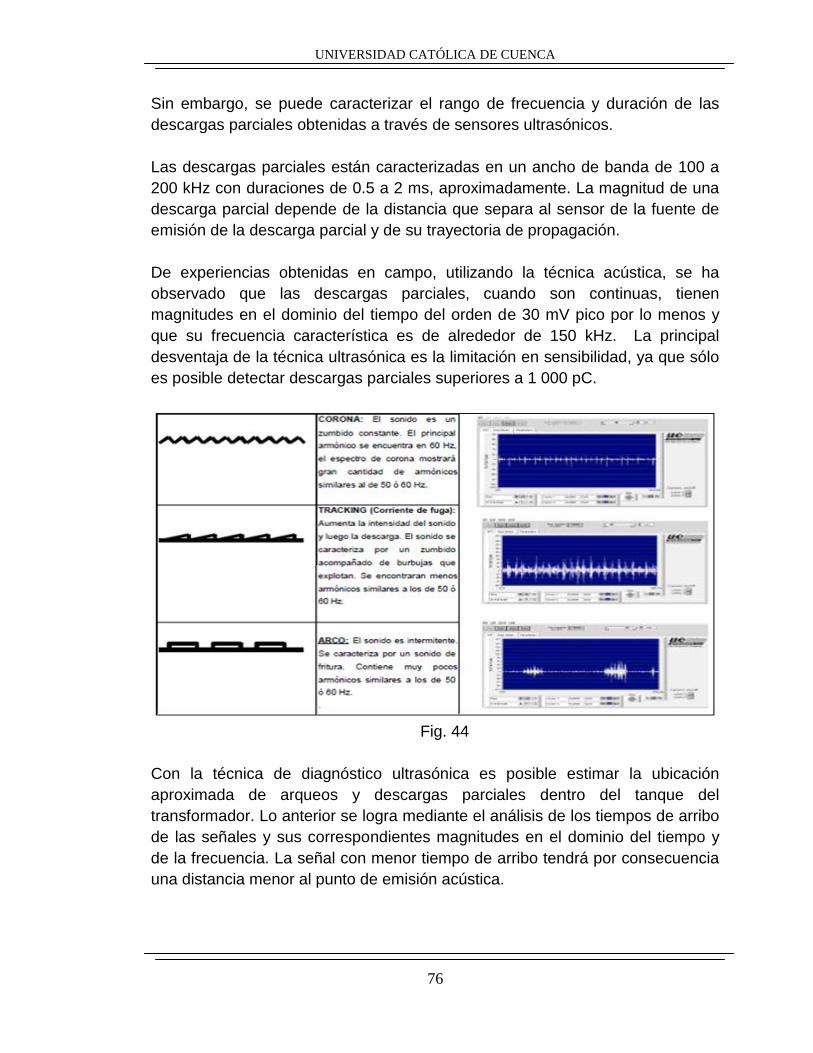
UNIVERSIDAD CATÓLICA DE CUENCA
76
Sin embargo, se puede caracterizar el rango de frecuencia y duración de las
descargas parciales obtenidas a través de sensores ultrasónicos.
Las descargas parciales están caracterizadas en un ancho de banda de 100 a
200 kHz con duraciones de 0.5 a 2 ms, aproximadamente. La magnitud de una
descarga parcial depende de la distancia que separa al sensor de la fuente de
emisión de la descarga parcial y de su trayectoria de propagación.
De experiencias obtenidas en campo, utilizando la técnica acústica, se ha
observado que las descargas parciales, cuando son continuas, tienen
magnitudes en el dominio del tiempo del orden de 30 mV pico por lo menos y
que su frecuencia característica es de alrededor de 150 kHz. La principal
desventaja de la técnica ultrasónica es la limitación en sensibilidad, ya que sólo
es posible detectar descargas parciales superiores a 1 000 pC.
Fig. 44
Con la técnica de diagnóstico ultrasónica es posible estimar la ubicación
aproximada de arqueos y descargas parciales dentro del tanque del
transformador. Lo anterior se logra mediante el análisis de los tiempos de arribo
de las señales y sus correspondientes magnitudes en el dominio del tiempo y
de la frecuencia. La señal con menor tiempo de arribo tendrá por consecuencia
una distancia menor al punto de emisión acústica.
