Embed Size (px)
Citation preview

Updated Form I & Prefeasibility Report For
the change in products of already obtained TOR for establishment of Active Pharmaceutical
Ingredients and Formulations Manufacturing Unit at Plot 81 A, SIPCOT-I Industrial Area, Hosur,
Krishnagiri District, Tamil Nadu
February 2016
Prepared By:-

Quest Healthcare Pvt. Ltd., Form I
Page 1 FFEEBBRRUUAARRYY 22001166
FORM 1 (I) Basic Information:
S.No
. ITEM DETAILS
1. Name of the Project/s Proposed Bulk Drug, Chemicals such as
mineral salts and Active Pharmaceutical
Ingredients Manufacturing unit by M/s Quest
Healthcare Private Limited
2. S.No. in the Schedule 5 (f)
3. Proposed
capacity/area/length/tonnage to
be handled/command area/lease
area/number of wells to be
drilled
The following Active Pharmaceutical
Ingredients (APIs) and Formulations are
proposed to be manufactured
S.No Products T/
annum
1 Pharmaceutical Bulk
Drugs and chemicals such
as Mineral salts of
Gluconates, Lactates,
Citrates, Lactobionate,
Ascorbate, Aspartate,
Pidolates, Orotates, etc.,
1500
2 API Products such as
Perazin dimaleate,
Glycero Phosphates,
Carbasalate Calcium, etc.,
210
4. New/Expansion/Modernization New
5. Existing capacity/Area etc. -NA-
6. Category of Project i.e., ‘A’ or ‘B’ It is categorized as “A” category, since the
project site is located within 10 km radius of
interstate Boundary of Tamil Nadu and
Karnataka.
7. Does it attract general condition?
If yes, please specify.
Yes. The proposed project site is situated
within 10 Kms from inter-state boundary.
8. Does it attract specific condition?
If yes, please specify.
No

Quest Healthcare Pvt. Ltd., Form I
Page 2 FFEEBBRRUUAARRYY 22001166
9. Location
Plot No. 81-A, SIPCOT-1 Industrial Complex,
Zuzuvadi
Hosur
Krishnagiri
Tamil Nadu
Plot/Survey/Khatha No.
Village
Tehsil
District
State
10. Nearest railway station/airport
along with distance in Kms.
Railway station: Hosur railway station at a
distance of about 5.7 Km in the SE direction.
Air port: Bengaluru International Airport at
a distance of 49.0 kms towards North
direction
11. Nearest Town, City, District
Headquarters along with distance
in Kms.
The site is located within Hosur
Municipality limit.
Krishnagiri (District HQ) - 51 km (SE)
12. Village Panchayat, Zilla Parishad,
Municipal Corporation, Local
body (complete postal addresses
with Telephone Nos. to be
given).
SIPCOT-1 Industrial Complex,
Hosur Taluk,
Hosur.
Tele: 04344-277188
13. Name of the Applicant Mr. K.K.Somanna
14. Registered Address
M/s. Quest Healthcare Private Limited,
No. 1, 2nd Floor, 100 ft Road, Koramangala,
5th Block, Bangalore 560 095
15. Address for Correspondence M/s. Quest Healthcare Private Limited,
Plot No.81-A,SIPCOT Phase-I Industrial
Complex, Zuzuvadi village, Hosur,
Krishnagiri
Name Mr. K.K.Somanna
Director
M/s. Quest Healthcare Private Limited,
No. 1, 2nd Floor, 100 ft Road, Koramangala,
5th Block, Bangalore 560 095
Designation
(Owner/Partner/CEO)
Address

Quest Healthcare Pvt. Ltd., Form I
Page 3 FFEEBBRRUUAARRYY 22001166
Pin Code [email protected]
Mob: +91 9448388374
Telephone No.
Fax No.
16. Details of Alternative Sites
examined, if any. Location of
these sites should be shown on a
toposheet.
None
17. Interlinked Projects -NA-
18. Whether separate application of
interlinked project has been
submitted?
-NA-
19. If yes, date of submission -NA-
20. If no, reason -NA-
21. Whether the proposal involves
approval/clearance under: if yes,
details of the same and their
status to be given.
(a) The Forest (Conservation)
Act, 1980?
(b) The Wildlife (Protection)
Act, 1972?
(c) The C.R.Z Notification,
1991?
No
22. Whether there is any
Government Order/Policy
relevant/relating to the Site?
Yes, The project site is notified as SIPCOT
Industrial Complex vide GO Ms. No. 553
dated 11-04-1974.
23. Forest land involved (hectares) No
24. Whether there is any litigation
pending against the project
and/or land in which the project
is propose to be setup?
(a) Name of the Court
(b) Case No.
(c) Orders/directions of the
Court, if any and its
relevance with the
proposed project.
No

Quest Healthcare Pvt. Ltd., Form I
Page 4 FFEEBBRRUUAARRYY 22001166
(I) Activity:
1. Construction, operation or decommissioning of the Project involving actions, which
will cause physical changes in the locality (topography, land use, changes in water
bodies, etc.)
S.
No.
Information/Checklist
confirmation
Yes/
No
Details thereof (with approximate
quantities /rates, wherever possible)
with source of information data
1.1 Permanent or temporary change
in land use, land cover or
topography including increase in
intensity of land use (with respect
to local land use plan)
No
The proposed project is situated in the
SIPCOT-I Industrial Complex. Since it
is the industrial activity, there is no
change in the land use pattern of the
area.
1.2 Clearance of existing land,
vegetation and buildings?
No There is no clearance of existing land
and vegetation. A small shed which is
used for Security cabin is to be
demolished.
1.3 Creation of new land uses?
No There is no change in the land use
pattern of the area
1.4 Pre-construction investigations
e.g. bore houses, soil testing?
No Based on the preliminary soil testing, it
is inferred that strata comprises of 3m
soil overburden, of this, top soil with
nominal vegetal cover is 0.5m thick.
This is followed by Reddish Brown/
Yellowish /greyishwhite medium to
very dense sandy Silt. Further below,
rock formations occur. Rock formations
noticed exhibit evidence of ‘differential’
weathering.
Detailed Soil investigation will be
carried out for the construction of
building. As per the recommendations
of Soil investigation report, the
constructions will be carried out.
1.5 Construction works? Yes Construction of 13368 m2 built-up area
which will include process area, storage
area etc., with adequate road, parking

Quest Healthcare Pvt. Ltd., Form I
Page 5 FFEEBBRRUUAARRYY 22001166
spaces.
1.6 Demolition works? Yes A small shed which is used for Security
cabin is to be demolished.
1.7 Temporary sites used for
construction works or housing of
construction workers?
No There will not be any temporary sites
for construction.
1.8 Above ground buildings, structures
or Earthworks including linear
structures, cut and fill or
excavations
Yes New buildings/facilities are to be
constructed.
1.9 Underground works including
mining or tunneling?
No Not Applicable
1.10 Reclamation works? No Not Applicable
1.11 Dredging? No Not Applicable
1.12 Offshore structures? No Not Applicable
1.13 Production and manufacturing
processes?
Yes Manufacturing process for all the
products are given in the Section 2.5.1
of Pre-feasibility report.
1.14 Facilities for storage of goods or
materials?
Yes Ware house for raw materials, finished
products.
Underground tanks & drum storage
yard for solvents.
These storage areas are clearly
mentioned in the Site Layout of the
plant (See Figure 4.1 of Pre-feasibility
Report).
1.15 Facilities for treatment or disposal
of solid waste or liquid effluents?
Yes Liquid waste
Construction phase: The sewage
generated from the construction
workers will be around 10 KLD which
will be treated in septic tank and
discharged into soak pit.
Operation phase:
Domestic sewage: The domestic sewage
generated (8.0 KLD) during operation
phase will be treated in Sewage
Treatment Plant (STP) and the treated

Quest Healthcare Pvt. Ltd., Form I
Page 6 FFEEBBRRUUAARRYY 22001166
water will be used for gardening.
Industrial effluent:
Industrial effluent will be treated in-
house with state of art zero discharge
Effluent Treatment Plant (ETP) and the
treated will be used for gardening,
cooling towers etc.
Solid waste
Construction phase: Solid waste
generated by construction workers will
be disposed to Municipality.
Operation phase:
Domestic solid wastes: The domestic
garbage will be segregated at source,
collected in bins and disposed to nearby
Municipality.
Hazardous wastes: Hazardous waste
generated process will be properly
packed & stored in a designated
impervious structure (under cover roof)
for disposal. The collected hazardous
wastes will be disposed to Tamil Nadu
Waste Management Limited (TNWML)
which is located at Gummidipoondi.
The detail of Hazardous waste is given
in Section 2.8.5 of Pre-feasibility report.
1.16 Facilities for long term housing of
operational workers?
No No long term housing plan for the
operational workers is planned in the
proposed project.
The local population residing in the
surrounding area of the project site is
expected to find employment
opportunities for various maintenance
needs of the Project
1.17 New road, rail or sea traffic during
construction or operation?
No Existing infrastructure is adequate for
the proposed project.

Quest Healthcare Pvt. Ltd., Form I
Page 7 FFEEBBRRUUAARRYY 22001166
1.18 New road, rail, air waterborne or
other transport infrastructure
including new or altered routes
and stations, ports, airports etc?
No Not Applicable
1.19 Closure or diversion of existing
transport routes or infrastructure
leading to changes in traffic
movements?
No Not Applicable
1.20 New or diverted transmission
lines or pipelines?
No Not Applicable
1.21 Impoundment, damming,
culverting, realignment or other
changes to the hydrology of
watercourses or aquifers?
No Not Applicable
1.22 Stream crossings? No Not Applicable
1.23 Abstraction or transfers of water
from ground or surface waters?
No Company proposes to source the
required water from SIPCOT.
1.24 Changes in water bodies or the
land surface affecting drainage or
run-off?
No Not Applicable
1.25 Transport of personnel or materials
for construction, operation or
decommissioning?
Yes There will be minor increase in traffic
due to the movement of vehicles
carrying construction materials during
the construction phase & due to the
movement of employees to & from the
industry during the operation phase
which will not have any major impact
on the existing traffic in the region.
1.26 Long-term dismantling or
decommissioning or restoration
works?
No Not Applicable
1.27 Ongoing activity during
decommissioning which could
have an impact on the
environment?
No -NA-
1.28 Influx of people to an area in
either temporarily or
permanently?
Yes There will be influx of people during
the construction and operational phase.
Construction phase - Temporarily –
about 300 people during peak
construction period. Operational phase
– about 220 people
1.29 Introduction of alien species?
No Local native plants are planted in and
around the plant premises.

