Embed Size (px)
Citation preview

Control Estadístico Avanzado de Calidad
Proyecto Catapulta
Eduardo VeraYocellin LiraAtziry MartínezJesús JiménezMiguel Cocoma

OBJETIVO
Lanzar pelotas a una distancia de 410 cm con una tolerancia de +/- 10
cm.

MATERIALES
Catapulta Ligas Pelota de pin-pon Flexómetro Laptop y software Libreta y lápiz Cinta Marcadores

DESCRIPCIÓN
Cada miembro del equipo lanza diez veces la pelota con la catapulta
Asignar en cada cambio de lanzador al sujetador de la catapulta, el recoje pelota y los encargados de medir.
El ángulo para realizar el tiro será de 0o y la liga deberá estar sujeta en el primer barreno (superior).
El sujetador colocará la punta de su pie izquierdo sobre la parte frontal de la catapulta mientras su pie derecho sujeta la base de la catapulta por la parte posterior asegurando que en cada movimiento no se mueva.

DESCRIPCIÓN
El tirador deberá poner la pelota en la canastilla y jalar el brazo de la catapulta hasta formar los 0º y soltar.
Los medidores deberán estar de frente a la misma altura uno de cada lado del flexómetro para una mejor perspectiva del alcance obtenido
Se mide y registra la distancia de cada tiro en una libreta.
Una vez concluido el primer lanzador se vuelve a asignar roles y se repiten los pasos hasta que cada miembro del equipo haya lanzado.
Se capturan los datos en minitab y corre el estudio


DIAGRAMA IPO-DISPARA LA CATAPULTA
Diagrama IPO de lanzamiento de pelotas.
Entradas. Proceso. Salidas.
Catapulta.Colocar Catapulta en en la superficie y alinearla
con el cero del flexometro.
Mediciones de lanzamientos de pelota de pin-pon a una distancia de
410cm +/- 10cm
Pelota de pin-pon.
Fijar el Fleximetro a la superficie con cinta adherible asegurandose que este alineado con la
parte frontal de la catapulta. Liga
Flexometro. Se realiza el asigando de roles.
Operadores.
Se realiza el lanzamiento de la pelota por cada integrante del grupo.Software.
Cinta adherible. Captura de las mediciones de los lanzamientos.
Repetición del proceso.

ENFOQUE AL CLIENTE
Enfoque al Cliente.
Proceso en General.
Salida del proceso. Clientes. Sus Preocupaciones.
Mediciones de Lanzamiento de Catapulta.
Equipo Seis Sigma.
Se necesita que la mayoría de las mediciones caigan dentro de los
limites de especificación del cliente (410 cm +/- 10 cm).
Subprocesos.
Fijar el Flexometro. Operadores Encargados de Medir.Se necesita tomar las mediciones
de manera precisa.
Lanzamiento de Pelota. Operadores Encargados de Medir.Se necesita tomar mediciones de
manera precisa
Registro de datos Equipo seis sigmaQue los datos sean capturados sin
errores

MAPA FLUJO DE PROCESO

SOW
Lanzamiento de pelotas con catapulta – Tener un proceso hábil y bajo CEP.
Lanzamientos con una especificación de 410cm +/-10cm.
El proceso no es capaz de cumplir con las especificaciones con una capacidad real de proceso
del 28% con 0.2945 partes por millón fuera de especificación.
Eliminar lanzamientos fuera de los límites de especificación.
Titulo
Y
Problema
Objetivo

REPRESENTACIÓN VISUAL DE LOS DATOS

OBSERVACIONES

DIAGRAMA CÓMO-CÓMO
¿cómo?¿cómo?Función Deseada
Que la catapulta lance lapelota y caiga a una
distancia de 410 cm +/-10 cm
Fijando la catapultaSujetándola contra el piso para que no se
mueva
Asignar a una persona para la sujeción de la
catapulta en cada lanzamiento
Ángulo correcto al salir la pelota de la catapulta
Asegurar que el ángulo sea de 0º
Colocar una marca que indique el ángulo
utilizado
Liga con elasticidad promedio en cada tiro
Cambiar la liga cada cierto número de tiros
Hacer prueba de durabilidad o desgaste
Medición de los tiros más exacto
Técnica para marcar el punto exacto del
lanzamiento
Colocando tiza o cambiar la superficie de
trabajo por arena o tierra
Misma técnica de tiro en cada lanzamiento
Todos los integrantes lancen la la pelota de la
misma manera
Realizar una hoja de proceso estándar para
el lanzamiento.