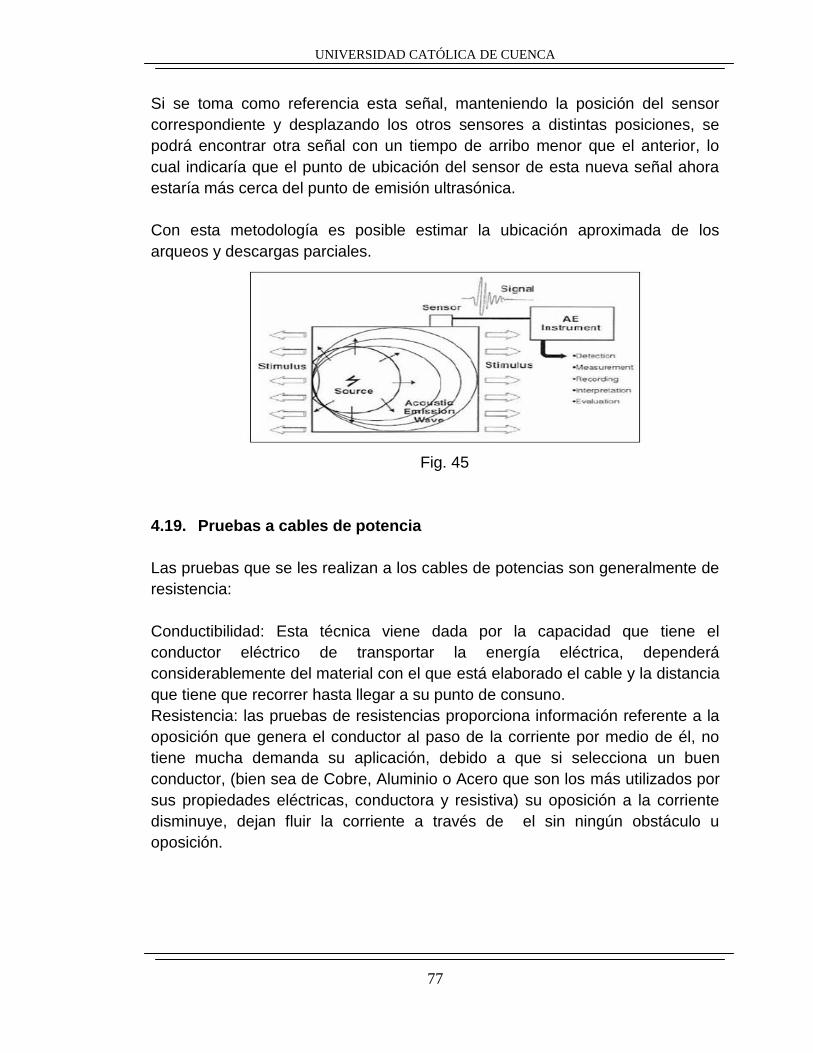
UNIVERSIDAD CATÓLICA DE CUENCA
77
Si se toma como referencia esta señal, manteniendo la posición del sensor
correspondiente y desplazando los otros sensores a distintas posiciones, se
podrá encontrar otra señal con un tiempo de arribo menor que el anterior, lo
cual indicaría que el punto de ubicación del sensor de esta nueva señal ahora
estaría más cerca del punto de emisión ultrasónica.
Con esta metodología es posible estimar la ubicación aproximada de los
arqueos y descargas parciales.
Fig. 45
4.19. Pruebas a cables de potencia
Las pruebas que se les realizan a los cables de potencias son generalmente de
resistencia:
Conductibilidad: Esta técnica viene dada por la capacidad que tiene el
conductor eléctrico de transportar la energía eléctrica, dependerá
considerablemente del material con el que está elaborado el cable y la distancia
que tiene que recorrer hasta llegar a su punto de consuno.
Resistencia: las pruebas de resistencias proporciona información referente a la
oposición que genera el conductor al paso de la corriente por medio de él, no
tiene mucha demanda su aplicación, debido a que si selecciona un buen
conductor, (bien sea de Cobre, Aluminio o Acero que son los más utilizados por
sus propiedades eléctricas, conductora y resistiva) su oposición a la corriente
disminuye, dejan fluir la corriente a través de el sin ningún obstáculo u
oposición.
UNIVERSIDAD CATÓLICA DE CUENCA
78
Aislamiento: Esta es la más aplicada y tiene como propósito fundamental,
localizar las fallas en el aislamiento del conductor principal, por su duración es
recomendable que la prueba se realice con un MEGGER MOTRIZADO. 17
Los valores mínimos del aislamiento de los cables de potencias vienen dado por
la siguiente:
Formula:
Donde:
R= Resistencia de aislamiento en MΩ*300mts de cables, utilizamos el
MEGGER para determinar el valor promedio de la Resistencia de aislamiento R.
D= Diámetro exterior del aislamiento del conductor.
d= Diámetro del Conductor.
K= Constante para el aislamiento del material.
Los valores de la Constante para el aislamiento del material K, vienen dado por
el material con el que se encuentre elaborada la cubierta aislante del conductor.
Los cables deben ser sometidos a un programa de revisiones periódicas
conforme a las recomendaciones establecidas por el fabricante y teniendo
presente el tipo y condiciones de trabajo a que se encuentre sometido. Este
examen debe extenderse a todos aquéllos elementos que pueden tener
contacto con el cable o influir sobre él.
Fundamentalmente debe comprender: los tambores de arrollamiento, las
poleas por las que discurre, los rodillos de apoyo; y de forma especial debe
comprobarse el estado de los empalmes, amarres, fijaciones y sus
proximidades.
UNIVERSIDAD CATÓLICA DE CUENCA
79
En general el mantenimiento se concreta a operaciones de limpieza y engrase.