Quest Healthcare Pvt. Ltd., Form I
Page 8 FFEEBBRRUUAARRYY 22001166
1.30 Loss of native species or genetic
diversity?
No There will not be any loss of native
species.
1.31 Any other actions? No NA
2. Use of Natural resources for construction or operation of the Project (such as land,
water, materials or energy, especially any resources which are non-renewable or in
short supply):
S.No.
Information/checklist
confirmation
Yes/
No
Details thereof (with approximate
quantities /rates, wherever possible) with
source of information data
2.1 Land especially undeveloped
or agricultural land (ha)
No The land is developed SIPCOT industrial
land. Total site area is 16023.32 m2
2.2 Water (expected source &
competing users) unit : KLD
Yes Company proposes to source the required
water from SIPCOT.
Fresh water requirement is about 205
KLD. The break-up details are given in
Section 2.6 of Pre-feasibility report.
2.3 Minerals (MT) No -NA-
2.4 Construction material – stone,
aggregates, sand / soil (expected
source – MT)
Yes Sand, coarse and fine aggregates etc.
available locally. Material Requirement Cement 2,518 Tons
Sand 172,670 Cu. ft Aggregates 100,724 Cu. ft
Steel 576 Tons Bricks 2,590,055 No.
2.5 Forests and timber (source –
MT)
No NA
2.6 Energy including electricity
and fuels (source, competing
users) Unit: fuel (MT), energy
(MW)
Yes Power requirement
The total power requirement for the
industry is about 1.2 MW is to be obtained
from Tamil Nadu Generation and
Distribution Corporation Limited
(TANGEDCO).
DG sets of 4X380 KVA and 2X180 KVA
capacities are proposed to be used during
occupancy phase which will serve as
back-up power supply during power
failure.
Fuel requirement: 330 L/hr

Quest Healthcare Pvt. Ltd., Form I
Page 9 FFEEBBRRUUAARRYY 22001166
2.7 Any other natural resources
(use appropriate standard units)
No -NA-
3. Use, storage, transport, handling or production of substances or materials, which could
be harmful to human health or the environment or raise concerns about actual or
perceived risks to human health.
S.No
.
Information/Checklist
confirmation
Yes/
No
Details thereof (with approximate
quantities/rates, wherever possible)
with source of information data
3.1 Use of substances or materials,
which are hazardous (as per MSIHC
rules) to human health or the
environment (flora, fauna, and
water supplies)
Yes Chemicals like Methanol, etc., are
being used in the process, which are
hazardous. The details of hazardous
substance are given in Table 2.16 of
Pre-feasibility report.
However, in-built safety features of the
plant would be made adequate in order
to avoid hazardous events causing
damage.
3.2 Changes in occurrence of disease or
affect disease vectors (e.g. insect or
water borne diseases)
No -NA-
3.3 Affect the welfare of people e.g. by
changing living conditions?
Yes Socio-economic status of the
surrounding area will improve.
3.4 Vulnerable groups of people who
could be affected by the project e.g.
hospital patients, children, the
elderly etc.,
No Since there is no vulnerable group in
the vicinity of the project site, it is not
applicable.
3.5 Any other causes No Not Applicable
4. Production of solid wastes during construction or operation or decommissioning
(MT/month)
S.No.
Information/Checklist
confirmation
Yes/
No
Details thereof (with approximate
quantities/rates, wherever possible) with
source of information data
4.1 Spoil, overburden or mine wastes Yes The excavated soil during construction
phase will be reused within the site
premises.
4.2 Municipal waste (domestic and or
commercial wastes)
Yes Entire garbage generated from the
industry premises will be disposed to
Municipality.

Quest Healthcare Pvt. Ltd., Form I
Page 10 FFEEBBRRUUAARRYY 22001166
4.3 Hazardous wastes (as per
Hazardous Waste Management
Rules)
Yes Hazardous waste generation, treatment
and disposal details are given in the
Section 2.8.5 of prefeasibility report.
4.4 Other industrial process wastes No -
4.5 Surplus product No Not Applicable
4.6 Sewage sludge or other sludge from
effluent treatment
Yes Sludge generated from sewage treatment
plant will be used as manure for green
belt development and residue generated
from effluent treatment will be disposed
to TNWML, Gummidipoondi for
treatment and safe disposal.
4.7 Construction or demolition wastes Yes The excavated soil during construction
phase will be reused within the site
premises.
4.8 Redundant machinery or
equipment
No Not Applicable
4.9 Contaminated soils or other
materials
No The following measures are adopted to
control soil contamination.
Prevention of spillage & leakage of oils,
providing curb stones, lined gutter & oil
traps.
4.10 Agricultural wastes No Not Applicable
4.11 Other solid wastes
No None.
5. Release of pollutants or any hazardous, toxic or noxious substances to air (Kg/hr)
S.No.
Information/Checklist
confirmation
Yes/
No
Details thereof (with approximate
quantities/rates, wherever possible) with
source of information data
5.1 Emissions from combustion of fossil
fuels from stationary or mobile
sources
Yes Air emissions comprising particulate
matter, NO2, unburnt hydrocarbon and
SO2 will be from the operating D.G. set
and Boiler. Adequate height of Stack will
be provided to disperse the flue gases to
conform NAAQS in atmospheric air
environment.
Besides, air emissions will also be from

Quest Healthcare Pvt. Ltd., Form I
Page 11 FFEEBBRRUUAARRYY 22001166
the raw material carrying vehicles.
Hence, expected air emissions in the
vicinity of the project will be particulate
matter, NO2, SO2. Proper maintenance of
vehicles will mitigate the pollution.
5.2 Emissions from production
processes
Yes Gaseous emissions during manufacturing
process are treated using packed column
scrubbers before letting out into the
atmosphere. The details of Scrubbers are
given in Section 2.8.3 of Pre-feasibility
report.
5.3 Emissions from materials handling
including storage or transport
Yes Dust collectors will be provided to
mitigate fugitive emissions during
handling of raw materials and scrubbers
will be provided to mitigate emissions
during solvent charging to reactors. The
details are given in Section 2.8.2 of Pre-
feasibility report.
5.4 Emissions from construction
activities including plant and
equipment
Yes Particulate Matter would be the
predominant pollutant generated from
construction activities. The gaseous
emissions such as SO2, NO2 and unburnt
hydrocarbons would be generated from
the construction equipments and
vehicles.
The other sources of emission during the
construction period are the movement of
construction equipments at site and dust
emitted during the leveling, grading,
earthworks, foundation works and other
construction related activities.
The impact is likely to be insignificant
for short duration and confined locally to
the construction site itself.
5.5 Dust or odours from handling of
materials including construction
materials, sewage and waste
Yes Dust emission during unloading of
construction materials is possible and it
will be suppressed by Water sprinkling.
Sewage during construction stage will be
treated in the septic tank and soak pit.
Domestic solid waste generated will be

Quest Healthcare Pvt. Ltd., Form I
Page 12 FFEEBBRRUUAARRYY 22001166
handed over to municipal authority.
5.6 Emissions from incineration of
waste No
Not Applicable
5.7 Emissions from burning of waste in
open air (e.g. slash materials,
construction debris)
No
Not Applicable
5.8 Emissions from any other sources No
Not Applicable
6. Generation of Noise and Vibration, and Emissions of Light and Heat:
S.No. Information/Checklist
confirmation
Yes/
No
Details thereof (with approximate
quantities/rates, wherever possible) with
source of information data with source of
information data
6.1 From operation of equipment e.g.
engines, ventilation plant, crushers
Yes During the operational phase, noise will
be generated from the DG sets (standby),
and general noise characteristic of a
proposed industry. The DG sets are
provided with in- built acoustic
enclosures. The noise levels in and
around the proposed industry will be
maintained within the stipulated norms
both during the day and night time as per
TNPCB norms.
6.2 From industrial or similar
processes
Yes Noise generation will be maintained
within the stipulated norms both during
the day and night time as per TNPCB
norms.
6.3 From construction or demolition Yes To minimize noise level impacts during
construction phase, major construction
activities would be scheduled during
normal daylight working hours and
would be implemented consistent with
the applicable standards. The
construction contractor will use
equipments that are adapted to operate
with appropriate noise muffling devices
resulting in the least possible noise. Every
effort would be taken to minimize the

Quest Healthcare Pvt. Ltd., Form I
Page 13 FFEEBBRRUUAARRYY 22001166
noise levels including the mandatory use
of construction equipment with operable
mufflers.
Overall, the impact of noise generated
during construction phase of the project
on the environment is likely to be
insignificant, reversible and localized in
nature and mainly confined to daytime
and reduces gradually as the project
progresses.
6.4 From blasting or piling
No Not Applicable
6.5 From construction or operational
traffic
Yes
Construction traffic for loading and
unloading, fabrication and handling of
equipment and construction materials
are likely to cause an increase in the
ambient noise levels. The areas affected
are those close to the site. At the peak
period of the construction, marginal
increase in noise levels is expected to
occur locally at the construction site. The
proper maintenance of vehicles would
mitigate the noise levels.
6.6 From lighting or cooling systems No
Not Applicable
6.7
From any other sources No
Not Applicable
7. Risks of contamination of land or water from releases of pollutants into the ground or
into sewers, surface waters, groundwater, coastal waters or the sea:
S.No.
Information/Checklist
confirmation
Yes/
No
Details thereof (with approximate
quantities/rates, wherever possible) with
source of information data