ANÁLISIS DEL SISTEMA DE MEDICIÓN
Descripción del MSA:
-Se seleccionan los 3 integrantes a ser evaluados-Se les aísla del área donde se hará el estudio-Se coloca fijo en el suelo un flexómetro-Se colocan diez marcas en diferentes mediciones y se numeran dichas marcas asegurando que solo el encargado de hacer el estudio sepa el orden.-Los integrantes a ser evaluados son llamados aleatoriamente para que hagan la medición de las diez marcas también de manera aleatoria-Se capturan las mediciones-Se repite el proceso hasta que cada integrante haya hecho tres mediciones de las 10 marcas.-Se realiza el estudio MSA en Minitab


DATOS

RESULTADOS
Interacción no significativa con un valor de p mayor a 0.05
Muy pequeña variación entre las partes y no hay variación en el sistema de medición

RESULTADOS
De acuerdo a los criterios de aceptación con un porcentaje de variación en el estudio de 0.36% y 1.09% en la variación de la tolerancia, concluimos que el sistema de medición es muy bueno con 603 clases distintivas

ANÁLISIS DE SISTEMA DE MEDICIÓN
Concordancia de mediciones entre operadores
Gráfica de rangos dentro de control, y más del 50% de los datos están fuera de la gráfica de medias por lo tanto es válida la discriminación de las partes

PRUEBAS DE NORMALIDAD
Supuestos:
- Prueba de normalidad Anderson-Darling: si p valuees mayor a 0.05 se sigue una distribución normal.
- Prueba de normalidad de Ryan-Joiner: Cuando Pvalue es menor a 0.1 no siguen una distribuciónnormal.
- Prueba de normalidad Kolmogorov-Smirnov:Interpretación a partir del Valor ks, debe ser mayoral nivel de confianza para una distribución normal

DATOS

GRÁFICAS DE NORMALIDAD
El valor de P es de 0.760, mayor a 0.05 por lo tanto sigue una distribución normal con una desviación estándar de 0.09.

GRÁFICAS DE NORMALIDAD
El valor de P es de 0.1, no es menor a0.1 y por lo tanto sigue una distribución normal.

PRUEBAS DE NORMALIDAD
El valor de P es de 0.150, sigue una distribución normal con un ks del 87%.

GRÁFICAS DE CONTROL
La gráfica de control de medidas individuales y rangos móviles del lanzamiento de catapulta están dentro de los límites de control y bajo las reglas de la western electric con una media de 4.131 y .0047 respectivamente.
Se necesita tomar medidas

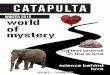
Capacidad de Proceso
4.34.24.14.03.9
LEI LES
LEI 4
O bjetiv o *
LES 4.2
Media de la muestra 4.131
Número de muestra 50
Desv .Est. (Dentro) 0.0819149
Desv .Est. (General) 0.0900397
Procesar datos
C p 0.41
C PL 0.53
C PU 0.28
C pk 0.28
Pp 0.37
PPL 0.48
PPU 0.26
Ppk 0.26
C pm *
C apacidad general
C apacidad (dentro) del potencial
PPM < LEI 80000.00
PPM > LES 240000.00
PPM Total 320000.00
Desempeño observ ado
PPM < LEI 54885.78
PPM > LES 199799.49
PPM Total 254685.27
Exp. Dentro del rendimiento
PPM < LEI 72846.51
PPM > LES 221740.33
PPM Total 294586.84
Exp. Rendimiento general
Dentro de
General
Capacidad de proceso de Datos Catapulta
Se obtiene una capacidad de proceso de 0.41 y una capacidad real de proceso de 0.28, lo cual quiere decir que nuestro proceso no es capaz de cumplir con las especificaciones al ser menor a 1.
Se obtiene un total de 294586.84 partes por millón fuera de especificación.

!GRACIAS!