Para el engrase es conveniente proceder previamente a una limpieza a fondo y
seguidamente engrasarlo por riego al paso por una polea, pues se facilita la
penetración en el interior del cable. Por la incidencia que tiene el engrase
respecto a la duración del cable es conveniente seguir las instrucciones del
fabricante y utilizar el lubricante recomendado.
Para cables de gran responsabilidad como ascensores, pozos de mina,
teleféricos para personas, etc. existen reglamentos especiales que fijan tanto
las inspecciones como las condiciones de sustitución.
En los casos no sometidos a Reglamentaciones específicas, la sustitución de
un cable debe efectuarse al apreciar visiblemente:
→Rotura de un cordón.
→Formación de nudos.
Cuando la pérdida de sección de un cordón del cable, debido a rotura de sus
alambres visibles en un paso de cableado alcance el 40% de la sección total del
cordón. Cuando la disminución de diámetro del cable en un punto cualquiera
del mismo alcance el 10% en los cables de cordones o el 3% en los cables
cerrados. Cuando la pérdida de sección efectiva, por rotura de alambres
visibles, en dos pasos de cableado alcance el 20% de la sección total. Existen
aparatos de control especiales, que detectan los defectos, tanto visibles como
interiores de los cables. Ello permite determinar con certidumbre la
conveniencia o no de la sustitución.
4.20. Pruebas a capacitores de potencia.
Es considerado los siguientes aspectos para su mantenimiento:
Revisión si hay algún daño físico, filtración, bulto o descoloración.
Reemplace si es necesario.
Limpieza de la envoltura del condensador, el casquillo de aislamiento y
cualquier conector que esté sucio o corroído.
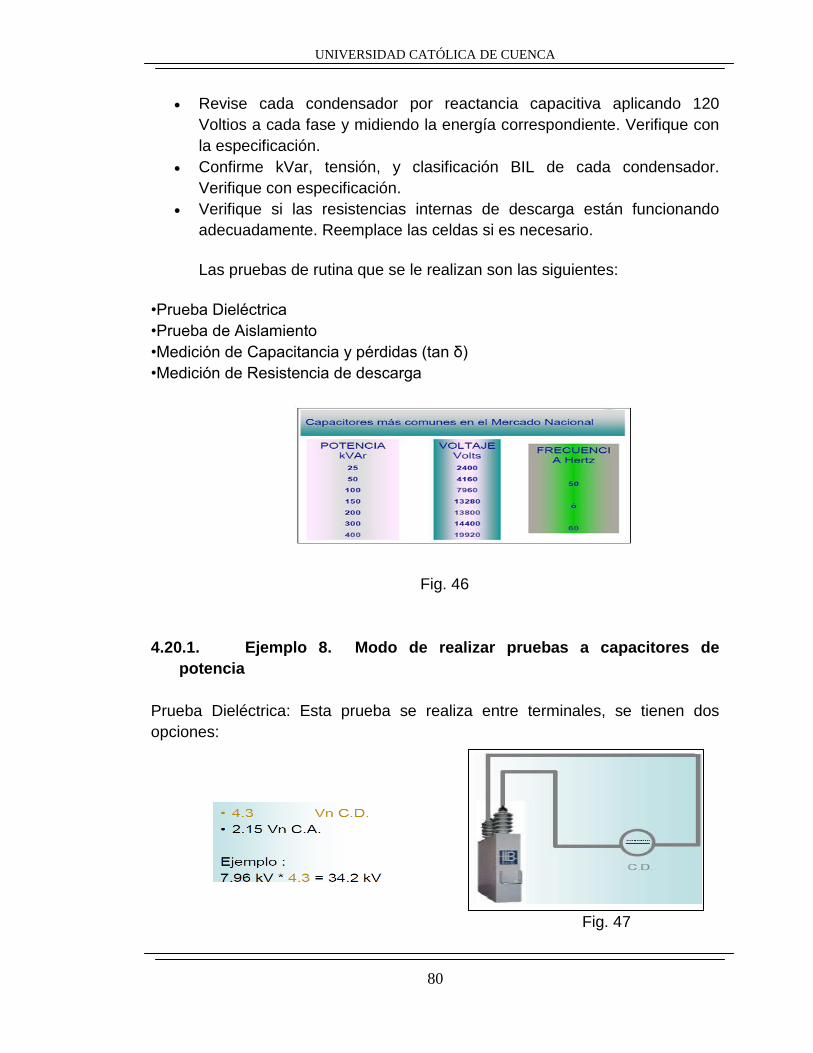
UNIVERSIDAD CATÓLICA DE CUENCA
80
Revise cada condensador por reactancia capacitiva aplicando 120
Voltios a cada fase y midiendo la energía correspondiente. Verifique con
la especificación.
Confirme kVar, tensión, y clasificación BIL de cada condensador.
Verifique con especificación.
Verifique si las resistencias internas de descarga están funcionando
adecuadamente. Reemplace las celdas si es necesario.