Quest Healthcare Pvt. Ltd., Form I
Page 14 FFEEBBRRUUAARRYY 22001166
7.1 From handling, storage, use or
spillage of hazardous materials Yes
The safety features such as dedicated storage
tank, overfill protection, flow meters and
periodic maintenance will be followed to
avoid spillage/contamination to environment.
7.2 From discharge of sewage or
other effluents to water or the
land (expected mode and place of
discharge)
Yes
Domestic sewage: Construction phase: The sewage generated
from the construction workers will be
treated in septic tank and discharged into
soak pit as per provisions given in CPHEEO.
Operation phase: Domestic sewage: The domestic sewage
generated during operation phase will be
treated in Sewage Treatment Plant (STP)
and the treated water will be used for
gardening as per norms stipulated by
TNPCB.
Industrial effluent: Industrial effluent will be treated in-house
with state of art zero discharge Effluent
Treatment Plant (ETP) and the treated
effluent shall be used for gardening, cooling
towers etc. as per norms stipulated by
TNPCB.
7.3 By deposition of pollutants
emitted to air into the land or
into water
No
Not Applicable
7.4 From any other sources No
Not Applicable.
7.5 Is there a risk of long term build
up of pollutants in the
environment from these
sources? No
Adequate environmental protection
measures will be provided to mitigate the
impacts as per standards. There is no risk
anticipated for long term build up of
pollutants in the environment from any of
the source.
8. Risk of accidents during construction or operation of the Project, which could affect
human health or the environment
S.No.
Information/Checklist
confirmation
Yes/
No
Details thereof (with approximate
quantities/rates, wherever possible) with
source of information data
8.1 From explosions, spillages, fires Yes Construction labourers will be provided

Quest Healthcare Pvt. Ltd., Form I
Page 15 FFEEBBRRUUAARRYY 22001166
etc from storage, handling, use
or production of hazardous
substances
with necessary PPE depending upon their
nature of activity.
During the operational place also, PPE
will be provided for the employees. Risk
Assessment and Disaster Management
Plan will be prepared. Environment
Health and Safety will be the Industry’s
top priority.
8.2 From any other causes No Not Applicable
8.3 Could the project be affected by
natural disasters causing
environmental damage (e.g.
floods, earthquakes, landslides,
cloudburst etc)?
No
The plant area falls in Zone-II of Seismic
Zone and is referred to as least active.
The seismic factors will be appropriately
incorporated in the civil designs for the
project.
9. Factors which should be considered (such as consequential development) which
could lead to environmental effects or the potential for cumulative impacts with
other existing or planned activities in the locality
S.
No.
Information/Checklist
confirmation
Yes/
No
Details thereof (with approximate
quantities/rates, wherever possible) with
source of information data
9.1 Lead to development of
supporting Utilities, ancillary
development or development
stimulated by the project which
could have impact on the
environment e.g.:
• Supporting infrastructure
(roads, power supply, waste
or waste water treatment,
etc.)
• housing development
• extractive industries
• supply industries
• other
Yes
Yes
NA
No
Yes
No
Net positive impact in terms of overall
development of the area is expected from
the proposed project.
Direct & indirect employment
opportunities are created due to proposed
development of this project.
9.2 Lead to after-use of the site,
which could have an impact on
the environment
No Not Applicable

Quest Healthcare Pvt. Ltd., Form I
Page 16 FFEEBBRRUUAARRYY 22001166
9.3 Set a precedent for later
developments No
The project is proposed in SIPCOT
Industrial Area, Phase-1, Hosur and
therefore no major impacts are expected.
9.4 Have cumulative effects due to
proximity to other existing or
planned projects with similar
effects
No Not Applicable
(III) Environmental Sensitivity
S.No.
Areas
Name/
Identity
Aerial distance (within 15 km.)
Proposed project location boundary
1 Areas protected under
international conventions,
national or local legislation for
their ecological, landscape,
cultural or other related value
No
None within 15 km radius
2 Areas which are important or
sensitive for ecological reasons -
Wetlands, watercourses or other
water bodies, coastal zone,
biospheres, mountains, forests
No
None within 15 km radius
3 Areas used by protected,
important or sensitive species of
flora or fauna for breeding,
nesting, foraging, resting, over
wintering, migration
No
None within 15 km radius
4 Inland, coastal, marine or
underground waters
Yes SIPCOT Pond – 0.75 km (SE)
Santhapuram Lake – 1.66 km (S)
Kalavarapalli Reservoir – 7.0 km (E)
Ponnaiyar River (Dakshina Pinakini) –
7.82 km (E)
5 State, National boundaries Yes Karnataka state boundary is at a
distance of about 1.7 kms towards SW.
6 Routes or facilities used by the
public for access to recreation or
other tourist, pilgrim areas
No NA
7 Defence installations No NA
8 Densely populated or built-up
area
Yes Hosur (The site is within the Municipal
Limit of Hosur)


Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 1 FFEEBBRRUUAARRYY 22001166
PRE-FEASIBILITY REPORT
1. INTRODUCTION
M/s. Quest Healthcare Private Limited has proposed to establish the Bulk Drugs and
Active Pharmaceutical Ingredients manufacturing unit at Plot No. 81A, SIPCOT-I
Industrial Complex, Hosur, Krishnagiri District. Since proposed project is to establish a
manufacturing facility related to pharmaceuticals and the site is located within the 10km
radius of Interstate boundary of Tamil Nadu & Karnataka, it requires Environmental
Clearance from Ministry of Environment Forest and Climate Change (MoEFCC) under
Category ‘A’ in the Schedule 5 (f) of EIA Notification 2006 and its subsequent
amendments.
In this regard, earlier we applied for environmental clearance and received ToR vide
letter F. No. J-11011/36/2013-IA II(I), Dated 25.04.13 in this regard we conducted the
EIA studies and draft EIA report was made. But due to the poor market demand of the
proposed products, we were unable to proceed with the proposed products, so we are
withdrawing the products proposed earlier and proposing the new products as per present
market demand.
1.1 Need for the project
Bulk drugs have become a part of our life for sustaining many of our day-to-day activities,
preventing and controlling diseases. Bulk drugs manufacturing sector in India is well
established and has recorded a steady growth in the overall Indian industrial scenario.
The bulk drugs and allied industries have been amongst the fastest growing segments of
the Indian industry.
The Indian Pharmaceutical Industry today is in the front rank of India’s science-based
industries with wide ranging capabilities in the complex field of drug manufacture and
technology. It ranks very high third in the world, in terms of technology, quality and
range of medicines manufactured. From simple headache pills to sophisticated antibiotics
and complex cardiac compounds, almost every type of medicine is now made
indigenously.
Playing a key role in promoting and sustaining development in the vital field of
medicines, Indian Pharma Industry boasts of quality producers and many units approved
by regulatory authorities in USA and UK. International companies associated with this
sector have stimulated, assisted and spearheaded this dynamic development in the past
years and helped to put India on the pharmaceutical map of the world.

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 2 FFEEBBRRUUAARRYY 22001166
India's pharmaceutical industry is the third largest in the world in terms of volume. Its
rank is 14th in terms of value. India is also one of the top five active pharmaceutical
ingredients (API) producers (with a share of about 6.5 per cent).
The pharmaceutical industry in India meets around 70% of the country's demand for bulk
drugs, drug intermediates, pharmaceutical formulations, chemicals, tablets, capsules, orals
and injectables. Between September 2008 and September 2009, the total turnover of
India's pharmaceuticals industry was US $21.04 billion. The domestic market was worth
US $12.26 billion. This was reported by the Department of Pharmaceuticals, Ministry of
Chemicals and Fertilizers. As per a report by IMS Health India, the Indian pharmaceutical
market reached US $10.04 billion in size in July 2010. A highly organized sector, the
Indian Pharma Industry is estimated to be worth $4.5 billion, growing at about 8 to 9
percent annually.
International pharma majors have preferred many companies from the State. When large
companies offer their services on contractual basis to global MNCs, they want to
outsource drug production for the domestic market from quality small-medium
manufacturers in State. Here the small-medium units ideally fit into slot as third party
manufacturers and serve as major hubs for pharmaceutical outsourcing. The units have
been recognized for stringent regulatory enforcement and known to manufacture quality
products. Another added advantage favoring the State is that it is emerging as an
investment destination.
1.2 Demand Supply Gap, Imports Vs Indigenous production
Indian pharmaceutical companies supply almost all the country's demand for
formulations and nearly 70 per cent of demand for bulk drugs. The imports of
pharmaceuticals are estimated at 10 to 12 percent of the total market. The major suppliers
are Switzerland, China, USA, Germany, Italy, Denmark, France, and UK. Imports include
raw materials and finished products. Some major pharmaceuticals which are imported
include Provitamins and Vitamins, Cortisones, Hydrocortisone, Insulin, Penicillin,
Osetrogen, Progesterone and other hormones, Erythromycin and other ANTIBIOTICS,
Antisera & other blood fraction, and Glycosides. The imports are from Switzerland, US
and Germany primarily consist of finished medicament in dosage forms for retail sales.
1.3 Export Possibility
The size of the domestic pharmaceutical market is larger than export market. However,
owing to the growth of global generics market, stringent price controls in the domestic

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 3 FFEEBBRRUUAARRYY 22001166
market, and better margins, the export market is growing much faster than the domestic
market.
India exports pharmaceuticals to numerous countries around the world, including to the
U.S., Germany, France, Russia and UK. The Indian pharmaceutical industry ranks 17th
with respect to exports value of bulk actives and dosage. Exports constitute nearly 40 per
cent of the production, with formulations contributing 55 per cent and bulk drugs 45 per
cent.
According to the Pharmaceutical Export Promotion Council (Pharmexcil), the
pharmaceutical exports in 2007-08 stood at US$6.68 billion against US$5.73 billion in
2006-07, recording a growth rate of 16 per cent. The industry has been clocking export
growth rate, recording 18 per cent, 23 per cent and 17 per cent growth rates during 2006-
07, 2005-06, and 2004-05, respectively. The overall pharmaceutical exports are estimated
to increase at a CAGR of 30-32 percent.
1.4 Employment Generation due to the project
The total direct employment potential of the proposed industry is about 220 people.
However, there are indirect employment generations due to the project during the
transportations, marketing & distribution etc.

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 4 FFEEBBRRUUAARRYY 22001166
2. PROJECT DESCRIPTION
2.1 Type of Project
M/s. Quest Healthcare Pvt. Ltd. proposes manufacture of Bulk Drug, Chemicals such as
mineral salts and Active Pharmaceutical Ingredients. The main APIs proposed to be
manufactured are antibiotics & anti-bacterial agents. The formulation product is produced
as per the market demand.
An active ingredient (AI) is the substance of a pharmaceutical drug that is biologically
active. Terms in similar use include: active pharmaceutical ingredient (API) and bulk
active in medicine. Some medications may contain more than one active ingredient. The
traditional word for the API is pharmacon or pharmakon which originally denoted a
magical substance or drug.
A dosage form of a drug is traditionally composed of two things: The API, which is the
drug itself; and an excipient, which is the substance of the tablet, or the liquid the API is
suspended in, or other material that is pharmaceutically inert. Drugs are chosen primarily
for their active ingredients.
The main activity of the proposed industry is manufacturing of Bulk Drug products and
Active Pharmaceutical Ingredients (APIs) and formulations.
The total production capacity per annum is 1500 MT of Bulk Drugs and Chemicals such
as Mineral Salts and 210 MT of API Products.
2.2 Project Location Details
The industry is proposed to be established at Plot No. 81-A, SIPCOT Phase-I Industrial
Complex, Hosur- 635 126. The Environmental setting of the project site is presented in
the Table 2.1. The general location of the project area is represented in Figure 2.1. The
google image showing the project site is given in Figure 2.2.

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 5 FFEEBBRRUUAARRYY 22001166
TABLE 2.1 - Environmental Settings of the Project Site
S.
No. Particulars Details
1 Latitude 12°45'59.97"N
2 Longitude 77°48'14.66"E
3 Site Elevation above MSL 885 m
4 Topography Plain
5 Present land use at the site Industrial
6 Nearest highway National Highway (NH-7) – 1.0 km (SW)
7 Nearest railway station Hosur – 5.7 km, SE
8 Nearest airport Bengaluru International Airport – 49 km (N)
9 Nearest town / city Hosur
10 Water body SIPCOT Pond – 0.75 km (SE)
Santhapuram Lake – 1.66 km (SE)
Kalavarapalli Reservoir – 7.0 km (E)
Ponnaiyar River (Dakshina Pinakini) – 7.82 km (E)
11 Nearest Port Chennai Fort – 270 km (NE)
12 Hills / Valleys/Forests Perandapalli Forest – 12.0 km (SE)
13 Archaeologically important
places
None within 15 km radius
14 National parks / Wildlife
Sanctuaries
None within 15 km radius
15 Seismicity Zone II
16 Defense Installations None within 15 km radius

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 6 FFEEBBRRUUAARRYY 22001166
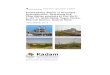
FIGURE 2.1 - Location Map of the Project Site

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 7 FFEEBBRRUUAARRYY 22001166
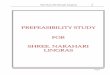
FIGURE 2.2 – Google Image of the project site

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 8 FFEEBBRRUUAARRYY 22001166
2.3 Basis of selecting the project site
The efficient functioning of any industry mainly depends on the availability of its basic
requirements viz. raw materials, fuel, power, water, manpower etc. The industry is
proposed to be established in SIPCOT Industrial Complex, Hosur. The choice of the land
confers several advantages, which are summarized below.
1. The land use of the site is Industrial
2. The site is well connected by roadways.
3. Water supply facility is available with SIPCOT.
4. Power will be supplied by TANGEDCO.
5. Housing colonies, educational facilities, hospitals and other amenities are available
in the vicinity.
No incidence of cyclones, earthquake, floods or landslides in the region.
2.4 Size or magnitude of operation
The industry “M/s. Quest Healthcare Pvt. Ltd.” is a large scale industrial unit with a total
capital investment of Rs. 25.07 Crores. The total production capacity proposed is 1500
MT/Annum of Bulk Drugs and Chemicals such as Mineral salts and 210 MT/Annum of
API Products.
2.4.1. Products Manufactured
The following Bulk drugs and APIs, are proposed to be manufactured.
TABLE 2.2 – Bulk Drug Products proposed to be manufactured
S. No Products T/ annum
1 Pharmaceutical Bulk Drugs and chemicals such as Mineral
salts of Gluconates, Lactates, Citrates, Lactobionate,
Ascorbate, Aspartate, Pidolates, Orotates, etc.,
1500

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 9 FFEEBBRRUUAARRYY 22001166
TABLE 2.3 – APIs proposed to be manufactured
S. No API product T/ annum
1 Perazin dimaleate 9
2 Glycero Phosphate 30
3 Carbasalate Calcium 9
4 Iron sucrose 36
5 TMS (Tiemmonium Methyl Sulphate) 18
6 Alendronate sodium 15
7 Beta Glycero phosphate 11.9
8 Phenprocoumon 3
9 Strontium ranelate 6
10 Calcium D sacharate 18
11 Calcium dobesylate 15
12 Ethamsylate 6
13 Benfotiamine 18
14 Tolperisone HCl 9
15 Dobutamine HCl 6
16 Calcium Folinate 0.1
Total 210
2.5 Project Description
2.5.1 Manufacturing process
The manufacturing process for each product proposed to be produced is described with
process description and flow charts as under.
2.5.1.1. Bulk Drug products
Combined manufacturing process for all other Bulk Drug products
Calculated Quantities of required Raw materials are dissolved / Reacted in water, filtered,
Crystallized, Centrifuged, Milled, dried, Sieved, Blended, Packed and dispatched.

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 10 FFEEBBRRUUAARRYY 22001166
FIGURE 2.3 – Generic Process Flowchart - Bulk Drug Products
Calcium Gluconate
Calculated quantity of Dextrose Mono Hydrate, Sodium Bromide, are dissolved in DM
water and electrolysed to produce Gluconic acid and neutralized with Calcium carbonate,
the neutralized salt is then filtered, Crystallised, Centrifuged, dried, milled and packed.
FIGURE 2.4 –Process Flowchart - Calcium Gluconate
Spray Drying process
Calculated Quantities of required Raw materials are dissolved / Reacted in water filtered,
Spray dried, Sieved, Blended, Packed and dispatched.
FIGURE 2.5 –Process Flowchart – Spray Drying Process
Filtration Crystallization Neutralization/
Reaction
Filtration Crystallization
Sieving Blending Packing
Centrifuging Drying Milling
Electrolysis Neutralisation Filteration Crystallisation
Packing Milling Drying Centrifuging
Neutralization/
Reaction Filtration Spray Drying
Packing Blending Sieving

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 11 FFEEBBRRUUAARRYY 22001166
API Products
1. IRON SUCROSE
Ferric Chloride is dissolved in water then sodium bicarbonate solution is added to
precipitate ferric hydroxide which is then filtered. Above ferric hydroxide is mixed with
sucrose and heated to get iron sucrose in solution. Which is concentrated to get thick
mass, which is added with vigorous stirring to De Natured Spirit(DNS) and then methanol
to precipitate iron sucrose solid. This is centrifuged and slurried with DNS and acetone
again to remove the impurities. The wet material is dried under vacuum, pulverized,
redried, milled, blended as needed and packed.
FIGURE – 2.6: PROCESS FLOW CHART – IRON SUCROSE
Filter Mass
Filtration
Vacuum Drying
Milling, Blending & Packing
Water + Ferric Chloride
Filtration of Ferric hydroxide
Ferric hydroxide Cake + Sugar
Concentrated
Filtration
Sodium carbonate
solution
MLR Collection
DNS
MLR Collection
MethanolDNS
MLR CollectionAcetone

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 12 FFEEBBRRUUAARRYY 22001166
2. TIEMMONIUM METHYL SULPFATE (TMS)
Morpholine is reacted with 2-acetyl thiophene and p-formaldehyde in the presence of
hydrochloric acid in denatured spirit (DNS) to get the corresponding mannich base as
HCl salt. The above HCl salt is basified in toluene to get the corresponding mannich
ketone base. This is reacted with phenyl magnesium bromide in tetrahydrofuran to get
tiemmonium hydrochloride which is purified using methanol slurry. The pure
hydrochloride is converted to base and treated with dimethyl sulfate in acetone to get
the tiemmonium methyl sulfate. This is dried in a vacuum oven, milled, blended and
packed.
FIGURE 2.7 –Process Flowchart – Tiemmonium Methyl Sulpfate
MLR Collection
MLR Collection
Dimethyl Sulphate
Methanol
Con. HCL
Phenyl Magnesium bromide
MLR Collection
Con. HCL Morpholine + 2- Acetyl thiophene +
P-Formaldehyde +DNS
Cool, Centrifugation, Basification
Ketone Base
Quenching ice water
Centrifugation
Basification with Ammonia
Centrifugation
Vacuum Drying
Milling, Blending & Packing