Las pruebas de rutina que se le realizan son las siguientes:
•Prueba Dieléctrica
•Prueba de Aislamiento
•Medición de Capacitancia y pérdidas (tan δ)
•Medición de Resistencia de descarga
Fig. 46
4.20.1. Ejemplo 8. Modo de realizar pruebas a capacitores de
potencia
Prueba Dieléctrica: Esta prueba se realiza entre terminales, se tienen dos
opciones:
Fig. 47
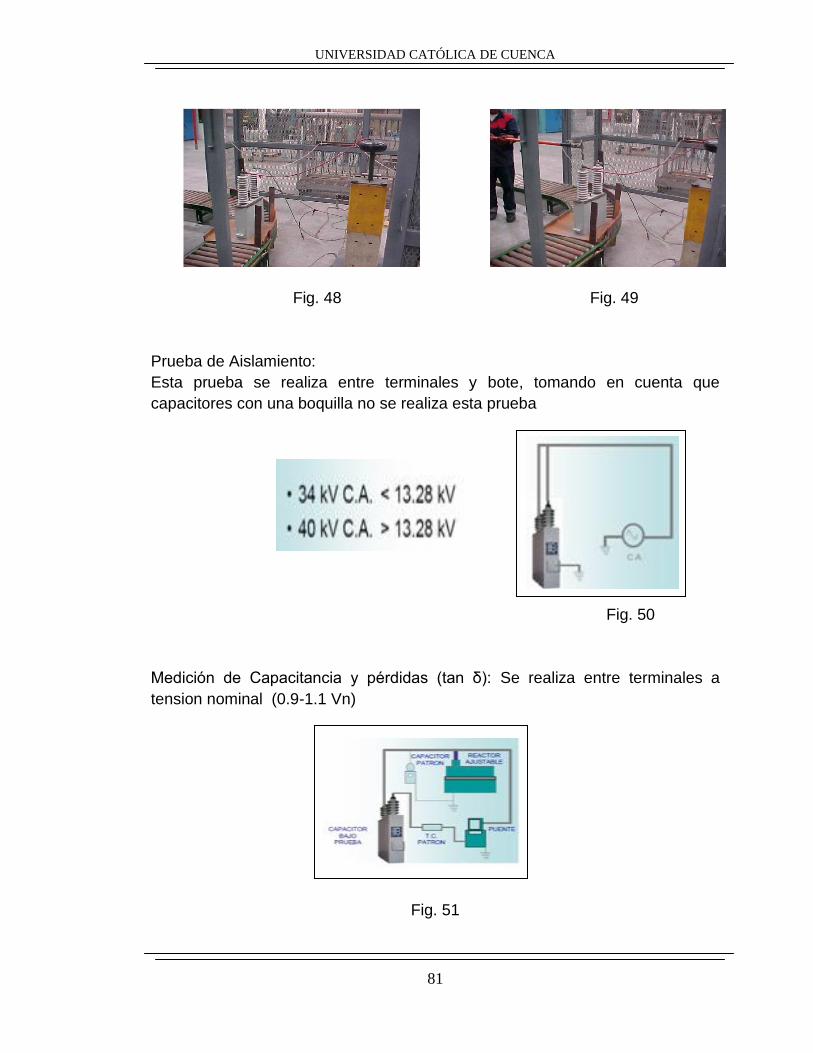
UNIVERSIDAD CATÓLICA DE CUENCA
81
Fig. 48 Fig. 49
Prueba de Aislamiento:
Esta prueba se realiza entre terminales y bote, tomando en cuenta que
capacitores con una boquilla no se realiza esta prueba
Fig. 50
Medición de Capacitancia y pérdidas (tan δ): Se realiza entre terminales a
tension nominal (0.9-1.1 Vn)
Fig. 51
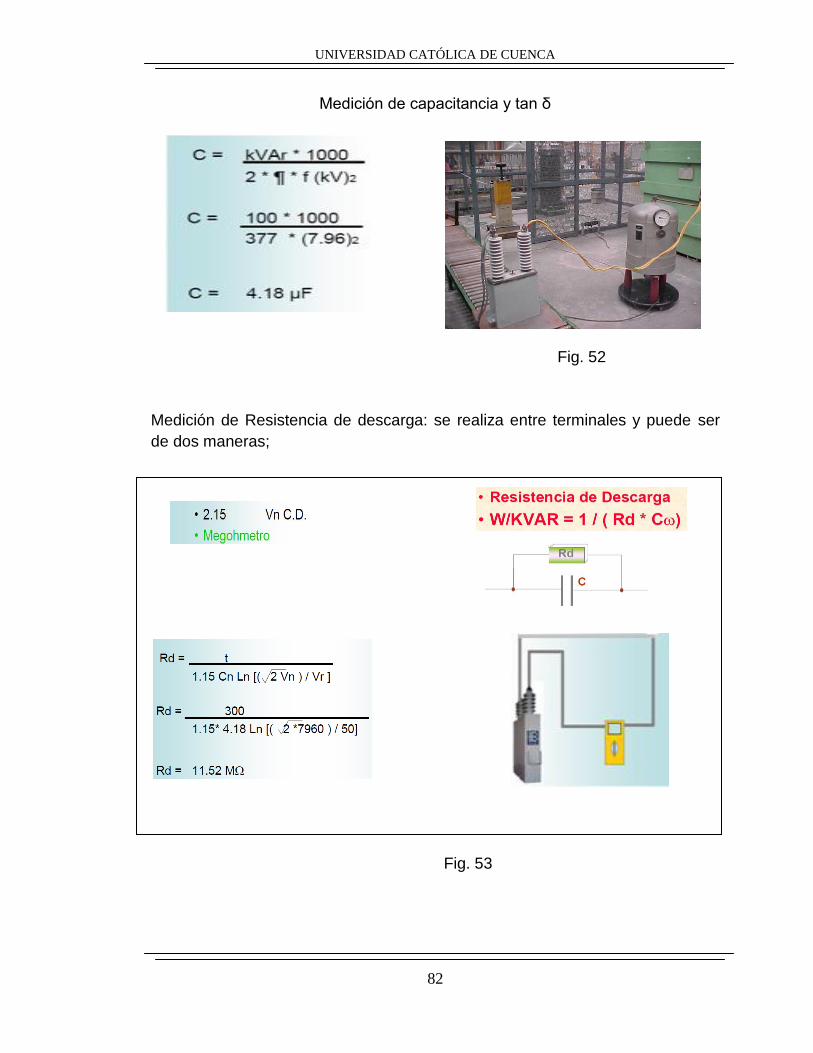
UNIVERSIDAD CATÓLICA DE CUENCA
82
Medición de capacitancia y tan δ
Fig. 52
Medición de Resistencia de descarga: se realiza entre terminales y puede ser
de dos maneras;
Fig. 53
UNIVERSIDAD CATÓLICA DE CUENCA
83
4.21. Prueba de la resistencia a la red de tierra
La resistividad del terreno se mide fundamentalmente para encontrar la
profundidad de la roca, así como para encontrar los puntos óptimos para
localizar la red de tierras de una subestación, planta generadora o transmisora
en radiofrecuencia. Asimismo puede ser empleada para indicar el grado de
corrosión de tuberías subterráneas.
En general, los lugares con resistividad baja tienden a incrementar la corrosión.
En este punto es necesario aclarar que la medición de la resistividad del
terreno, no es un requisito para obtener la resistencia de los electrodos a tierra.
Las conexiones de puesta a tierra en general poseen impedancia compleja,
teniendo componentes inductivas, capacitivas y resistivas, todas las cuales
afectan las cualidades de conducción de la corriente.
Las resistencias de la conexión son de particular interés en los sistemas de
transmisión de energía (bajas frecuencias), debido a la conexión. Por el
contrario, los valores de capacitancia e inductancia son de particular interés en
altas frecuencias como en comunicaciones de radio y descargas atmosféricas.
Además de lo anteriormente expuesto, las mediciones de puesta a tierra se
hacen para:
- Proteger efectivamente los sistemas contra los efectos de las descargas
atmosféricas.
- Proporcionar un medio para disipar la corriente eléctrica en la tierra bajo
condicione normales o de corto circuito, sin exceder ningún limite operacional
de los equipos o suspender la continuidad del servicio.
- Minimizar la interferencia de los circuitos eléctricos de transmisión y
distribución con los sistemas de comunicación y control.
Dentro de los propósitos principales para los cuales se determinan los valores
de impedancia de puesta a tierra están:
- Determinar la impedancia actual de las conexiones de puesta a tierra.
- Como control y verificación los cálculos en el diseño de sistemas de
distribución de puesta a tierra.
UNIVERSIDAD CATÓLICA DE CUENCA
84
- La adecuación de una puesta a tierra para transmisión de radiofrecuencia.
- La adecuación de la puesta a tierra para protección contra descargas
atmosféricas.
- Asegurar, mediante el diseño apropiado de la puesta a tierra, el buen
funcionamiento de los equipos de protección.
A la par de la resistencia de valor óhmico (activa), existe una componente
reactiva que hay que tener en cuenta cuando el valor óhmico es menor a 0.5 W
, pero es despreciable cuando el valor óhmico es mayor a 1 W .
La resistencia de toma de tierra es, prácticamente, la resistencia del volumen
del material del terreno que rodea el elemento de la toma hasta una distancia
aproximada 5 m. Las mediciones de tierra deben realizarse, no solo durante la
energización, sino periódicamente para determinar las posibles variaciones.
No todos los aparatos de medición de resistencia a tierra trabajan de la misma
manera. Existen diferencias muy marcadas en el tipo de corriente empleada. A
manera de ilustrar estas diferencias, los aparatos más utilizados en nuestro
medio son el Vibroground y el Megger de tierras. Ambos emplean corriente
alterna para la medición pero el primero a una frecuencia de 25 Hz, el último a
133 Hz. Y los voltajes en circuito abierto son respectivamente de 120 y 22 Volts.
4.21.1. Ejemplo 9. Modo realizar prueba de la resistencia a la red de tierra
En los instrumentos de medición sus varillas y electrodos pueden ser
colocadas en todas direcciones como a una infinidad de distancias entre ellas.
Aunque es el mismo punto de medida, las lecturas no son idénticas; a veces ni
en terrenos vírgenes debido a la presencia de corrientes de agua o de capas de
distinta resistividad. En los terrenos industriales es aún mayor la diferencia
debido a la presencia de objetos metálicos enterrados como tuberías, varillas de
construcción, rieles, canalizaciones eléctricas, etc.
Todos los resultados son aproximados y se requiere cuidado tanto con el
equipo de prueba como con la selección de los puntos de referencia de la
puesta a tierra. Dentro de los métodos para la medición de las impedancias de
puesta a tierra se conocen los siguientes:
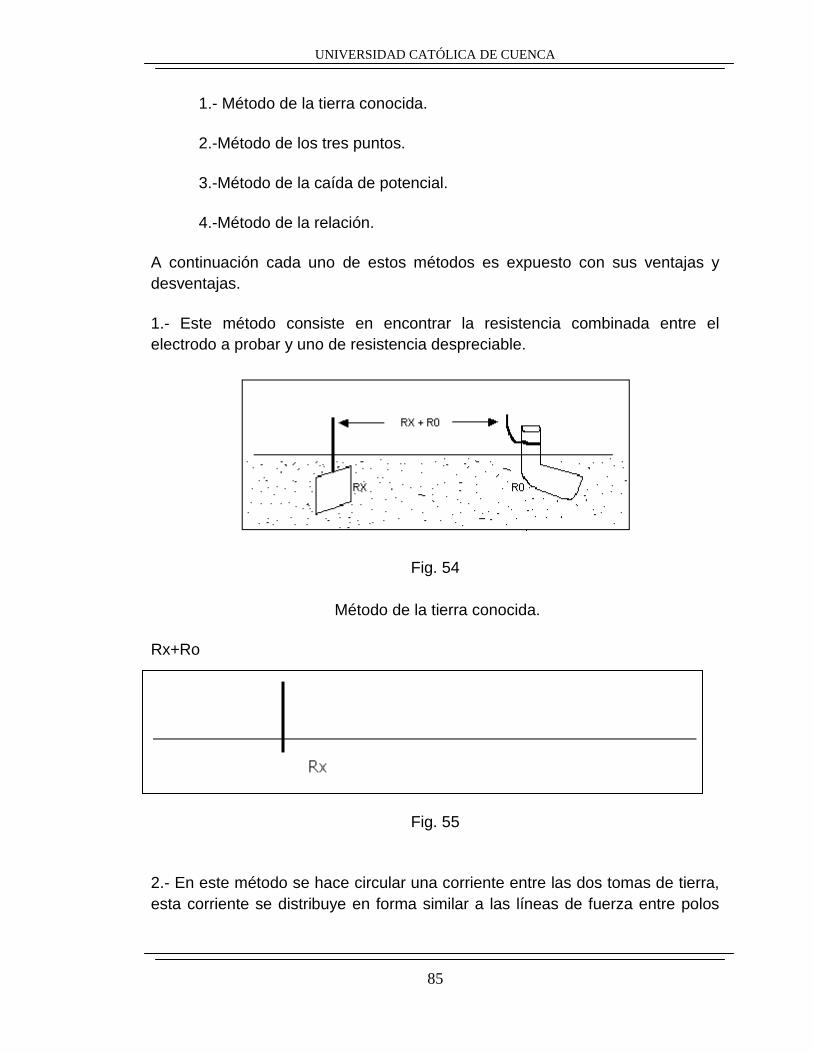
UNIVERSIDAD CATÓLICA DE CUENCA
85
1.- Método de la tierra conocida.
2.-Método de los tres puntos.
3.-Método de la caída de potencial.
4.-Método de la relación.
A continuación cada uno de estos métodos es expuesto con sus ventajas y
desventajas.
1.- Este método consiste en encontrar la resistencia combinada entre el
electrodo a probar y uno de resistencia despreciable.
Fig. 54
Método de la tierra conocida.