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 13 FFEEBBRRUUAARRYY 22001166
3. PERAZINE DIMALEATE
Stage – I: N-methyl piperazine is reacted with Bromochloro propane in presence of
sodium hydroxide.
Stage – II: condensation of phenothiazine with stage –I product in DMF (Dimethyl
formamide) to form Perazine base.
Stage – III: Perazine base reacted with Maleic acid in acetone to form Perazine Dimaleate.
FIGURE 2.8 –Process Flowchart – Perazine Dimaleate
Stage-II
Phenothiazine
Stage-I
N-methyl piperazine + Sodium Hydroxide +
Sodium Carbonate + Toluene
Filtration &Evaporation of Toluene
Stage – I + DMF + base
Quenching & Centrifugation
Perazine base + Acetone + Maleic acid
Basification with Ammonia
Centrifugation
Vacuum Drying
Milling, Blending & Packing

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 14 FFEEBBRRUUAARRYY 22001166
4. CALCIUM D-SACHARIDE (CADS)
Nitric acid reacted with Dextrose monohydrate (DMH) at hot condition. The reacted
mass is basified with Potassium hydroxide. Again the mass is acidified to get mono
potassium salt of D-sacharic acid. This salt is reacted with Sodium hydroxide. The mass is
reacted with Calcium chloride to form Calcium D-sacharide.
FIGURE 2.8 –Process Flowchart – Calcium D-Sacharide
Nitric acid
Conc. Nitric acid
Reaction with potassium hydroxide
Filtration
Centrifugation
Reaction with NaOH
Filtration
Reaction with Calcium chloride
Centrifugation
Drying, Milling, Blending & Packing
DMH
Hot condition
NaOH
DNS

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 15 FFEEBBRRUUAARRYY 22001166
5. ALENDRONATE SODIUM
4-aminobutyric acid is treated with a mixture of phosphorous trichloride in presence of
methane sulphonic acid at 70 deg.C Then hydrolysed by refluxing with water and then
treated with sodium hydroxide to get the required product.
FIGURE 2.8 –Process Flowchart – Alendronate Sodium
6. PHENPROCOUMON
Mixture of 1-phenyl-1-propanol and 4-hydroxy coumarin heated to reflux in ethylene
chloride. The reaction mass is extracted with sodium hydroxide. Then acidified with HCl
to get the product. The crude product is purified with DNS.
DNS
Reflux
Sodium Hydroxide
4-amino butyric acid + Phosphorous trichloride +
Phosphorous acid + Methane sulphonic acid
Quenching
Basification
Centrifugation
Vacuum Drying
Milling, Blending & Packing
Water

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 16 FFEEBBRRUUAARRYY 22001166
FIGURE 2.9 –Process Flowchart – Phenprocoumon
7. STRONTIUM RANELATE
Stage-I: Ethyl acetone dicarboxilate is made by reacting citric acid with chlorosulfonic
acid in methylene chloride
Stage – II: Ethyl acetone dicarboxilate is condensed with , Malano nitrile and Sulphur in
presence of triethylamine to get stage-II
Stage –III: Stage –II is reacted with Methyl bromoacetate and Potassium carbonate in
Acetone, and to get alkylated Stage –II.
Stage –IV; Stage –III reacted with strontium hydroxide in water under reflux condition
to get the final product which is washed with water, dried, milled and packed.
DNS
Reflux
HCl
Ethylene Dichloride + 1-phenyl-1-propanol + 4-
hydroxy coumarin
Extract with Sodium hydroxide
Acidify
Centrifugation
Purification
Drying
DNS
Milling, Blending & Packing

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 17 FFEEBBRRUUAARRYY 22001166
FIGURE 2.10 –Process Flowchart – Strontium Ranelate
Milling, Blending & Packing
Water
Methylene dichloride + Chlorosulphonic acid
Quenching
Morpholine + methanol + Malano nitrile +
Suphur
Quenching
Filtration
Acetone + Potassium carbonate + Methyl
bromoacetate
Filtration & Concentration
Reaction with Strontium hydroxide
Citric Acid
Stage-I
Stage-II
Water
Hot Condition
Stage-III
Stage-IV
Water
Filtration
Drying

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 18 FFEEBBRRUUAARRYY 22001166
8. CALCIUM GLYCEROPHOSPHATE
Stage – I: Epichlorohydrin is hydrolyzed with dilute acid, and reacted with Tri sodium
phosphate, to get Crude sodium Glycerophosphate.
Stage –II : To the Above crude Sodium Glycerophosphate solution , Calcium chloride is
added to get Crude Calcium Glycerophosphate
Stage – III : crude Calcium Glycerophosphate is washed with DNS: Water mixture to get
Pure Calcium Glycerophosphate, which is centrifuged and dried
FIGURE 2.11 –Process Flowchart – Calcium Glycerophosphate
Milling, Blending & Packing
Epichlorohydrin + water
Reaction with Trisodium phosphate
Charcoal treatment & Filtration
Reaction with calcium chloride
Centrifugation & Slurry wash
Drying
Stage-I
Stage-II
Calcium Chloride
Hot Condition
Stage-III
Reflux
DNS: Water

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 19 FFEEBBRRUUAARRYY 22001166
9. MAGNESIUM GLYCEROPHOSPHATE
Stage – I: Epichlorohydrin is hydrolised with dilute acid, and reacted with Tri sodium
phosphate, to get Crude sodium Glycerophosphate.
Stage –II : To the Above crude Sodium Glycerophosphate solution ,Magnesium chloride
is added to get Crude Magnesium Glycerophosphate
Stage – III : crude Magnesium Glycerophosphate is washed with DNS: Water mixture to
get Pure Magnesium Glycerophosphate, which is centrifuged and dried.
FIGURE 2.12 –Process Flowchart – Magnesium Glycerophosphate
Milling, Blending & Packing
Epichlorohydrin + water
Reaction with Trisodium phosphate
Charcoal treatment & Filtration
Reaction with Magnesium chloride
Centrifugation & Slurry wash
Drying
Stage-I
Stage-II
Magnesium Chloride
Hot Condition
Stage-III
Reflux
DNS: Water
Concentration

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 20 FFEEBBRRUUAARRYY 22001166
10. SODIUM GLYCEROPHOSPHATE
Stage – I: Epichlorohydrin is hydrolised with dilute acid, and reacted with Tri sodium
phosphate, to get Crude sodium Glycerophosphate solution which is concentrated and
filtered to get Crude sodium Glycerophosphate
Stage – II : crude Sodium Glycerophosphate is washed with DNS: Water mixture to get
Pure Sodium Glycerophosphate, which is entrifuged and dried.
FIGURE 2.13 –Process Flowchart – Sodium Glycerophosphate
11. SODIUM BETA GLYCEROPHOSPHATE
Stage – I : Glycerol is reacted reaction with pivaloyl chloride in presence pyridine in
Methyl tertiary butyl ether to get dipivaloyl glycerol, which is reacted with phosphorous
oxychloride in presence of Triethylamine.
Stage – II : stage I is quenched with water. And extracted with hexane and
methanol:water.
DNS
Milling, Blending & Packing
Epichlorohydrin + water
Reaction with Trisodium phosphate
Charcoal treatment & Filtration
Crystallization
Centrifugation & Slurry wash
Drying
Stage-I
Stage-II
Hot Condition
Stage-III
Reflux
DNS: Water
Concentration

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 21 FFEEBBRRUUAARRYY 22001166
Stage – III: methanol –water mixture is basified with sodium hydroxide to the beta
sodium salt which is Centrifuged and dried.
FIGURE 2.14 –Process Flowchart – Sodium Beta Glycerophosphate
12. CARBASALATE CALCIUM
Aspirin is dissolved in water using sodium bicarbonate. This clear solution is reacted
with urea and calcium chloride solution to get carbasalate calcium precipitated which is
Centrifuged, washed with DNS and dried.
Methanol: water
Glycerol + MTBE +Pyridine +
pivaloyl chloride
Extraction with HCl & Water
Quenching
Basification
Centrifugation
Drying, Milling, Blending & Packing
Stage-I
Stage-II
NaO
Extraction
Phosphorous oxychloride
Triethyl Amine
Hexanes
Water

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 22 FFEEBBRRUUAARRYY 22001166
FIGURE 2.15 –Process Flowchart – Carbasalate Calcium
13. ETHAMSYLATE
Stage-I: Sulphuric acid is added to a suspention of hydroquinone in ethylene di chloride.
After the sulfonation, water is added and aqueous layer separated.
Stage-II: aqueous layer is neutralized with diethylamine, concentrated, chilled, the
product filtered and washed with isopropanol and dried.
DNS
Milling, Blending & Packing
Aspirin + Sodium Bicarbonate
Filtration
Reaction with Urea
Crystallization
Centrifugation
Drying
DNS
Reaction with calcium chloride

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 23 FFEEBBRRUUAARRYY 22001166
FIGURE 2.16 –Process Flowchart – Ethamsylate
14. CALCIUM DOBESYLATE
Stage-I: Sulphuric acid is added to a suspention of hydroquinone in ethylene di chloride.
After the sulfonation, water is added and aqueous layer separated.
Stage-II: aqueous layer is neutralized with a slurry of calcium carbonate in water,
centrifuged to separate calcium sulfate.
Liquid from centrifuge is concentrated, chilled, the product filtered and washed with
isopropanol and dried.
Stage-I
Aqueous layer
Crystallisation
Centrifugation
Drying
Stage-II
Chill, residue
diethylamine
Concentration
Milling, Blending & Packing
isopropanol
Hydroquinone + ethylene di chloride
Sulphonated mass
Sulphuric acid
Water
Layer separation

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 24 FFEEBBRRUUAARRYY 22001166
FIGURE 2.17 –Process Flowchart – Calcium Dobesylate
15. BENFOTIAMINE
Mixture of thiamine HCl and orthophosphoric acid is heated and phosphorous pentoxide
is added slowly over a period. Diluted by adding water and Hydrolysed by heating to
reflux.
The above solution is basified with sodium hydroxide and treated with benzoyl chloride
in methylene di chloride at low temperature. After the reaction, centrifuged to remove
Stage-I
Liquid from centrifuge
Crystallisation
Centrifugation
Drying
Stage-II
Residue
Centrifuge
Milling, Blending & Packing
isopropanol
Hydroquinone + ethylene di chloride
Aqueous layer
Sulphuric acid
Calcium carbonate
Layer separation
Concentrated
chilled

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 25 FFEEBBRRUUAARRYY 22001166
inorganics, the MLR is concentrated and filtered. The filtrate is acidified to get the crude
benfotiamine which is centrifuged and washed with water.
crude product is dissolved in dilute sodium hydroxide, charcolised, filtered, acidified to
get the pure product which is centrifuged, washed with water, methanol and spin dried.
The wet material is dried under vacuum, pulverized, milled, blended as needed and
packed.
FIGURE 2.18 –Process Flowchart – Benfotiamine
Reaction mixture+ sodium hydroxide
Centrifugation
Centrifugation
Vacuum Drying
Centrifuge, MLR concentrate
cool
Milling, Blending & Packing
Hydrochloric Acid
Thiamine HCl + orthophosphoric acid
Reaction mixture
Phosphorous pentoxide
Heat
Reflux
Water
Benzoyl chloride in DCM
Hydrochloric Acid
Above solid + aq. sodium hydroxide
Charcoalise, filter

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 26 FFEEBBRRUUAARRYY 22001166
16.TOLPERISONE HCl
Mixture of 4-methyl propiophenone, piperidine, and hydrochloric acid heated to reflux
in 1,3-dioxalone. After the reaction is over, diluted with ethyl acetate and chilled with
stirring. Product formed is centrifuged, washed with ethyl acetate. The crude product is
purified with methanol and ethyl acetate using charcoal.
FIGURE 2.19–Process Flowchart – Tolperisone HCl
17. DOBUTAMINE HCl
Anisyl acetone is condensed with homoveratrylamine in toluene. The product is
precipitated adding conc. HCl and centrifuged. The hydrochloride salt is hydrogenated
using hydrogen and Palladium on carbon catalyst in DNS. This is demethylated by
refluxing with aqueous hydrobromic acid and acetic acid. The product is centrifuged. The
hydrobromide salt is converted into the hydrochloride via basification and precipitation
Centrifugation
Filtrate, concentrate, add ethyl
acetate, chill
Centrifugation
Vacuum Drying
Dissolve stage-1 in methanol
Milling, Blending & Packing
4-methyl propiophenone + piperidine
+ HCl + 1,3-dioxolane
Dilute with ethyl actate
Stage-1
Charcoal
Filter

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 27 FFEEBBRRUUAARRYY 22001166
with conc. HCl. The final product is centrifuged, The wet product is dried under vacuum,
milled and sieved and packed
FIGURE 2.20–Process Flowchart – Dobutamine HCl
Stage-1 + Palladium charcoal catalyst
+DNS + HCl
Stage-2 + Aq.HBr + acetic acid
Centrifugation
Vacuum Drying
Centrifugation
Milling, Blending & Packing
Ethyl Acetate
Anisyl acetone + toluene
Centrifugation
Homovertylamine
Heat
Filtration, concentration
Stage-1
Hydrogen Gas
Cool, concentrate, basify
Conc. HCl
Stage-2
Reflux
Conc. HCl

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 28 FFEEBBRRUUAARRYY 22001166
18. CALCIUM FOLINATE
Folic acid dissolved in water and treated with sodium borohydride under cooling. The
mixture is quenched into hydrochloric acid and then formylated using formic acid. The
reaction solution is concentrated under vacuum and centrifuged to get stage-1(formyl
folic acid). Stage-1 is reacted with triethylamine in water and then converted to the
corresponding calcium salt using calcium chloride. The product is precipitated by adding
DNS. The crude product is purified using water and DNS. Washed with acetone and
dried. The wet product is dried under vacuum, milled, sieved and packed.
FIGURE 2.21–Process Flowchart – Calcium Folinate
Centrifugation
Recrystallization
Centrifugation
DNS Reaction mixture
Vacuum Drying
Milling, Blending & Packing
Triethylamine
Calcium Chloride
Filtration,concentration
Stage‐1 in water
Centrifugation
Folic acid in water
Quench into HCl
Sodium Boro Hydride
Heat
Formic acid
Stage‐1

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 29 FFEEBBRRUUAARRYY 22001166
2.5.2 Raw Material Requirement
The raw materials required for the manufacture of Bulk drugs, APIs and formulations are
appended in the table below. Raw materials as listed will be procured as per the
production requirement.
TABLE 2.4 –RAW MATERIAL REQUIREMENT FOR MANUFACTURE OF BULK
DRUG PRODUCTS
S. No. Raw Material Avg. Qty (T/Year)
1 DMH/ GDL 700.0
2 Lactose 144.0
3 Lactic acid 315.0
4 Citric acid 78.0
5 Malic acid 30.0
6 Ascorbic acid 48.0
7 Pyro Glutomic Acid 48.0
8 Aspartic acid 12.0
9 Orotic acid 96.0
10 Glycine 12.0
11 Calcium Carbonate/ Oxide 400.0
12 Magnesium Oxide/Carbonate/ metal 96.0
13 Zinc Carbonate/ Oxide 24.0
14 Iron Powder 62.0
15 Ferrous Sulphate 56.0
16 Sodium Bromide 7.0
17 DNS 360.0
TABLE 2.15 –RAW MATERIAL REQUIREMENT FOR MANUFACTURE OF API
PRODUCTS
S. No. Raw Material Avg. Qty (T/Year)
1. Phenothiazine 4.5
2. Piperazine 4.5
3. Epichorohydrin 45.0
4. Trisodium phosphate 180.0
5. Aspirin 13.5
6. Urea 9.0
7. Calcium chloride 16.5
8. Ferric chloride 7.2
9. Sucrose 72.0
10. Morpholine 28.8

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 30 FFEEBBRRUUAARRYY 22001166
11. 2-acetylthiophene 27.0
12. 4-aminobutyric acid 7.5
13. Phosphorous trichloride 6.0
14. Glycerol 12.0
15. Phosphorous oxy chloride 10.8
16. 4-hydroxy coumarin 30.0
17. Malononitrile 3.6
18. Ethyl bromo acetate 7.8
19. Dextrose mono hydrate 36.0
20. Nitric acid 54.0
21. Hydroquinone 24.0
22. Sulphuric acid 39.0
23. Hydrochloric acid 270.0
24. Thiamine HCl 45.0
25. Phosphorous pentaoxide 45.0
26. Orthophosphoric Acid 63.0
27. Benzoyl chloride 27.0
28. 4- Methyl propiophenone 9.0
29. 1,3- Dioxalone 13.5
30. Homoveratrylamine 7.5
31. Anisyl Acetone 7.5
32. Potassium carbonate 18.0
33. Palladium on Carbon 1.5
34. Hydro Bromic acid 36.0
35. Folic Acid 0.8
36. Sodium Borohrdride 1.5
37. Triethyl amine. 0.5
38. Citric acid 12.0
39. 1, Phenyl 1, propanol 15.0
40. Phenyl MagBromide 84.0
41. Tetra Hydrofuran 75.0
42. P- Formaldehyde 25.5
43. Potassium Hydroxide 28.8
44. Sodium Hydroxide 105.0
45. Dimethyl formamide (DMF) 9.0
46. Methane sulphonic acid 37.5
47. Calcium carbonate 24.0
48. Strontium hydroxide 9.0

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 31 FFEEBBRRUUAARRYY 22001166
TABLE 2.55 – List of Solvent with requirement
S.No. Solvents KL/Year Storage
1 Toluene 135.0 U/G
2 DMF 18.0 Barrel
3 Acetone 138.0 U/G
4 Hexane 36.0 Barrel
5 DNS 663.0 U/G
6 Methanol 360.0 U/G
7 THF 36.0 Barrel
8 Pyridine 24.0 Barrel
9 MTBE 48.0 Barrel
10 EDC 93.0 U/G/ Barrel
11 MDC 102.0 Barrel
12 Isopropanol 48.0 Barrel
13 Ethyl Acetate 63.0 U/G
Total 1764.0
TABLE 2.6 - List of hazardous materials used in the premises
Sl. No. as
per
MSIHC
Name of the raw material Quantity of
Major RM in
T/Year or
KL/Year
451 Orotic acid 96.0
239 Epichorohydrin 45.0
408 Morpholine 18.0
506 Phosphorous trichloride 6.0
504 Phosphorous oxy chloride 10.8
353 Malononitrile 3.6
423 Nitric acid 54.0
319 Hydroquinone 24.0
591 Sulphuric acid 39.0
313 Hydrochloric acid (gas) 270.0
505 Phosphorous pentaoxide 45.0
497 Orthophosphoric Acid 63.0
65 Benzoyl chloride 27.0
59 Tetra Hydrofuran 75.0
522 Potassium Hydroxide 28.8

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 32 FFEEBBRRUUAARRYY 22001166
571 Sodium Hydroxide 105.0
285 Formaldehyde 25.5
628 Toluene 135.0
4 Acetone 138.0
106 Hexane 36.0
602 THF 36.0
547 Pyridine 24.0
271 EDC 93.0
247 Ethyl Acetate 63.0
2.5.3 Fuel Requirement
TABLE 2.7 – Details of Fuel requirement
Type of fuel Source of use Quantity
High Speed Diesel DG sets 330 L/Hr
Briquettes Boiler 15 MT/Day
2.5.4 Recovery and recycling
2.5.4.1 Solvent Recovery and recycling
Various solvents are proposed to be used during the process of manufacture of Bulk drugs,
APIs and formulations. The solvent lost during the process of solvent distillation is mainly
due to organic thermal disintegration and in form of residue left behind from the bottom
un-distilled product. Evaporation loss is minimized by the passage of chilled water
through the condenser. The average recovery of solvent is estimated as 90%.
SOLVENT RECOVERY SYSTEM
After the reaction is complete the solvents are recovered in a distillation unit.
The distillation unit has two condensers in series (shell and tube type).
The first condenser is passed with chilled cooling tower water at 7-12 oC, while
the second condenser will be passed with chilled brine solution at -10 - 200 C as
coolants.
After the vapors are condensed, the condensate along with un-condensed vapors is
passed through a trap which is cooled externally with chilled water.
The vents of condenser and receiver are connected to scrubber system.