Rx+Ro
Fig. 55
2.- En este método se hace circular una corriente entre las dos tomas de tierra,
esta corriente se distribuye en forma similar a las líneas de fuerza entre polos
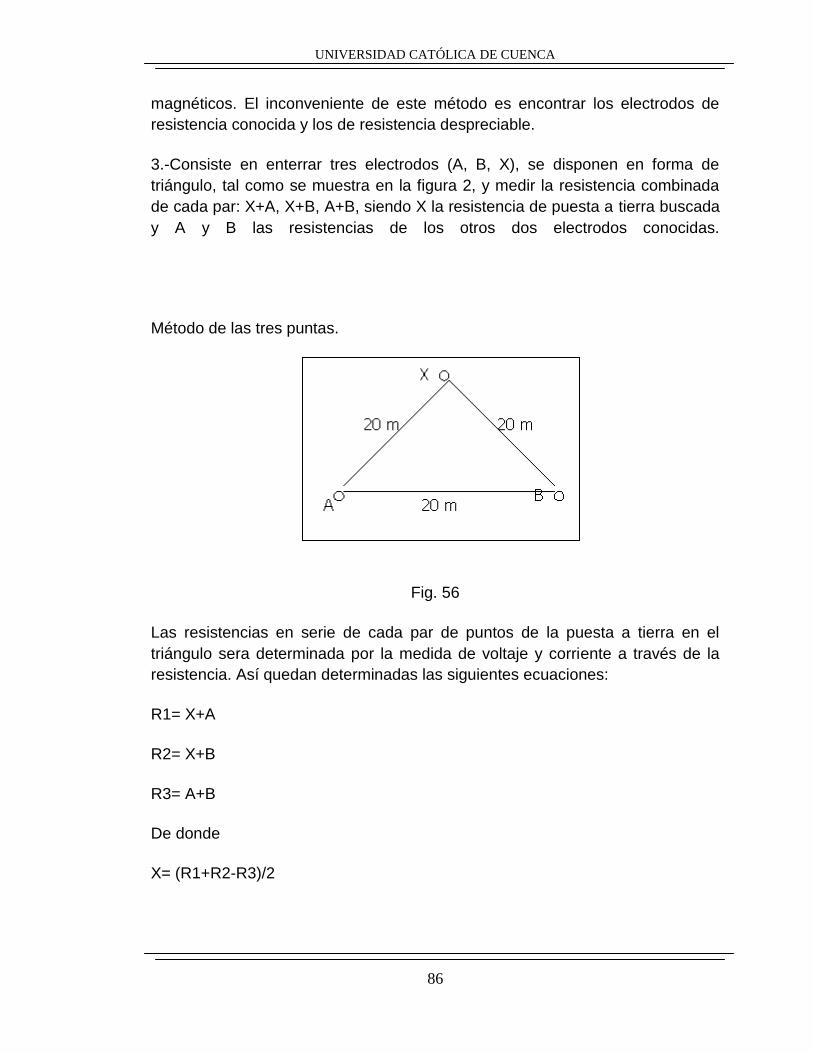
UNIVERSIDAD CATÓLICA DE CUENCA
86
magnéticos. El inconveniente de este método es encontrar los electrodos de
resistencia conocida y los de resistencia despreciable.
3.-Consiste en enterrar tres electrodos (A, B, X), se disponen en forma de
triángulo, tal como se muestra en la figura 2, y medir la resistencia combinada
de cada par: X+A, X+B, A+B, siendo X la resistencia de puesta a tierra buscada
y A y B las resistencias de los otros dos electrodos conocidas.
Método de las tres puntas.
Fig. 56
Las resistencias en serie de cada par de puntos de la puesta a tierra en el
triángulo sera determinada por la medida de voltaje y corriente a través de la
resistencia. Así quedan determinadas las siguientes ecuaciones:
R1= X+A
R2= X+B
R3= A+B
De donde
X= (R1+R2-R3)/2
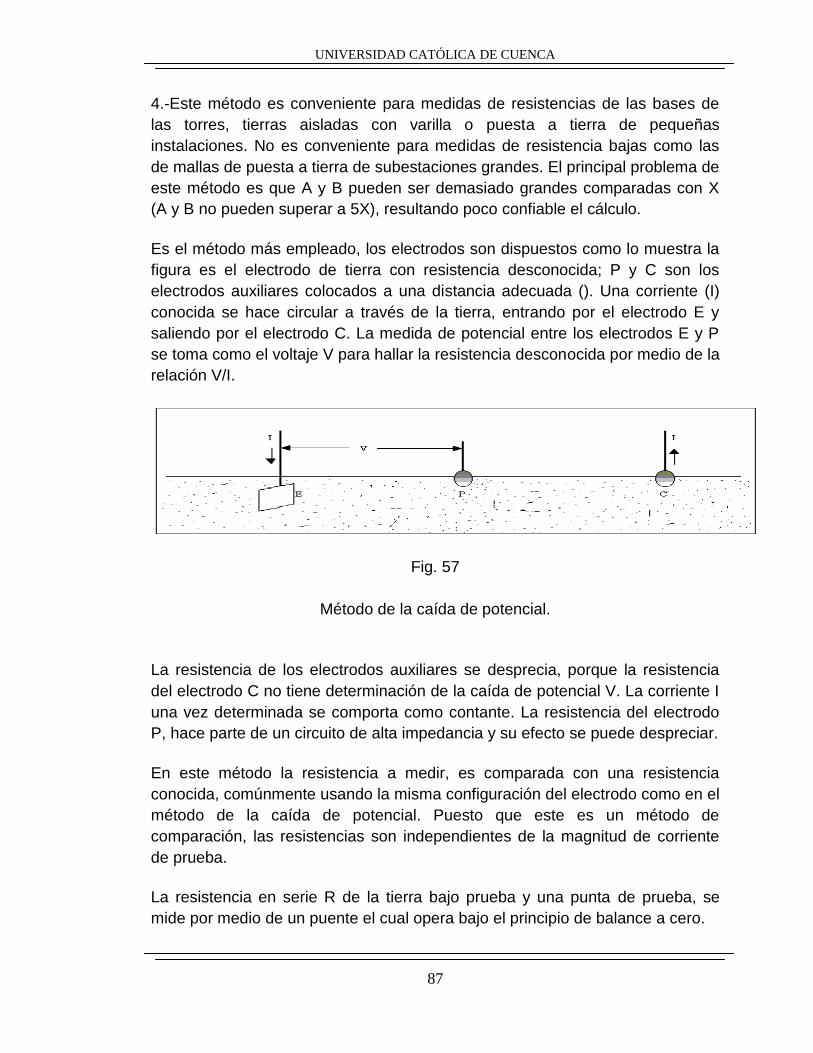
UNIVERSIDAD CATÓLICA DE CUENCA
87
4.-Este método es conveniente para medidas de resistencias de las bases de
las torres, tierras aisladas con varilla o puesta a tierra de pequeñas
instalaciones. No es conveniente para medidas de resistencia bajas como las
de mallas de puesta a tierra de subestaciones grandes. El principal problema de
este método es que A y B pueden ser demasiado grandes comparadas con X
(A y B no pueden superar a 5X), resultando poco confiable el cálculo.