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 33 FFEEBBRRUUAARRYY 22001166
All the reaction vessels and centrifuges are connected to a common line. These
fumes and exhausts are sucked by ID fan and scrubbed by alkali solution.
The air after scrubbing is let out into the atmosphere and the scrubbed water is
sent to ETP for further treatment.
This wet scrubber absorbs acidic vapors, traces of solvents etc. and purified gas
stream is let out into the atmosphere.
FIGURE 2.22–Typical solvent recovery system
2.6 Water Requirement
The water demand is met from SIPCOT water supply. The requirement of water for the
unit is for domestic, industrial purposes etc.

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 34 FFEEBBRRUUAARRYY 22001166
TABLE 2.18 – Details of Water requirement
S. No. Description Requirement in KLD
1. Domestic 10
2. Process / Boiler / Equipment 105.5
3. Cooling/Floor 64.5
4 Green Belt Development 25.0
Total 205
2.7 Wastes Generated and Scheme for their management/disposal
2.8.1. Wastewater Generation, treatment & disposal
2.8.1.1. Domestic Waste water generation, treatment & disposal
The quantity of wastewater generated from domestic activities during operation phase
will be treated in the Wastewater treatment plant. The treated wastewater will be reused
for green belt development. The treatment scheme shall be designed to treat the
wastewater and reuse the treated water for green belt development. The treatment
scheme shall be designed to deliver the treated water quality norms stipulated by the
Tamil Nadu Pollution State Pollution Control Board (TNPCB), in order to conserve the
water.
Table 2.8 Sewage Characteristics
Parameter Inlet Outlet
pH 7.0 – 8.0 7.0 – 8.0
TSS 150 - 200 mg/l < 30 mg/l
B.O.D5 250 – 300 mg/l < 20 mg/l
2.8.1.2. Trade Effluent generation, treatment & disposal
The trade effluents are generated from process, washing and cleaning of
vessels/equipments, boiler blow down, cooling tower bleed off, pretreatment regeneration
& rejects and scrubbed water from Scrubbers. The industrial effluent thus generated is
proposed to be treated in the proposed ETP.

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 35 FFEEBBRRUUAARRYY 22001166
TABLE 2.20 – Details of Wastewater Generation
S. No. Description Requirement in KLD
1. Domestic 8
2. Process / Boiler / Equipment 105.5
3. Cooling/Floor 64.5
Total 178
TABLE–2.21 CHARACTERISTICS OF RAW EFFLUENT AND TREATED EFFLUENT
S. No. Parameters Unit Value
Untreated Treated
1. PH mg/l 4.43 7.5 - 8.0
2. BOD - 3 day at 270C mg/l 6250 <30
3. COD mg/l 10483 <200
4. Total Suspended
Solids
mg/l 290 <40
5. Total Dissolved
Solids
mg/l 18500 <2100
6. Chlorides mg/l 1290 <800
7. Sulphates mg/l 156 <100
8. Oil & Grease mg/l 4.0 <1.0 2.8.2. Wastewater Management
At the plant, trade effluent will be generated from the process, floor washings and
equipment cleaning.
The trade effluent generated from process, floor washings/equipment cleanings
will be collected in a collection tank.
At the inlet of the tank, hydrated lime slurry will be added to effect neutralization.
The neutralized waste will be then pumped to flow control tank, from where the
waste is allowed to discharge into a settling tank.
The overflow from the settling tank will be allowed to pass through a three stage
anaerobic contact filter.
After anaerobic treatment, the waste will be aerobically treated in an aerated
lagoon.
The treated wastewater from the tank will be allowed to settle in a settling tank
and pumped to aerated tank, wherein polyelectrolyte will be added for better floc
formation and to enable easy settling of suspended particles.
The aerated water will be then taken to settling tank II, from where the clear
supernatant is pumped into the collection tank.

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 36 FFEEBBRRUUAARRYY 22001166
The treated water will be then passed through the RO plant. Treated water from
RO will be reused and the RO rejects will be subjected to Mechanical evaporation.
Condensed water from Mechanical evaporator will also be reused.

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 37 FFEEBBRRUUAARRYY 22001166
FIGURE 2.23-ETP Process Flow Chart
Floor washing &
Equipment cleaning
wastewater
DM Regenerant Waste
Cooling Tower and
Boiler Blow Down
Neutralization Pit Collection Settling Tank 3 Stage Anerobic
Contact filter
Aerated Lagoon 1
Settling Tank
Filter Press
Aerated Tank
Settling Tank
Collection Tank
RO Plant
MEE
Dry Solids Treated water for
Reuse

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 38 FFEEBBRRUUAARRYY 22001166
2.8.3. Air Pollution Management
The major air pollution sources from the industry are DG set and boiler apart from the
process sections. These sources are provided with stacks of adequate height so as to
disperse the emanating flue gases containing SPM, oxides of sulfur and nitrogen without
affecting the ground level concentrations are proposed to the process section with
adequate stack height as per the regulatory requirements.
The sources of air pollution, type of fuel used, fuel consumption and chimney heights for
each of the air pollution sources of the proposed project are indicated in the table below.
TABLE 2.9 – Air Pollution Sources, Fuel consumption and Chimney Height Details
Stack
Number
Description of Chimney
Stack Attached to
Dimension Point of discharge in
metres (Above ground
level)
1 Spray Drier I 500 mm 22 m
2 Spray Drier II 500 mm 22 m
3 Hot air generator 400 mm 22 m
4 Drying and Milling x 5 Nos 300 x200 mm 12 m
5 Boiler - 4 Tons 700 mm 30 m
6 Electrolytic cells 400 mm 12m
7 Scrubber x 3 Nos 400 mm 12 m each
8 DG set 380 KVA x 4 Nos 150 mm 10 m each
9 DG set 180 KVA x 2 no's 125 mm 9 m each 2.8.4. Noise Generation and its management
The major source of noise pollution in the industry is the DG set for which acoustic
enclosure is proposed. Also ambient noise levels will be ensured within the ambient
standards by inbuilt design of mechanical equipment and building apart from vegetation
(tree plantations) along the periphery and at various locations within the industry
premises.
2.8.5. Solid waste Generation & Management
The solid wastes generated during the process of manufacture of different APIs are stored
at hazardous waste storage area and sent to TSDF for further treatment. The quantities of
hazardous waste generated from various processes are shown in the following tables. The
industry proposes to provide adequate storage facilities for the hazardous wastes.

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 39 FFEEBBRRUUAARRYY 22001166
TABLE 2.10 - Details of Solid waste generation & management
Sl.
No.
Particulars Category No. Quantity Management
Hazardous
1. Process Waste 28.1 405.0 TPA Disposed to TSDF
2. ETP Sludge 34.0 6.0 TPA Disposed to TSDF
3. Used / Spent Oil 5.1 15 KL/A Disposed to waste oil
recyclers
4. Residue from
Solvent Recovery
20.3 45 TPA Disposed to TSDF
Non-Hazardous
5. Boiler Ash 1.2 TPD Disposed to TSDF
Power Requirement
The total power requirement of the industry is 1.2 MW. Further diesel generators of 4 ×
380 KVA and 2 × 180 KVA capacity is proposed to be installed to serve as an alternative
source of power supply to this unit.
Manpower Requirement
The total manpower requirement of the industry is 220 Nos.
3. SITE ANALYSIS
The site of the proposed site is located at Plot 81 A, SIPCOT Industrial Complex, Hosur,
Krishnagiri District.
3.1. Connectivity
The project site has well connectivity. The details are given in below Table and
represented in the Figure 3.1.
TABLE 3.1 – CONNECTIVITY DETAILS FROM THE PROJECT SITE
Sl.
No.
Road Distance from
the project site
(km)
Direction
w.r.t. project
site
1 NH- 7 1.0 South West
2 SH 35 (Sarjapura-Attibele Rd) 3.6 West
3 NH 207 5.9 North East
4 Hosur Railway station 5.7 South East
5 Bengaluru International Airport 49 North Note: All distances mentioned are aerial.

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 40 FFEEBBRRUUAARRYY 22001166
FIGURE 3.1 – Map represents the connectivity details from the project site
3.2. Land Form, Land Use & Ownership
M/s. Quest Healthcare Pvt. Ltd. is an Active Pharmaceutical Ingredients (APIs),
intermediates and formulations manufacturing industry is proposed to be established at
Plot No. 81-A, SIPCOT Industrial Complex, Phase I, Hosur-635 126. The plot where the
industry is being set-up is a designated SIPCOT industrial area. M/s. Quest Healthcare
Pvt. Ltd. has entered into a lease agreement with SIPCOT& a copy of the lease deed is
attached as Annexure I.
3.3. Topography
M/s. Quest Healthcare Pvt. Ltd. is located at latitude of 12°45'59.97"N & Longitude
77°48'14.66"E at an elevation of 885 m above MSL. The topo map showing the location of
the project site is appended as Figure 3.2.
Project SiteNH 7 NH 207
SH 35
SH 85

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 41 FFEEBBRRUUAARRYY 22001166
FIGURE 3.2 – Topo Map of the project site covering 10 km radius

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 42 FFEEBBRRUUAARRYY 22001166
3.4. EXISTING INFRASTRUCTURE
The list of existing infrastructure at the project site is
1. Water supply from SIPCOT
2. Power supply from TANGEDCO
3. Existing storm water drainage system
3.4.1. SITE CONNECTIVITY
Table 3.1-Connectivity details
Connectivity
Nearest Railway Station Hosur Railway Station- 5.70 km, SE
Nearest Airport Bengaluru International Airport – 49 km, N
Nearest Highway National Highway (NH-7) – 1.0 km, SW
3.4.2. Industries
The site is located in the SIPCOT Industrial Complex (Phase -I)which is an industrial hub
for several industries.
The major industries are like
APL Apollo Tubes Ltd,
TVS Motor Company Ltd,
Ashok Leyland Limited,
Hindustan Motors,
Titan Industries,
Global calcium
Calcium India
Micro Labs
Reckitt Benckiser
Faiveley Transport India Ltd,
Kamaz Vectra Motors Ltd,
LuK India Pvt Ltd,
AVTEC Limited,
Carborundum Universal Limited,
Taneja aerospace and aviation Limited,
Caterpillar India Pvt Ltd,
Exide Industries Ltd,

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 43 FFEEBBRRUUAARRYY 22001166
Hindustan Unilever,
Premier Mills,
INEL-India Nippon Electricals Ltd,
Asia Tobacco Pvt Ltd (I.T.C),
Base Corporation Ltd,
Luk India,
TTK Prestige Limited,
Bata India Ltd,
Kansai Nerolac Paints,
GRB Dairy Foods Pvt Ltd,
Granite companies like Aro Granite Industries Ltd,
Madhucon Granites Ltd,
Tab India Granite Pvt Ltd
3.4.3. Regional Geology & Soil Classification
Hosur is a part of Krishnagiri District, Tamil Nadu. Red loamy and sandy soils are
predominant in Hosur taluk. Krishnagiri district is underlain by Archaean crystalline
formations with recent alluvial deposits of limited areal extent and thickness along the
courses of major rivers. The district forms part of upland region with many hill ranges
and undulating plains. Denudational landforms like buried pediments in the plains and
inselbergs and plateaus represented by conical hills aligned with major lineaments, recent
Alluvium, weathered and fractured rocks which are mostly crystalline rocks comprising
charnockites granites and unclassified gneisses.
Based on data available, it is inferred that strata comprises of 3m soil overburden, of this,
top soil with nominal vegetal cover is 0.5m thick. This is followed by Reddish Brown/
Yellowish /grayish white medium to very dense sandy Silt. Further below, rock
formations occur. Rock formations noticed exhibit evidence of ‘differential’ weathering.
3.4.4. Rainfall & Climate
The district receives the rain under the influence of both southwest and northeast
monsoons. The normal annual rainfall over the district varies from about 750 to about 900
mm. It is the minimum around Hosur (767.7 mm) and Rayakottai (768.0 mm) in the
northern and central parts of the district. It gradually increases towards west and east and
is the maximum around Denkanikotai (910.7 mm) in the western part. The climate of
Krishnagiri district is comparatively more pleasant than that of the surrounding districts
due to general dryness of atmosphere and appreciable drop in temperature in the
monsoon season. The year may be divided into four seasons namely dry season from

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 44 FFEEBBRRUUAARRYY 22001166
January to March, summer season April and May, southwest monsoon season from June
to Sept. and northeast monsoon season from October to December. During summer
season (April to May) the maximum temperature is about 37°C, and the mean daily
minimum temperature of about 25°C in the plains. There is a gradual decrease of both day
and night temperatures from June onwards till December, when the mean daily
maximum temperature is about 30°C and the mean daily min. is about 19°C in plains. The
day temperature increases gradually from January onwards. The lowest temperature is
reached in January when the mean daily minimum is about 19°C. However, in higher
areas i.e., Hosur, Thally and Krishnagiri taluks day and night temperature is lower by
about 2 to 3°C. In these areas weather is comparatively pleasant round the year.
3.4.5. Hydrogeology
Ground water generally occurs under phreatic conditions in the weathered mantle and
under semi-confined conditions in the fractured zones at deeper levels. The thickness of
weathered zones in the district ranges from less than a meter to more than 15 m. The
yield of large diameter dug wells in the district, tapping the weathered mantle of
crystalline rocks ranges from 100 to 500 lpm. These wells normally sustain pumping for 2
to 6 hours per day, depending upon the local topography and characteristics of the
weathered mantle.
The depth to water level (DTW) during pre monsoon (May 2006) ranged between 0.5 and
9.9 m bgl in the district. In major part of the district the DTW is more than 5 mbgl.
Whereas it ranged between 2 and 9.9 m bgl during post monsoon, in the district and the
DTW is in the range of 5 – 10 m bgl in the entire district except a few isolated pockets.
The yield of successful exploratory wells drilled in the district ranged from 0.78 lps to 26
lps. As per the studies the wells drilled in granitic gneiss have higher yields than the
wellsdrilled in charnockites. The specific capacity of the wells ranged from 1.2 to 118.0
lpm/m/dd. The piezometric head of fracture zones varied between 0.50 and 18.45 m bgl.
3.4.6. Social Infrastructure Available
Infrastructure is the basic physical and organizational structures needed for the operation
of a society or enterprise or the services and facilities necessary for an economy to
function. The term typically refers to the technical structures that support a society, such
as roads, water supply, sewers, electrical grids, telecommunications and so forth and can
be defined as "the physical components of interrelated systems providing commodities
and services essential to enable, sustain, or enhance societal living conditions.
Viewed functionally, infrastructure facilitates the production of goods and services, and
also the distribution of finished products to markets, as well as basic social services such as

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 45 FFEEBBRRUUAARRYY 22001166
schools and hospitals; for example, roads enable the transport of raw materials to a
factory.
The list of hospitals & other infrastructural facilities available in the vicinity of the
proposed industry is tabulated below.
Sl.
No.
Infrastructure Distance from the
industry
Direction
w.r.t. the
industry
1 SIPCOT ESI hospital 1.2 km South
2 Government Hospital 4.8 km SE
3 Govt. Primary School 1.5 km W
4. PLANNING BRIEF AND PROPOSED INFRASTRUCTURE FOR THE
PROPOSED PROJECT
4.1. PLANNING BRIEF
The proposed project will be facilitated in the 3.95 acres of land in the SIPCOT
Industrial Complex (Phase - I). The land use of the site is industrial. The land use break-
up showing the proposed activities is given in Table 4.1. All required amenities and
facilities are available in the plant itself. The site layout showing plant and other
amenities is given Figure 4.1.
TABLE 4.1 - Land Use Break-Up
Sl. No Particulars Area in Sq.m % of occupancy
1 Process and utility buildings 6861 42.82
2 Roads, pathways 2654.16 16.56
3 Vacant Land 900 5.62
4 Green-belt area 5608.16 35
Total plot area 16023.32 100.0

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 46 FFEEBBRRUUAARRYY 22001166
FIGURE 4.1 – Site Layout showing plant and utilities

Quest Healthcare Pvt. Ltd., Pre-feasibility Repor
Page 47 FFEEBBRRUUAARRYY 22001166
4.2. Industrial Area – Processing Area
M/s. Quest Healthcare Pvt. Ltd. is an Active Pharmaceutical Ingredients (APIs), and
formulations manufacturing industry. The site will be facilitated only for the production
of APIs and formulations in the eco-friendly manner.
4.3. Residential Area – Non Processing Area
No residential area is proposed under this project.
4.4. Green Belt
An area of about 5608.16 sq.m of land will be developed with green belt which
constitutes about 35 % of the total project area.
4.5. Drinking water Management – Source & Supply
Drinking water requirement will be met by supply from SIPCOT water supply scheme
after required treatment.
4.6. Sewage Treatment System
Adequate capacity of sewerage systems was provided taking in to consideration the total
no of people that will be employed and the expected floating population on any day at
site. Sewage Treatment Plant will be provided to treat the sewage water and treated water
will be used for green belt development.
4.7. Effluent Treatment System
The generated trade effluents will be treated in Effluent Treatment Plant.
4.8. Solid waste Management
The generated solid wastes will be properly collected and managed as given in the
Section 2.8.4.
4.9. Power requirement, Supply & Source
The total power requirement of the proposed plant will be about 1.2 MW which will be
being sourced from Tamil Nadu Generation and Distribution Corporation Limited

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 48 FFEEBBRRUUAARRYY 22001166
(TANGEDCO). As a back-up power supply, DG sets having capacity 4 × 380 KVA and 2 ×
180 KVA capacity is proposed to be installed to serve as an alternative source of power
supply to this unit.
4.10. Rain Water Harvesting System & Storm water management system
M/s Quest Healthcare Pvt. Ltd., has proposed to provide adequate rain water harvesting
and storm water drainage system after consultation with professionals.
5. REHABILITATION AND RESETTLEMENT PLAN
M/s. Quest Healthcare Pvt. Ltd. is coming up in a designated industrial area. No home
outstees/land outstees are expected & hence no rehabilitation plan is envisaged.
6. PROJECT SCHEDULE AND COST ESTIMATES
4.11. Time Schedule
The time schedule for completion of the proposed project is given in the following table
Particulars Time schedule
Start of construction activity After getting necessary approvals
from Authorities
Completion 7-9 months After getting
necessary approvals from
Authorities
4.12. Estimated Project Cost
Total capital investment on the proposed Project is detailed as under
S. No. Item Cost (Rs. in Lakhs)
1 Land Development & Buildings 505
2 Plant and machinery 1816
3 Environmental Protection Measures 186
Total 2507

Quest Healthcare Pvt. Ltd., Pre-feasibility Report
Page 49 FFEEBBRRUUAARRYY 22001166
7. CONCLUSION
The proposed project will increase the employment potential by creating direct and in-
direct employment opportunities and thus be beneficial for the local population. The
management of the industry proposes to give preference to local people with both
direct and indirect employment.