Es el método más empleado, los electrodos son dispuestos como lo muestra la
figura es el electrodo de tierra con resistencia desconocida; P y C son los
electrodos auxiliares colocados a una distancia adecuada (). Una corriente (I)
conocida se hace circular a través de la tierra, entrando por el electrodo E y
saliendo por el electrodo C. La medida de potencial entre los electrodos E y P
se toma como el voltaje V para hallar la resistencia desconocida por medio de la
relación V/I.
Fig. 57
Método de la caída de potencial.
La resistencia de los electrodos auxiliares se desprecia, porque la resistencia
del electrodo C no tiene determinación de la caída de potencial V. La corriente I
una vez determinada se comporta como contante. La resistencia del electrodo
P, hace parte de un circuito de alta impedancia y su efecto se puede despreciar.
En este método la resistencia a medir, es comparada con una resistencia
conocida, comúnmente usando la misma configuración del electrodo como en el
método de la caída de potencial. Puesto que este es un método de
comparación, las resistencias son independientes de la magnitud de corriente
de prueba.
La resistencia en serie R de la tierra bajo prueba y una punta de prueba, se
mide por medio de un puente el cual opera bajo el principio de balance a cero.
UNIVERSIDAD CATÓLICA DE CUENCA
88
RECOMENDACIONES Y CONCLUSIONES
GENERALES
Un sistema eléctrico de potencia es aquel que permite generar,
transportar y distribuir la energía eléctrica, hasta los consumidores, bajo
ciertas consideraciones y requerimientos, los costos para el montaje y
funcionamiento de estos son muy altos por eso que un mantenimiento
oportuno podría evitar daños en cualquier equipo que estén vinculado con
las subestaciones, teniendo así beneficios a los distribuidores y
consumidores de energía.
Es importante tener en claro que la más mínima falla puede provocar una
catástrofe, no se debe subestimar el mínimo ruido, temperatura o
vibración que se presente como algo común o normal, por que las
consecuencias podrían ser desagradables.
Aplicando correctamente los diferentes tipos de mantenimientos a cada
uno de los equipos utilizados en la subestaciones, tendríamos un servicio
en excelencia y el consumidor contento.
Para realizar cualquier mantenimiento a una subestación, la seguridad es
la prioridad sea para el personal profesional o itemens de subestación, si
se realizan las tareas con concentración y responsabilidad tendremos un
trabajo garantizado y una subestación productiva.
UNIVERSIDAD CATÓLICA DE CUENCA
89
Sitios de consultas
- http://www.monografias.com/trabajos55/indicadores-gestion/indicadores-gestion3.shtml#calidad
- http://personales.com/mexico/mexico/curiaelectric/mantenimiento_a_subestacion/partes.htm
- http://www.mitecnologico.com/iem/Main/SubestacionesElectricas
- http://html.rincondelvago.com/subestaciones-electricas_1.html
- http://html.rincondelvago.com/subestaciones-electricas_1.html
- http://www.mitecnologico.com/Main/SubestacionElectricaPartesPrincipales
- http://www.elprisma.com/apuntes/ingenieria_electrica_ /mantenimientosubestacionelectrica/default3.asp
-http://www.gestiopolis1.com/recursos8/Docs/ger/proceso-de-planificacion-y-programacion mantenimiento.htm#mas
- http://gecca.wordpress.com/sub-estaciones/
- http://www.elprisma.com/apuntes/ingenieria_electrica_y_electronica/mantenimientosubestacionelectrica/default4.asp
-Curso de mantenimiento de subestación.
-Sistema de media y baja tensión.
- Mantenimiento a transformadores de potencia.
- Subestación .pdf
- Delta transfor.pdf
- Transformador en vacio
- Cables –eléctricos .pdf
- Termografia .pdf
- Ultrasonido para mantenimiento
- Diseño de subestaciones electricas.............jose raul martín
- Elementos de diseño de subestaciones... gilberto enriquez
- Resistencia de materiales ..............ferdinand l. singer